ANN Surface Roughness Optimization of AZ61 Magnesium Alloy Finish Turning: Minimum Machining Times at Prime Machining Costs

 ,
,  ,
,  ,
,
Abstract
1. Introduction
2. Experiment
3. System Adaptation Procedure
4. Formulation of an Optimization Problem
5. Building a Neural Network Model
6. Graphical Representation of the Surface of Vector Estimates (D)
7. Establishment of a Pareto Frontier
8. The Optimum Settings
9. Conclusions
- (1)
- For the first time in the turning of magnesium alloy, the Edgeworth–Pareto methodology has been used for adapting the cutting tool–workpiece system to the state of the minimal value of the three-dimensional estimates of vector f in a normalized space: f1 f2 f3 using an artificial intelligence-based model.
- (2)
- An artificial neural network has been created in the Matlab programming environment based on an MLP 4-12-3 multi-layer perceptron that predicts the values of f1, f2, f3, f in the finishing turning of the AZ61 magnesium alloy workpiece with a width of X mm, a length of X mm, and a height of X mm, at a cutting speed of 100–250 m/min, a depth of cut from 0.25 to 1.0 mm, and a feed rate of 50–150 mm/rev with an accuracy of ±1.35%.
- (3)
- According to the neural network model for the AZ61 alloy in finish turning, the value of the integrated optimization criterion, f, has mainly been influenced by feed rate, fr. Vector f is 2.9 times more influenced by feed rate than by cutting speed and depth of cut. Increasing the feed rate led to an increase in f, and increasing vc and ap led to a decrease in f.
- (4)
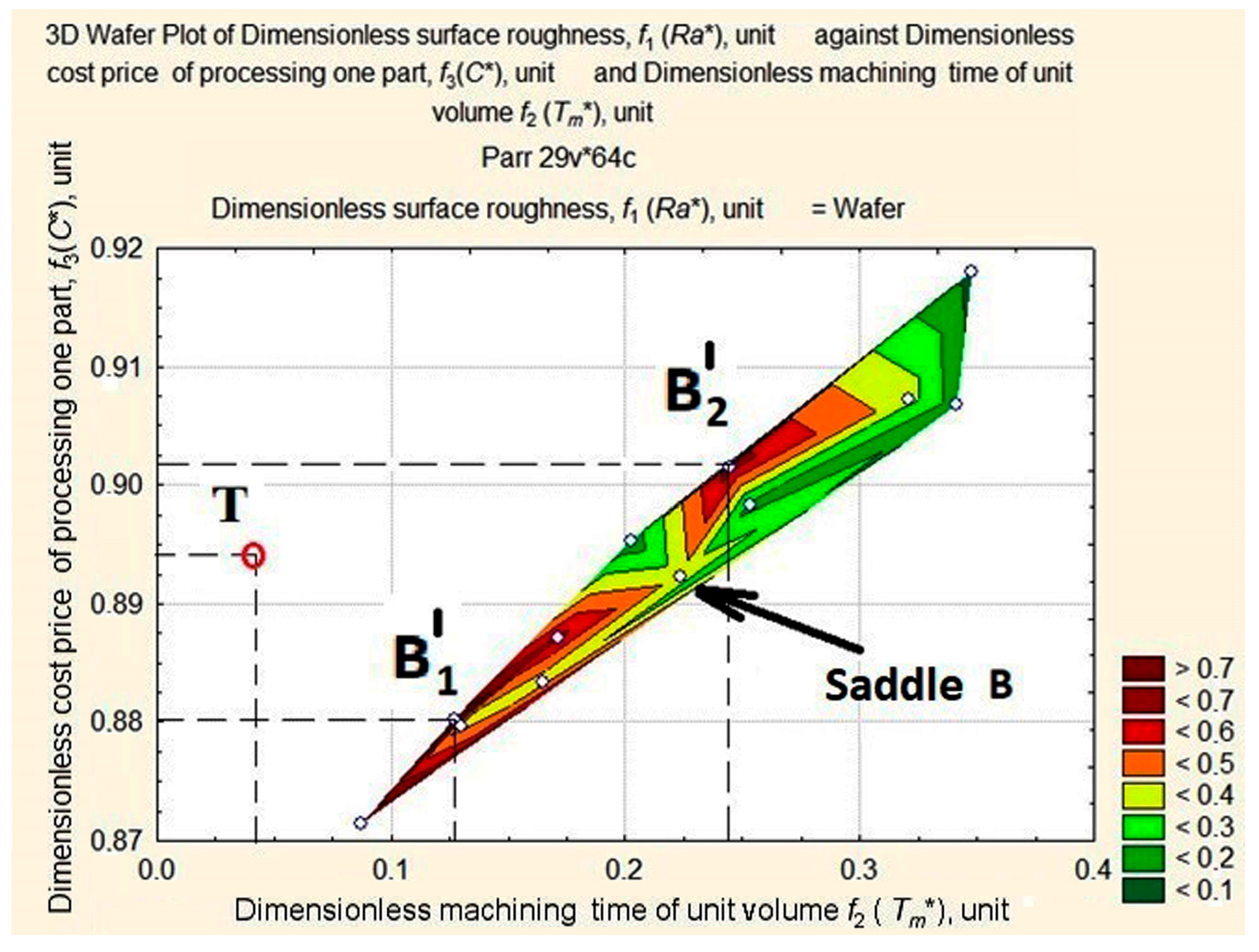
- For the first time, an AZ61 magnesium alloy workpiece wafer plot of surface roughness after finishing turning has been generated at cutting speeds of 100–250 m/min, at a depth of cut from 0.25–1.0 mm, and at a feed rate of 50–150 mm/rev.
- (5)
- The global optimum in the finish turning of the alloy workpiece has been set as follows: the minimum length of 3D vector estimates with the coordinates Ra = 0.087 μm, Tm = 0.358 min/cm3, and С = $8.2973 corresponded to the following optimum conditions of finishing turning: cutting speed vc = 250 m/min, depth of cut ap =1.0 mm, and feed rate fr = 0.08 mm/rev.
- (6)
- Automated calculation with the Industry 4.0 Framework has been performed in the Matlab environment, to define the optimal turning conditions for magnesium alloy workpieces as products of intelligent computer-aided manufacturing systems.
Author Contributions
Acknowledgments
Conflicts of Interest
References
- López De Lacalle, L.N.; Pérez-Bilbatua, J.; Sánchez, J.A.; Llorente, J.I.; Gutiérrez, A.; Albóniga, J. Using high pressure coolant in the drilling and turning of low machinability alloys. Int. J. Adv. Manuf. Technol. 2000, 16, 85–91. [Google Scholar] [CrossRef]
- Jurkovic, Z.; Cukor, G.; Andrejcak, I. Improving the surface roughness at longitudinal turning using the different optimization methods. Teh. Vjesn. 2010, 17, 397–402. [Google Scholar]
- Fernández-Abia, A.I.; García, J.B.; López de Lacalle, L.N. High-performance machining of austenitic stainless steels (Book Chapter). Mach. Mach. Tools Res. Dev. 2013, 29–90. [Google Scholar] [CrossRef]
- Józwik, J.; Mika, D. Diagnostics of workpiece surface condition based on cutting tool vibrations during machining. Adv. Sci. Technol. Res. J. 2015, 26, 57–65. [Google Scholar] [CrossRef]
- Pereira, O.; Rodríguez, A.; Fernández-Valdivielso, A.; Barreiro, J.; Fernández-Abia, A.I.; López-De-Lacalle, L.N. Cryogenic Hard Turning of ASP23 Steel Using Carbon Dioxide. Proced. Eng. 2015, 132, 486–491. [Google Scholar] [CrossRef]
- Feldshtein, E.; Józwik, J.; Legutko, S. The influence of the conditions of emulsion mist formation on the surface roughness of AISI 1045 steel after finish turning. Adv. Sci. Technol. Res. J. 2016, 30, 144–149. [Google Scholar] [CrossRef]
- Nath, C.; Kapoor, S.G.; Srivastava, A.K. Finish turning of Ti-6Al-4V with the atomization-based cutting fluid (ACF) spray system. J. Manuf. Process. 2017, 28, 464–471. [Google Scholar] [CrossRef]
- Karkalos, N.E.; Galanis, N.I.; Markopoulos, A.P. Surface roughness prediction for the milling of Ti-6Al-4V ELI alloy with the use of statistical and soft computing techniques. Measurement 2016, 90, 25–35. [Google Scholar] [CrossRef]
- Arnaiz-González, Á.; Fernández-Valdivielso, A.; Bustillo, A.; López de Lacalle, L.N. Using artificial neural networks for the prediction of dimensional error on inclined surfaces manufactured by ball-end milling. Int. J. Adv. Manuf. Technol. 2016, 83, 847–859. [Google Scholar] [CrossRef]
- Selaimia, A.-A.; Yallese, M.A.; Bensouilah, H.; Meddour, I.; Khattabi, R.; Mabrouki, T. Modeling and optimization in dry face milling of X2CrNi18-9 austenitic stainless steel using RMS and desirability approach. Measurement 2017, 107, 53–67. [Google Scholar] [CrossRef]
- Pimenov, D.Y.; Bustillo, A.; Mikolajczyk, T. Artificial intelligence for automatic prediction of required surface roughness by monitoring wear on face mill teeth. J. Intell. Manuf. 2018, 29, 1045–1061. [Google Scholar] [CrossRef]
- Sutowski, P.; Nadolny, K.; Kaplonek, W. Monitoring of cylindrical grinding processes by use of a non-contact AE system. Int. J. Precis. Eng. Manuf. 2012, 13, 1737–1743. [Google Scholar] [CrossRef]
- Novák, M.; Náprstková, N.; Józwik, J. Analysis of the surface profile and its material share during the grinding Inconel 718 alloy. Adv. Sci. Technol. Res. J. 2015, 26, 41–48. [Google Scholar] [CrossRef]
- Tahreen, N.; Chen, D.L.; Nouri, M.; Li, D.Y. Influence of aluminum content on twinning and texture development of cast Mg-Al-Zn alloy during compression. J. Alloys Compd. 2015, 623, 15–23. [Google Scholar] [CrossRef]
- Olguín-González, M.L.; Hernández-Silva, D.; García-Bernal, M.A.; Sauce-Rangel, V.M. Hot deformation behavior of hot-rolled AZ31 and AZ61 magnesium alloys. Mater. Sci. Eng. A 2014, 597, 82–88. [Google Scholar] [CrossRef]
- Tsao, L.C.; Huang, Y.-T.; Fan, K.-H. Flow stress behavior of AZ61 magnesium alloy during hot compression deformation. Mater. Des. 2014, 53, 865–869. [Google Scholar] [CrossRef]
- Watari, H.; Haga, T.; Koga, N.; Davey, K. Feasibility study of twin roll casting process for magnesium alloys. J. Mater. Process. Technol. 2007, 192–193, 300–305. [Google Scholar] [CrossRef]
- Zhang, Z.; Wang, Z.; Yin, S.; Bao, L.; Chen, B.; Le, Q.; Cui, J. Effect of compound physical field on microstructures of semi-continuous cast AZ61 magnesium alloy billets. Xiyou Jinshu Cailiao Yu Gongcheng/Rare Met. Mater. Eng. 2016, 45, 2385–2390. [Google Scholar]
- Chen, T.; Xie, Z.-W.; Luo, Z.-Z.; Yang, Q.; Tan, S.; Wang, Y.-J.; Luo, Y.-M. Microstructure evolution and tensile mechanical properties of thixoformed AZ61 magnesium alloy prepared by squeeze casting. Trans. Nonferrous Met. Soc. China 2014, 24, 3421–3428. [Google Scholar] [CrossRef]
- Mustea, G.; Brabie, G. Influence of cutting parameters on the surface quality of round parts made from AZ61 magnesium alloy and machined by turning. Adv. Mater. Res. 2014, 837, 128–134. [Google Scholar] [CrossRef]
- Santos, M.C.; Machado, A.R.; Sales, W.F.; Barrozo, M.A.S.; Ezugwu, E.O. Machining of aluminum alloys: A review. Int. J. Adv. Manuf. Technol. 2016, 86, 3067–3080. [Google Scholar] [CrossRef]
- Risbood, K.A.; Dixit, U.S.; Sahasrabudhe, A.D. Prediction of surface roughness and dimensional deviation by measuring cutting forces and vibrations in turning process. J. Mater. Process. Technol. 2003, 132, 203–214. [Google Scholar] [CrossRef]
- Özel, T.; Karpat, Y. Predictive modeling of surface roughness and tool wear in hard turning using regression and neural networks. Int. J. Mach. Tools Manuf. 2005, 45, 467–479. [Google Scholar] [CrossRef]
- Bajić, D.; Lela, B.; Cukor, G. Examination and modelling of the influence of cutting parameters on the cutting force and the surface roughness in longitudinal turning. Stroj. Vestn. J. Mech. Eng. 2008, 54, 322–333. [Google Scholar]
- Muthukrishnan, N.; Davim, J.P. Optimization of machining parameters of Al/SiC-MMC with ANOVA and ANN analysis. J. Mater. Process. Technol. 2009, 209, 225–232. [Google Scholar] [CrossRef]
- Natarajan, C.; Muthu, S.; Karuppuswamy, P. Prediction and analysis of surface roughness characteristics of a non-ferrous material using ANN in CNC turning. Int. J. Adv. Manuf. Technol. 2011, 57, 1043–1051. [Google Scholar] [CrossRef]
- Svalina, I.; Sabo, K.; Šimunović, G. Machined surface quality prediction models based on moving least squares and moving least absolute deviations methods. Int. J. Adv. Manuf. Technol. 2011, 57, 1099–1106. [Google Scholar] [CrossRef]
- Pontes, F.J.; Paiva, A.P.D.; Balestrassi, P.P.; Ferreira, J.R.; Silva, M.B.D. Optimization of Radial Basis Function neural network employed for prediction of surface roughness in hard turning process using Taguchi’s orthogonal arrays. Expert Syst. Appl. 2012, 39, 7776–7787. [Google Scholar] [CrossRef]
- Hessainia, Z.; Belbah, A.; Yallese, M.A.; Mabrouki, T.; Rigal, J.-F. On the prediction of surface roughness in the hard turning based on cutting parameters and tool vibrations. Measurement 2013, 46, 1671–1681. [Google Scholar] [CrossRef]
- Krolczyk, G.; Raos, P.; Legutko, S. Experimental analysis of surface roughness and surface texture of machined and fused deposition modelled parts | [Eksperimentalna analiza površinske hrapavosti i teksture tokarenih i taložno očvrsnutih proizvoda]. Teh. Vjesn. 2014, 21, 217–221. [Google Scholar]
- Nieslony, P.; Krolczyk, G.M.; Wojciechowski, S.; Chudy, R.; Zak, K.; Maruda, R.W. Surface quality and topographic inspection of variable compliance part after precise turning. Appl. Surf. Sci. 2018, 434, 91–101. [Google Scholar] [CrossRef]
- Acayaba, G.M.A.; Escalona, P.M.D. Prediction of surface roughness in low speed turning of AISI316 austenitic stainless steel. CIRP J. Manuf. Sci. Technol. 2015, 11, 62–67. [Google Scholar] [CrossRef]
- D’Addona, D.M.; Raykar, S.J. Analysis of Surface Roughness in Hard Turning Using Wiper Insert Geometry. Proced. CIRP 2016, 41, 841–846. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Prediction of surface roughness in hard turning under high pressure coolant using Artificial Neural Network. Measurement 2016, 92, 464–474. [Google Scholar] [CrossRef]
- Jurkovic, Z.; Cukor, G.; Brezocnik, M.; Brajkovic, T. A comparison of machine learning methods for cutting parameters prediction in high speed turning process. J. Intell. Manuf. 2016. [Google Scholar] [CrossRef]
- Tootooni, M.S.; Liu, C.; Roberson, D.; Donovan, R.; Rao, P.K.; Kong, Z.J.; Bukkapatnam, S.T.S. Online non-contact surface finish measurement in machining using graph theory-based image analysis. J. Manuf. Syst. 2016, 41, 266–276. [Google Scholar] [CrossRef]
- Mia, M.; Khan, M.A.; Dhar, N.R. Performance prediction of high-pressure coolant assisted turning of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2017, 90, 1433–1445. [Google Scholar] [CrossRef]
- Mia, M.; Gupta, M.; Singh, G.; Krolczyk, G.; Pimenov, D.Y. An approach to cleaner production for machining hardened steel using different cooling-lubrication conditions. J. Clean. Prod. 2018, 187, 1069–1081. [Google Scholar] [CrossRef]
- Al-Ahmari, A.M.A. Prediction and optimisation models for turning operations. Int. J. Prod. Res. 2008, 46, 4061–4081. [Google Scholar] [CrossRef]
- Jafarian, F.; Taghipour, M.; Amirabadi, H. Application of artificial neural network and optimization algorithms for optimizing surface roughness, tool life and cutting forces in turning operation. J. Mech. Sci. Technol. 2013, 27, 1469–1477. [Google Scholar] [CrossRef]
- Mokhtari Homami, R.; Fadaei Tehrani, A.; Mirzadeh, H.; Movahedi, B.; Azimifar, F. Optimization of turning process using artificial intelligence technology. Int. J. Adv. Manuf. Technol. 2014, 70, 1205–1217. [Google Scholar] [CrossRef]
- Sangwan, K.S.; Saxena, S.; Kant, G. Optimization of machining parameters to minimize surface roughness using integrated ANN-GA approach. Procedia CIRP 2015, 29, 305–310. [Google Scholar] [CrossRef]
- Gupta, A.K.; Guntuku, S.C.; Desu, R.K.; Balu, A. Optimisation of turning parameters by integrating genetic algorithm with support vector regression and artificial neural networks. Int. J. Adv. Manuf. Technol. 2015, 77, 331–339. [Google Scholar] [CrossRef]
- Venkata Rao, K.; Murthy, P.B.G.S.N. Modeling and optimization of tool vibration and surface roughness in boring of steel using RSM, ANN and SVM. J. Intell. Manuf. 2016. [Google Scholar] [CrossRef]
- Zerti, O.; Yallese, M.A.; Khettabi, R.; Chaoui, K.; Mabrouki, T. Design optimization for minimum technological parameters when dry turning of AISI D3 steel using Taguchi method. Int. J. Adv. Manuf. Technol. 2017, 89, 1915–1934. [Google Scholar] [CrossRef]
- Mia, M.; Khan, M.A.; Rahman, S.S.; Dhar, N.R. Mono-objective and multi-objective optimization of performance parameters in high pressure coolant assisted turning of Ti-6Al-4V. Int. J. Adv. Manuf. Technol. 2017, 90, 109–118. [Google Scholar] [CrossRef]
- Mia, M.; Dhar, N.R. Optimization of surface roughness and cutting temperature in high-pressure coolant-assisted hard turning using Taguchi method. Int. J. Adv. Manuf. Technol. 2017, 88, 739–753. [Google Scholar] [CrossRef]
- Basak, S.; Dixit, U.S.; Davim, J.P. Application of radial basis function neural networks in optimization of hard turning of AISI D2 cold-worked tool steel with a ceramic tool. Proc. Inst. Mech. Eng. B. J. Eng. Manuf. 2017, 221, 987–998. [Google Scholar] [CrossRef]
- Karpat, Y.; Özel, T. Multi-objective optimization for turning processes using neural network modeling and dynamic-neighborhood particle swarm optimization. Int. J. Adv. Manuf. Technol. 2007, 35, 234–247. [Google Scholar] [CrossRef]
- Raykar, S.J.; D’Addona, D.M.; Mane, A.M. Multi-objective optimization of high speed turning of Al 7075 using grey relational analysis. Procedia CIRP 2015, 33, 293–298. [Google Scholar] [CrossRef]
- Yue, C.; Wang, L.; Liu, J.; Hao, S. Multi-objective optimization of machined surface integrity for hard turning process. Int. J. Smart Home 2016, 10, 71–76. [Google Scholar] [CrossRef]
- Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Mikolajczyk, T.; El Danaf, E.A.; Taha, M.A. Minimization of turning time for high strength steel with a given surface roughness using the Edgeworth-Pareto optimization method. Int. J. Adv. Manuf. Technol. 2017, 93, 2375–2392. [Google Scholar] [CrossRef]
- Kostenetskiy, P.S.; Safonov, A.Y. SUSU supercomputer resources. CEUR Workshop Proc. 2016, 1576, 561–573. [Google Scholar]
















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Element | Aluminum | Zinc | Copper | Silicon | Iron | Nickel | Magnesium |
|---|---|---|---|---|---|---|---|
| Mass % | 6 | 0.90 | 0.02 | 0.008 | 0.007 | 0.003 | Balance |
| Cutting Speed: vc, (m/min) | Feed: fr, (mm/rev) | Surface Roughness: Ra (µm) | |||
|---|---|---|---|---|---|
| Depth of Cut: ap, (mm) | |||||
| 0.25 | 0.5 | 0.75 | 1.0 | ||
| 100 | 0.0400 | 0.1730 | 0.1660 | 0.1500 | 0.1290 |
| 100 | 0.0800 | 0.3880 | 0.3610 | 0.3530 | 0.4400 |
| 100 | 0.1200 | 0.8720 | 0.9520 | 1.0470 | 1.0200 |
| 100 | 0.1600 | 1.6780 | 2.1040 | 2.1790 | 2.6290 |
| 150 | 0.0400 | 0.1460 | 0.1320 | 0.1160 | 0.1890 |
| 150 | 0.0800 | 0.3440 | 0.3480 | 0.3150 | 0.4130 |
| 150 | 0.1200 | 0.9310 | 1.0540 | 0.9840 | 0.9990 |
| 150 | 0.1600 | 1.6370 | 1.7640 | 1.7020 | 1.8840 |
| 200 | 0.0400 | 0.1820 | 0.1800 | 0.2040 | 0.1500 |
| 200 | 0.0800 | 0.3670 | 0.3860 | 0.3970 | 0.3550 |
| 200 | 0.1200 | 0.8450 | 1.0240 | 1.0340 | 1.2140 |
| 200 | 0.1600 | 1.9760 | 1.9220 | 1.9350 | 2.0140 |
| 250 | 0.0400 | 0.1230 | 0.1830 | 0.1370 | 0.2240 |
| 250 | 0.0800 | 0.3590 | 0.3890 | 0.3580 | 0.3250 |
| 250 | 0.1200 | 0.9370 | 0.9680 | 0.9500 | 1.0000 |
| 250 | 0.1600 | 2.0880 | 1.9540 | 2.0170 | 1.8930 |
| Mater. | Cost of Machining/Hour (SR 400), CMh: $ | Cost of Tool Holder, CToolh: $ | Tool Holder Life: LTToolh min | Cost of Insert, CIn: $ | Setup Insert: k | Unit Cost of Work-Piece: Cw: $ | Tool Life: T Min | Cost of Tool Minute: CToolmin, $ CToolmin = (CIn/(T×k)) + (CToolhLTToolh) |
|---|---|---|---|---|---|---|---|---|
| AZ61 | 106 | 85 | 5 Year × 365 Day × 24 h × 60 min = 2,628,000 | 10 | 2 | 8 | 60 | 0.083 |
| Variable Parameters | Optimization Criteria | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| x1 Cutting Speed: vc, (m/min) | x2 Depth of Cut: ap, (mm) | x3 Feed: fr, (mm/rev) | Surface Roughness: Ra (µm) | Dimensionless Surface Roughness: f1 (Ra*), u | Unit Volume Machining Time: Tm (min/cm3) | Dimensionless Volume Machining Time: f2 (Tm*), u | Unit cost Price of Processing One Part: C, ($) | Dimension-less Cost Price of Processing One Part: f3 (C*), u | Length of Estimates Vector: f, u | Length of Estimates Vector: f*, u |
| 0.4 | 0.25 | 0.25 | 0.1730 | 0.0660 | 1.0000 | 1.0000 | 9.2729 | 1.0000 | 1.4160 | 1.0000 |
| 0.4 | 0.25 | 0.5 | 0.3880 | 0.1480 | 0.5000 | 0.5000 | 8.6374 | 0.9310 | 1.1780 | 0.8319 |
| 0.4 | 0.25 | 0.75 | 0.8720 | 0.3320 | 0.3333 | 0.3330 | 8.4237 | 0.9080 | 1.1260 | 0.7952 |
| 0.4 | 0.25 | 1.0 | 1.6780 | 0.6380 | 0.2500 | 0.2500 | 8.3187 | 0.8970 | 1.2090 | 0.8538 |
| 0.6 | 0.25 | 0.25 | 0.1460 | 0.0560 | 0.6667 | 0.6670 | 8.8492 | 0.9540 | 1.2570 | 0.8877 |
| 0.6 | 0.25 | 0.5 | 0.3440 | 0.1310 | 0.3333 | 0.3330 | 8.4237 | 0.9080 | 1.0840 | 0.7655 |
| 0.6 | 0.25 | 0.75 | 0.9310 | 0.3540 | 0.2222 | 0.2220 | 8.2837 | 0.8930 | 1.0700 | 0.7556 |
| 0.6 | 0.25 | 1.0 | 1.6370 | 0.6230 | 0.1667 | 0.1670 | 8.2118 | 0.8860 | 1.1580 | 0.8178 |
| 0.8 | 0.25 | 0.25 | 0.1820 | 0.0690 | 0.5000 | 0.5000 | 8.6374 | 0.9310 | 1.1710 | 0.8270 |
| 0.8 | 0.25 | 0.5 | 0.3670 | 0.1400 | 0.2500 | 0.2500 | 8.3187 | 0.8970 | 1.0360 | 0.7316 |
| 0.8 | 0.25 | 0.75 | 0.8450 | 0.3210 | 0.1667 | 0.1670 | 8.2118 | 0.8860 | 1.0270 | 0.7253 |
| 0.8 | 0.25 | 1.0 | 1.9760 | 0.7520 | 0.1250 | 0.1250 | 8.1584 | 0.8800 | 1.2100 | 0.8545 |
| 1.0 | 0.25 | 0.25 | 0.1230 | 0.0470 | 0.4000 | 0.4000 | 8.5084 | 0.9180 | 1.1160 | 0.7881 |
| 1.0 | 0.25 | 0.5 | 0.3590 | 0.1370 | 0.2000 | 0.2000 | 8.2542 | 0.8900 | 1.0050 | 0.7097 |
| 1.0 | 0.25 | 0.75 | 0.9370 | 0.3560 | 0.1333 | 0.1330 | 8.1695 | 0.8810 | 1.0180 | 0.7189 |
| 1.0 | 0.25 | 1.0 | 2.0880 | 0.7940 | 0.1000 | 0.1000 | 8.1271 | 0.8760 | 1.2240 | 0.8644 |
| Variable Parameters | Optimization Criteria | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| x1 Cutting Speed: vc, (m/min) | x2 Depth of Cut: ap, (mm) | x3 Feed: fr, (mm/rev) | Surface Roughness: Ra (µm) | Dimensionless Surface Roughness: f1 (Ra*), u | Unit Volume Machining Time: Tm (min/cm3) | Dimensionless Volume Machining Time: f2 (Tm*), u | Unit Cost Price of Processing One Part: C, ($) | Dimensionless Cost Price of Processing One Part: f3 (C*), u | Length of Estimates Vector: f, u | Length of Estimates Vector: f*, u |
| 0.4 | 0.5 | 0.25 | 0.1660 | 0.0630 | 0.5000 | 0.5000 | 9.2729 | 1.0000 | 1.2260 | 0.8658 |
| 0.4 | 0.5 | 0.5 | 0.3610 | 0.1370 | 0.2500 | 0.2500 | 8.6374 | 0.9310 | 1.0660 | 0.7528 |
| 0.4 | 0.5 | 0.75 | 0.9520 | 0.3620 | 0.1667 | 0.1670 | 8.4237 | 0.9080 | 1.0590 | 0.7479 |
| 0.4 | 0.5 | 1.0 | 2.1040 | 0.8000 | 0.1250 | 0.1250 | 8.3187 | 0.8970 | 1.2530 | 0.8849 |
| 0.6 | 0.5 | 0.25 | 0.1320 | 0.0500 | 0.3333 | 0.3330 | 8.8492 | 0.9540 | 1.1160 | 0.7881 |
| 0.6 | 0.5 | 0.5 | 0.3480 | 0.1320 | 0.1667 | 0.1670 | 8.4237 | 0.9080 | 1.0040 | 0.7090 |
| 0.6 | 0.5 | 0.75 | 1.0540 | 0.4010 | 0.1111 | 0.1110 | 8.2837 | 0.8930 | 1.0340 | 0.7302 |
| 0.6 | 0.5 | 1.0 | 1.7640 | 0.6710 | 0.0833 | 0.0830 | 8.2118 | 0.8860 | 1.1480 | 0.8107 |
| 0.8 | 0.5 | 0.25 | 0.1800 | 0.0680 | 0.2500 | 0.2500 | 8.6374 | 0.9310 | 1.0590 | 0.7479 |
| 0.8 | 0.5 | 0.5 | 0.3860 | 0.1470 | 0.1250 | 0.1250 | 8.3187 | 0.8970 | 0.9750 | 0.6886 |
| 0.8 | 0.5 | 0.75 | 1.0240 | 0.3900 | 0.0833 | 0.0830 | 8.2118 | 0.8860 | 1.0100 | 0.7133 |
| 0.8 | 0.5 | 1.0 | 1.9220 | 0.7310 | 0.0625 | 0.0630 | 8.1584 | 0.8800 | 1.1710 | 0.8270 |
| 1.0 | 0.5 | 0.25 | 0.1830 | 0.0700 | 0.2000 | 0.2000 | 8.5084 | 0.9180 | 1.0240 | 0.7232 |
| 1.0 | 0.5 | 0.5 | 0.3890 | 0.1480 | 0.1000 | 0.1000 | 8.2542 | 0.8900 | 0.9560 | 0.6751 |
| 1.0 | 0.5 | 0.75 | 0.9680 | 0.3680 | 0.0667 | 0.0670 | 8.1695 | 0.8810 | 0.9890 | 0.6984 |
| 1.0 | 0.5 | 1.0 | 1.9540 | 0.7430 | 0.0500 | 0.0500 | 8.1271 | 0.8760 | 1.1700 | 0.8263 |
| Variable Parameters | Optimization Criteria | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| x1 Cutting Speed: vc, (m/min) | x2 Depth of Cut: ap, (mm) | x3 Feed: fr, (mm/rev) | Surface Roughness: Ra (µm) | Dimensionless Surface Roughness: f1 (Ra*), u | Unit Volume Machining Time: Tm (min/cm3) | Dimensionless Volume Machining Time: f2 (Tm*), u | Unit Cost Price of Processing One Part: C, ($) | Dimensionless Cost Price of Processing One Part: f3 (C*), u | Length of Estimates Vector: f, u | Length of Estimates Vector: f*, u |
| 0.4 | 0.75 | 0.25 | 0.1500 | 0.0570 | 0.3333 | 0.3330 | 9.2729 | 1.0000 | 1.1560 | 0.8164 |
| 0.4 | 0.75 | 0.5 | 0.3530 | 0.1340 | 0.1667 | 0.1670 | 8.6374 | 0.9310 | 1.0260 | 0.7246 |
| 0.4 | 0.75 | 0.75 | 1.0470 | 0.3980 | 0.1111 | 0.1110 | 8.4237 | 0.9080 | 1.0460 | 0.7387 |
| 0.4 | 0.75 | 1.0 | 2.1790 | 0.8290 | 0.0833 | 0.0830 | 8.3187 | 0.8970 | 1.2550 | 0.8863 |
| 0.6 | 0.75 | 0.25 | 0.1160 | 0.0440 | 0.2222 | 0.2220 | 8.8492 | 0.9540 | 1.0650 | 0.7521 |
| 0.6 | 0.75 | 0.5 | 0.3150 | 0.1200 | 0.1111 | 0.1110 | 8.4237 | 0.9080 | 0.9750 | 0.6886 |
| 0.6 | 0.75 | 0.75 | 0.9840 | 0.3740 | 0.0741 | 0.0740 | 8.2837 | 0.8930 | 1.0060 | 0.7105 |
| 0.6 | 0.75 | 1.0 | 1.7020 | 0.6470 | 0.0556 | 0.0560 | 8.2118 | 0.8860 | 1.1220 | 0.7924 |
| 0.8 | 0.75 | 0.25 | 0.2040 | 0.0780 | 0.1667 | 0.1670 | 8.6374 | 0.9310 | 1.0200 | 0.7203 |
| 0.8 | 0.75 | 0.5 | 0.3970 | 0.1510 | 0.0833 | 0.0830 | 8.3187 | 0.8970 | 0.9540 | 0.6737 |
| 0.8 | 0.75 | 0.75 | 1.0340 | 0.3930 | 0.0556 | 0.0560 | 8.2118 | 0.8860 | 0.9980 | 0.7048 |
| 0.8 | 0.75 | 1.0 | 1.9350 | 0.7360 | 0.0417 | 0.0420 | 8.1584 | 0.8800 | 1.1650 | 0.8227 |
| 1.0 | 0.75 | 0.25 | 0.1370 | 0.0520 | 0.1333 | 0.1330 | 8.5105 | 0.9180 | 0.9890 | 0.6984 |
| 1.0 | 0.75 | 0.5 | 0.3580 | 0.1360 | 0.0667 | 0.0670 | 8.2553 | 0.8900 | 0.9370 | 0.6617 |
| 1.0 | 0.75 | 0.75 | 0.9500 | 0.3610 | 0.0444 | 0.0440 | 8.1702 | 0.8810 | 0.9750 | 0.6886 |
| 1.0 | 0.75 | 1.0 | 2.0170 | 0.7670 | 0.0333 | 0.0330 | 8.1276 | 0.8760 | 1.1780 | 0.8319 |
| Variable Parameters | Optimization Criteria | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|
| x1 Cutting Speed: vc, (m/min) | x2 Depth of Cut: ap, (mm) | x3 Feed: fr, (mm/rev) | Surface Roughness: Ra (µm) | Dimensionless Surface Roughness: f1 (Ra*), u | Unit Volume Machining Time: Tm (min/cm3) | Dimensionless Volume Machining Time: f2 (Tm*), u | Unit Cost Price of Processing One Part: C, ($) | Dimensionless Cost Price of Processing One Part: f3 (C*), u | Length of Estimates Vector: f, u | Length of Estimates Vector: f*, u |
| 0.4 | 1.0 | 0.25 | 0.1290 | 0.0490 | 0.2500 | 0.2500 | 9.2729 | 1.0000 | 1.1190 | 0.7903 |
| 0.4 | 1.0 | 0.5 | 0.4400 | 0.1670 | 0.1250 | 0.1250 | 8.6374 | 0.9310 | 1.0100 | 0.7133 |
| 0.4 | 1.0 | 0.75 | 1.0200 | 0.3880 | 0.0833 | 0.0830 | 8.4237 | 0.9080 | 1.0290 | 0.7267 |
| 0.4 | 1.0 | 1.0 | 2.6290 | 1.0000 | 0.0625 | 0.0630 | 8.3187 | 0.8970 | 1.3670 | 0.9654 |
| 0.6 | 1.0 | 0.25 | 0.1890 | 0.0720 | 0.1667 | 0.1670 | 8.8492 | 0.9540 | 1.0400 | 0.7345 |
| 0.6 | 1.0 | 0.5 | 0.4130 | 0.1570 | 0.0833 | 0.0830 | 8.4237 | 0.9080 | 0.9650 | 0.6815 |
| 0.6 | 1.0 | 0.75 | 0.9990 | 0.3800 | 0.0556 | 0.0560 | 8.2837 | 0.8930 | 0.9990 | 0.7055 |
| 0.6 | 1.0 | 1.0 | 1.8840 | 0.7170 | 0.0417 | 0.0420 | 8.2118 | 0.8860 | 1.1580 | 0.8178 |
| 0.8 | 1.0 | 0.25 | 0.1500 | 0.0570 | 0.1250 | 0.1250 | 8.6374 | 0.9310 | 0.9980 | 0.7048 |
| 0.8 | 1.0 | 0.5 | 0.3550 | 0.1350 | 0.0625 | 0.0630 | 8.3187 | 0.8970 | 0.9410 | 0.6645 |
| 0.8 | 1.0 | 0.75 | 1.2140 | 0.4620 | 0.0417 | 0.0420 | 8.2118 | 0.8860 | 1.0200 | 0.7203 |
| 0.8 | 1.0 | 1.0 | 2.0140 | 0.7660 | 0.0313 | 0.0310 | 8.1584 | 0.8800 | 1.1800 | 0.8333 |
| 1.0 | 1.0 | 0.25 | 0.2240 | 0.0850 | 0.1000 | 0.1000 | 8.5084 | 0.9180 | 0.9750 | 0.6886 |
| 1.0 | 1.0 | 0.5 | 0.3250 | 0.1240 | 0.0500 | 0.0500 | 8.2542 | 0.8900 | 0.9260 | 0.6540 |
| 1.0 | 1.0 | 0.75 | 1.0000 | 0.3800 | 0.0333 | 0.0330 | 8.1695 | 0.8810 | 0.9770 | 0.6900 |
| 1.0 | 1.0 | 1.0 | 1.8930 | 0.7200 | 0.0250 | 0.0250 | 8.1271 | 0.8760 | 1.1450 | 0.8086 |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Abbas, A.T.; Pimenov, D.Y.; Erdakov, I.N.; Taha, M.A.; Soliman, M.S.; El Rayes, M.M. ANN Surface Roughness Optimization of AZ61 Magnesium Alloy Finish Turning: Minimum Machining Times at Prime Machining Costs. Materials 2018, 11, 808. https://doi.org/10.3390/ma11050808
Abbas AT, Pimenov DY, Erdakov IN, Taha MA, Soliman MS, El Rayes MM. ANN Surface Roughness Optimization of AZ61 Magnesium Alloy Finish Turning: Minimum Machining Times at Prime Machining Costs. Materials. 2018; 11(5):808. https://doi.org/10.3390/ma11050808
Chicago/Turabian StyleAbbas, Adel Taha, Danil Yurievich Pimenov, Ivan Nikolaevich Erdakov, Mohamed Adel Taha, Mahmoud Sayed Soliman, and Magdy Mostafa El Rayes. 2018. "ANN Surface Roughness Optimization of AZ61 Magnesium Alloy Finish Turning: Minimum Machining Times at Prime Machining Costs" Materials 11, no. 5: 808. https://doi.org/10.3390/ma11050808
APA StyleAbbas, A. T., Pimenov, D. Y., Erdakov, I. N., Taha, M. A., Soliman, M. S., & El Rayes, M. M. (2018). ANN Surface Roughness Optimization of AZ61 Magnesium Alloy Finish Turning: Minimum Machining Times at Prime Machining Costs. Materials, 11(5), 808. https://doi.org/10.3390/ma11050808