Microstructure and Mechanical Properties of TiC0.7N0.3-HfC-WC-Ni-Mo Cermet Tool Materials

Abstract
:1. Introduction
2. Experimental Procedure
3. Results and Discussion
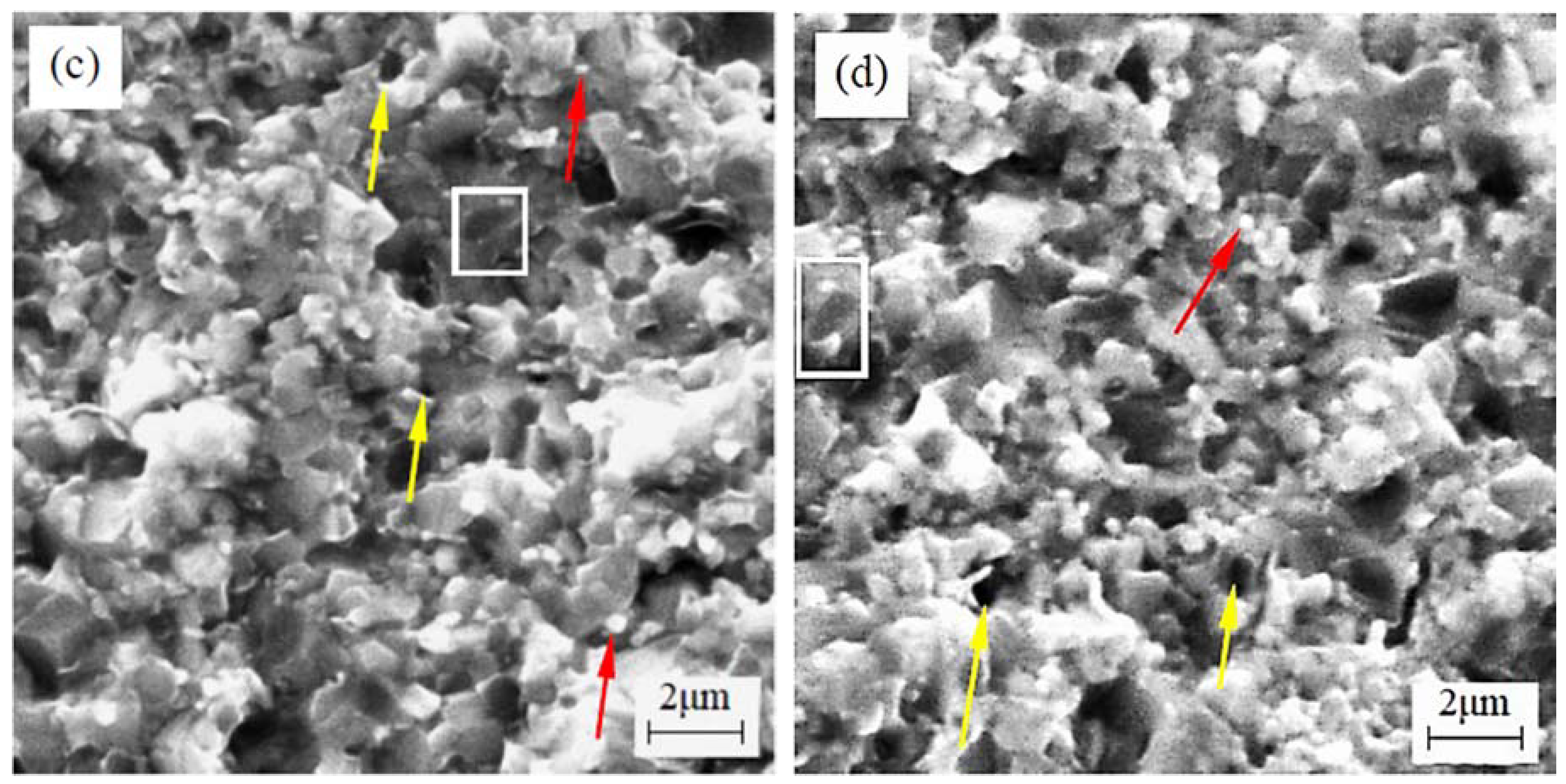
3.1. Effects of WC Content on the Microstructure of TiC0.7N0.3-HfC-WC-Ni-Mo Cermets
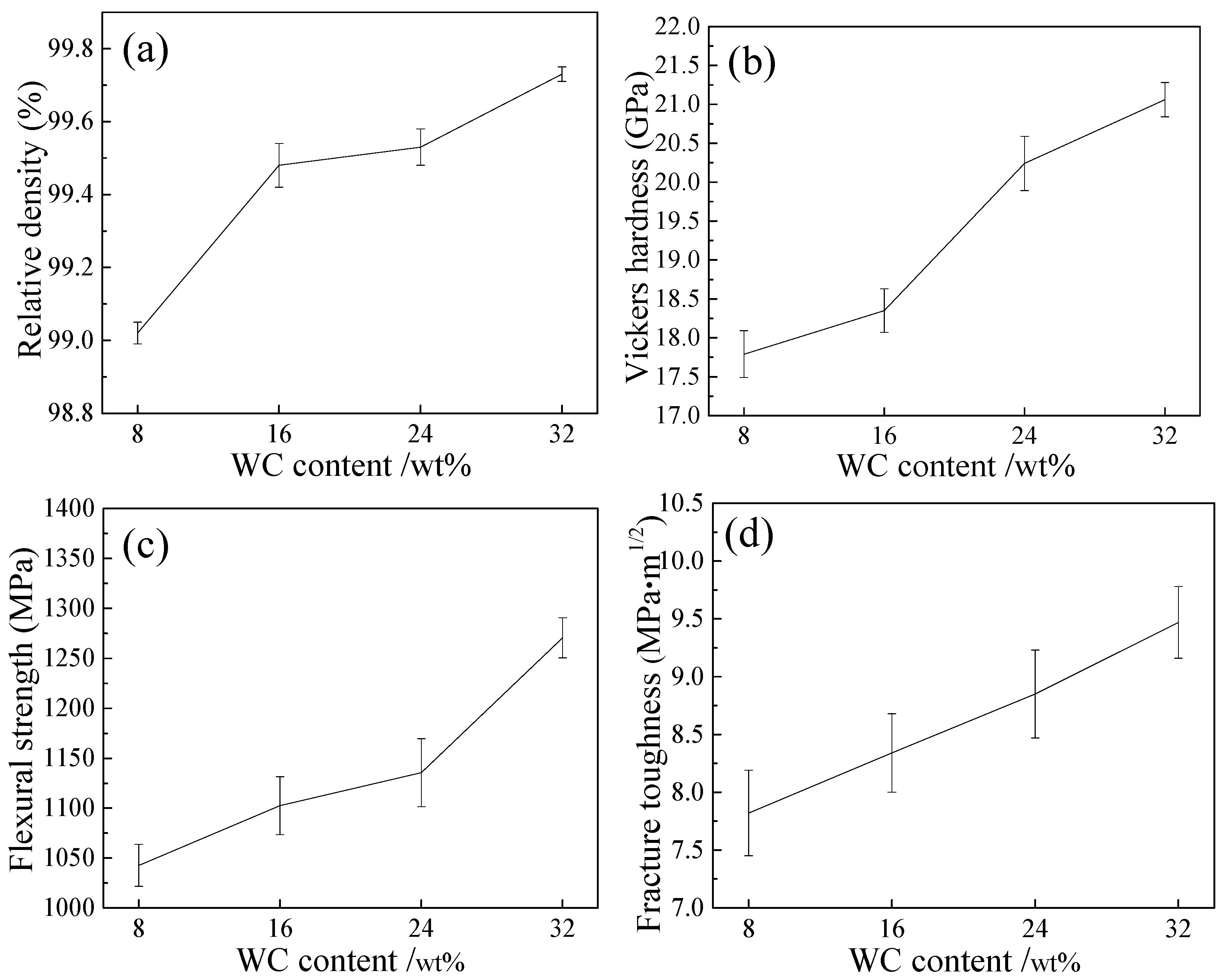
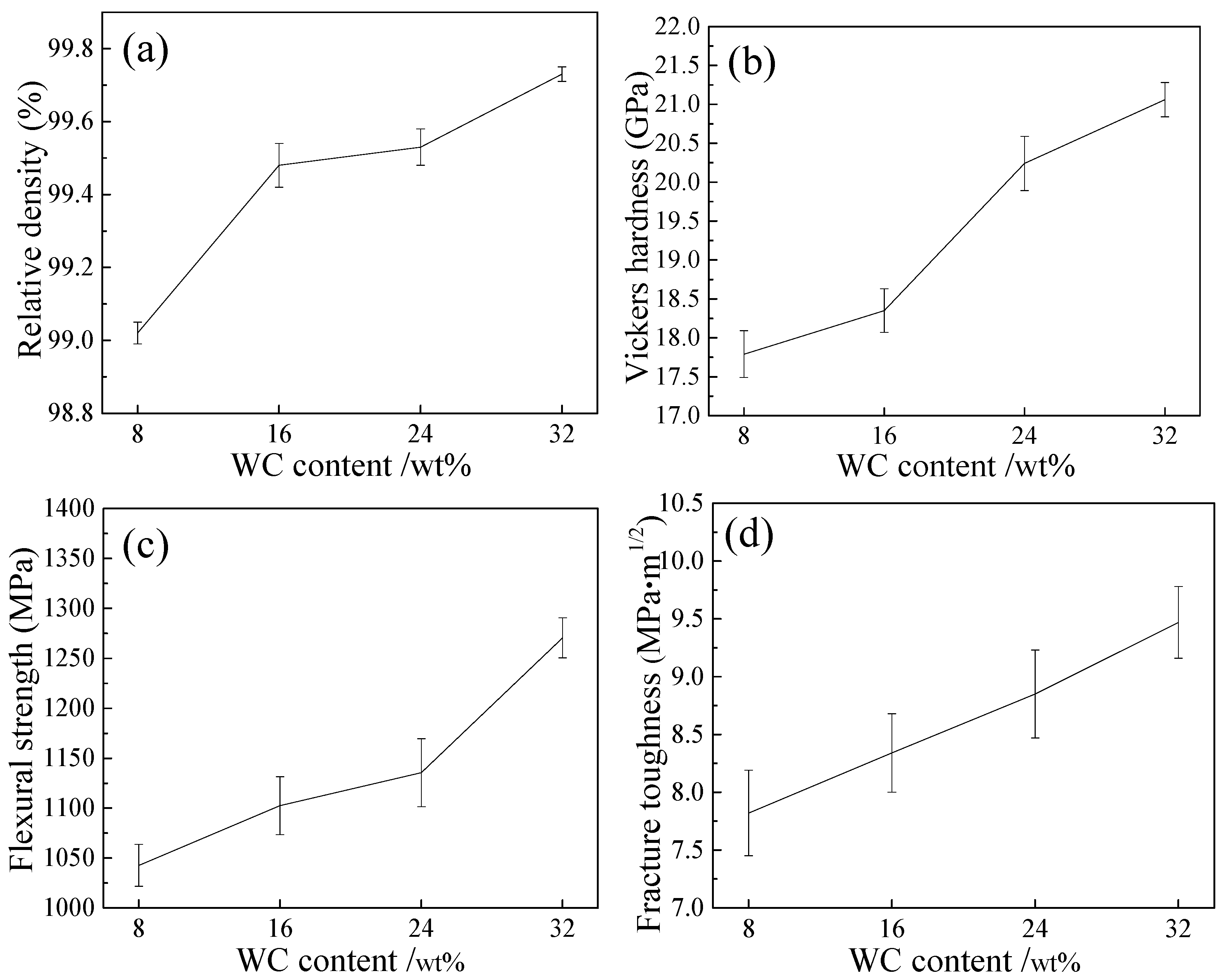
3.2. Effects of WC Content on the Relative Density and Mechanical Properties of TiC0.7N0.3-HfC-WC-Ni-Mo Cermets
4. Conclusions
- (1)
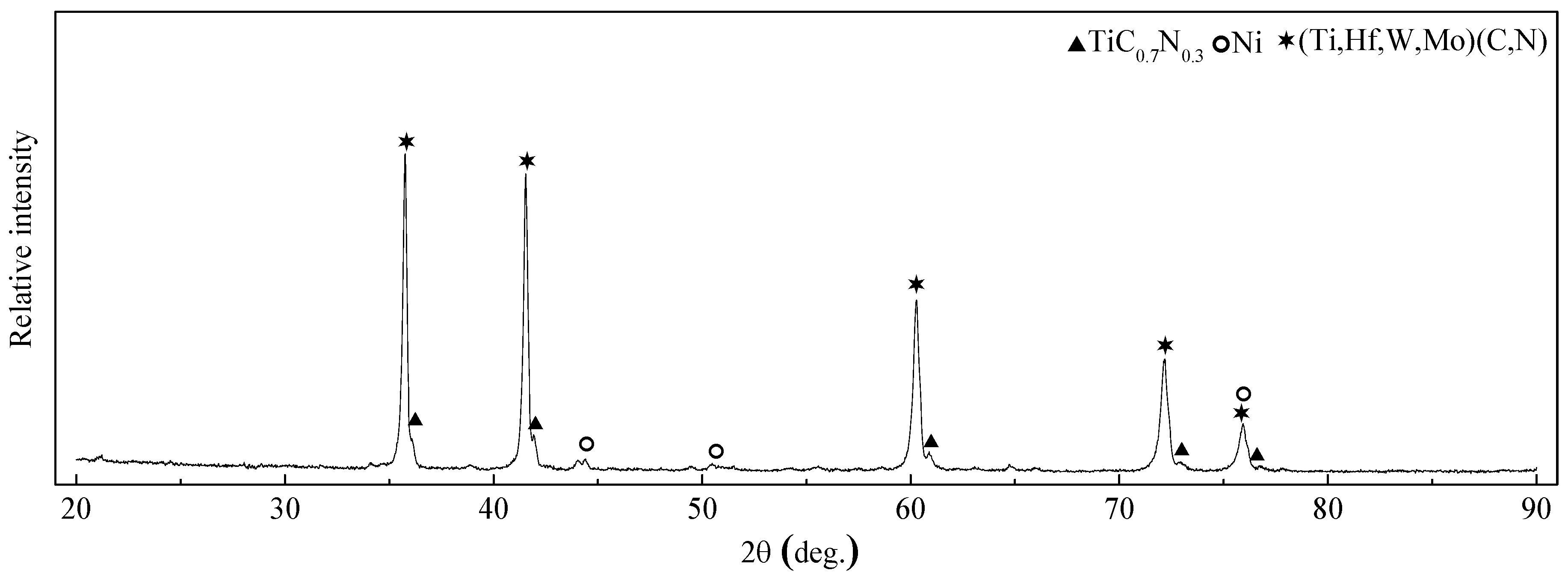
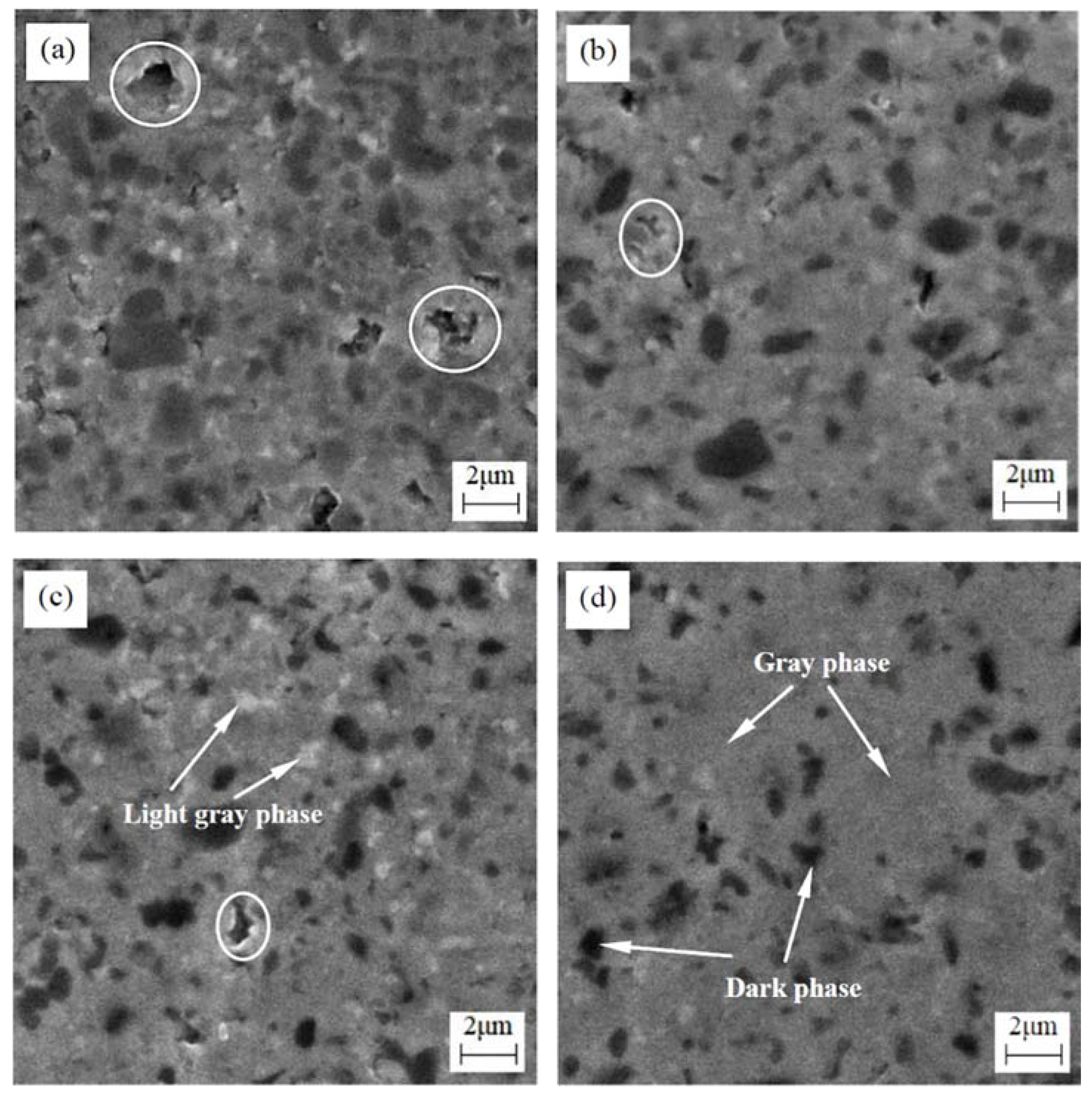
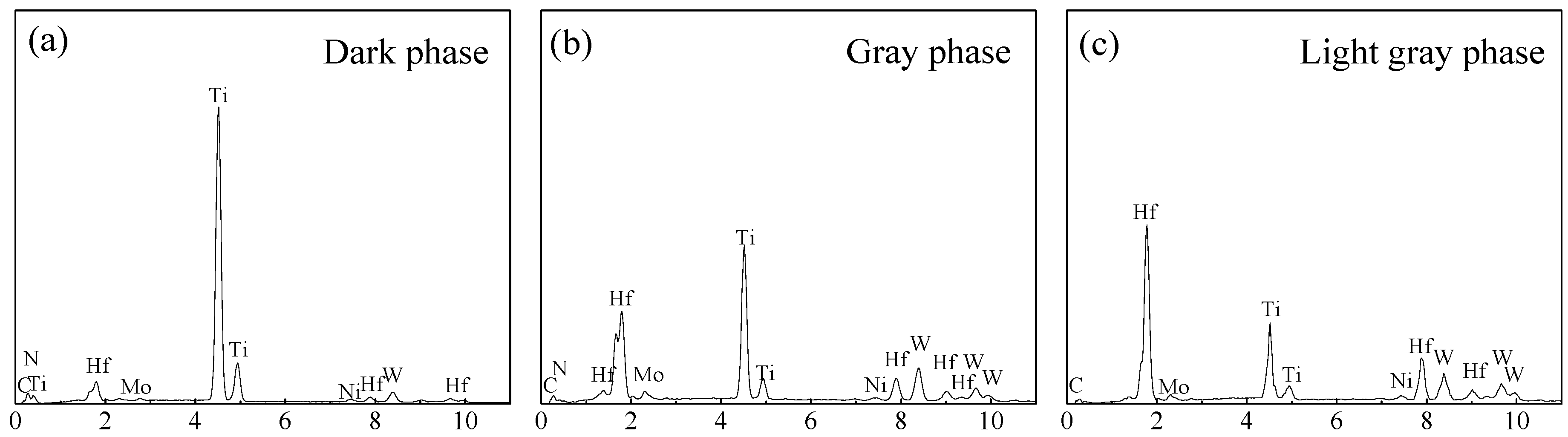
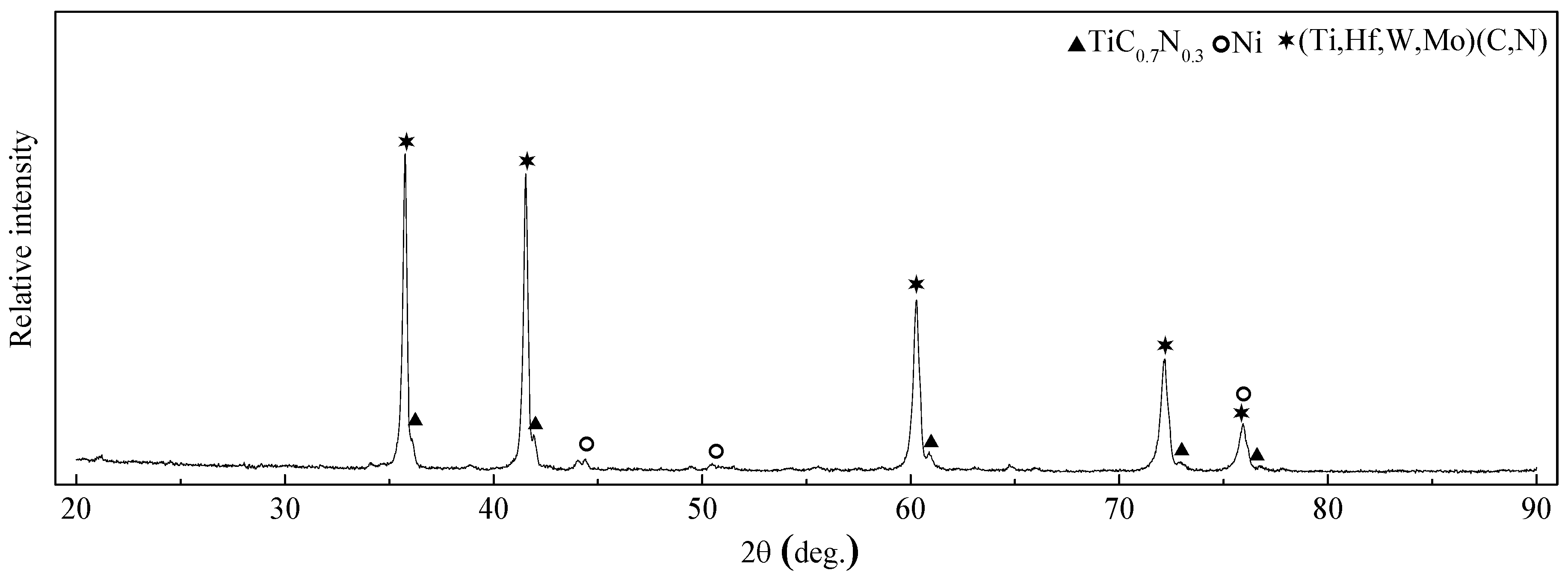
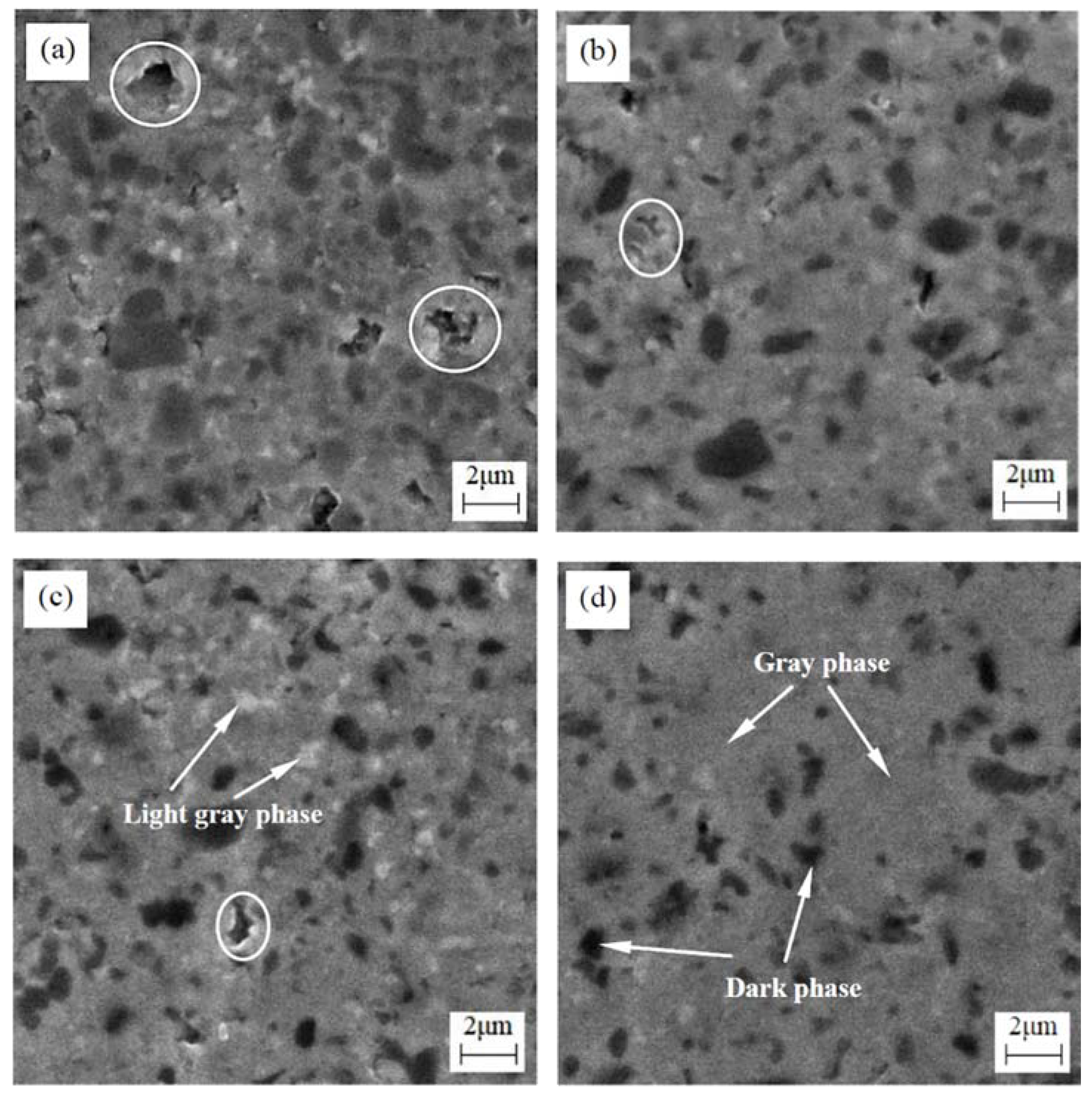
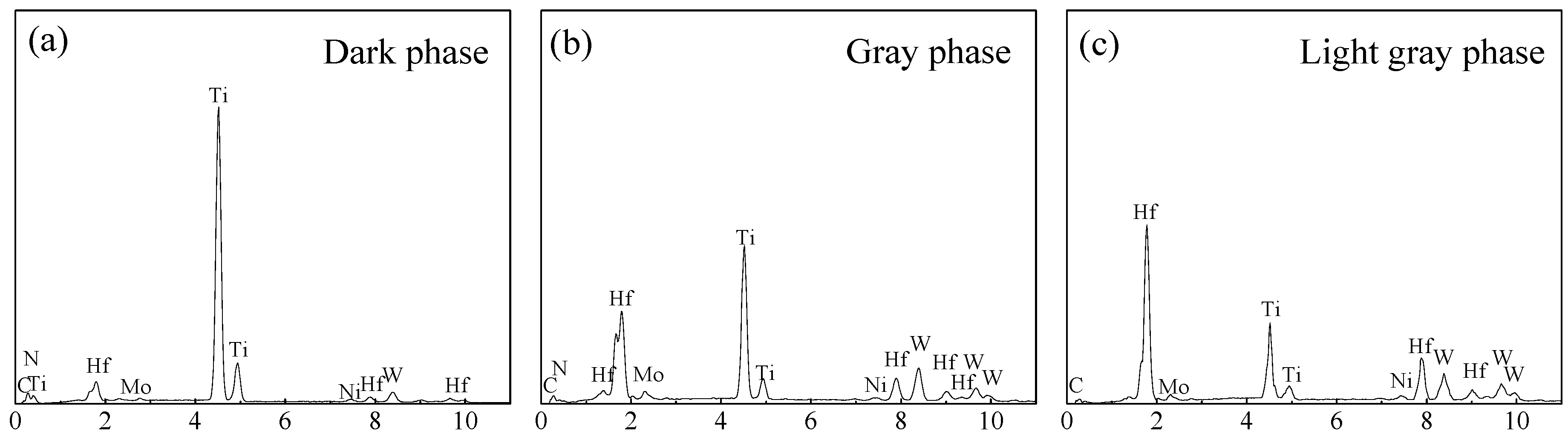
- TiC0.7N0.3-HfC-WC-Ni-Mo cermets were mainly composed of TiC0.7N0.3, Ni, and (Ti, Hf, W, Mo)(C, N). There were three phases: a dark phase, a gray phase, and a light gray phase. The dark phase was the undissolved TiC0.7N0.3, the gray phase was the solid solution (Ti, Hf, W, Mo)(C, N) poor in Hf, W, and Mo, and the light gray phase was the solid solution (Ti, Hf, W, Mo)(C, N) rich in Hf, W, and Mo. The solid solution (Ti, Hf, W, Mo)(C, N) resulted from the dissolution-reprecipitation process.
- (2)
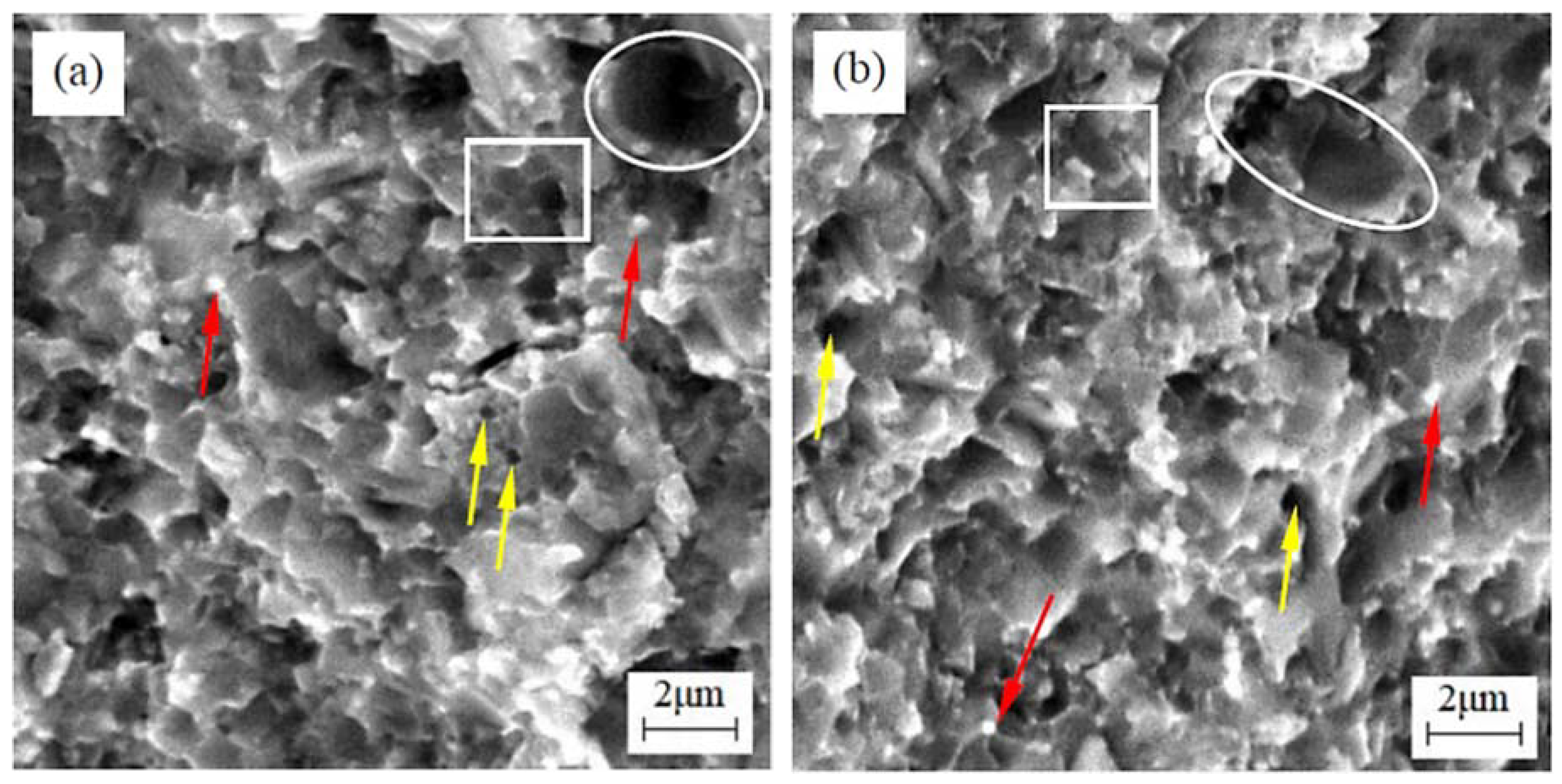
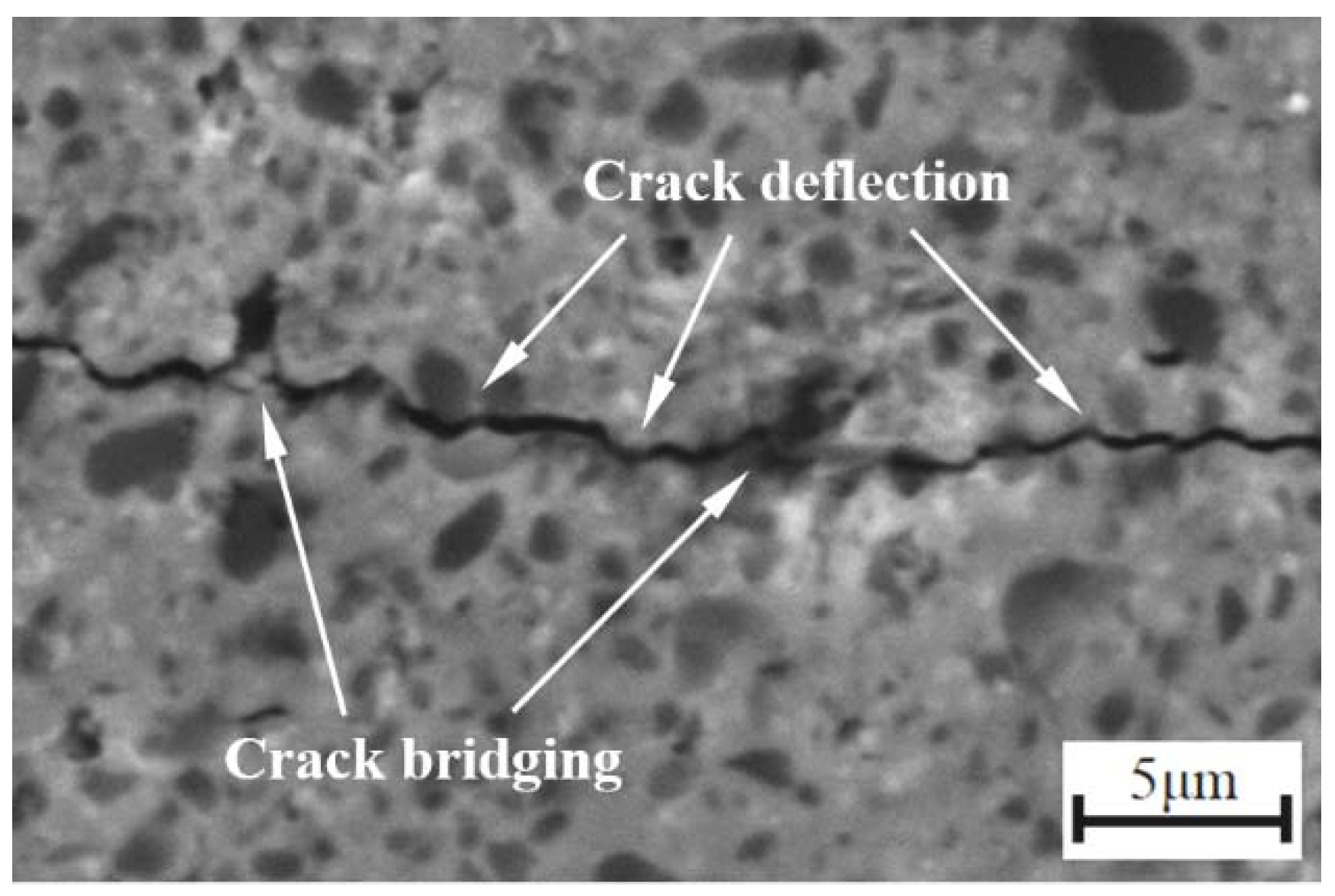
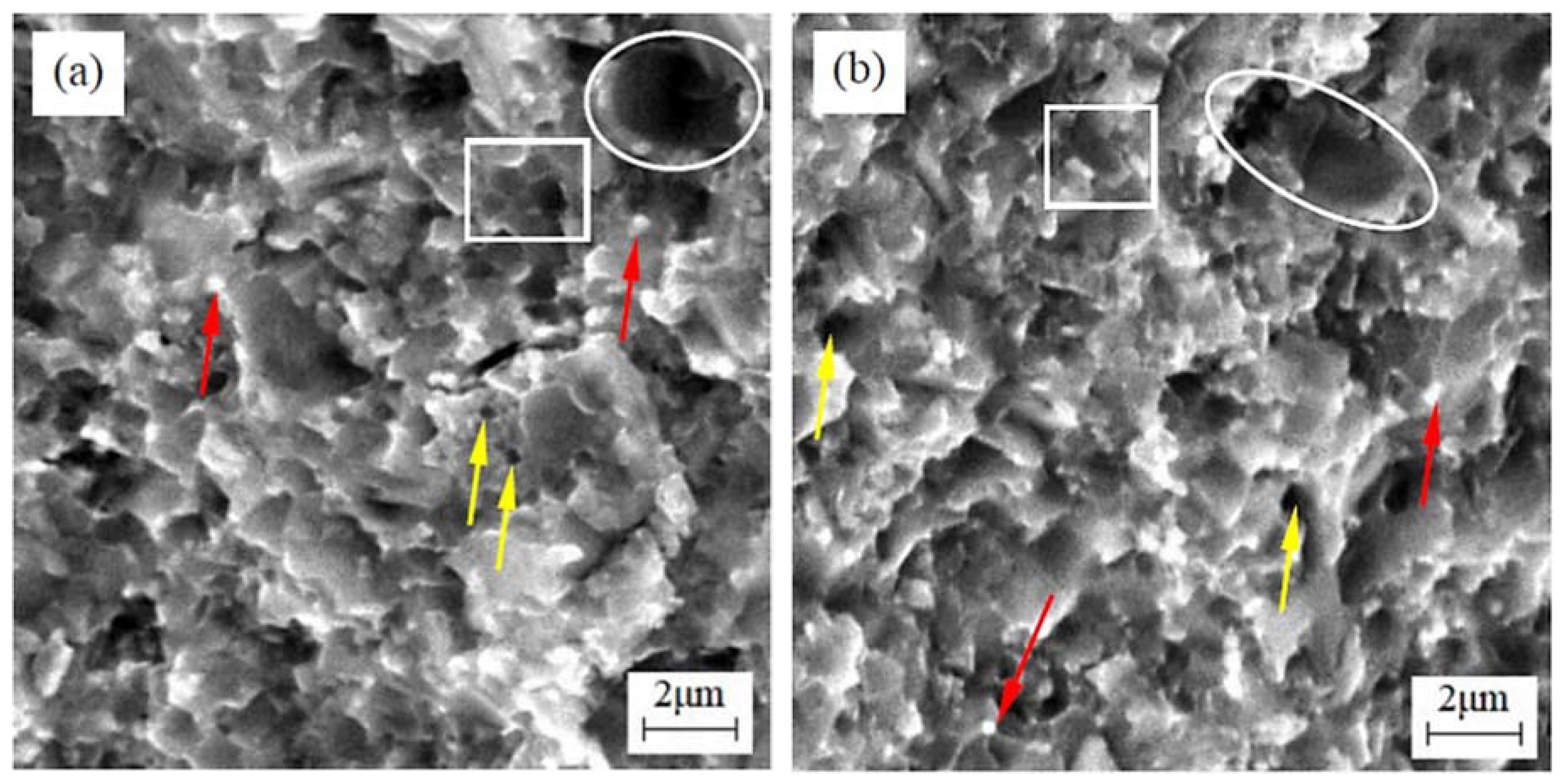
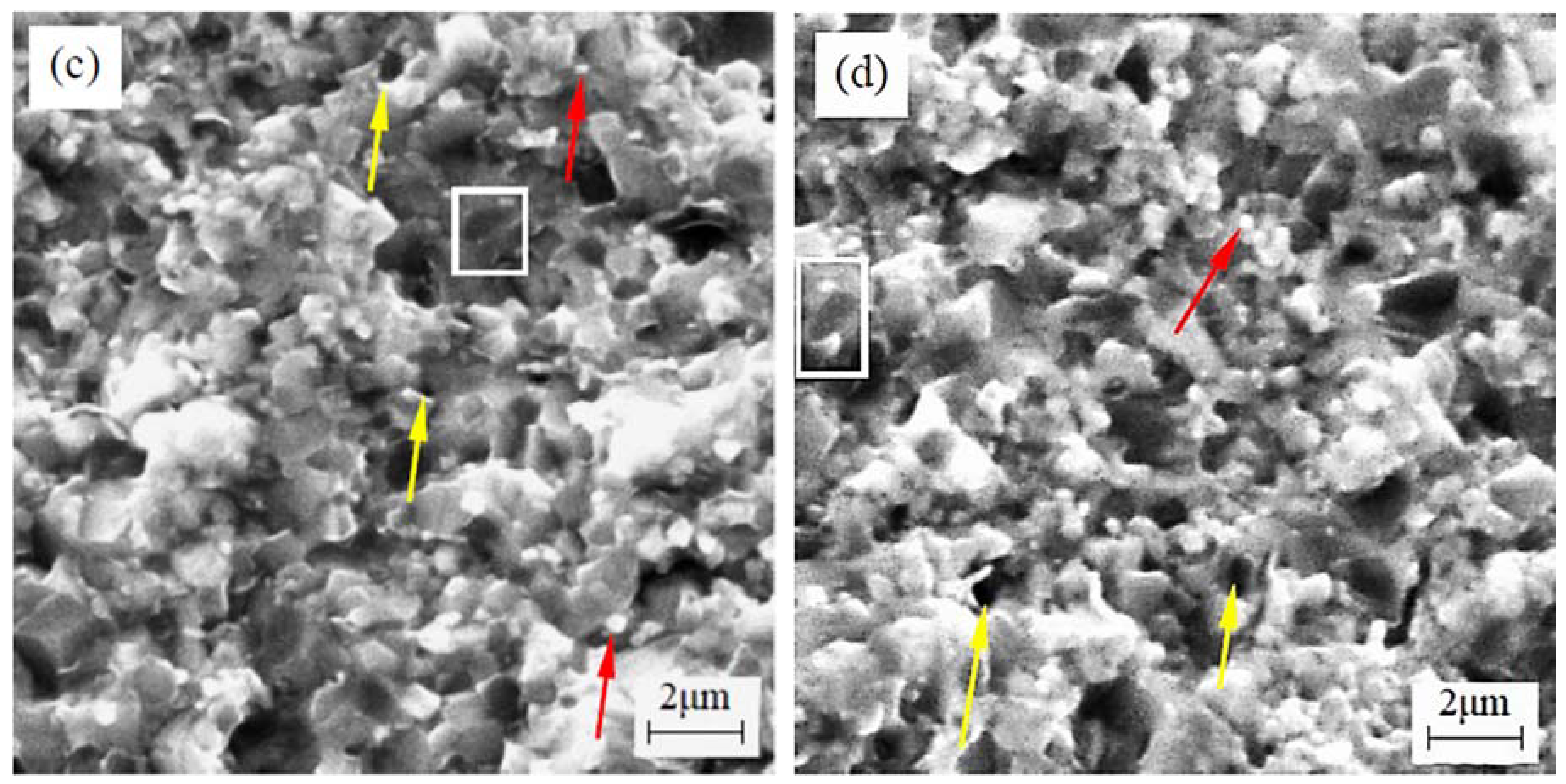
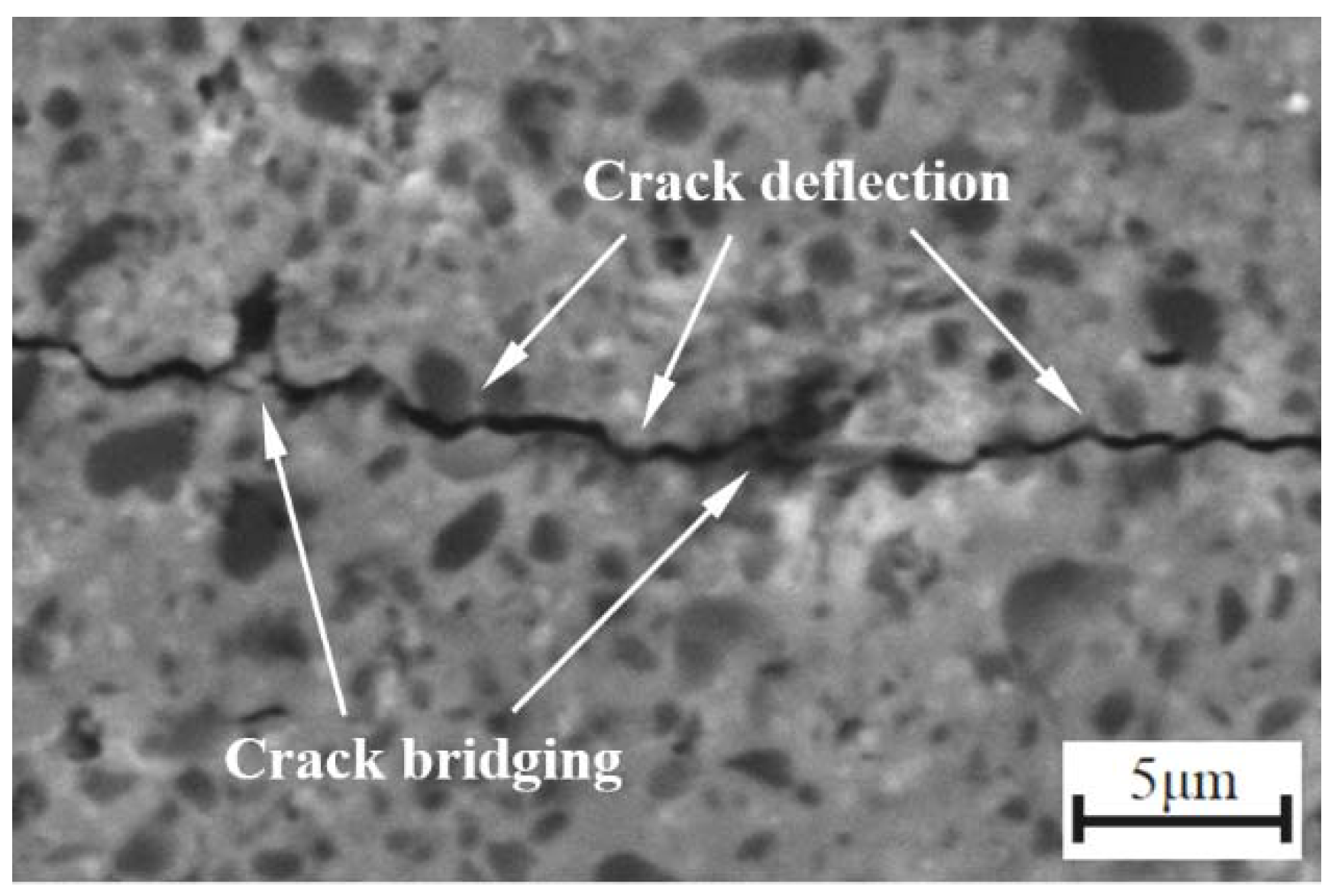
- With the WC content increasing, the grain bonding strength increased, which can restrain the crack propagation and then improve the fracture toughness of the cermet. In addition, the increase of WC content could promote the process of HfC to form a solid solution. Also, the HfC formed a solid solution more easily with WC than with TiCN.
- (3)
- The relative density, hardness, flexural strength, and fracture toughness of the TiC0.7N0.3-HfC-WC-Ni-Mo cermet tool materials increased with the increase of the WC content in this investigation. When the content of WC was 32 wt %, the cermet obtained the optimal relative density and comprehensive mechanical properties: their values were (99.73 ± 0.02)%, 21.06 ± 0.22 GPa, 1270.56 ± 20 MPa, and 9.47 ± 0.31 MPa·m1/2, respectively.
Author Contributions
Funding
Conflicts of Interest
References
- Liu, C.; Lin, N.; He, Y.H. Influence of Mo2C and TaC additions on the microstructure and mechanical properties of Ti(C, N)-based cermets. Ceram. Int. 2016, 42, 3569–3574. [Google Scholar] [CrossRef]
- Yin, Z.B.; Yan, S.Y.; Xu, W.W.; Yuan, J.T. Microwave sintering of Ti(C, N)-based cermet cutting tool material. Ceram. Int. 2018, 44, 1034–1040. [Google Scholar] [CrossRef]
- Zhao, Y.J.; Zheng, Y.; Li, Y.; Zhou, W.; Zhang, G.T.; Zhang, J.J.; Xiong, W.H. Microstructure and performance of graded Ti(C, N)-based cermets modified by nitriding treatment during different sintering stages. Int. J. Refract. Met. Hard Mater. 2017, 62, 1–8. [Google Scholar] [CrossRef]
- Wu, Y.M.; Xiong, J.; Guo, Z.X.; Yang, M.; Chen, J.Z.; Xiong, S.J.; Fan, H.Y.; Luo, J.J. Microstructure and fracture toughness of Ti(C0.7N0.3)-WC-Ni cermets. Int. J. Refract. Met. Hard Mater. 2011, 29, 85–89. [Google Scholar] [CrossRef]
- Vikas Verma, B.V.; Kumar, M. Processing of TiCN-WC-Ni/Co cermets via conventional and spark plasma sintering technique. Trans. Indian Inst. Met. 2017, 70, 843–853. [Google Scholar] [CrossRef]
- Park, c.; Nam, S.; Kang, S. Enhanced toughness of titanium carbonitride-based cermets by addition of (Ti, W)C carbides. Mat. Sci. Eng. A 2016, 649, 400–406. [Google Scholar]
- Park, C.; Kang, S. Carbide/binder interfaces in Ti(CN)-(Ti, W)C/(Ti, W)(CN)-based cermets. J. Alloy. Compd. 2016, 657, 671–677. [Google Scholar]
- Sun, W.C.; Zhang, P.; Li, P.; She, X.L.; Zhang, Y.J.; Chen, X.G. Effect of short carbon fibre concentration on microstructure and mechanical properties of TiCN-based cermets. Adv. Appl. Ceram. 2016, 115, 216–223. [Google Scholar] [CrossRef]
- Dong, G.B.; Xiong, J.; Chen, J.Z.; Guo, Z.X.; Wan, W.C.; Yi, C.H.; Chen, H.S. Effect of WC on the microstructure and mechanical properties of nano Ti(C, N)-based cermets. Int. J. Refract. Met. Hard Mater. 2012, 35, 159–162. [Google Scholar] [CrossRef]
- Qu, J.; Xiong, W.H.; Ye, D.M.; Yao, Z.H.; Liu, W.J.; Lin, S.J. Effect of WC content on the microstructure and mechanical properties of Ti(C0.5N0.5)-WC-Mo-Ni cermets. Int. J. Refract. Met. Hard Mater. 2010, 28, 243–249. [Google Scholar] [CrossRef]
- Wang, J.; Liu, Y.; Zhang, P.; Peng, J.C.; Ye, J.W.; Tu, M.J. Effect of WC on the microstructure and mechanical properties in the Ti(C0.7N0.3)-xWC-Mo2C-(Co, Ni) system. Int. J. Refract. Met. Hard Mater. 2009, 27, 9–13. [Google Scholar]
- Mun, S.; Kang, S. Effect of HfC addition on microstructure of Ti(CN)-Ni cermet system. Powder Metall. 1999, 42, 251–256. [Google Scholar] [CrossRef]
- Song, J.P.; Jiang, L.K.; Liang, G.X.; Gao, J.J.; An, J.; Cao, L.; Xie, J.C.; Wang, S.Y.; Lv, M. Strengthening and toughening of TiN-based and TiB2-based ceramic tool materials with HfC additive. Ceram. Int. 2017, 43, 8202–8207. [Google Scholar] [CrossRef]
- Gao, J.J.; Song, J.P.; Liang, G.X.; An, J.; Cao, L.; Xie, J.C.; Lv, M. Effects of HfC addition on microstructures and mechanical properties ofTiC0.7N0.3-based and TiC0.5N0.5-based ceramic tool materials. Ceram. Int. 2017, 43, 14945–14950. [Google Scholar] [CrossRef]
- China State Bureau of Technological Supervision. Chinese National Standards-Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Test Method for Flexural Strength of Monolithic Ceramics at Room Temperature; Chinese Standard Publishing House: Beijing, China, 2006.
- An, J.; Song, J.P.; Liang, G.X.; Gao, J.J.; Xie, J.C.; Cao, L.; Wang, S.Y.; Lv, M. Effects of HfB2 and HfN additions on the microstructures and mechanical properties of TiB2-based ceramic tool materials. Materials 2017, 10, 461. [Google Scholar] [CrossRef] [PubMed]
- Song, J.P.; Cao, L.; Jiang, L.K.; Liang, G.X.; Gao, J.J.; Li, D.X.; Wang, S.Y.; Lv, M. Effect of HfN, HfC and HfB2 additives on phase transformation, microstructure and mechanical properties of ZrO2-based ceramics. Ceram. Int. 2018, 44, 5371–5377. [Google Scholar] [CrossRef]
- China State Bureau of Technological Supervision. Chinese National Standards-Fine Ceramics (Advanced Ceramics, Advanced Technical Ceramics)—Test Method for Hardness of Monolithic Ceramics at Room Temperature; Chinese Standard Publishing House: Beijing, China, 2009.
- Manoj Kumar, B.V.; Bikramjit, B. Mechanisms of material removal during high temperature fretting of TiCN-Ni based cermets. Int. J. Refract. Met. Hard Mater. 2008, 26, 504–513. [Google Scholar] [CrossRef]
- Zhou, S.Q.; Zhao, W.; Xiong, W.H.; Zhou, Y.N. Effect of Mo and Mo2C on the microstructure and properties of the cermets based on Ti(C, N). Acta Metall. Sin. 2008, 21, 211–219. [Google Scholar] [CrossRef]
- Liu, N.; Zhao, C.L.; Zhao, X.Z.; Zhou, F.Y.; Hu, Z.H.; Cui, K.; Xu, W.B. The influence of the adding contents of TiN and WC on the microstructure and mechanical properties of Ti(C, N)-based cermets. Cem. Carbide 1994, 11, 13–16. [Google Scholar]
- Li, R.J. Ceramic—Metal Composite Materials, Seconded; Metallurgical Industry Press: Beijing, China, 2004. [Google Scholar]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Specimen | TiC0.7N0.3 | HfC | WC | Ni | Mo |
|---|---|---|---|---|---|
| W8 | 64 | 20 | 8 | 4 | 4 |
| W16 | 56 | 20 | 16 | 4 | 4 |
| W24 | 48 | 20 | 24 | 4 | 4 |
| W32 | 40 | 20 | 32 | 4 | 4 |
| Powders | Size | Purity | Manufacturer |
|---|---|---|---|
| TiC0.7N0.3 | 1 μm | >99% | Shanghai ST-Nano Science and Technology Co., Ltd., Shanghai, China |
| HfC | 0.8 μm | >99% | Shanghai Chaowei Nanomaterials Co., Ltd., Shanghai, China |
| WC | 0.1 μm | >99% | Shanghai Yunfu Nanotechnology Co., Ltd., Shanghai, China |
| Ni | 1 μm | >99% | Shanghai Yunfu Nanotechnology Co., Ltd., Shanghai, China |
| Mo | 1 μm | >99% | Shanghai Yunfu Nanotechnology Co., Ltd., Shanghai, China |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Gao, J.; Song, J.; Lv, M. Microstructure and Mechanical Properties of TiC0.7N0.3-HfC-WC-Ni-Mo Cermet Tool Materials. Materials 2018, 11, 968. https://doi.org/10.3390/ma11060968
Gao J, Song J, Lv M. Microstructure and Mechanical Properties of TiC0.7N0.3-HfC-WC-Ni-Mo Cermet Tool Materials. Materials. 2018; 11(6):968. https://doi.org/10.3390/ma11060968
Chicago/Turabian StyleGao, Jiaojiao, Jinpeng Song, and Ming Lv. 2018. "Microstructure and Mechanical Properties of TiC0.7N0.3-HfC-WC-Ni-Mo Cermet Tool Materials" Materials 11, no. 6: 968. https://doi.org/10.3390/ma11060968
APA StyleGao, J., Song, J., & Lv, M. (2018). Microstructure and Mechanical Properties of TiC0.7N0.3-HfC-WC-Ni-Mo Cermet Tool Materials. Materials, 11(6), 968. https://doi.org/10.3390/ma11060968