3.1. Structural Characterization of the Sintered Multi-Layer Wire Mesh Porous Plates
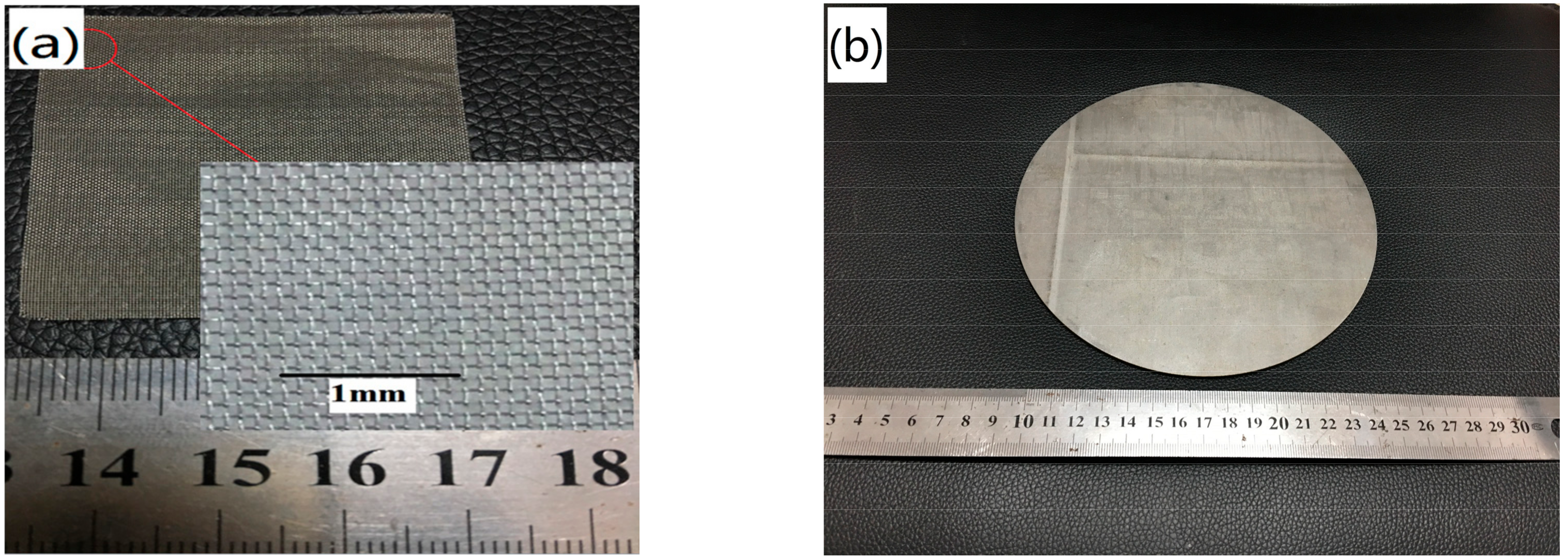
Figure 2a shows the structure of the stainless steel wire mesh with 100 mesh-screens that are used for the fabrication of the WMPPs. From the enlarged view, we can see that the warp and weft wires of the stainless steel wire mesh are crisscrossed and form inerratic square meshes. The constructions of the front and back are identical. The wire diameter of the 100 mesh-screen was found to be 81 μm, with an aperture of 150 μm; the wire diameter of the 80 mesh-screen was found to be 100 μm, with an aperture of 180 μm; and, the wire diameter of 60 mesh-screen was found to be 122 μm, with an aperture of 220 μm.
Figure 2b shows the macro appearance of the WMPPs with a porosity of about 20%. The surface of the porous plate is smooth and flat, and the tiny pores are observed directly. The WMPP material exhibits very obvious porosity characteristics, and there is a distinct difference when compared to ordinary solid stainless steel plates.
Figure 2c shows the enlarged view of the structure of the WMPPs with the 80 mesh-screen and 100 mesh-screen. The pores are regularly arranged and the pore shapes exhibit an inerratic square. Furthermore, the pore sizes are similarly and evenly distributed. The outermost layer of the wire mesh is pressed flat because it made direct contact with the roller during the rolling process, but there are no fractures. It is obvious that the wire diameter and pore size of the 80 mesh-screen are slightly bigger than those of the 100 mesh-screen.
Figure 2d shows the structure of the WMPPs when prepared by use of the stainless steel powder enveloped in the 100 mesh-screen. From the image, we can see that the pores are distorted due to the extrusion force that is caused by the powder and that the shape of the pores is irregular, though the pore distribution is uniform.
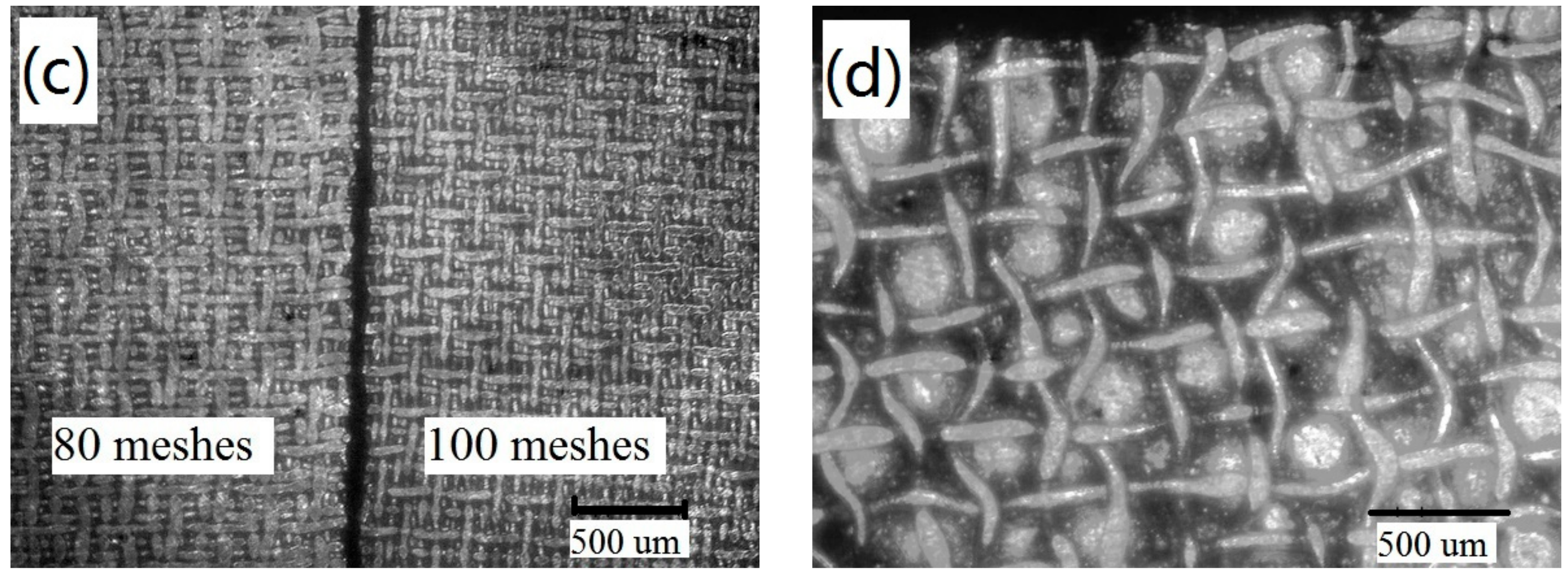
Figure 3 shows four primary types of sintering joints in the WMPPs. The first type of sintering joint is formed by the crisscross between the warp and weft wires of the stainless steel wire mesh, and they appear on single layer wire meshes or between adjacent layers of wire meshes. The second type of sintering joint is formed by the parallel warp or parallel weft wires of the wire mesh, and they appear only between adjacent layers of wire meshes. The above two sintering joints types are shown in
Figure 3a. The third type of sintering joint is formed by the wires and powder contacting with each other. Obviously, the metal powder making contact with each other and sintering to bond together forms the fourth type of sintering joint. These two sintering joints types are shown in
Figure 3b.
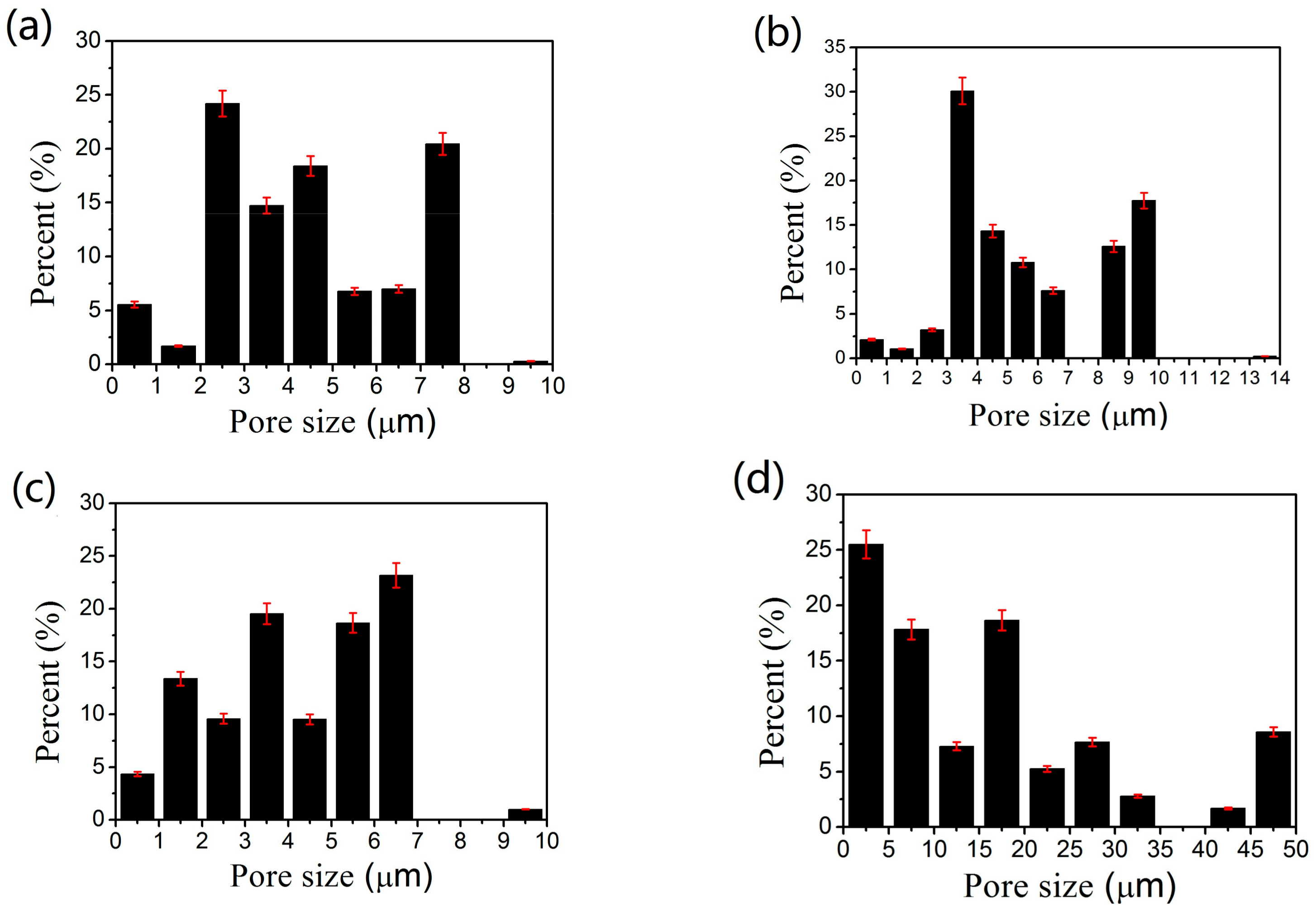
Figure 4 shows the pore distribution of the as-prepared samples of WMPPs. For the sample prepared by the 100 mesh-screen, sintered at 1130 °C for 2 h (
Figure 4a), the pore sizes show small scope changes and all of the pore diameters are less than 10 μm. For the sample prepared by the 80 mesh-screen (
Figure 4b), the pore sizes also show small scope changes, with a few of the pore diameters exceeding 10 μm. However, in general, the pore sizes of the sample prepared by the 80 mesh-screen are bigger than the pore sizes prepared by the 100 mesh-screen. The data of the average pore size from
Table 1 proves that the pore sizes of the WMPPs are dependent on the wire diameter and aperture of the original wire meshes. In
Figure 4b, more than 30% of pores are 3 μm−4 μm, and the maximum size is 13.42 μm. The size distribution for this sample shows instability, perhaps hinting at the existence of uneven plastic deformation caused during the rolling process. For
Figure 4c, the maximum size is 9.63 μm and the average size is 4.62 μm. Both of these values are smaller than the sample in
Figure 4b. The porosity of sample c is 13.63%, and the porosity of sample b is 17.14%. This difference illustrates a larger rolling deformation, perhaps resulting in the smaller pore sizes. On the other hand, the sintering temperature for sample b and c are 1130 °C and 1330 °C, respectively. During the sintering process, the higher temperature signifies more intense atomic motion that leads to faster and larger sintering neck growth, which also reduces the pore size [
15,
16].
Figure 4d shows the pore distribution of a sample that was prepared by the powder enveloped in the 100 mesh-screen, and sintered at 1130 °C for 2 h. The pore size of this sample becomes larger and the size distribution becomes dispersive. A large span of sizes exists with an average size of 19.98 μm and a maximum size of 86.3 μm. During the rolling process, the powder should slide so that crevices (big pores) easily appear.
3.2. The Uniaxial Tensile Stress-Strain Behavior of the Sintered Wire Mesh Porous Plates
The tensile property is one of the most important mechanical performance indicators for structural materials. However, because of the large number of pores that exist in porous materials, the mechanical properties of porous materials are inferior to those of solid materials [
17,
18]. The tensile property for the WMPPs created from different processes is investigated in this paper.
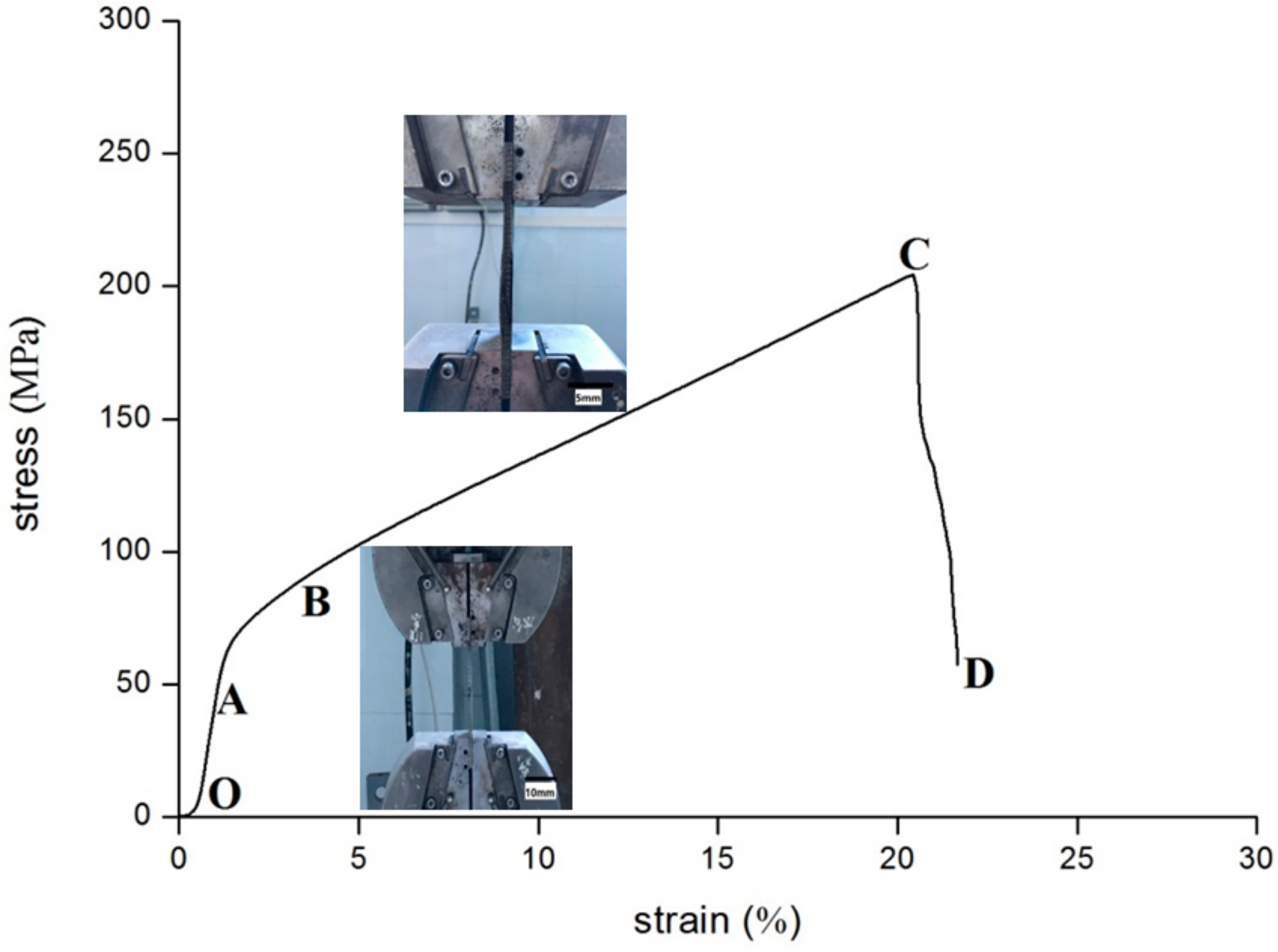
The typical tensile stress-strain curve for WMPPs prepared by the 100 mesh-screen and sintered at 1230 °C for 2 h is presented in
Figure 5. In
Figure 5, the curve is divided into four stages: the initial elastic stage (O–A); the yielding stage where plastic deformation starts and the elasticity shows (A–B); further plastic deformation and the quick increase of stress reaching the maximum value (B–C); and, the appearance of the macro-crack and the stress level dropping sharply with the expansion of the crack leading to complete failure (C–D). According to the stress-strain curve, there is no obvious yielding point and the plastic deformation process in B–C increases slowly. On the other hand, the failure process in C–D decreases rapidly. The tensile curve exhibits short-term linear elastic deformation and the relationship between stress and strain conforms to Hook’s law. Owing to the short linear stage, the sample has little plastic deformation and the plastic strain is under 2%. The A–B stage is an arc, and the nonlinearity means that the plastic and elastic deformations occur concurrently. Somewhere, the local stress concentration leads the wires to reach the elastic limit first and start plastic deformation. Besides, the local yielding releases the local stress concentration and leads to stress redistribution, which results in the other wires starting elastic deformation [
12]. Finally, all the wires reach the elastic limit and start plastic deformation. In the B–C stage, the deformation goes on and induces work-hardening, resulting in the gradual increase of stress, up to the maximum value. After point C, one or several wires have cracked and the stress redistribution causes the neighboring wires to crack as well. This cycle occurs rapidly until it reaches complete failure, which leads to a sharp drop in stress, as shown in the C–D stage.
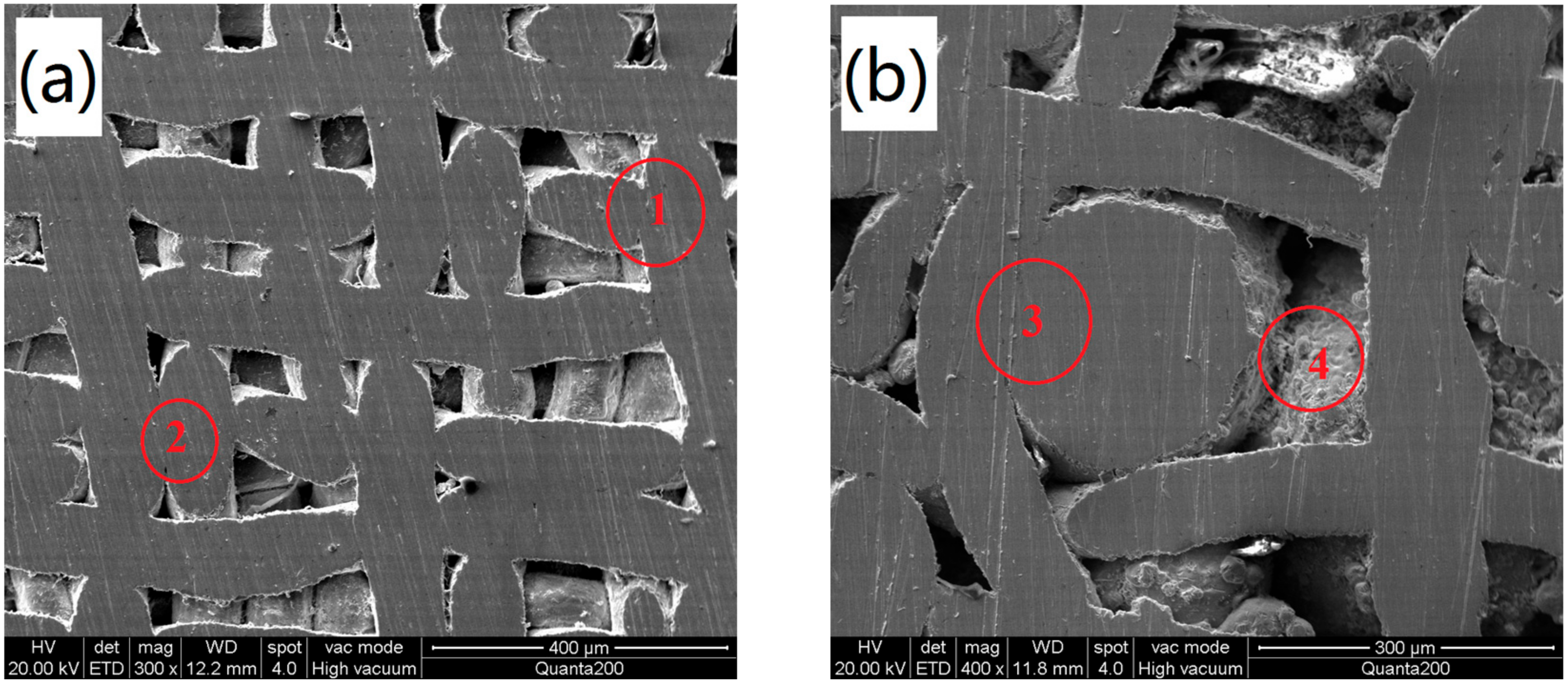
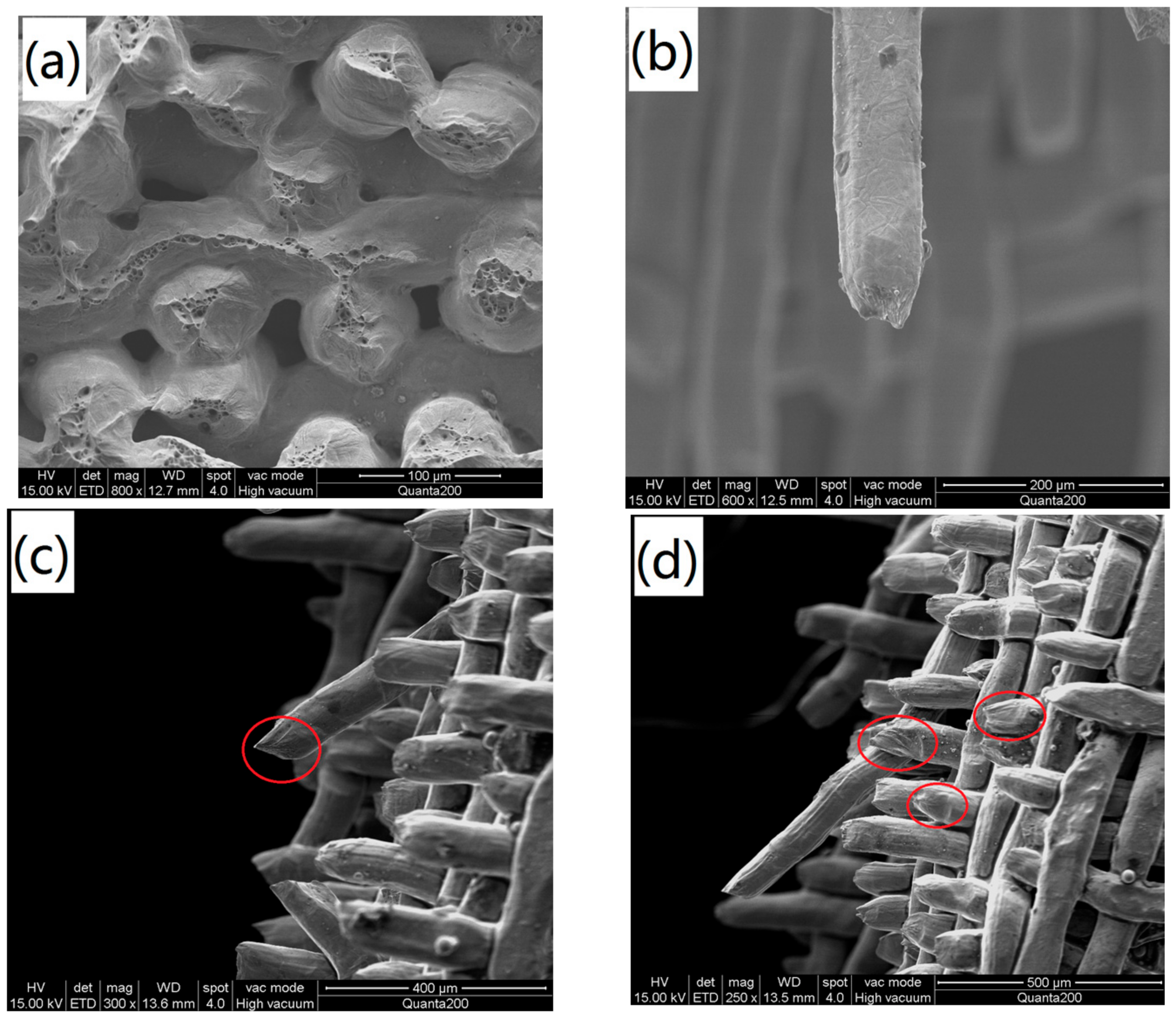
Figure 6 shows the fracture morphology after the tensile test of the WMPP sample. The figures explain the fracture process and the fracture mechanism of the tensile sample clearly. The bonding points inside the sample come from the cross points of the metal wires. In the rolling process, the cross points were subjected to a great deal of deformation and became vulnerable to tensile deformation. Thus, when the rupturing begins, the bonding points are broken (
Figure 6a). From the fracture morphology of the wires, it is evident that they were subjected to plastic deformation and necking down (
Figure 6b). The necking extent of the wires was small, which means that the wires were fractured rapidly without entirely going through plastic deformation. There are many dimples on the fracture, which explain that the wires went through ductile fracturing. Wedge-shape (
Figure 6c) fractures and tearing-mode fractures (
Figure 6d) also occurred. The fracture process can be described in the following manner. With the stretching going on, the entirety of the samples goes through elastic deformation and plastic deformation. As the deformation increases, the bonding points inside the sample are broken, and then the pores structures are loosed. With the structure loosing, the stress along the stretching direction is increased rapidly, leading to the cracks initiate and extend fast from the metallurgical defects, and resulting in the specimen rupture without complete plastic deformation [
12]. This mechanism also gives the reason for the sharp drop in the stress-strain curve.
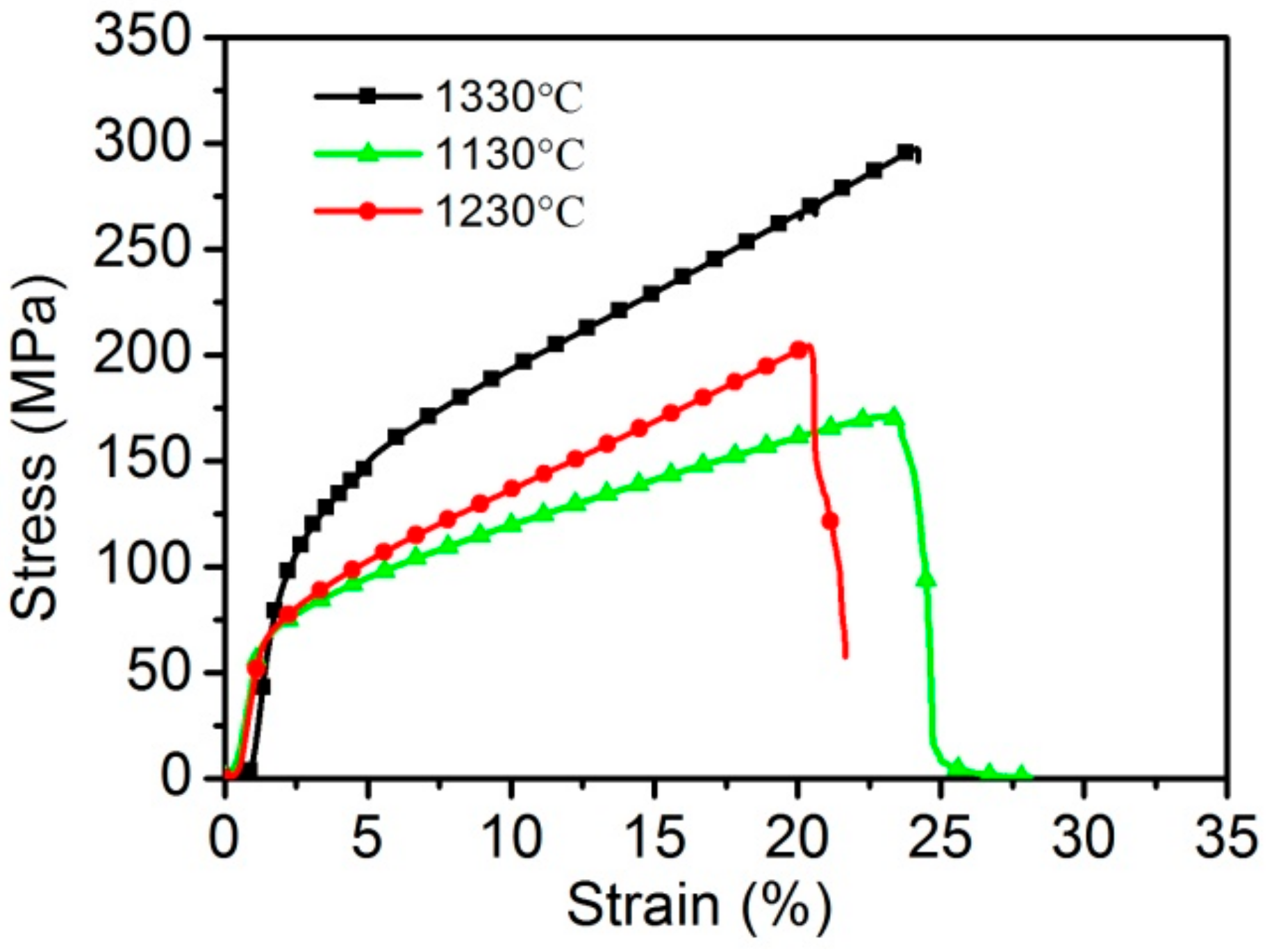
Three different sintered multi-layer stainless steel wire mesh porous plates are fabricated and the sintering temperatures are 1130 °C, 1230 °C, and 1330 °C. The real porosities for the three samples are 18.27%, 18.3%, and 20%. The tensile stress-strain curves of the three samples are shown in
Figure 7. The tensile properties of the three specimens which sintered at different temperature exhibit significant difference. The ultimate strengths for the samples sintered at 1130 °C, 1230 °C, and 1330 °C are 164 MPa, 204 MPa, and 296 MPa, respectively. Thus, it is clearly that the tensile strength rise along with the sintering temperature increasing. The tensile strength at 1330 °C is about 1.8 times of that at 1130 °C. When compared with the strength, the elongation at the ultimate stress and that of total failure don’t exhibit regular change along with the changing sintering temperature. The elongations at the ultimate stress are 24%, 20.5%, and 24.5%. The failure stage becomes faster with the increasing sintering temperature.
After the rolling process, mechanical bonding occurs between the multilayer wire meshes. After the sintering process, the mechanical bonding changes into metallurgical bonding, resulting in great improvements in the bonding strength [
19]. With the increase in the sintering temperature, the matter migration becomes quicker and leads to the growth and thickening of the sintering neck, which in turn, results in stronger sintering joints. On the other hand, the atom diffusion coefficient is larger at higher temperatures, perhaps resulting in the neighboring wires (no contact between the wires) achieving metallurgical bonding [
20]. That means that more sintering joints occur at higher temperatures. The stronger sintering necks and more sintering joints can enhance the capacity of porous materials to resist deformation, leading to an increase in the ultimate strength with higher sintering temperatures. Therefore, the sintering temperature plays an important role in the structural effects and mechanical properties of WMPPs.
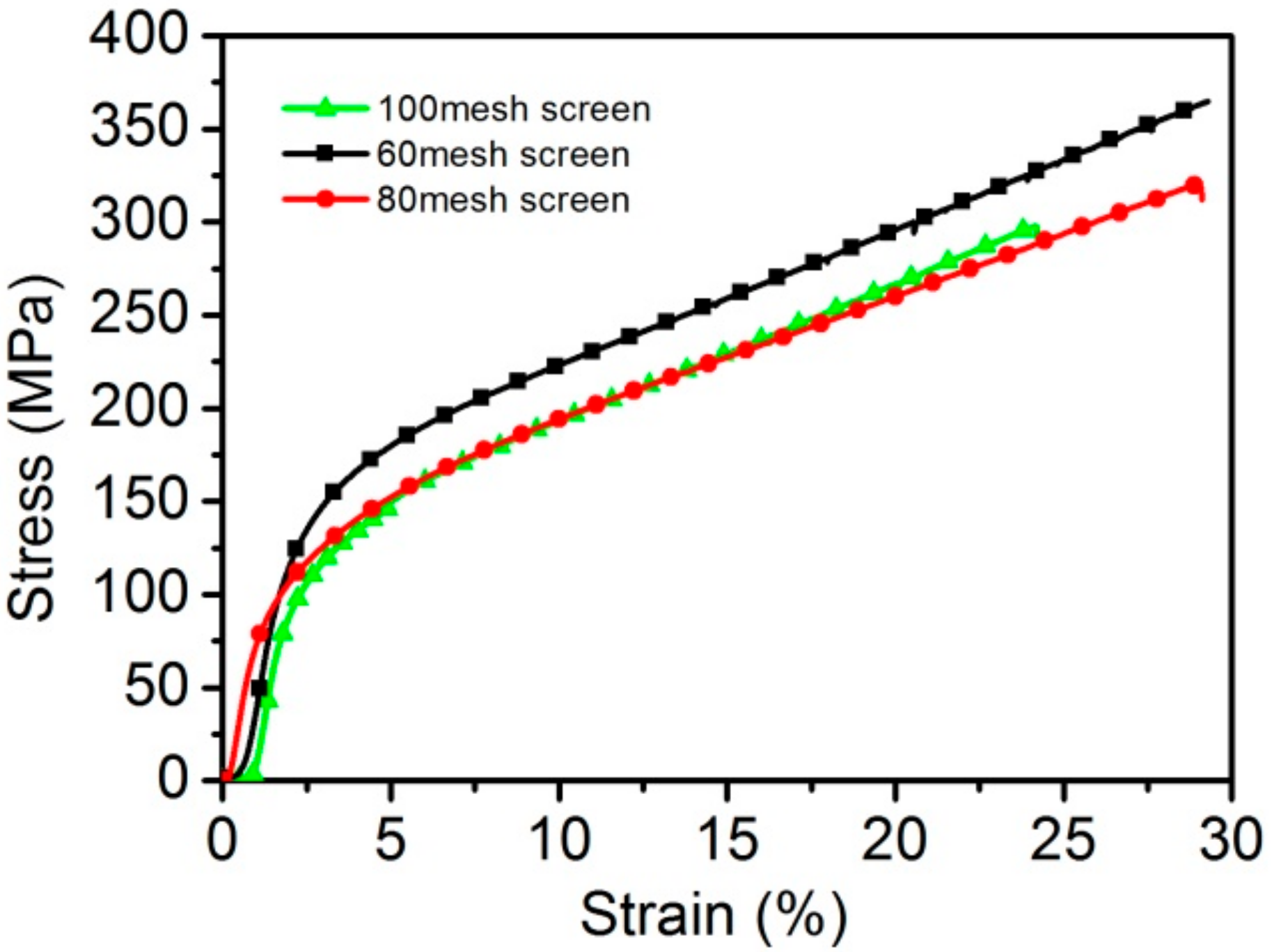
Figure 8 shows the tensile stress-strain curves of WMPPs prepared with the 60 mesh-screen, the 80 mesh-screen, and the 100 mesh-screen, with a sintering temperature of 1330 °C for 2 h. The real porosities of the three samples are 21.3%, 20.6%, and 20%, respectively. The wire diameters of these three wire meshes are shown in
Table 1. The three stress-strain curves possess similar trends of variation. It is also worth noting that the failure stages of the three curves are very short, which means that the process from the crack initiation to the total failure occurs in an instantaneous. The fracture mechanism of these three samples is similar to that of solid stainless steel, and this phenomenon demonstrates that the mechanical properties of the WMPPs prepared at 1330 °C are close to that of solid stainless steel [
21]. The tensile strengths of the three samples are different; the largest one is the sample prepared with the 60 mesh-screen with a value of 363 MPa, then comes the 80 mesh-screen sample with 324 MPa, and then finally the 100 mesh-screen sample with 296 MPa. In other words, the tensile strength increases with the thickness of the wire. The total failure elongations of these samples are 29.8%, 29.2%, and 24.8%, respectively. Because of the short failure process, the maximum stress elongation closely approximates to that of the total failure elongation.
These differences indicate that the mechanical properties of the WMPPs strongly depend on the diameters of the wires. Under pressure, we know that the contact area between two thin wires is smaller than the contact area between two thick wires. Because the separate wires get together by pressure and sintering, they would have a larger binding force if the contact areas were big between the wires. For this reason, the WMPPs made using thick wire are superior to porous metals made using thin wires in terms of tensile properties.
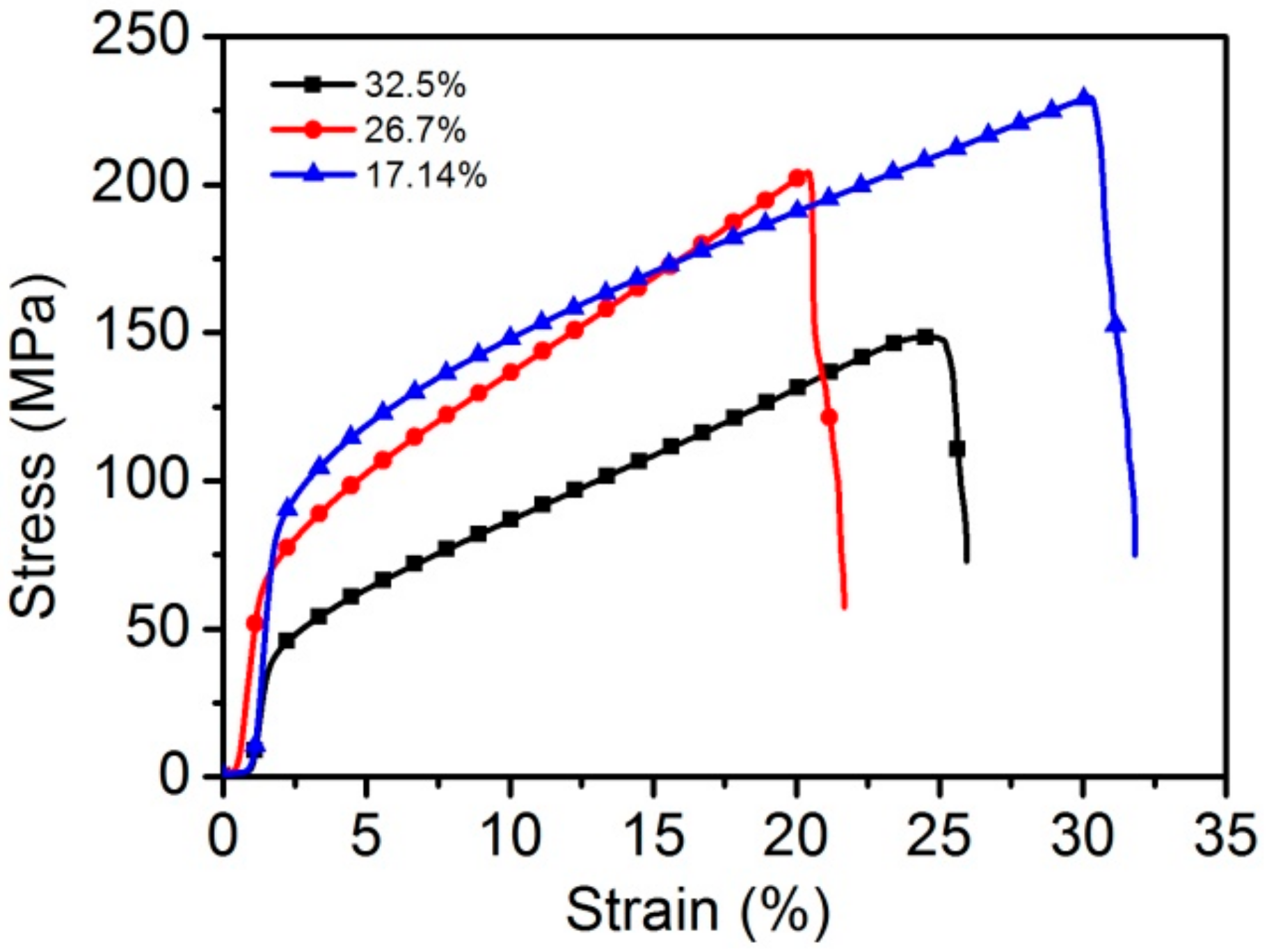
Figure 9 shows the tensile stress-strain curves of the WMPPs with real porosities of 17.14%, 26.27%, and 32.5%. These samples are prepared with 80 mesh-screen and sintered at 1230 °C for 2 h. The tensile strengths of these samples are 230.6 MPa, 210 MPa, and 140.5 MPa, respectively. As with other porous materials, the mechanical properties of the WMPPs strongly depend on the porosity. The principle of the phenomenon is easy to explain. Lower porosity means that there are more wires per unit volume participating in the process of resisting tensile deformation, resulting in structures with lower porosity exhibiting higher tensile strength. On the other hand, lower porosity contains more metallurgical joints per unit volume, leading to the capacity of resistance against deformation to increase [
7,
12]. Therefore, the tensile strength increases with the decreasing porosity.
The summary of uniaxial tensile properties for the WMPPs is shown in
Table 2. From the Ultimate Tensile Strength column, we can see that even the lowest value (140 MPa), which belonged to the sample with 32.5% porosity and sintered at 1230 °C for 2 h, is much higher than that of other porous materials, such as foamed aluminum, foamed nickel, sintered metal powder materials, and sintered metal fiber materials with the same porosity [
4,
5,
7,
8]. In my opinion, the advantageous performance of the WMPPs is due to the continuous wires (the pore skeletons) and the inerratic pore structure.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}