1. Introduction
Today, the global market is very competitive. Therefore, detecting an appropriate candidate material that meets the target of industrial application is a major challenge for researchers and design engineers. An improperly chosen material may not be solely responsible for the premature failure of components, but it may negatively affect the manufacturing process, productivity, profit, and deplore the name of reputed manufacturing organizations in the marketplace [
1]. Numerous advanced engineering materials have been developed during the past few decades. Due to superior physical, mechanical, and tribological properties, metal composite has also been considered as a class of advanced engineering material, and it is being used for high-performance applications such as those in aerospace and automobile industries [
2,
3].
Nowadays, particle reinforced metal composites are being extensively utilized for properties such as a higher specific strength and elastic modulus, a minimum coefficient of thermal expansion, higher wear resistance, and a better performance at elevated temperatures. Furthermore, ceramic particulates such as Al
2O
3, SiC, MgO, and whiskers/fibers are mostly used as a reinforcement to improve mechanical and tribological properties through the proper selection of several parameters, such as the volume/weight percentage, shape and size of the reinforcement particles, and the dispersion of reinforcement in the matrix phase [
4]. Poddar et al. [
5] studied AZ91D composites reinforced with silicon carbide (SiC) particulates and they observed that the presence of particulates increases the yield strength and Young’s modulus because tiny particle reinforcement results in the improvement of the elastic modulus and yield strength. The mechanism of composite deformation is the load transfer from the matrix to reinforcement and a good bonding between matrix and reinforcement provides better load transfer and an enhancement of the properties. The effect of the particle size on the physical and mechanical properties of SiCp/5210 Al metal matrix composite is studied by Dong et al. [
1], who explain that the bending strength of the composites increases with the decreasing particle size.
For each product, the design engineer must consider the fundamental properties of the material (i.e., physical, mechanical, tribological, chemical properties, respectively) in accordance with its light weight and raw material price in order to propose the best candidate material [
4,
5,
6,
7,
8,
9]. Each material has some unique properties and a unique performance. Therefore, more than one material from the industrial library meet all the desired properties for a specific application. The material selection process among the host of alternatives and various conflicting criteria can be considered an example of multi-criteria decision-making (MCDM) problems.
In the recent past, plenty of work has been accomplished using MCDM techniques for selecting the best potential material option. These techniques are accepted tools to choose preeminent alternatives for given applications. The techniques are: AHP, GRA, SAW, TOPSIS, WPM, PROMETHEE, VIKOR, GTMA, etc. [
7,
8,
9,
10,
11,
12,
13]. Shanian [
14] applied the TOPSIS, multi-criteria decision-making method when searching for the optimal material. The results were compared with other MCDM methods to solve such challenging problems within highly sensitive parts. Rao [
15] applied GTMA (graph theory and matrix representation approach) for the material selection. Thakker et al. [
16] successfully combined three different techniques (i.e., value engineering techniques; the Cambridge Material Selector (CMS)-based approach, and TOPSIS) to sort out materials for impulse turbine blades. Rao [
17] introduced a ‘material suitability index’ that permits evaluating and ranking the best option using the GTMA method. Chatterjee et al. [
18] successfully implemented the VIKOR and ELECTRE-II technique that solves the problem of two material selection and also compares their relative performance. Athawale et al. [
19] successfully designed the utility additive method to identify suitable materials. Shanian and Savadogo [
20] implemented the ELECTRE (ELimination and Et Choice Translating Reality) approach. Manshadi et al. [
21] projected a novel method that combines a non-linear normalization strategy with a modified digital logic strategy. Rao [
22] used a compromise ranking strategy. Prasenjit et al. [
23] implemented VIKOR (that simulate a compromise ranking) alongside ELECTRE (outranking methods). Other work proves that material selection can be obtained using fuzzy decision-making combined with a multi objective decision-making strategy [
24,
25,
26].
Therefore, large numbers of research proposed innovative strategies for detecting the best candidate material by implementing different multi-attribute decision-making methods. Although no clear application for the preference selection index (PSI) technique has been found so far, this technique permits an efficient ranking solution in which quality is the main attribute. Hence, this method can be used where different conflicts occur in deciding the importance of different criteria. The overall preference attribute together with the preference selection index from each individual alternative allows for the best possible alternative with a higher rank order [
27,
28,
29].
This study firstly presents details of the manufacturing process for a series of copper-based alloy composites reinforced with marble dust particles, and the developed material was experimentally characterized for its physical, mechanical, and tribo-performance. Next, the Preference Selection Index (PSI) strategy was implemented to identify the best candidate material from manufactured composites intended for bearing applications.
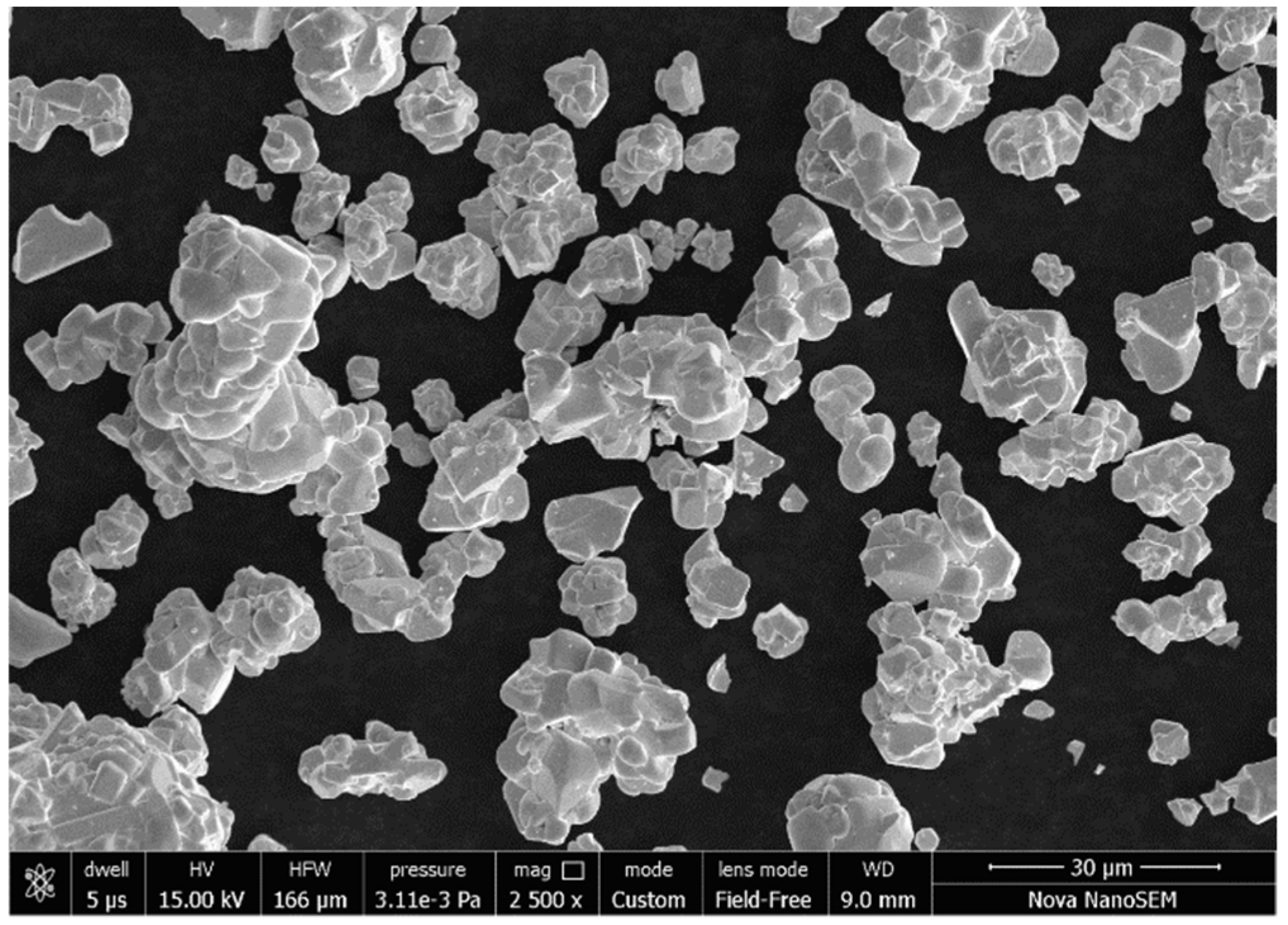
5. Surface Morphology
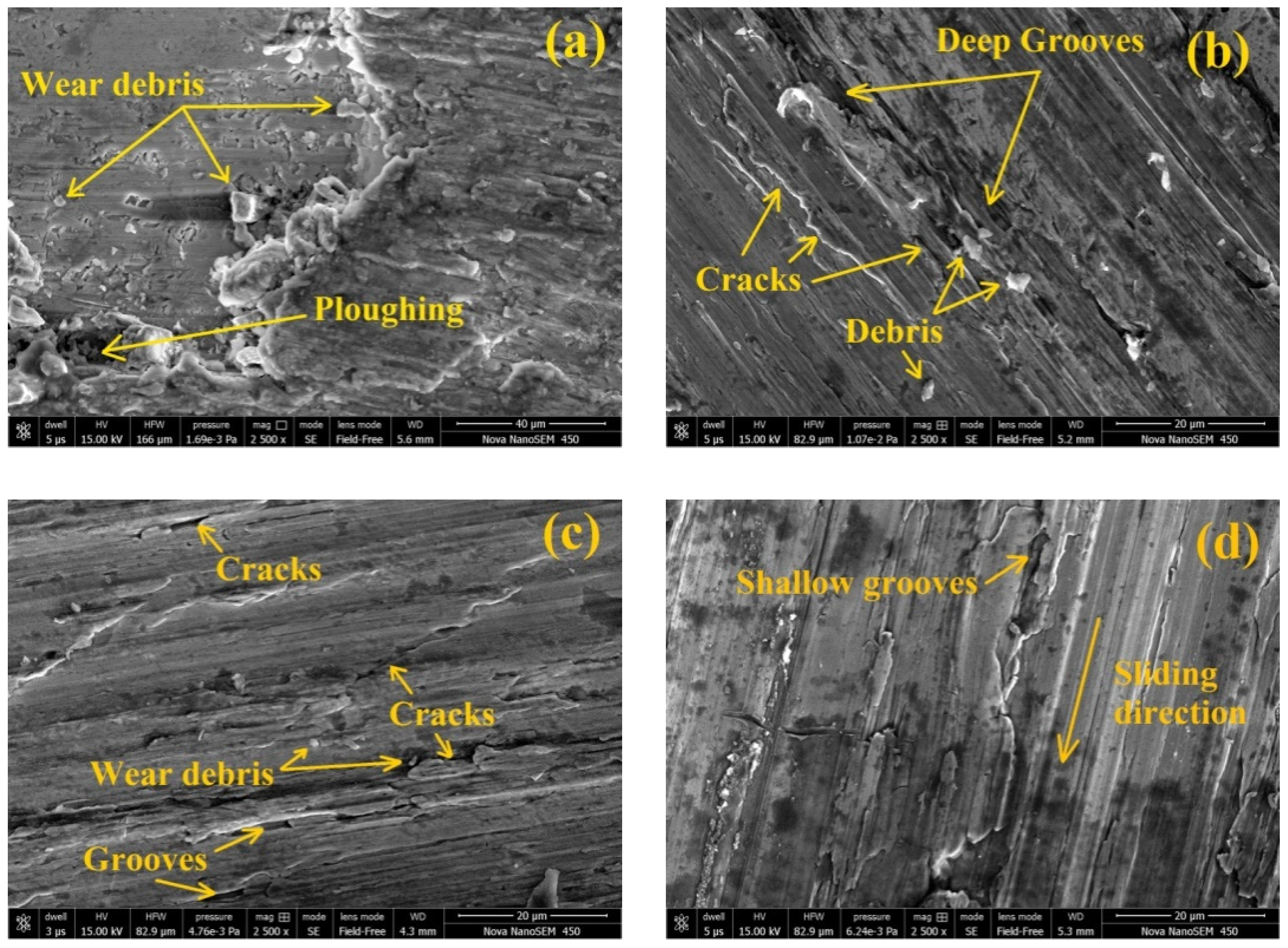
SEM micrographs of C93200 alloy (A-1) and marble dust reinforced composites (A-2, A-3, A-4 and A-5) after the wear tests at 4.69 m/s sliding velocity under 15N normal load and 1500 m sliding distance are shown in
Figure 10. The sliding direction traces, wear debris, surface micro cracks and grooves, material removal, and ploughing strips were observed on the samples’ surfaces after wear tests.
The SEM image of the control’s condition (unreinforced marble dust; A-1) (see
Figure 10a) indicate that the presence of the reinforcement material had become negligible. The surface micrograph clearly confirmed that ploughing (abrasion) was the main cause of material removal. The base matrix (C93200) alloy proved ductile material properties, whereby their ductility may have increased with the sliding contact over the counter body when a higher load was imposed; and the sliding velocity generated frictional heat that promoted a softer matrix material that ploughed into the hard asperities of the counterface.
Figure 10b shows the surface micrograph of the A-2 composite where some cracks and continuous grooves were observed. The main causes of producing the continuous grooves were estimated to be (1) due to hard asperities penetration (two body abrasions) and (2) the abrasions were responsible for the fractured hard reinforced particles (three body abrasions).
Figure 10c shows the micrograph of A-3 composites where macro cracks, together with a delamination wear mechanism and dense distribution of marble particulates were observed.
Figure 10d shows the surface micrograph where shallow grooves along the sliding direction were observed for A-4 composites. Among all the fabricated composites
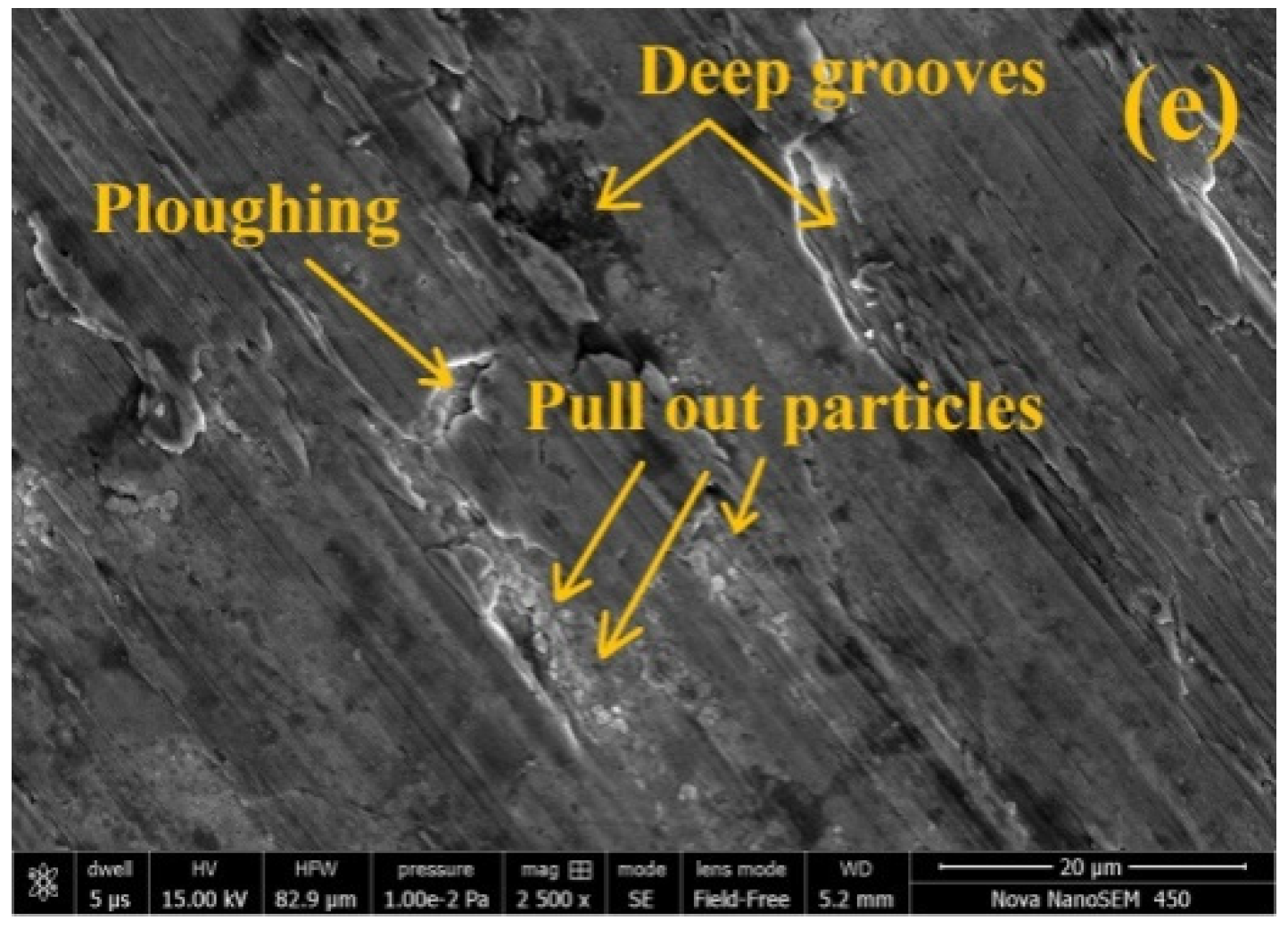
Figure 10d shows the lowest wear loss for A-4 composites, and the decrease in wear loss may be because of proper filler wt.% content bonding between hard reinforcement particles and base matrix alloy which resulted in the high hardness of composites. Under similar operating conditions, the removal of the matrix material was observed for A-5 composites as shown in
Figure 10e. At 4.69 m/s sliding velocity and 15 N load, a pin slid over the counterface and a substantial amount of frictional heat was generated. This frictional heat allowed for a softening of the material matrix and lead to a lower interfacial bonding strength that occurred at the interface between marble dust and copper alloy, which may have resulted in specific hard reinforced particles (i.e., marble dust) being pulled out, which resulted from the softened matrix alloy.

 ,
, 













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}