Properties of Controlled Low Strength Material with Circulating Fluidized Bed Combustion Ash and Recycled Aggregates



Abstract
:1. Introduction
- Fly ash (powders): This type of ash is collected using bag filters in CFBs. A yellowish brown powder is mainly comprised of anhydrous calcium sulfate as well as some calcium oxide and calcium hydroxide. Its specific weight is approximately 2.80; 93% of it can pass through a #200 mesh, and its fineness ranges from 2884 cm2/g to 3050 cm2/g. Its primary uses include raw material for soil conditioners, controlled low-strength materials (CLSMs), and plasterboard in addition to being a dehydration curing agent and an alkali activator.
- Bed ash (granules): This is collected from the bottoms of boilers. It comprises yellowish brown granules mixed with some black and white impurities. Particle sizes range from 0.6 mm to 0.075 mm, and its specific gravity (g/cm3) and fineness are 3.05 and 1260 cm2/g, respectively. In size, it resembles fine sand, and, in composition, it is close to fly ash. Its primary uses include raw material for by-product lime fertilizers and plasterboard.
- Hydrated ash (hydrous): Comprising dark gray caked particles, hydrated ash is the result of CFBC fly ash and bed ash mixed in water for hydration, soaked for roughly 24 h, and then sun-dried. Soaked in water, the anhydrous calcium sulfate is hydrated into gypsum. It has a bulk density between 1200 kg/m3 and 1700 kg/m3, California bearing ratio (CBR) greater than 85%, maximum dry density 1414 kg/m3, expansion rate 0.08%, and optimum water content 28 ± 2%. It is mainly used in aggregate grading and landfill material.
2. Materials and Methods
2.1. Materials
2.2. Tested Mixtures
2.3. Test Methods and Specimens
3. Results
3.1. Slump Flow
3.2. Water-Soluble Chloride Ion Content
3.3. Ball Drop Test
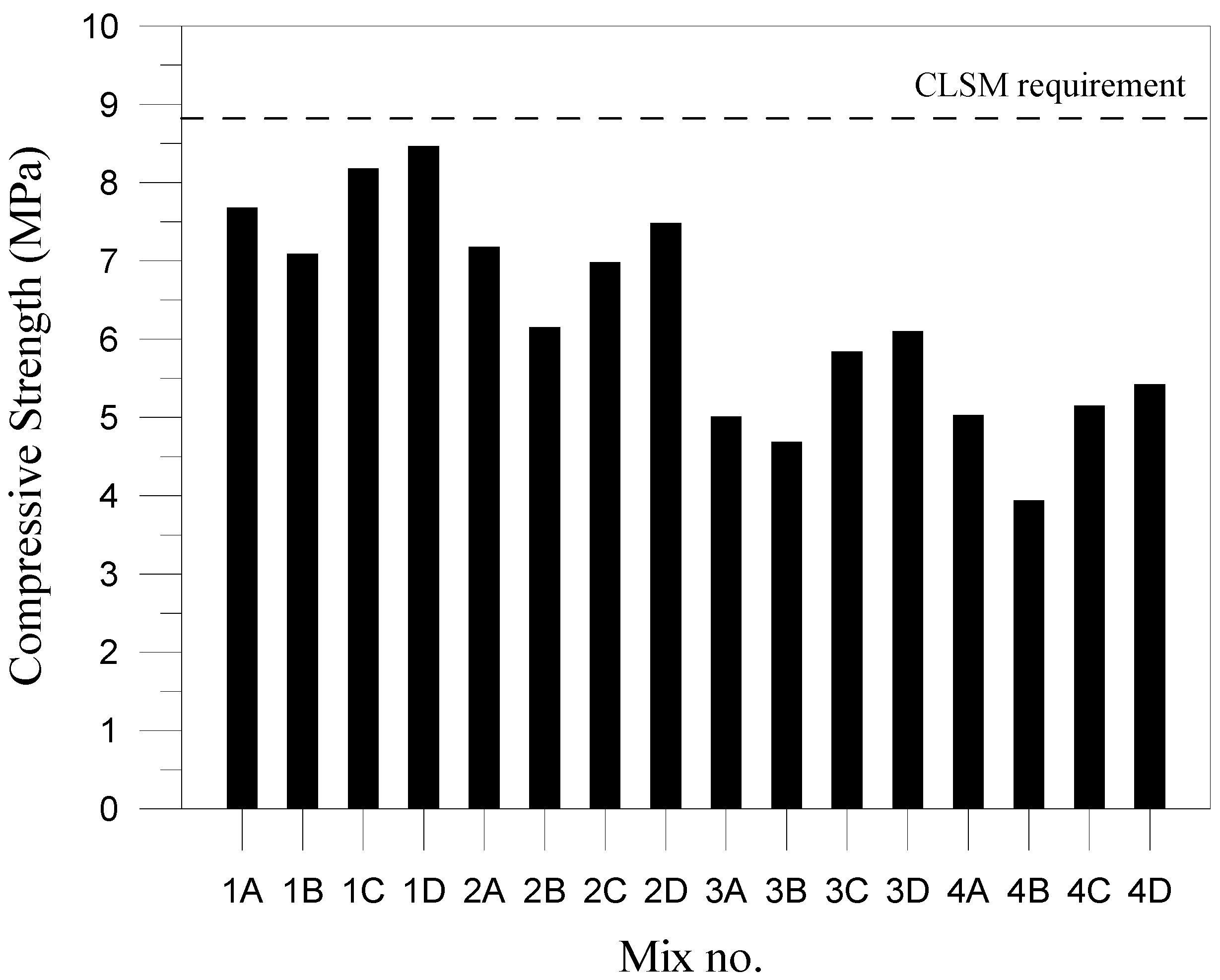
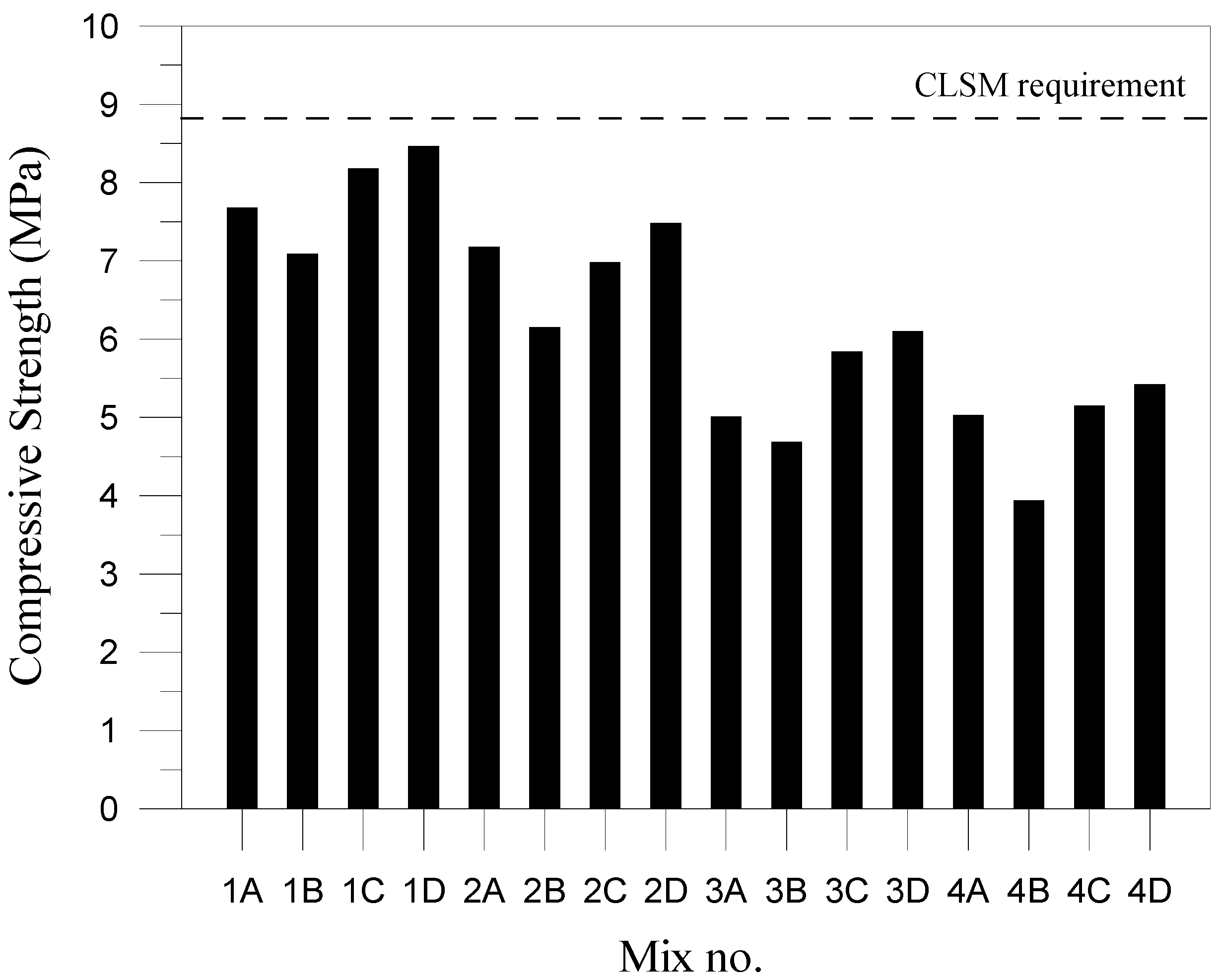
3.4. Compressive Strength
3.5. Length Variation
4. Conclusions
Author Contributions
Acknowledgments
Conflicts of Interest
References
- Weng, H.D. Circulating fluidized bed boiler technology. Chem. Technol. 1998, 6, 180–193. [Google Scholar]
- Han, X.; Li, Q.; Niu, M.; Huang, Y.; Jiang, X. Combined fluidized bed retorting and circulating fluidized bed combustion system of oil shale: 1. system and key issues. Oil Shale 2014, 31, 42–53. [Google Scholar] [CrossRef]
- Jackson, N.M.; Mack, R.; Schultz, S.; Malek, M. Pavement subgrade stabilization and construction using bed and fly ash. In Proceedings of the Word and coal Ash (WACA), Northern, KY, USA, 7–10 May 2007. [Google Scholar]
- Lin, G.; Wu, C.C. Study on comprehensive utilization of high-sulphidation ash from CFB boiler. Environ. Sci. Technol. 2003, 26, 62–63. [Google Scholar]
- Sheng, G.; Zhai, J.; Li, Q.; Li, F. Utilization of fly ash coming from a CFBC boiler co-firing coal and petroleum coke in Portland cement. Fuel 2007, 86, 2625–2631. [Google Scholar] [CrossRef]
- Conn, R.E.; Sellakumar, K. Utilization of CFB fly ash for construction applications. In Proceedings of the 15th International Conference on Fluidized Bed Combustion, Savannah, Georgia, 16–19 May 1999. [Google Scholar]
- Formosa Petrochemical Corp. Promotional Report of Reuse Technology and Applications of By-Product Gypsum Mixed with Fly Ash; Annual Report; Formosa Petrochemical Corp.: Taipei, Taiwan, 2005. [Google Scholar]
- Varol, M.; Atimtay, A.T. Effect of biomass-sulfur interaction on ash composition and agglomeration for the co-combustion of high-sulfur lignite coals and olive cake in a circulating fluidized bed combustor. Bioresour. Technol. 2015, 198, 325–331. [Google Scholar] [CrossRef] [PubMed]
- Song, Y.; Guo, C.; Qian, J.; Ding, T. Effect of the Ca-to-Si ratio on the properties of autoclaved aerated concrete containing coal fly ash from circulating fluidized bed combustion boiler. Constr. Build. Mater. 2015, 83, 136–142. [Google Scholar] [CrossRef]
- Anthony, E.J.; Bulewicz, E.M.; Dudek, K.; Kozak, A. The long term behaviour of CFBC ash-water systems. Waste Manag. 2002, 22, 99–111. [Google Scholar] [CrossRef]
- Qian, J.S.; Zheng, H.C.; Wang, Z.; Song, Y.M.; Yang, J. Activity evaluation methods of fluidized bed coal combustion ash. J. China Coal Soc. 2006, 31, 506–510. [Google Scholar]
- Poon, C.S.; Kou, S.C.; Lam, L.; Lin, Z.S. Activation of fly ash/cement systems using calcium sulfate anhydrite (CaSO4). Cem. Concr. Res. 2001, 31, 873–881. [Google Scholar] [CrossRef]
- Sheng, G.; Li, Q.; Zhai, J.; Li, F. Self-cementitious properties of fly ashes from CFBC boilers co-firing coal and high-sulphur petroleum coke. Cem. Concr. Res. 2007, 37, 871–876. [Google Scholar] [CrossRef]
- Huynh, T.P.; Vo, D.H.; Hwang, C.L. Engineering and durability properties of eco-friendly mortar using cement-free SRF binder. Constr. Build. Mater. 2018, 160, 145–155. [Google Scholar] [CrossRef]
- Park, S.M.; Lee, N.K.; Lee, H.K. Circulating fluidized bed combustion ash as controlled low-strength material (CLSM) by alkaline activation. Constr. Build. Mater. 2017, 156, 728–738. [Google Scholar] [CrossRef]
- Kuo, W.T.; Weng, M.W. Utilization of desulfurization/granulated blast furnace slag as controlled low strength material without Portland cement. J. Chung Cheng Inst. Technol. 2009, 38, 157–166. [Google Scholar]
- Wu, H.; Huang, B.; Shu, X.; Yin, J. Utilization of solid wastes/byproducts from paper mills in Controlled Low Strength Material (CLSM). Constr. Build. Mater. 2016, 118, 155–163. [Google Scholar] [CrossRef]
- Lee, N.K.; Kim, H.K.; Park, I.S.; Lee, H.K. Alkali-activated, cementless, controlled low-strength materials (CLSM) utilizing industrial by-products. Constr. Build. Mater. 2013, 49, 738–746. [Google Scholar] [CrossRef]
- Wang, H.Y.; Chen, K.W. A study of the engineering properties of CLSM with a new type of slag. Constr. Build. Mater. 2016, 102, 422–427. [Google Scholar] [CrossRef]
- Jang, J.G.; Park, S.M.; Chung, S.; Ahn, J.W.; Kim, H.K. Utilization of circulating fluidized bed combustion ash in producing controlled low-strength materials with cement or sodium carbonate as activator. Constr. Build. Mater. 2018, 159, 642–651. [Google Scholar] [CrossRef]
- Weng, T.L.; Lin, W.T.; Liu, Y.L. Engineering properties of controlled low-strength materials containing co-firing ash. Monatshefte Chem. Chem. Mon. 2017, 148, 1337–1347. [Google Scholar] [CrossRef]
- CNS 14842. Slump Flow Test Method for High Fluidity Concrete; Chinese National Standards, Taiwan; Chinese National Standards: Shenzhen, China, 2005. [Google Scholar]
- CNS 13465. Measurement Method for Water-Soluble Chloride Ion Content in Fresh Concrete; Chinese National Standards, Taiwan; Chinese National Standards: Shenzhen, China, 2014. [Google Scholar]
- Pan, C.L.; Cheng, R.B. Engineering application of controlled low-strength materials (CLSM). In Proceedings of the Fourth ROC Symposium on renewable and reused paving materials, Kaohsiung, Taiwan, 7–8 December 2000. [Google Scholar]
- Kim, H.; Jeon, J.; Lee, H. Flow, water absorption, and mechanical characteristics of normal-and high-strength mortar incorporating fine bottom ash aggregates. Constr. Build. Mater. 2012, 26, 249–256. [Google Scholar] [CrossRef]
- Lin, C.D. Preliminary Study on Melting Applications of CFB By-Product Lime in Civil Engineering; Final Report for Formosa Petrochemical Corp.; Formosa Petrochemical Corp.: Taipei, Taiwan, 2002. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Component | Content, wt % |
|---|---|
| Silicon dioxide (SiO2) | 2.74 |
| Aluminum oxide (Al2O3) | 0.72 |
| Ferric oxide (Fe2O3) | 0.41 |
| Potassium hydroxide (K2O) | 0.34 |
| Sodium oxide (Na2O) | 0.13 |
| Magnesium oxide (MgO) | 1.38 |
| Calcium sulfate dihydrate (CaSO4·2H2O) | 33.83 |
| Calcium sulfate (CaSO4) | 12.02 |
| Calcium carbonate (CaCO3) | 24.49 |
| Calcium hydroxide (Ca(OH)2) | 16.91 |
| Calcium oxide (CaO) | 4.00 |
| Carbon (C) | 2.63 |
| Specimen No. | Water-Quenched Blast Furnace Slag | Cement | CFBC Fly Ash | CFBC Hydrated Ash | Coal Bottom Ash | Air-Cooled Blast Furnace Slag | Desulfurized Slag | Water |
|---|---|---|---|---|---|---|---|---|
| 1A | 210 | 60 | 30 | 181 | 352 | 479 | 496 | 207 |
| 1B | 181 | 1055 | - | - | ||||
| 1C | 181 | - | 1436 | - | ||||
| 1D | 181 | - | - | 1489 | ||||
| 2A | 302 | 310 | 422 | 438 | ||||
| 2B | 302 | 931 | - | - | ||||
| 2C | 302 | - | 1267 | - | ||||
| 2D | 302 | - | - | 1314 | ||||
| 3A | 422 | 269 | 366 | 380 | ||||
| 3B | 422 | 807 | - | - | ||||
| 3C | 422 | - | 1098 | - | ||||
| 3D | 422 | - | - | 1139 | ||||
| 4A | 543 | 228 | 310 | 321 | ||||
| 4B | 543 | 683 | - | - | ||||
| 4C | 543 | - | 929 | - | ||||
| 4D | 543 | - | - | 963 |
| Specimen No. | Slump Flow, cm |
|---|---|
| 1A | 42.5 |
| 1B | 42.1 |
| 1C | 44.4 |
| 1D | 48.2 |
| 2A | 44.0 |
| 2B | 41.9 |
| 2C | 48.3 |
| 2D | 51.0 |
| 3A | 48.2 |
| 3B | 43.7 |
| 3C | 50.0 |
| 3D | 54.1 |
| 4A | 48.7 |
| 4B | 46.0 |
| 4C | 51.5 |
| 4D | 54.9 |
| Specimen No. | Chloride Ion Content, kg/m3 |
|---|---|
| 1A | 0.157 |
| 1B | 0.023 |
| 1C | 0.059 |
| 1D | 0.314 |
| 2A | 0.154 |
| 2B | 0.027 |
| 2C | 0.034 |
| 2D | 0.318 |
| 3A | 0.168 |
| 3B | 0.028 |
| 3C | 0.056 |
| 3D | 0.272 |
| 4A | 0.203 |
| 4B | 0.033 |
| 4C | 0.037 |
| 4D | 0.263 |
| Specimen No. | Indentation Diameter, mm |
|---|---|
| 1A | 73 |
| 1B | 70 |
| 1C | 72 |
| 1D | 76 |
| 2A | 75 |
| 2B | 71 |
| 2C | 71 |
| 2D | 75 |
| 3A | 75 |
| 3B | 74 |
| 3C | 76 |
| 3D | 76 |
| 4A | 76 |
| 4B | 76 |
| 4C | 76 |
| 4D | 73 |
| Specimen No. | Age, Days | ||
|---|---|---|---|
| 7 | 14 | 28 | |
| 1A | 0.03% | 0.08% | 0.13% |
| 1B | 0.06% | 0.08% | 0.09% |
| 1C | 0.02% | 0.06% | 0.09% |
| 1D | 0.06% | 0.10% | 0.12% |
| 2A | 0.05% | 0.18% | 0.24% |
| 2B | 0.05% | 0.08% | 0.11% |
| 2C | 0.04% | 0.16% | 0.19% |
| 2D | 0.06% | 0.08% | 0.11% |
| 3A | 0.04% | 0.10% | 0.12% |
| 3B | 0.07% | 0.10% | 0.13% |
| 3C | 0.06% | 0.07% | 0.12% |
| 3D | 0.08% | 0.12% | 0.16% |
| 4A | 0.04% | 0.06% | 0.09% |
| 4B | 0.06% | 0.10% | 0.12% |
| 4C | 0.08% | 0.09% | 0.12% |
| 4D | 0.08% | 0.10% | 0.12% |
© 2018 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Lin, W.-T.; Weng, T.-L.; Cheng, A.; Chao, S.-J.; Hsu, H.-M. Properties of Controlled Low Strength Material with Circulating Fluidized Bed Combustion Ash and Recycled Aggregates. Materials 2018, 11, 715. https://doi.org/10.3390/ma11050715
Lin W-T, Weng T-L, Cheng A, Chao S-J, Hsu H-M. Properties of Controlled Low Strength Material with Circulating Fluidized Bed Combustion Ash and Recycled Aggregates. Materials. 2018; 11(5):715. https://doi.org/10.3390/ma11050715
Chicago/Turabian StyleLin, Wei-Ting, Tsai-Lung Weng, An Cheng, Sao-Jeng Chao, and Hui-Mi Hsu. 2018. "Properties of Controlled Low Strength Material with Circulating Fluidized Bed Combustion Ash and Recycled Aggregates" Materials 11, no. 5: 715. https://doi.org/10.3390/ma11050715
APA StyleLin, W.-T., Weng, T.-L., Cheng, A., Chao, S.-J., & Hsu, H.-M. (2018). Properties of Controlled Low Strength Material with Circulating Fluidized Bed Combustion Ash and Recycled Aggregates. Materials, 11(5), 715. https://doi.org/10.3390/ma11050715