A Continuum Model for the Effect of Dynamic Recrystallization on the Stress–Strain Response



Abstract
:1. Introduction
2. Continuum Mechanical Model for Hot Forming
2.1. Yield Stress Description
2.1.1. Work Hardening and Dynamic Recovery
2.1.2. Evolution of Mean Free Path on Hardening Behavior
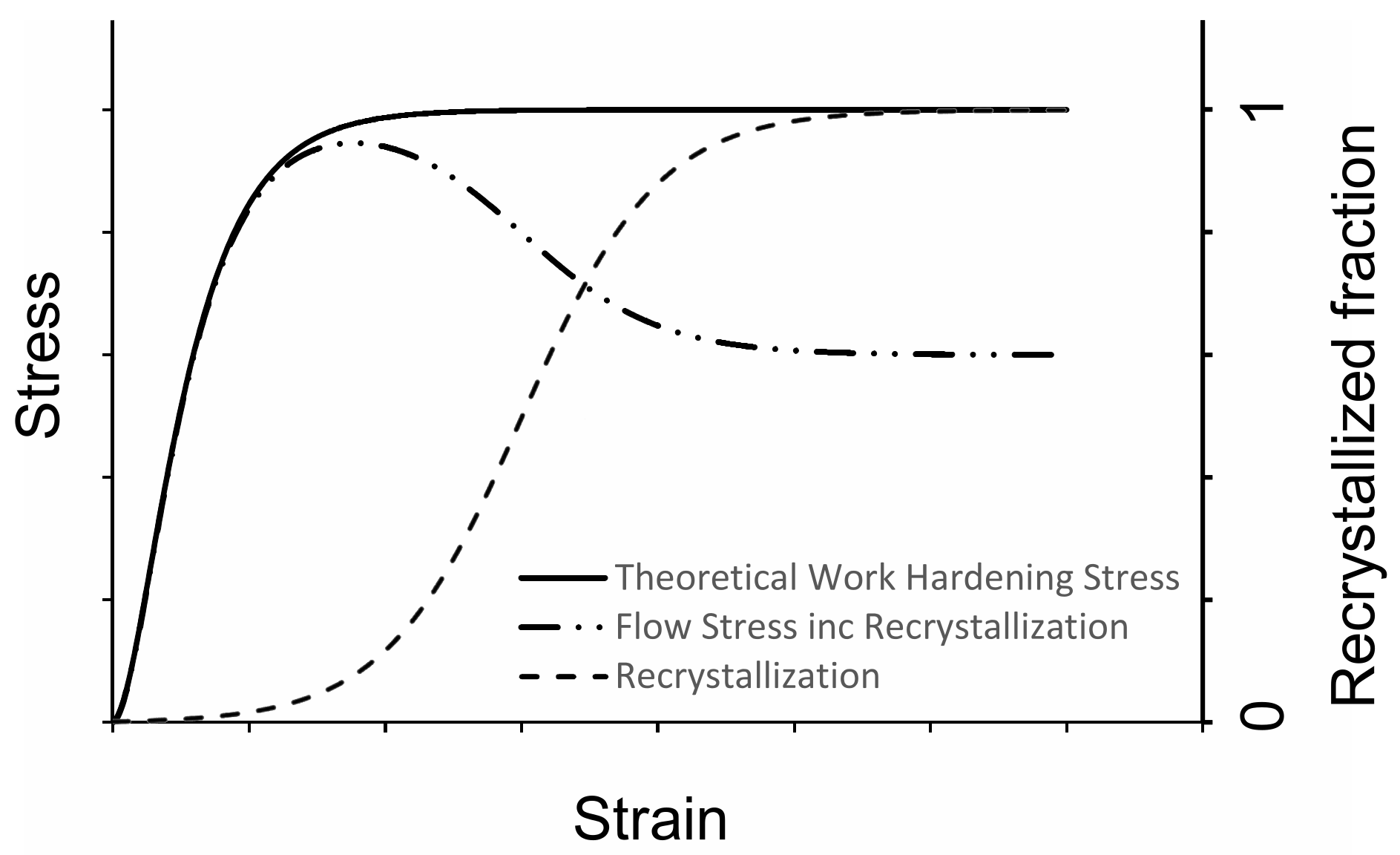
2.2. Effect of Dynamic Recrystallization on the Yield Stress
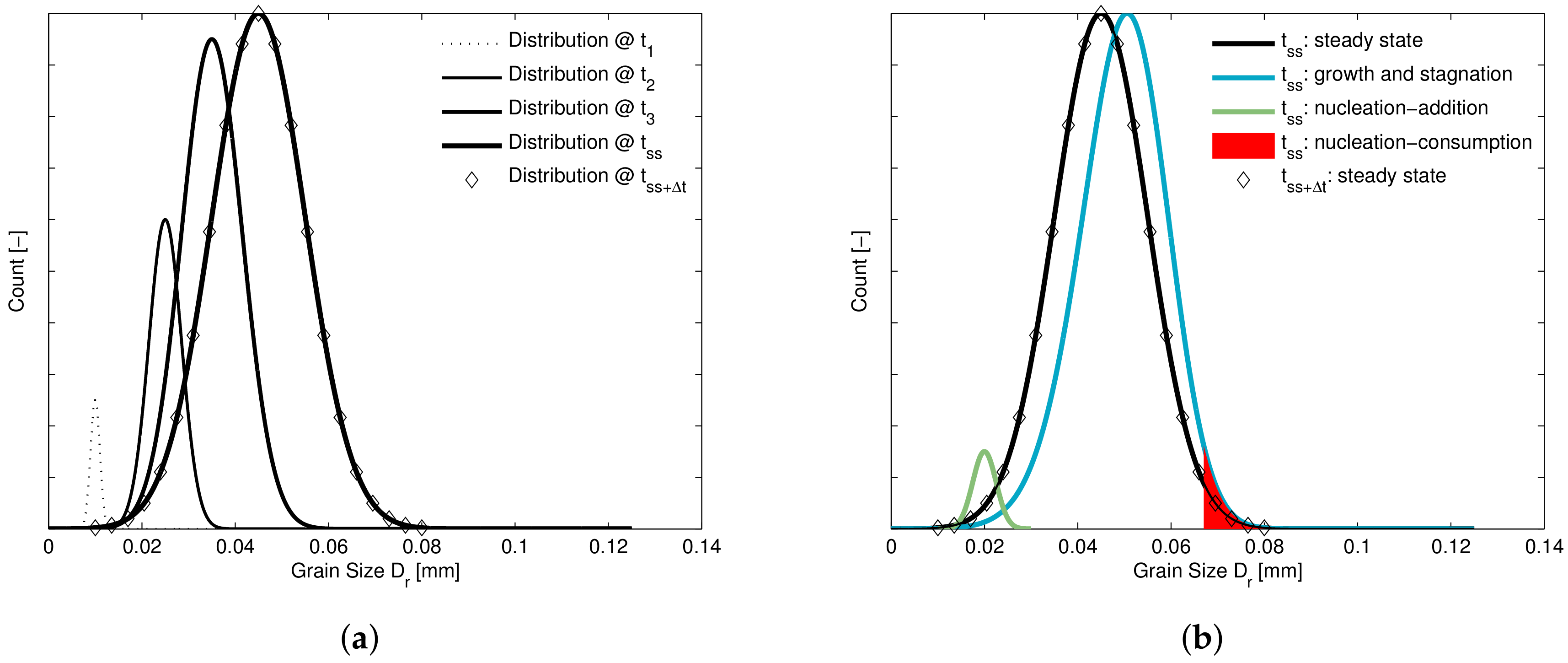
- Nucleation Depending on the prevailing mechanism, i.e., grain boundary bulging, twinning, or nucleation from subgrains, a new dislocation-poor grain nucleates into the dislocated microstructure.
- Growth Driven by the difference in dislocation density within the new grain and its surroundings the grain boundary migrates increasing the size of the new grain at the expense of dislocation-rich surroundings
- Growth stagnation Concurrent hardening, due to ongoing deformation during the growth-phase, increases the dislocation density within the grain to be almost equal to the dislocation density of the surroundings effectively halting growth
- Hardening Continued deformation increases the dislocation density within the grain such that itself becomes a site for “new” nucleation.
2.2.1. Recrystallization Rate
2.2.2. The Amount of Recrystallizing Grains
2.2.3. The Average Size of the Recrystallizing Grains
2.2.4. Average Grain Boundary Velocity and Driving Pressure
2.2.5. Coupling of DRX to the Bergström Equation
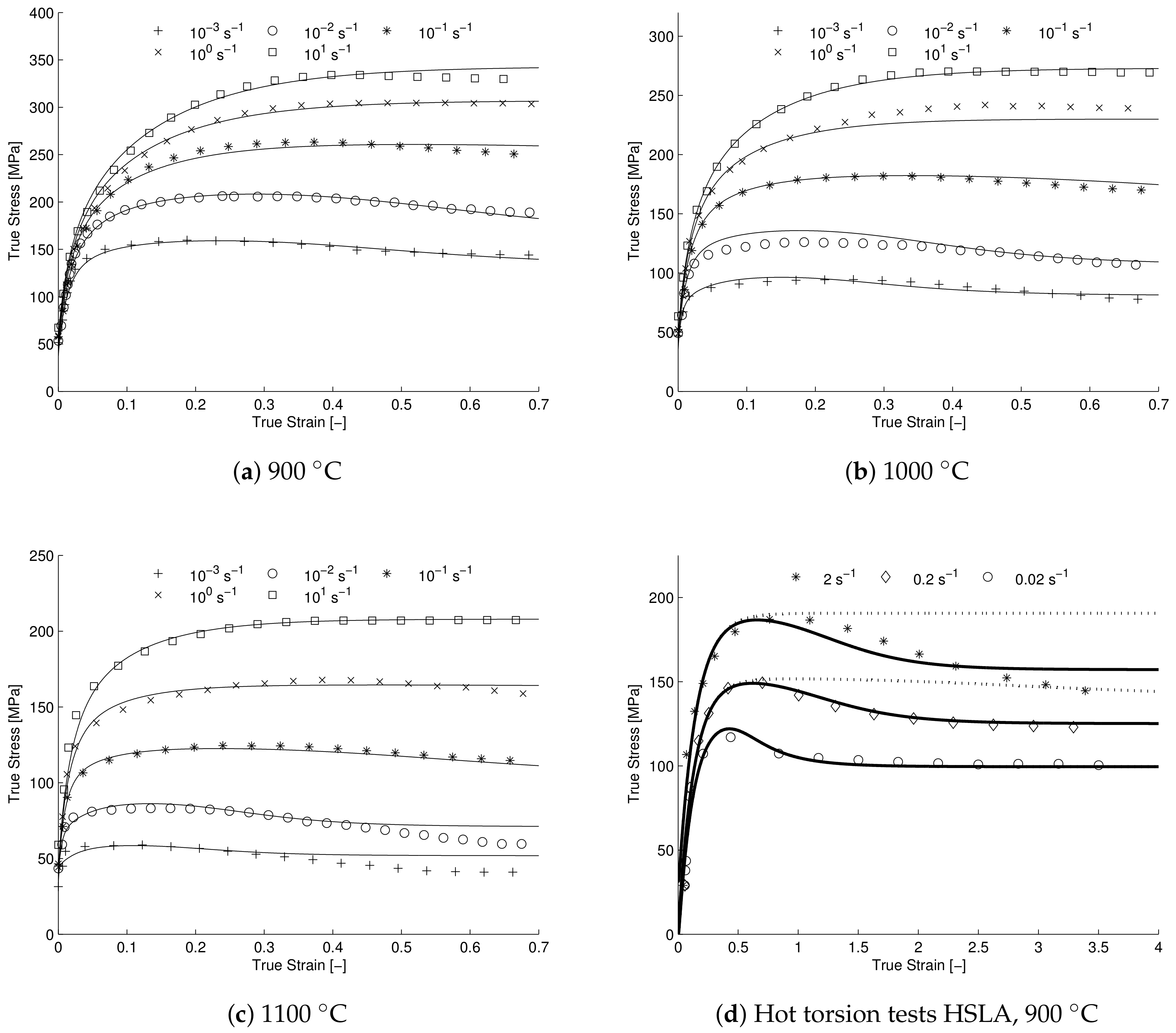
3. Model Results and Discussion
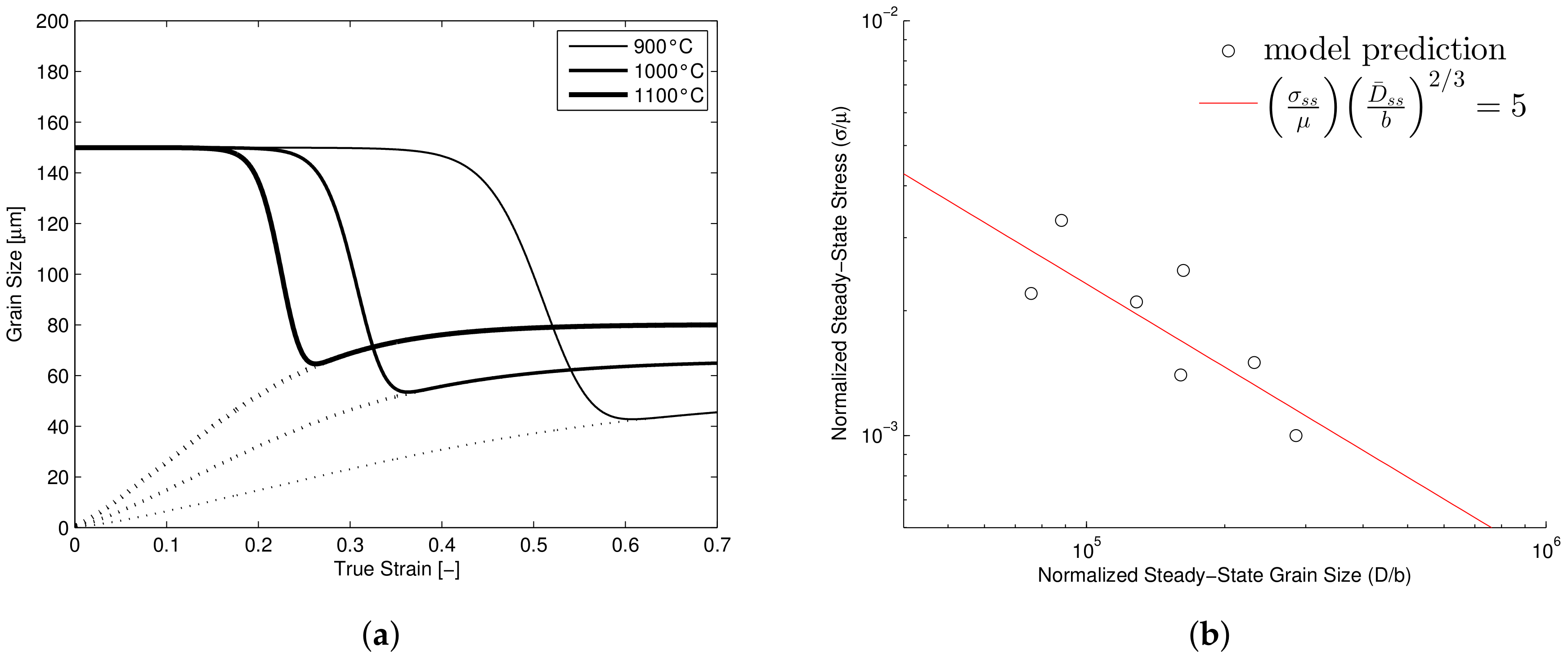
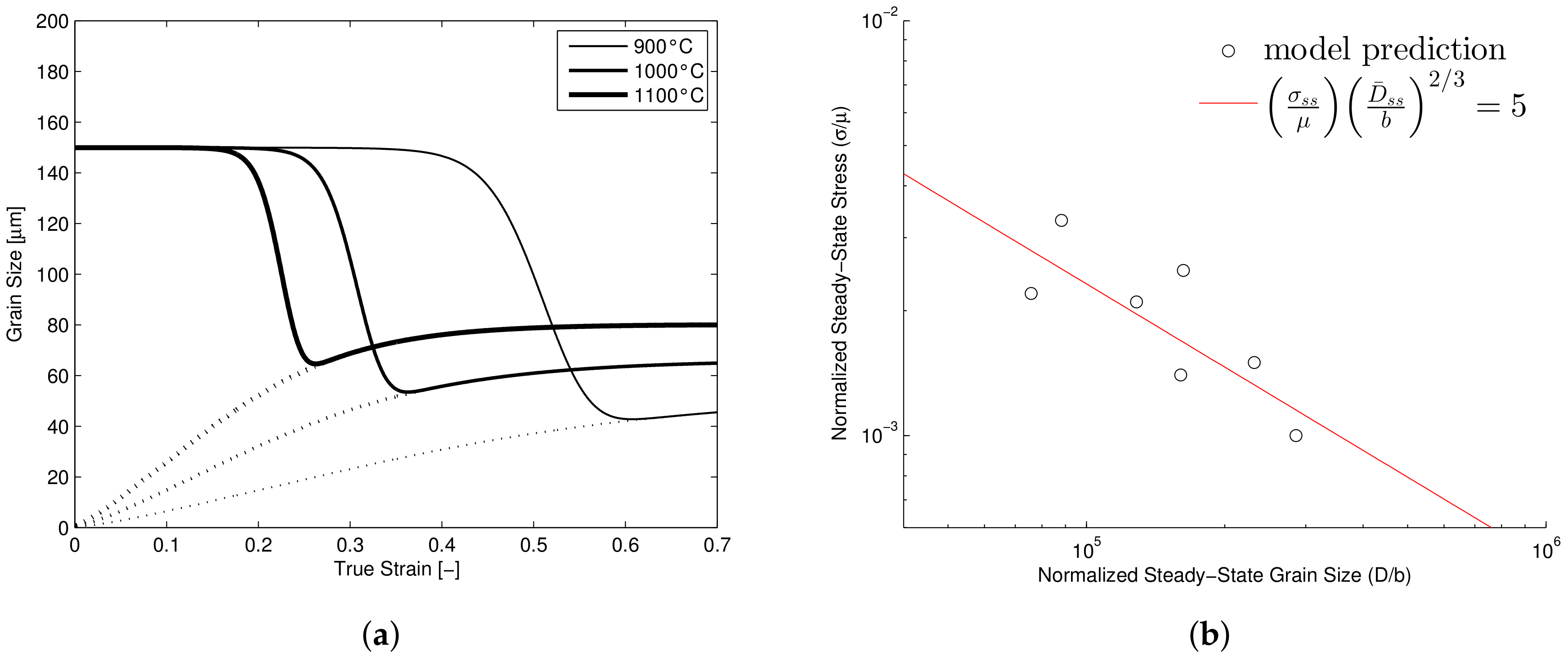
Grain Size Prediction
4. Conclusions
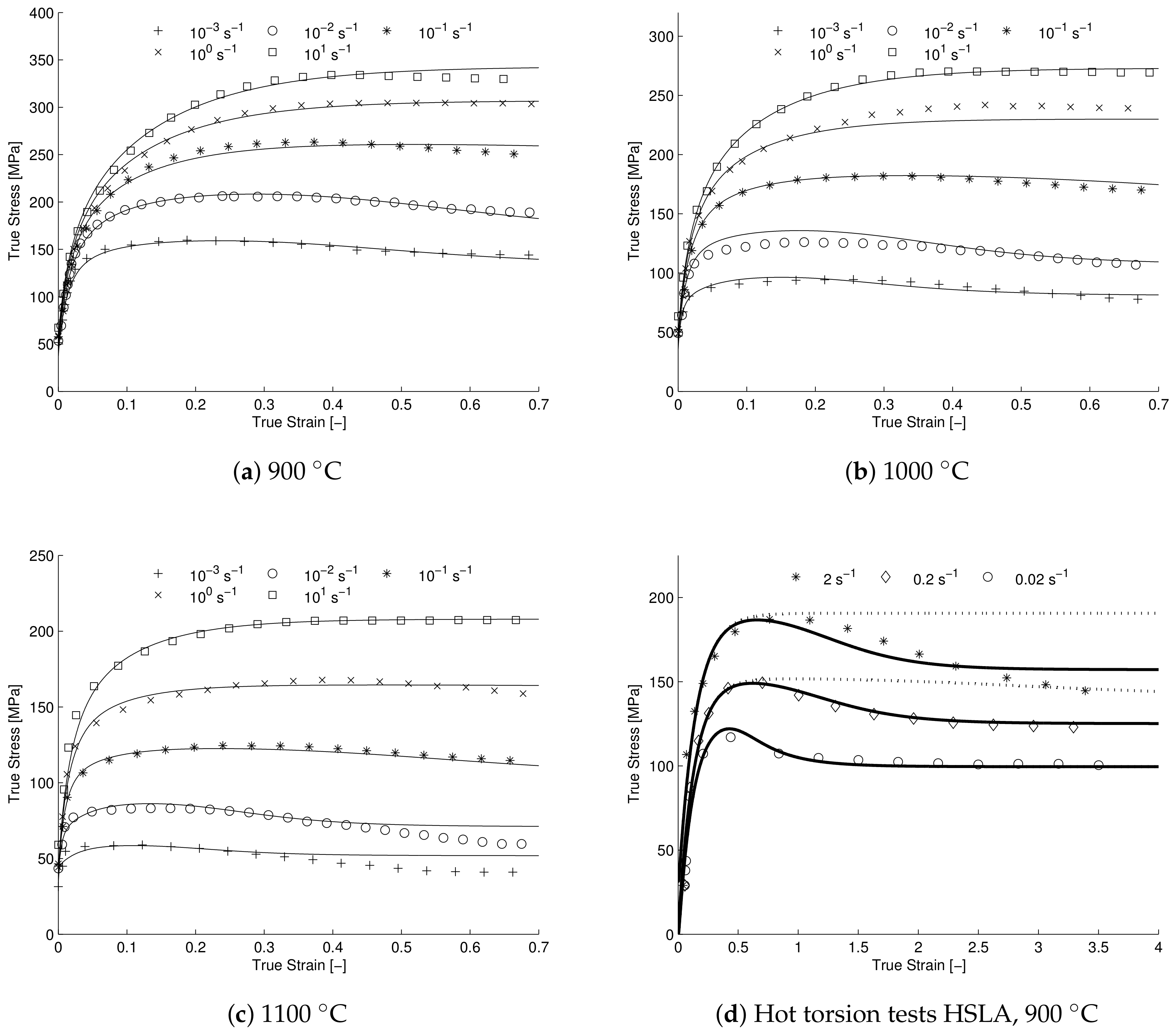
- The model is capable of accurately describing the stress–strain behavior of AISI 316LN over a wide range of temperatures and strain rates.
- The high strain rate DRX-induced softening seen during hot torsion of HSLA-steel is appropriately captured.
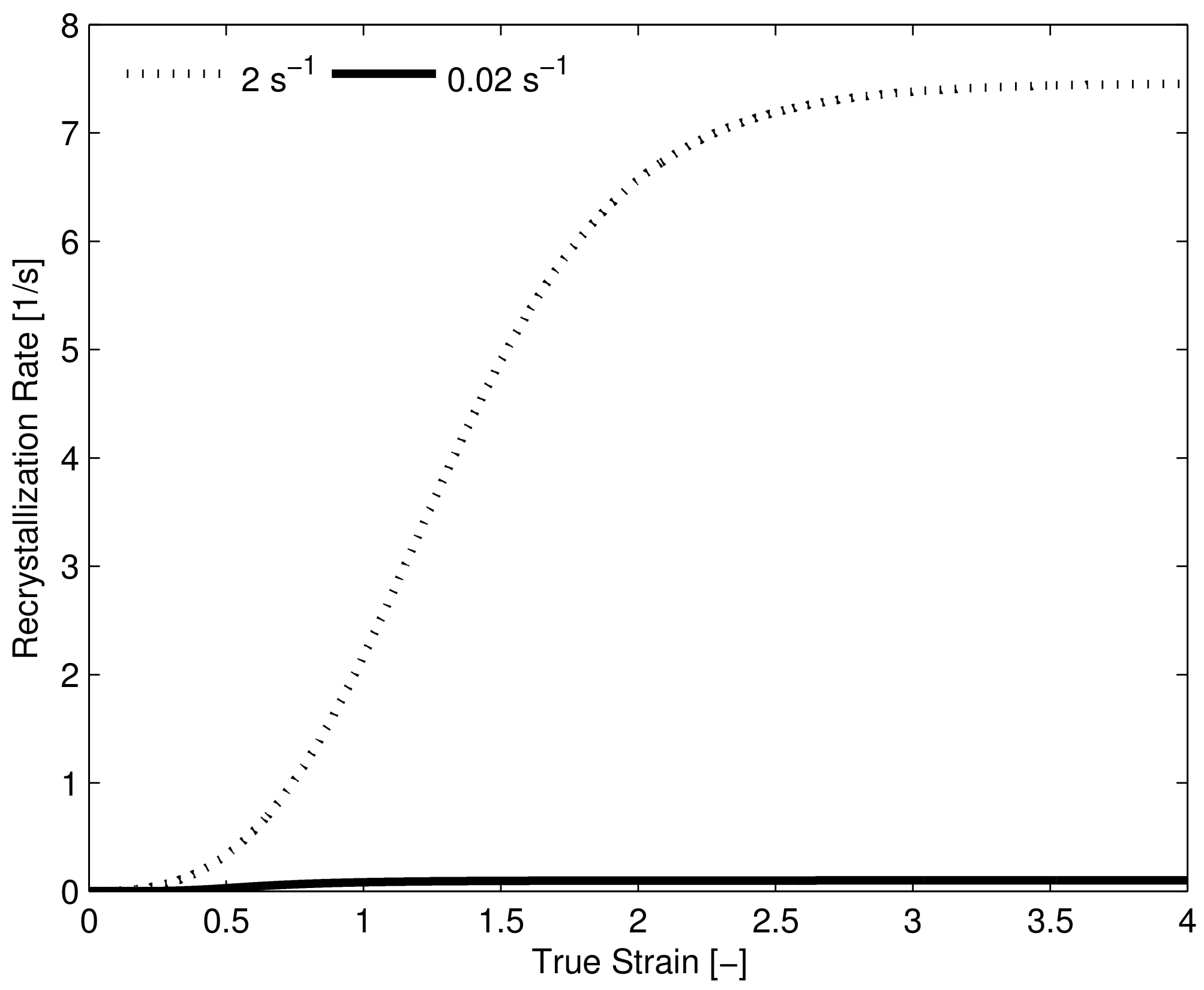
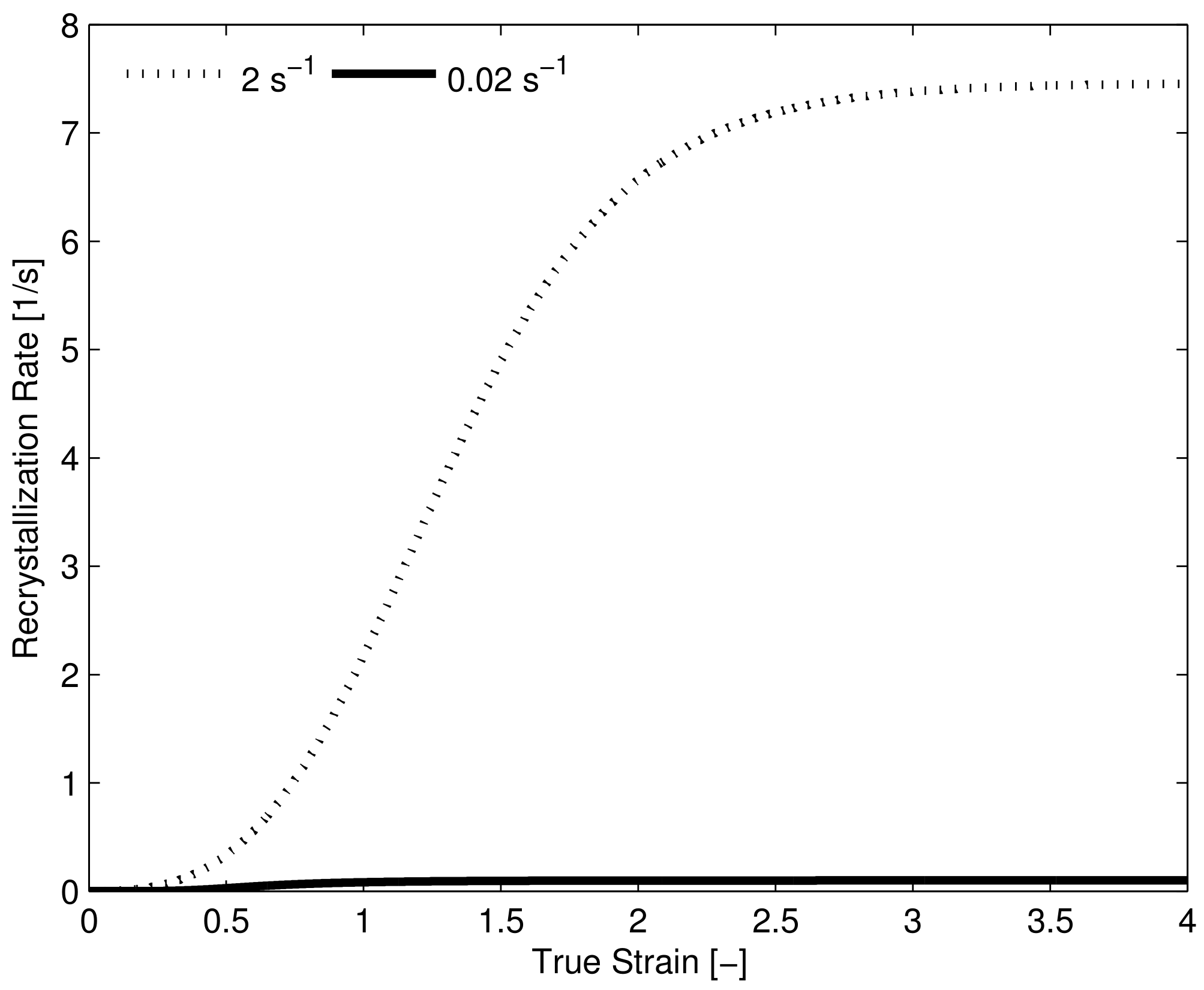
- Grain boundary migration velocity at higher strain rates can be predicted by adding the elastic energy, imparted by the applied dynamic stress, to the driving pressure thereby accurately predicting the extreme differences in recrystallization rate at high strain rate.
- The predicted average steady state grain size is in good agreement with the expected power-law relation with the steady state stress.
5. Future Work
Author Contributions
Conflicts of Interest
Abbreviations
| AISI | American Iron and Steel Institute |
| HSLA | High-Strength Low-Alloy |
| DRX | Dynamic Recrystallization |
| DDRX | Discrete Dynamic Recrystallization |
| CDRX | Continuous Dynamic Recrystallization |
| PDRX | Post Dynamic Recrystallization |
| FEM | Finite Element Method |
| DACE | Design and Analysis of Computer Experiments |
| TEM | Transmission Electron Microscopy |
| BMIS | Boundary Migration Induced Softening |
References
- Guo, X.; Post, J.; Groen, M.; Bleck, W. Stress Oriented Delayed Cracking Induced by Dynamic Martensitic Transformation in MetaStable Austenitic Stainless Steels. Steel Res. Int. 2011, 82, 6–13. [Google Scholar] [CrossRef]
- Pitz, M.; Merklein, M. FE Simulation of Laser Assisted Bending. Adv. Mater. Res. 2005, 6–8, 745–752. [Google Scholar] [CrossRef]
- Doherty, R.D.; Hughes, D.A.; Humphreys, F.J.; Jonas, J.J.; Juul Jensen, D.; Kassner, M.E.; King, W.E.; McNelley, T.R.; McQueen, H.J.; Rollet, A.D. Current issues in recrystallization: A review. J. Mater. Sci. Eng. A 1997, 238, 219–274. [Google Scholar] [CrossRef]
- Humphreys, F.J.; Hatherly, M. Recrystallization and Related Annealing Phenomena, 2nd ed.; Elsevier Ltd.: Oxford, UK, 2004; ISBN 978-0-08-044164-1. [Google Scholar]
- Brown, A.A.; Bammann, D.J. Validation of a model for static and dynamic recrystallization in metals. Int. J. Plast. 2012, 32–33, 17–35. [Google Scholar] [CrossRef]
- Hallberg, H. Approaches to Modelling of Recrystallization. Metals 2006, 1, 16–48. [Google Scholar] [CrossRef]
- Huang, K.; Logé, R.E. A review of dynamic recrystallization phenomena in metallic materials. Mater. Des. 2016, 111, 548–574. [Google Scholar] [CrossRef]
- Montheillet, F. Moving Grain Boundaries During Hot Deformation of Metals: Dynamic Recrystallization. In Moving Interfaces in Crystalline Solids, CISM Courses and Lectures No. 453, Internation Centre for Mechanical Sciences; Fisher, F.D., Schmid, E., Eds.; Springer: Wien, Austria; NewYork, NY, USA, 2004; pp. 203–263. [Google Scholar]
- Madej, L.; Sitko, M.; Pietrzyk, M. Perceptive comparison of mean and full field dynamic recrystallization models. Arch. Civ. Mech. Eng. 2016, 16, 569–589. [Google Scholar] [CrossRef]
- Takaki, T.; Yamanaka, A.; Tomita, Y. Multi-phase-field Simulations of Dynamic Recrystallization during Transient Deformation. ISJI Int. 2011, 51, 1717–1723. [Google Scholar] [CrossRef]
- Liu, Y.; Lin, Y.C; Li, H.; Wen, D.; Chen, X.; Chen, M. Study of dynamic recrystallization in a Ni-based superalloy by experiments and cellular automaton model. J. Mater. Sci. Eng. A 2015, 626, 432–440. [Google Scholar] [CrossRef]
- Popova, E.; Staraselski, Y.; Brahme, A.; Mishra, R.K.; Inal, K. Coupled crystal plasticity-probabilistic cellular automata approach to model dynamic recrystallization in magnesium alloy. Int. J. Plast. 2015, 66, 85–102. [Google Scholar] [CrossRef]
- Sellars, C.M.; McTegart, W.J. On the mechanism of hot deformation. Acta Metall. 1966, 14, 1136–1138. [Google Scholar] [CrossRef]
- Jonas, J.J.; Quelennec, X.; Jiang, L.; Martin, E. The Avrami kinetics of dynamic recrystallization. Acta Mater. 2009, 57, 2748–2756. [Google Scholar] [CrossRef]
- Puchi-Cabrera, E.S.; Staia, M.H.; Guérin, J.D.; Lesage, J.; Dubar, M.; Chicot, D. An experimental analysis and modeling of the work-softening transient due to dynamic recrystallization. Int. J. Plast. 2014, 54, 113–131. [Google Scholar] [CrossRef]
- Zhang, L.; Feng, X.; Wang, X.; Liu, C. On the constitutive model of nitrogen-containing austenitic stainless steel 316LN at elevated temperature. PLos ONE 2009, 9, e102687. [Google Scholar] [CrossRef] [PubMed]
- Lissel, L. Modeling the Microstructural Evolution during Hot Working of C-Mn and of Nb Microalloyed Steels Using a Physically Based Model. Ph.D. Thesis, Royal Institute of Technology Stockholm, Stockholm, Sweden, 2006. [Google Scholar]
- Luton, M.J.; Sellars, C.N. Dynamic recrystallization in nickel and nickel-iron alloys during high temperature deformation. Acta Metall. 1969, 17, 1033–1043. [Google Scholar] [CrossRef]
- Sandström, R.; Lagneborg, R. A model for hot working occurring by recrystallization. Acta Metall. 1975, 23, 387–398. [Google Scholar] [CrossRef]
- Roucoules, C.; Pietrzyk, M.; Hodgson, P.D. Analysis of work hardening and recrystallization during the hot working of steel using a statistically based internal variable model. J. Mater. Sci. Eng. A 2003, 339, 1–9. [Google Scholar] [CrossRef]
- Montheillet, F.; Lurdos, O.; Damamme, G. A grain scale approach for modeling steady-state discontinuous dynamic recrystallization. Acta Mater. 2009, 57, 1602–1612. [Google Scholar] [CrossRef]
- Bernard, P.; Bag, S.; Huang, K.; Logé, R.E. A two-site mean field model of discontinuous dynamic recrystallization. J. Mater. Sci. Eng. A 2011, 528, 7357–7367. [Google Scholar] [CrossRef]
- Beltran, O.; Huang, K.; Logé, R.E. A mean field model of dynamic and post-dynamic recrystallization predicting kinetics, grain size and flow stress. Comput. Mater. Sci. 2015, 102, 293–303. [Google Scholar] [CrossRef]
- Cram, D.G.; Zurob, H.S.; Brechet, Y.J.M.; Hutchinson, C.R. Modelling discontinuous dynamic recrystallization using a physically based model for nucleation. Acta Mater. 2009, 57, 5218–5228. [Google Scholar] [CrossRef]
- Fan, X.G.; Yang, H.; Sun, Z.C.; Zhang, D.W. Quantitative analysis of dynamic recrystallization behavior using a grain boundary evolution based kinetic model. J. Mater. Sci. Eng. A 2010, 527, 5368–5377. [Google Scholar] [CrossRef]
- Grätz, K. The Transient to Steady–State: A Mobility Based Approach on Dynamic Recrystallization. Ph.D. Thesis, Rheinisch-Westfälischen Technischen Hochschule Aachen, Aachen, Germany, 2015. [Google Scholar]
- Roters, F.; Raabe, D.; Gottstein, G. Work hardening in heterogeneous alloys—A microstructural approach based on three internal state variables. Acta Mater. 2000, 48, 4181–4189. [Google Scholar] [CrossRef]
- Estrin, Y.; Tóth, L.S.; Molinari, A.; Bréchet, Y. A Dislocation-Based Model for All Hardening Stages in Large Strain Deformation. Acta Mater. 1998, 15, 5509–5522. [Google Scholar] [CrossRef]
- Roucoules, C.; Hodgson, P.D.; Yue, S.; Jonas, J.J. Softening and Microstructural Change Following the Dynamic Recrystallization of Austenite. Metall. Mater. Trans. A 1994, 25A, 389–400. [Google Scholar] [CrossRef]
- Ding, R.; Guo, Z.X. Coupled quantitative simulation of microstructural evolution and plastic flow during dynamic recrystallization. Acta Mater. 2001, 49, 3163–3175. [Google Scholar] [CrossRef]
- Peczak, P.; Luton, M.J. The effect of nucleation models on dynamic recrystallization I. Homogeneous stored energy distribution. Philos. Mag. B 1993, 68, 115–144. [Google Scholar] [CrossRef]
- Cram, D.G. Dynamic Recrystallization of Pure Copper and Copper-Tin Alloys. Ph.D. Thesis, Monash University, Clayton, VIC, Australia, 2012. [Google Scholar]
- Favre, J.; Fabrégue, D.; Piot, D.; Tang, N.; Koizumi, Y.; Maire, E.; Chiba, A. Modeling grain boundary motion and dynamic recrystallization in pure metals. Metall. Mater. Trans. A 2013, 44, 5861–5875. [Google Scholar] [CrossRef]
- Zouari, M.; Bozzolo, N.; Logé, R.E. Mean field modelling of dynamic and post-dynamic recrystallization during hot deformation of Inconel 718 in the absence of phase particles. J. Mater. Sci. Eng. A 2016, 655, 408–424. [Google Scholar] [CrossRef]
- Laasraoui, A.; Jonas, J.J. Prediction of Steel Flow Stresses at High Temperatures and Strain Rates. Metall. Trans. A 1991, 22, 1545–1558. [Google Scholar] [CrossRef]
- Bergström, Y. A Dislocation Model for the Stress-Strain Behaviour of Polycrystalline α-Fe with Special Emphasis on the Variation of the Densities of Mobile and Immobile Dislocations. Mater. Sci. Eng. 1969, 5, 193–200. [Google Scholar] [CrossRef]
- Van Liempt, P. Workhardening and Substructural Geometry of Metals. J. Mater. Process. Technol. 1994, 45, 459–464. [Google Scholar] [CrossRef]
- Van den Boogaard, A.H.; Bolt, P.J. A Material Model for Warm Forming of Aluminium Sheet. VII Int. Conf. Comp. Plast. 2003, 17. [Google Scholar]
- Bergström, Y.; Hallén, H. An Improved Dislocation Model for the Stress-Strain Behaviour of Polycrystalline α-Fe. Mater. Sci. Eng. 1982, 55, 49–61. [Google Scholar] [CrossRef]
- Kocks, U.F.; Mecking, H. Physics and phenomenology of strain hardening: The FCC case. Prog. Mat. Sci. 2003, 48, 171–273. [Google Scholar] [CrossRef]
- Angella, G.; Donnini, R.; Maldini, M.; Ripamonti, D. Combination between Voce formalism and improved Kocks-Mecking approach to model small strains of flow curves at high temperatures. J. Mater. Sci. Eng. A 2013, 594, 381–388. [Google Scholar] [CrossRef]
- Kooiker, H.; Perdahcıoğlu, E.S.; van den Boogaard, A.H. Constitutive modeling of hot forming of austenitic stainless steel 316LN by accounting for recrystallization in the dislocation evolution. J. Phys. Conf. Ser. 2016, 734, 032026. [Google Scholar] [CrossRef]
- Bailey, J.E.; Hirsch, P.B. The recrystallization process in some polycrystalline metals. Proc. R. Soc. Lond. Ser. A 1962, 267, 11–30. [Google Scholar] [CrossRef]
- Gottstein, G.; Brünger, E.; Frommert, M.; Gördeler, M.; Zeng, M. Prediction of the critical conditions for dynamic recrystallization in metals. Z. Metall. 2003, 94, 628–635. [Google Scholar] [CrossRef]
- Sitdikov, O.; Kaibyshev, R.; Sakai, T. Dynamic Recrystallization Based on Twinning in Course-Grained Mg. Phys. Met. Metallogr. 2000, 521–526. [Google Scholar]
- Mandal, S.; Jayalakshmi, M.; Bhaduri, A.K.; Subramanya Sarma, V. Effect of Strain Rate on the Dynamic Recrystallization Behavior in a Nitrogen-Enhanced 316L(N). Metall. Mater. Trans. A 2014, 45A, 5645–5656. [Google Scholar] [CrossRef]
- Mecking, H.; Gottstein, G. Recrystallization of Metallic Materials; Haessner, F., Ed.; Dr. Riederer-Verlag, GmbH: Stuttgart, Germany, 1978; p. 195. [Google Scholar]
- Hallberg, H.; Svendsen, B.; Kayser, T.; Ristinmaa, M. Microstructure evolution during dynamic discontinuous recrystallization in particle-containing Cu. Comput. Mater. Sci. 2014, 84, 327–338. [Google Scholar] [CrossRef]
- Toda-Caraballo, I.; Chao, J.; Lindgren, L.E.; Capdevilla, C. Effect of residual stress on recrystallization behavior of mechanically alloyed steels. Scr. Mater. 2010, 62, 41–44. [Google Scholar] [CrossRef]
- Senkov, O.N.; Jonas, J.J.; Froes, F.H. Steady-state flow controlled by the velocity of grain-boundary migration J. Mater. Sci. Eng. A 1998, 255, 49–53. [Google Scholar] [CrossRef]
- Kocks, U.F.; Argon, A.S.; Ashby, M.F. Thermodynamics and Kinetics of Slip, 1st ed.; Pergamon Press Ltd.: Oxford, UK, 1975; ISBN 0080179649. [Google Scholar]
- ASM Specialty Handbook. Stainless Steels; David, J.R., Ed.; ASM International: Novelty, OH, USA, 1999; ISBN 978-0-87170-503-6. [Google Scholar]
- Derby, B. The dependence of grain size on stress during dynamic recrystallization. Scr. Metall. Mater. 1991, 27, 1581–1586. [Google Scholar] [CrossRef]
- Sakai, T.; Jonas, J.J. Dynamic Recrystallization: Mechanical and Microstructural considerations. Acta Metall. 1984, 32, 189–209. [Google Scholar] [CrossRef]
- Rollet, A.D.; Luton, M.J.; Srolovitz, D.J. Microstructural simulation of dynamic recrystallization. Acta Metall. Mater. 1992, 40, 43–55. [Google Scholar] [CrossRef]
- Galindo-Nava, E.I.; Rivera-Díaz-del-Castillo, P.E.J. Grain size evolution during discontinuous dynamic recrystallization. Scr. Mater. 2014, 72–73, 1–4. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| 0.5 | 9.05 × 105 mm−1 | 3.05 × 105 mm−1 | 5.69 × 109 mm4K/Js | ||||
| b | 2.8 × 10−7 mm | 1.90 × 105 mm−1 | 2.59 × 1012 mm−1 | 219 kJ/mol | |||
| M | 3 | Q | 411 kJ/mol | −0.51 | 3.90 × 109 s−1mm−3 | ||
| 8.7 × 104 N/mm2 | 11. 22 | 1.5 × 10−3 MPa | 95.7 kJ/mol | ||||
| 26.3 MPa/K | 3.1 × 104 | 0.81 | 5.16 × 102 | ||||
| 2.55 × 106 mm−2 | −0.2 | 74.0 kJ/mol | 1× 10−3 mm |
| 0.5 | 6.27 × 105 mm−2 | −0.08 | 2.86 × 105 s−1mm−3 | ||||
| b | 2.8 × 10−7 mm | 1.74 × 105 mm−1 | 1.69 MPa | 1.69 × 102 | |||
| M | 3 | 1.5 | 1.92 | ||||
| 7.97 × 104 N/mm2 | 12.53 | 2.53 mm4/Js |
| [s−1] | P() [MPa] | P() [MPa] | [MPa] |
|---|---|---|---|
| 0.02 | 0.19 | 0 | 0 |
| 0.2 | 0.25 | 0.67 | 8.34 |
| 2 | 0.30 | 9.47 | 31.48 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kooiker, H.; Perdahcıoğlu, E.S.; Van den Boogaard, A.H. A Continuum Model for the Effect of Dynamic Recrystallization on the Stress–Strain Response. Materials 2018, 11, 867. https://doi.org/10.3390/ma11050867
Kooiker H, Perdahcıoğlu ES, Van den Boogaard AH. A Continuum Model for the Effect of Dynamic Recrystallization on the Stress–Strain Response. Materials. 2018; 11(5):867. https://doi.org/10.3390/ma11050867
Chicago/Turabian StyleKooiker, H., E. S. Perdahcıoğlu, and A. H. Van den Boogaard. 2018. "A Continuum Model for the Effect of Dynamic Recrystallization on the Stress–Strain Response" Materials 11, no. 5: 867. https://doi.org/10.3390/ma11050867
APA StyleKooiker, H., Perdahcıoğlu, E. S., & Van den Boogaard, A. H. (2018). A Continuum Model for the Effect of Dynamic Recrystallization on the Stress–Strain Response. Materials, 11(5), 867. https://doi.org/10.3390/ma11050867