Effect of Cold Rolling Process on Microstructure, Texture and Properties of Strip Cast Fe-2.6%Si Steel



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Abstract
:1. Introduction
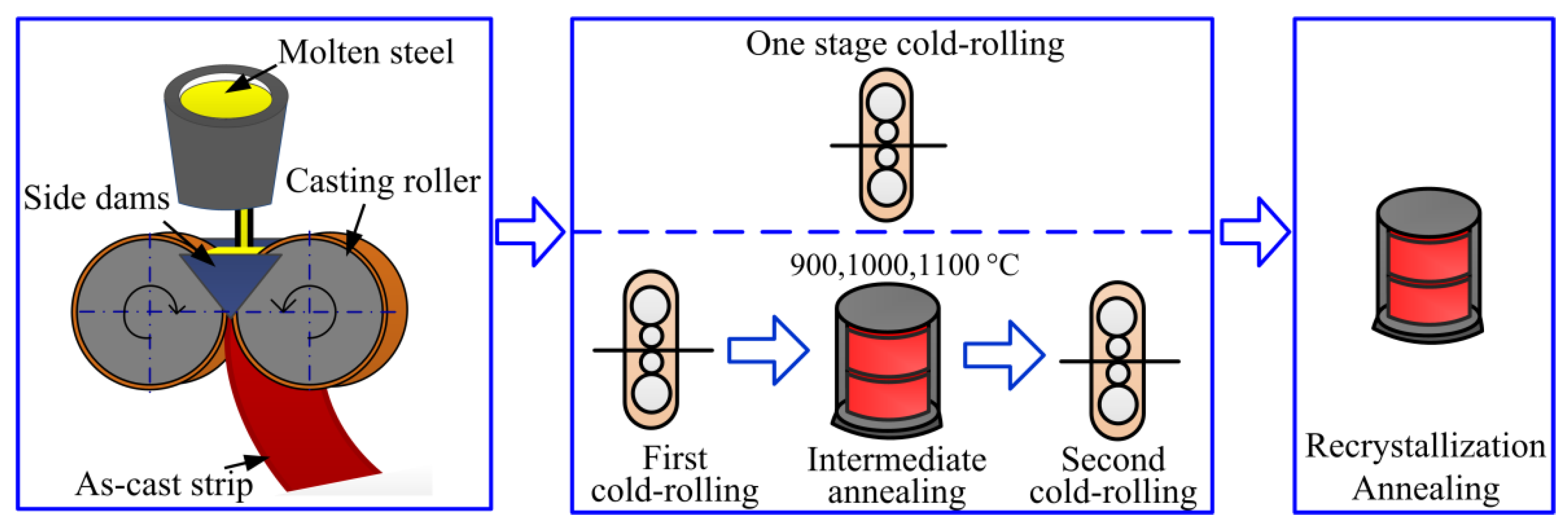
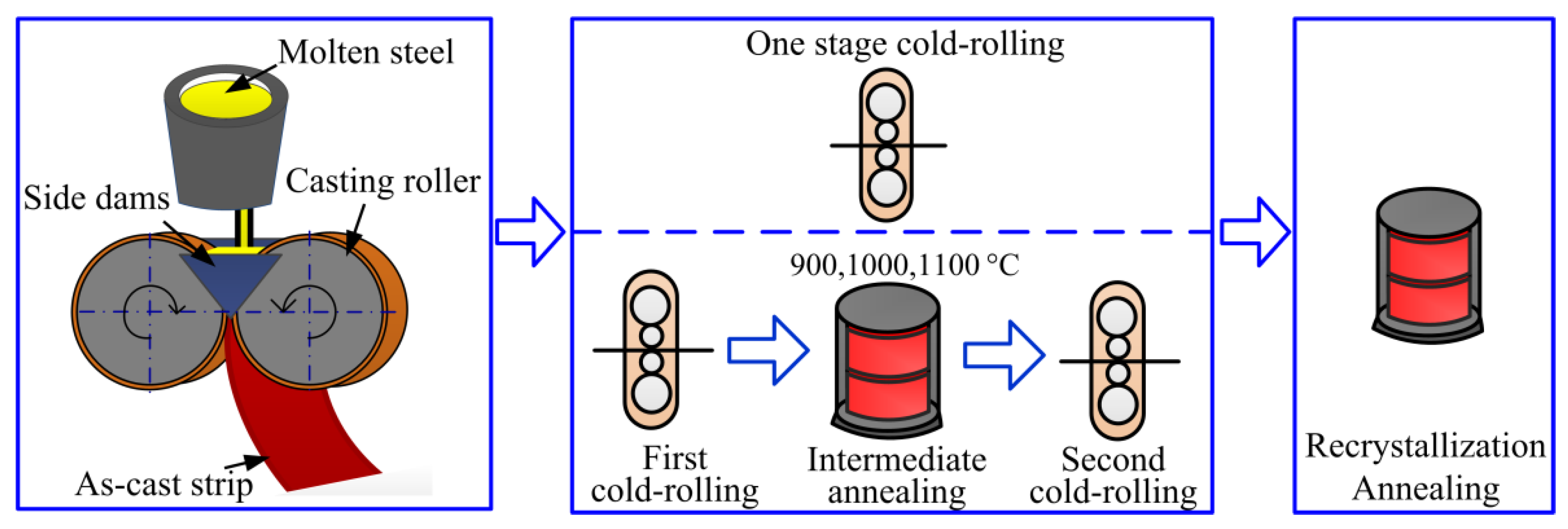
2. Materials and Methods
3. Results and Discussion
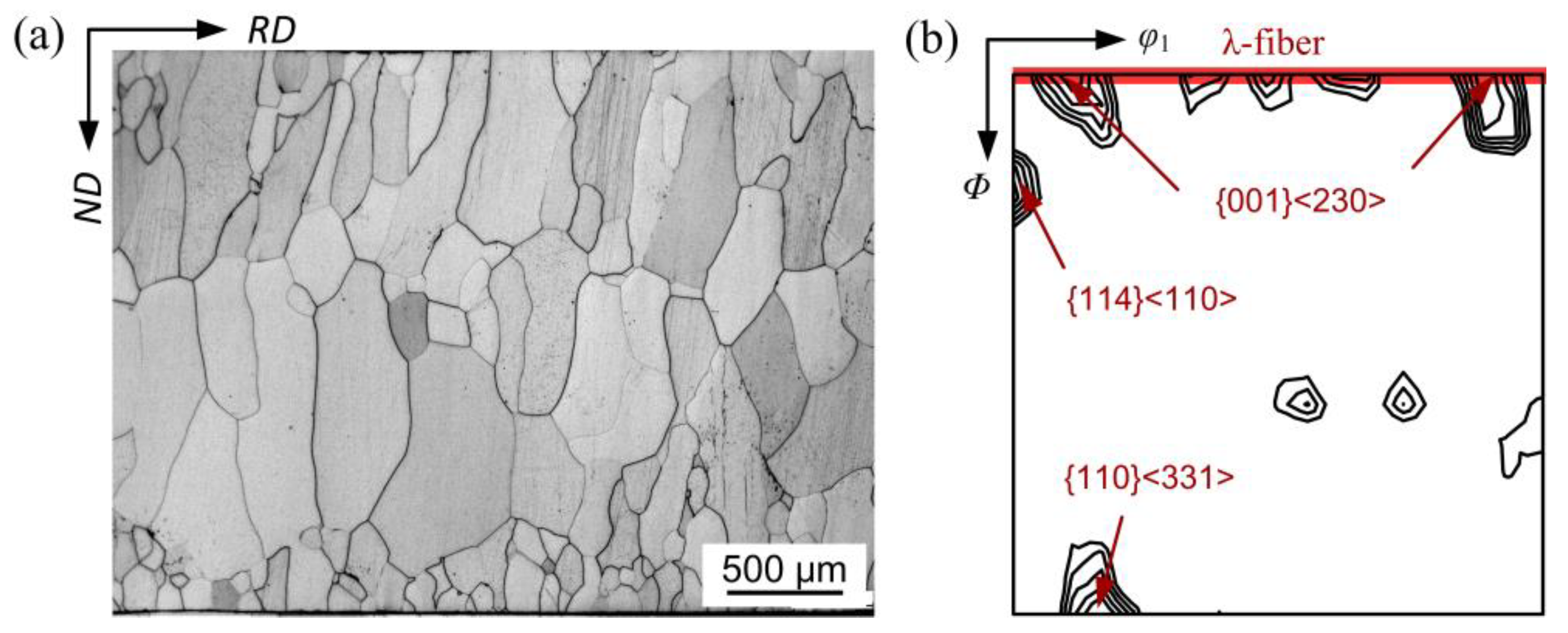
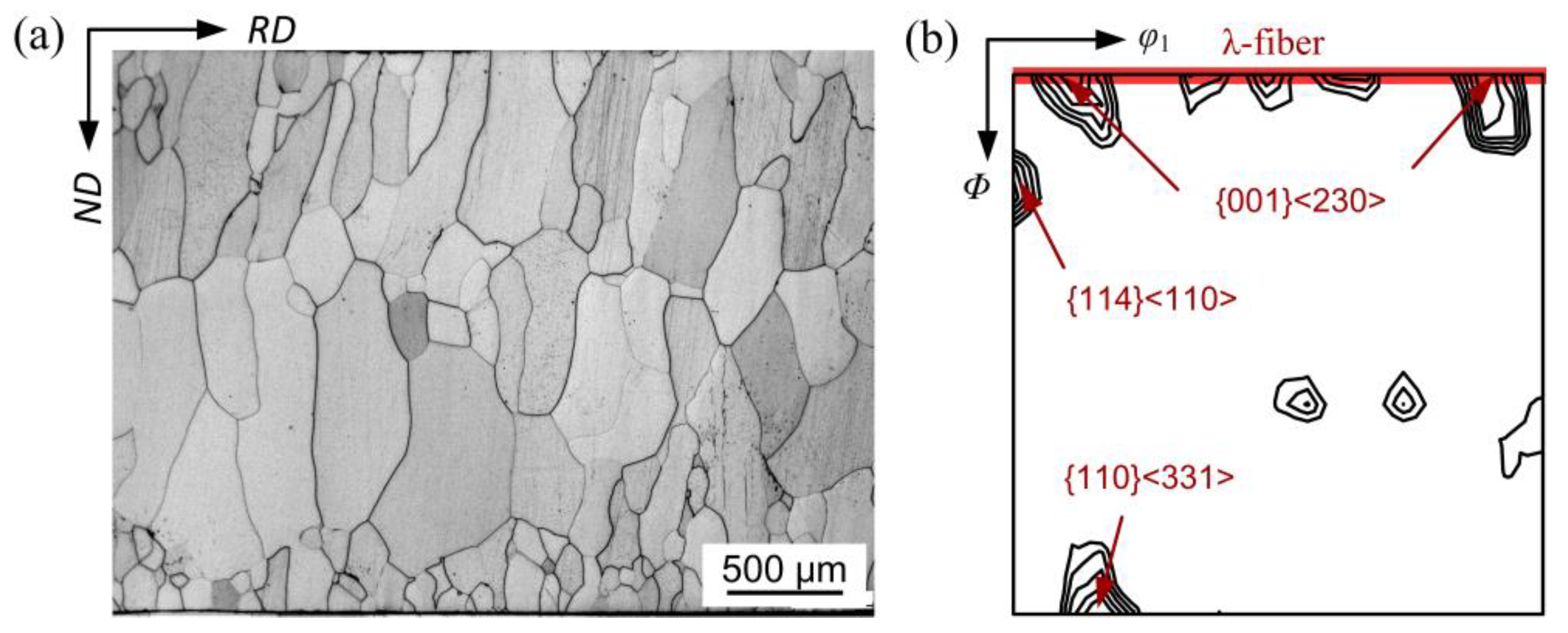
3.1. Microstructure and Texture of As-Cast Strip
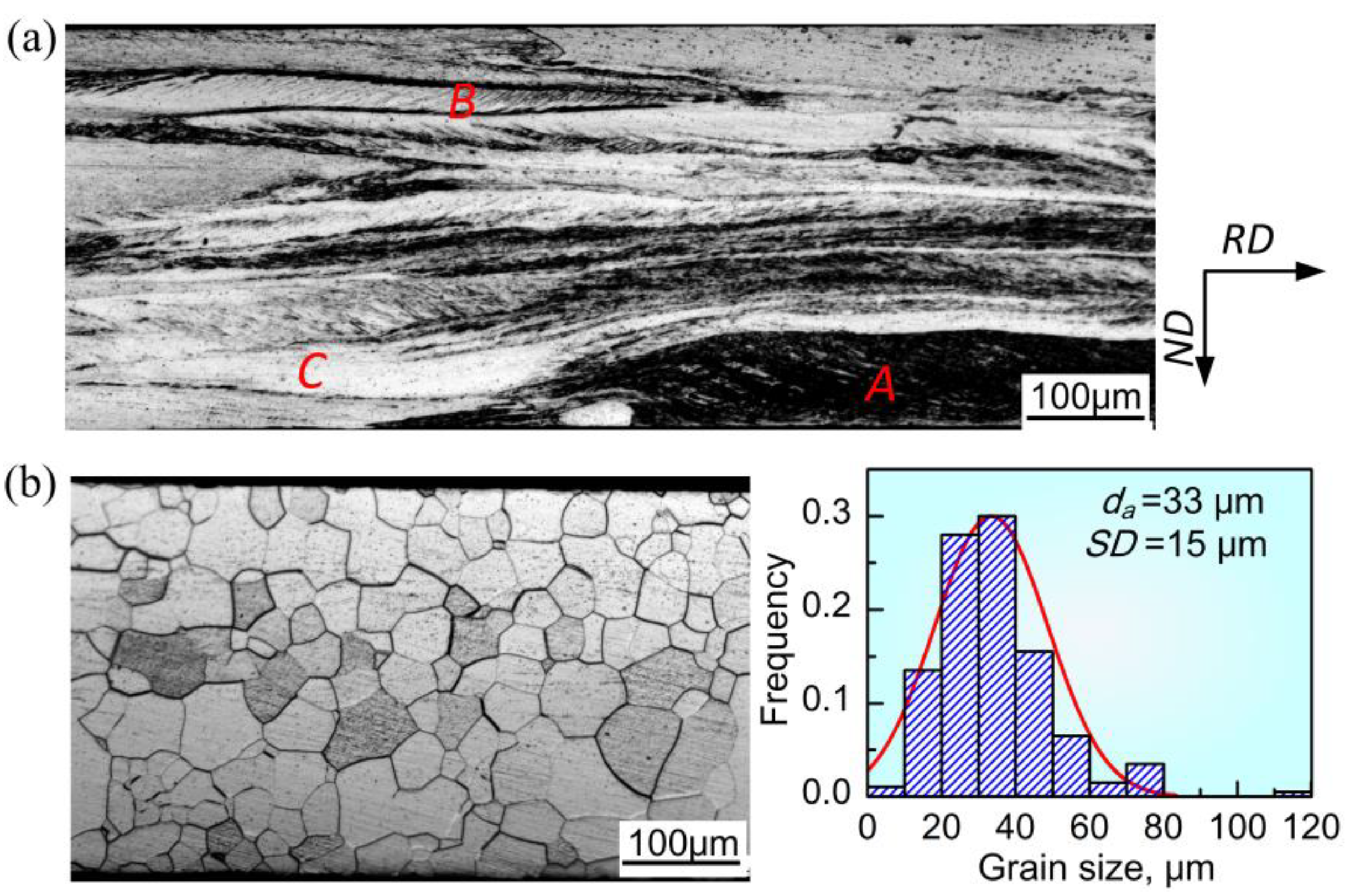
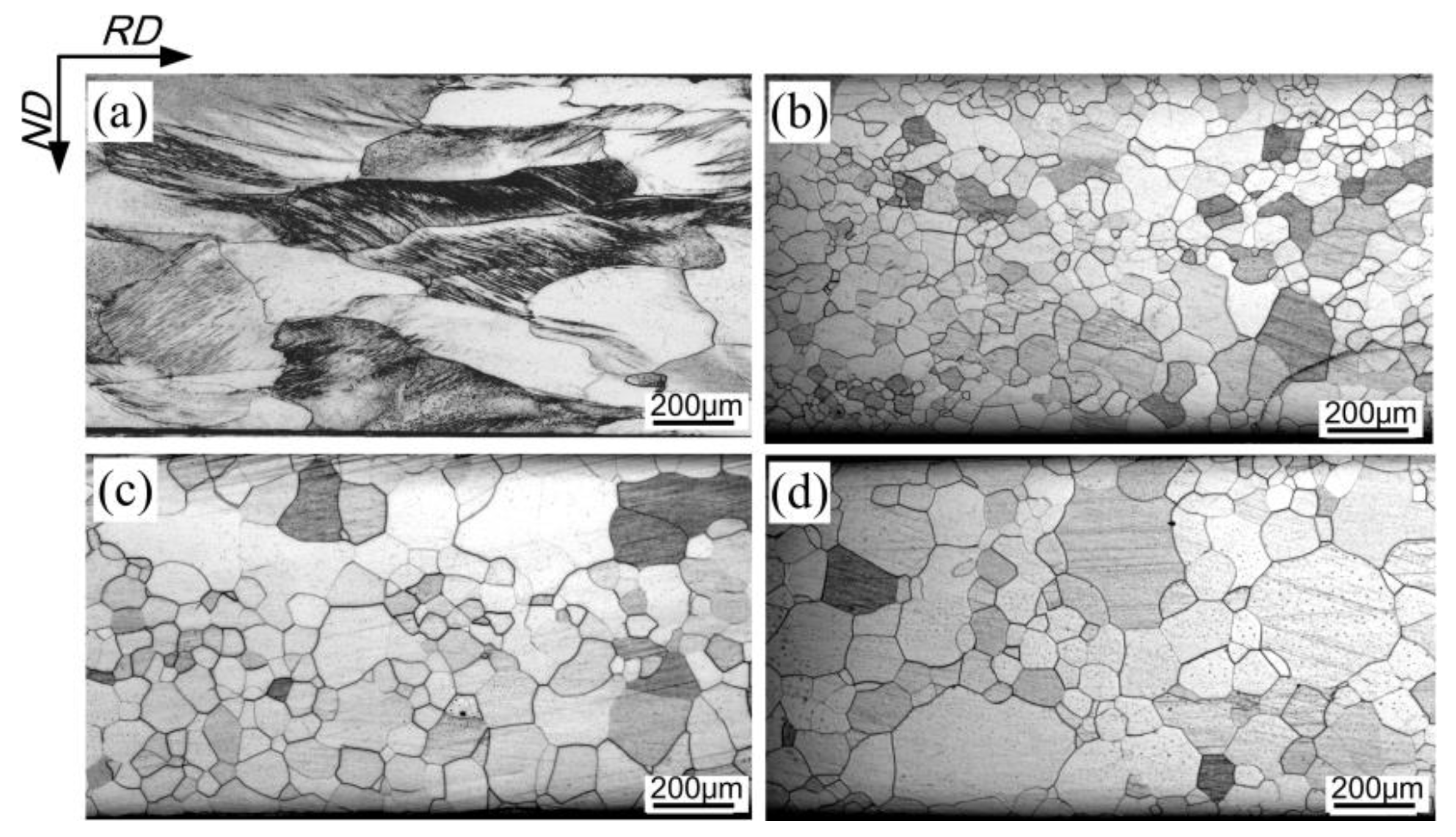
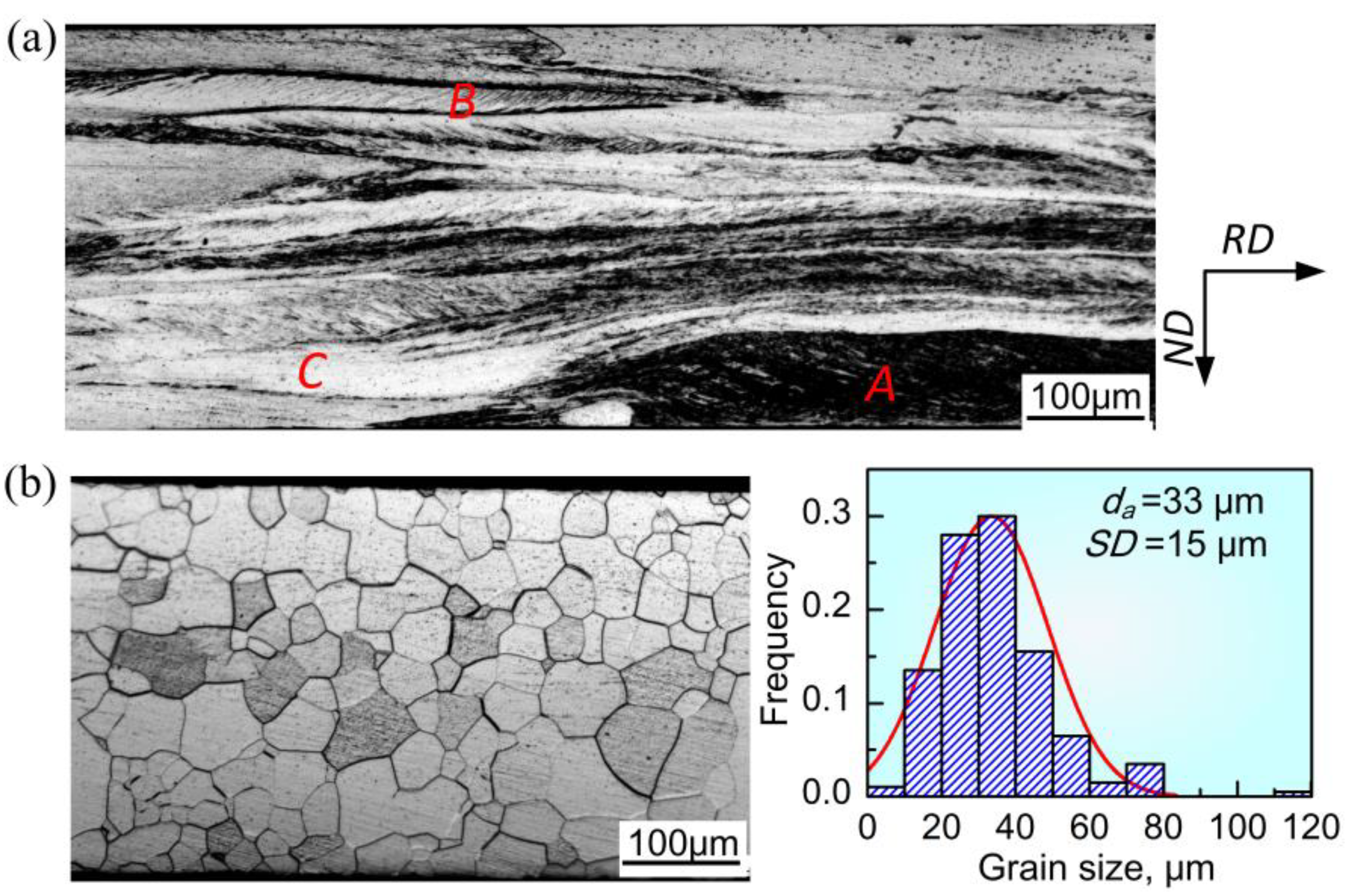
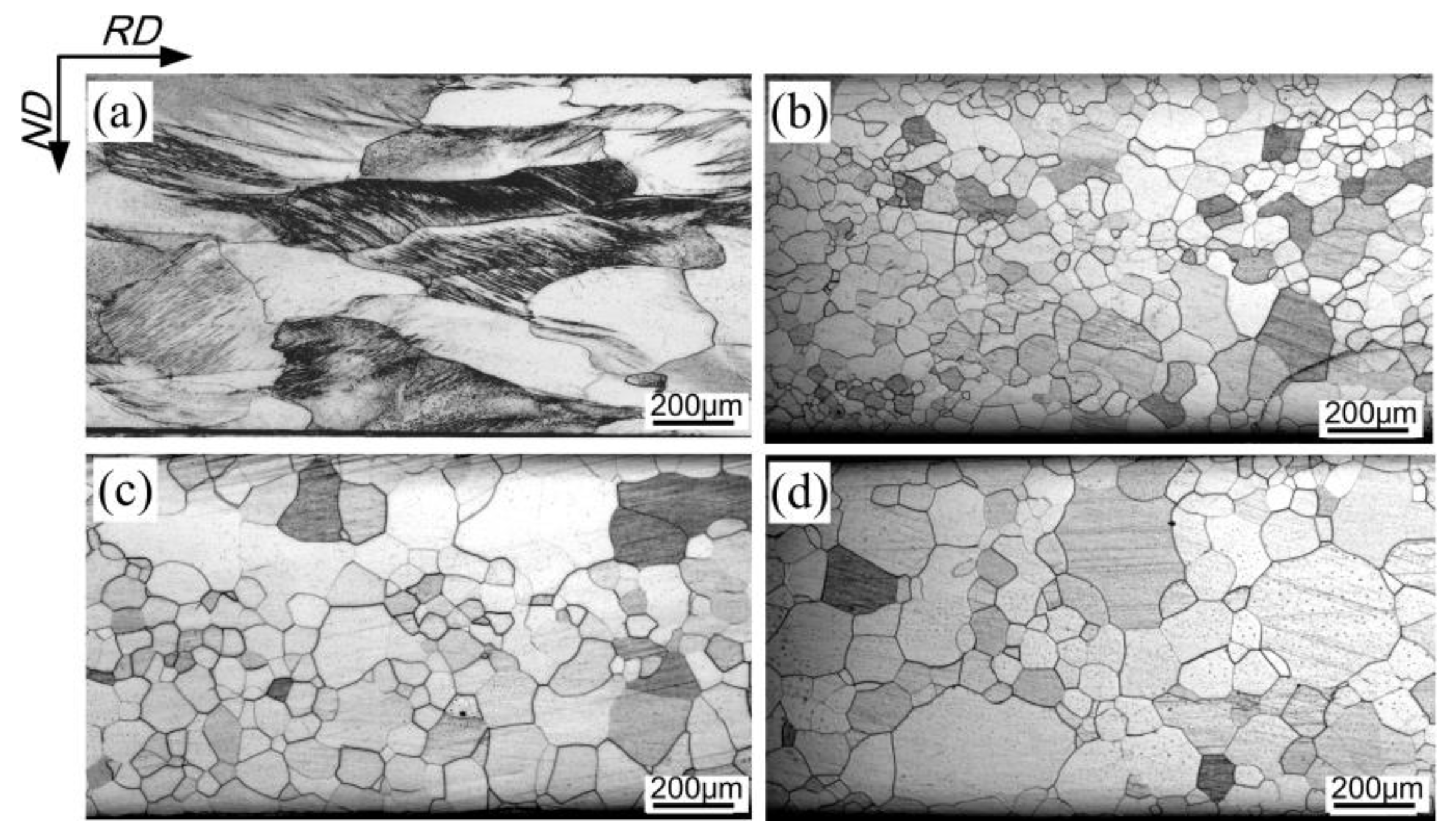
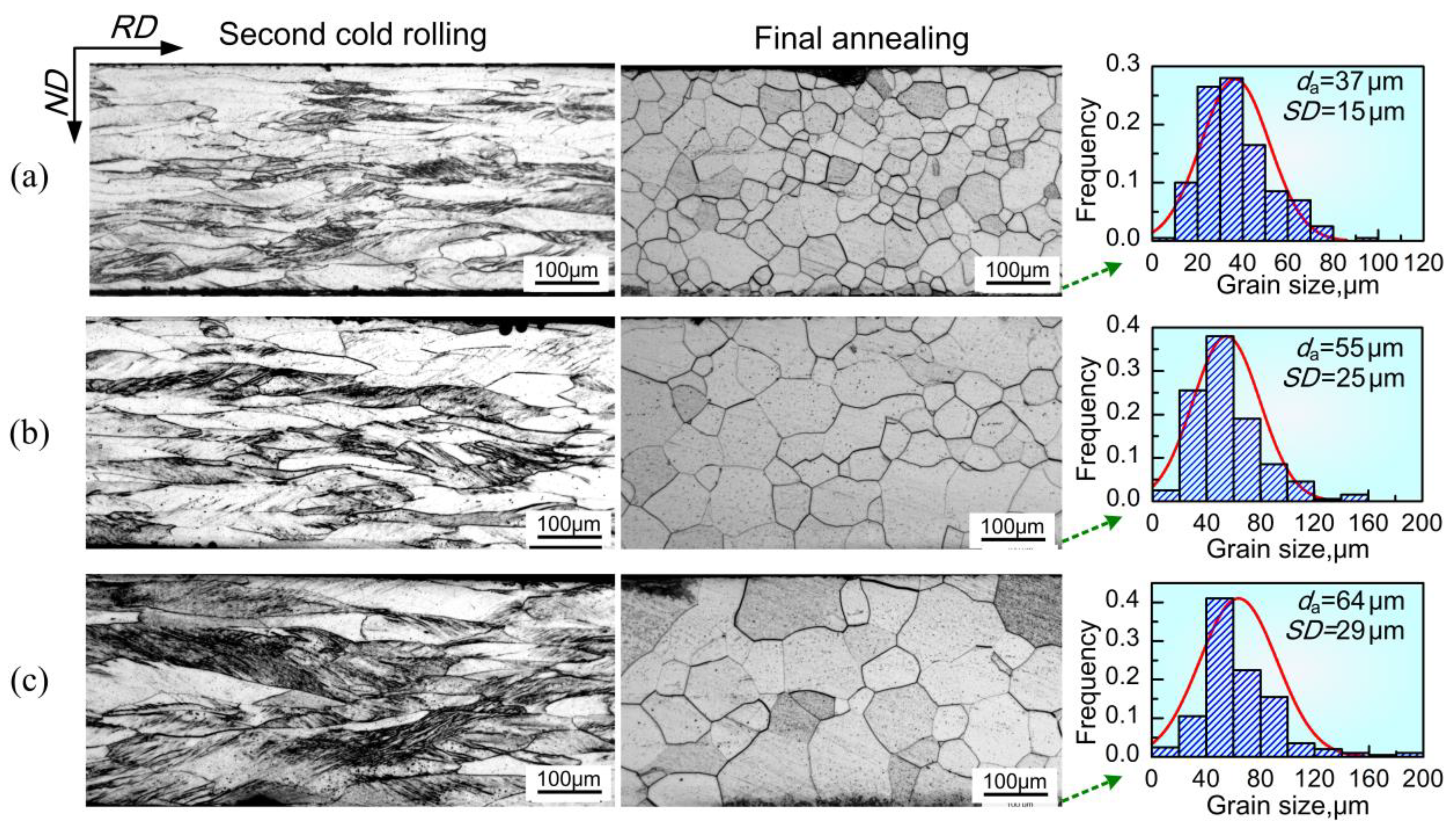
3.2. Effect of Cold Rolling Process on Microstructure
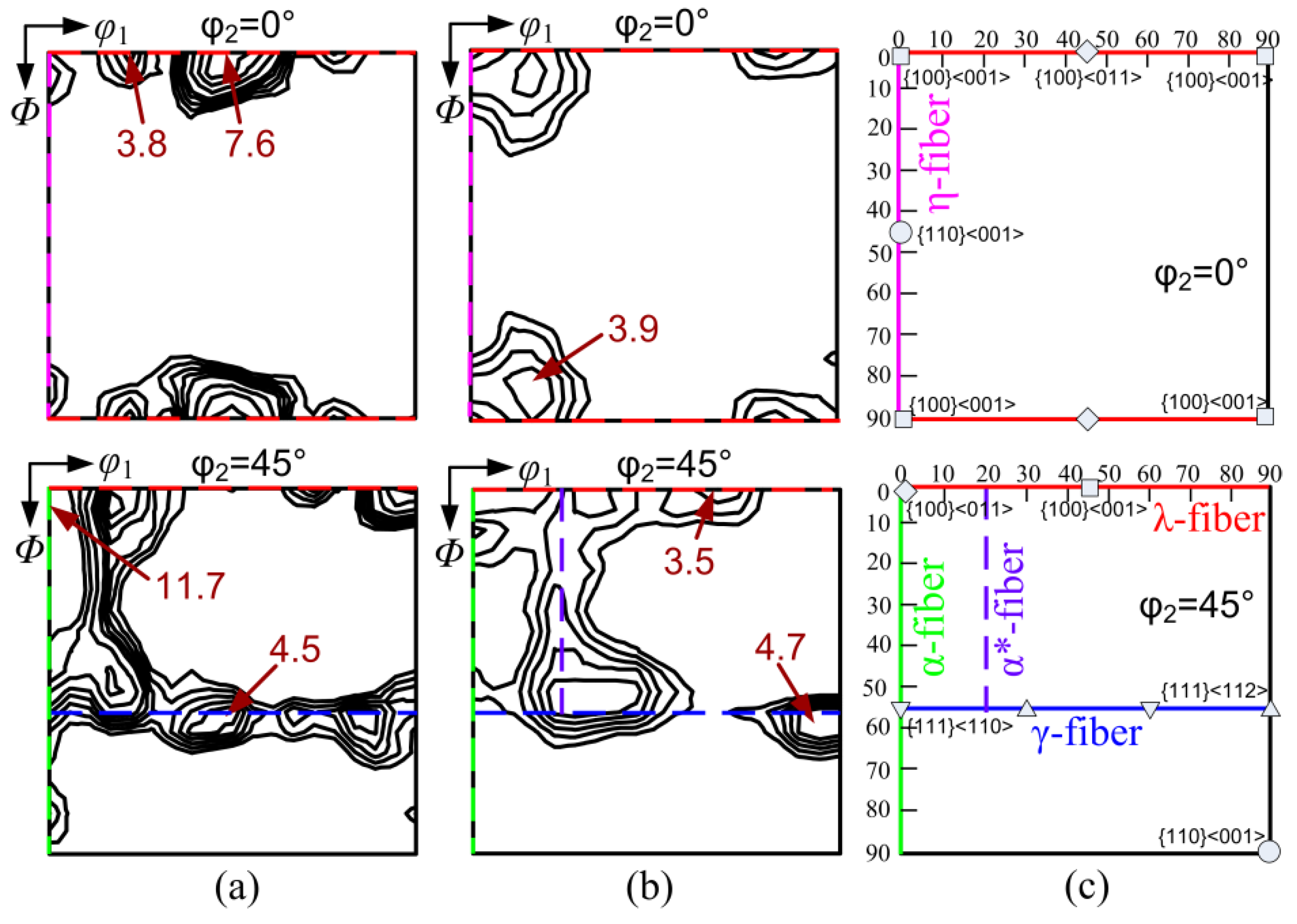
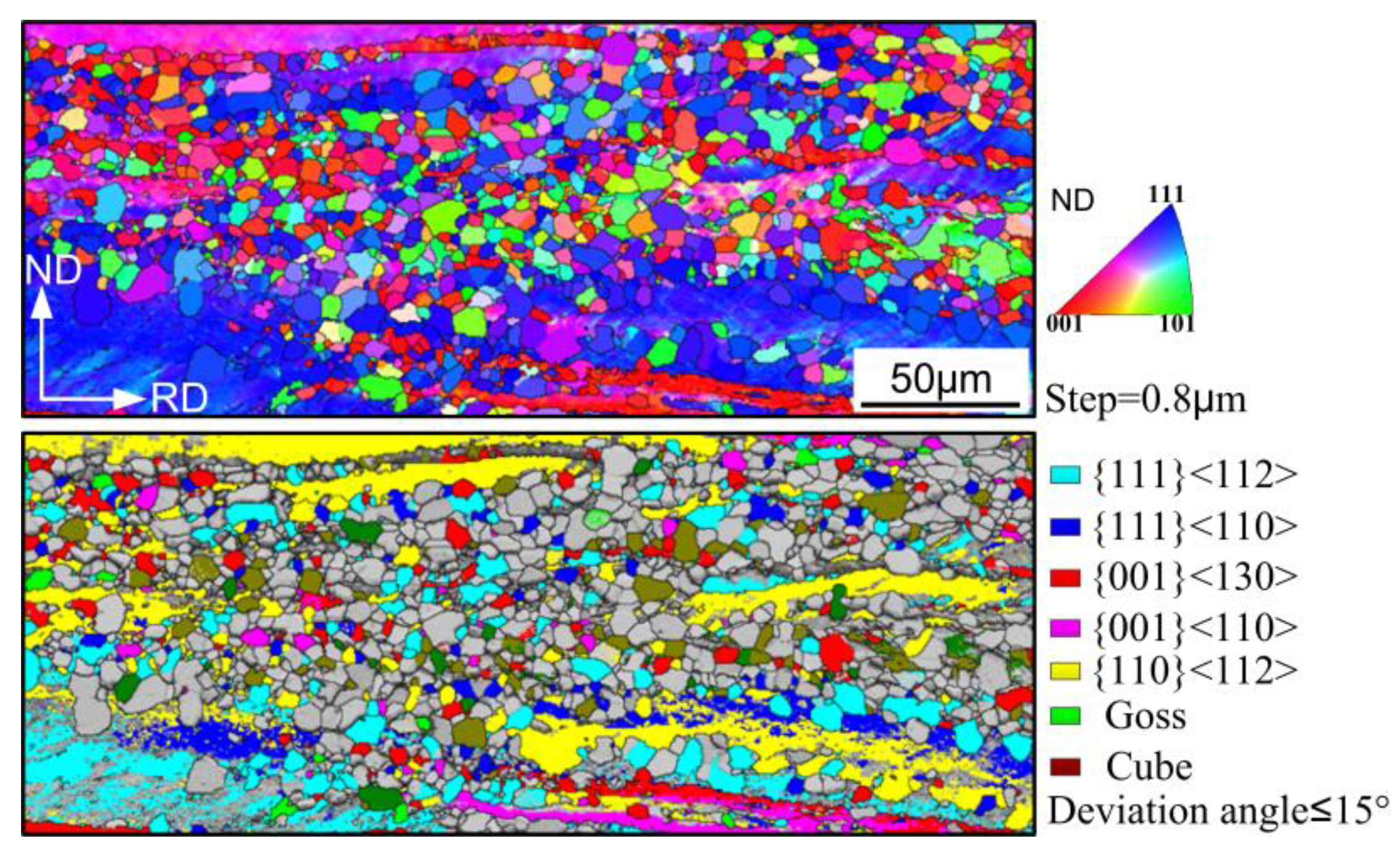
3.3. Effect of Cold Rolling Process on Texture
3.4. Magnetic Properties under Different Rolling and Annealing Processes
4. Conclusions
- (1)
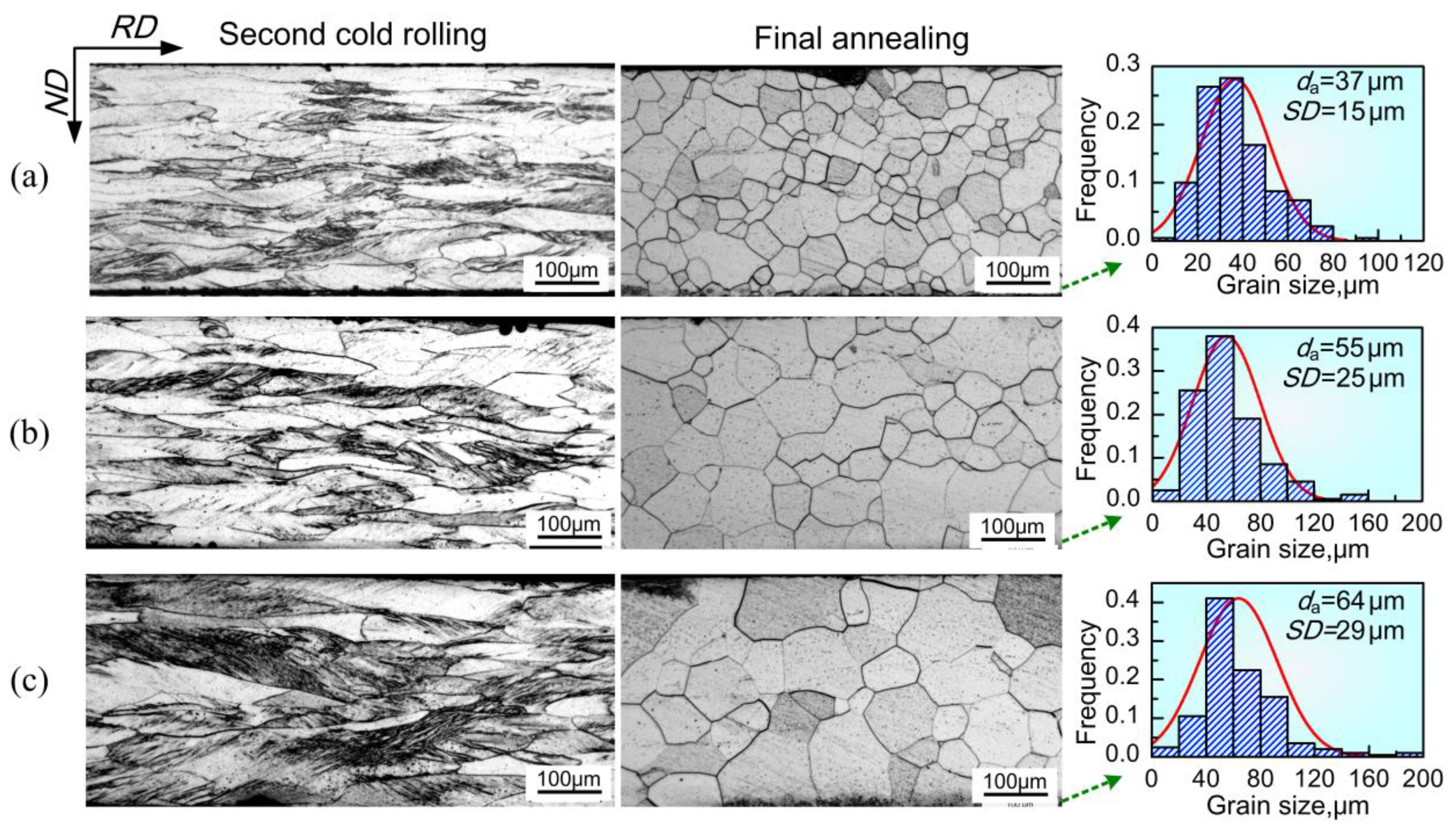
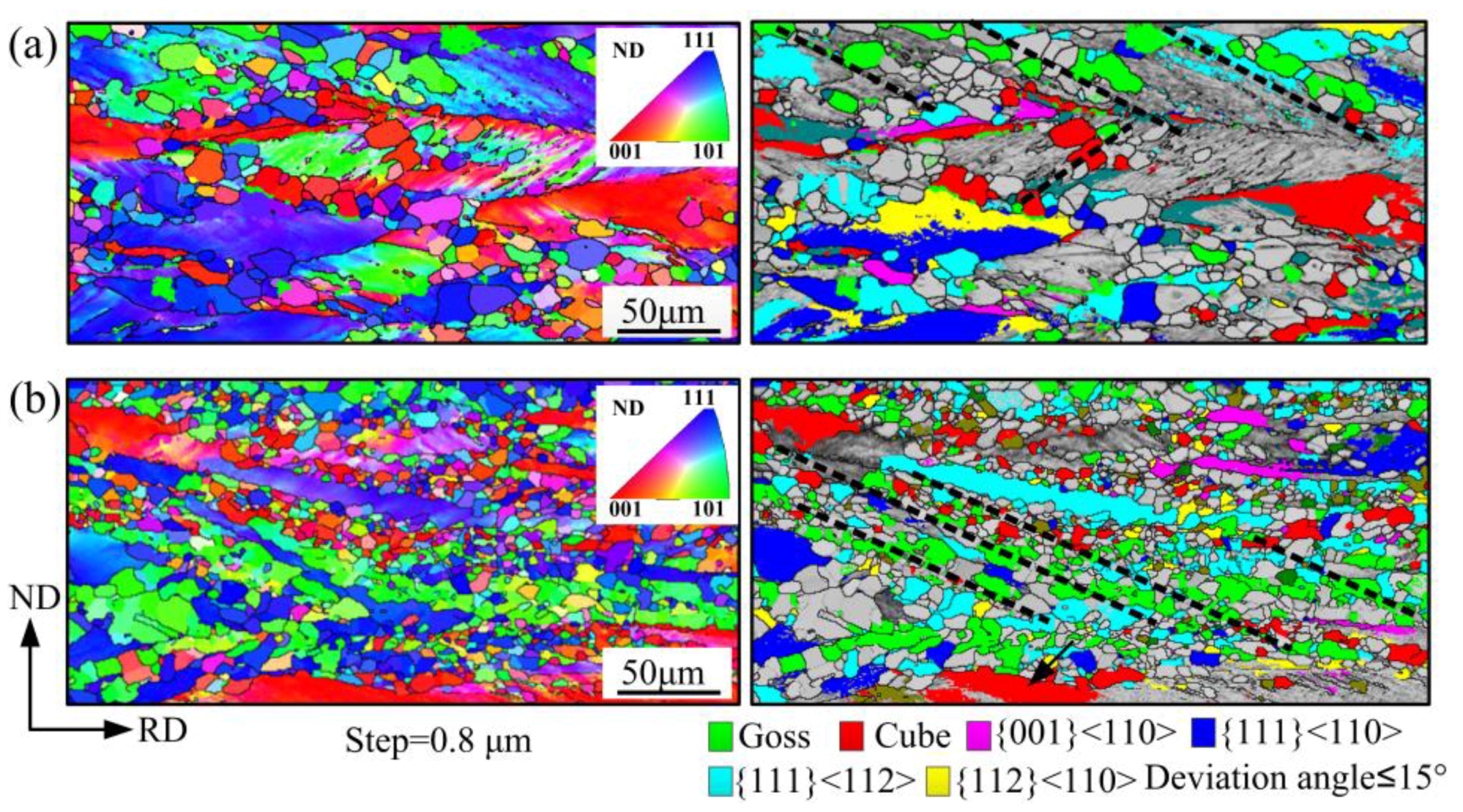
- The cold rolled sheets produced by two-stage showed significantly more in-grain shear bands compared to sheets processed by one-stage rolling. With an increase in intermediate annealing temperature, the fraction and length of shear bands in deformed microstructures, and the average grain size of final annealed sheets, was gradually increased, whereas the uniformity of the microstructure was deteriorated.
- (2)
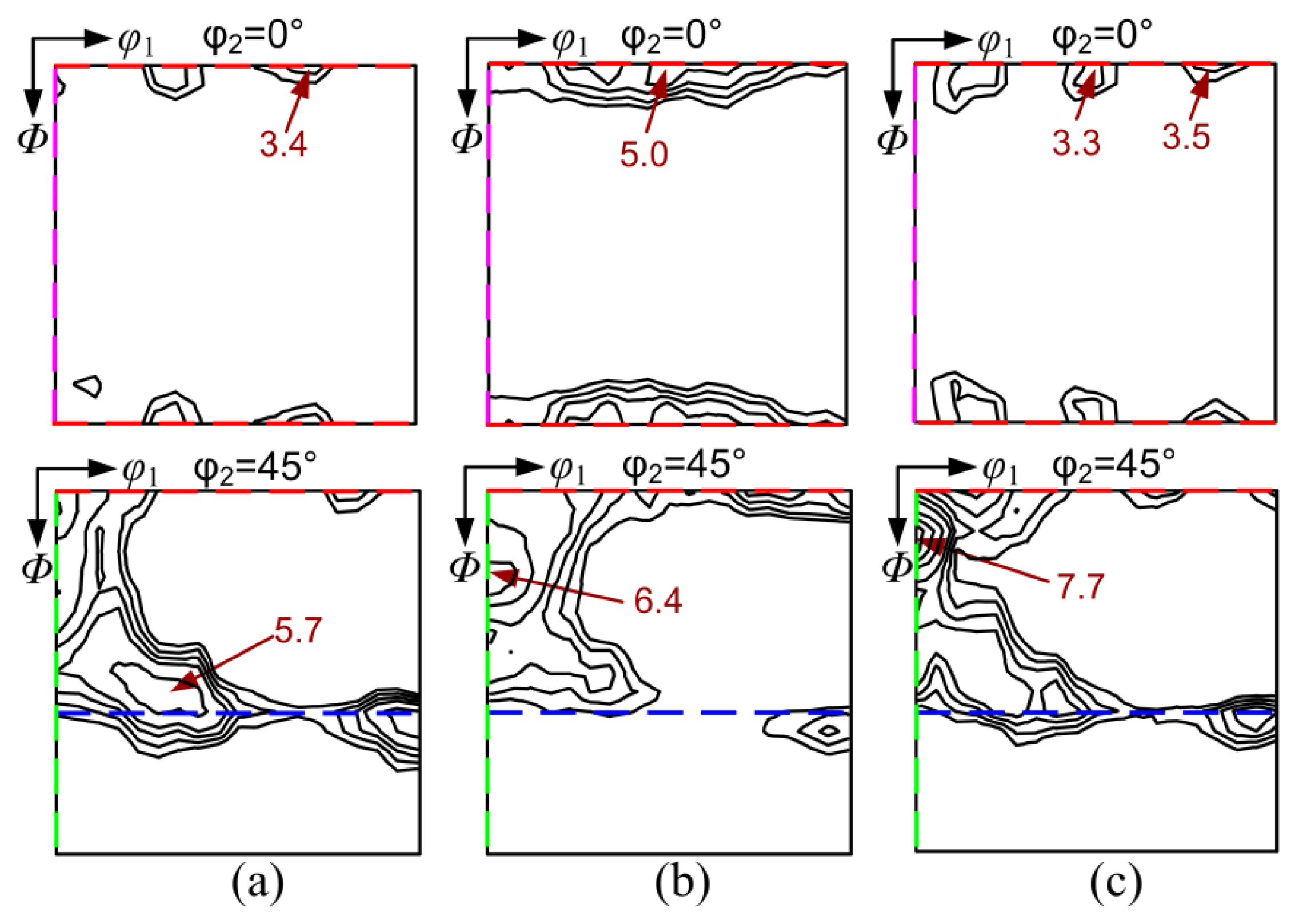
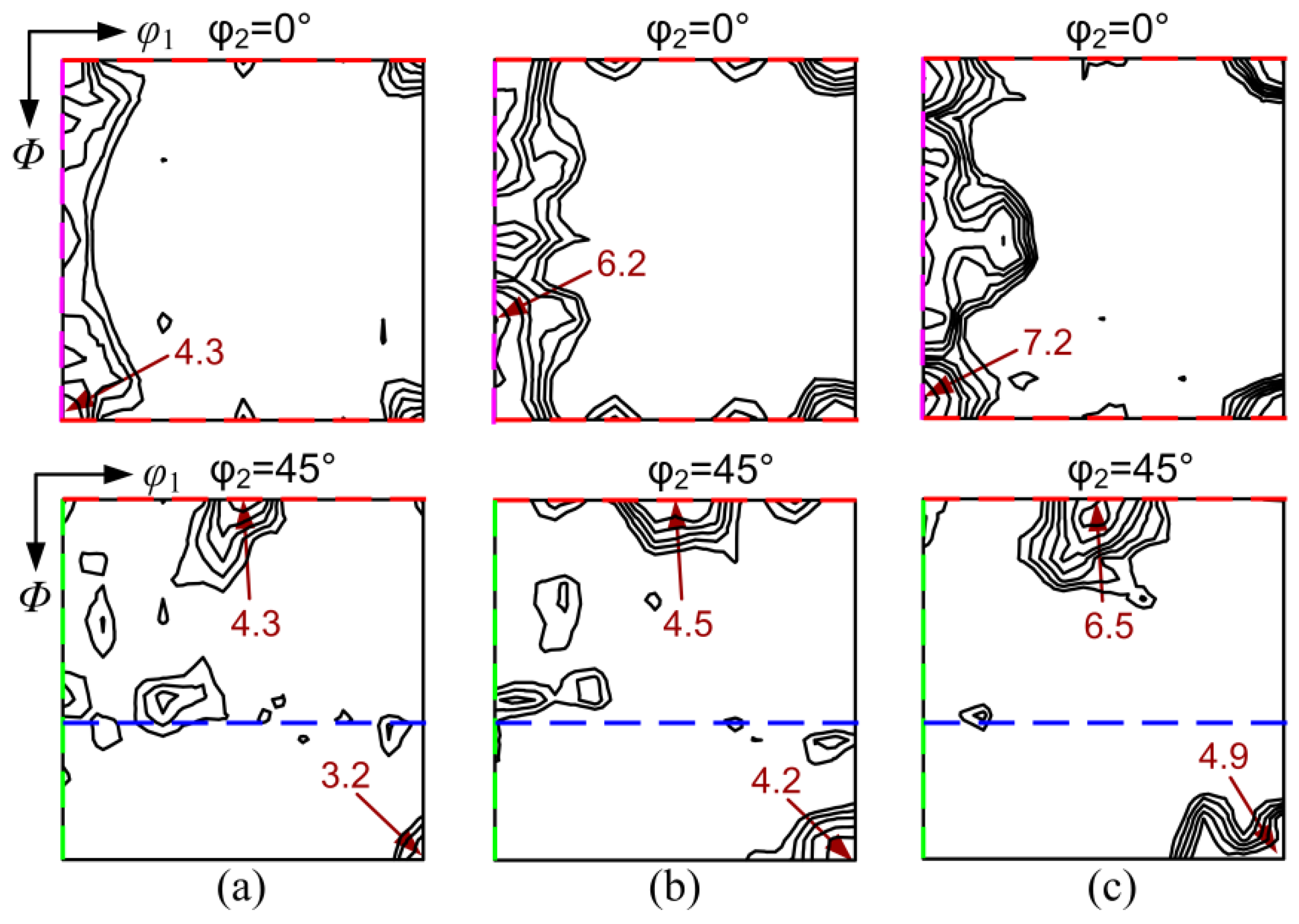
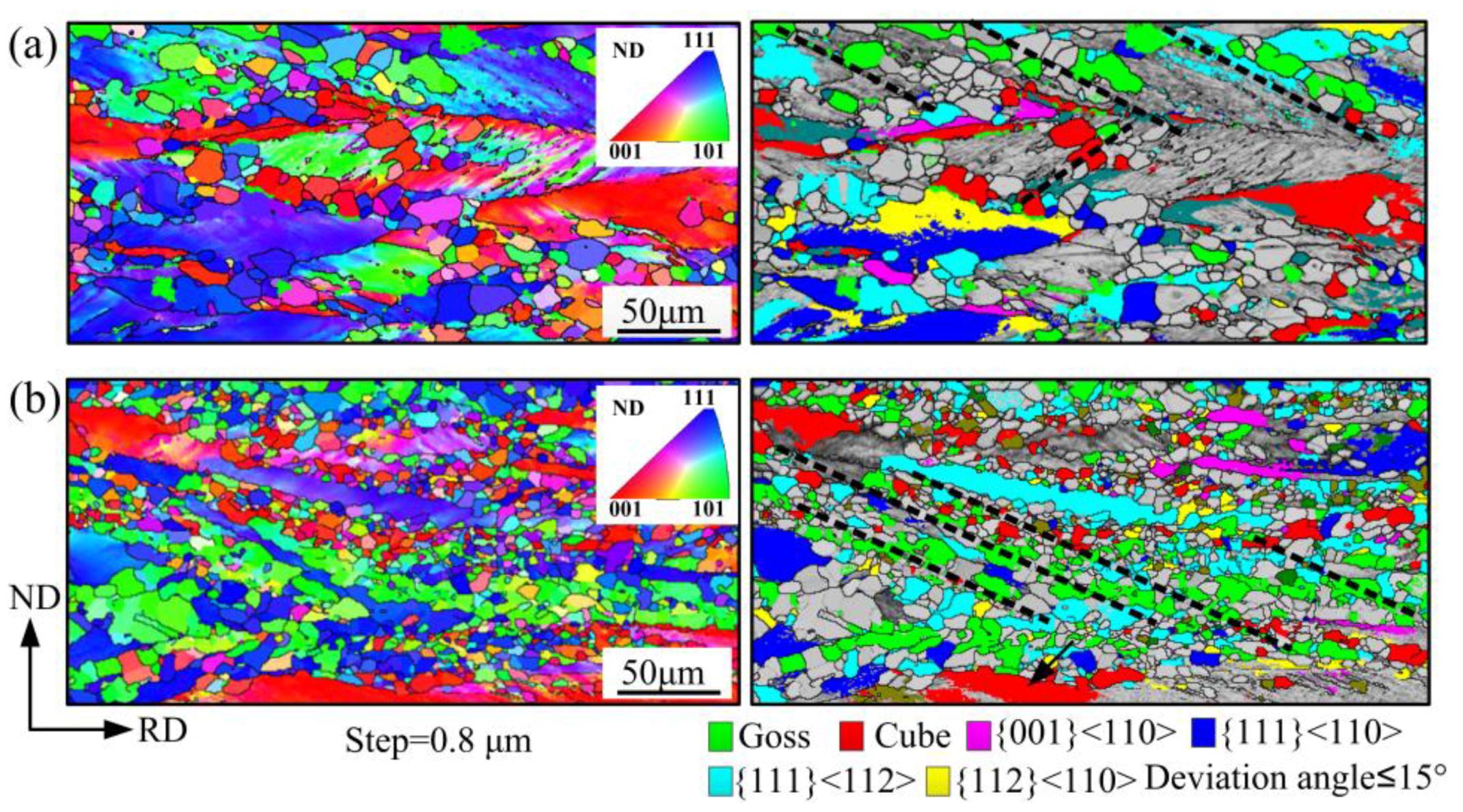
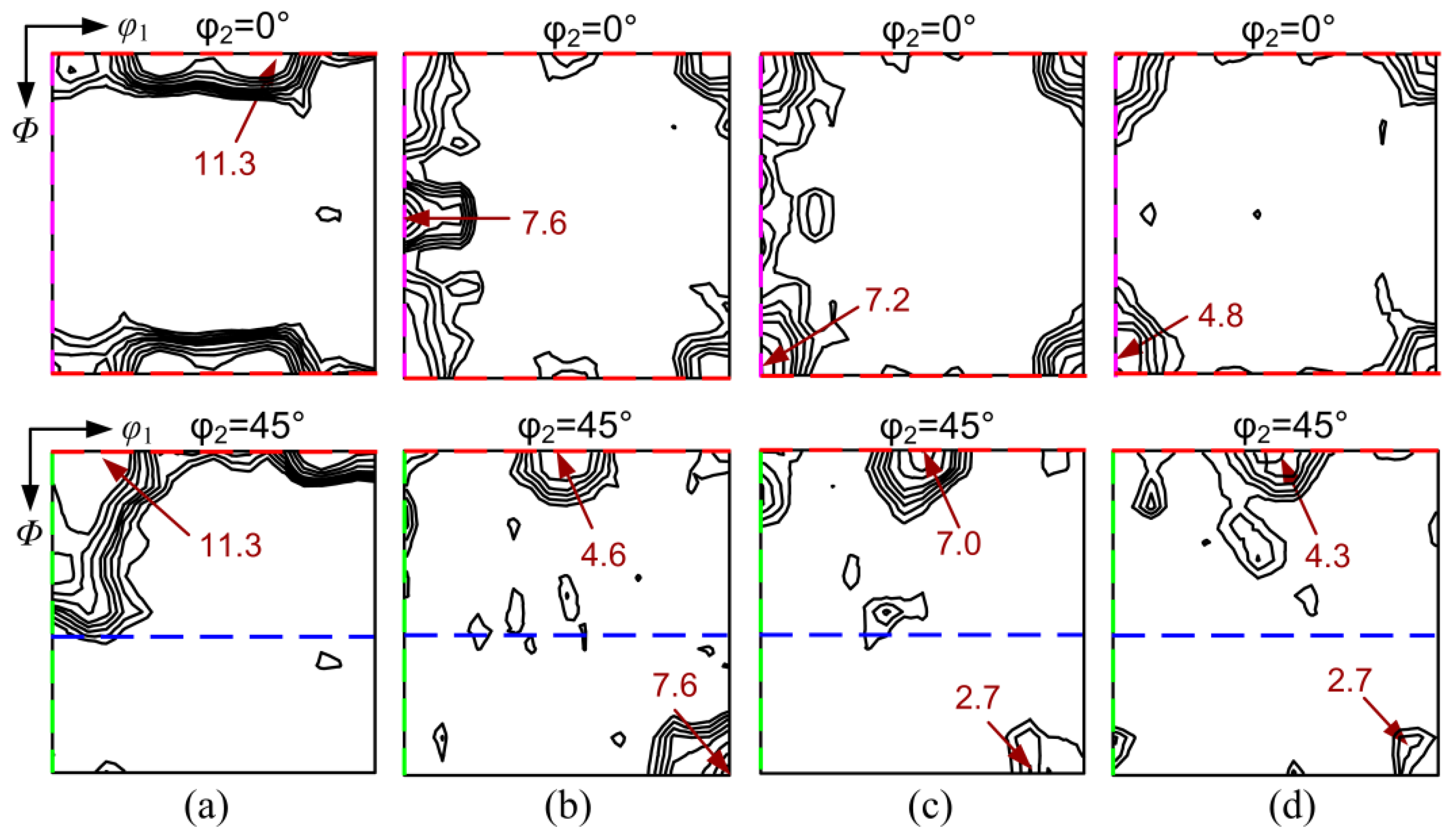
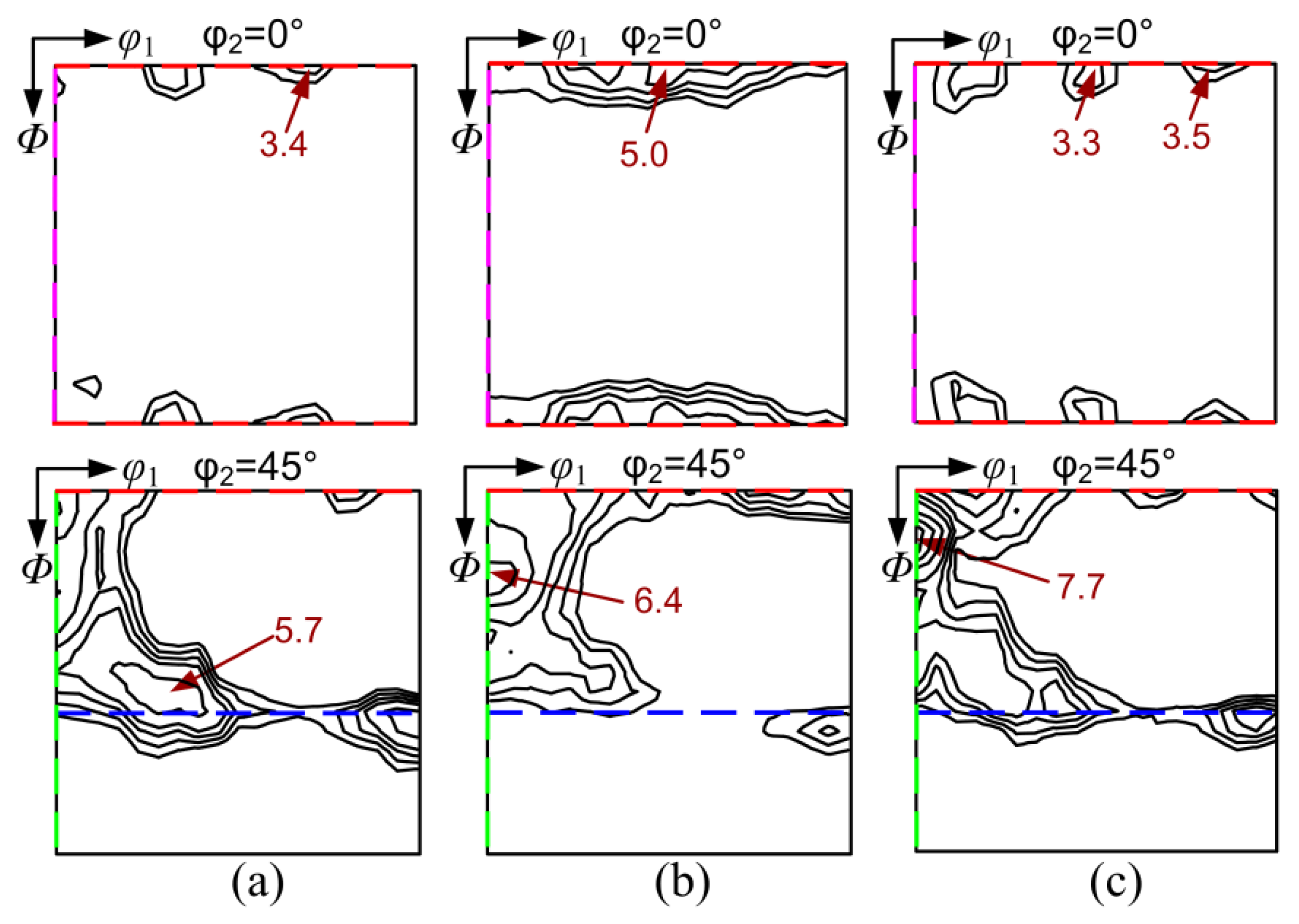
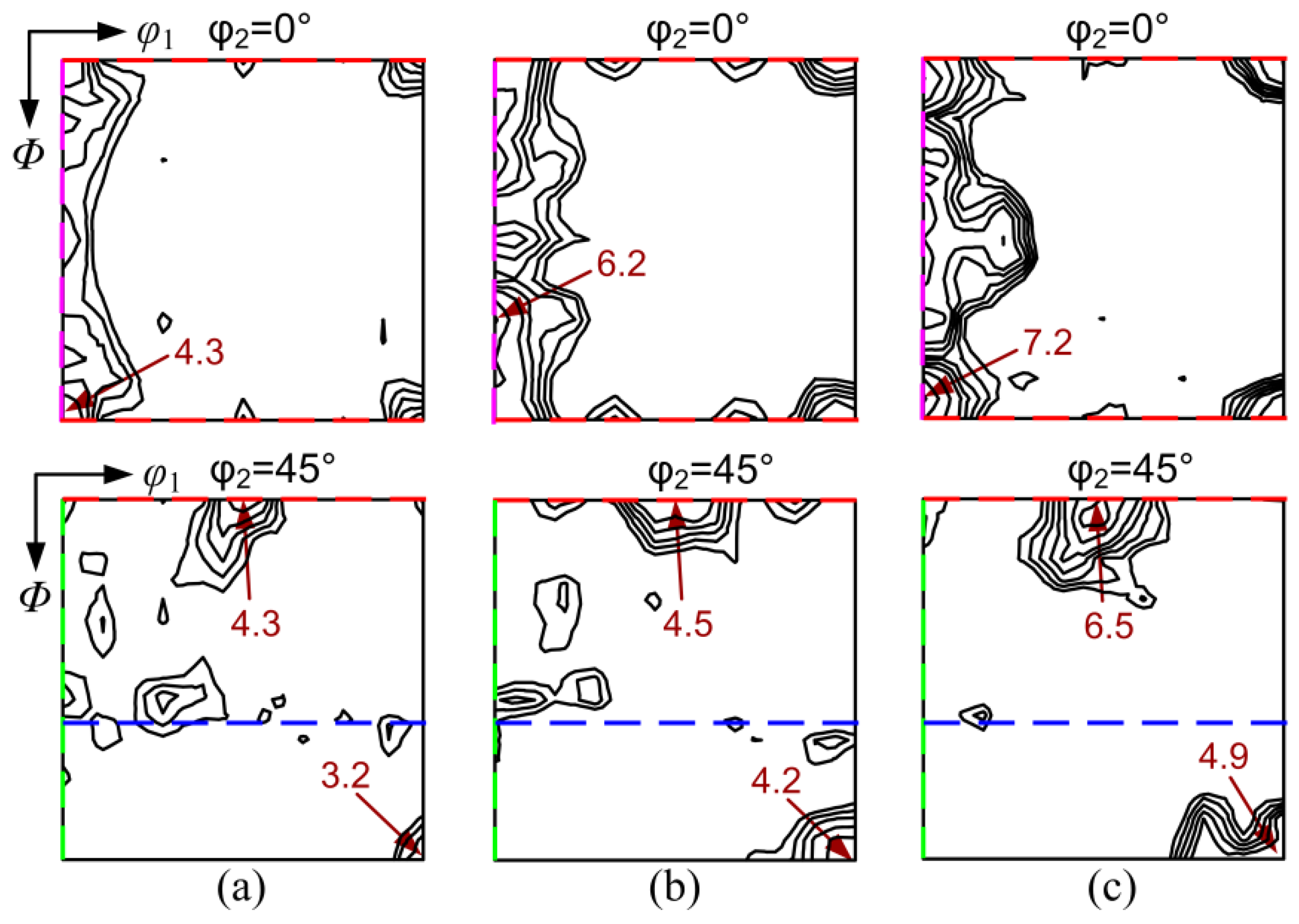
- Two-stage rolling weakened the γ-fiber texture and increased the retention of {100} texture in the cold rolled sheets. The annealed sheets produced by one-stage rolling exhibited a strong {111}<112> and {001}<140> texture and weak α*-fiber texture, while those produced by two-stage rolling displayed very weak γ-fiber texture and pronounced a η-fiber texture with peaks at Goss and Cube orientation, while the intensities were gradually enhanced with an increase in intermediate annealing temperature.
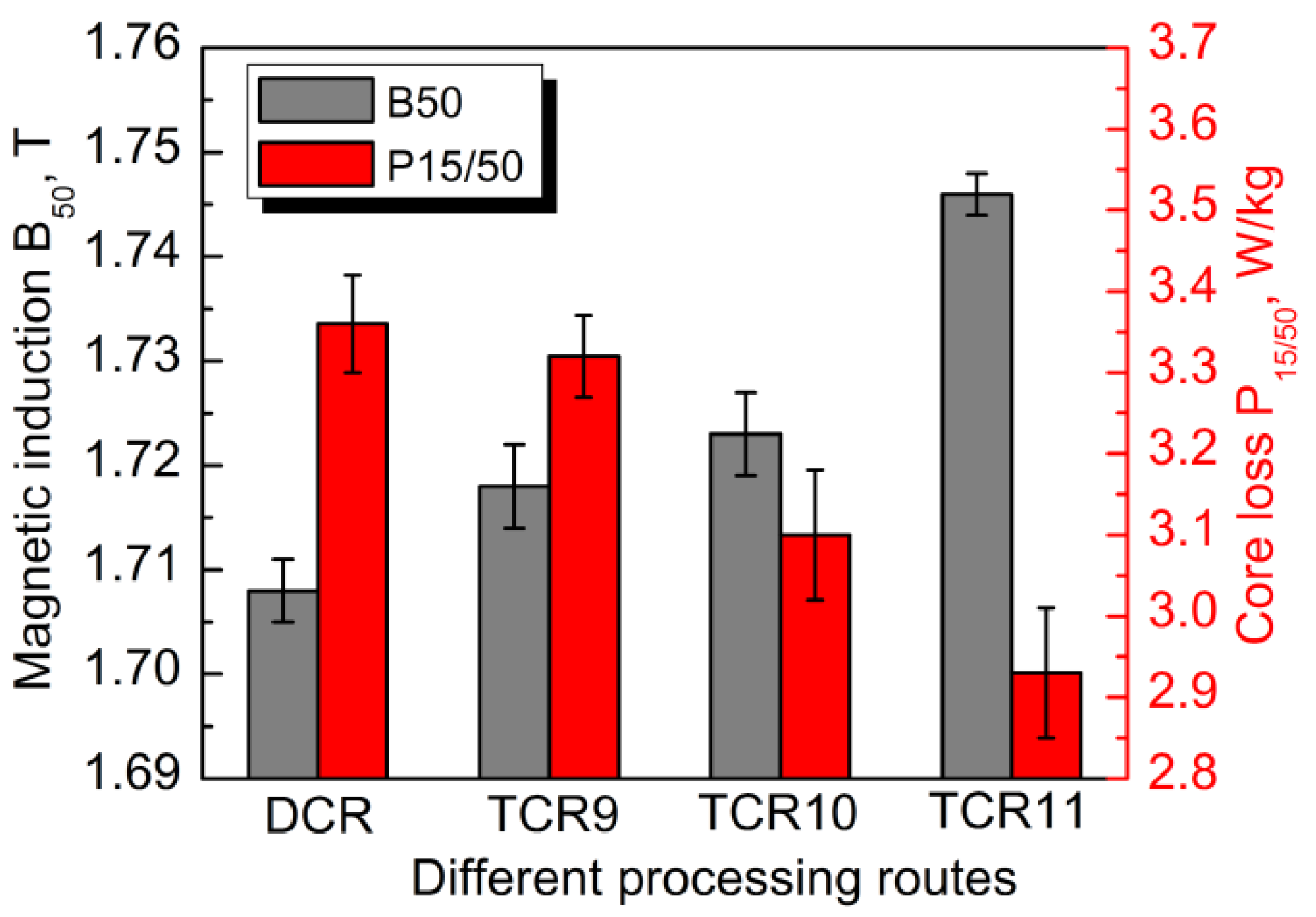
- (3)
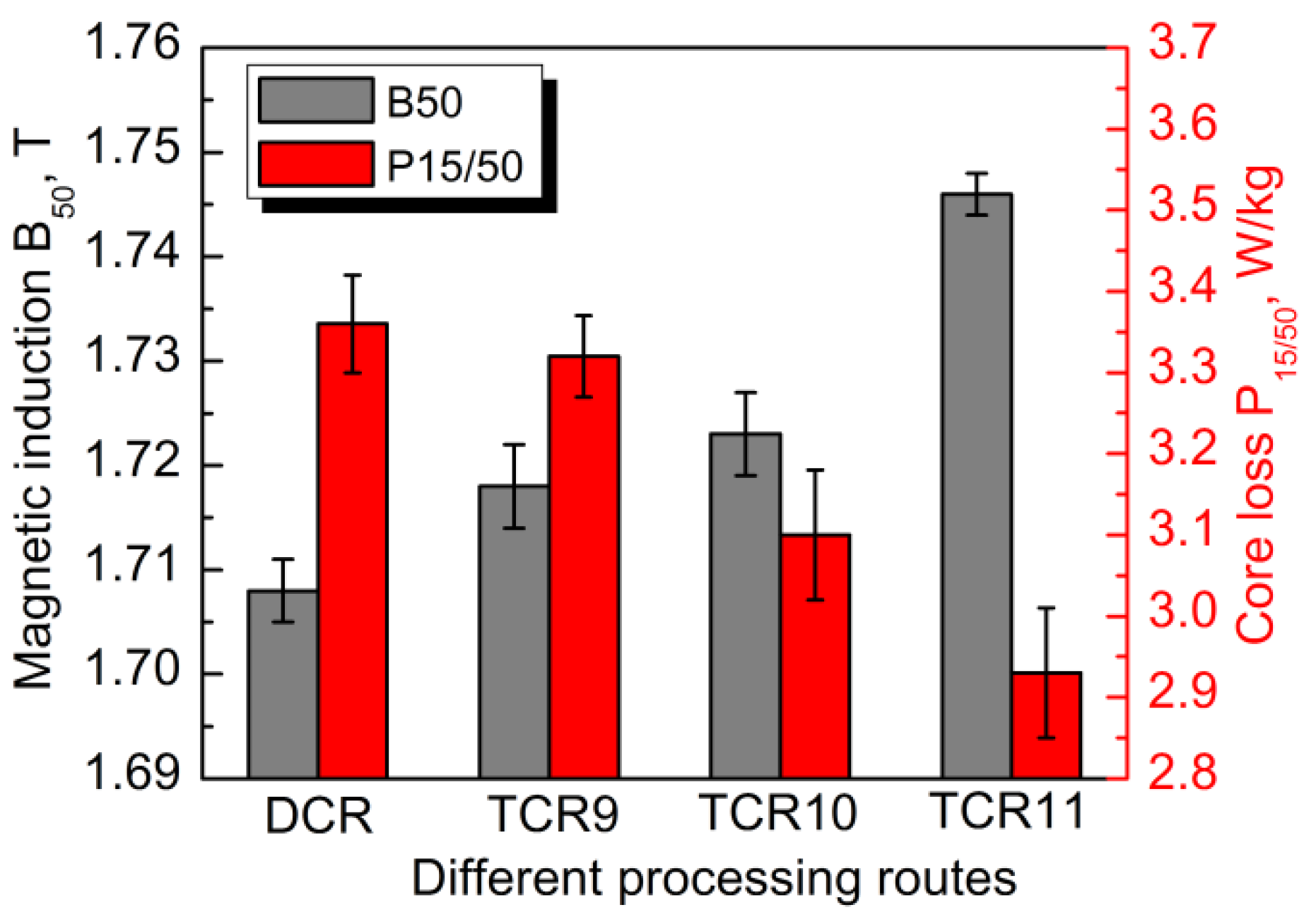
- Two-stage cold rolling was favorable to improve the magnetic properties of strip cast non-oriented silicon steel. The magnetic induction increased and the core loss decreased with the increase in intermediate annealing temperature. The best combination of B50 and P15/50 as ~1.745 T and ~2.92 W/kg was obtained when 1100 °C intermediate annealing was performed.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Li, F.; Li, H.; Zheng, S.; You, J.; Han, K.; Zhai, Q. Impacts of modification of alloying method on inclusion evolution in RH refining of silicon steel. Materials 2017, 10, 1206. [Google Scholar] [CrossRef] [PubMed]
- Ko, W.S.; Park, J.Y.; Byun, J.Y.; Lee, J.K.; Kimb, N.J.; Lee, B.J. Manipulation of surface energy anisotropy in iron using surface segregation of phosphorus: An atomistic simulation. Scr. Mater. 2013, 68, 329–332. [Google Scholar] [CrossRef]
- Shimanaka, H.; Ito, Y.; Matsumara, K.; Fukuda, B. Recent development of non-oriented electrical steel sheets. J. Magn. Magn. Mater. 1982, 26, 57–64. [Google Scholar] [CrossRef]
- Fischer, O.; Schneider, J. Influence of deformation process on the improvement of non-oriented electrical steel. J. Magn. Magn. Mater. 2003, 254, 302–306. [Google Scholar] [CrossRef]
- Lee, K.M.; Park, S.Y.; Huh, M.Y.; Kim, J.S.; Engler, O. Effect of texture and grain size on magnetic flux density and core loss in non-oriented electrical steel containing 3.15% Si. J. Magn. Magn. Mater. 2014, 354, 324–332. [Google Scholar] [CrossRef]
- Gallaugher, M.; Ghosh, P.; Knight, A.M.; Chromik, R.R. The effect of easy axis misorientation on the low induction hysteresis properties of non-oriented electrical steels. J. Magn. Magn. Mater. 2015, 382, 124–133. [Google Scholar] [CrossRef]
- Hunady, J.; Cernik, M.; Hilinski, E.J.; Predmersky, M.; Magurova, A. Influence of chemistry and hot rolling conditions on high permeability non-grain oriented silicon steel. J. Magn. Magn. Mater. 2006, 304, e620–e623. [Google Scholar] [CrossRef]
- He, Y.; Hilinski, E.J. Texture and magnetic properties of non-oriented electrical steels processed by an unconventional cold rolling scheme. J. Magn. Magn. Mater. 2016, 405, 337–352. [Google Scholar] [CrossRef]
- Park, J.T.; Szpunar, J.A.; Cha, S.Y. Effect of heating rate on the development of annealing texture in nonoriented electrical steels. ISIJ Int. 2003, 43, 1611–1614. [Google Scholar] [CrossRef]
- Maleki, A.; Taherizadeh, A.; Hosseini, N. Twin roll casting of steels: An overview. ISIJ Int. 2017, 57, 1–14. [Google Scholar] [CrossRef]
- Jiao, H.; Xu, Y.; Xiong, W.; Zhang, Y.; Cao, G.; Li, C.; Niu, J.; Misra, R.D.K. High-permeability and thin-gauge non-oriented electrical steel through twin-roll strip casting. Mater. Des. 2017, 136, 23–33. [Google Scholar] [CrossRef]
- Liu, H.T.; Liu, Z.Y.; Sun, Y.; Qiu, Y.Q.; Li, C.G.; Cao, G.M.; Hong, B.D.; Kim, S.H.; Wang, G.D. Formation of {001}<510> recrystallization texture and magnetic property in strip casting non-oriented electrical steel. Mater. Lett. 2012, 81, 65–68. [Google Scholar] [CrossRef]
- Park, J.Y.; Oh, K.H.; Ra, H.Y. The effects of superheating on texture and microstructure of Fe–4.5wt % Si steel strip by twin-roll strip casting. ISIJ Int. 2001, 41, 70–75. [Google Scholar] [CrossRef]
- Liu, H.; Liu, Z.; Li, C.; Cao, G.; Wang, G. Solidification structure and crystallographic texture of strip casting 3 wt % Si non-oriented silicon steel. Mater. Charact. 2011, 62, 463–468. [Google Scholar] [CrossRef]
- Jiao, H.; Xu, Y.; Qiu, W.; Xu, H.; Misra, R.D.K.; Du, Y.; Li, J.; Wang, G. Significant effect of as-cast microstructure on texture evolution and magnetic properties of strip cast non-oriented silicon steel. J. Mater. Sci. Technol. 2018, in press. [Google Scholar] [CrossRef]
- Sonboli, A.; Toroghinejad, M.R.; Edris, H.; Szpunar, J.A. Effect of deformation route and intermediate annealing on magnetic anisotropy and magnetic properties of a 1 wt % Si non-oriented electrical steel. J. Magn. Magn. Mater. 2015, 385, 331–338. [Google Scholar] [CrossRef]
- Sanjari, M.; He, Y.; Hilinski, E.J.; Yue, S.; Kestens, L.A.I. Texture evolution during skew cold rolling and annealing of a non-oriented electrical steel containing 0.9 wt % silicon. J. Mater. Sci. 2017, 52, 3281–3300. [Google Scholar] [CrossRef]
- Quadir, M.Z.; Duggan, B.J. A microstructural study of the origins of γ recrystallization textures in 75% warm rolled IF steel. Acta Mater. 2006, 54, 4337–4350. [Google Scholar] [CrossRef]
- Dorner, D.; Adachi, Y.; Tsuzaki, K. Periodic crystal lattice rotation in microband groups in a bcc metal. Scr. Mater. 2007, 57, 775–778. [Google Scholar] [CrossRef]
- Dillamore, I.L.; Roberts, J.G.; Bush, A.C. Occurrence of shear bands in heavily rolled cubic metals. Met. Sci. 1979, 13, 73–77. [Google Scholar] [CrossRef]
- Ushioda, K.; Hutchinso, W.B. Role of shear bands in annealing texture formation in 3% Si–Fe (111)[112] single crystals. ISIJ Int. 1989, 29, 862–867. [Google Scholar] [CrossRef]
- Cicale, S.; Samajdar, I.; Verlinden, B.; Abbruzzese, G.; Houtte, P.V. Development of cold rolled texture and microstructure in a hot band Fe–3% Si steel. ISIJ Int. 2002, 42, 770–778. [Google Scholar] [CrossRef]
- Lee, K.M.; Huh, M.Y.; Engler, O. Quantitative analysis of micro-textures during recrystallization in an interstitial-free steel. Steel Res. Int. 2012, 83, 919–926. [Google Scholar] [CrossRef]
- Jiao, H.T.; Xu, Y.B.; Zhang, Y.X.; Wang, Y.; Lu, X.; Fang, F.; Cao, G.M.; Li, C.G.; Wang, G.D. Effect of strip casting on magnetic anisotropy of non-oriented electrical steels. Sci. Adv. Mater. 2017, 9, 1822–1827. [Google Scholar] [CrossRef]
- Jiao, H.; Xu, Y.; Xu, H.; Zhang, Y.; Xiong, W.; Misra, R.D.K.; Cao, G.; Li, J.; Jiang, J. Influence of hot deformation on texture and magnetic properties of strip cast non-oriented electrical steel. J. Magn. Magn. Mater. 2018, 462, 205–215. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier: Amsterdam, The Netherlands, 2004; pp. 393–401. ISBN 978-0-08-044164-1. [Google Scholar]
- Cheng, L.; Zhang, N.; Yang, P.; Mao, W.M. Retaining {100} texture from initial columnar grains in electrical steels. Scr. Mater. 2012, 67, 899–902. [Google Scholar] [CrossRef]
- Park, J.T.; Szpunar, J.A. Evolution of recrystallization texture in nonoriented electrical steels. Acta Mater. 2003, 51, 3037–3051. [Google Scholar] [CrossRef]
- Dorner, D.; Zaefferer, S.; Raabe, D. Retention of the Goss orientation between microbands during cold rolling of an Fe3%Si single crystal. Acta Mater. 2007, 55, 2519–2530. [Google Scholar] [CrossRef]
- Rusakov, G.M.; Lobanov, M.L.; Redikultsev, A.A.; Kagan, I.V. Model of {110}<001> texture formation in shear bands during cold rolling of Fe-3 Pct Si alloy. Metall. Mater. Trans. A 2009, 40, 1023–1025. [Google Scholar] [CrossRef]
- Sha, Y.H.; Sun, C.; Zhang, F.; Patel, D.; Chen, X.; Kalidindi, S.R.; Zuo, L. Strong cube recrystallization texture in silicon steel by twin-roll casting process. Acta Mater. 2014, 76, 106–117. [Google Scholar] [CrossRef]
- Yonamine, T.; Fukuhara, M.; Landgraf, F.J.G.; Achete, C.A.; Missell, F.P. Effect of frequency on the iron losses of 0.5% and 1.5% Si nonoriented electrical steels. IEEE Trans. Magn. 2006, 42, 2812–2814. [Google Scholar] [CrossRef]
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Y.; Jiao, H.; Qiu, W.; Misra, R.D.K.; Li, J. Effect of Cold Rolling Process on Microstructure, Texture and Properties of Strip Cast Fe-2.6%Si Steel. Materials 2018, 11, 1161. https://doi.org/10.3390/ma11071161
Xu Y, Jiao H, Qiu W, Misra RDK, Li J. Effect of Cold Rolling Process on Microstructure, Texture and Properties of Strip Cast Fe-2.6%Si Steel. Materials. 2018; 11(7):1161. https://doi.org/10.3390/ma11071161
Chicago/Turabian StyleXu, Yunbo, Haitao Jiao, Wenzheng Qiu, Raja Devesh Kumar Misra, and Jianping Li. 2018. "Effect of Cold Rolling Process on Microstructure, Texture and Properties of Strip Cast Fe-2.6%Si Steel" Materials 11, no. 7: 1161. https://doi.org/10.3390/ma11071161
APA StyleXu, Y., Jiao, H., Qiu, W., Misra, R. D. K., & Li, J. (2018). Effect of Cold Rolling Process on Microstructure, Texture and Properties of Strip Cast Fe-2.6%Si Steel. Materials, 11(7), 1161. https://doi.org/10.3390/ma11071161