Evaluation of Surface Roughness by Image Processing of a Shot-Peened, TIG-Welded Aluminum 6061-T6 Alloy: An Experimental Case Study


Abstract
1. Introduction
2. Methodology
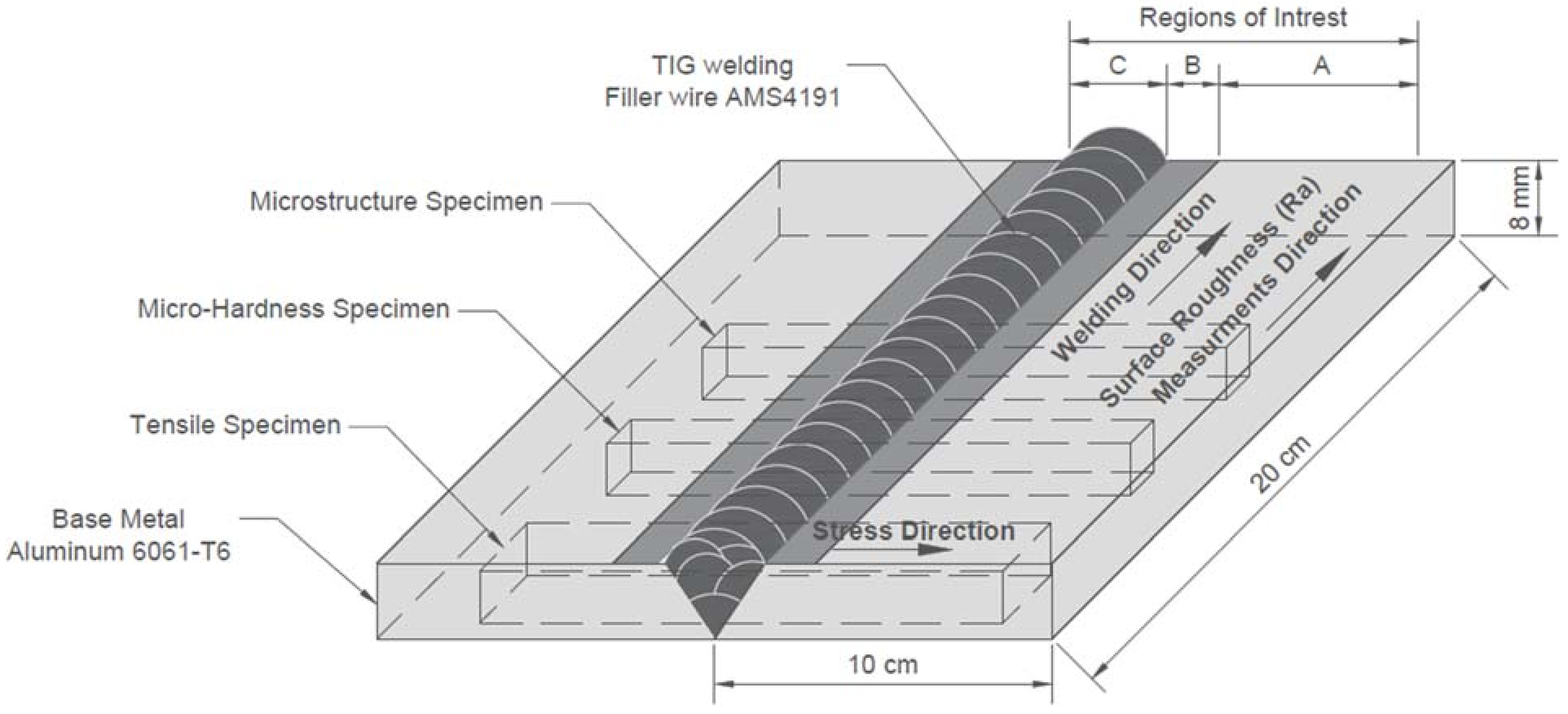
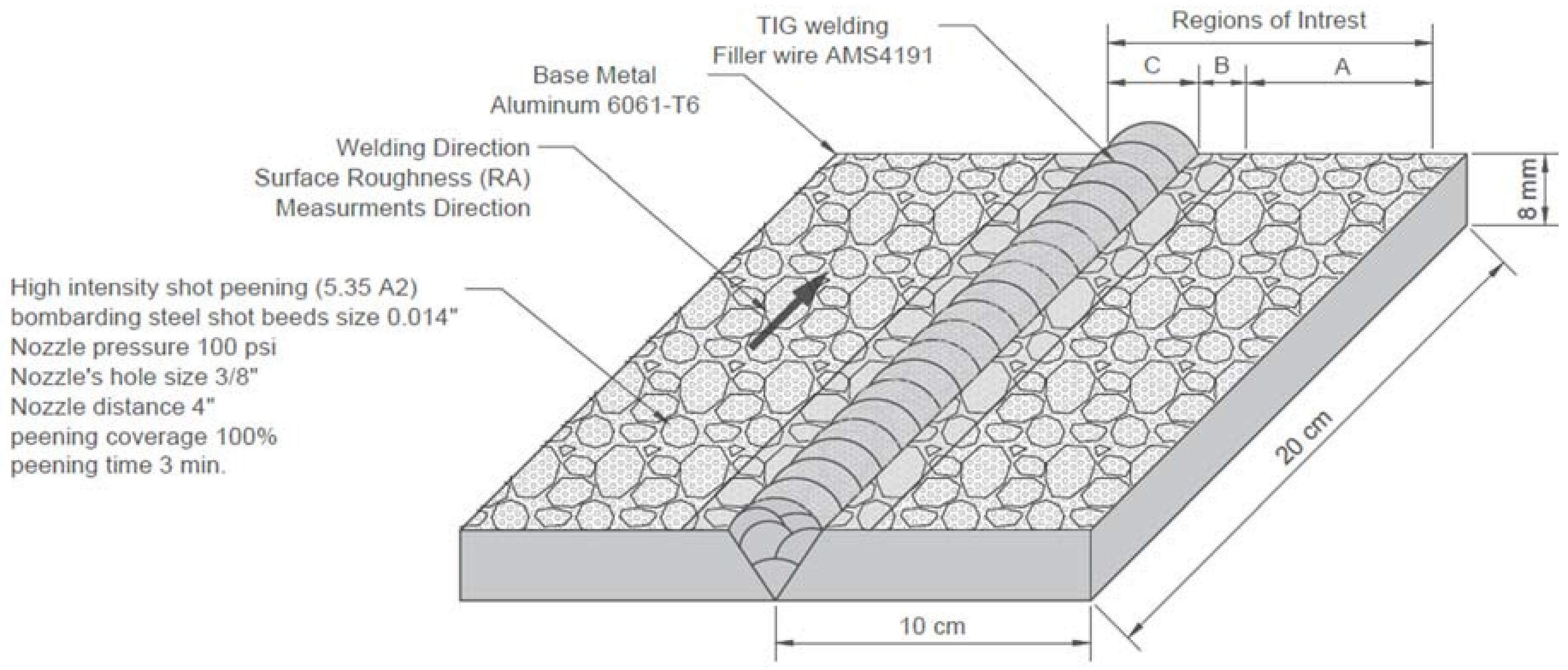
2.1. Materials, Properties, and Testing Specimens
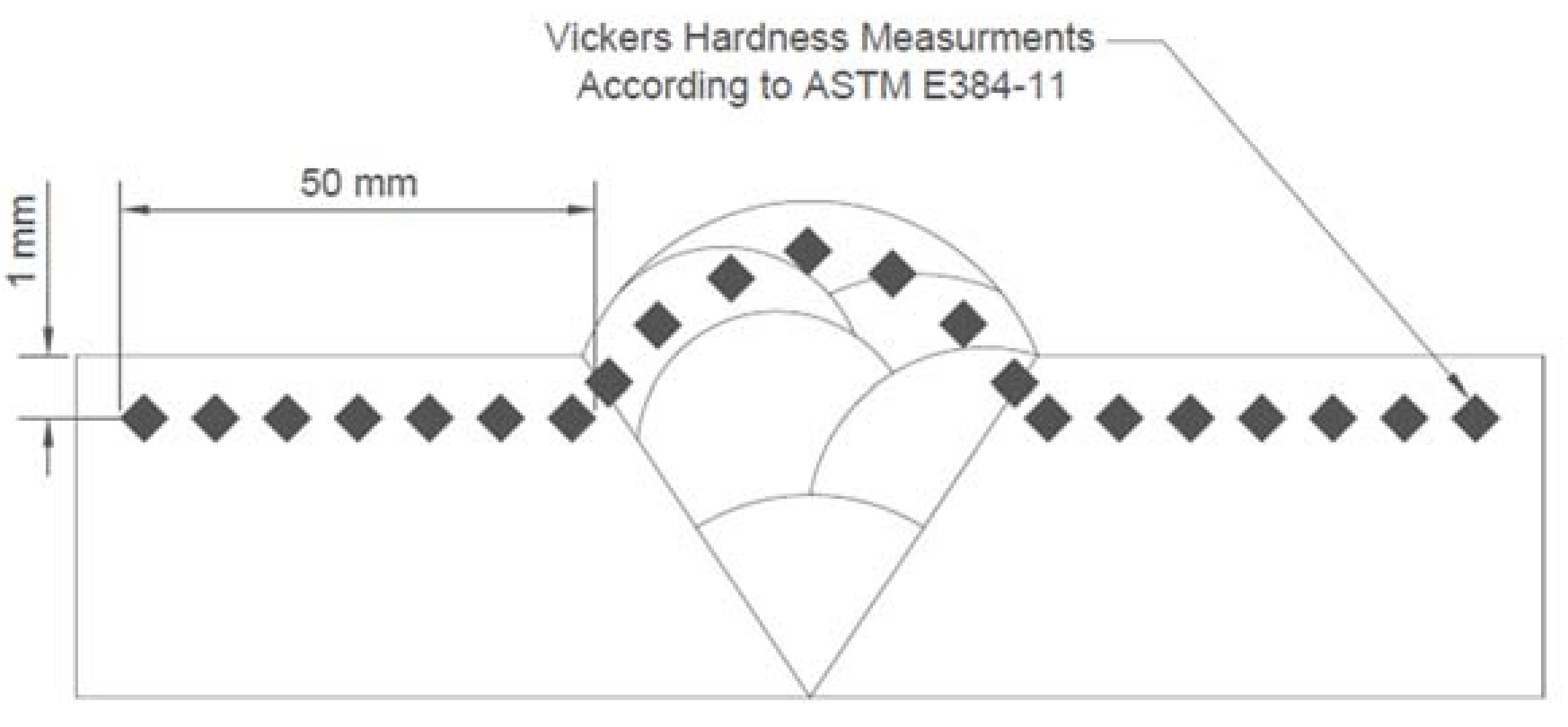
2.2. Characterization
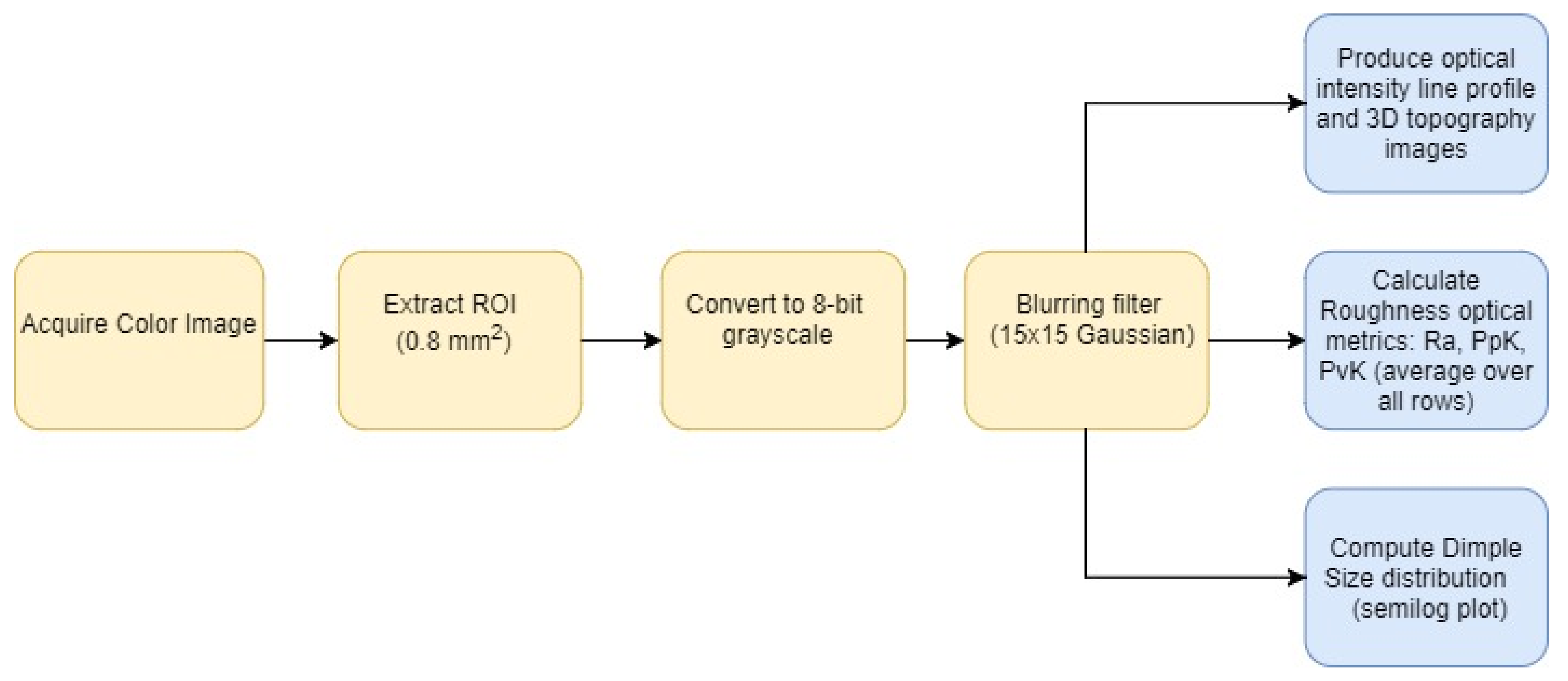
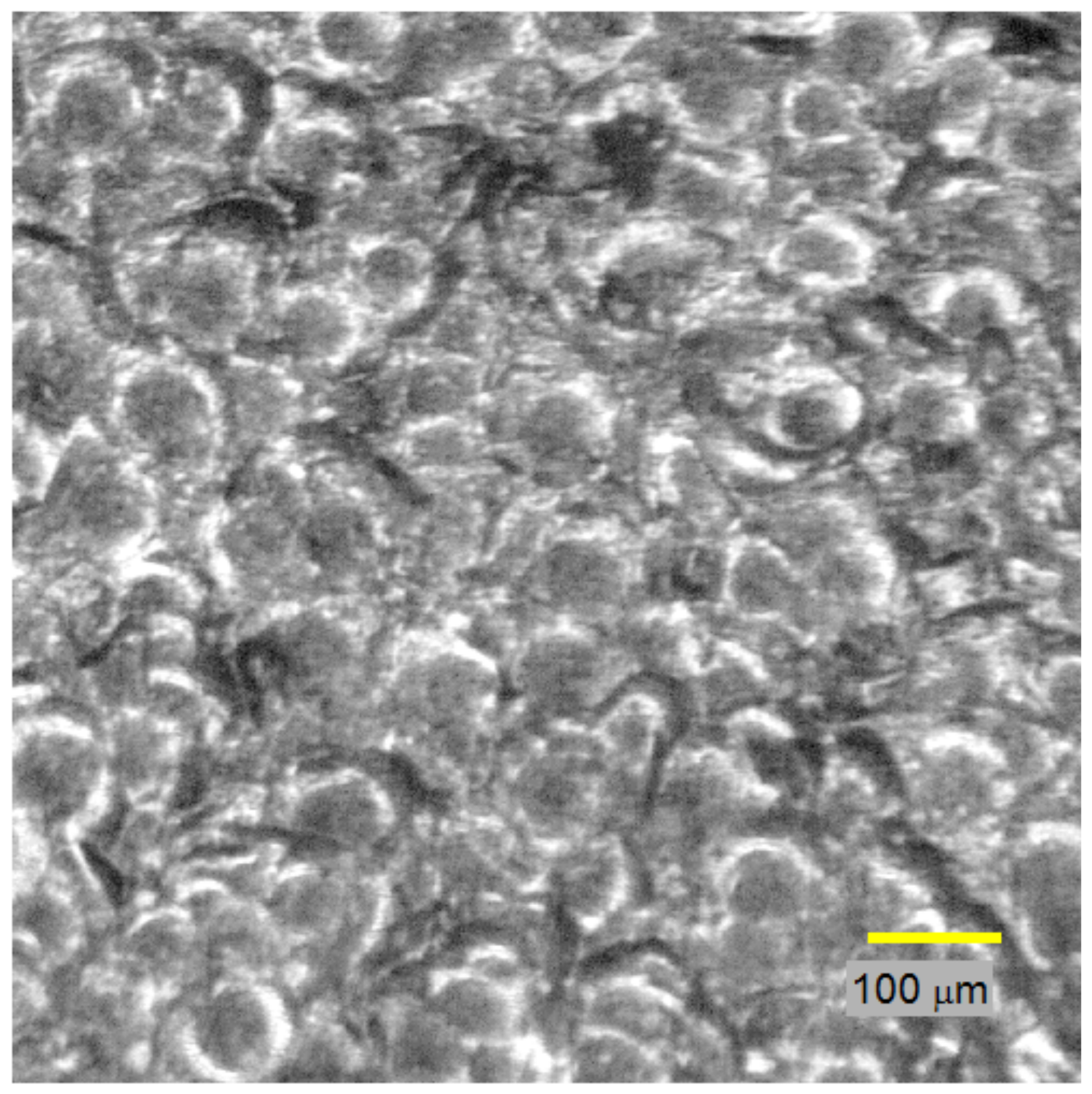
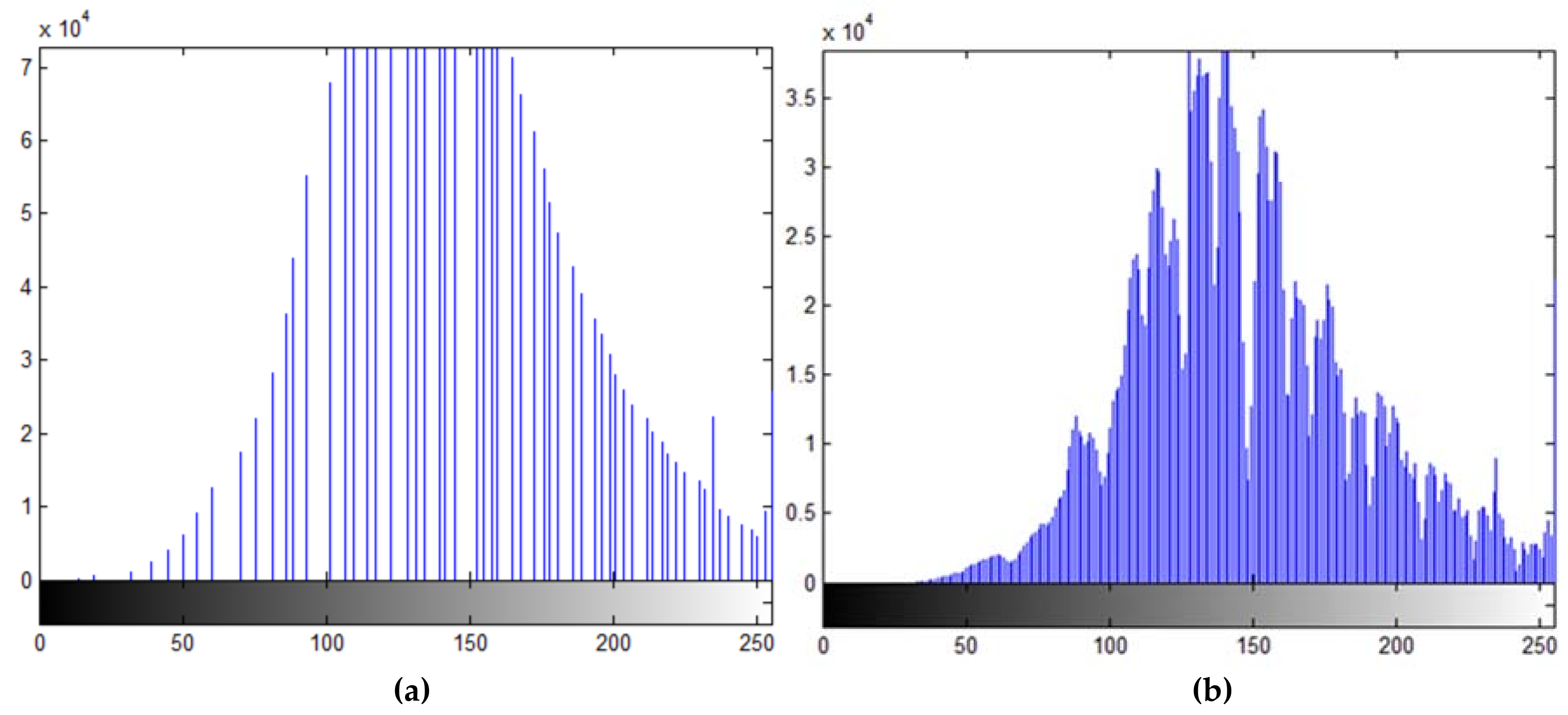
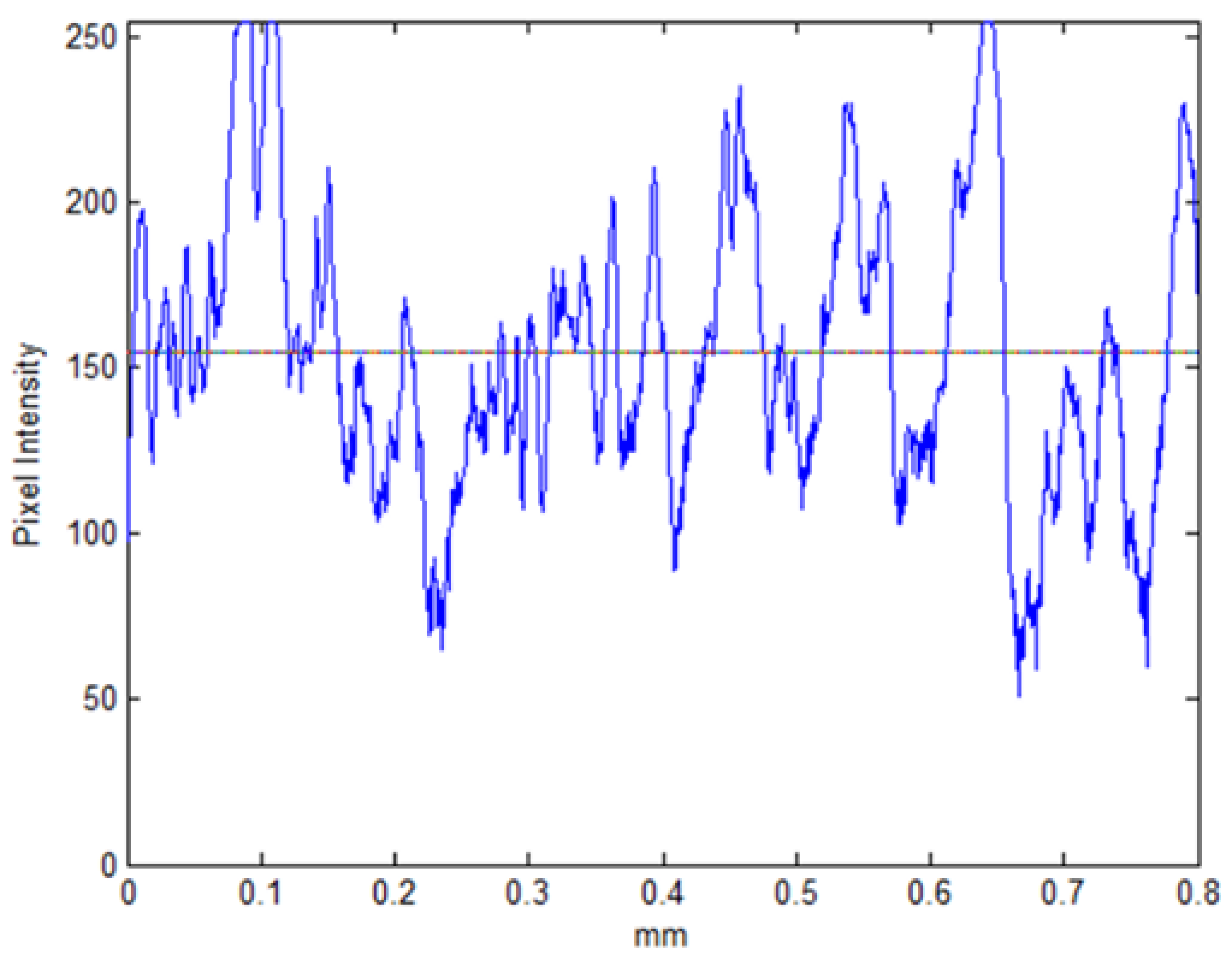
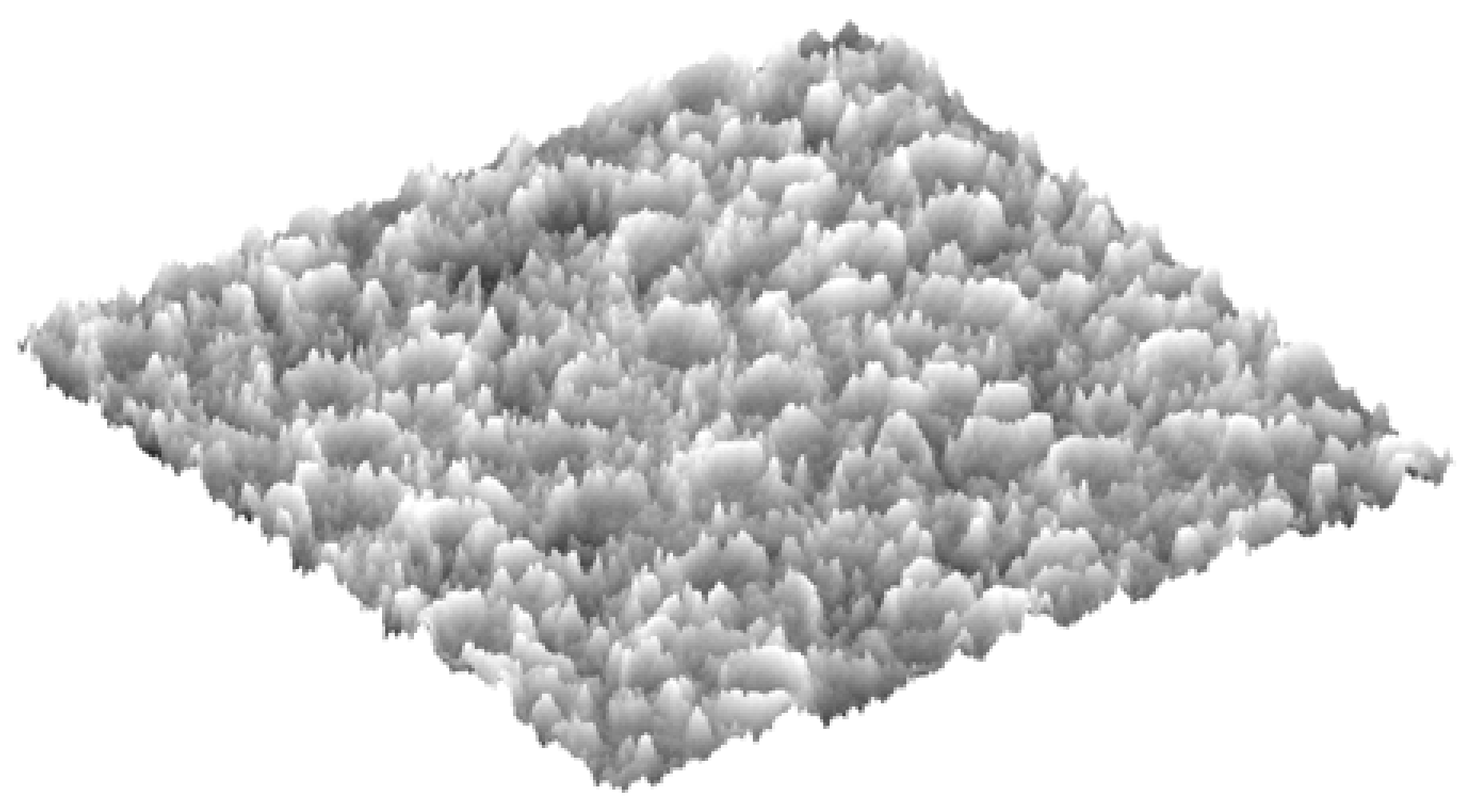
2.3. Image Processing
3. Results and Discussion
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Shin, J.; Kim, T.; Kim, D.; Kim, D.; Kim, K. Castability and Mechanical Properties of New 7xxx Aluminum Alloys for Automotive Chassis/body Applications. J. Alloy. Compd. 2017, 698, 577–590. [Google Scholar] [CrossRef]
- Ashraf, P.M.; Shibli, S.M.A. Development of Cerium Oxide and Nickel Oxide-Incorporated Aluminium Matrix for Marine Applications. J. Alloy. Compd. 2009, 484, 477–482. [Google Scholar] [CrossRef]
- Cerik, B.C. Damage Assessment of Marine Grade Aluminium Alloy-Plated Structures due to Air Blast and Explosive Loads. Thin-walled Struct. 2017, 110, 123–132. [Google Scholar] [CrossRef]
- Teimouri, R.; Amini, S.; Mohagheghian, N. Experimental Study and Empirical Analysis on Effect of Ultrasonic Vibration during Rotary Turning of Aluminum 7075 Aerospace Alloy. J. Manuf. Process. 2017, 26, 1–12. [Google Scholar] [CrossRef]
- Heinz, A.; Haszler, A.; Keidel, C.; Moldenhauer, S.; Benedictus, R.; Miller, W.S. Recent Development in Aluminium Alloys for Aerospace Applications. Mater. Sci. Eng. A 2000, 280, 102–107. [Google Scholar] [CrossRef]
- Milligan, J.; Brochu, M. Cladding AA7075 with a Cryomilled Al-12Si Alloy Using Spark Plasma Sintering. Mater. Sci. Eng. A 2013, 578, 323–330. [Google Scholar] [CrossRef]
- Xing, W.Q.; Yu, X.Y.; Li, H.; Ma, L.; Zuo, W.; Dong, P.; Wang, W.X.; Ding, M. Effect of Nano Al2O3 Additions on the Interfacial Behavior and Mechanical Properties of Eutectic Sn-9Zn Solder on Low Temperature Wetting and Soldering of 6061 Aluminum Alloys. J. Alloy. Compd. 2017, 695, 574–582. [Google Scholar] [CrossRef]
- Gómora, C.M.; Ambriz, R.R.; Curiel, F.F.; Jaramillo, D. Heat Distribution in Welds of a 6061-T6 Aluminum Alloy Obtained by Modified Indirect Electric Arc. J. Mater. Process. Technol. 2017, 243, 433–441. [Google Scholar] [CrossRef]
- Liang, Y.; Hu, S.; Shen, J.; Zhang, H.; Wang, P. Geometrical and Microstructural Characteristics of the TIG-CMT Hybrid Welding in 6061 Aluminum Alloy Cladding. J. Mater. Process. Technol. 2017, 239, 18–30. [Google Scholar] [CrossRef]
- Ahn, J.; Chen, L.; He, E.; Davies, C.M.; Dear, J.P. Effect of Filler Metal Feed Rate and Composition on Microstructure and Mechanical Properties of Fibre Laser Welded AA 2024-T3. J. Manuf. Process. 2017, 25, 26–36. [Google Scholar] [CrossRef]
- Zalnezhad, E.; Sarhan, A.A.D.M.; Hamdi, M. Prediction of TiN Coating Adhesion Strength on Aerospace AL7075-T6 Alloy Using Fuzzy Rule Based System. Int. J. Precis. Eng. Manuf. 2012, 13, 1453–1459. [Google Scholar] [CrossRef]
- Chang, H.W.; Kelly, P.M.; Shi, Y.N.; Zhang, M.X. Thermal Stability of Nanocrystallized Surface Produced by Surface Mechanical Attrition Treatment in Aluminum Alloys. Surf. Coat. Technol. 2012, 206, 3970–3980. [Google Scholar] [CrossRef]
- Liu, Y.; Jin, B.; Lu, J. Mechanical Properties and Thermal Stability of Nanocrystallized Pure Aluminum Produced by Surface Mechanical Attrition Treatment. Mater. Sci. Eng. A 2015, 636, 446–451. [Google Scholar] [CrossRef]
- Heydari Astaraee, A.; Miresmaeili, R.; Bagherifard, S.; Guagliano, M.; Aliofkhazraei, M. Incorporating the Principles of Shot Peening for a Better Understanding of Surface Mechanical Attrition Treatment (SMAT) by Simulations and Experiments. Mater. Des. 2017, 116, 365–373. [Google Scholar] [CrossRef]
- Pandey, V.; Chattopadhyay, K.; Srinivas, N.C.S.; Singh, V. Low Cycle Fatigue Behavior of AA7075 with Surface Gradient Structure Produced by Ultrasonic Shot Peening. Procedia Struct. Integr. 2016, 2, 3288–3295. [Google Scholar] [CrossRef][Green Version]
- He, Y.Z.; Wang, D.P.; Wang, Y.; Zhang, H. Correction of Buckling Distortion by Ultrasonic Shot Peening Treatment for 5A06 Aluminum Alloy Welded Structure. Trans. Nonferrous Met. Soc. China 2016, 26, 1531–1537. [Google Scholar]
- Hatamleh, O.; Lyons, J.; Forman, R. Laser and Shot Peening Effects on Fatigue Crack Growth in Friction Stir Welded 7075-T7351 Aluminum Alloy Joints. Int. J. Fatigue 2007, 29, 421–434. [Google Scholar] [CrossRef]
- Sathyajith, S.; Kalainathan, S. Effect of Laser Shot Peening on Precipitation Hardened Aluminum Alloy 6061-T6 Using Low Energy Laser. Opt. Lasers Eng. 2012, 50, 345–348. [Google Scholar] [CrossRef]
- Gao, Y.K. Improvement of Fatigue Property in 7050-T7451 Aluminum Alloy by Laser Peening and Shot Peening. Mater. Sci. Eng. A 2011, 528, 3823–3828. [Google Scholar] [CrossRef]
- Zhang, X.Q.; Chen, L.S.; Li, S.Z.; Duan, S.W.; Zhou, Y.; Huang, Z.L.; Zhang, Y. Investigation of the Fatigue Life of Pre- and Post-Drilling Hole in Dog-Bone Specimen Subjected to Laser Shot Peening. Mater. Des. 2015, 88, 106–114. [Google Scholar] [CrossRef]
- Luong, H.; Hill, M.R. The Effects of Laser Peening and Shot Peening on High Cycle Fatigue in 7050-T7451 Aluminum Alloy. Mater. Sci. Eng. A 2010, 527, 699–707. [Google Scholar] [CrossRef]
- Nam, Y.S.; Jeong, Y.I.; Shin, B.C.; Byun, J.H. Enhancing Surface Layer Properties of an Aircraft Aluminum Alloy by Shot Peening Using Response Surface Methodology. Mater. Des. 2015, 83, 566–576. [Google Scholar] [CrossRef]
- Honga, T.; Ooia, J.Y.; Shawb, B. A Numerical Simulation to Relate the Shot Peening Parameters to the Induced Residual Stresses. Eng. Fail. Anal. 2008, 15, 1097–1110. [Google Scholar] [CrossRef]
- Han, K.; Peric, D.; Crook, A.J.L.; Owen, D.R.J. A Combined Finite/discrete Element Sim- Ulation of Shot Peening Processes-Part I: Studies on 2D Interaction Laws. Eng. Comput. 2000, 17, 593–620. [Google Scholar] [CrossRef]
- Tu, F.; Delbergue, D.; Miao, H.; Klotz, T.; Brochu, M.; Bocher, P.; Levesque, M. A Sequential DEM-FEM Coupling Method for Shot Peening Simulation. Surf. Coat. Technol. 2017, 319, 200–212. [Google Scholar] [CrossRef]
- Hatamleh, O. Effects of Peening on Mechanical Properties in Friction Stir Welded 2195 Aluminum Alloy Joints. Mater. Sci. Eng. A 2008, 492, 168–176. [Google Scholar] [CrossRef]
- Hatamleh, O.; Hill, M.; Forth, S.; Garcia, D. Fatigue Crack Growth Performance of Peened Friction Stir Welded 2195 Aluminum Alloy Joints at Elevated and Cryogenic Temperatures. Mater. Sci. Eng. A 2009, 519, 61–69. [Google Scholar] [CrossRef]
- Hatamleh, O.; Forth, S.; Reynolds, A.P. Fatigue Crack Growth of Peened Friction Stir-Welded 7075 Aluminum Alloy under Different Load Ratios. J. Mater. Eng. Perform. 2010, 19, 99–106. [Google Scholar] [CrossRef]
- Sano, Y.; Masaki, K.; Gushi, T.; Sano, T. Improvement in Fatigue Performance of Friction Stir Welded A6061-T6 Aluminum Alloy by Laser Peening without Coating. Mater. Des. 2012, 36, 809–814. [Google Scholar] [CrossRef]
- Atieh, A.M.; Allaf, R.M.; AlHazaa, A.N.; Barghash, M.; Mubaydin, H. Effect of Pre- and Post-Weld Shot Peening on The Mechanical & Tribological Properties of Tig Welded Al 6061-T6 Alloy. Trans. Can. Soc. Mech. Eng. 2017, 41, 197–209. [Google Scholar]
- Yang, Q.; Zhou, W.; Gai, P.; Zhang, X.; Fu, X.; Chen, G.; Li, Z. Investigation on the Fretting Fatigue Behaviors of Ti-6Al-4V Dovetail Joint Specimens Treated with Shot-Peening. Wear 2017, 372–373, 81–90. [Google Scholar] [CrossRef]
- Xu, C.; Sheng, G.; Wang, H.; Jiao, Y.; Yuan, X. Effect of High Energy Shot Peening on the Microstructure and Mechanical Properties of Mg/Ti Joints. J. Alloy. Compd. 2017, 695, 1383–1391. [Google Scholar] [CrossRef]
- Zhang, G. J.; Yan, Z. H.; Wu, L. Visual Sensing of Weld Pool in Variable Polarity TIG Welding of Aluminium Alloy. Trans. Nonferrous Met. Soc. China 2006, 16, 522–526. [Google Scholar] [CrossRef]
- Xu, Y.; Lv, N.; Fang, G.; Du, S.; Zhao, W.; Ye, Z.; Chen, S. Welding Seam Tracking in Robotic Gas Metal Arc Welding. J. Mater. Process. Technol. 2017, 248, 18–30. [Google Scholar] [CrossRef]
- Bae, K.Y.; Lee, T.H.; Ahn, K.C. An Optical Sensing System for Seam Tracking and Weld Pool Control in Gas Metal Arc Welding of Steel Pipe. J. Mater. Process. Technol. 2002, 120, 458–465. [Google Scholar] [CrossRef]
- Nilsen, M.; Sikström, F.; Christiansson, A.; Ancona, A. Vision and Spectroscopic Sensing for Joint Tracing in Narrow Gap Laser Butt Welding. Opt. Laser Technol. 2017, 96, 107–116. [Google Scholar] [CrossRef]
- Gao, X.; Liu, Y.; You, D. Detection of Micro-Weld Joint by Magneto-Optical Imaging. Opt. Laser Technol. 2014, 62, 141–151. [Google Scholar] [CrossRef]
- Gao, X.; Chen, Y.; You, D.; Xiao, Z.; Chen, X. Detection of Microgap Weld Joint by Using Magneto-Optical Imaging and Kalman Filtering Compensated with RBF Neural Network. Mech. Syst. Signal Process. 2016, 84, 570–583. [Google Scholar] [CrossRef]
- Shankar, N.G.; Zhong, Z.W. Defect Detection on Semiconductor Wafer Surfaces. Microelectron. Eng. 2005, 77, 337–346. [Google Scholar] [CrossRef]
- Valavanis, I.; Kosmopoulos, D. Multiclass Defect Detection and Classification in Weld Radiographic Images Using Geometric and Texture Features. Expert Syst. Appl. 2010, 37, 7606–7614. [Google Scholar] [CrossRef]
- Chu, H.H.; Wang, Z.Y. A Vision-Based System for Post-Welding Quality Measurement and Defect Detection. Int. J. Adv. Manuf. Technol. 2016, 86, 3007–3014. [Google Scholar] [CrossRef]
- Kafieh, R.; Lotfi, T.; Amirfattahi, R. Automatic Detection of Defects on Polyethylene Pipe Welding Using Thermal Infrared Imaging. Infrared Phys. Technol. 2011, 54, 317–325. [Google Scholar] [CrossRef]
- Li, Y.; Li, Y.F.; Wang, Q.L.; Xu, D.; Tan, M. Measurement and Defect Detection of the Weld Bead Based on Online Vision Inspection. IEEE Trans. Instrum. Meas. 2010, 59, 1841–1849. [Google Scholar]
- Elbehiery, H.; Hefnawy, A.; Elewa, M. Surface Defects Detection for Ceramic Tiles Using Image Processing and Morphological Techniques. Proc. World Acad. Sci. Eng. Technol. 2005, 5, 158–162. [Google Scholar]
- Vachtsevanos, G.J.; Dar, I.M.; Newman, K.E.; Sahinci, E. Inspection System and Method for Bond Detection and Validation of Surface Mount Devices. U.S. Patent 5,963,662, 5 October 1999. [Google Scholar]
- Bonser, G.R.; Lawson, S.W. Defect Detection in Partially Completed SAW and TIG Welds Using Online Radioscopy and Image Processing. Process Control Sens. Manuf. 1998, 3399, 231. [Google Scholar]
- Kumar, G.S.; Natarajan, U.; Ananthan, S.S. Vision Inspection System for the Identification and Classification of Defects in MIG Welding Joints. Int. J. Adv. Manuf. Technol. 2012, 61, 923–933. [Google Scholar] [CrossRef]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Chemical Composition (wt %) | ||||||||
|---|---|---|---|---|---|---|---|---|
| Si | Fe | Cu | Mg | Mn | Ti | Zn | Cr | Al |
| 0.8 | 0.7 | 0.4 | 1.2 | 0.15 | 0.15 | 0.25 | 0.35 | Rem. |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Atieh, A.M.; Rawashdeh, N.A.; AlHazaa, A.N. Evaluation of Surface Roughness by Image Processing of a Shot-Peened, TIG-Welded Aluminum 6061-T6 Alloy: An Experimental Case Study. Materials 2018, 11, 771. https://doi.org/10.3390/ma11050771
Atieh AM, Rawashdeh NA, AlHazaa AN. Evaluation of Surface Roughness by Image Processing of a Shot-Peened, TIG-Welded Aluminum 6061-T6 Alloy: An Experimental Case Study. Materials. 2018; 11(5):771. https://doi.org/10.3390/ma11050771
Chicago/Turabian StyleAtieh, Anas M., Nathir A. Rawashdeh, and Abdulaziz N. AlHazaa. 2018. "Evaluation of Surface Roughness by Image Processing of a Shot-Peened, TIG-Welded Aluminum 6061-T6 Alloy: An Experimental Case Study" Materials 11, no. 5: 771. https://doi.org/10.3390/ma11050771
APA StyleAtieh, A. M., Rawashdeh, N. A., & AlHazaa, A. N. (2018). Evaluation of Surface Roughness by Image Processing of a Shot-Peened, TIG-Welded Aluminum 6061-T6 Alloy: An Experimental Case Study. Materials, 11(5), 771. https://doi.org/10.3390/ma11050771