Improving the Mechanical Strength of Ductile Cast Iron Welded Joints Using Different Heat Treatments




Abstract
:1. Introduction
2. Materials and Methods
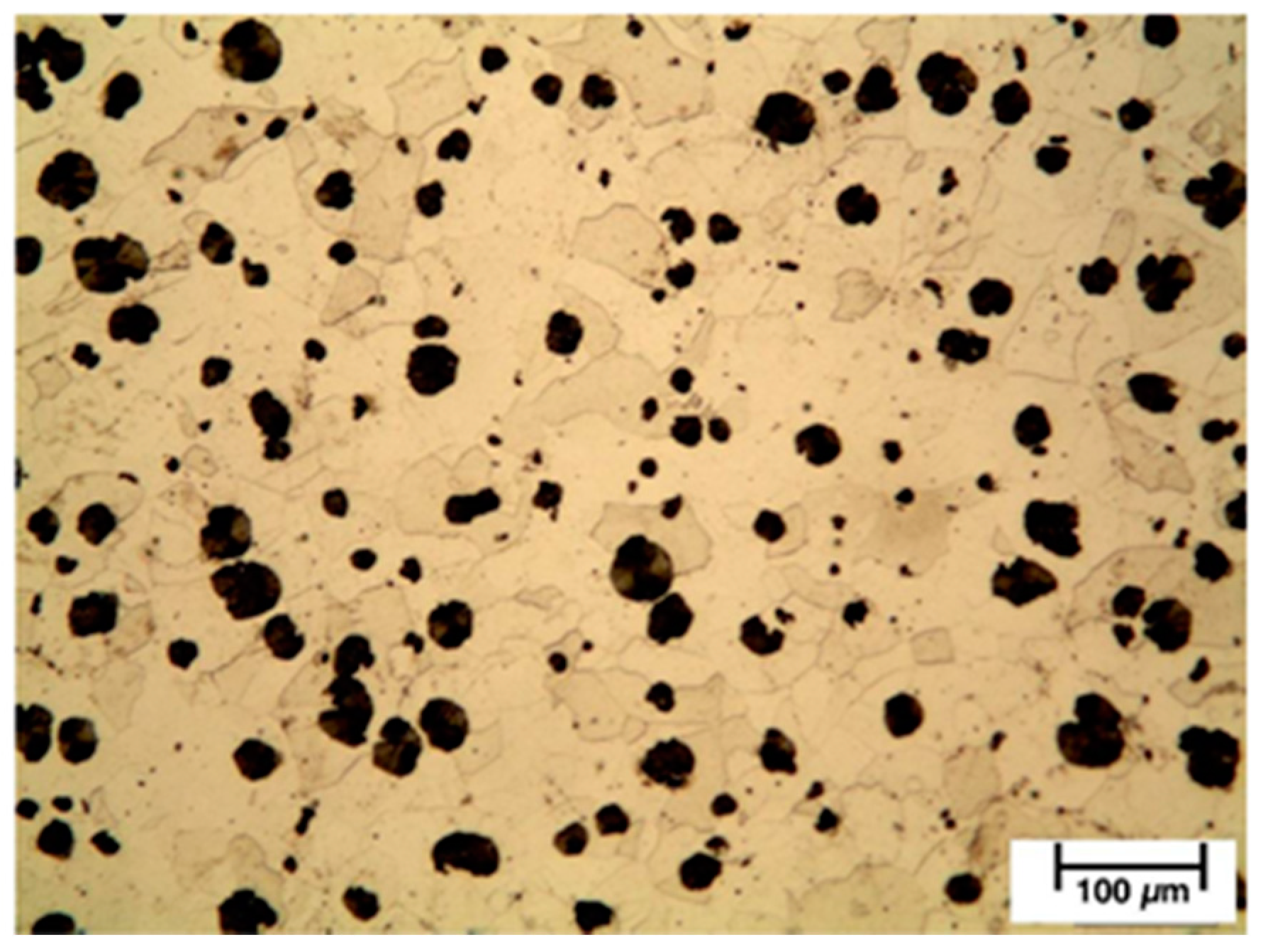
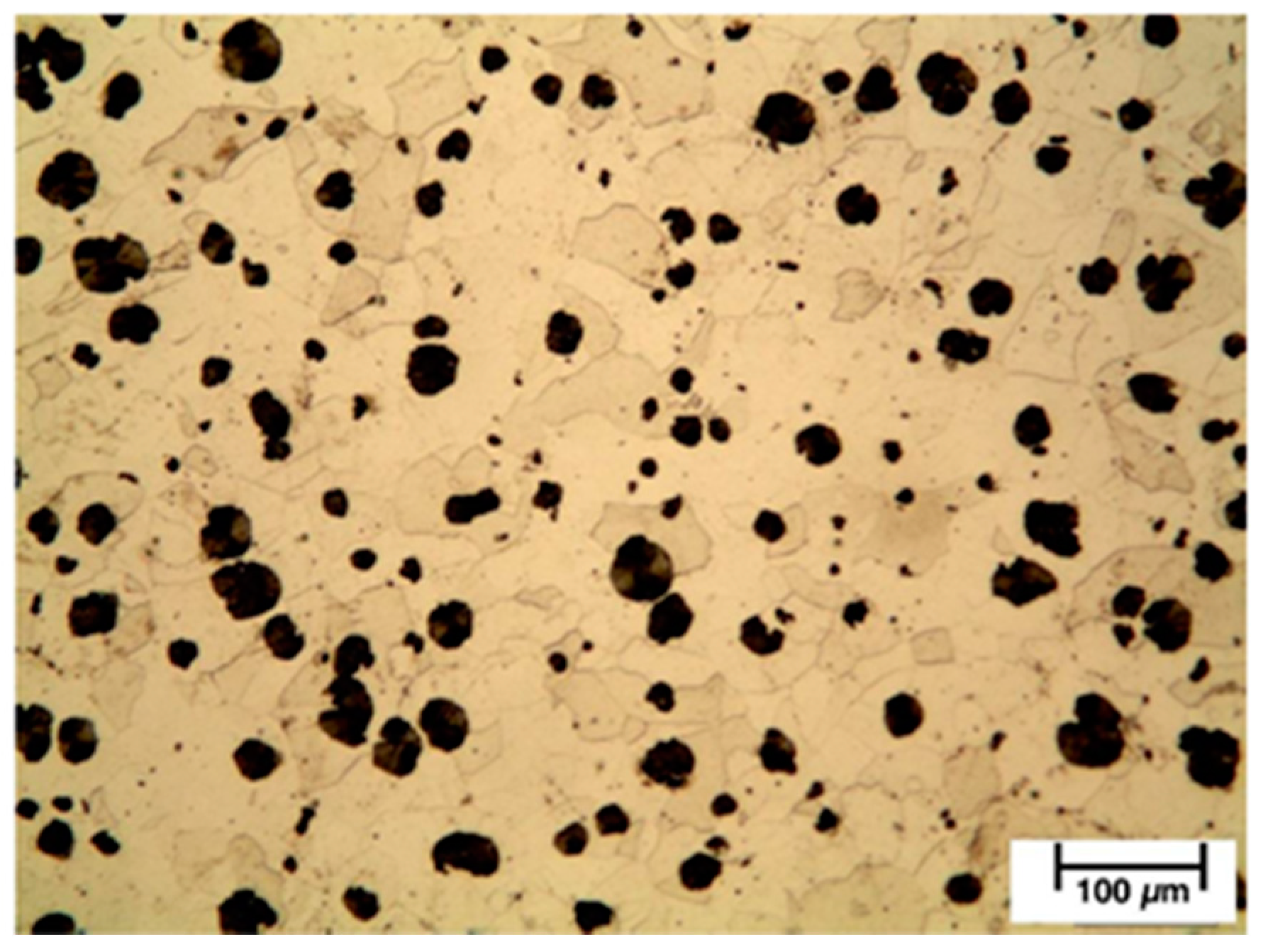
2.1. High Strength Ductile Cast Iron—SiboDur® 450
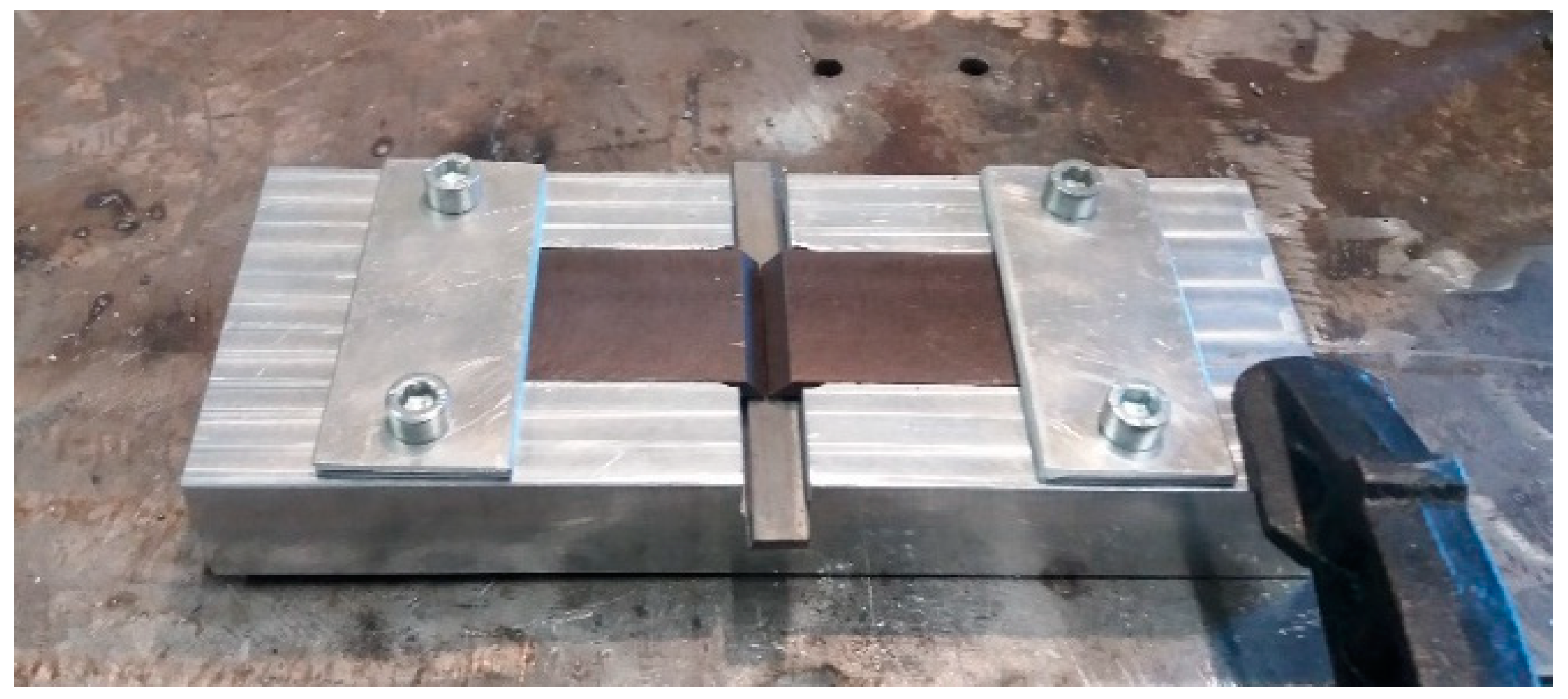
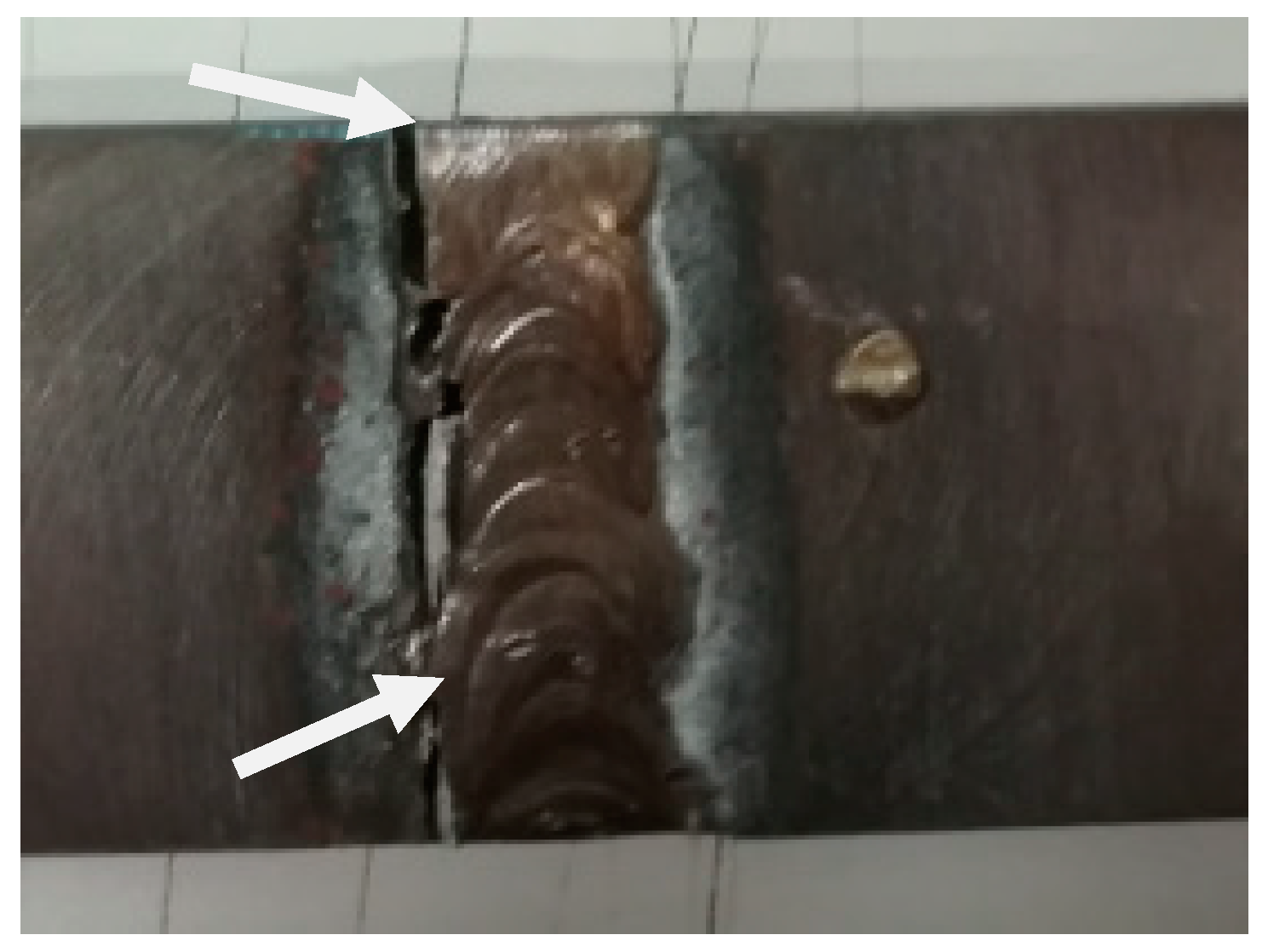
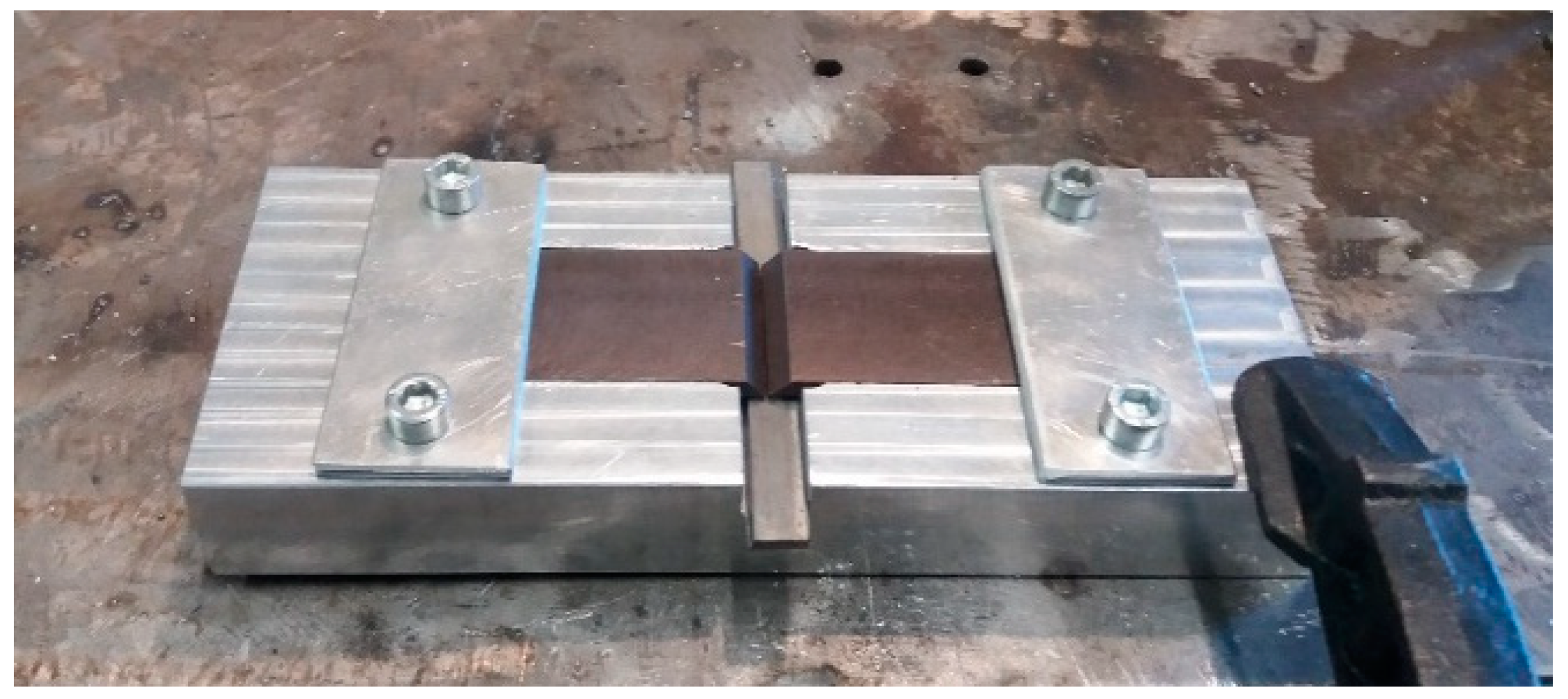
2.2. Sample Preparation
2.3. Heating Cycle Parameters
2.4. Welding Parameters
2.5. Sample Reference Coding and Welding Parameters Used in the Experiments
- N—sample number;
- Px—preheating cycle temperature (°C);
- Wz—number of weld beads;
- Py—post weld heat cycle temperature (°C).
2.6. Analysis of Mechanical Properties
2.6.1. Tensile Properties
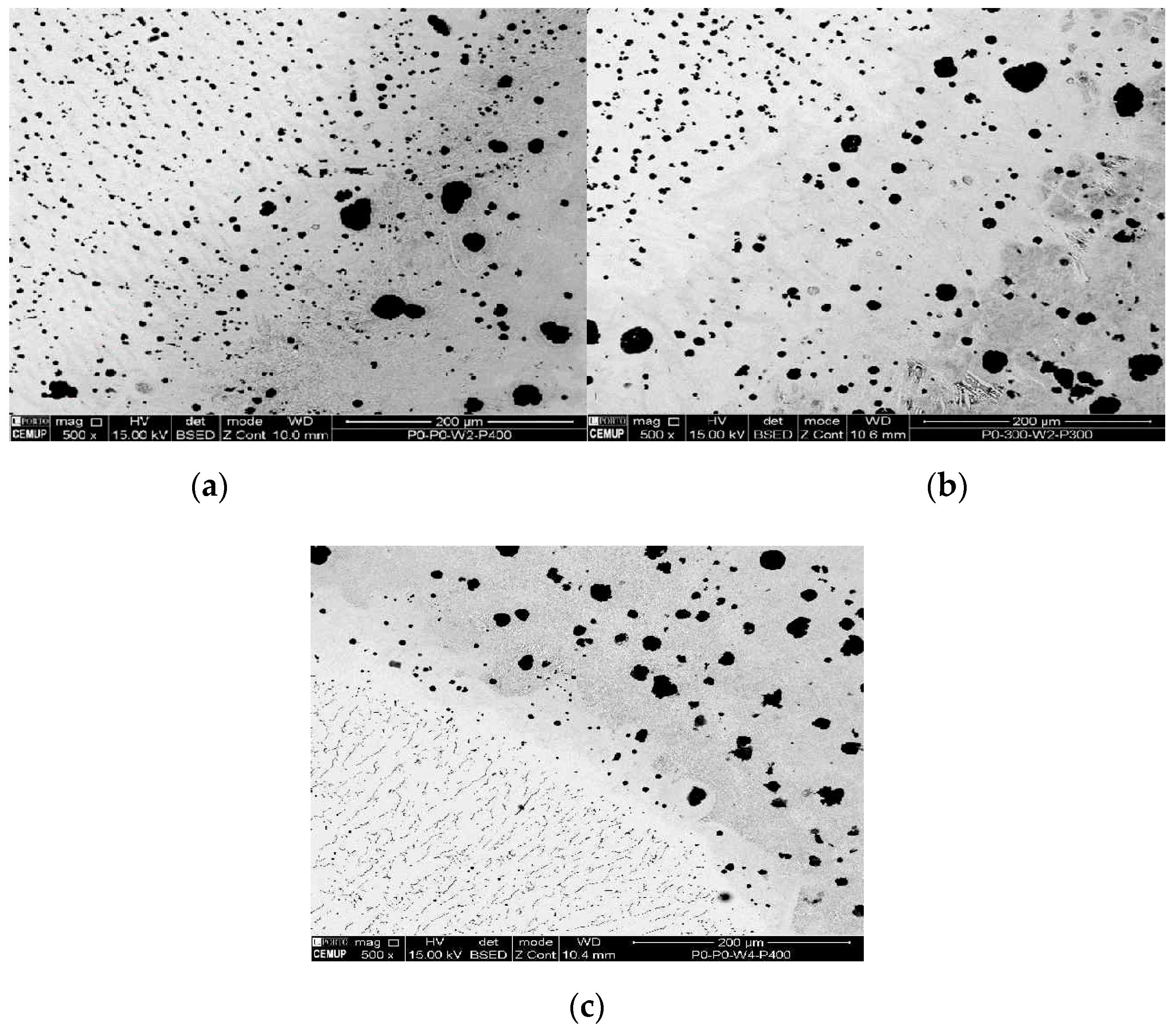
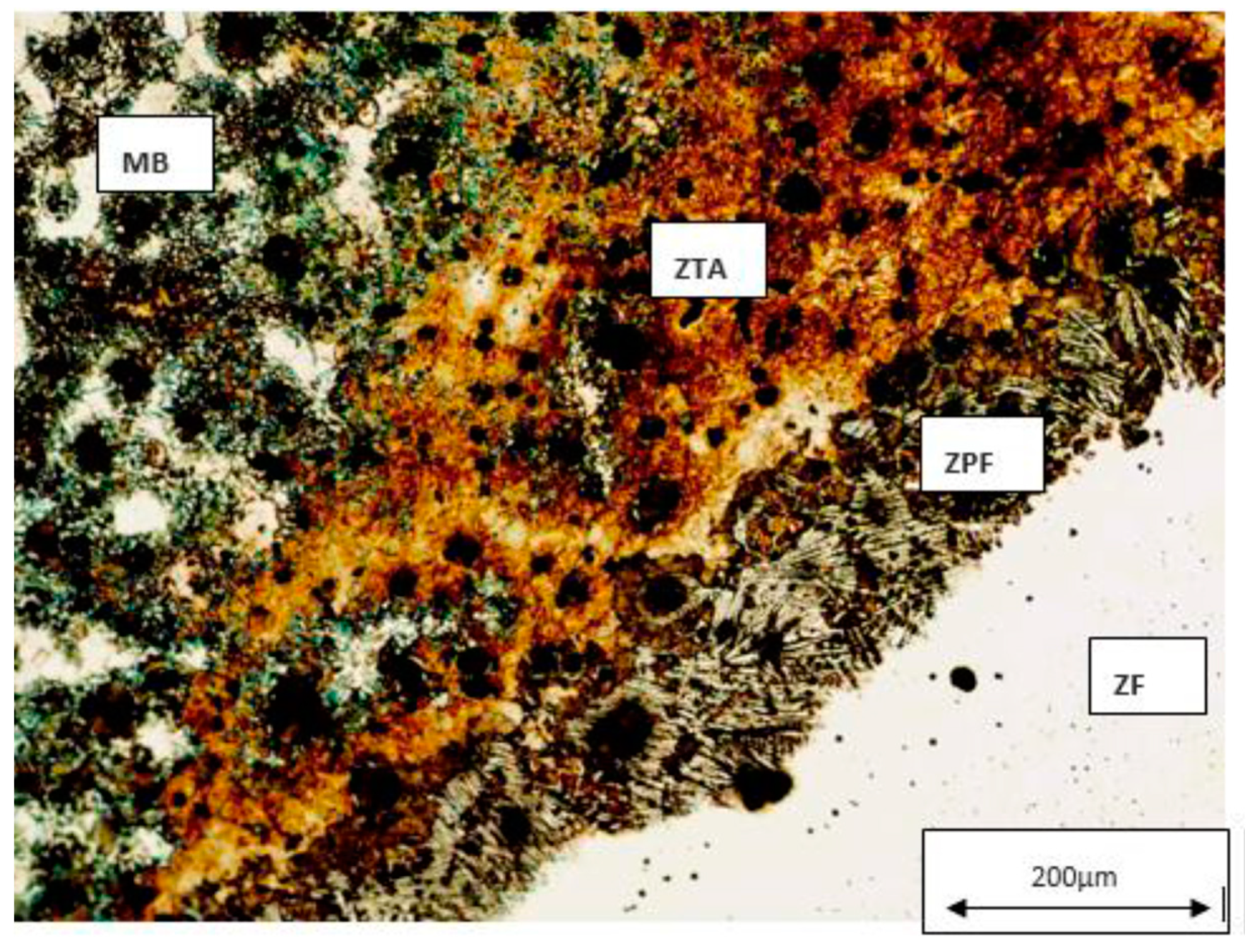
2.6.2. Metallographic Analysis
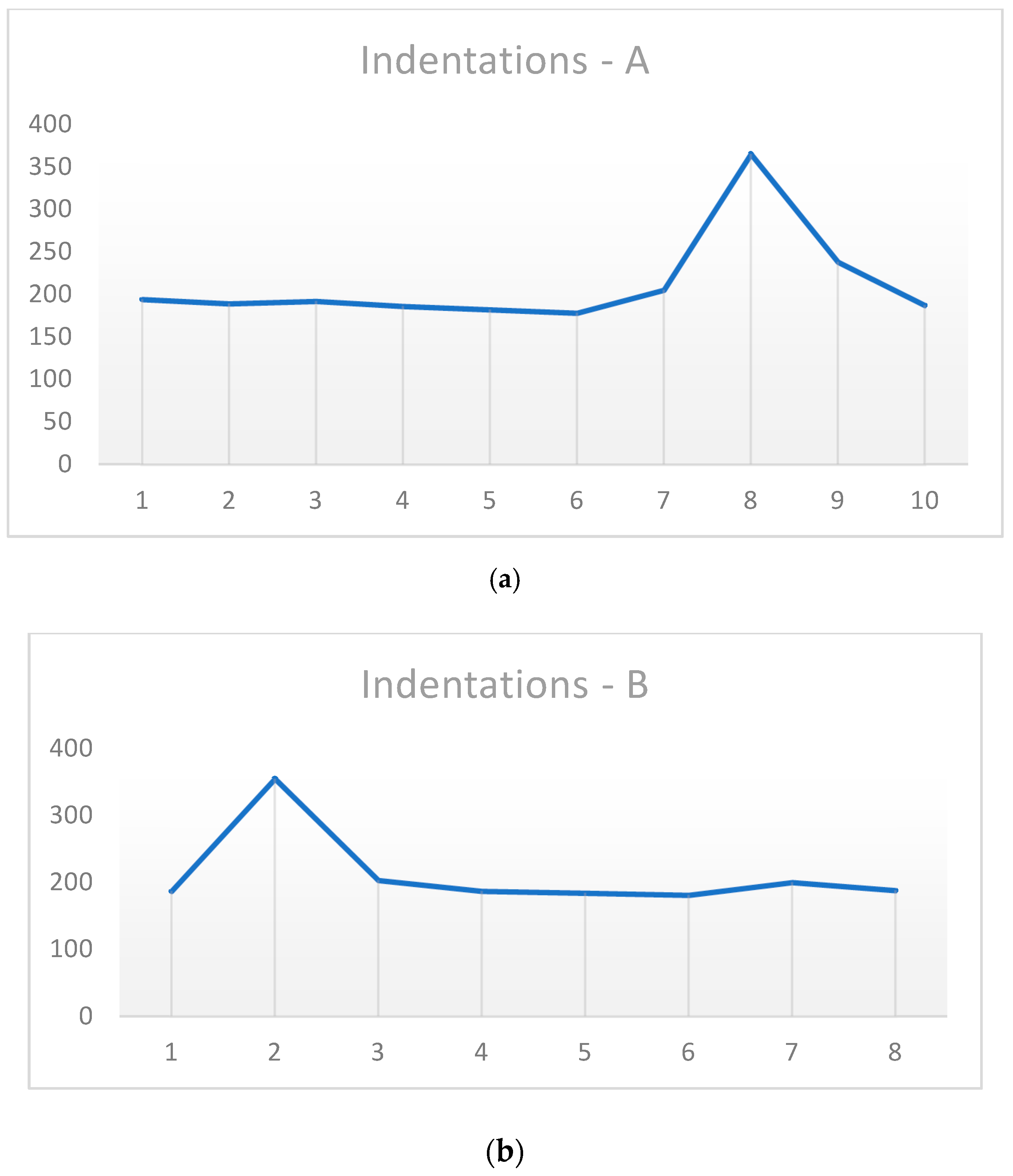
2.6.3. Hardness Analysis
3. Results
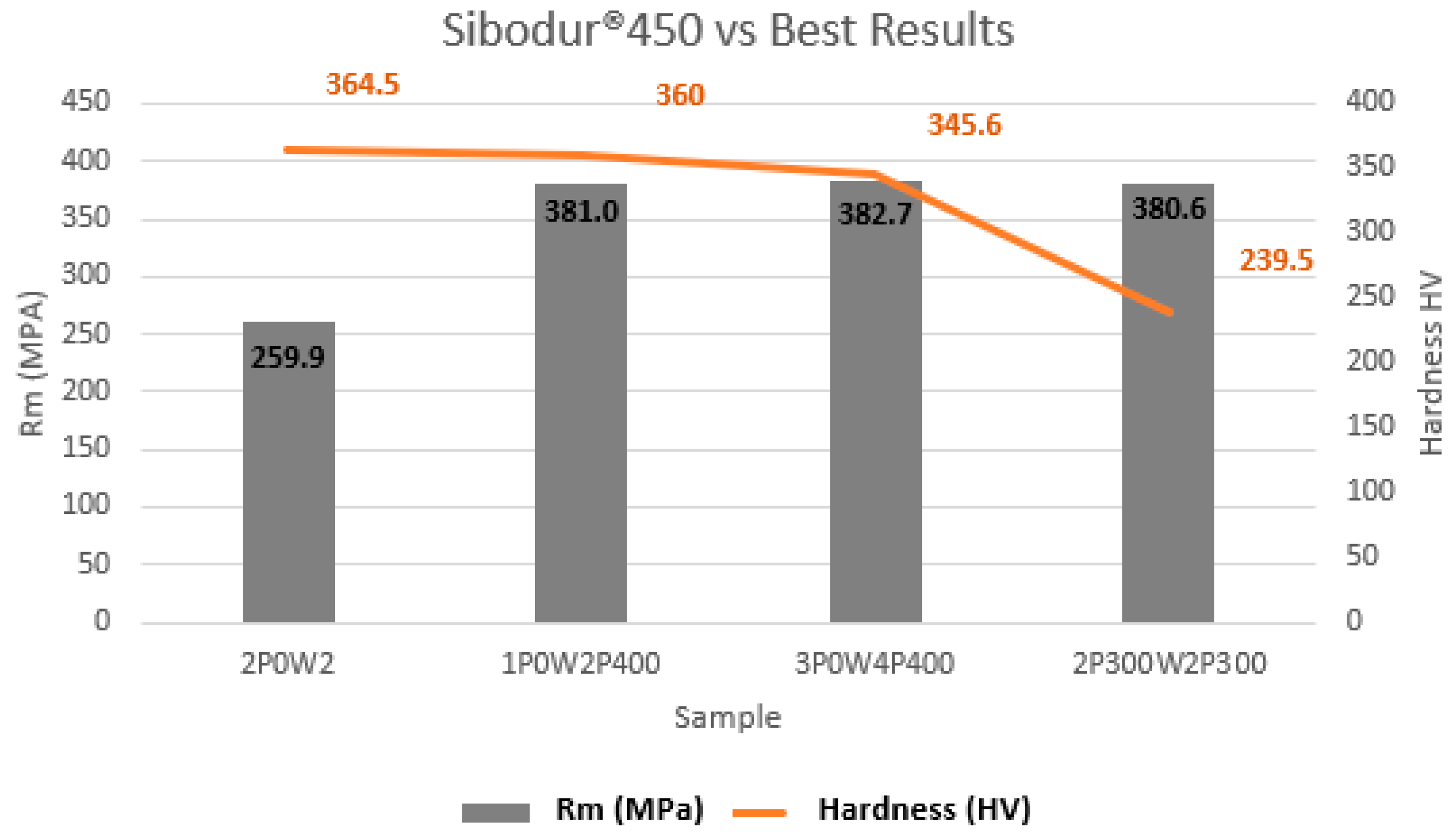
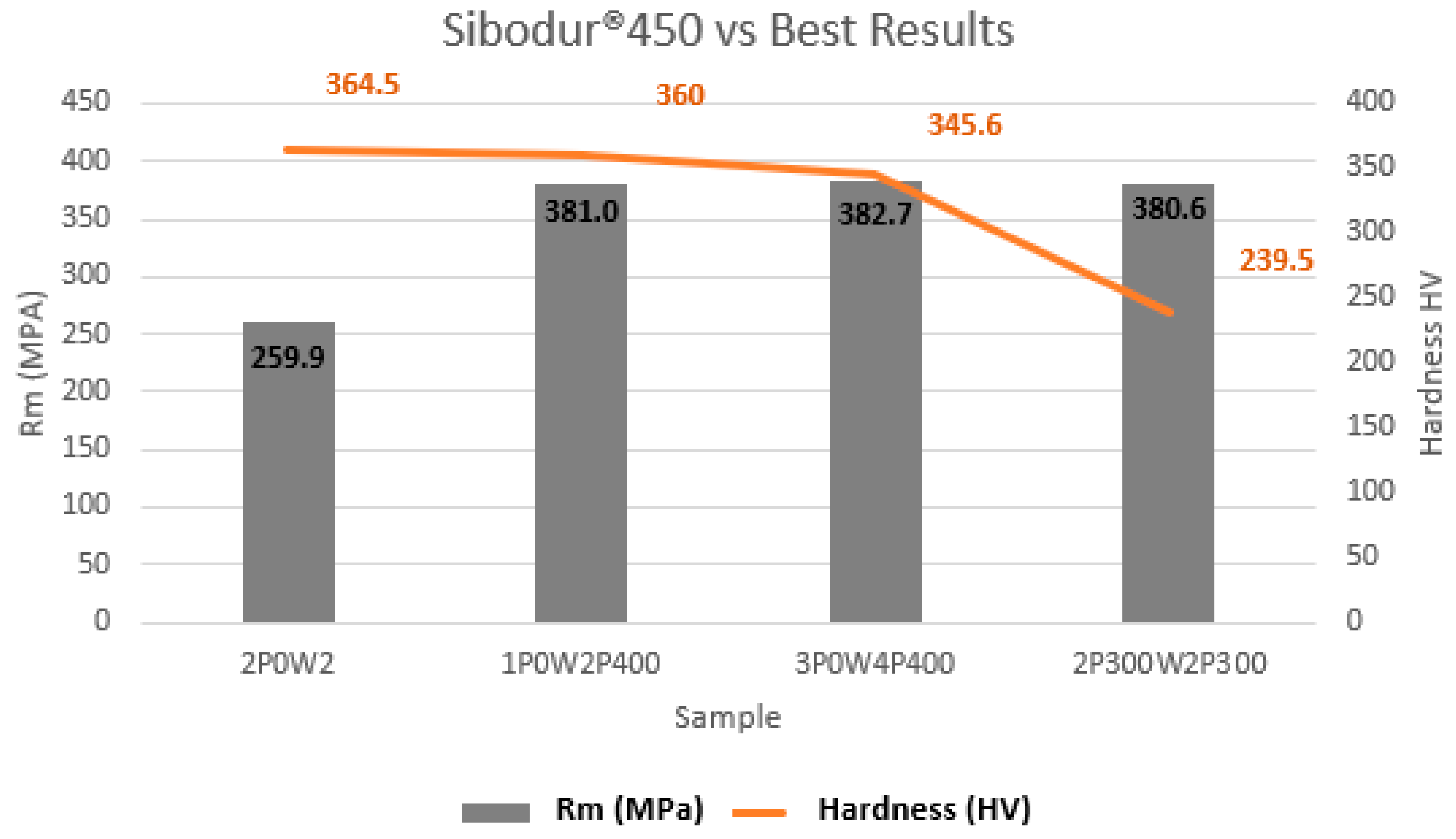
3.1. Tensile Test Results
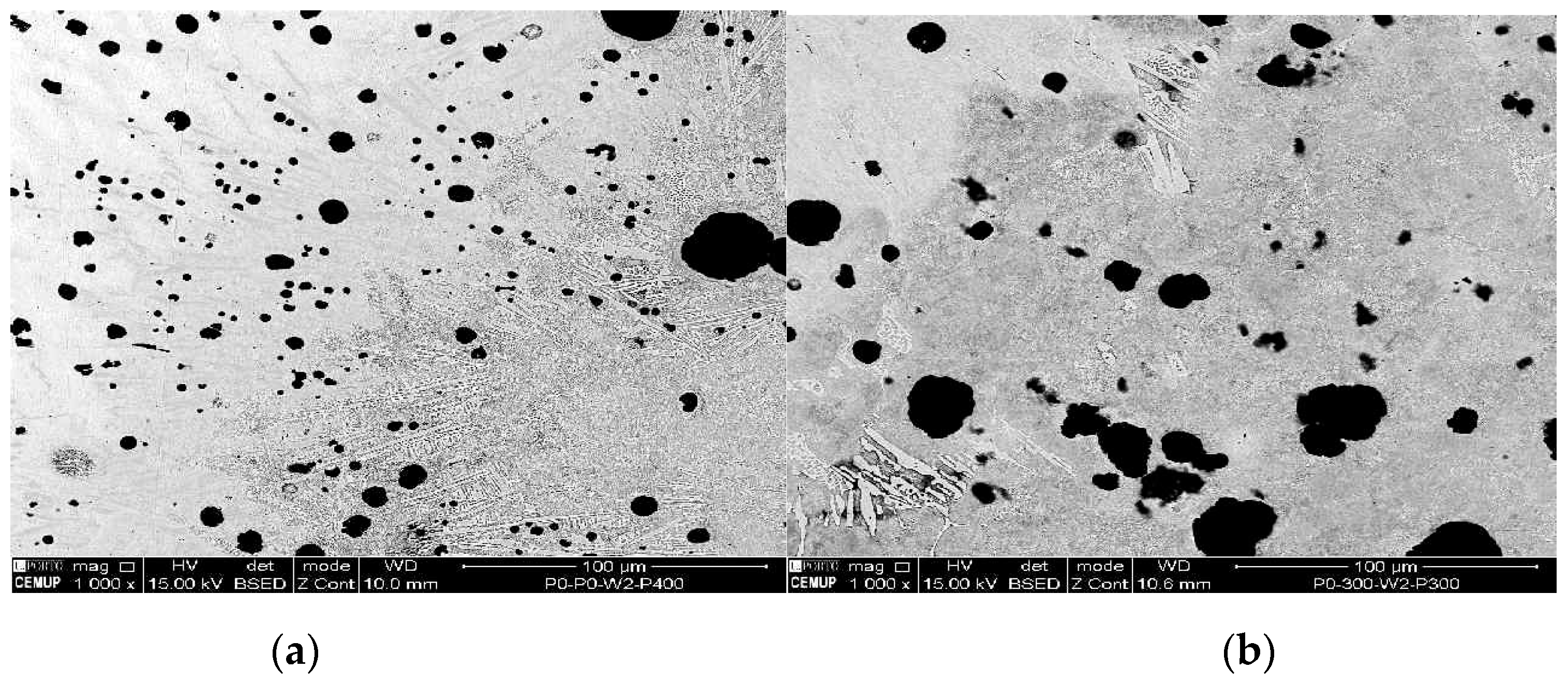
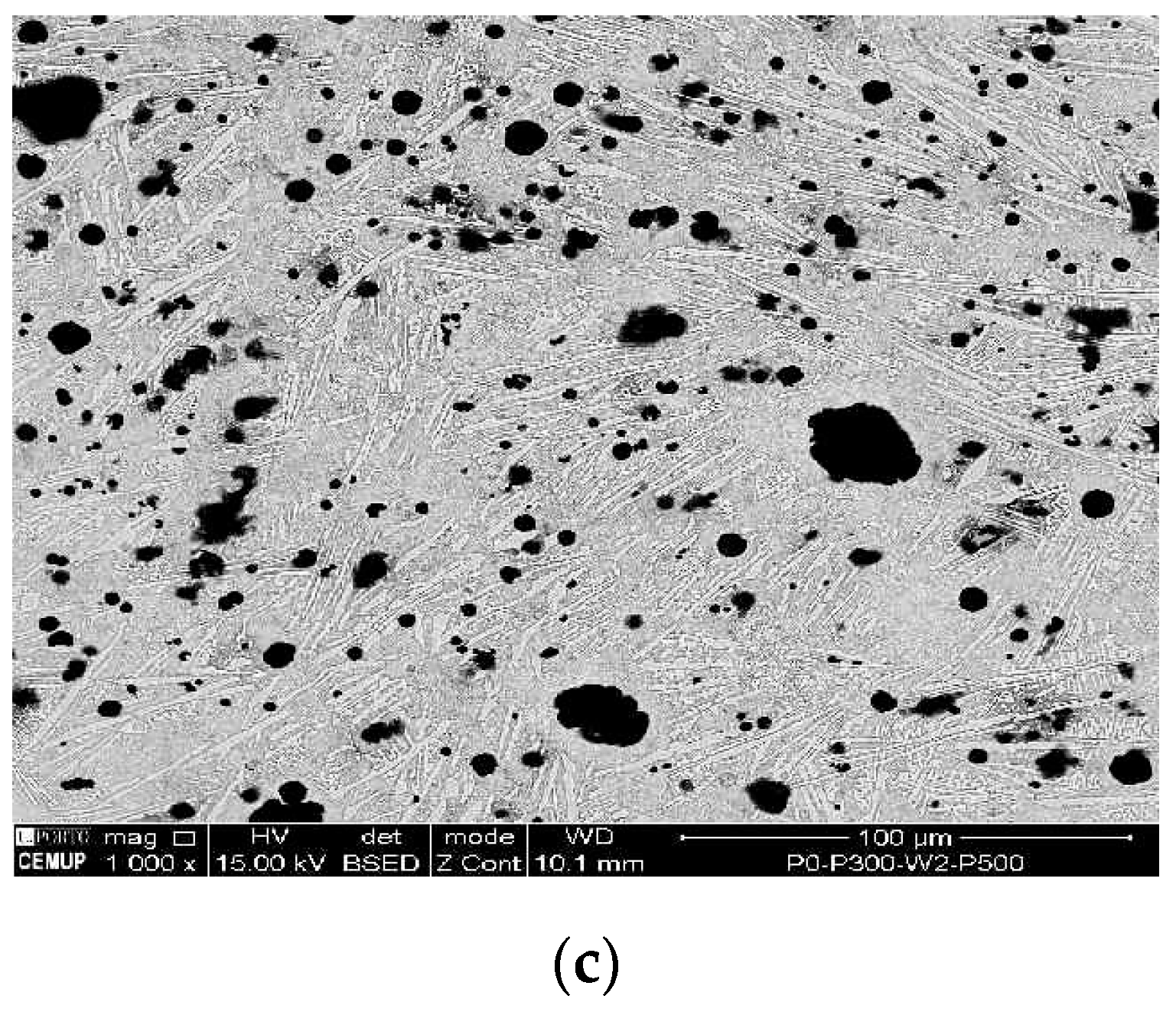
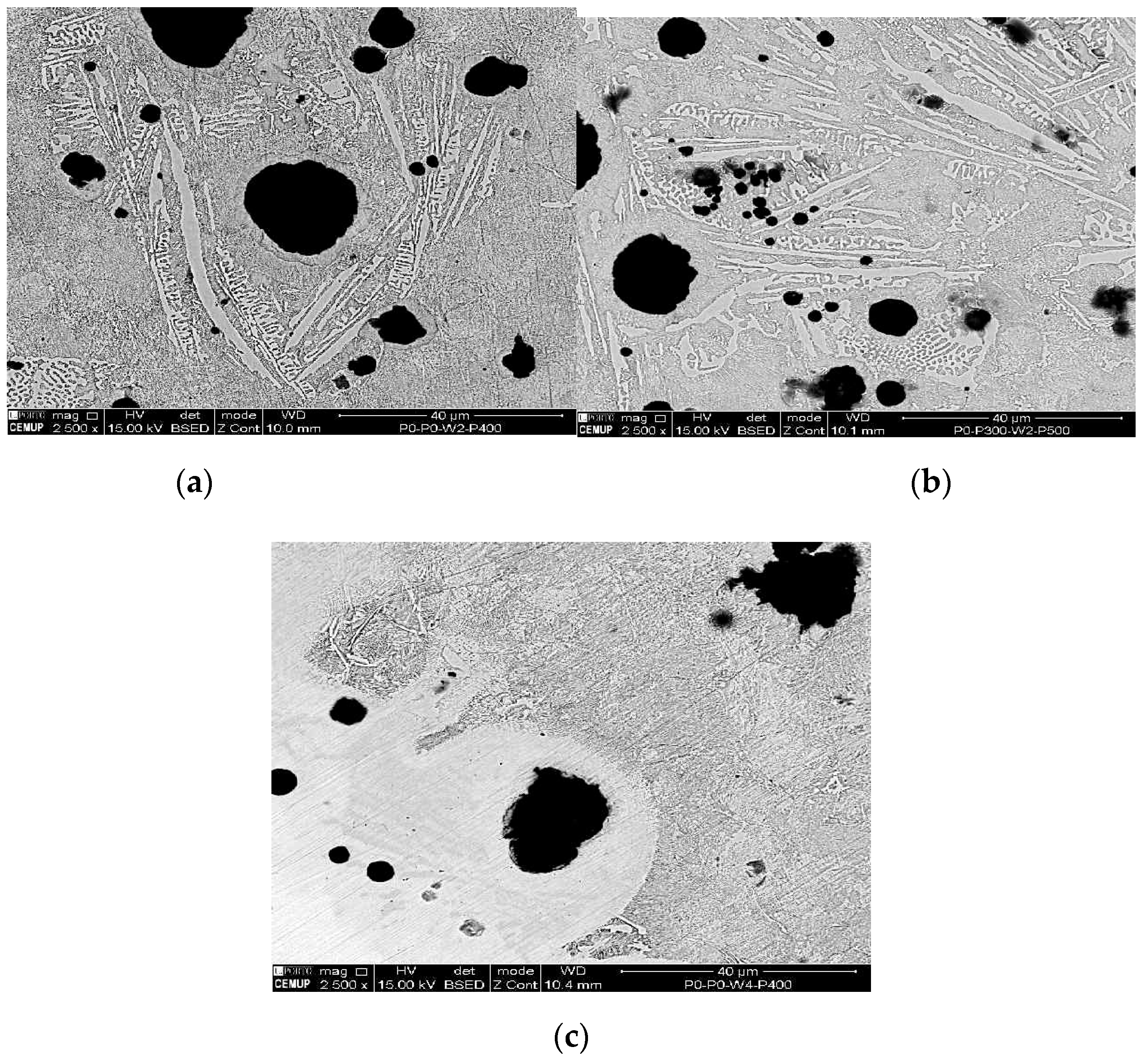
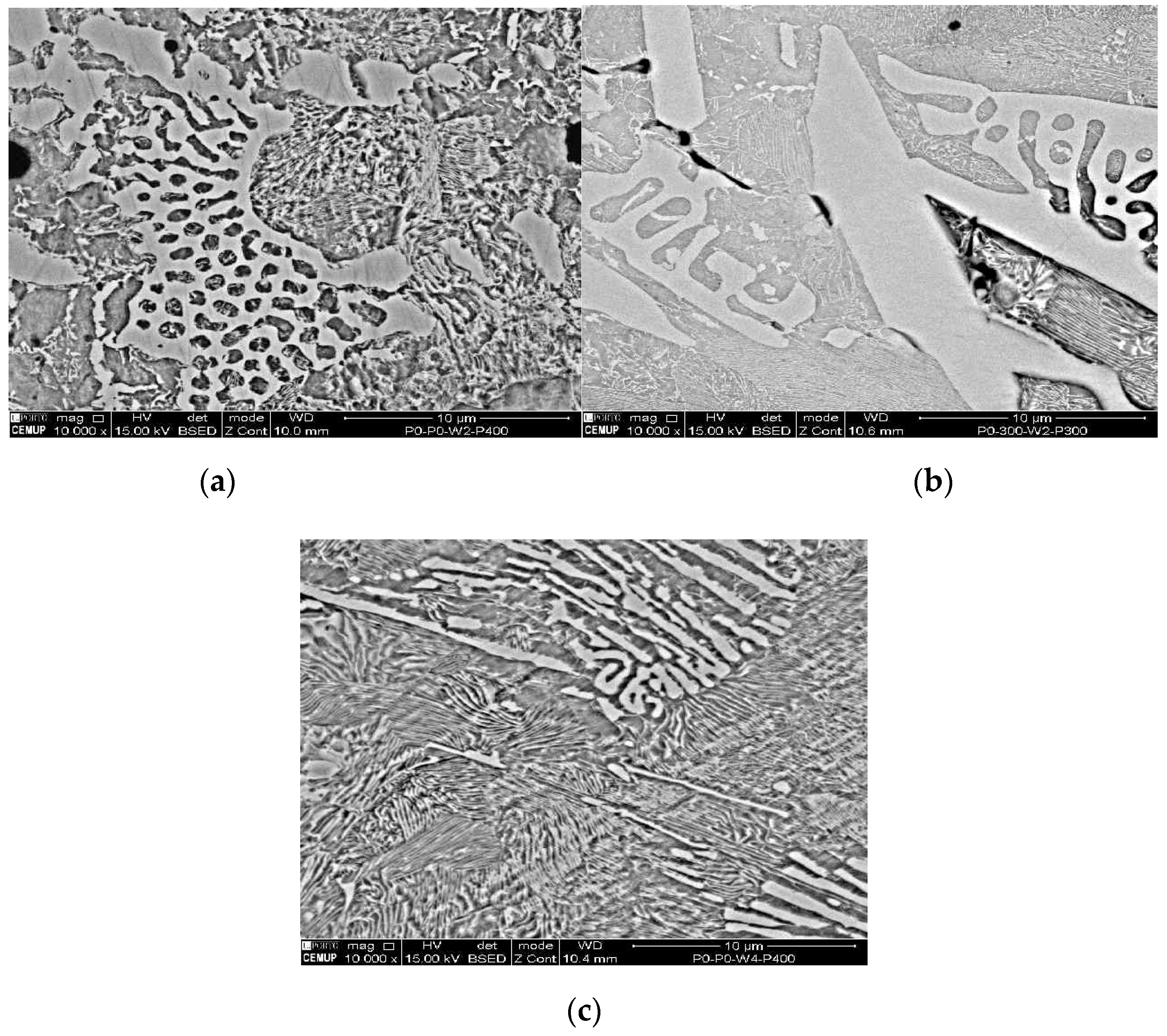
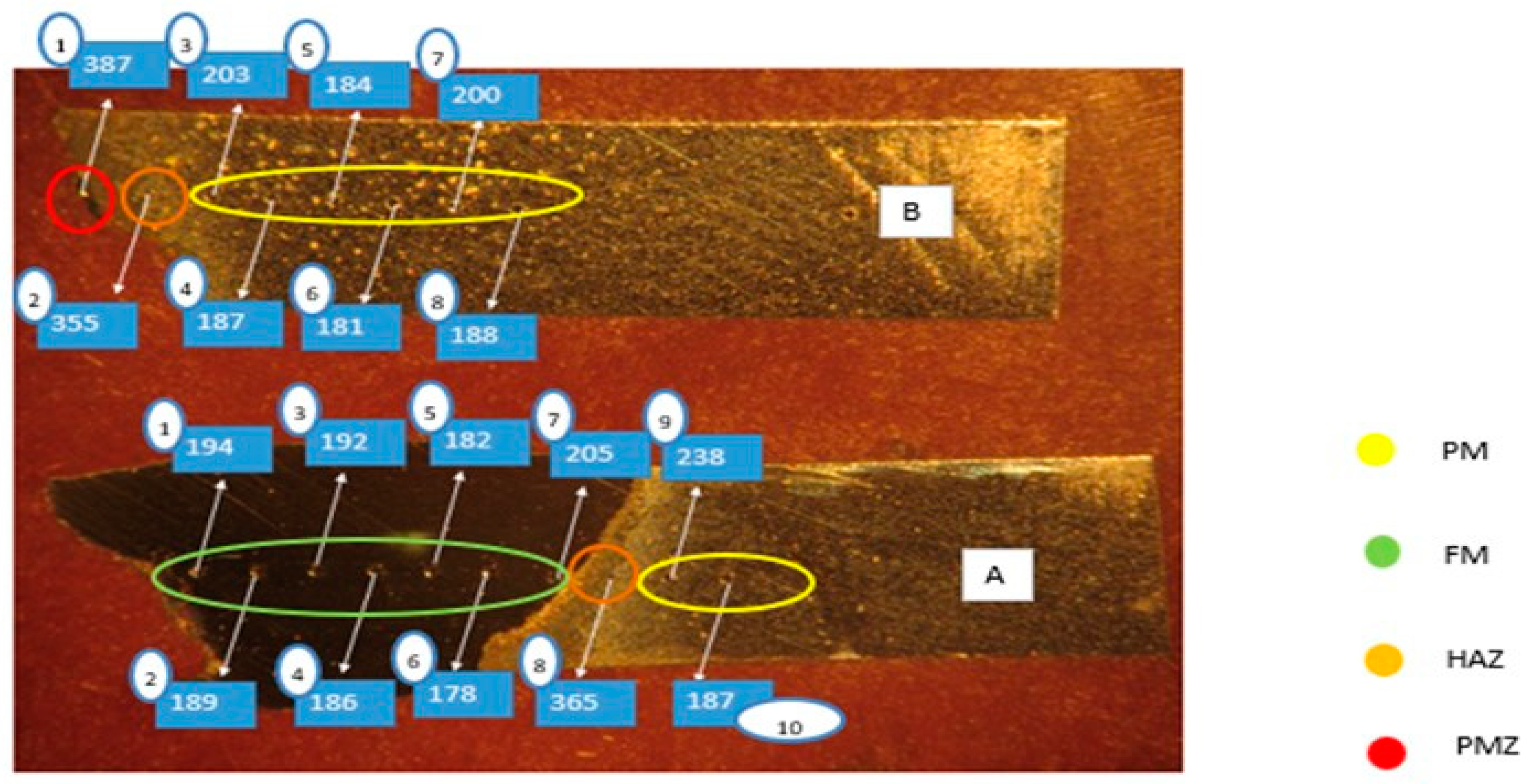
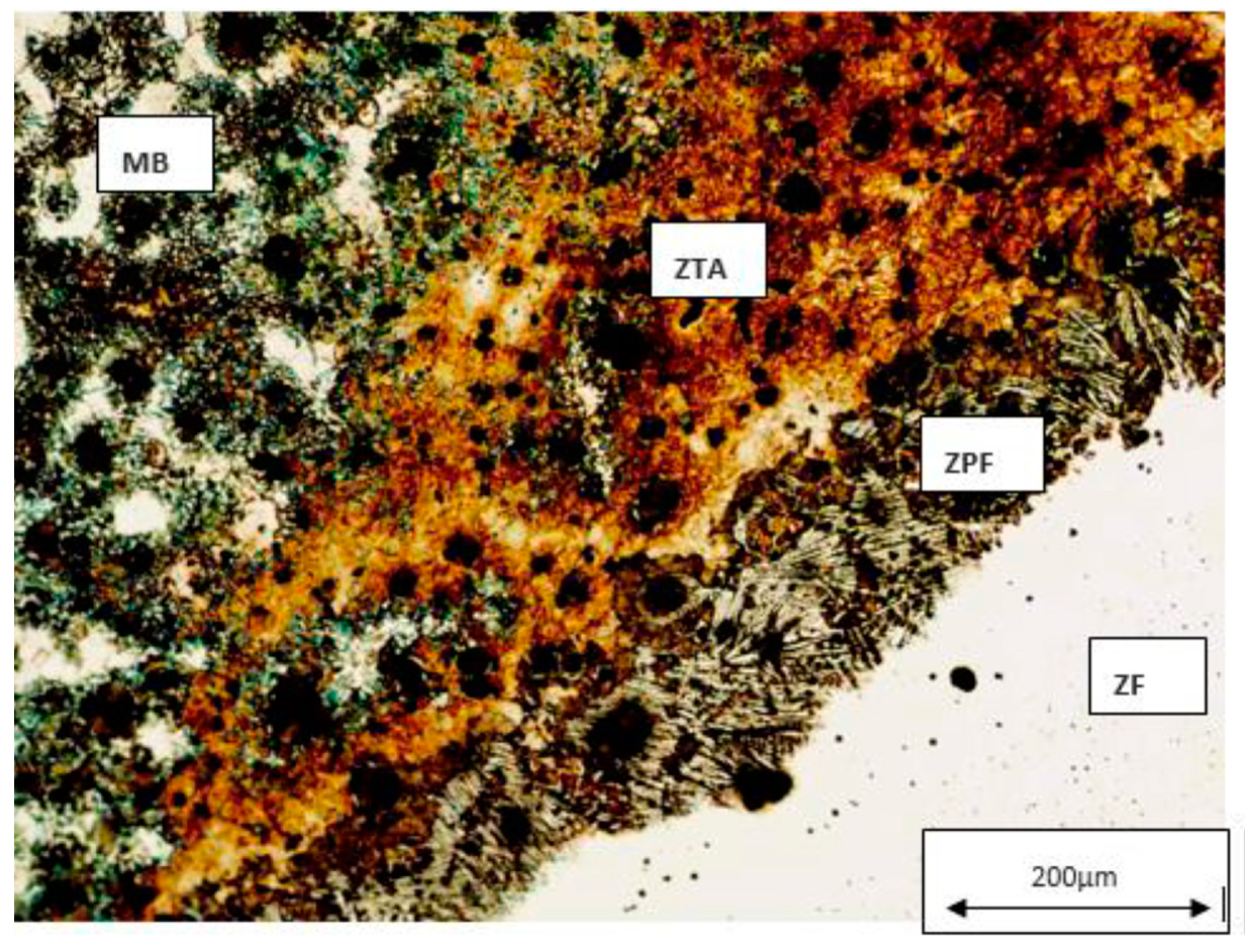
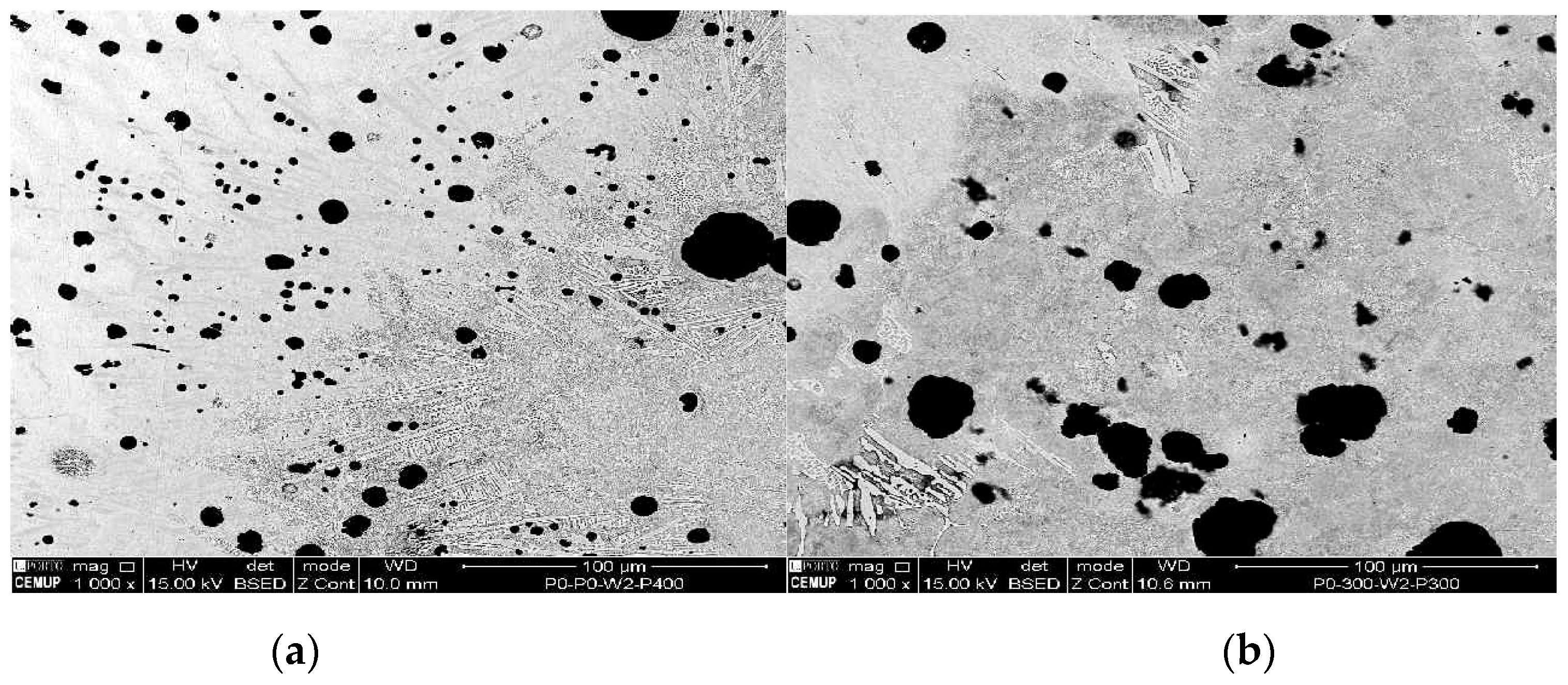
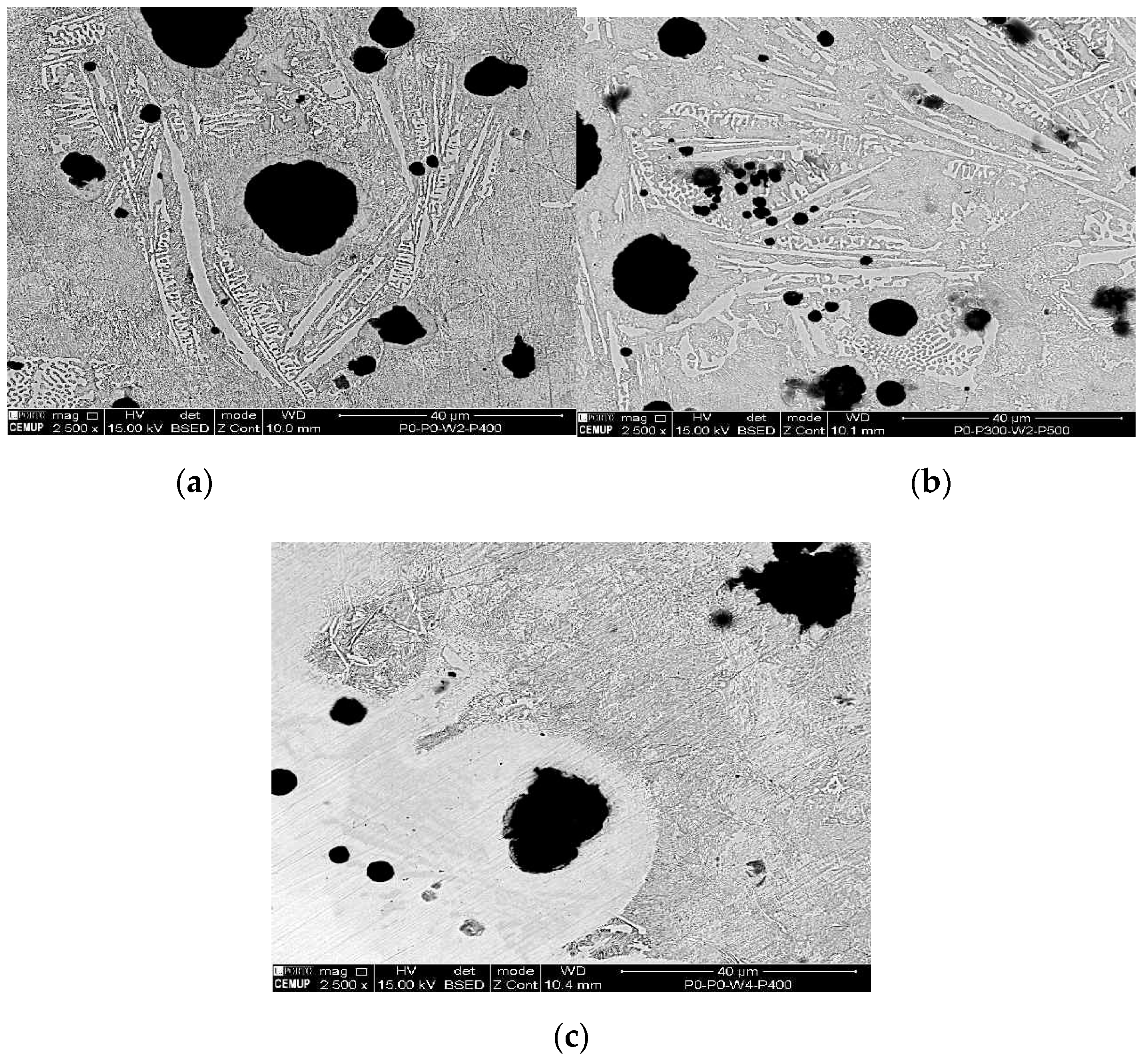
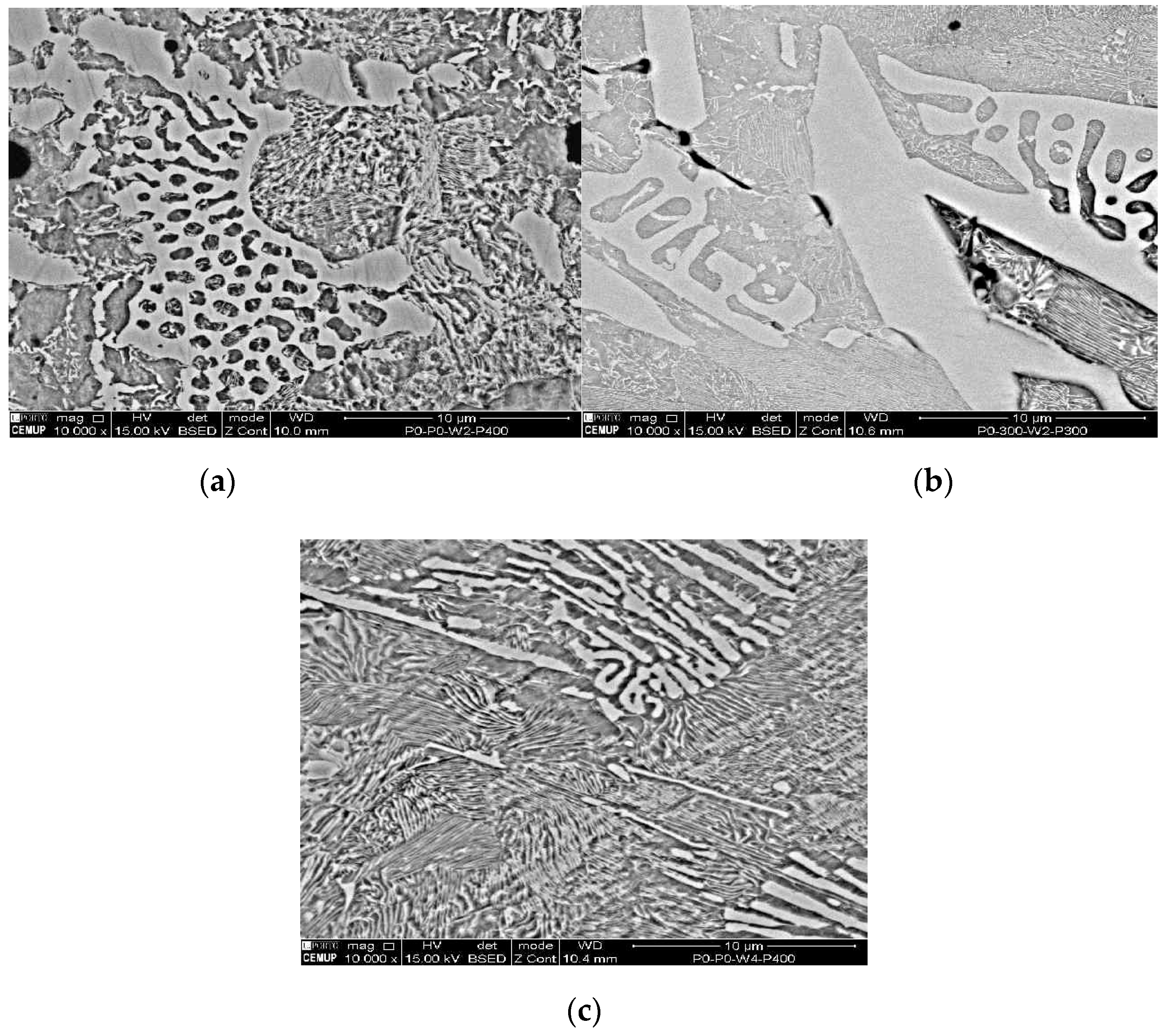
3.2. Metallography Analysis Results
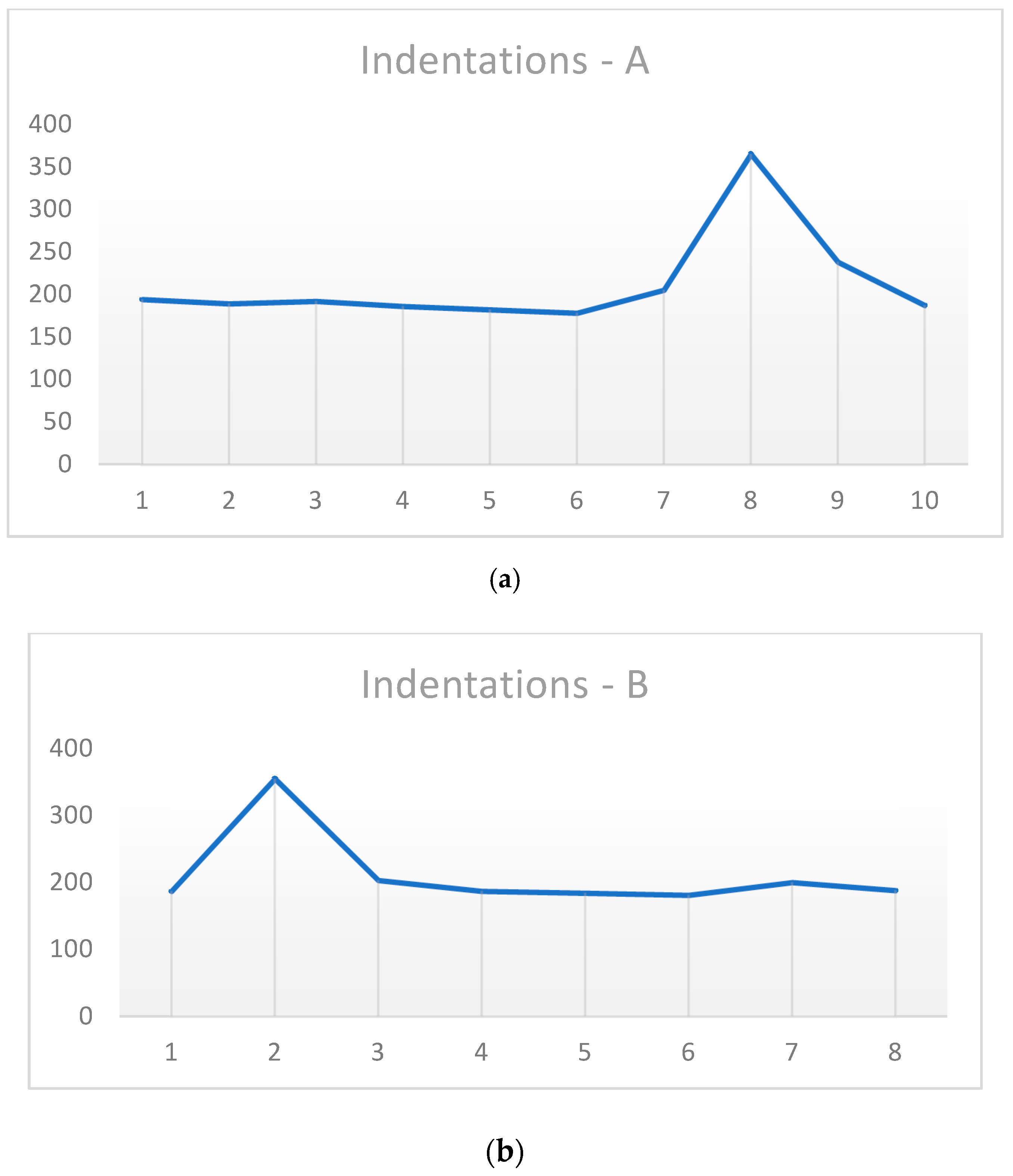
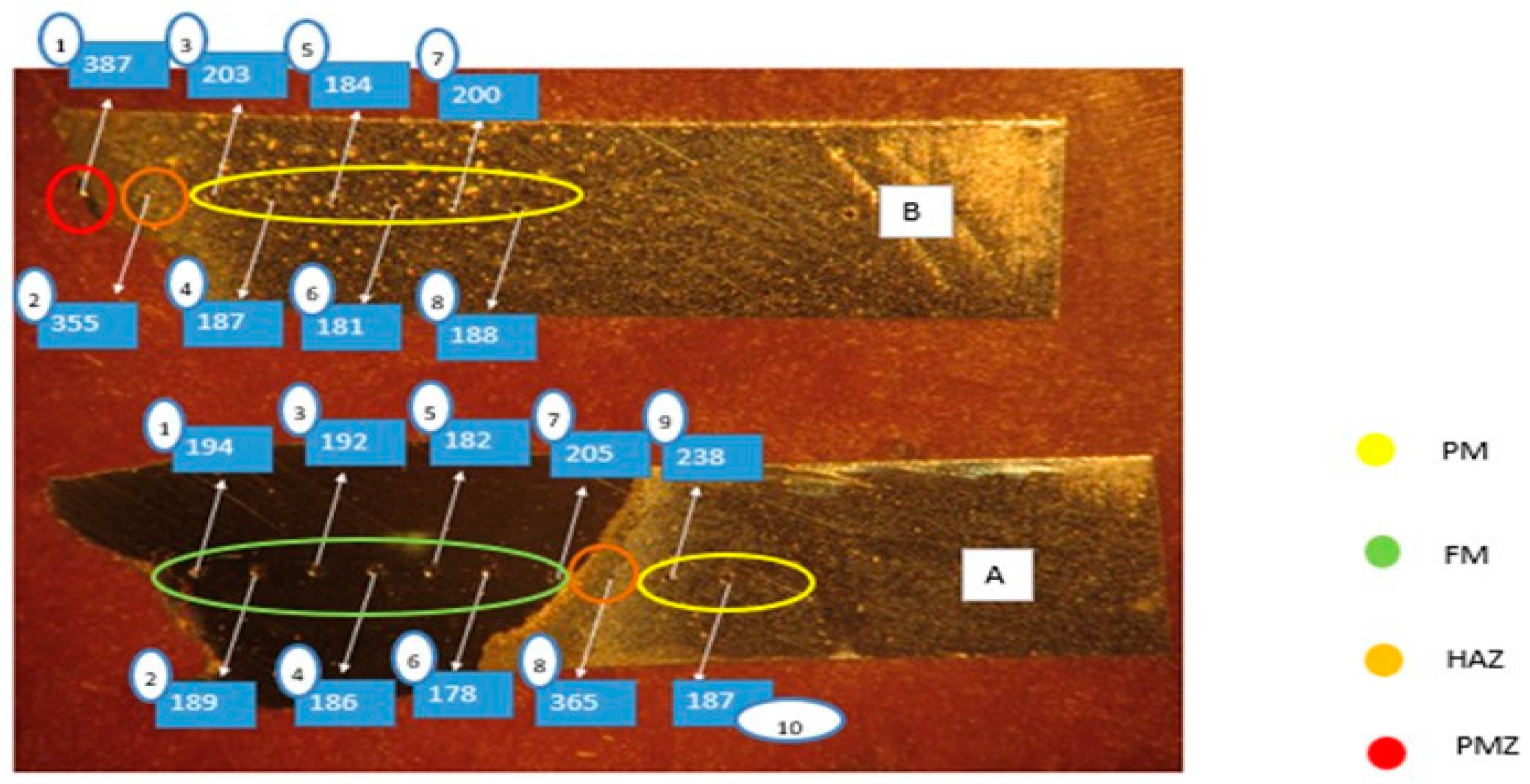
3.3. Hardness Test Results
4. Discussion
5. Conclusions
- It was achievable to generate better mechanical properties on the weld joint by applying heat treatments;
- The quantity of martensite and ledeburite decreased substantially as compared with the raw sample;
- Heat treatments such as PWHT and preheating combined with PWHT are beneficial to the welded joint;
- Increasing the number of passes increases the mechanical properties of the welded joint, however, it does not have a very significant impact.
- The mechanical strength of the welded joints produced with Ni filler metal is slightly lower (−15.5% related to the parent metal) than the results obtained using Inconel as filler metal (–4.4%). Moreover, the microstructure images show that the Ni filler metal allow greater carbon diffusion than the Inconel filler metal;
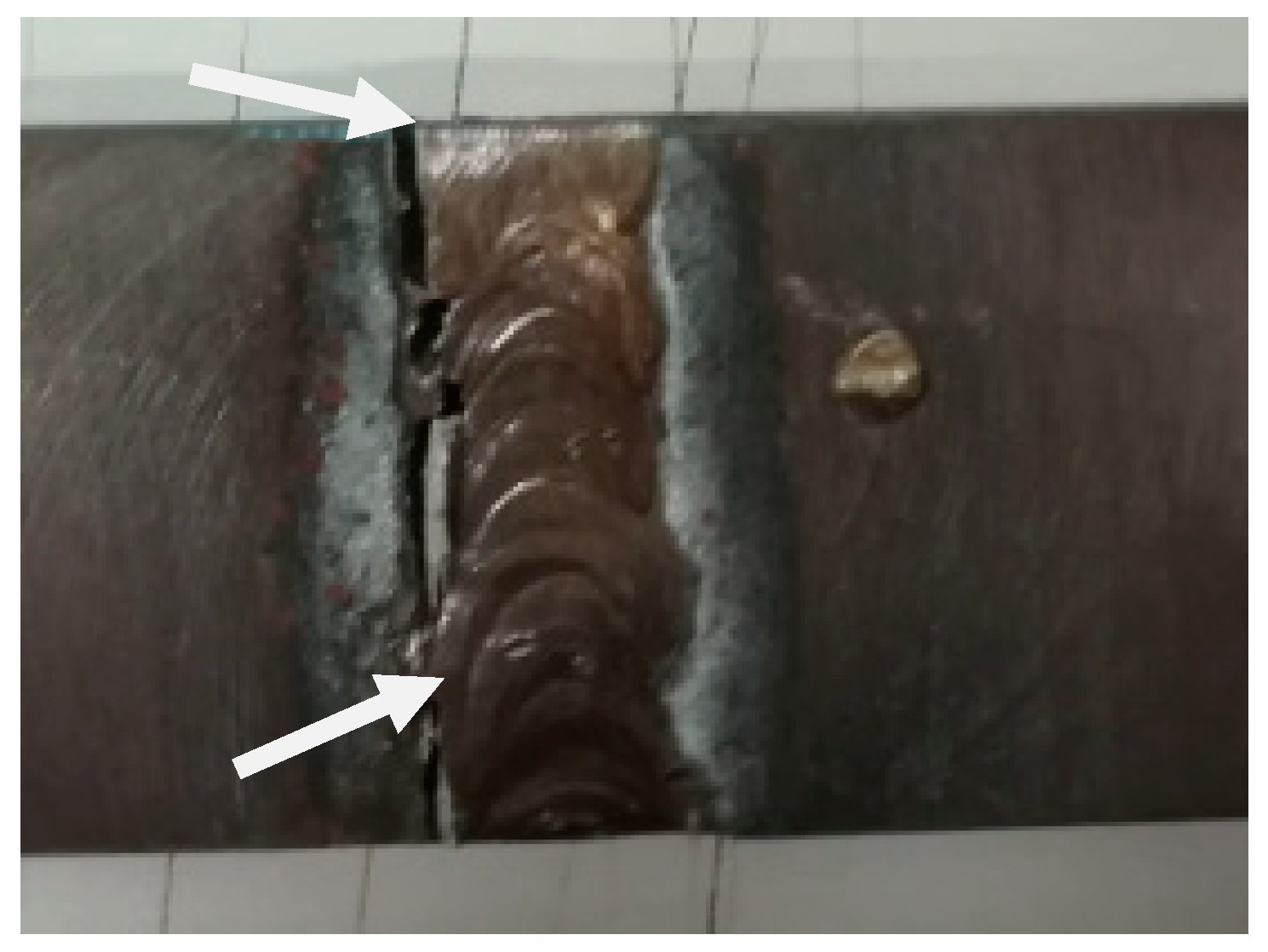
- Contrary to the previous study, PWHT showed better results than preheating treatment. This is mainly owing to the decrease of hard structures in the HAZ and PMZ, such as martensite and ledeburite, which contributes to the increase of hardness and brittleness, favoring the nucleation and propagation of cracks which lead to the failure of the welded samples;
- Using the preheating temperature used in the previous work, the only combination able to produce good results is to carry out a PWHT at 300 °C immediately after the welding, which resulted in an UTS slightly higher than 380 MPa. Higher PWHT temperatures lead to worse results;
- As in the previous work, an increase in the number of passes induces better results in terms of mechanical strength. However, this alternative implies the use of more energy, and the improvement in the mechanical strength is clearly residual, and it does not advise the use of more than two passes.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Davis, J.R. Cast Irons: ASM Specialty Handbook, 2nd ed.; ASM International: Materials Park, OH, USA, 1996; pp. 393–460. ISBN 978-0-87170-564-8. [Google Scholar]
- Santos, J.; Gouveia, R.M.; Silva, F.J.G. Designing a new sustainable approach to the change for lightweightmaterials in structural components used in truck industry. J. Clean. Prod. 2017, 164, 115–123. [Google Scholar] [CrossRef]
- Konecná, R.; Nicoletto, G.; Bubenko, L.; Fintová, S. A comparative study of the fatigue behavior of two heat-treated nodular cast irons. Eng. Fract. Mech. 2013, 108, 251–262. [Google Scholar] [CrossRef]
- Fragassa, C. Material selection in machine design: The change of cast iron for improving the high-quality in woodworking. J. Mech. Eng. Sci. 2017, 231, 18–30. [Google Scholar] [CrossRef]
- Mullins, D.J. Engineering Properties, Specifications and Physical Constants of Specific Ductile Irons. In Ductile Iron Handbook; American Foundrymen’s Society, Inc.: Des Plaines, IL, USA, 1993; pp. 20–51. ISBN 9780874331240. [Google Scholar]
- De Santis, A.; Di Bartolomeo, O.; Iacoviello, D.; Iacoviello, F. Quantitative shape evaluation of graphite particles in ductile iron. J. Mater. Process. Technol. 2004, 196, 292–302. [Google Scholar] [CrossRef]
- Panneerselvam, S.; Putatunda, S.K.; Gundlach, R.; Boileau, J. Influence of intercritical austempering on the microstructure and mechanical properties of austempered ductile cast iron (ADI). Mater. Sci. Eng. A 2017, 694, 72–80. [Google Scholar] [CrossRef]
- Fragassa, C.; Minak, G.; Pavlovic, A. Tribological aspects of cast iron investigated via fracture toughness. Tribol. Ind. 2016, 38, 1–10. [Google Scholar]
- Vilela, F. Uma Visão Sobre A Produção de Ferro Nodular. Fundição Rev. Assoc. Fundição Port. 2009, 266, 12–20. (In Portuguese) [Google Scholar]
- Dorazil, E. High Strength Austempered Ductile Iron; Michigan University: Ann Arbor, MI, USA, 1991; pp. 22–54. ISBN 9780133886610. [Google Scholar]
- Trudel, A.; Gagne, M. Effect of Heat Treatment Parameters on the Characteristics of Austempered Ductile Irons; Pergamon Press: Willowdale, ON, Canada, 1997; pp. 289–298. [Google Scholar]
- Sohi, M.H.; Ahmadabadi, M.N.; Vahdat, A.B. The role of austempering parameters on the structure and mechanical properties of heavy section ADI. J. Mater. Process. Technol. 2004, 153–154, 203–208. [Google Scholar] [CrossRef]
- Harding, R.A. The production, properties and automotive applications of austempered ductile iron. Kov. Mater. 2007, 45, 1–16. [Google Scholar]
- Amaral, H.M.F.M. Soldadura dos ferros fundidos cinzentos, nodulares e bainíticos. MSc. Thesis, Faculty of Engineering, University of Porto, Porto, Portugal, 1989. [Google Scholar]
- Modenesi, P.J.; Marques, P.V.; Bracarense, A.Q. Soldagem-Fundamentos e Tecnologia; Editora UFMG: Minas Gerais, Brazil, 2005. [Google Scholar]
- Pascual, M.; Cembrero, J.; Salas, F.; Pascual-Martínez, M. Analysis of the weldability of ductile iron. Mater. Lett. 2008, 62, 1359–1362. [Google Scholar] [CrossRef]
- El-Banna, E.M. Effect of preheat on welding of ductile cast iron. Mater. Lett. 1999, 41, 20–26. [Google Scholar] [CrossRef]
- Mirhedayatian, S.M.; Vahdat, S.E.; Jelodar, M.J.; Saen, R.F. Welding process selection for repairing nodular cast iron engine block by integrated fuzzy data envelopment analysis and TOPSIS approaches. Mater. Des. 2013, 43, 272–282. [Google Scholar] [CrossRef]
- Ebrahimnia, M.; Ghaini, F.; Gholizade, S.; Salari, M. Effect of cooling rate and powder characteristic on the soundness of heat affected zone in powder welding of ductile cast iron. Mater. Des. 2012, 33, 551–556. [Google Scholar] [CrossRef]
- Bęczkowski, R. Repair welding of the massive cast. Arch. Foundry Eng. 2017, 17, 5–8. [Google Scholar] [CrossRef]
- Pouranvari, M. On the weldability of grey cast iron using Nickel based filler metal. Mater. Des. 2010, 31, 3253–3258. [Google Scholar] [CrossRef]
- Sun, D.Q.; Gu, X.Y.; Liu, W.H.; Xuan, Z.Z. Welding consumable research for austempered ductile iron (ADI). Mater. Sci. Eng. A 2005, 402, 9–15. [Google Scholar] [CrossRef]
- Ghaini, F.M.; Ebrahimnia, M.; Gholizade, S. Characteristics of cracks in heat affected zone of ductile cast iron in powder welding process. Eng. Fail. Anal. 2011, 18, 47–51. [Google Scholar] [CrossRef]
- Gouveia, R.M.; Silva, F.J.G.; Paiva, O.C.; Andrade, M.F.; Pereira, L.A.; Moselli, P.C.; Papis, K.J.M. Comparing the Structure and Mechanical Properties of Welds on Ductile Cast Iron (700 MPa) under Different Heat Treatment Conditions. Metals 2018, 8, 72. [Google Scholar] [CrossRef]
- Askary-Paykani, M.; Shayan, M.; Shamanian, M. Weldability of Ferritic Ductile Cast Iron Using Full Factorial Design of Experiment. J. Iron Steel Res. Int. 2014, 21, 252–263. [Google Scholar] [CrossRef]
- Mandal, N.R. Ship Construction and Welding; Springer: Singapore, 2017; pp. 170–174. ISBN 978-981-10-2953-0. [Google Scholar]
- El-Banna, E.; Nageda, M.; El-Saadat, M. Study of restoration by welding of pearlitic ductile cast iron. Mater. Lett. 2000, 42, 311–320. [Google Scholar] [CrossRef]
- Arabi-Jeshvaghani, R.; Shamanian, M.; Jaberzadeh, M. Enhancement of wear resistance of ductile iron surface alloyed by stellite 6. Mater. Des. 2011, 32, 2028–2033. [Google Scholar] [CrossRef]
- Rodriguez, P. Manual de Soldadura; Editora Createspace: Scotts Valley, CA, USA, 2013; pp. 13–14. [Google Scholar]
- Yamamoto, S. Arc Welding of Specific Steels and Cast Irons; KOBE STEEL, LTD: Tokyo, Japan, 2008; pp. 4–18. [Google Scholar]
- Kumar, R.; Kumar, M.; Trivedi, V.; Bhatnagar, R. Evaluation of Mechanical and Microstructural Properties of Cast Iron with Effect of Pre Heat and Post Weld Heat Treatment. SSRG Int. J. Mech. Eng. 2017, 4, 1–6. [Google Scholar] [CrossRef]
- Connor, L.P. Welding technology. In Welding HandBook, 8th ed.; American Welding Society: Miami, FL, USA, 1987; pp. 169–178. ISBN 978-0871712813. [Google Scholar]
- Gouveia, R.; Silva, F.; Paiva, O.; Andrade, M.; Silva, L.; Moselli, P.; Papis, K. Study of the Heat-Treatments Effect on High Strength Ductile Cast Iron Welded Joints. Metals 2017, 7, 382. [Google Scholar] [CrossRef]
- ISO 4136:2012—Destructive Tests on Welds in Metallic Materials—Transverse Tensile Test; International Organization for Standardization: Geneva, Switzerland, 2012.
- ISO 17639:2003—Destructive Tests on Welds in Metallic Materials—Macroscopic and Microscopic Examination of Welds; International Organization for Standardization: Geneva, Switzerland, 2003.
- ISO 9015-1:2011—Destructive Tests on Welds in Mmetallic Materials. Hardness Testing. Hardness Test on Arc Welded Joints; International Organization for Standardization: Geneva, Switzerland, 2011.
- DIN EN 1563:2019—Founding—Spheroidal Graphite Cast Irons; English translation of DIN EN 1563:2012-03; CEN National Standardization Bodies: Geneve, Switzerland, 2019.
- Automotive, G.F. Ductile Iron: SiboDur® and GJS family. In Material DataSheets, Research and Development; Georg Fischer Automotive: Schaffhausen, Switzerland, 2015. [Google Scholar]
- EN ISO 1071: 2015—Welding Consumables -- Covered Electrodes, Wires, Rods and Tubular Cored Electrodes for Fusion Welding of Cast Iron – Classification; CEN National Standardization Bodies: Geneve, Switzerland, 2015.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Si | Mn | Cu | |
|---|---|---|---|---|
| Chemical composition (%) | 3.3–3.7 | 2.6–2.8 | 0.05–0.3 | 0.05–0.3 |
| Sample Code | PreHeating Treatment Cycle | E C Ni-Cl Welding | Post-Heat Treatment Cycle | UTS (MPa) | Average UTS (MPa) | Standard Deviation (MPa) | UTS Experiment/UTS Sibodur® 450 (%) |
|---|---|---|---|---|---|---|---|
| 1P0W2 | 80 A/2 passes | 261.6 | 259.9 | 4.4 | 57.8 | ||
| 2P0W2 | 255.0 | ||||||
| 3P0W2 | 263.2 | ||||||
| 1P300W2 | 300 °C v/2 h | 70 A/2 passes | 356.8 | 354.3 | 4.0 | 78.7 | |
| 2P300W2 | 349.7 | ||||||
| 3P300W2 | 356.4 | ||||||
| 1P0W2P400 | 80 A/2 passes | 400 °C/2 h | 390.0 | 381.0 | 10.8 | 84.7 | |
| 2P0W2P400 | 369.0 | ||||||
| 3P0W2P400 | 384.0 | ||||||
| 1P0W2P500 | 80 A/2 passes | 500 °C/2 h | 375.1 | 370.0 | 8.3 | 82.2 | |
| 2P0W2P500 | 360.6 | ||||||
| 3P0W2P500 | 374.6 | ||||||
| 1P0W2P700 | 80 A/2 passes | 700 °C/2 h | 335.1 | 346.2 | 10.6 | 76.9 | |
| 2P0W2P700 | 356.4 | ||||||
| 3P0W2P700 | 347.0 | ||||||
| 1P0W4P400 | 60 A/4 passes | 400 °C/2 h | 394.0 | 382.7 | 25.0 | 85.0 | |
| 2P0W4P400 | 354.0 | ||||||
| 3P0W4P400 | 400.0 | ||||||
| 1P0W4P500 | 60 A/4 passes | 500 °C/2 h | 337.5 | 360.2 | 22.9 | 80.1 | |
| 2P0W4P500 | 359.9 | ||||||
| 3P0W2P500 | 383.3 | ||||||
| 1P0W2P300 | 80 A/2 passes | 300 °C/2 h | 357.0 | 375.4 | 16.6 | 83.4 | |
| 2P0W2P300 | 380.0 | ||||||
| 3P0W2P300 | 389.3 | ||||||
| 1P300W2P300 | 300 °C/1 h | 70 A/2 passes | 300 °C/2 h | 361.3 | 380.6 | 17.2 | 84.6 |
| 2P300W2P300 | 394.2 | ||||||
| 3P300W2P300 | 386.2 | ||||||
| 1P300W2P400 | 300 °C/1 h | 70 A/2 passes | 400 °C/2 h | 334.9 | 319.5 | 22.7 | 71.0 |
| 2P300W2P400 | 330.1 | ||||||
| 3P300W2P400 | 293.5 | ||||||
| 1P300W2P500 | 300 °C/1 h | 70 A/2 passes | 500 °C/2 h | 343.5 | 311.0 | 34.4 | 69.1 |
| 2P300W2P500 | 275.0 | ||||||
| 3P300W2P500 | 314.6 |
| P300_N_P33_W4_P0 | P300_N_P300_W2_P0 | P300_N_P300_W2_P0 |
|---|---|---|
| 448.0 MPa | 389.8 MPa | 390.7 MPa |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Marques, E.S.V.; Silva, F.J.G.; Paiva, O.C.; Pereira, A.B. Improving the Mechanical Strength of Ductile Cast Iron Welded Joints Using Different Heat Treatments. Materials 2019, 12, 2263. https://doi.org/10.3390/ma12142263
Marques ESV, Silva FJG, Paiva OC, Pereira AB. Improving the Mechanical Strength of Ductile Cast Iron Welded Joints Using Different Heat Treatments. Materials. 2019; 12(14):2263. https://doi.org/10.3390/ma12142263
Chicago/Turabian StyleMarques, Eva S.V., F.J.G. Silva, Olga C. Paiva, and António B. Pereira. 2019. "Improving the Mechanical Strength of Ductile Cast Iron Welded Joints Using Different Heat Treatments" Materials 12, no. 14: 2263. https://doi.org/10.3390/ma12142263
APA StyleMarques, E. S. V., Silva, F. J. G., Paiva, O. C., & Pereira, A. B. (2019). Improving the Mechanical Strength of Ductile Cast Iron Welded Joints Using Different Heat Treatments. Materials, 12(14), 2263. https://doi.org/10.3390/ma12142263