Modeling and Selection of RF Thermal Plasma Hot-Wall Torch for Large-Scale Production of Nanopowders

 ,
,  ,
,
Abstract
:1. Introduction
2. Numerical Model of Plasma Torch
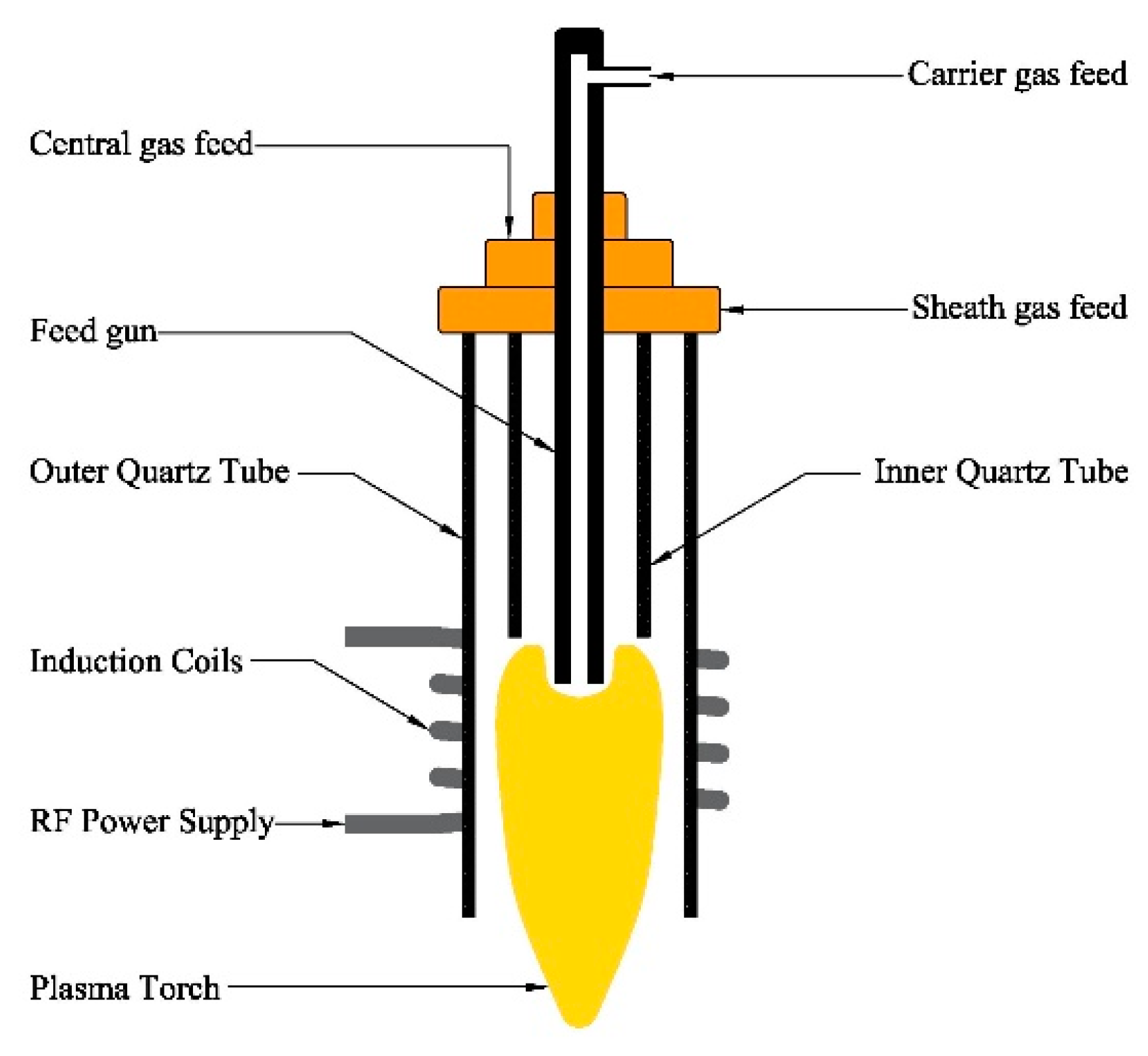
2.1. RF Thermal Plasma Reactor
2.2. Physical Models
2.3. Calculation Specifications
2.4. Calculation Assumptions
- (1)
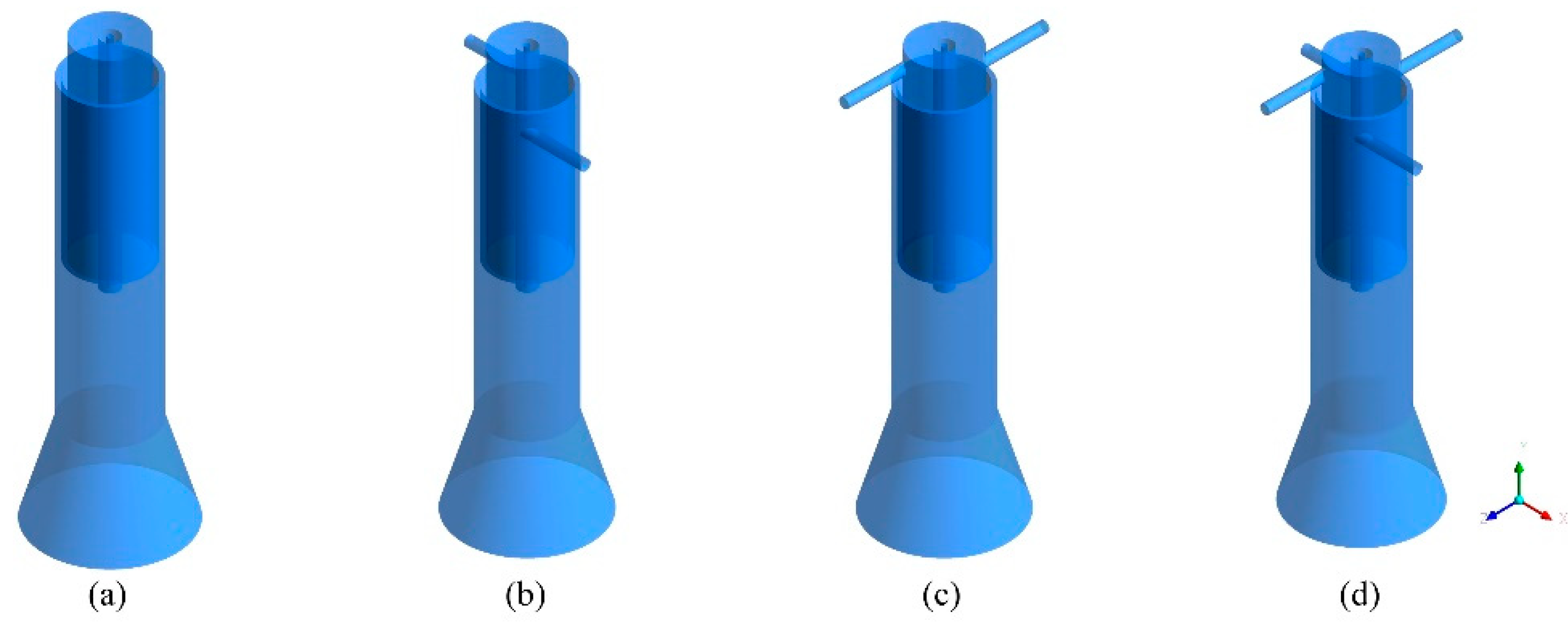
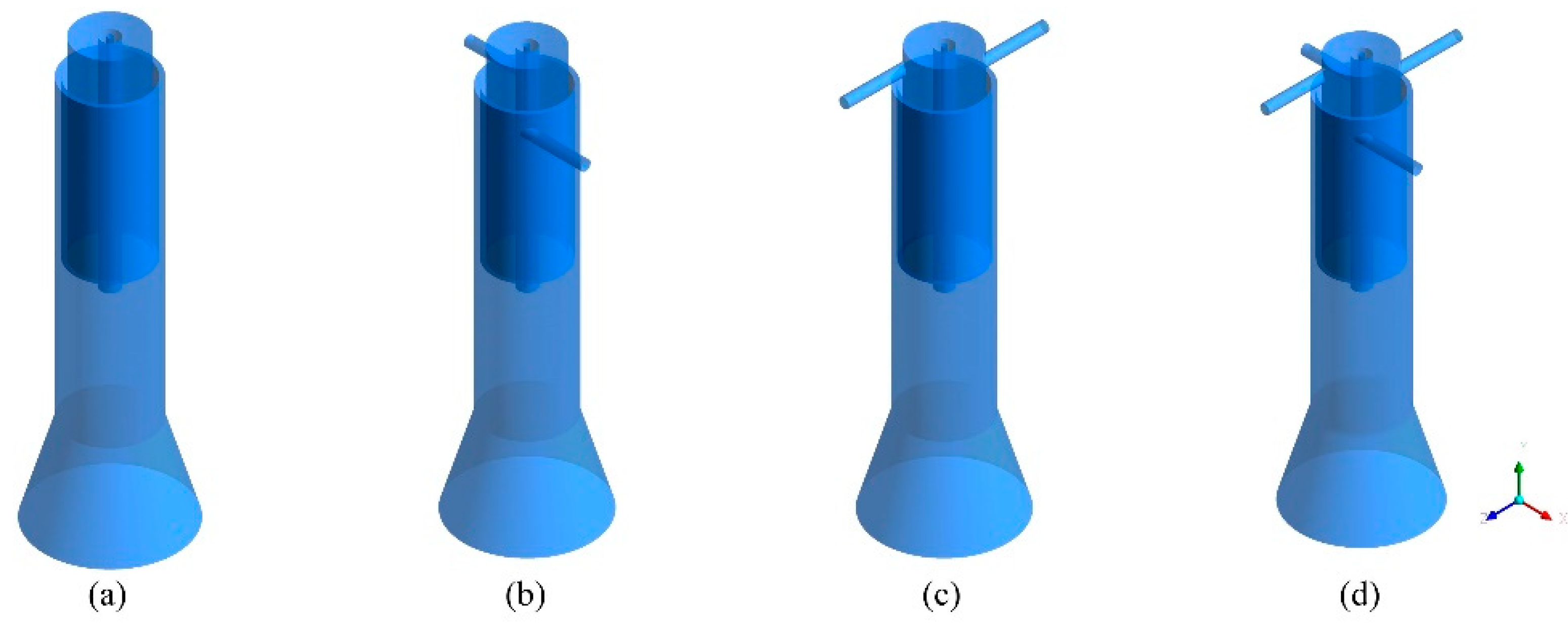
- Axial inlet style assumes that the gas stream is uniformly fed into the annular cross-section of the top of quartz tube, while tangential inlet style assumes that the gas stream is uniformly fed into the round cross-section of the branch tube.
- (2)
- Environmental temperature is assumed as a constant value, 20 °C. It means that the effects of environment on temperature are ignored and that environmental temperature cannot be affected by the plasma reactor.
- (3)
- Radiation in the plasma reactor is defined as the DRTM radiation model, which can be easy to converge and can improve calculation accuracy by increasing the number of rays.
3. Simulations for Fouling Elimination
3.1. Boundary Specifications
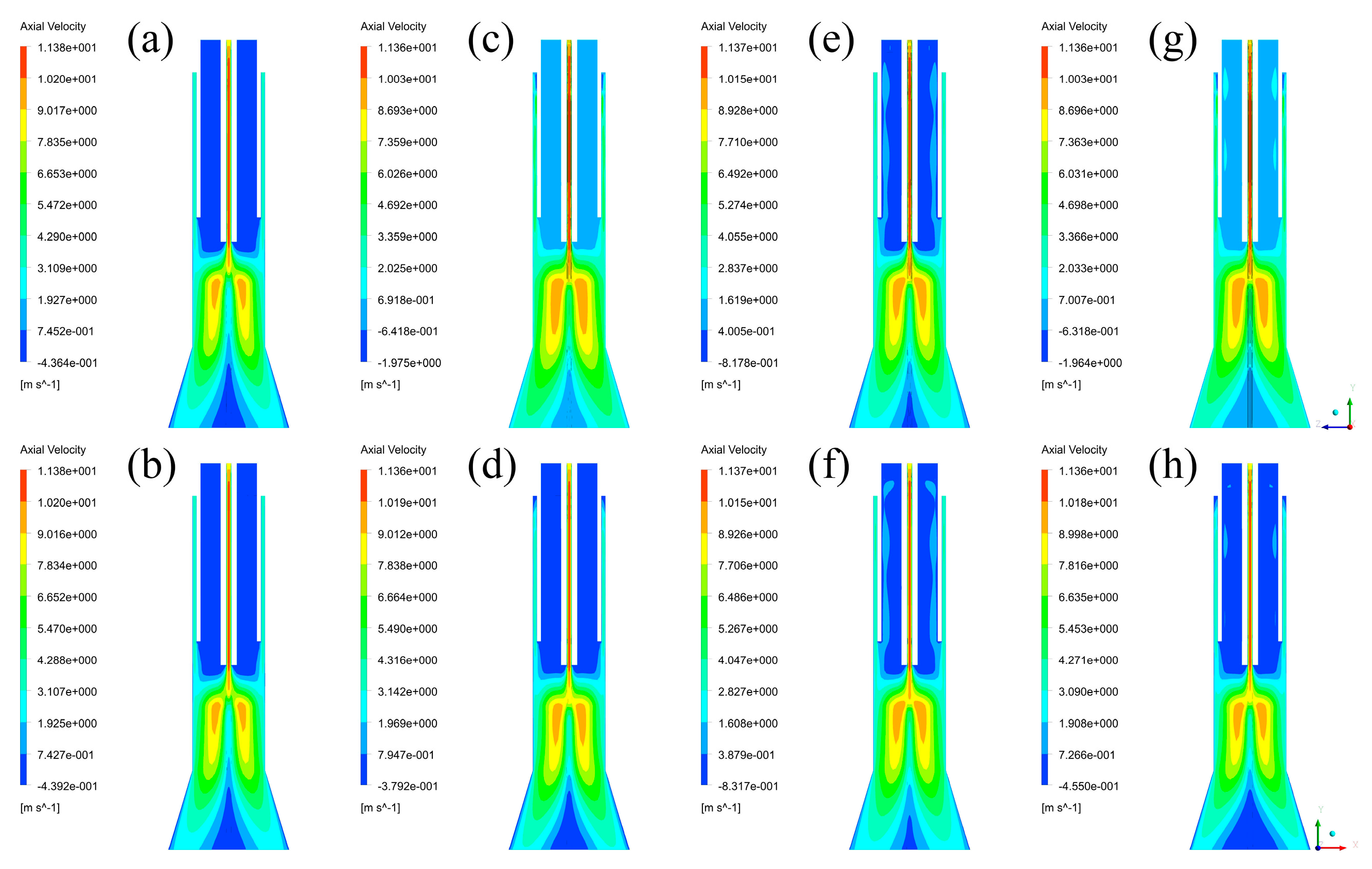
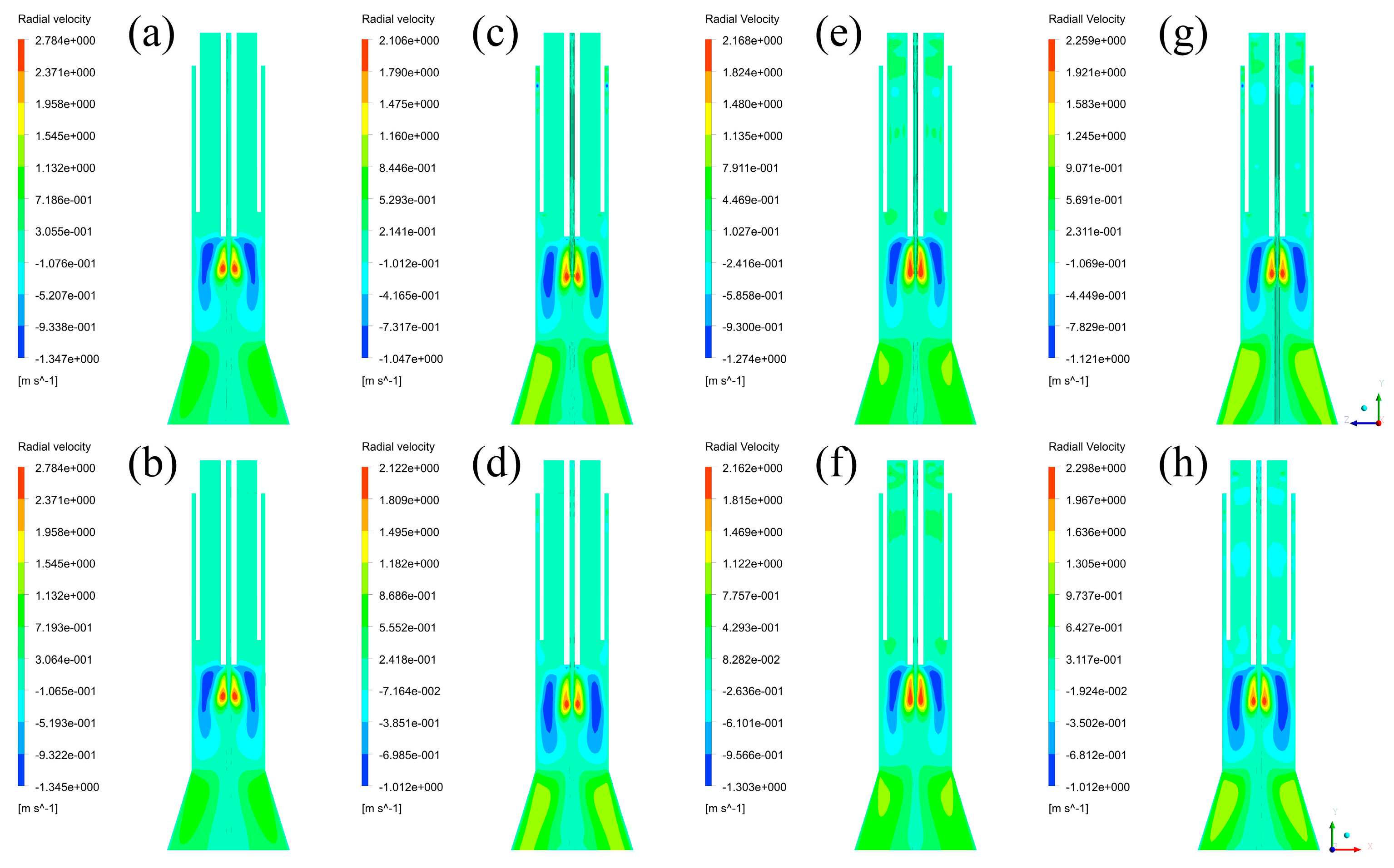
3.2. Temperature Fields and Velocity Fields
3.3. Discussion of Fluid Fields and Their Effects
4. Simulations for Plasma Generation
4.1. Boundary Specifications
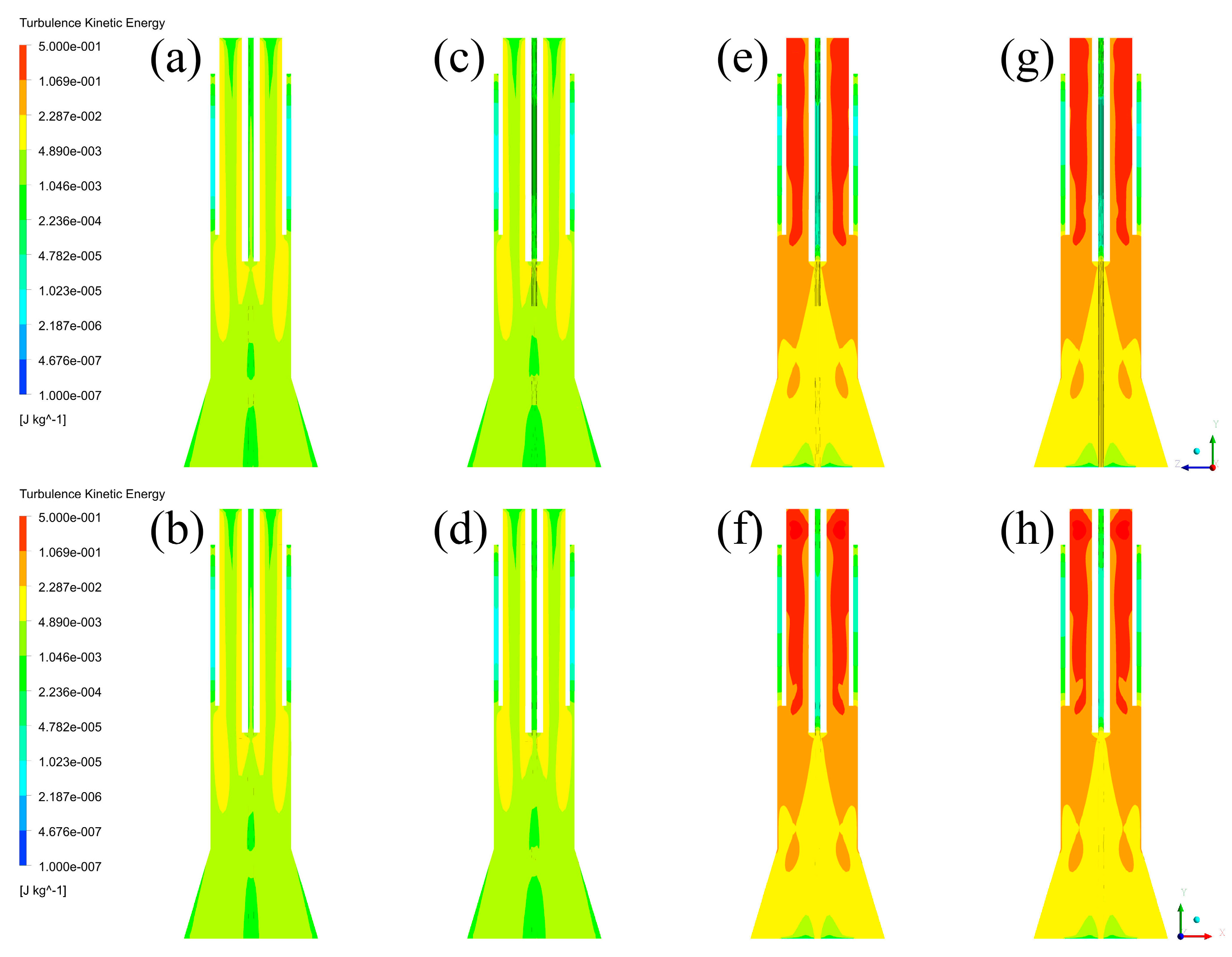
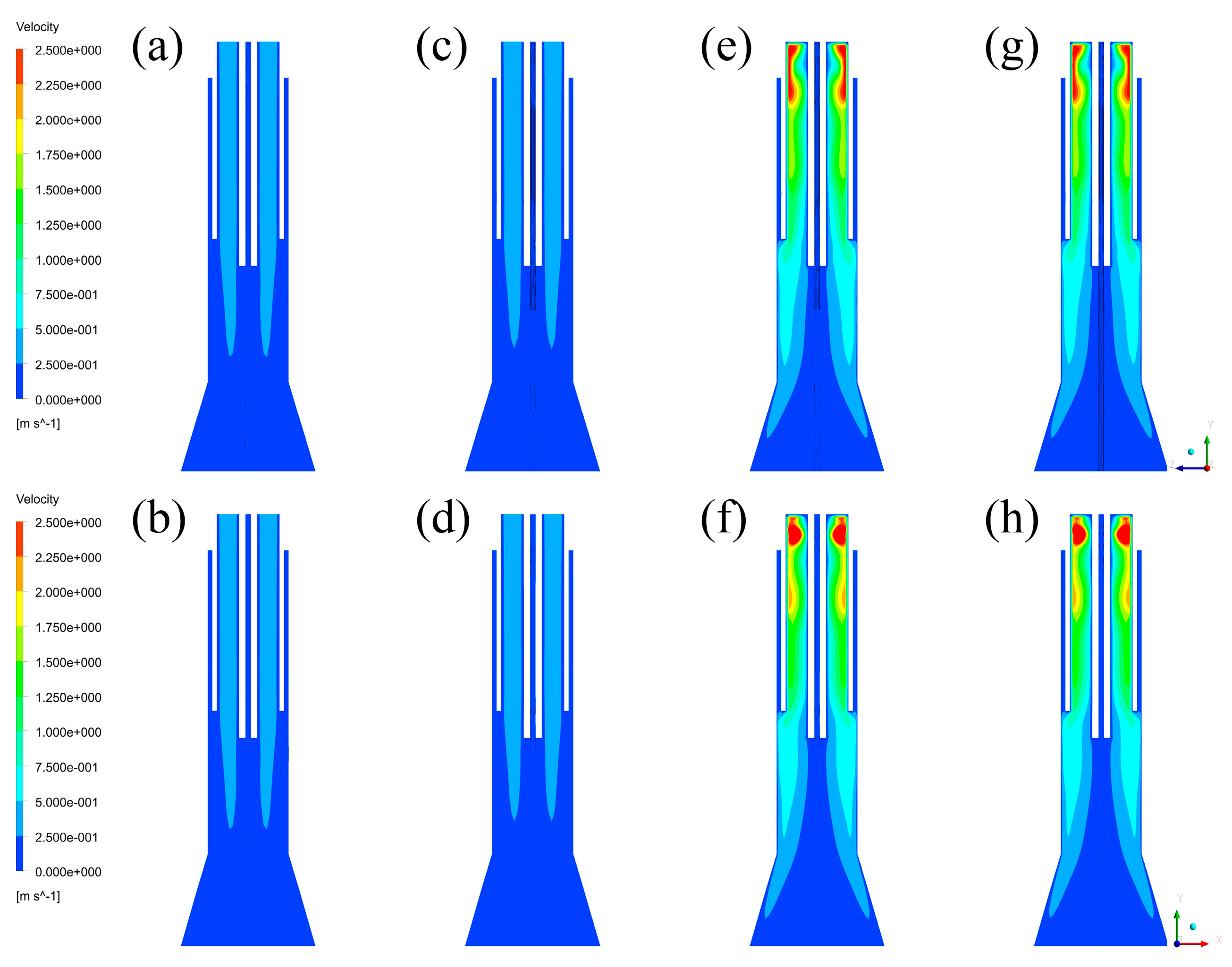
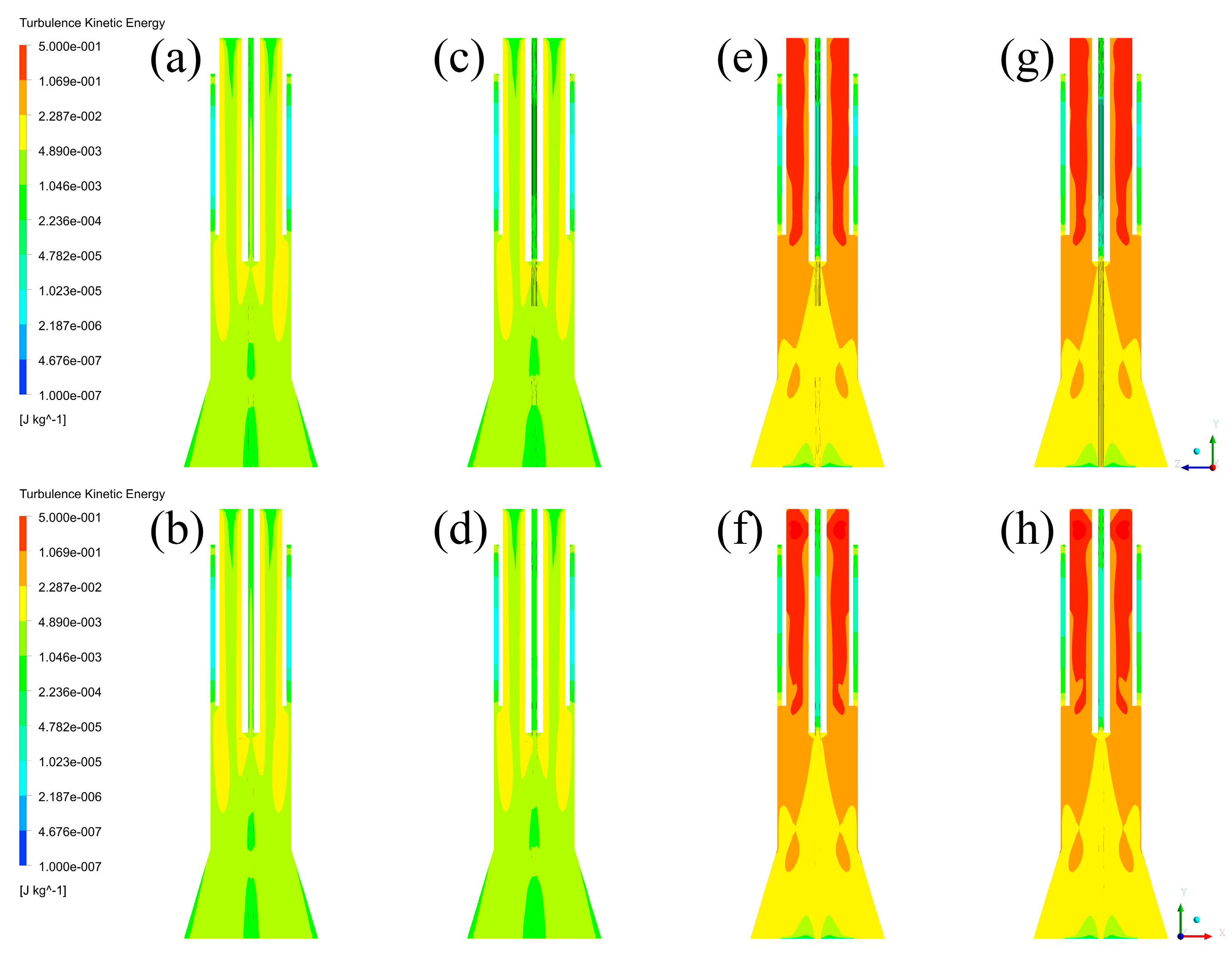
4.2. Velocity Fields and Turbulence Kinetic Energy Distributions
4.3. Discussions of Fluid Fields and Their Effects
5. Experimental Verification of Simulation Results
6. Conclusions
- (1)
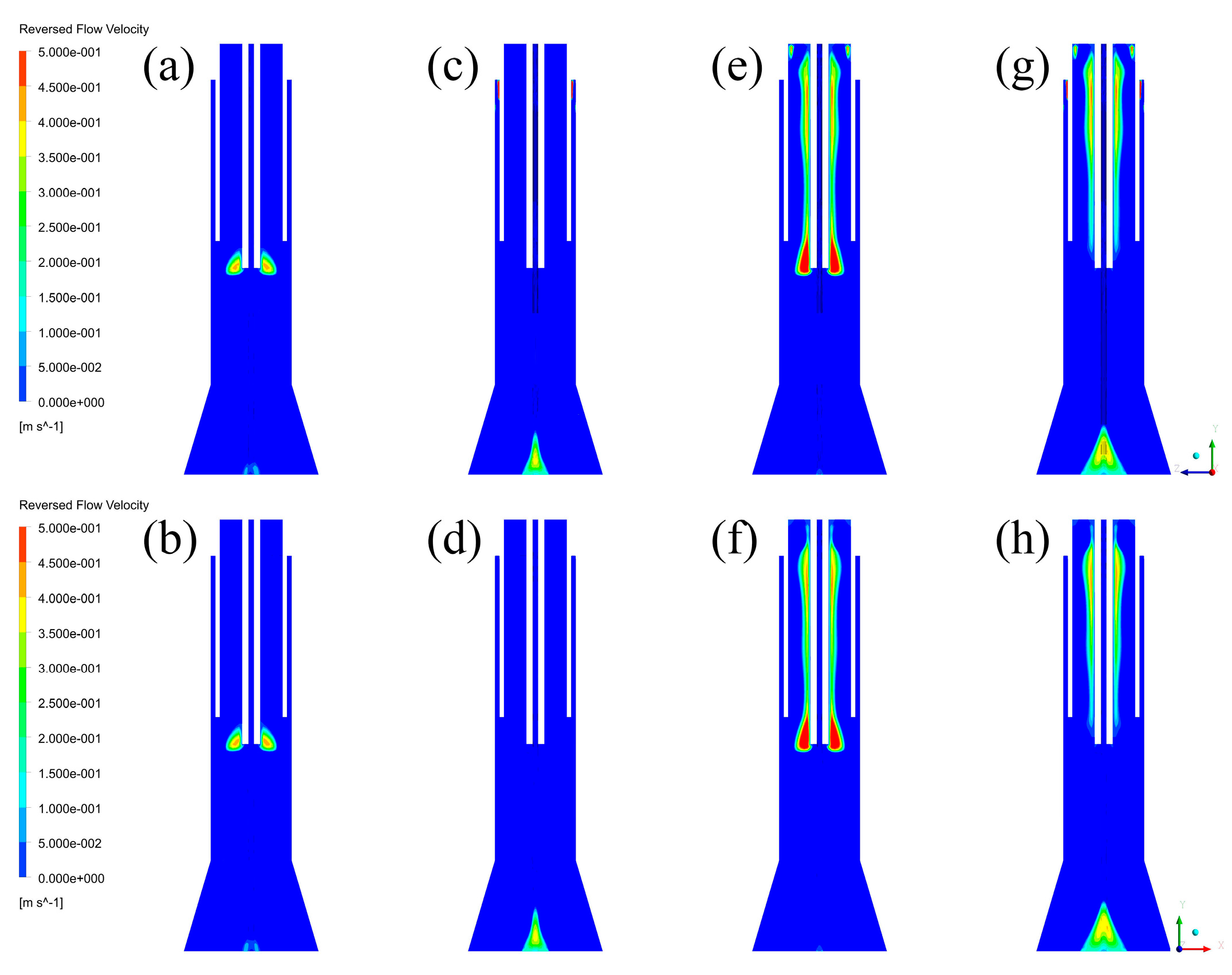
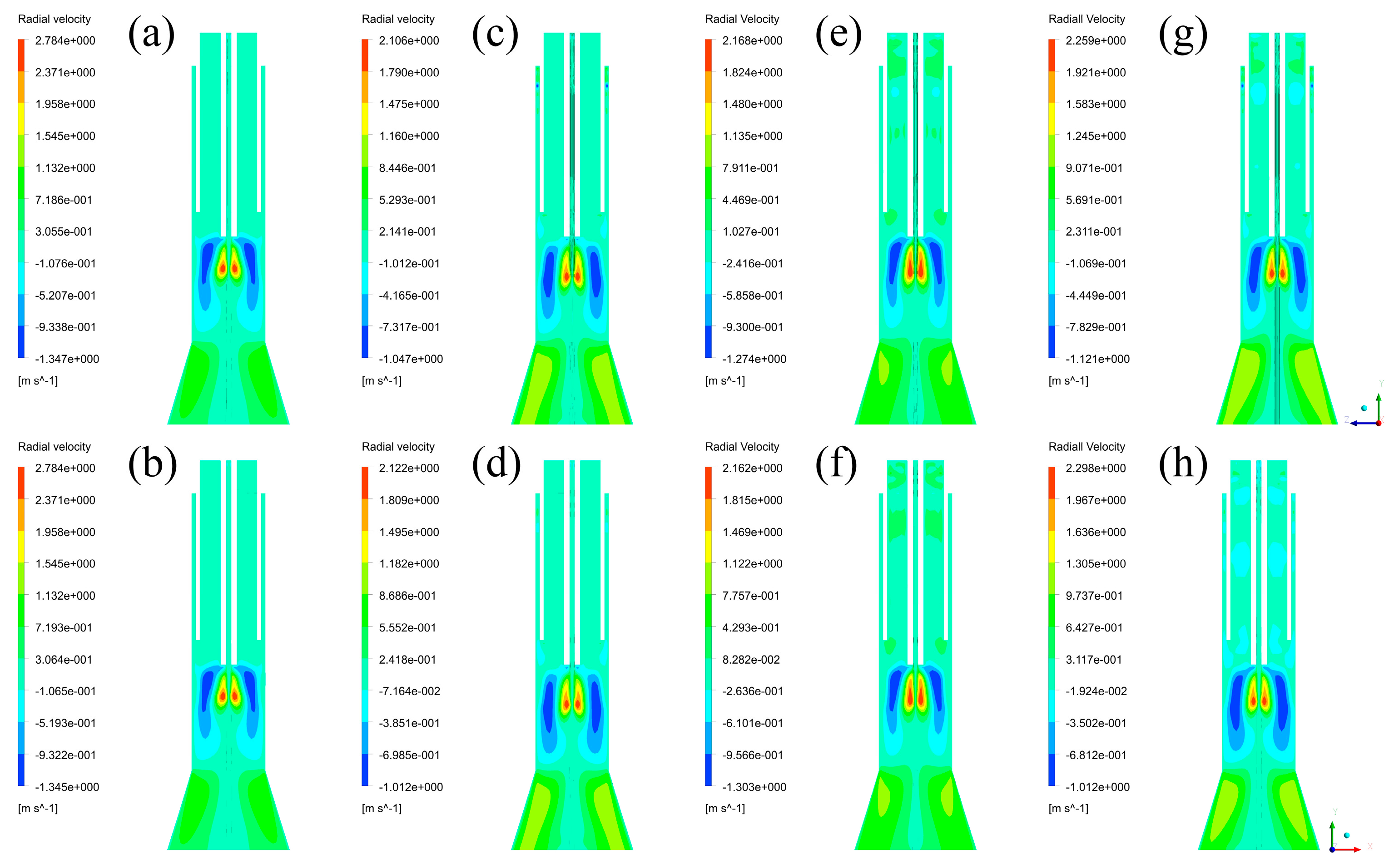
- The models with different inlet styles have approximate temperature fields and positive axial velocity fields, and have different negative axial velocity fields and radial velocity fields. It means that the selection of torch structure will not cause any unpredictable influences on temperature fields.
- (2)
- Axial feeding of the central gas and tangential feeding of the sheath gas can decrease negative axial velocity regions and reduce radial velocity intensity, which can help eliminate the fouling of the quartz tube and increase the efficiency of energy utilization.
- (3)
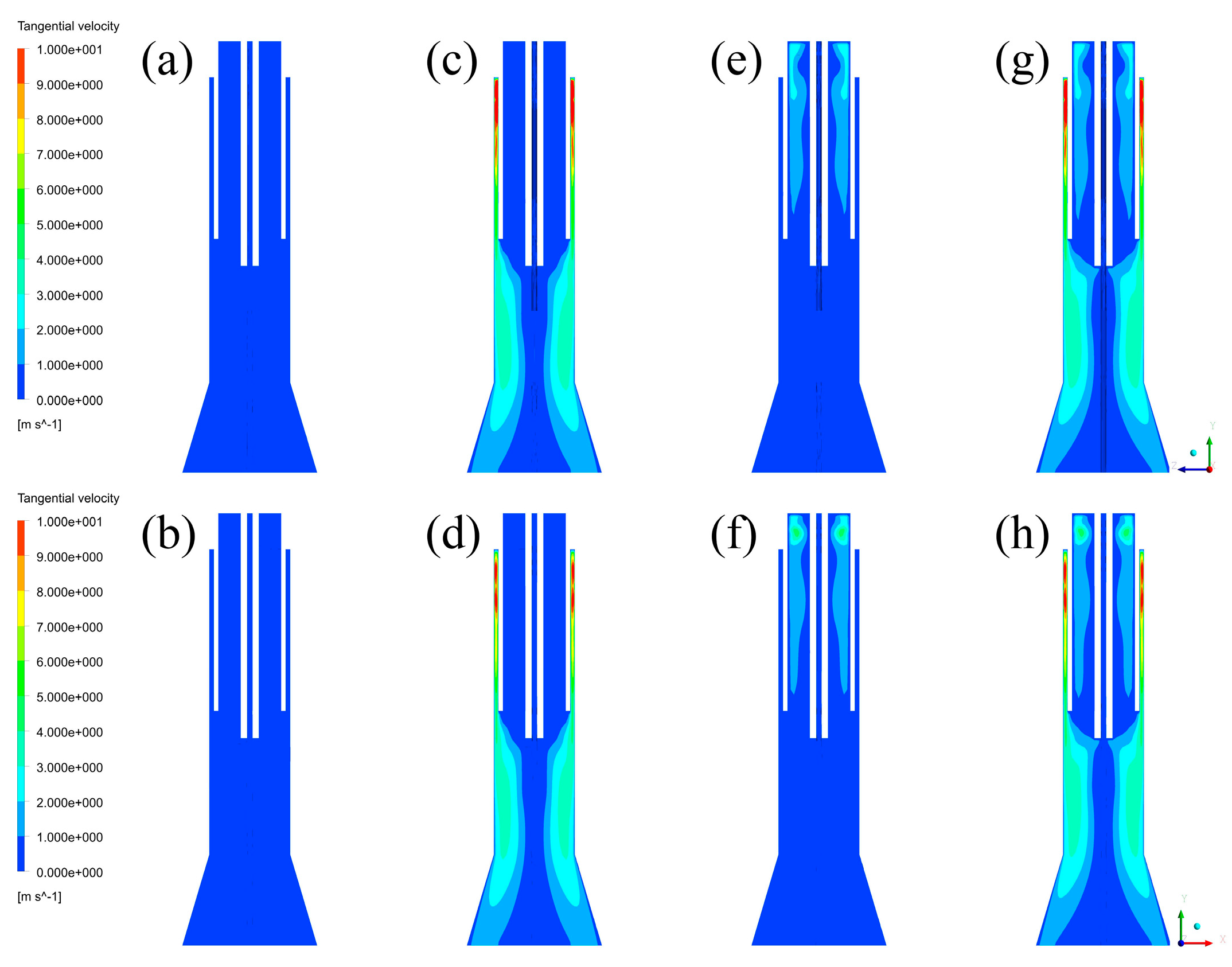
- The inlet style of tangential feeding can provide more plasma gas into the area of the torch inner wall and higher kinetic energy of vapor phase in comparison with axial feeding. It means that axial feeding would make it difficult to arc through the quartz torch wall using an electric spark gun.
- (4)
- A plasma torch with axial feeding of the central gas and tangential feeding of the sheath gas was selected for large-scale production of nanopowders, and a new plasma arcing method by way of feeding gun was proposed and put in use, in order to adapt to the new torch structure.
- (5)
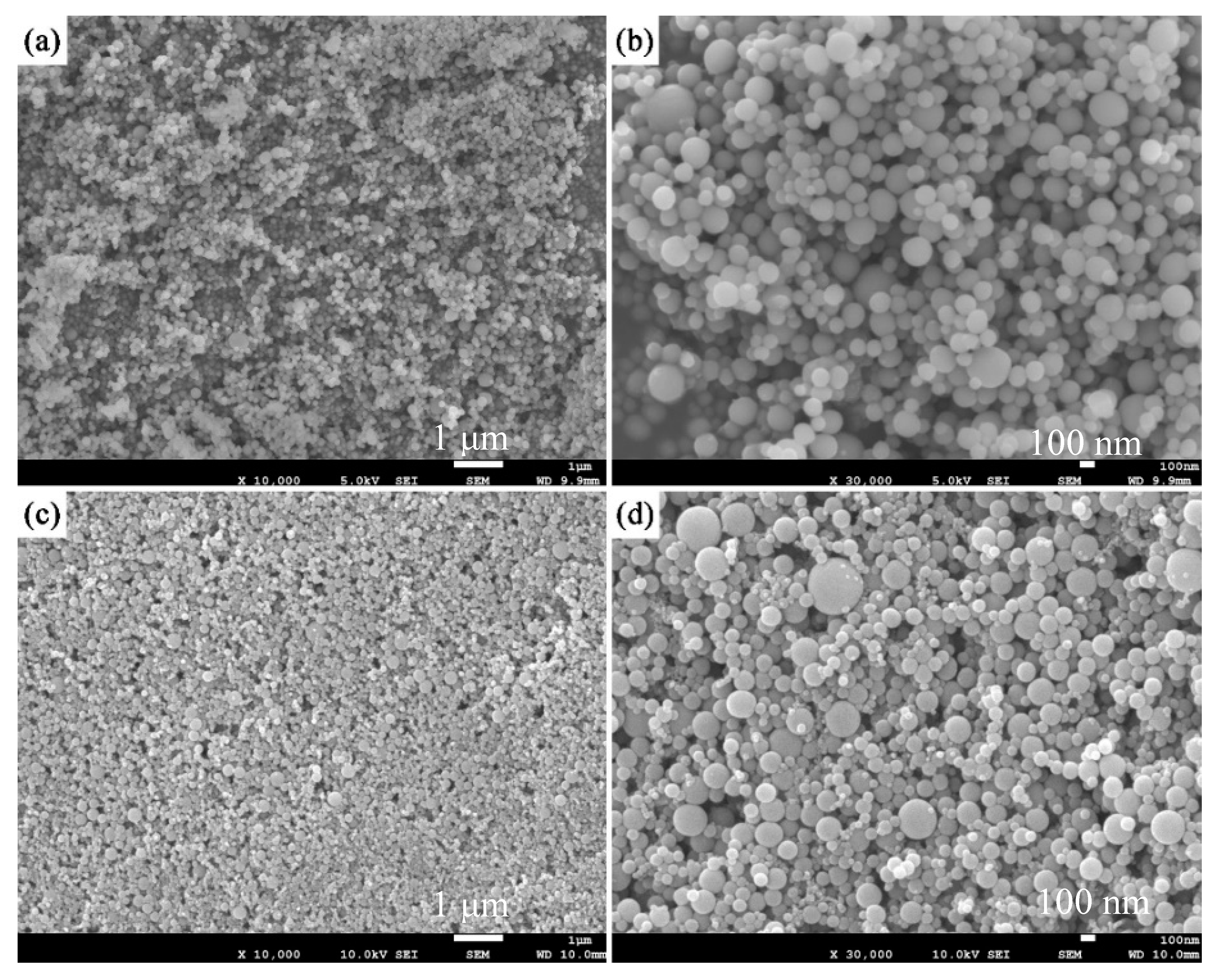
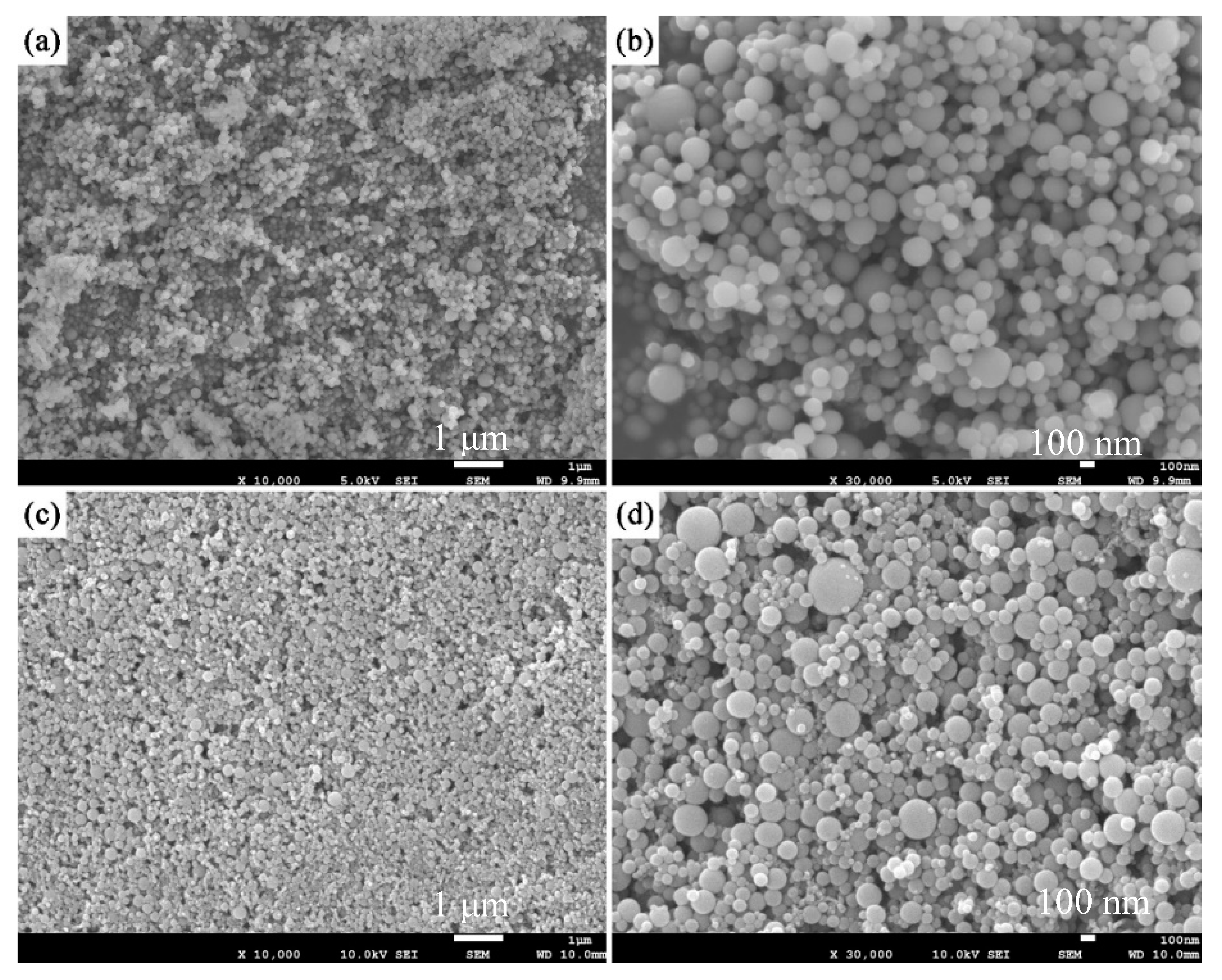
- Fouling had been significantly weakened, and the continuous operation cycle of large-scale production of nanopowders was extended to 8 h. Synthesized Si and Al2O3 nanopowders exhibited good dispersion and sphericity.
Author Contributions
Funding
Conflicts of Interest
References
- Zheng, J.; Yang, R.; Xie, L.; Qu, J.; Liu, Y.; Li, X. Plasma-assisted approaches in inorganic nanostructure fabrication. Adv. Mater. 2010, 22, 1451–1473. [Google Scholar] [CrossRef] [PubMed]
- Károly, Z.; Mohai, I.; Klébert, S.; Keszler, A.; Sajó, I.E.; Szépvölgyi, J. Synthesis of SiC powder by RF plasma technique. Powder Technol. 2011, 214, 300–305. [Google Scholar] [CrossRef]
- Mohapatra, S.; Mishra, D.K.; Singh, S.K. Microscopic and spectroscopic analyses of TiC powder synthesized by thermal plasma technique. Powder Technol. 2013, 237, 41–45. [Google Scholar] [CrossRef]
- Cheng, Y.Y.; Choi, S.; Watanabe, T. Effect of nucleation temperature and heat transfer on synthesis of Ti and Fe boride nanoparticles in RF thermal plasmas. Powder Technol. 2013, 246, 210–217. [Google Scholar] [CrossRef]
- Hong, C.-N.; Yan, C.J. Synthesis and characterization of silicon oxide nanoparticles using an atmospheric DC plasma torch. Powder Technol. 2018, 29, 220–229. [Google Scholar] [CrossRef]
- Hou, G.; Cheng, B.; Ding, F.; Yao, M.; Hu, P.; Yuan, F. Synthesis of uniform alpha-Si3N4 nanospheres by RF induction thermal plasma and their application in high thermal conductive nanocomposites. ACS. Appl. Mater. Interfaces 2015, 7, 2873–2881. [Google Scholar] [CrossRef]
- Ye, R.; Li, J.G.; Ishigaki, T. Controlled synthesis of alumina nanoparticles using inductively coupled thermal plasma with enhanced quenching. Thin Solid Film 2007, 515, 4251–4257. [Google Scholar] [CrossRef]
- Ye, R.; Murphy, A.B.; Ishigaki, T. Numerical Modeling of an Ar–H2 Radio-Frequency Plasma Reactor under Thermal and Chemical Nonequilibrium Conditions. Plasma Chem. Plasma Process. 2007, 27, 189–204. [Google Scholar] [CrossRef]
- Wang, J.J.; Hao, J.J.; Guo, Z.M.; Wang, Y.M. Preparation of spherical tungsten and titanium powders by RF induction plasma processing. Rare Met. 2014, 34, 431–435. [Google Scholar] [CrossRef]
- Jiang, X.L.; Boulos, M. Induction plasma spheroidization of tungsten and molybdenum powders. Trans. Nonferrous Met. Soc. China 2006, 16, 13–17. [Google Scholar] [CrossRef]
- Bai, L.; Jin, H.; Yuan, F. Application of Radio-frequency Induction Thermal Plasma in Fine Spherical Powder Preparation. High Volt. Eng. 2013, 39, 1577–1583. [Google Scholar]
- Gu, Z.; Ye, G.; Liu, C.; Tong, H. Study on the techniques with using of RF induction plasma for tungsten powders spheroidization. Nucl. Fus. Plasma Phys. 2010, 30, 178–182. [Google Scholar]
- Liu, X.; Chen, J. Influence of Induction Plasma Parameter on Preparation of Spherical Tungsten Nano-powders. Mater. Heat Treat. 2011, 40, 170–176. [Google Scholar]
- Ouyang, Y.G.; Hou, G.L.; Bai, L.Y.; Li, B.; Yuan, F. Constructing continuous networks by branched alumina for enhanced thermal conductivity of polymer composites. Compos. Sci. Technol. 2018, 165, 307–313. [Google Scholar] [CrossRef]
- Ouyang, Y.G.; Bai, L.Y.; Sun, Z.Q.; Ding, F.; Yuan, F. A new strategy for dense Al2O3 ceramics by spherical powders prepared via thermal plasma. Ceram. Int. 2019, 45, 2012–2019. [Google Scholar] [CrossRef]
- Kim, K.S.; Kim, T.H. Nanofabrication by thermal plasma jets: From nanoparticles to low-dimensional nanomaterials. J. Appl. Phys. 2019, 125. [Google Scholar] [CrossRef]
- Boulos, M.I. The Role of Transport Phenomena and Modeling in the Development of Thermal Plasma Technology. Plasma Chem. Plasma Process. 2016, 36, 3–28. [Google Scholar] [CrossRef]
- He, J.P.; Bai, L.Y.; Jin, H.C.; Jia, Z.; Hou, G.; Yuan, F. Simulation and experimental observation of silicon particles’ vaporization in RF thermal plasma reactor for preparing Si nano-powder. Powder Technol. 2017, 313, 27–35. [Google Scholar] [CrossRef]
- Fujii, K. Progress and future prospects of CFD in aerospace—Wind tunnel and beyond. Prog. Aerosp. Sci. 2005, 41, 455–470. [Google Scholar] [CrossRef]
- Zhang, Z.R.; Liu, H.; Zhu, S.P.; Zhao, F. Application of CFD in ship engineering design practice and ship hydrodynamics. J. Hydrodyn. Ser. B 2006, 18, 315–322. [Google Scholar] [CrossRef]
- Jayakumar, J.S.; Mahajani, S.M.; Mandal, J.C.; Vijayan, P.K.; Bhoi, R. Experimental and CFD estimation of heat transfer in helically coiled heat exchangers. Chem. Eng. Res. Des. 2008, 86, 221–232. [Google Scholar] [CrossRef]
- Yadav, A.S.; Bhagoria, J.L. Heat transfer and fluid flow analysis of solar air heater: A review of CFD approach. Renew. Sustain. Energy Rev. 2013, 23, 60–79. [Google Scholar] [CrossRef]
- Khan, M.J.H.; Hussain, M.A.; Mansourpour, Z.; Mostoufi, N.; Ghasem, N.M.; Abdullah, E.C. CFD simulation of fluidized bed reactors for polyolefin production—A review. J. Ind. Eng. Chem. 2014, 20, 3919–3946. [Google Scholar] [CrossRef]
- Rohde, U.; Höhne, T.; Kliem, S.; Hemström, B.; Scheuerer, M.; Toppila, T.; Aszodi, A.; Boros, I.; Farkas, I.; Mühlbauer, P.; et al. Fluid mixing and flow distribution in a primary circuit of a nuclear pressurized water reactor-Validation of CFD codes. Nucl. Eng. Des. 2007, 237, 1639–1655. [Google Scholar] [CrossRef]
- Cho, B.A.; Pott, R.W.M. The Development of a Thermosiphon Photobioreactor and analysis using Computational Fluid Dynamics (CFD). Chem. Eng. J. 2019. [Google Scholar] [CrossRef]
- Colombo, V.; Ghedini, E.; Sanibondi, P. A three-dimensional investigation of the effects of excitation frequency and sheath gas mixing in an atmospheric-pressure inductively coupled plasma system. J. Phys. D Appl. Phys. 2010, 43, 105202. [Google Scholar] [CrossRef]
- Colombo, V.; Ghedini, E.; Sanibondi, P. Three-dimensional investigation of particle treatment in an RF thermal plasma with reaction chamber. Plasma Sour. Sci. Technol. 2010, 19. [Google Scholar] [CrossRef]
- Ye, R.; Ishigaki, T.; Taguchi, H.; Ito, S.; Murphy, A.B.; Lange, H. Characterization of the behavior of chemically reactive species in a nonequilibrium inductively coupled argon-hydrogen thermal plasma under pulse-modulated operation. J. Appl. Phys. 2006, 100. [Google Scholar] [CrossRef]
- Xue, S.; Proulx, P.; Boulos, M.I. Extended-field electromagnetic model for inductively coupled plasma. J. Phys. D Appl. Phys. 2001, 34, 1897–1906. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Vapor Phase Parameters | Carrier Gas | Central Gas | Sheath Gas | |
|---|---|---|---|---|
| Case A | Mass flow rate/g·s−1 | 0.0924 | 0.4618 | 1.8471 |
| Volume flow rate/m3·h−1 | 0.20 | 1.00 | 4.00 | |
| Case B | Mass flow rate/g·s−1 | 0.0924 | 0.4618 | 0.9235 |
| Volume flow rate/m3·h−1 | 0.20 | 1.00 | 2.00 | |
| Case C | Mass flow rate/g·s−1 | 0.0924 | 0.2309 | 1.8471 |
| Volume flow rate/m3·h−1 | 0.20 | 0.50 | 4.00 | |
| Case D | Mass flow rate/g·s−1 | 0.0924 | 0.2309 | 0.9235 |
| Volume flow rate/m3·h−1 | 0.20 | 0.50 | 2.00 |
| Mass Flow Rate/g·s−1 | Volume Flow Rate/m3·h−1 | |
|---|---|---|
| Case A | 0.4618 | 1.00 |
| Case B | 0.4618 | 1.00 |
| Case C | 0.2309 | 0.50 |
| Case D | 0.2309 | 0.50 |
| Parameters | Values |
|---|---|
| Central gas | 1.00 m3·h−1 |
| Sheath gas | 2.00 m3·h−1 |
| Carrier gas | 0.20 m3·h−1 |
| Powder feedrate | 10.0 g·min−1 |
© 2019 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bai, L.; He, J.; Ouyang, Y.; Liu, W.; Liu, H.; Yao, H.; Li, Z.; Song, J.; Wang, Y.; Yuan, F. Modeling and Selection of RF Thermal Plasma Hot-Wall Torch for Large-Scale Production of Nanopowders. Materials 2019, 12, 2141. https://doi.org/10.3390/ma12132141
Bai L, He J, Ouyang Y, Liu W, Liu H, Yao H, Li Z, Song J, Wang Y, Yuan F. Modeling and Selection of RF Thermal Plasma Hot-Wall Torch for Large-Scale Production of Nanopowders. Materials. 2019; 12(13):2141. https://doi.org/10.3390/ma12132141
Chicago/Turabian StyleBai, Liuyang, Jiaping He, Yuge Ouyang, Wenfu Liu, Huichao Liu, Haizi Yao, Zengshuai Li, Jun Song, Yinling Wang, and Fangli Yuan. 2019. "Modeling and Selection of RF Thermal Plasma Hot-Wall Torch for Large-Scale Production of Nanopowders" Materials 12, no. 13: 2141. https://doi.org/10.3390/ma12132141
APA StyleBai, L., He, J., Ouyang, Y., Liu, W., Liu, H., Yao, H., Li, Z., Song, J., Wang, Y., & Yuan, F. (2019). Modeling and Selection of RF Thermal Plasma Hot-Wall Torch for Large-Scale Production of Nanopowders. Materials, 12(13), 2141. https://doi.org/10.3390/ma12132141