Retained Austenite Decomposition and Carbide Precipitation during Isothermal Tempering of a Medium-Carbon Low-Alloy Bainitic Steel


Abstract
1. Introduction
2. Materials and Methods
3. Results and Discussion
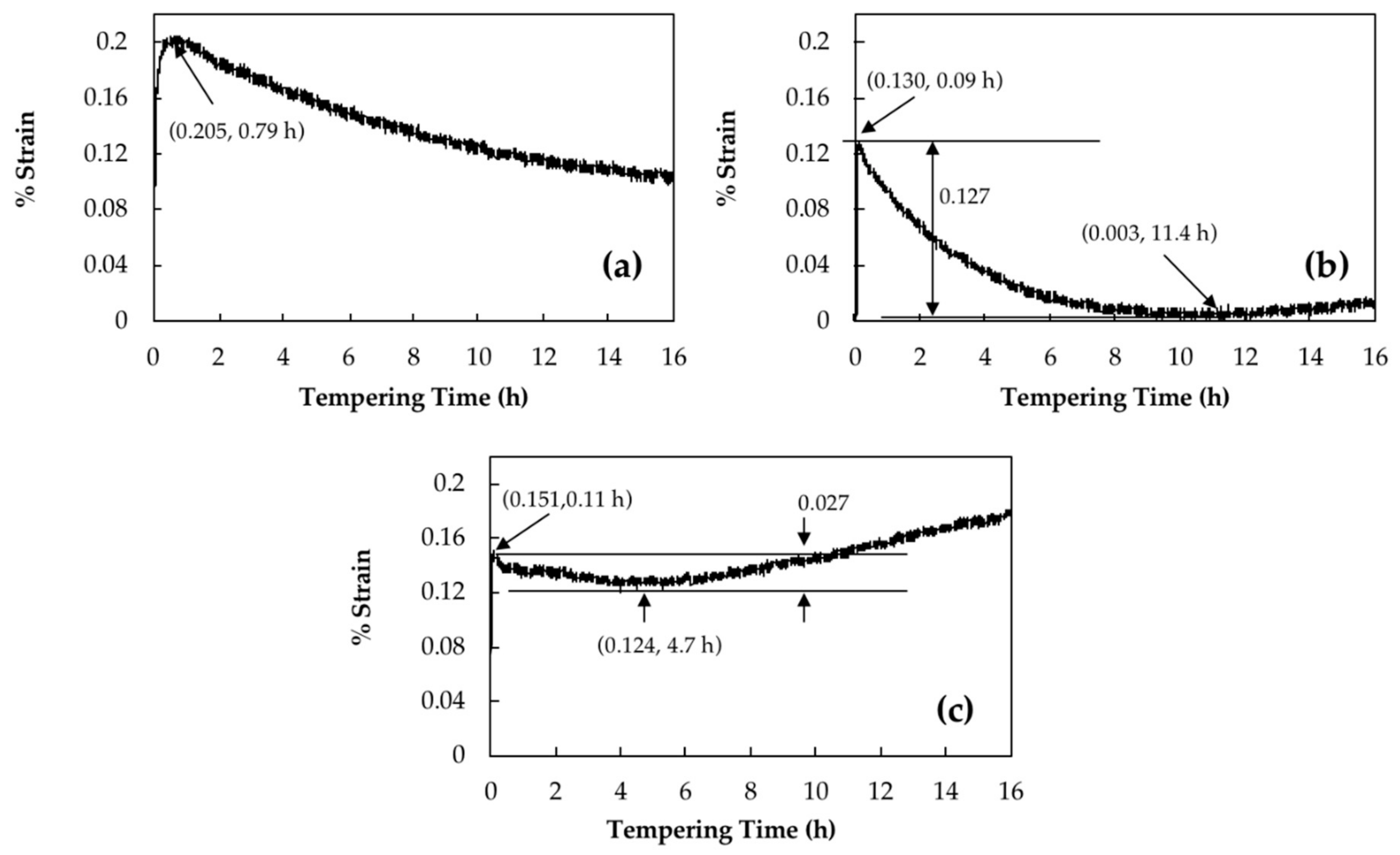
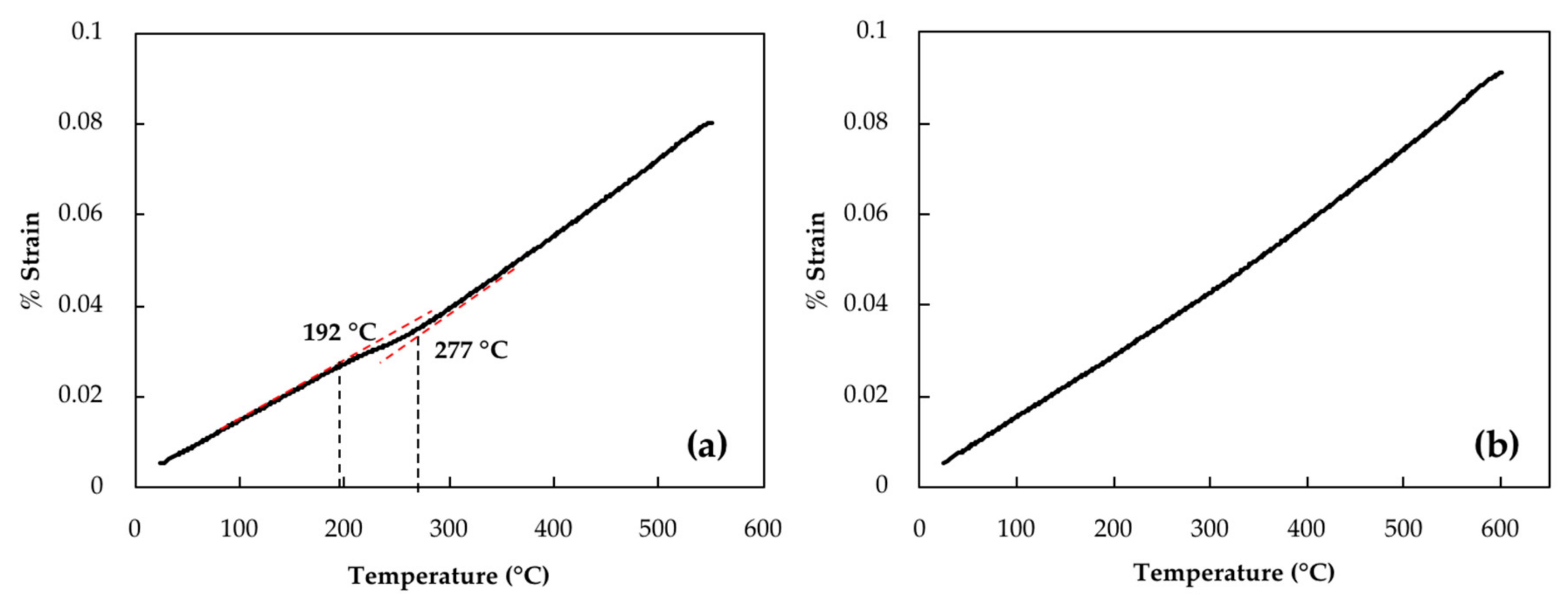
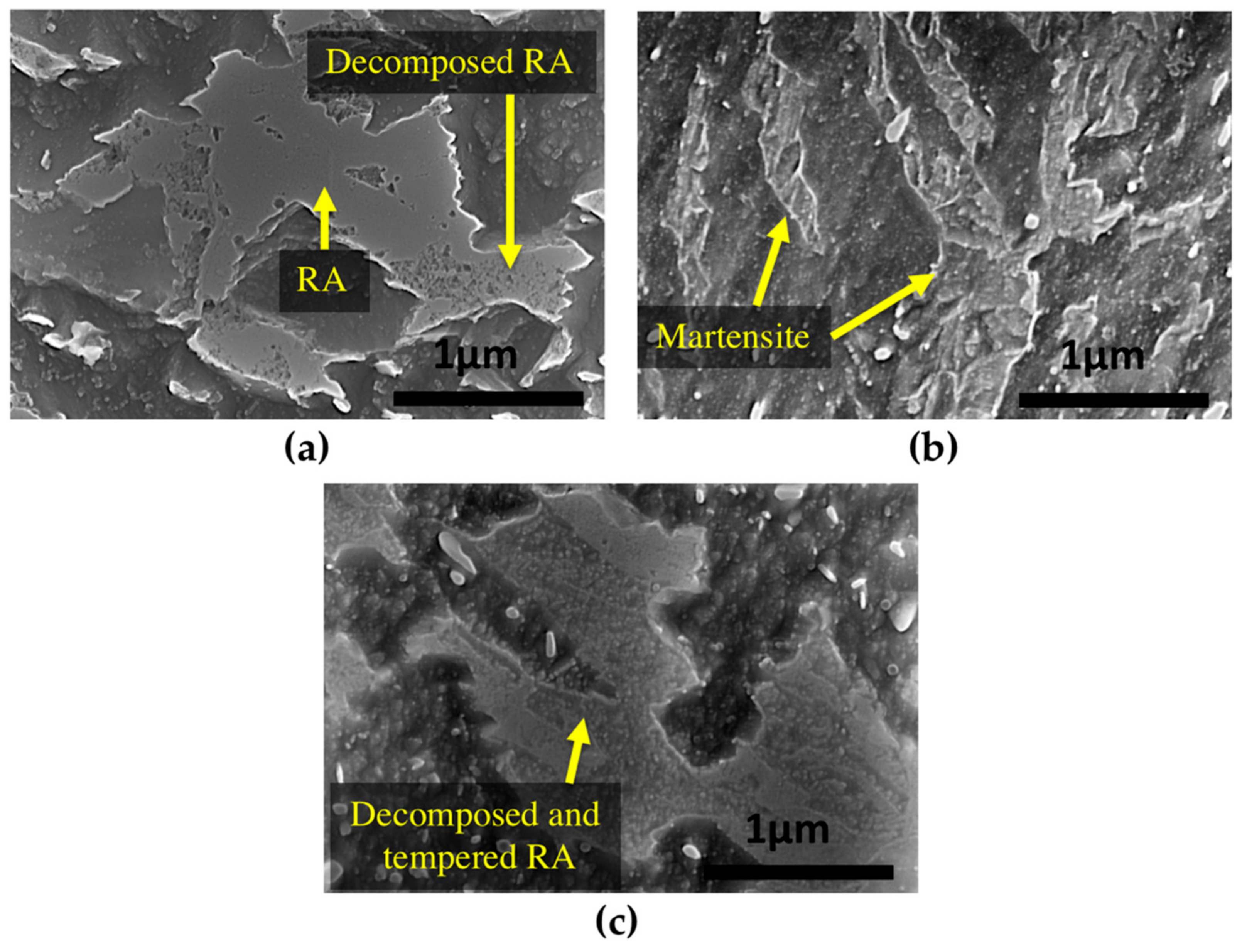
3.1. Retained Austenite Decomposition
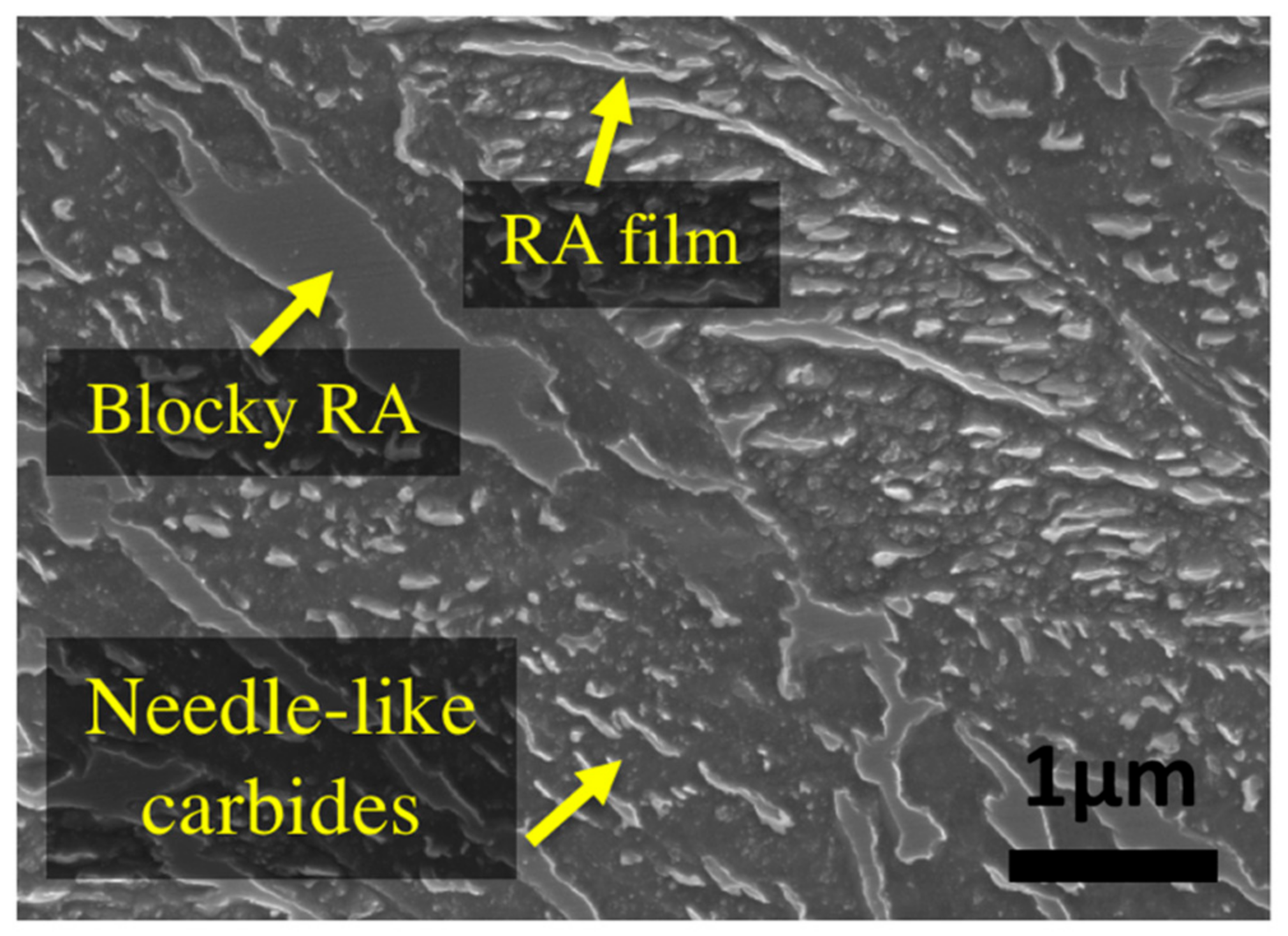
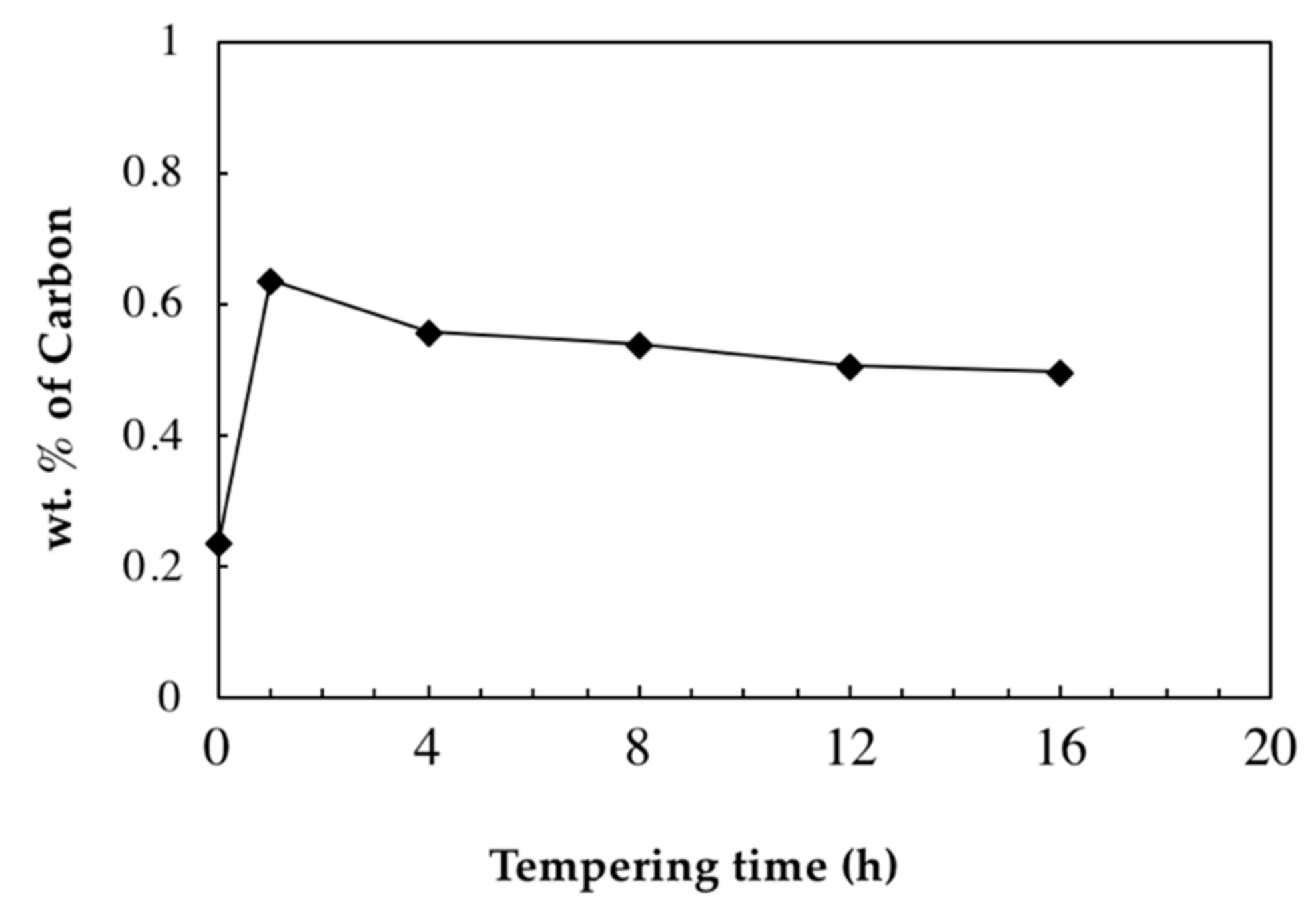
3.2. Products of Retained Austenite Decomposition
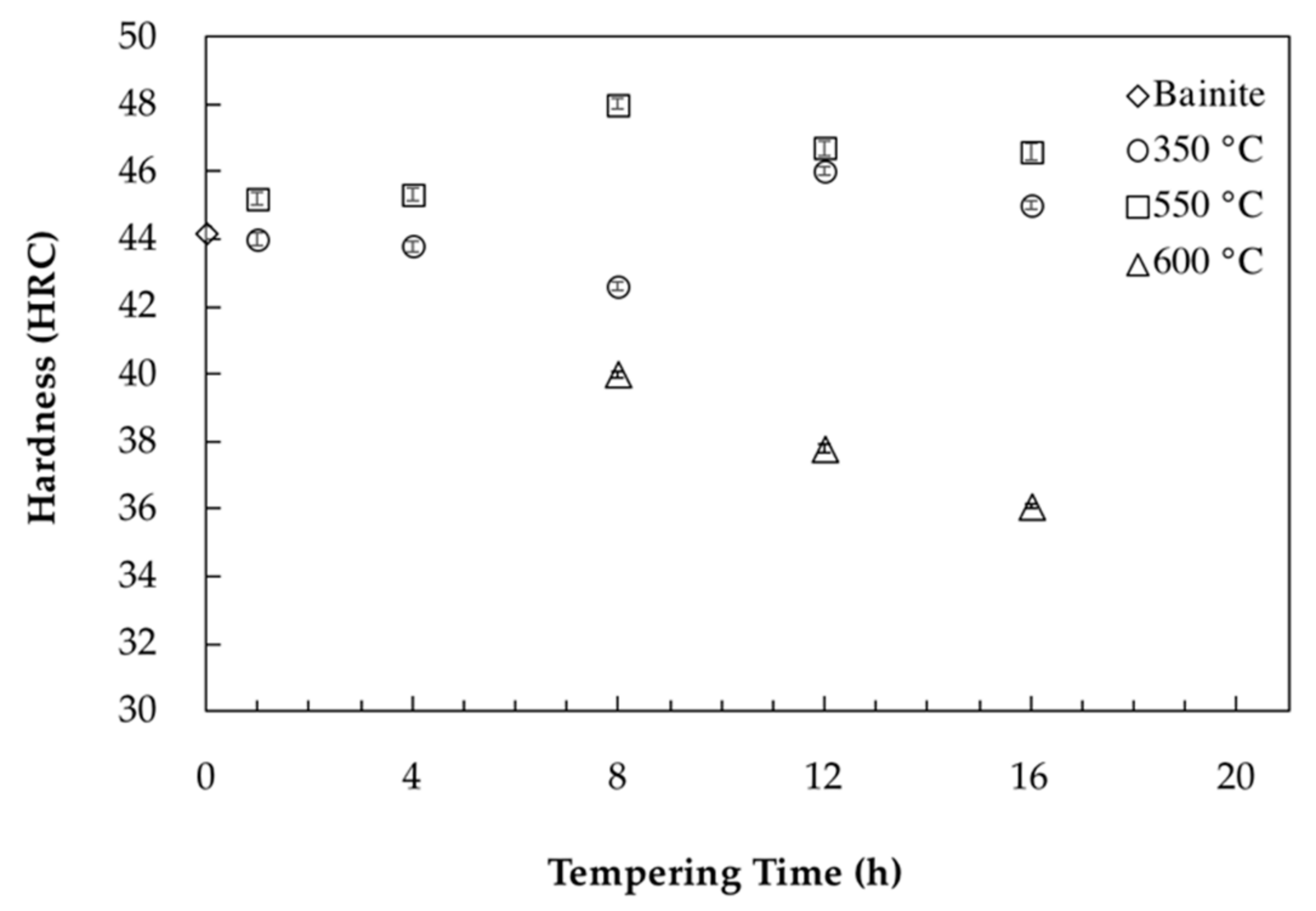
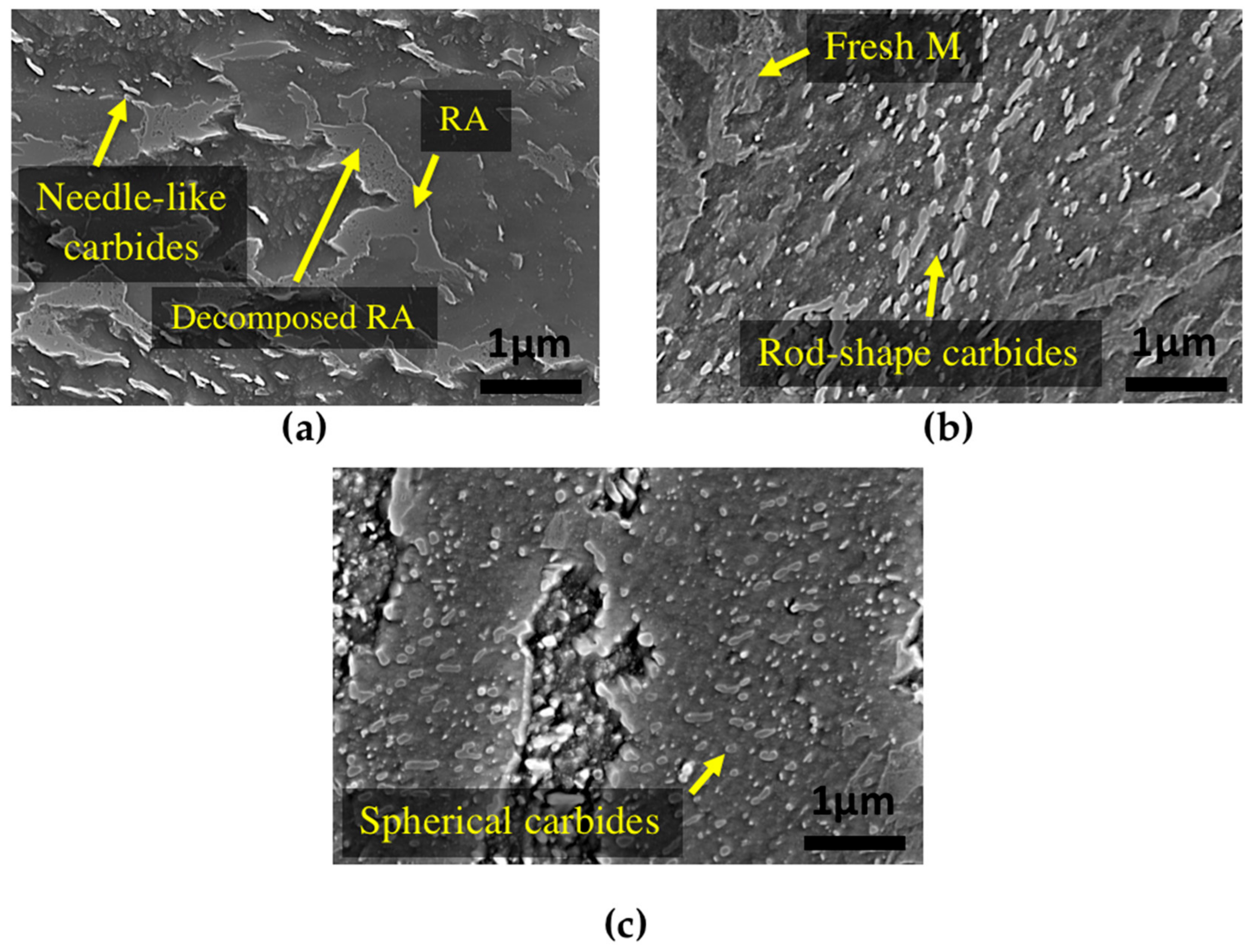
3.3. Carbides Precipitation and Hardness Evolution
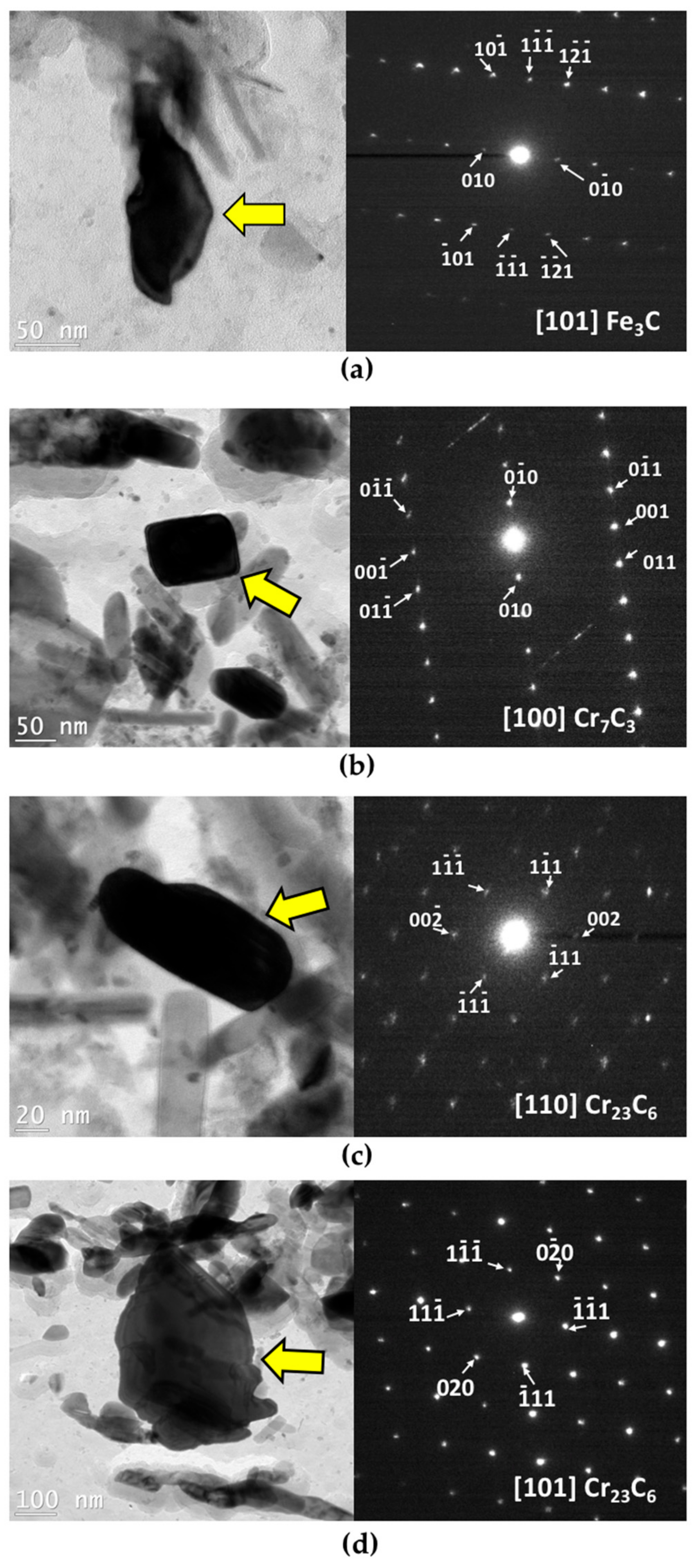
3.4. Characterization and Identification of Carbides
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Mouritz, A.P. Introduction to Aerospace Materials; Elsevier: New York, NY, USA, 2012. [Google Scholar]
- Firrao, D.; Gerosa, R.; Ghidini, A.; Matteis, P.; Mortarino, G.; Pinasco, M.R.; Rivolta, B.; Silva, G.; Stagno, E. Relation between fatigue crack initiation and propagation, toughness and microstructure in large steel blooms for automotive plastic molds. Int. J. Fatigue 2007, 29, 1880–1884. [Google Scholar] [CrossRef]
- Firrao, D.; Matteis, P.; Russo Spena, P.; Gerosa, R. Influence of the microstructure on fatigue and fracture toughness properties of large heat-treated mold steels. Mater. Sci. Eng. A 2013, 559, 371–383. [Google Scholar] [CrossRef]
- Chentouf, S.M.; Jahazi, M.; Lapierre-Boire, L.P.; Godin, S. Characteristics of austenite transformation during post forge cooling of large-size high strength steel ingots. Metallogr. Microstruct. Anal. 2014, 3, 281–297. [Google Scholar] [CrossRef]
- Loucif, A.; Ben Fredj, E.; Harris, N.; Shahriari, D.; Jahazi, M.; Lapierre-Boire, L.P. Evolution of A-type macrosegregation in large size steel ingot after multistep forging and heat treatment. Metall. Mater. Trans. B 2018, 49, 1046–1055. [Google Scholar] [CrossRef]
- Talebi, S.; Ghasemi-Nanesa, H.; Jahazi, M.; Melkonyan, H. In situ study of phase transformations during non-isothermal tempering of bainitic and martensitic microstructures. Metals 2017, 7, 346. [Google Scholar] [CrossRef]
- Lyassami, M.; Shahriari, D.; Ben Fredj, E.; Morin, J.B.; Jahazi, M. Numerical simulation of water quenching of large size steel forgings: Effects of macrosegregation and grain size on phase distribution. J. Manuf. Mater. Process. 2018, 2, 34. [Google Scholar] [CrossRef]
- Morra, P.V.; Böttger, A.J.; Mittemeijer, E.J. Decomposition of iron-based martensite. A kinetic analysis by means of differential scanning calorimetry and dilatometry. J. Therm. Anal. Calorim. 2001, 64, 905–914. [Google Scholar] [CrossRef]
- Speich, G.R.; Leslie, W.C. Tempering of steel. Metall. Trans. 1972, 3, 1043–1054. [Google Scholar] [CrossRef]
- Olson, G.B.; Cohen, M. Early stages of aging and tempering of ferrous martensites. Metall. Trans. A 1983, 14, 1057–1065. [Google Scholar] [CrossRef]
- Taylor, K.A.; Olson, G.B.; Cohen, M.; Vander Sande, J.B. Carbide precipitation during stage i tempering of Fe-Ni-C martensites. Metall. Trans. A 1989, 20, 2749–2765. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. Bainite in Steels: Transformations, Microstructure and Properties, 2nd ed.; IOM Communications: London, UK, 2001. [Google Scholar]
- Yan, G.H.; Han, L.Z.; Li, C.W.; Luo, X.M.; Gu, J.F. Characteristic of retained austenite decomposition during tempering and its effect on impact toughness in SA508 gr.3 steel. J. Nucl. Mater. 2017, 483, 167–175. [Google Scholar] [CrossRef]
- Mittemeher, E.J.; Cheng, L.; van der Schaaf, P.J.; Brakman, C.M.; Korevaar, B.M. Analysis of nonisothermal transformation kinetics; tempering of iron-carbon and iron-nitrogen martensites. Metall. Trans. A 1988, 19, 925–932. [Google Scholar] [CrossRef]
- Bhadeshia, H.K.D.H. The lower bainite transformation and the significance of carbide precipitation. Acta Metall. 1980, 28, 1103–1114. [Google Scholar] [CrossRef]
- Cheng, L.; Brakman, C.M.; Korevaar, B.M.; Mittemeijer, E.J. The tempering of iron- carbon martensite; dilatometric and calorimetric analysis. Metall. Trans. A 1988, 19, 2415–2426. [Google Scholar] [CrossRef]
- Parameswaran, P.; Vijayalakshmi, M.; Raghunathan, V.S. The influence of prior microstructure on tempering stages in 2.25Cr-1Mo steel. High Temp. Mater. Process. 2002, 21, 251. [Google Scholar]
- Mitchell, D.R.G.; Ball, C.J. A quantitative X-ray diffraction and analytical electron microscopy study of service-exposed 2.25Cr–1Mo steels. Mater. Charact. 2001, 47, 17–26. [Google Scholar] [CrossRef]
- Dépinoy, S.; Toffolon-Masclet, C.; Urvoy, S.; Roubaud, J.; Marini, B.; Roch, F.; Kozeschnik, E.; Gourgues-Lorenzon, A.F. Carbide precipitation in 2.25Cr-1Mo bainitic steel: Effect of heating and isothermal tempering conditions. Metall. Mater. Trans. A 2017, 48, 2164–2178. [Google Scholar] [CrossRef]
- Hou, T.P.; Li, Y.; Wu, K.M. Effect of high magnetic field on alloy carbide precipitation in an Fe–C–Mo alloy. J. Alloys Compd. 2012, 527, 240–246. [Google Scholar] [CrossRef]
- Taneike, M.; Sawada, K.; Abe, F. Effect of carbon concentration on precipitation behavior of M23C6 carbides and mx carbonitrides in martensitic 9Cr steel during heat treatment. Metall. Mater. Trans. A 2004, 35, 1255–1262. [Google Scholar] [CrossRef]
- Jayan, V.; Khan, M.Y.; Hussain, M. X-ray investigation of solid solution partitioning in 2.25Cr-1Mo steel after extended elevated temperature service in power station. Mater. Sci. Technol. 2003, 19, 1546–1552. [Google Scholar] [CrossRef]
- Thomson, R.C.; Bhadeshia, H.K.D.H. Changes in chemical composition of carbides in 2·25Cr–1Mo power plant steel. Mater. Sci. Technol. 1994, 10, 193–204. [Google Scholar] [CrossRef]
- Saha Podder, A.; Bhadeshia, H.K.D.H. Thermal stability of austenite retained in bainitic steels. Mater. Sci. Eng. A 2010, 527, 2121–2128. [Google Scholar] [CrossRef]
- Ruhl, R.C.; Cohen, M. Splat quenching of iron-nickel-boron alloys. Trans. Met. Soc. AIME 1969, 245, 253–257. [Google Scholar]
- Ridley, N.; Stuart, H.; Zwell, L. Lattice parameters of Fe-C austenites at room temperature. Trans. Met. Soc. AIME 1969, 245, 1834–1836. [Google Scholar]
- Wang, J.J.; Van Der Zwaag, S. Stabilization mechanisms of retained austenite in transformation-induced plasticity steel. Metall. Mater. Trans. A 2001, 32, 1527–1539. [Google Scholar]
- Garcia-Mateo, C.; Peet, M.; Caballero, F.G.; Bhadeshia, H.K.D.H. Tempering of hard mixture of bainitic ferrite and austenite. Mater. Sci. Technol. 2004, 20, 814–818. [Google Scholar] [CrossRef]
- Kalish, D.; Cohen, M. Structural changes and strengthening in the strain tempering of martensite. Mater. Sci. Eng. 1970, 6, 156–166. [Google Scholar] [CrossRef]
- Bhadeshia, H.; Honeycombe, R. Steels: Microstructure and Properties; Elsevier: New York, NY, USA, 2011. [Google Scholar]
- Andrén, H.O.; Cai, G.; Svensson, L.E. Microstructure of heat resistant chromium steel weld metals. Appl. Surf. Sci. 1995, 87, 200–206. [Google Scholar] [CrossRef]
- Pelletier, M. Study of Structural Transformations Occuring in Low Carbon Chromium-Molybdenum Ferritic Steels: Influence of Small Additions of Vanadium and Niobium. Ph.D. Thesis, CEA Nuclear Research Center of Saclay, Paris, France, 1981. (In French). [Google Scholar]










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| C | Mn | Si | Ni | Cr | Mo | V | Cu |
|---|---|---|---|---|---|---|---|
| 0.35 | 0.99 | 0.41 | 0.50 | 1.86 | 0.53 | 0.15 | 0.16 |
| Carbide | Tempering Treatment | Crystal System | Morphology | Equivalent Diameter |
|---|---|---|---|---|
| Fe3C | 1 h at 550 °C | Orthorhombic a = 5.092 Å, b = 6.741 Å, c= 4.527 Å | lenticular | - |
| Cr7C3 | 16 h at 600 °C | Orthorhombic a = 7.01 Å, b = 12.142 Å, c = 4.526 Å | rhombus-shape | 98 nm |
| Cr23C6 | 16 h at 600 °C | Cubic a = 10.65 Å | rod-like globular | 95 nm 404 nm |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Talebi, S.H.; Jahazi, M.; Melkonyan, H. Retained Austenite Decomposition and Carbide Precipitation during Isothermal Tempering of a Medium-Carbon Low-Alloy Bainitic Steel. Materials 2018, 11, 1441. https://doi.org/10.3390/ma11081441
Talebi SH, Jahazi M, Melkonyan H. Retained Austenite Decomposition and Carbide Precipitation during Isothermal Tempering of a Medium-Carbon Low-Alloy Bainitic Steel. Materials. 2018; 11(8):1441. https://doi.org/10.3390/ma11081441
Chicago/Turabian StyleTalebi, Seyyed Hesamodin, Mohammad Jahazi, and Haikouhi Melkonyan. 2018. "Retained Austenite Decomposition and Carbide Precipitation during Isothermal Tempering of a Medium-Carbon Low-Alloy Bainitic Steel" Materials 11, no. 8: 1441. https://doi.org/10.3390/ma11081441
APA StyleTalebi, S. H., Jahazi, M., & Melkonyan, H. (2018). Retained Austenite Decomposition and Carbide Precipitation during Isothermal Tempering of a Medium-Carbon Low-Alloy Bainitic Steel. Materials, 11(8), 1441. https://doi.org/10.3390/ma11081441