Identification and Characterization of Defects in Glass Fiber Reinforced Plastic by Refining the Guided Lamb Waves



Abstract
1. Introduction
2. Overview of GW Signal Processing Techniques
2.1. DWT and Amplitude Detection
- After selecting a wavelet-type, the DWT utilizes low-pass filtering for scaling function and high-pass filtering for wavelet function. If a signal x[n] is processed by a half-band high-pass filter (HPF) and a low-pass filter (LPF) having filter functions of and respectively, half of the samples are eliminated by Nyquist criterion and, therefore, the level-1 decomposition is initiated. The filter responses can be expressed by [42,43]:where and are the response of the HPF and LPF, respectively (achieved after sub-sampling by 2).
- The decomposition level k lies between 1 and the maximum level of decomposition (M).
- The noise threshold for the detailed components using universal threshold is given by [44]:where is estimated noise level.
- After denoising of detailed components, the inverse-DWT (IDWT) is applied to k detail components and kth approximation component to generate the denoised signal.
2.2. 2D-FFT
2.3. Mode Decomposition Technique: VMD
- The unilateral frequency spectrum is obtained for each mode by using HT.
- The exponential tuned to center frequency is added to the frequency spectrum. In this way, the frequency spectrum of each mode is shifted to baseband.
- Finally, by means of H1 Gaussian smoothness of the demodulated signal, the bandwidth is calculated.
2.4. HT and Instantaneous Characteristics
3. Experimental Analysis of GFRP Sample
3.1. Sample and Devices
3.2. GW Testing of Sample
4. Signal Processing Algorithm
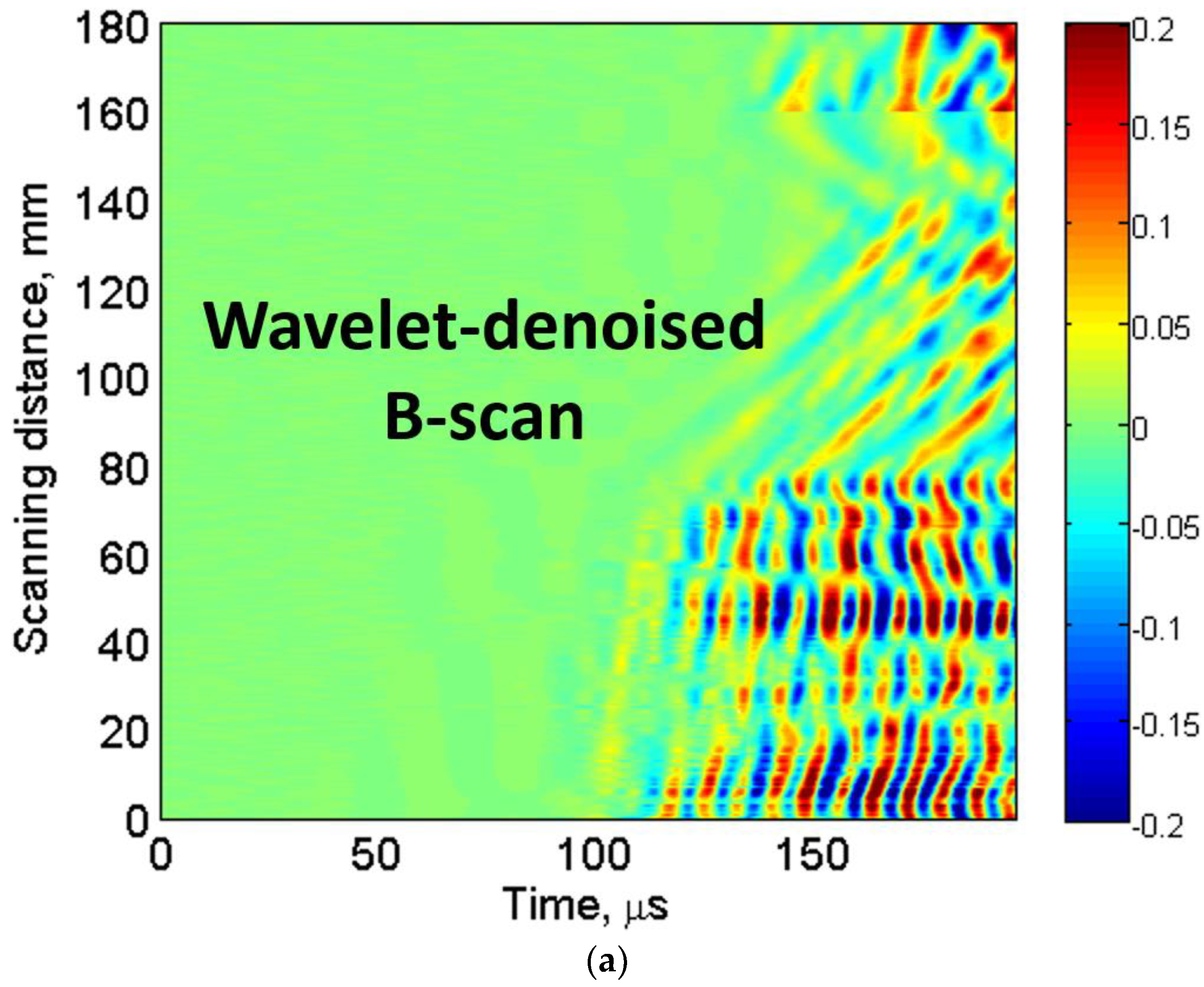
- The DWT is applied to all A-scan signals within the applied window to the experimental B-scan (Figure 2b) for signal denoising, as described in Section 2.1. The window must be selected in such a way so that full defective region and partial defect-free region No. 1 and defect-free region No. 2 is covered. The Daubechies (db) mother wavelet, as described in Section 2.1, is used for the signal decomposition.
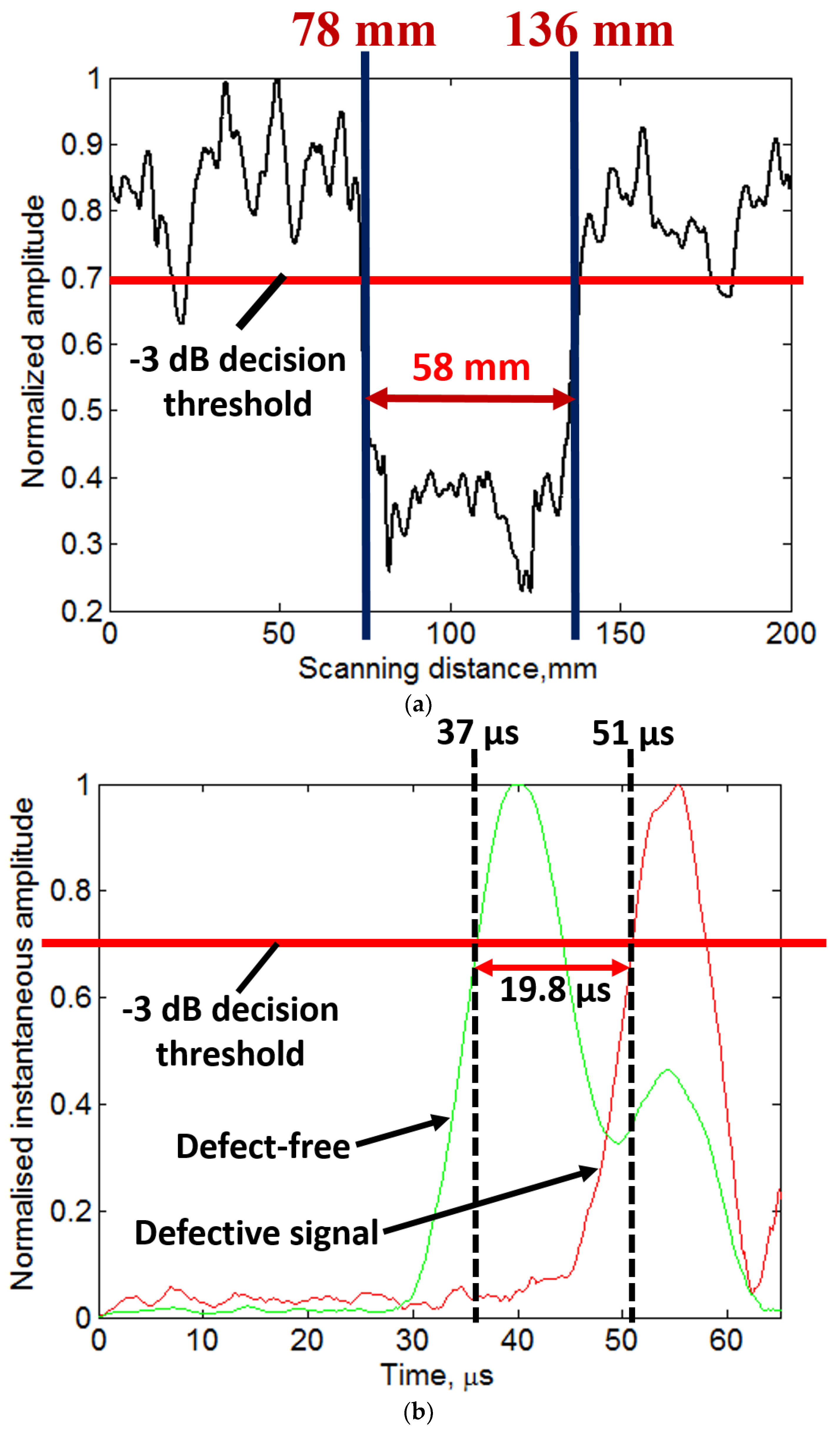
- After wavelet denoising, the amplitude detection technique is used to plot the normalized amplitudes along the scanning distance (0 to 180 mm). The decision threshold of −3 dB is applied to estimate the size and location of the D81 defect.
- To calculate the phase velocities of dominant GW mode (the A0) in the defect-free and defective regions, 2D-FFT is applied to the B-scan signal as described in Section 2.2. If phase velocity estimation is not possible due to dispersion, scattering, reflection, mode conversion or superimposition, the B-scan for the direct waves and reflected waves should be reconstructed separately.
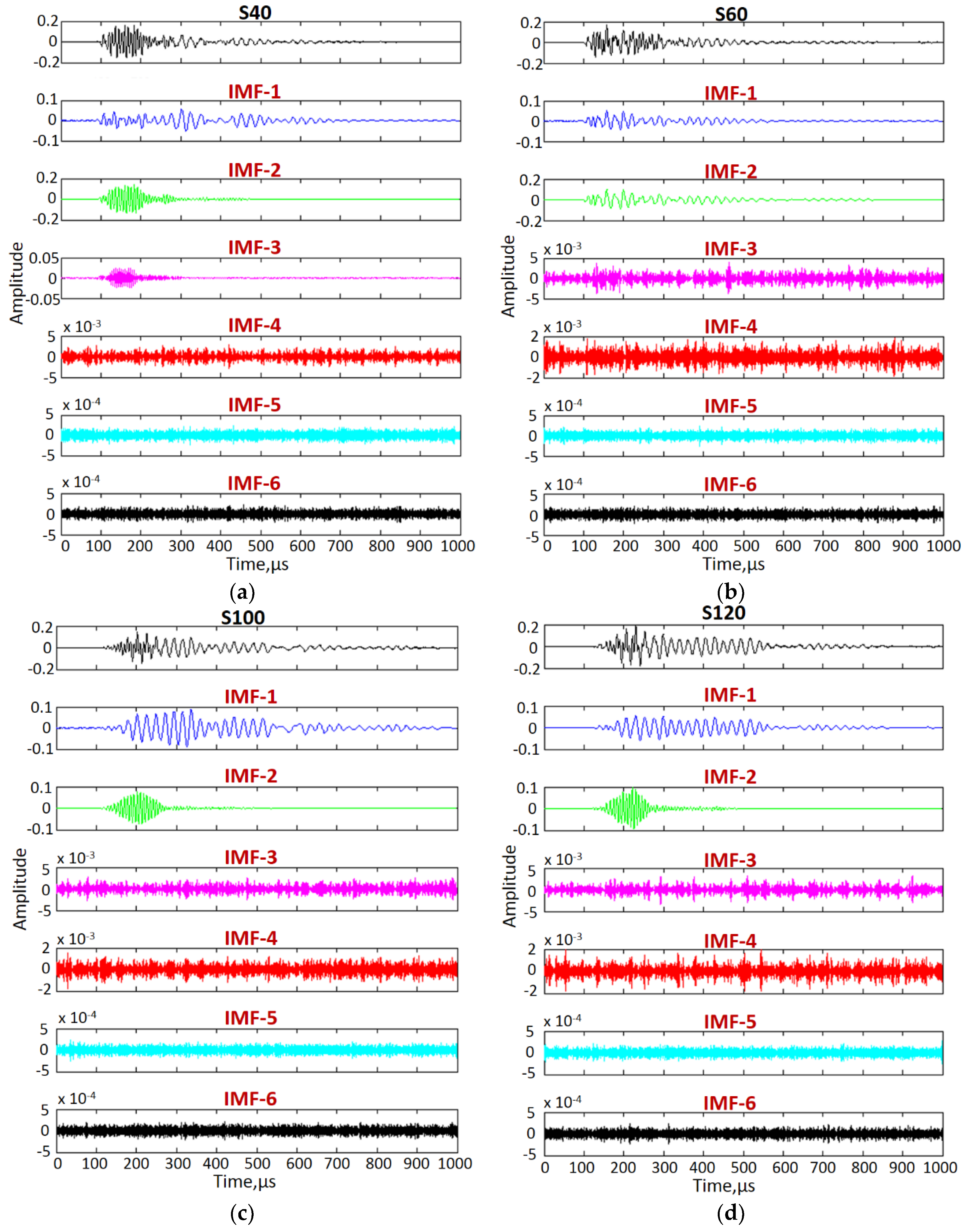
- Two A-scan signals each from the defective and defect-free regions over a fixed distance are selected to apply the VMD for the suppression of correlated noise and mode-mixing, as described in Section 2.3. The A-scan signals are reconstructed by selecting the appropriate IMFs.
- Finally, the HT is applied to A-scans for the estimation of variations in instantaneous amplitudes with time as explained in Section 2.4. By applying the −3 dB thresholds, the time of arrivals can be calculated and with the known distance, the phase velocities in the defect-free and defective regions can be calculated.
5. Application of Signal Processing Algorithm on GW Signals
5.1. Defect Estimation (Size and Location of D81 Defect) by DWT
- First, three A-scan signals at 120 mm, 60 mm and 170 mm were selected each from the defective, defect-free region No. 1 and defect-free region No. 2, respectively, of the B-scan signal.
- After applying the DWT with db2, db4, db8 and db16 levels, the detailed signals at eighth level were reconstructed for each of three selected A-scans.
- The correlation coefficient between the original A-scans and the detailed signals were estimated.
5.2. Defect Characterization (Estimation of Time Delay and Phase Velocity) by 2D-FFT, VMD and HT
5.2.1. Dispersion Curves Using the Semi-Analytical Finite Element (SAFE) Method
5.2.2. Application of 2D-FFT, VMD and HT
6. Validation of the Signal Processing Approach by Investigating Another Defect
7. Limitation and Issues of the Presented Technique
8. Conclusions
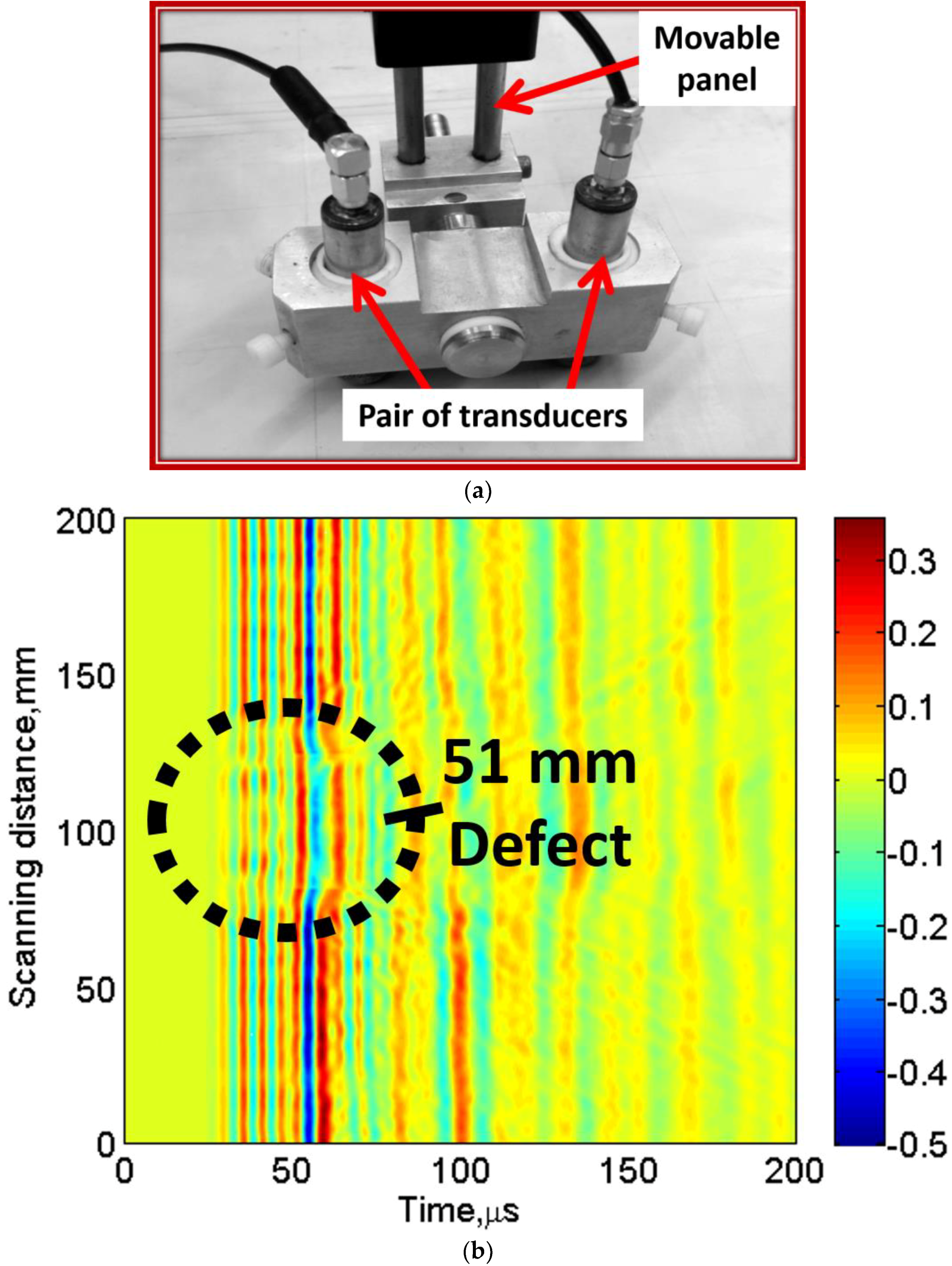
- Two experiments using LF ultrasonic system were performed for the analysis of disbond-type defects by GWs. In the first experiment, P1-type MFC transducer (transmitter) was glued on the sample and contact-type piezoceramic transducer (receiver) was scanned up to 180 mm to investigate the defect of 81 mm diameter. In the second experiment, two contact-type transducers fixed on a moving panel were used to investigate the defect of 51 mm diameter by continuous scanning up to 200 mm. The defects are marginally detectable in the B-scans.
- The DWT along with amplitude detection technique was applied on experimental B-scans to locate and size the defects with a significant accuracy (percentage error was less than 12%).
- By combining the features of 2D-FFT, VMD and HT, the phase velocities and time-delays of the propagating waves in defective and defect-free regions were calculated and compared with the SAFE method. The results show good accuracy despite the variable thickness of the sample.
Author Contributions
Acknowledgments
Conflicts of Interest
Nomenclature
| GFRP | Glass fiber reinforced plastic |
| CFRP | Carbon fiber reinforced plastic |
| NDT | Non-destructive testing |
| GW | Guided wave |
| SHM | Structural health monitoring |
| WTB | Wind turbine blade |
| DWT | Discrete wavelet transform |
| 2D-FFT | Two-dimensional fast Fourier transform |
| HT | Hilbert transform |
| VMD | Variational mode decomposition |
| EMD | Empirical mode decomposition |
| EEMD | Ensemble empirical mode decomposition |
| SSP | Split-spectrum signal processing |
| LF | Low-frequency |
| LPF | Low-pass filter |
| HPF | High-pass filter |
| db | Daubechies |
| x(n) | Original signal to be processed |
| hh (n) | Filter function of HPF |
| hl (n) | Filter function of LPF |
| Yh [k] | Response of HPF |
| Yl [k] | Response of LPF |
| M | Maximum level of decomposition |
| N | Length of signal x(n) |
| σ j noise | Estimated noise level in DWT |
| x(t) | Real-valued signal |
| Xh (t) | Hilbert transform of x(t) |
| xa (t) | Analytical signal of x(t) |
| Ai (t) | Instantaneous amplitude |
| Φ (t) | Instantaneous phase |
| fi (t) | Instantaneous frequency |
| H | Transfer function in 2D-FFT |
| uk | Set of all modes for a real-valued signal in VMD |
| δ | Dirac distribution |
| S0 | Fundamental symmetric mode |
| A0 | Fundamental asymmetric mode |
References
- Bai, J. Introduction. In Advanced Fibre-Reinforced Polymer (FRP) Composites for Structural Applications; Bai, J., Ed.; Woodhead Publishing: Cambridge, UK, 2013; pp. 1–4. [Google Scholar]
- Hofstätter, T.; Pedersen, D.B.; Tosello, G.; Hansen, H.N. Applications of Fiber-Reinforced Polymers in Additive Manufacturing. Procedia CIRP 2017, 66, 312–316. [Google Scholar] [CrossRef]
- Stickel, J.M.; Mala, N. Glass Fiber-Reinforced Composites: From Formulation to Application. Int. J. Appl. Glass Sci. 2012, 3, 122–136. [Google Scholar] [CrossRef]
- Mrazova, M. Advanced composite materials of the future in aerospace industry. INCAS Bull. 2013, 5, 139–150. [Google Scholar]
- Cawley, P.; Adams, R.D. Defect types and non-destructive testing techniques for composites and bonded joints. Mater. Sci. Technol. 1989, 5, 413–425. [Google Scholar] [CrossRef]
- Callister, W.D., Jr. Materials Science and Engineering: An Introduction, 7th ed.; Wiley: Hoboken, NJ, USA, 2006; p. 848. [Google Scholar]
- Tiwari, K.; Raisutis, R. Comparative analysis of non-contact ultrasonic methods for defect estimation of composites in remote areas. CBU Int. Conf. Proc. 2016, 4, 846–851. [Google Scholar] [CrossRef]
- Liu, G.R.; Lam, K.Y.; Shang, H.M. Scattering of waves by flaws in anisotropic laminated plates. Compos. Part B Eng. 1996, 27, 431–437. [Google Scholar] [CrossRef]
- Castaings, M.; Hosten, B. Guided waves propagating in sandwich structures made of anisotropic, viscoelastic, composite materials. J. Acoust. Soc. Am. 2003, 113, 2622–2634. [Google Scholar] [CrossRef] [PubMed]
- Mustapha, S.; Ye, L. Propagation behaviour of guided waves in tapered sandwich structures and debonding identification using time reversal. Wave Motion 2015, 57, 154–170. [Google Scholar] [CrossRef]
- Putkis, O.; Dalton, R.P.; Croxford, A.J. The anisotropic propagation of ultrasonic guided waves in composite materials and implications for practical applications. Ultrasonics 2016, 65, 390–399. [Google Scholar] [CrossRef] [PubMed]
- Castaings, M.; Singh, D.; Viot, P. Sizing of impact damages in composite materials using ultrasonic guided waves. NDT E Int. 2012, 46, 22–31. [Google Scholar] [CrossRef]
- Raišutis, R.; Kažys, R.; Žukauskas, E.; Mažeika, L. Ultrasonic air-coupled testing of square-shape CFRP composite rods by means of guided waves. NDT E Int. 2011, 44, 645–654. [Google Scholar] [CrossRef]
- Deng, Q.; Yang, Z. Propagation of guided waves in bonded composite structures with tapered adhesive layer. Appl. Math. Model. 2011, 35, 5369–5381. [Google Scholar] [CrossRef]
- Masserey, B.; Raemy, C.; Fromme, P. High-frequency guided ultrasonic waves for hidden defect detection in multi-layered aircraft structures. Ultrasonics 2014, 54, 1720–1728. [Google Scholar] [CrossRef] [PubMed]
- Toyama, N.; Takatsubo, J. Lamb wave method for quick inspection of impact-induced delamination in composite laminates. Compos. Sci. Technol. 2004, 64, 1293–1300. [Google Scholar] [CrossRef]
- Edalati, K.; Kermani, A.; Seiedi, M.; Movafeghi, A. Defect detection in thin plates by ultrasonic lamb wave techniques. Int. J. Mater. Prod. Technol. 2006, 27, 156–172. [Google Scholar] [CrossRef]
- Draudvilienė, L.; Raišutis, R.; Žukauskas, E.; Jankauskas, A. Validation of dispersion curve reconstruction techniques for the A0 and S0 modes of Lamb waves. Int. J. Struct. Stab. Dyn. 2014, 14, 1450024. [Google Scholar] [CrossRef]
- Gholizadeh, S. A review of non-destructive testing methods of composite materials. Procedia Struct. Integr. 2016, 1, 50–57. [Google Scholar] [CrossRef]
- Ju, T.H.; Datta, S.K. Scattering of Impact Wave by a Crack in Composite Plate. In Review of Progress in Quantitative Nondestructive Evaluation: Volume 10B; Thompson, D.O., Chimenti, D.E., Eds.; Springer: Boston, MA, USA, 1991; pp. 1515–1522. [Google Scholar]
- Worden, K.; Farrar, C.R.; Manson, G.; Park, G. The fundamental axioms of structural health monitoring. Proc. R. Soc. A 2007, 463, 1639–1664. [Google Scholar] [CrossRef]
- Konstantinidis, G.; Drinkwater, B.W.; Wilcox, P.D. The temperature stability of guided wave structural health monitoring systems. Smart Mater. Struct. 2006, 15, 967–976. [Google Scholar] [CrossRef]
- Croxford, A.J.; Moll, J.; Wilcox, P.D.; Michaels, J.E. Efficient temperature compensation strategies for guided wave structural health monitoring. Ultrasonics 2010, 50, 517–528. [Google Scholar] [CrossRef] [PubMed]
- Konstantinidis, G.; Wilcox, P.D.; Drinkwater, B.W. An Investigation Into the Temperature Stability of a Guided Wave Structural Health Monitoring System Using Permanently Attached Sensors. IEEE Sens. J. 2007, 7, 905–912. [Google Scholar] [CrossRef]
- Satyanarayan, L.; Bharath Kumaran, K.; Krishnamurthy, C.V.; Balasubramaniam, K. Inverse method for detection and sizing of cracks in thin sections using a hybrid genetic algorithm based signal parametrisation. Theor. Appl. Fract. Mech. 2008, 49, 185–198. [Google Scholar] [CrossRef]
- Tiwari, K.A.; Raisutis, R.; Samaitis, V. Signal processing methods to improve the Signal-to-noise ratio (SNR) in ultrasonic non-destructive testing of wind turbine blade. Procedia Struct. Integr. 2017, 5, 1184–1191. [Google Scholar] [CrossRef]
- Abbate, A.; Koay, J.; Frankel, J.; Schroeder, S.C.; Das, P. Signal detection and noise suppression using a wavelet transform signal processor: Application to ultrasonic flaw detection. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 1997, 44, 14–26. [Google Scholar] [CrossRef] [PubMed]
- Shankar, P.M.; Karpur, P.; Newhouse, V.L.; Rose, J.L. Split-spectrum processing: Analysis of polarity threshold algorithm for improvement of signal-to-noise ratio and detectability in ultrasonic signals. IEEE Trans. Ultrason. Ferroelectr. Freq. Control 1989, 36, 101–108. [Google Scholar] [CrossRef] [PubMed]
- Mallett, R.; Mudge, P.; Gan, T.; Balachandra, W. Analysis of cross-correlation and wavelet de-noising for the reduction of the effects of dispersion in long-range ultrasonic testing. Insight 2007, 49, 350–355. [Google Scholar] [CrossRef]
- Huang, N.E.; Shen, Z.; Long, S.R.; Wu, M.C.; Shih, H.H.; Zheng, Q.; Yen, N.; Tung, C.C.; Liu, H.H. The empirical mode decomposition and the Hilbert spectrum for nonlinear and non-stationary time series analysis. Proc. R. Soc. Lond. Ser. A Math. Phys. Eng. Sci. 1998, 454, 903–995. [Google Scholar] [CrossRef]
- Wu, Z.; Huang, N.E. Ensemble empirical mode decomposition: A noise-assisted data analysis method. Adv. Adapt. Data Anal. 2009, 1, 1–41. [Google Scholar] [CrossRef]
- Tiwari, K.A.; Raisutis, R.; Samaitis, V. Hybrid Signal Processing Technique to Improve the Defect Estimation in Ultrasonic Non-Destructive Testing of Composite Structures. Sensors 2017, 17, 2858. [Google Scholar] [CrossRef] [PubMed]
- Ze, Z.; Yueqing, R. Time-frequency Analysis of Echoes Signal in Ultrasonic Testing of Adhesion Based on Short-time Fourier Transformation. In Proceedings of the 2010 International Conference on Measuring Technology and Mechatronics Automation, Changsha, China, 13–14 March 2010; pp. 1023–1026. [Google Scholar]
- Dragomiretskiy, K.; Zosso, D. Variational mode decomposition. IEEE Trans. Signal Process. 2014, 62, 531–544. [Google Scholar] [CrossRef]
- Alleyne, D.; Cawley, P. A two-dimensional Fourier transform method for the measurement of propagating multimode signals. J. Acoust. Soc. Am. 1991, 89, 1159–1168. [Google Scholar] [CrossRef]
- Rodriguez, M.A.; San Emeterio, J.L.; Lazaro, J.C.; Ramos, A. Ultrasonic flaw detection in NDE of highly scattering materials using wavelet and Wigner-Ville transform processing. Ultrasonics 2004, 42, 847–851. [Google Scholar] [CrossRef] [PubMed]
- Yu, G.; Wang, X. Ultrasonic signal processing using wavelet transform for automatic rail defect detection. In Proceedings of the 2016 International Forum on Management, Education and Information Technology Application, Guangzhou, China, 30–31 January 2016; Kim, Y.H., Ed.; Atlantis Press: Hong Kong, China, 2016; pp. 678–681. [Google Scholar]
- Priya, K.D.; Rao, G.S.; Rao, P.S.V.S. Comparative Analysis of Wavelet Thresholding Techniques with Wavelet-wiener Filter on ECG Signal. Procedia Comput. Sci. 2016, 87, 178–183. [Google Scholar] [CrossRef]
- Jaffery, Z.; Ahmad, K. Performance Comparision of Wavelet Threshold Estimators for ECG Signal Denoising. In Proceedings of the 2010 International Conference on Advances in Recent Technologies in Communication and Computing (ARTCom), Kottayam, India, 16–17 October 2010; pp. 248–251. [Google Scholar]
- Johnstone, I.M.; Silverman, B.W. Wavelet Threshold Estimators for Data with Correlated Noise. J. R. Stat. Soc. Ser. B Stat. Methodol. 2002, 59, 319–351. [Google Scholar] [CrossRef]
- Elfouly, F.; Mahmoud, M.; Dessouky, M.; Deyab, S. Comparison between haar and daubechies wavelet transformions on FPGA technology. World Acad. Sci. Eng. Technol. 2014, 6, 417–422. [Google Scholar]
- Suter, B.W. Wavelet Signal Processing. In Multirate and Wavelet Signal Processing; Suter, B.W., Ed.; Academic Press: Cambridge, MA, USA, 1998; Volume 8, Chapter 5; pp. 167–190. [Google Scholar]
- The Wavelet Tutorial: The Engineer’s Ultimate Guide to Wavelet Analysis—The Wavelet Tutorial. Available online: http://users.rowan.edu/%7Epolikar/WAVELETS/WTtutorial.html (accessed on 3 March 2017).
- Donoho, D.L.; Johnstone, I.M. Ideal Spatial Adaptation by Wavelet Shrinkage. Biometrika 1994, 81, 425. [Google Scholar] [CrossRef]
- Su, Z.; Ye, L.; Lu, Y. Guided Lamb waves for identification of damage in composite structures: A review. J. Sound Vib. 2006, 295, 753–780. [Google Scholar] [CrossRef]
- Bertsekas, D.P. Multiplier methods: A survey. Automatica 1976, 12, 133–145. [Google Scholar] [CrossRef]
- Nocedal, J.; Wright, S.J. Numerical Optimization, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2006. [Google Scholar]
- Michael, F. Hilbert Transform, Envelope, Instantaneous Phase, and Frequency. In Encyclopedia of Structural Health Monitoring; Boller, C., Chang, F., Fujino, Y., Eds.; John Wiley & Sons, Ltd.: Hoboken, NJ, USA, 2009; pp. 1–16. [Google Scholar]
- Saliu, S. Definition of instantaneous frequency on real signals. In Proceedings of the 10th European Signal Processing Conference, Tampere, Finland, 4–8 September 2000; pp. 343–346. [Google Scholar]
- MFC P1 Type. Available online: https://www.smart-material.com/MFC-product-P1.html (accessed on 23 April 2018).
- William, K.W.; Bryant, R.G.; High, J.W.; Robert, L.F.; Hellbaum, R.F.; Jalink, A.; Little, B.D.; Mirick, P.H. Low-cost piezocomposite actuator for structural control applications. SPIE Proc. 2000. [Google Scholar] [CrossRef]
- Ren, G.; Jhang, K. Application of Macrofiber Composite for Smart Transducer of Lamb Wave Inspection. Adv. Mater. Sci. Eng. 2013, 2013, 264–269. [Google Scholar] [CrossRef]
- Tiwari, A.K.; Raisutis, R.; Mazeika, L.; Samaitis, V. 2D Analytical Model for the Directivity Prediction of Ultrasonic Contact Type Transducers in the Generation of Guided Waves. Sensors 2018, 18, 987. [Google Scholar] [CrossRef] [PubMed]
- Tiwari, K.A.; Raisutis, R. Investigation of the 3D displacement characteristics for a macro-fiber composite transducer (MFC-P1). Mater. Tehnol. 2018, 52, 235–239. [Google Scholar] [CrossRef]
- Lin, X.; Zhou, K.; Zhang, X.; Zhang, D. Development, modeling and application of piezoelectric fiber composites. Trans. Nonferrous Met. Soc. China 2013, 23, 98–107. [Google Scholar] [CrossRef]
- Worden, K. Rayleigh and Lamb Waves—Basic Principles. Strain 2001, 37, 167–172. [Google Scholar] [CrossRef]
- Vladišauskas, A.; Šliteris, R.; Raišutis, R.; Seniūnas, G. Contact ultrasonic transducers for mechanical scanning systems. Ultragarsas Ultrasound 2010, 65, 30–35. [Google Scholar]
- Tiwari, K.A.; Raisutis, R.; Mazeika, L.; Samaitis, V. Development of a 2D analytical model for the prediction of directivity pattern of transducers in the generation of guided wave modes. Procedia Struct. Integr. 2017, 5, 973–980. [Google Scholar] [CrossRef]
- Tiwari, K.A.; Raisutis, R. Post-processing of ultrasonic signals for the analysis of defects in wind turbine blade using guided waves. J. Strain Anal. Eng. Des. 2018. [Google Scholar] [CrossRef]
- Singh, B.N.; Tiwari, A.K. Optimal selection of wavelet basis function applied to ECG signal denoising. Digit. Signal Process. 2006, 16, 275–287. [Google Scholar] [CrossRef]
- Raišutis, R.; Kažys, R.; Žukauskas, E.; Mažeika, L.; Vladišauskas, A. Application of ultrasonic guided waves for non-destructive testing of defective CFRP rods with multiple delaminations. NDT E Int. 2010, 43, 416–424. [Google Scholar] [CrossRef]
- Raišutis, R.; Jasiūnienė, E.; Žukauskas, E. Ultrasonic NDT of wind turbine blades using guided waves. Ultrasound Ultragas 2008, 63, 7–11. [Google Scholar]
- Imielińska, K.; Castaings, M.; Wojtyra, R.; Haras, J.; Clezio, E.L.; Hosten, B. Air-coupled ultrasonic C-scan technique in impact response testing of carbon fibre and hybrid: Glass, carbon and Kevlar/epoxy composites. J. Mater. Process. Technol. 2004, 157–158, 513–522. [Google Scholar] [CrossRef]
- Chang, J.; Zheng, C.; Ni, Q. The ultrasonic wave propagation in composite material and its characteristic evaluation. Compos. Struct. 2006, 75, 451–456. [Google Scholar] [CrossRef]
- Grandin, R.; Gray, J. Implementation of automated 3D defect detection for low signal-to noise features in NDE data. In Proceedings of the 40th Annual Review of Progress in Quantitative Nondestructive Evaluation, Baltimore, MD, USA, 21–26 July 2013; pp. 1840–1847. [Google Scholar]
- Fahr, A. Aeronautical Applications of Non-Destructive Testing; Destech Publications, Inc.: Lancaster, PA, USA, 2013; p. 510. [Google Scholar]
- Mu, J.; Rose, J.L. Guided wave propagation and mode differentiation in hollow cylinders with viscoelastic coatings. J. Acoust. Soc. Am. 2008, 124, 866–874. [Google Scholar] [CrossRef] [PubMed]
- Hayashi, T.; Kawashima, K. Multiple reflections of Lamb waves at a delamination. Ultrasonics 2002, 40, 193–197. [Google Scholar] [CrossRef]
- Barski, M.; Pajäk, P. Determination of Dispersion Curves for Composite Materials with the Use of Stiffness Matrix Method. Acta Mech. Autom. 2017, 11, 121–128. [Google Scholar] [CrossRef]
- Ahmad, Z.A.B.; Vivar-Perez, J.M.; Gabbert, U. Semi-analytical finite element method for modeling of lamb wave propagation. CEAS Aeronaut. J. 2013, 4, 21–33. [Google Scholar] [CrossRef]
- Michaels, T.E.; Ruzzene, M.; Michaels, J.E. Frequency-wavenumber domain methods for analysis of incident and scattered guided wave fields. Health Monit. Struct. Biol. Syst. 2009. [Google Scholar] [CrossRef]
- Michaels, T.E.; Michaels, J.E.; Ruzzene, M. Frequency-wavenumber domain analysis of guided wavefields. Ultrasonics 2011, 51, 452–466. [Google Scholar] [CrossRef] [PubMed]
- Raisutis, R.; Kazys, R.; Mazeika, L.; Zukauskas, E.; Samaitis, V.; Draudviliene, L.; Vladisauskas, A. An Adjustment-Free NDT Technique for Defect Detection in Multilayered Composite Constructions Using Ultrasonic Guided Waves. Int. J. Struct. Stab. Dyn. 2014, 14, 1440025. [Google Scholar] [CrossRef]
- Li, W.; Cho, Y.; Lee, J.; Achenbach, J.D. Assessment of Heat Treated Inconel X-750 Alloy by Nonlinear Ultrasonics. Exp. Mech. 2013, 53, 775–781. [Google Scholar] [CrossRef]
- Cantrell, J.H.; Yost, W.T. Nonlinear ultrasonic characterization of fatigue microstructures. Int. J. Fatigue 2001, 23, 487–490. [Google Scholar] [CrossRef]
- Hafezi, M.H.; Alebrahim, R.; Kundu, T. Peri-ultrasound for modeling linear and nonlinear ultrasonic response. Ultrasonics 2017, 80, 47–57. [Google Scholar] [CrossRef] [PubMed]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Numerical Value |
|---|---|
| No. of input channels | 2 |
| No. of bits of analog-to-digital converter | 10 |
| Digitization rate | 100 MHz |
| Overall system gain (maximum) | 113 dB |
| Resolution of mechanical scanner | 20 µm |
| Ultrasonic system to computer interface | USB V.2 |
| Parameters | Numerical Value |
|---|---|
| Paint (Surface layer): | |
| Density (ρ) | 1270 kg/m3 |
| Young’s modulus (E) | 4.2 GPa |
| Poisson’s ratio (υ) | 0.35 |
| Unidirectional GFRP layer: | |
| Density (ρ) | 1828 kg/m3 |
| Young’s modulus (E1) | 42.5 GPa |
| Young’s modulus (E2) | 10 GPa |
| Poisson’s ratio (υ12) | 0.26 |
| Poisson’s ratio (υ23) | 0.4 |
| In plane shear modulus (G12) | 4.3 GPa |
| Epoxy: | |
| Density (ρ) | 1260 kg/m3 |
| Young’s modulus (E) | 3.6 GPa |
| Poisson’s ratio (υ) | 0.35 |
| Parameters | Numerical Value |
|---|---|
| Defect-free region: | |
| Thickness of paint | 0.5 mm |
| GFRP (0°/90°/45°/−45°/0°) layer | 2 mm |
| Epoxy | 1 mm |
| GFRP (45°/−45°) layer | 18.5 mm |
| Defective region: | |
| Thickness of paint | 0.5 mm |
| GFRP (0°/90°/45°/−45°/0°) layer | 2 mm |
| Epoxy | 1 mm |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Tiwari, K.A.; Raisutis, R. Identification and Characterization of Defects in Glass Fiber Reinforced Plastic by Refining the Guided Lamb Waves. Materials 2018, 11, 1173. https://doi.org/10.3390/ma11071173
Tiwari KA, Raisutis R. Identification and Characterization of Defects in Glass Fiber Reinforced Plastic by Refining the Guided Lamb Waves. Materials. 2018; 11(7):1173. https://doi.org/10.3390/ma11071173
Chicago/Turabian StyleTiwari, Kumar Anubhav, and Renaldas Raisutis. 2018. "Identification and Characterization of Defects in Glass Fiber Reinforced Plastic by Refining the Guided Lamb Waves" Materials 11, no. 7: 1173. https://doi.org/10.3390/ma11071173
APA StyleTiwari, K. A., & Raisutis, R. (2018). Identification and Characterization of Defects in Glass Fiber Reinforced Plastic by Refining the Guided Lamb Waves. Materials, 11(7), 1173. https://doi.org/10.3390/ma11071173