Study of the Comparative Effect of Sintering Methods and Sintering Additives on the Microstructure and Performance of Si3N4 Ceramic


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Raw Material and Preparation of Samples
2.2. Characterization
3. Results and Discussion
3.1. Relative Density
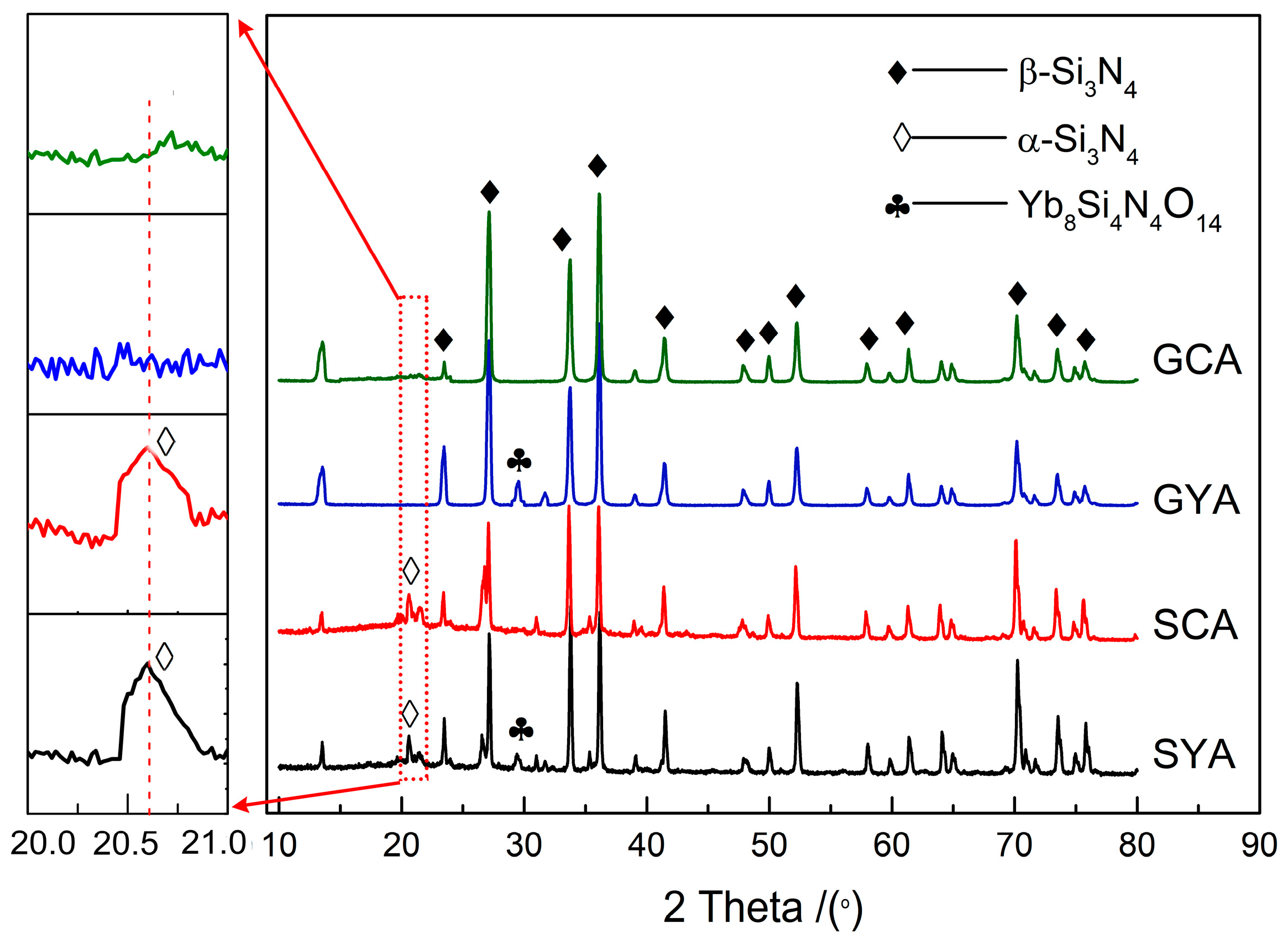
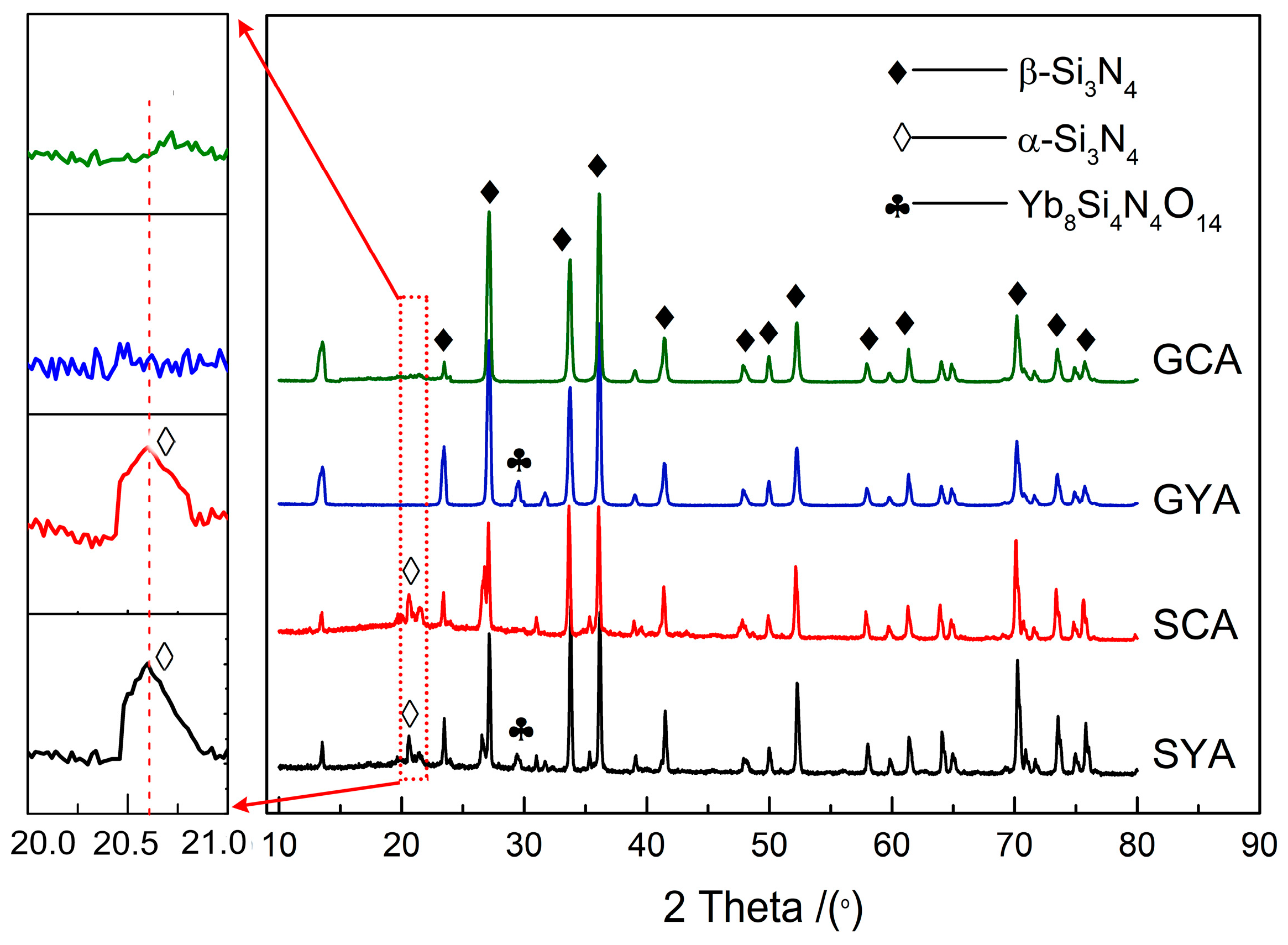
3.2. Phase Composition
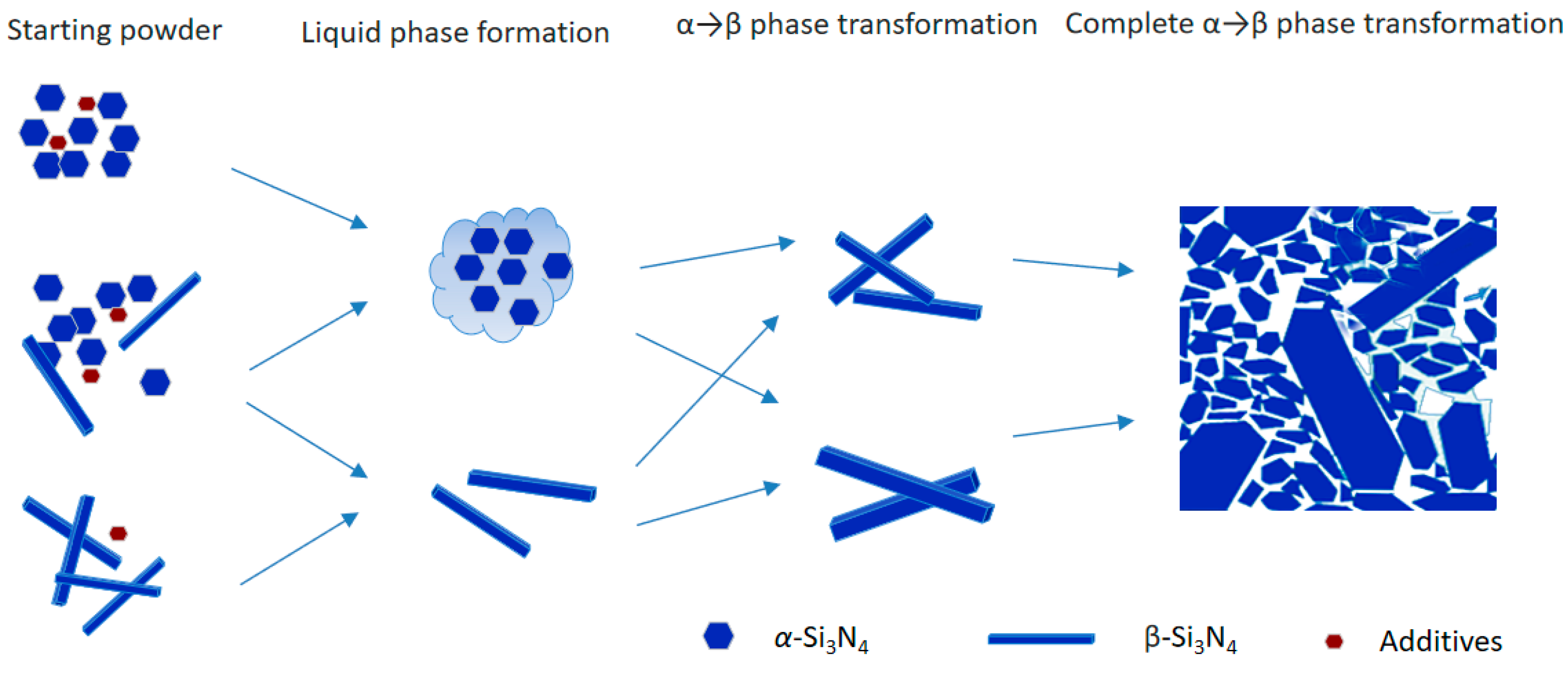
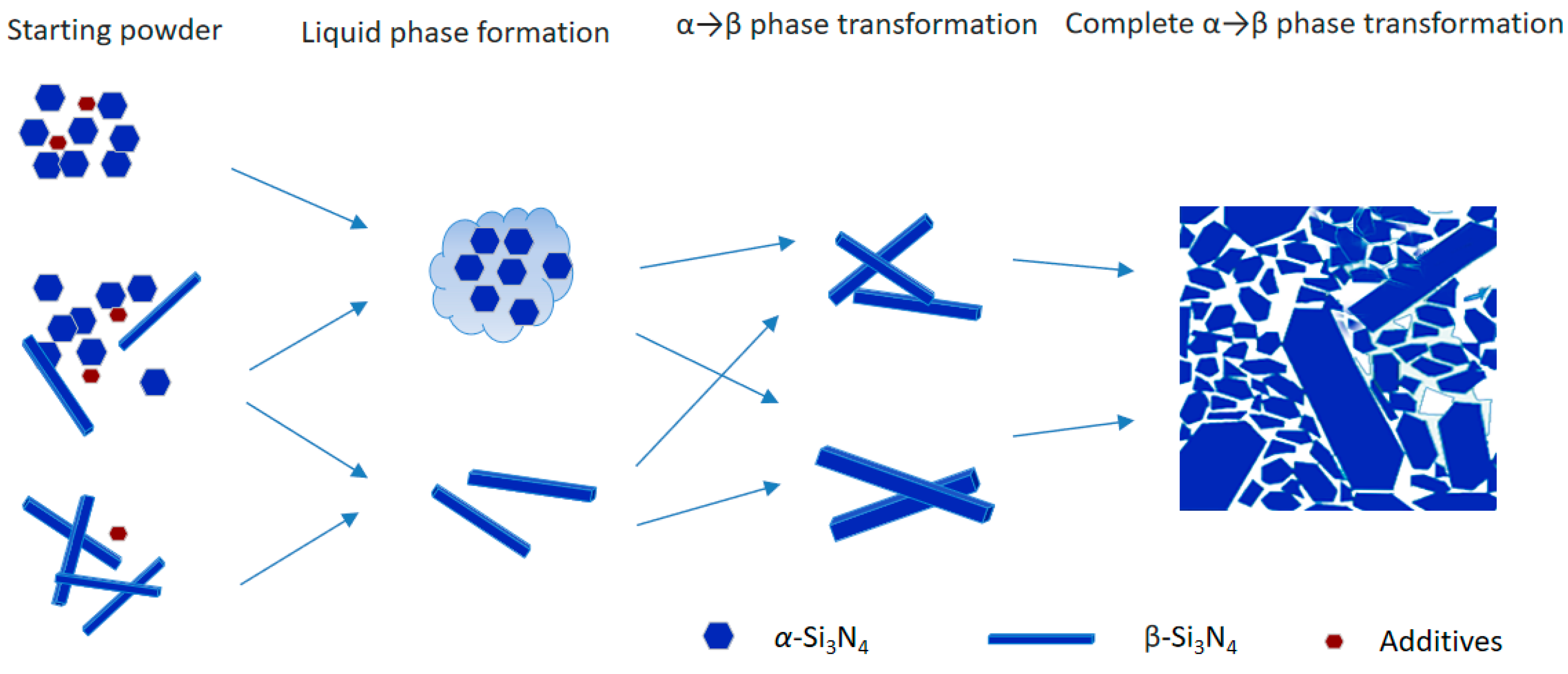
3.3. Phase Transition Rate
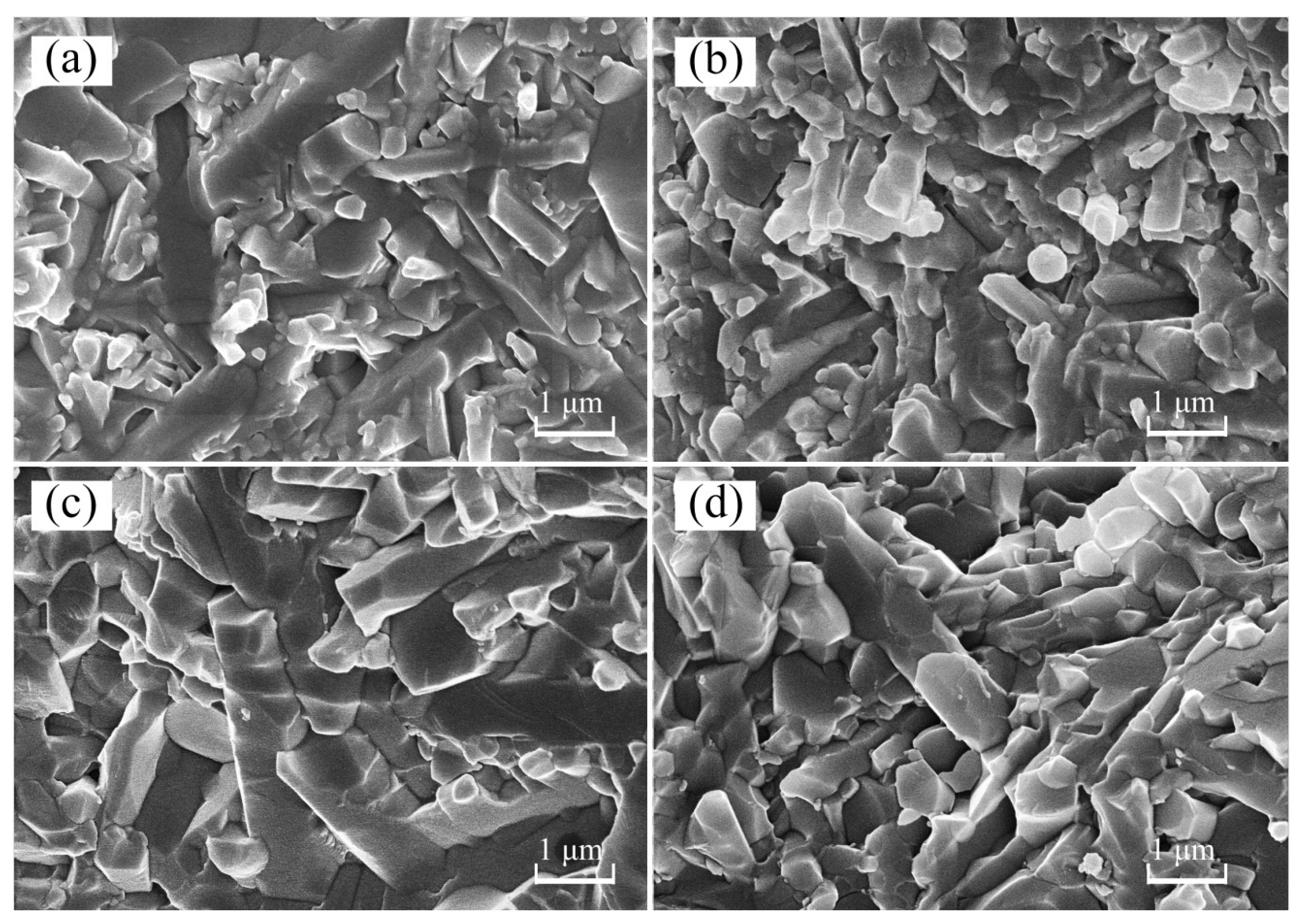
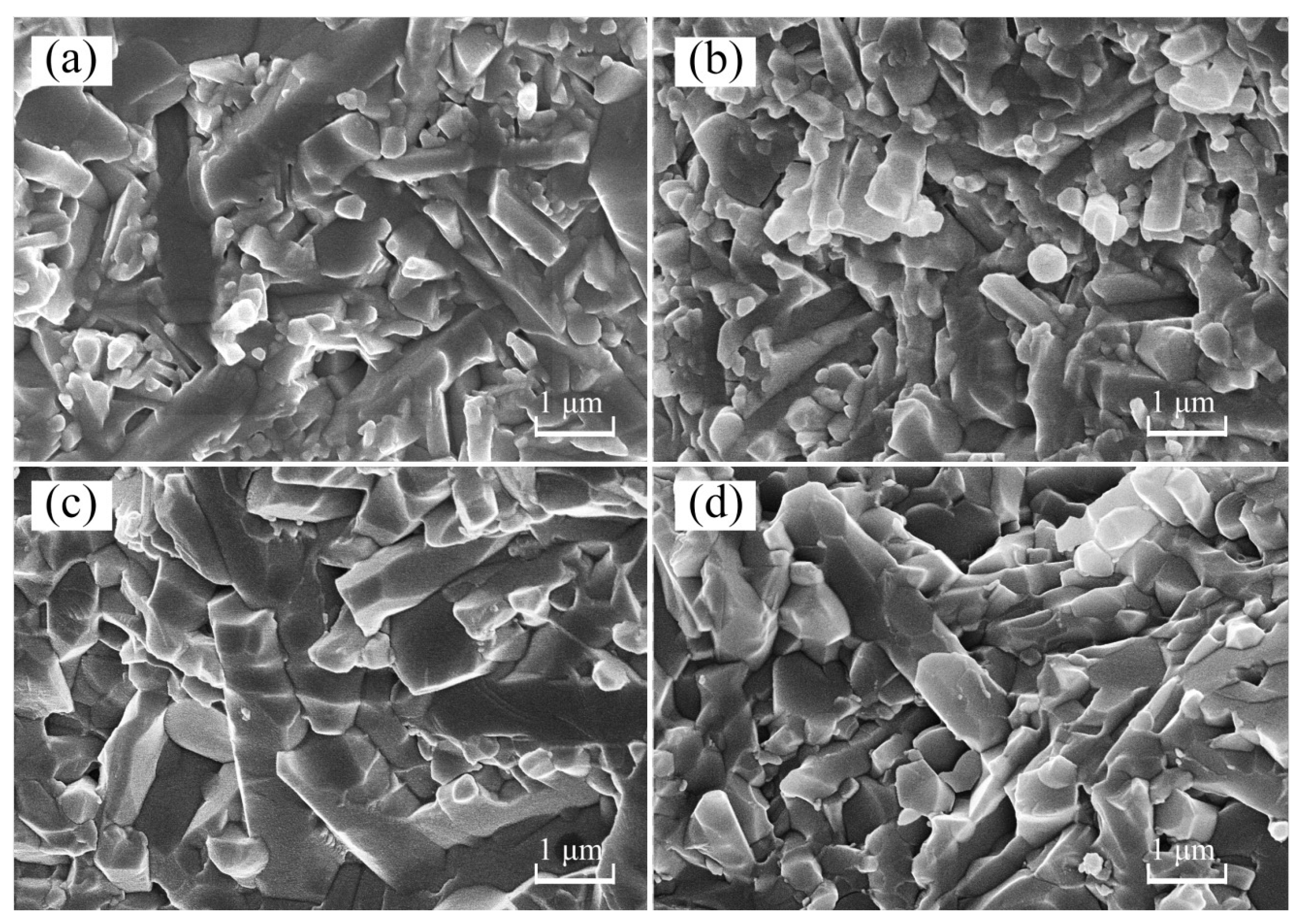
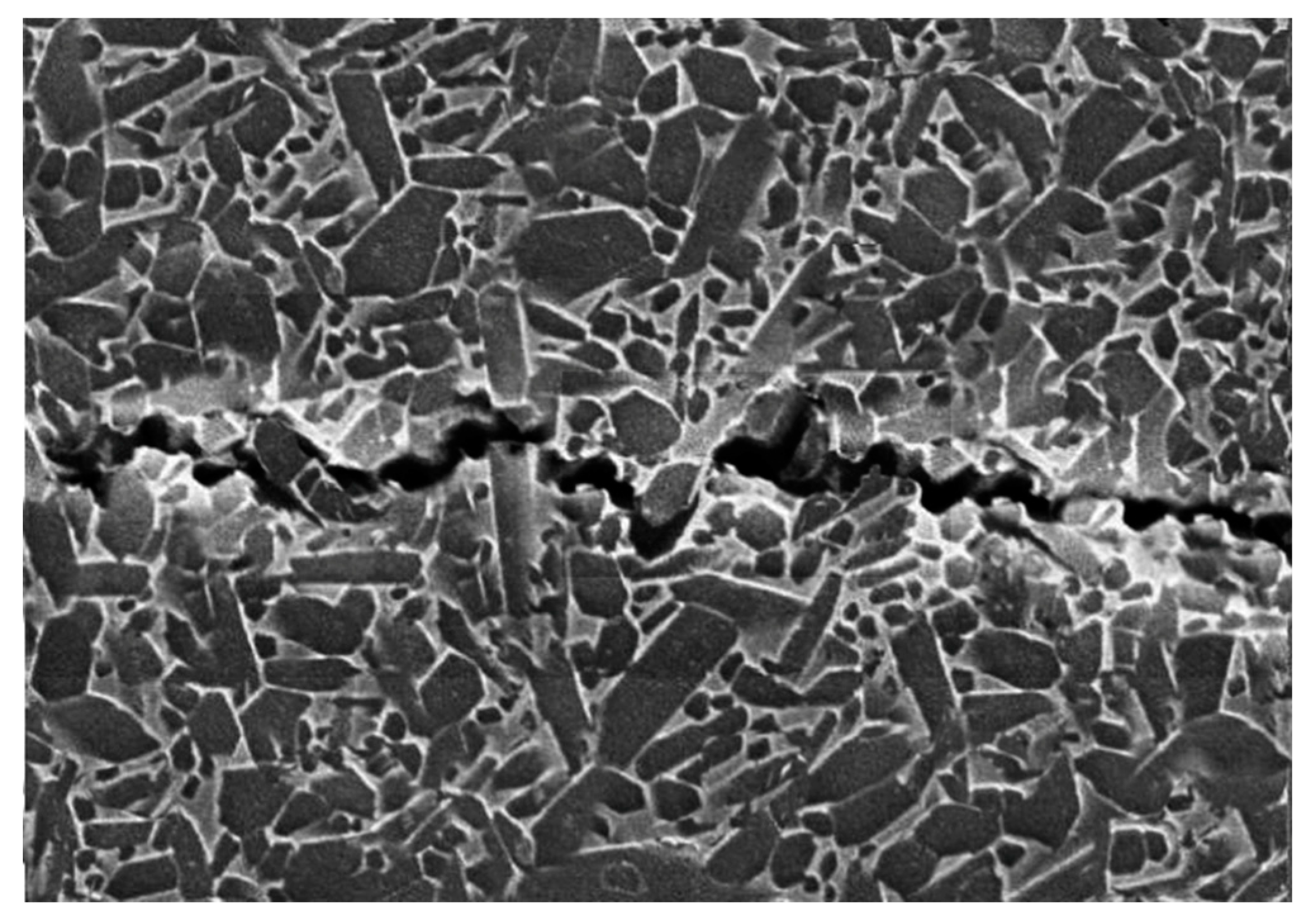
3.4. Microstructure
3.5. Mechanical Properties
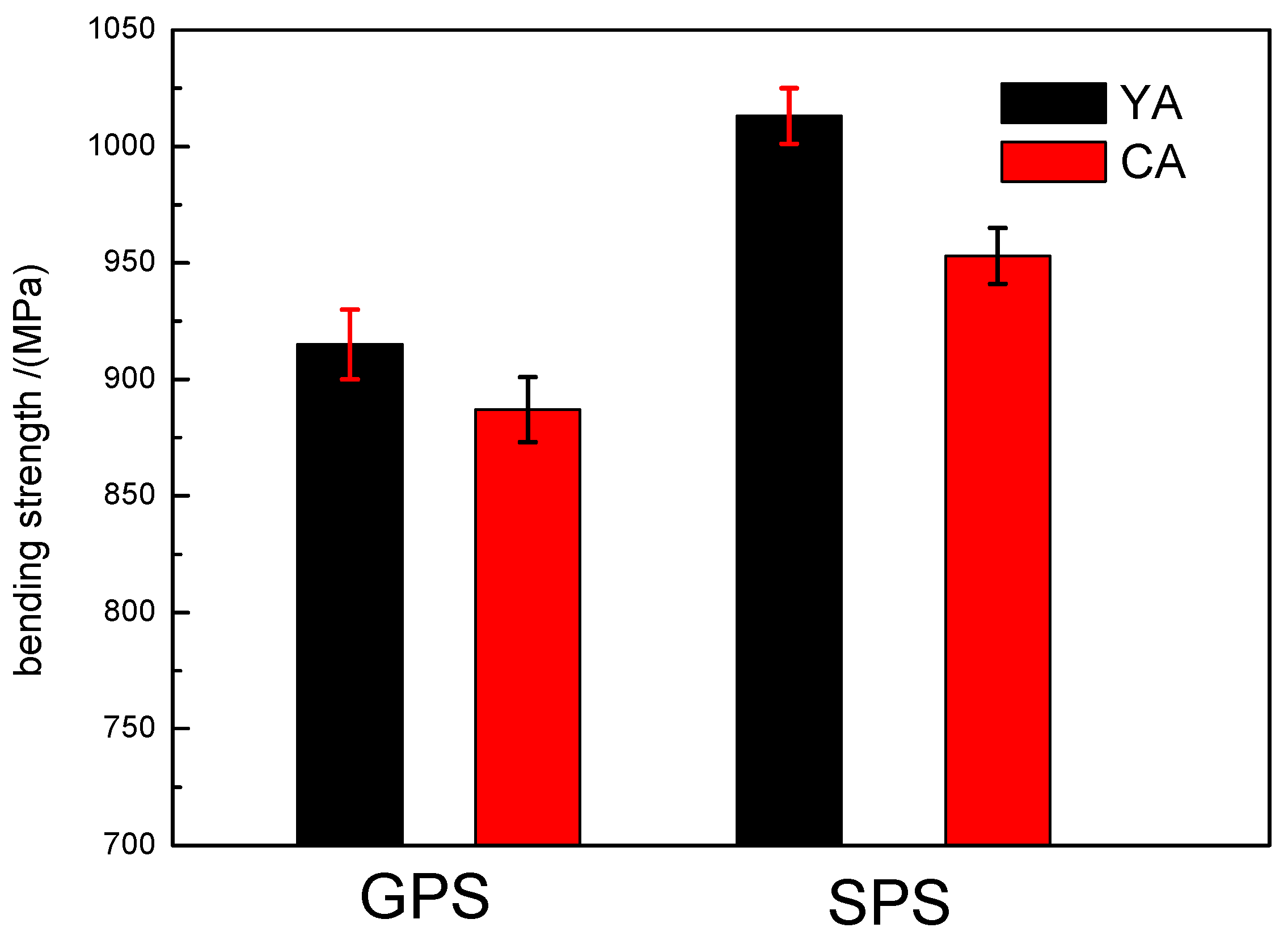
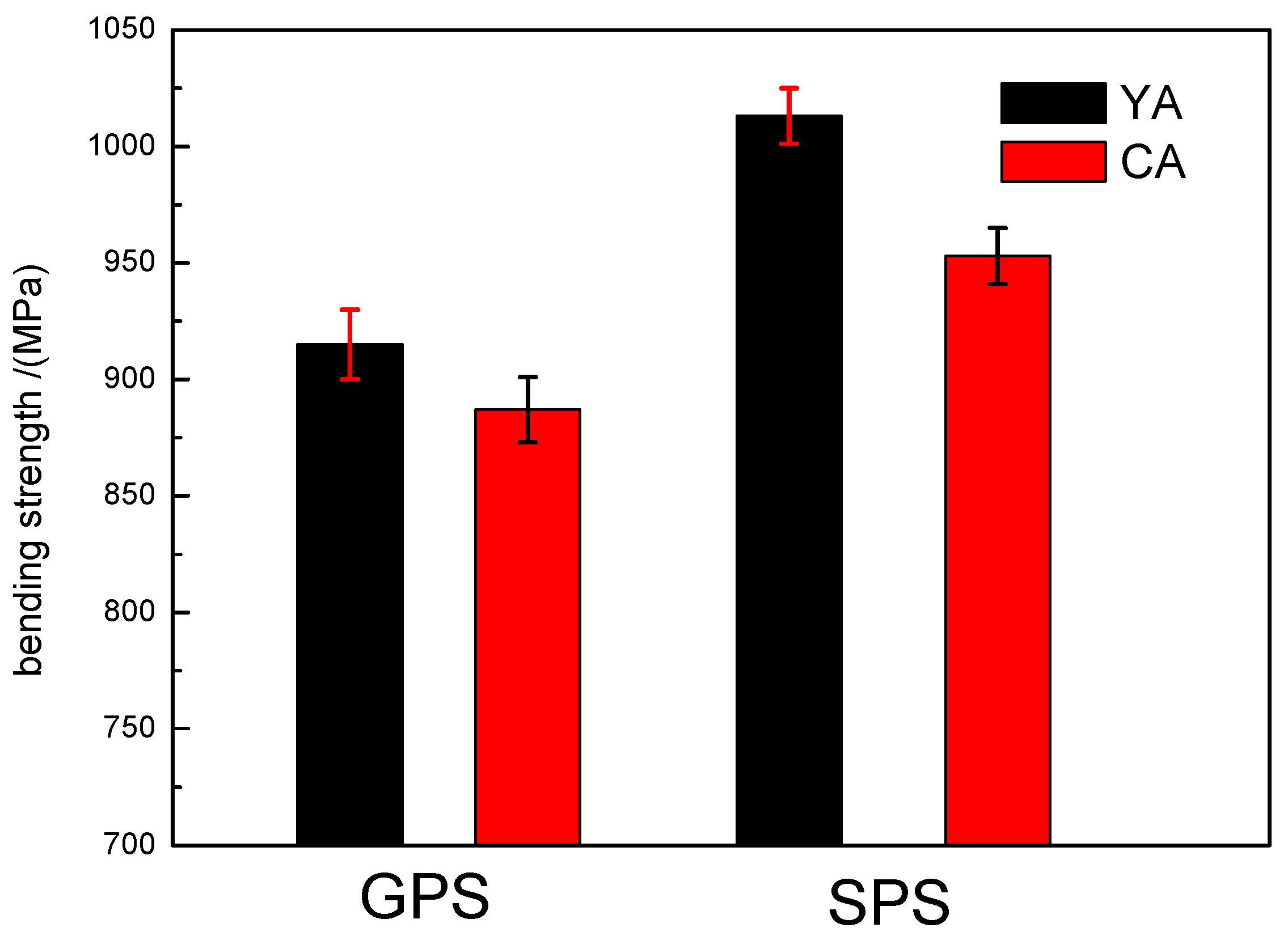
3.5.1. Bending Strength
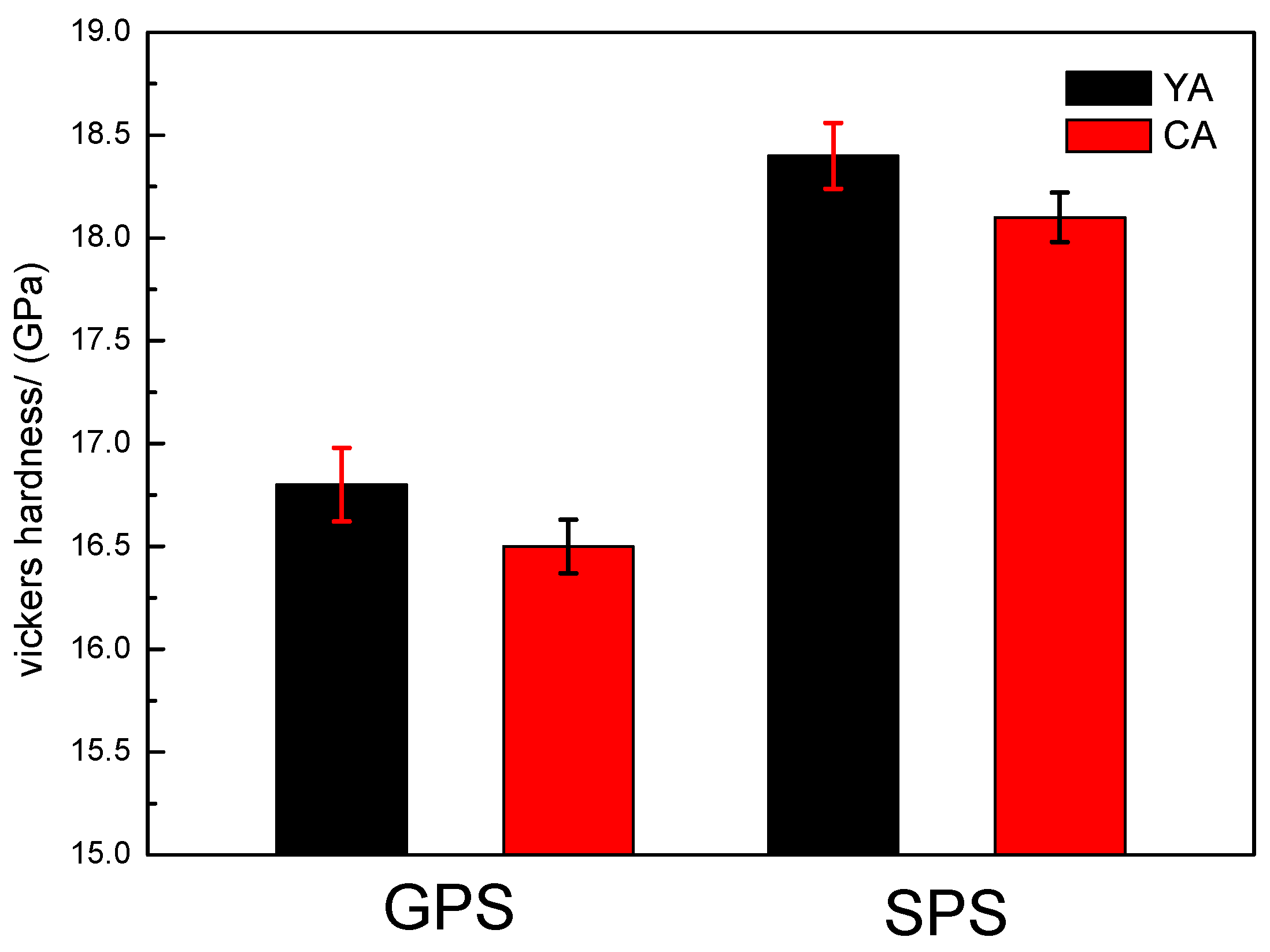
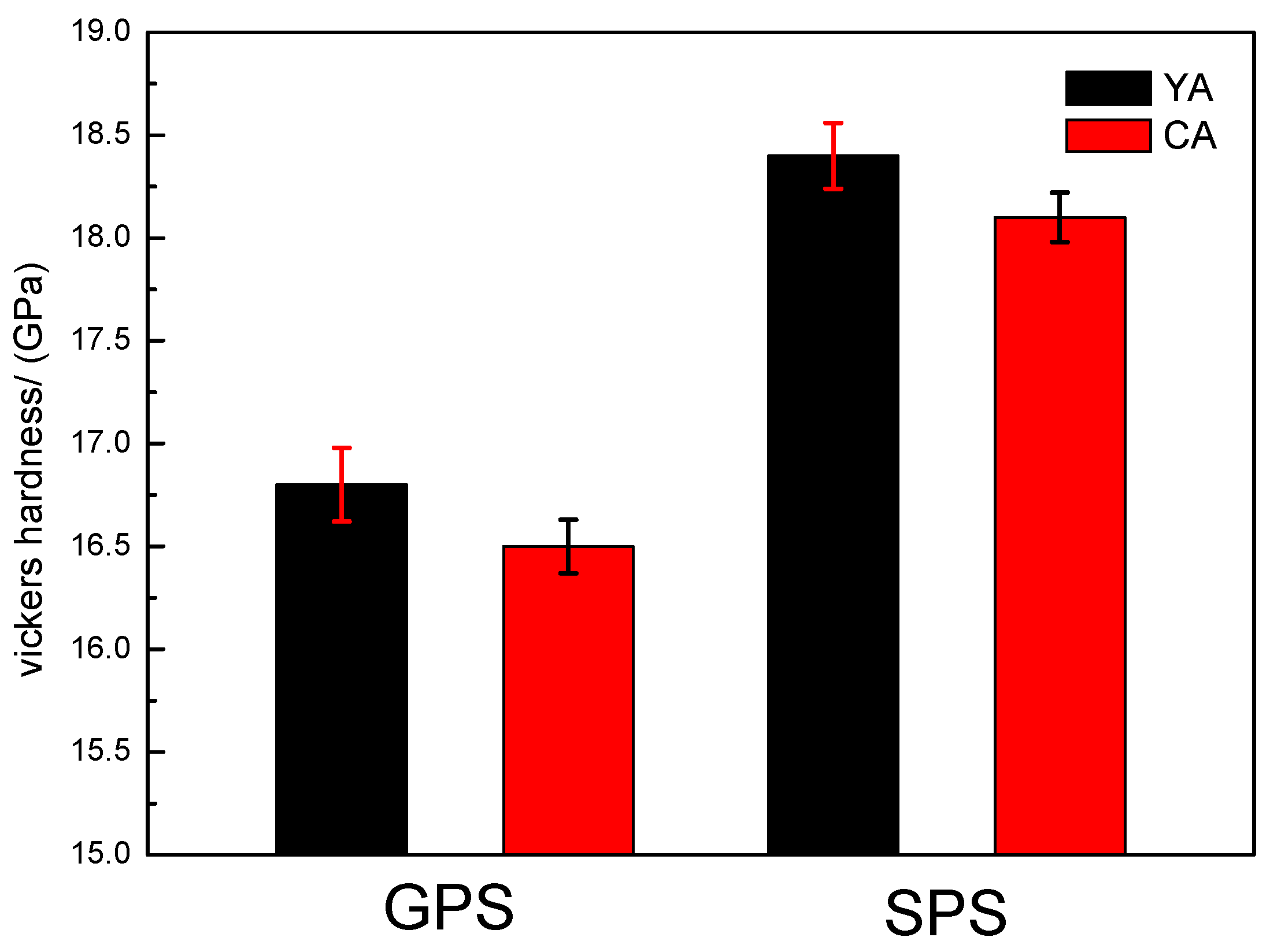
3.5.2. Hardness
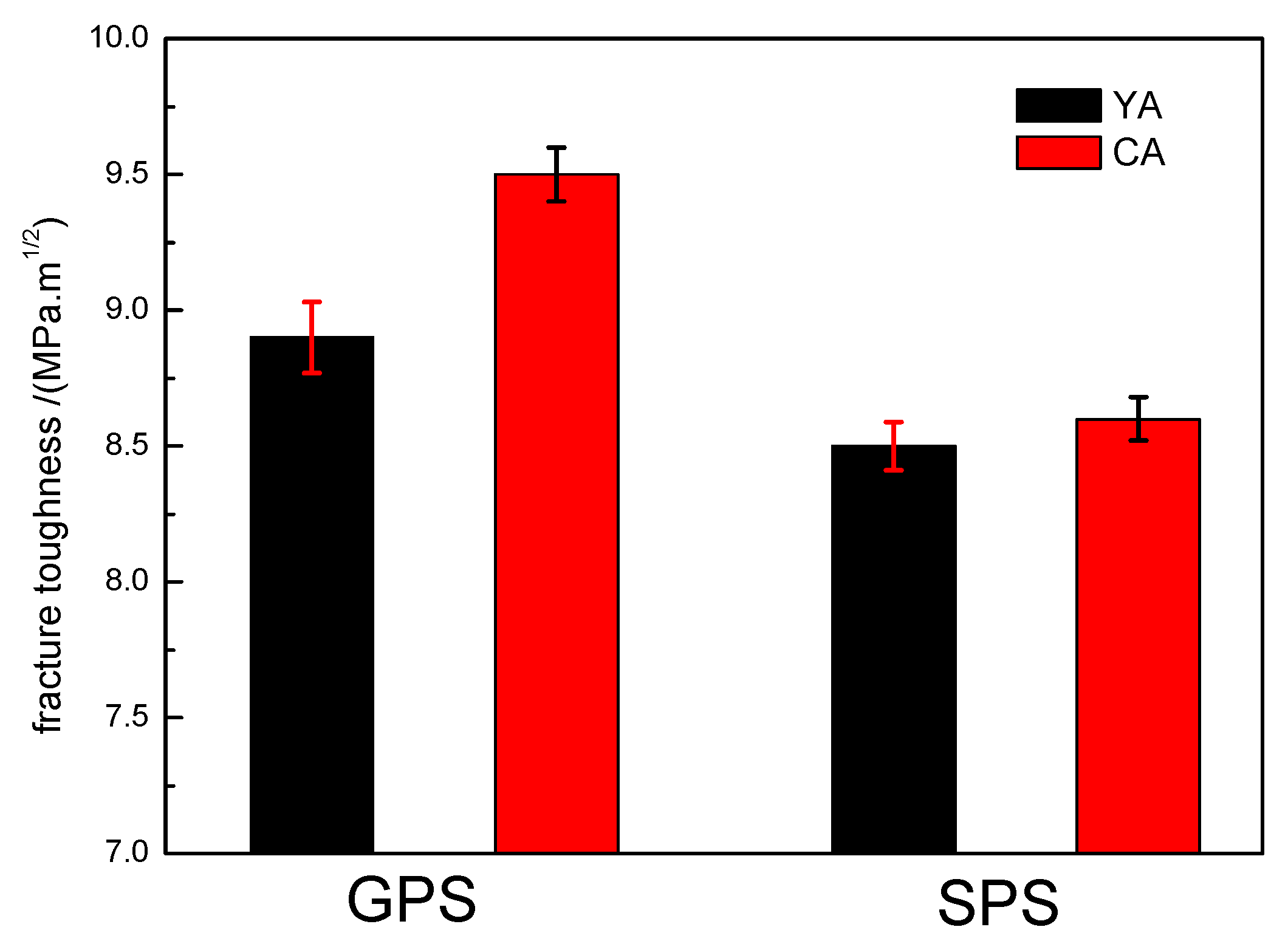
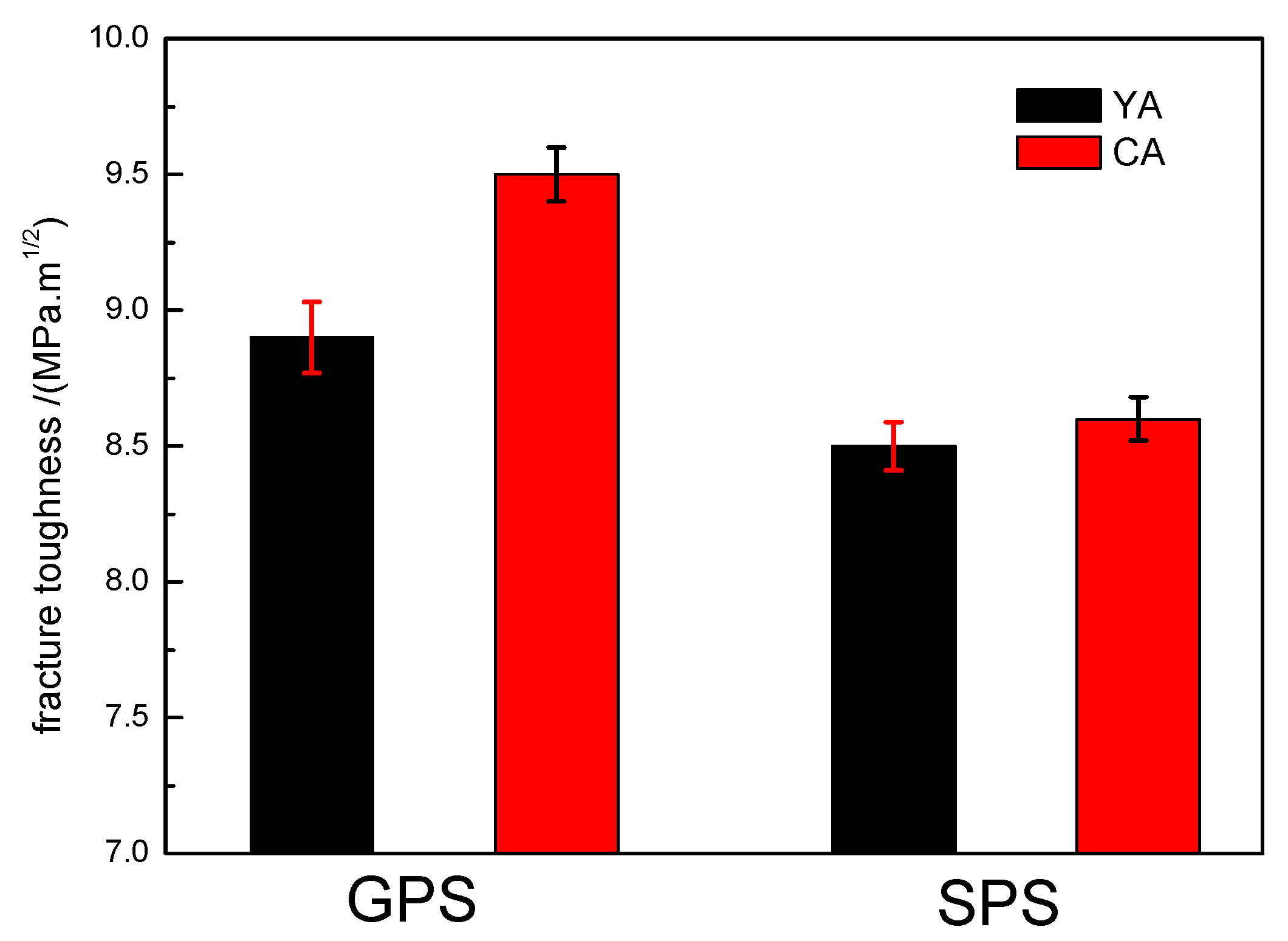
3.5.3. Fracture Toughness
3.6. Thermal Conductivity
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Wu, T.L.; Marcon, D.; Ronchi, N.; Bakeroot, B.; You, S.Z.; Stoffels, S.; Hove, M.V.; Bisi, D.; Meneghini, M.; Groeseneken, G.; et al. Analysis of slow de-trapping phenomena after a positive gate bias on AlGaN/GaN MIS-HEMTs with in-situ Si3N4/Al2O3 bilayer gate dielectrics. Solid State Electron. 2015, 103, 127–130. [Google Scholar] [CrossRef]
- Kumar, A.; Gokhale, A.; Ghosh, S.; Aravindan, S. Effect of nano-sized sintering additives on microstructure and mechanical properties of Si3N4 ceramics. Mater. Sci. Eng. A 2019, 750, 132–140. [Google Scholar] [CrossRef]
- Yu, F.L.; Bai, Y.; Du, J.; Yu, P.P.; Wang, J.Z.; Yang, J.F. Study on the Preparation, Properties and Mechnism of β-Si3N4 Crystal Seeds. J. Synth. Cryst. 2011, 40, 1595–1601. [Google Scholar]
- Yue, C.S.; Peng, B.; Guo, M.; Zhang, M. Study on Inducing Synthesis and Growth Mechanism of β-SiAlON Whisker. J. Synth. Cryst. 2011, 40, 1181–1187. [Google Scholar]
- Zou, C.R.; Zhang, C.R.; Li, B.; Wang, S.Q.; Cao, F. Microstructure and properties of porous silicon nitride ceramics prepared by gel-casting and gas pressure sintering. Mater. Des. 2013, 44, 114–118. [Google Scholar] [CrossRef]
- Nishimura, T.; Mitomo, M.; Suematsu, H. High temperature strength of silicon nitride ceramics with ytterbium silicon oxynitride. J. Mater. Res. 1997, 12, 203–209. [Google Scholar] [CrossRef]
- Lu, H.H.; Huang, J.L. Effect of Y2O3 and Yb2O3 on the microstructure and mechanical properties of silicon nitride. Ceram. Int. 2001, 27, 621–628. [Google Scholar] [CrossRef]
- Tian, X.H.; Zhao, J.; Lei, S.T.; Yang, H.F.; Wang, Z.B. High temperature mechanical properties of Si3N4/(W, Ti)C graded nano-composite ceramic tool material. Ceram. Int. 2018, 44, 7128–7133. [Google Scholar] [CrossRef]
- Kondo, N.; Suzuki, Y.; Miyajima, T.; Ohji, T. High temperature mechanical properties of sinter-forged silicon nitride with ytterbia additive. J. Eur. Ceram. Soc. 2003, 23, 809–815. [Google Scholar] [CrossRef]
- Vetrano, J.S.; Kleebe, H.J.; Hampp, E.; Hoffmann, M.J.; Rühle, M.; Cannon, R.M. Yb2O3-fluxed sintered silicon nitride. J. Mater. Sci. 1993, 28, 3529–3538. [Google Scholar] [CrossRef]
- Yang, J.F.; Ohji, T.; Kanzaki, S.; Díaz, A.; Hampshire, S. Microstructure and Mechanical Properties of Silicon Nitride Ceramics with Controlled Porosity. J. Am. Ceram. Soc. 2002, 85, 1512–1516. [Google Scholar] [CrossRef]
- Han, W.B.; Li, Y.X.; Chen, G.Q.; Yang, Q. Effect of sintering additive composition on microstructure and mechanical properties of silicon nitride. Mater. Sci. Eng. A 2017, 700, 19–24. [Google Scholar] [CrossRef]
- Liu, T.T.; Jiang, C.; Wei, G.U.O. Effect of CeO2 on low temperature pressureless sintering of porous Si3N4 ceramics. J. Rare Earths 2017, 35, 172–176. [Google Scholar] [CrossRef]
- Lukianova, O.A.; Ivanov, O.N. The effect of Al2O3-MgO additives on the microstructure of spark plasma sintered silicon nitride. Ceram. Int. 2018, 44, 390–393. [Google Scholar] [CrossRef]
- Yang, L.L.; Xie, Z.P.; Song, M. Effect of Yb2O3-Al2O3 Sintering Aids on the Properties of Silicon Nitride Ceramics Prepared by Gas Pressure Sintering. J. Synth. Cryst. 2015, 44, 2503–2509. [Google Scholar]
- Shetty, D.K.; Wright, I.G.; Mincer, P.N.; Clauser, A.H. Indentation fracture of WC-Co cermets. J. Mater. Sci. 1985, 20, 1873–1882. [Google Scholar] [CrossRef]
- Matović, B.; Bošković, S. Thermal conductivity of pressureless sintered Si3N4 ceramics with Li-exchanged zeolite. J. Serbian Chem. Soc. 2004, 69, 705–710. [Google Scholar] [CrossRef]
- Yang, L.L.; Xie, Z.P.; Li, S. Effect of Multi-Sintering Additive MgO-Al2O3-CeO2 on Densification and Properties of Silicon Nitride Ceramics by Spark Plasma Sintering. J. Chin. Ceram. Soc. 2015, 43, 1712–1718. [Google Scholar]
- Yang, J.F.; Deng, Z.Y.; Ohji, T. Fabrication and characterisation of porous silicon nitride ceramics using Yb2O3 as sintering additive. J. Eur. Ceram. Soc. 2003, 23, 371–378. [Google Scholar] [CrossRef]
- Li, Y.X.; Han, W.B.; Chen, G.Q.; An, J.D. Influence of CeO2 addition on Si3N4 ceramics. Mater. Res. Innov. 2015, 19, 339–342. [Google Scholar] [CrossRef]
- Kawai, C.; Yamakawa, A. Effect of porosity and microstructure on the strength of Si3N4: Designed microstructure for high strength, high thermal shock resistance, and facile machining. J. Am. Ceram. Soc. 1997, 80, 2705–2708. [Google Scholar] [CrossRef]
- Zhu, X.W.; Zhou, Y.; Hirao, K.; Ishigaki, T.; Sakka, Y. Potential use of only Yb2O3 in producing dense Si3N4 ceramics with high thermal conductivity by gas pressure sintering. Sci. Technol. Adv. Mater. 2010, 11, 1–11. [Google Scholar] [CrossRef]
- Tseng, T.Y. Use of Phase Diagrams in the Study of Silicon Nitride Ceramics. In Phase Diagrams in Advanced Ceramics; Elsevier: Amsterdam, The Netherlands, 1995; pp. 127–156. [Google Scholar]
- Xie, Z.P. Structural Ceramics; Tsinghua University Press: Beijing, China, 2011. [Google Scholar]
- Charoo, M.S.; Wani, M.F. Friction and wear properties of nano-Si3N4/nano-SiC composite under nanolubricated conditions. J. Adv. Ceram. 2016, 5, 145–152. [Google Scholar] [CrossRef]
- Xue, W.J.; Yi, J.; Xie, Z.P.; Liu, W.; Chen, J. Enhanced fracture toughness of silicon nitride ceramics. Script. Mater. 2012, 66, 891–894. [Google Scholar] [CrossRef]
- Murgatroyd, J.B. Mechanism of brittle rupture. Nature 1944, 3897, 51–52. [Google Scholar] [CrossRef]
- Marsh, D.M. Plastic flow and fracture of glass. Proc. R. Soc. Lond. Ser. A Math. Phys. Sci. 1964, 282, 33–43. [Google Scholar]
- Morikawa, J.; Hashimoto, T. New technique for fourier transform thermal analysis. J. Therm. Anal. Calorim. 2001, 64, 403–412. [Google Scholar] [CrossRef]
- Lee, H.M.; Bharathi, K.; Kim, D.K. Processing and Characterization of Aluminum Nitride Ceramics for High Thermal Conductivity. Adv. Eng. Mater. 2014, 16, 655–669. [Google Scholar] [CrossRef]
- Slack, G.A. Nonmetallic crystals with high thermal conductivity. J. Phys. Chem. Solids 1973, 34, 321–335. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Samples | Sintering Conditions Sintering Technique/Sintering Temperature/Holding Time | Yb2O3 (wt.%) | CeO2 (wt.%) | Al2O3 (wt.%) | Si3N4 (wt.%) |
|---|---|---|---|---|---|
| SYA | SPS/1873 K/6 min | 5 | 0 | 2 | 93 |
| SCA | 0 | 5 | 2 | 93 | |
| GYA | GPS/2053 K/60 min | 5 | 0 | 2 | 93 |
| GCA | 0 | 5 | 2 | 93 |
| Sample | β/(α + β) (wt.%) | Bulk Density (kg/m3) | Relative Density (%) | Thermal Conductivity (W/(m·K)) |
|---|---|---|---|---|
| SYA | 91.43 | 3310 | 99.6 | 49 |
| SCA | 93.25 | 3370 | 99.7 | 38 |
| GYA | 99.58 | 3290 | 99.2 | 42 |
| GCA | 99.61 | 3350 | 99.3 | 35 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Yang, L.; Ditta, A.; Feng, B.; Zhang, Y.; Xie, Z. Study of the Comparative Effect of Sintering Methods and Sintering Additives on the Microstructure and Performance of Si3N4 Ceramic. Materials 2019, 12, 2142. https://doi.org/10.3390/ma12132142
Yang L, Ditta A, Feng B, Zhang Y, Xie Z. Study of the Comparative Effect of Sintering Methods and Sintering Additives on the Microstructure and Performance of Si3N4 Ceramic. Materials. 2019; 12(13):2142. https://doi.org/10.3390/ma12132142
Chicago/Turabian StyleYang, Liangliang, Allah Ditta, Bo Feng, Yue Zhang, and Zhipeng Xie. 2019. "Study of the Comparative Effect of Sintering Methods and Sintering Additives on the Microstructure and Performance of Si3N4 Ceramic" Materials 12, no. 13: 2142. https://doi.org/10.3390/ma12132142
APA StyleYang, L., Ditta, A., Feng, B., Zhang, Y., & Xie, Z. (2019). Study of the Comparative Effect of Sintering Methods and Sintering Additives on the Microstructure and Performance of Si3N4 Ceramic. Materials, 12(13), 2142. https://doi.org/10.3390/ma12132142