Influence of Equal Channel Angular Pressing Passes on the Microstructures and Tensile Properties of Mg-8Sn-6Zn-2Al Alloy

Abstract
:
1. Introduction
2. Experimental Procedure
3. Results and Discussion
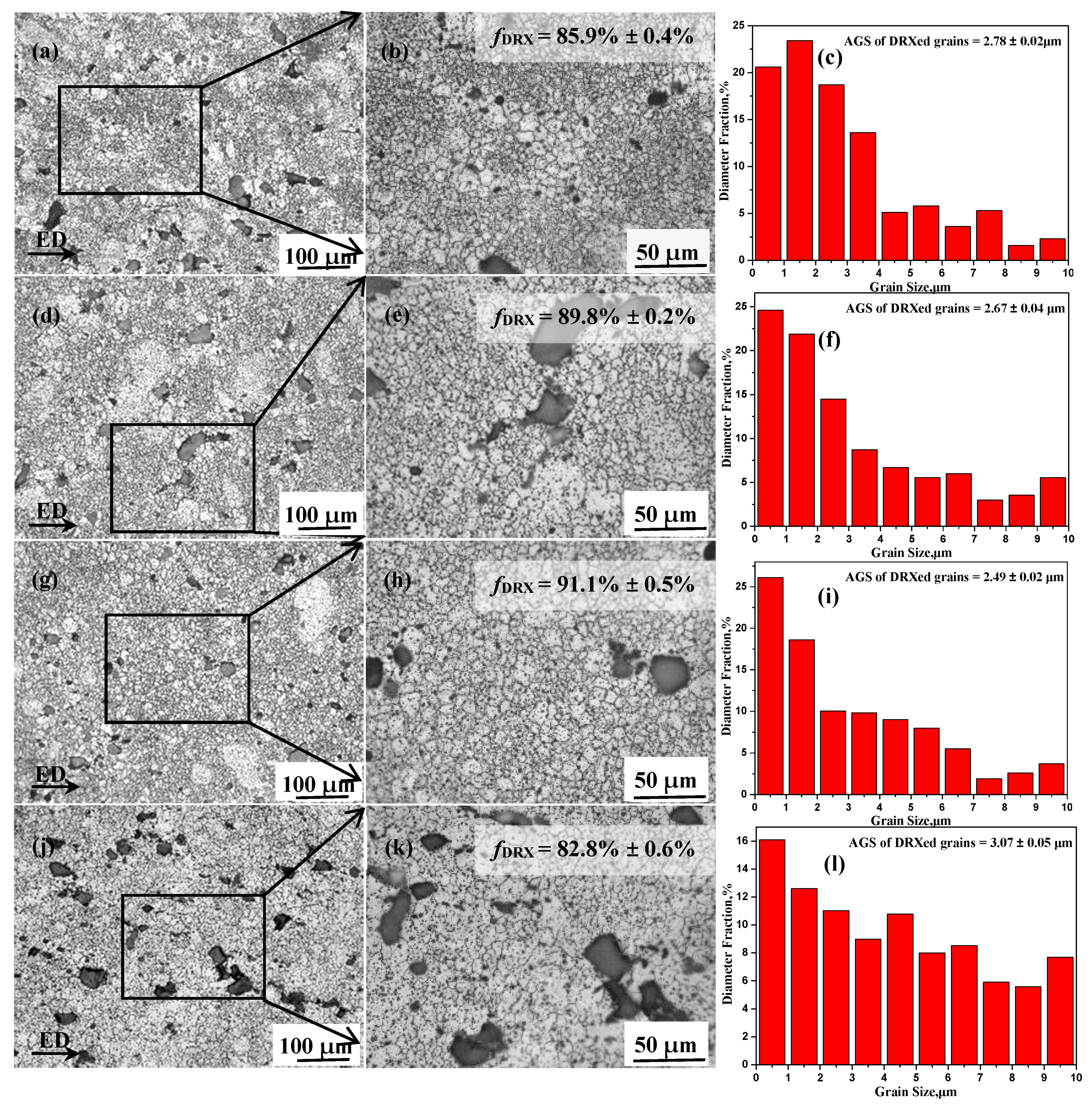
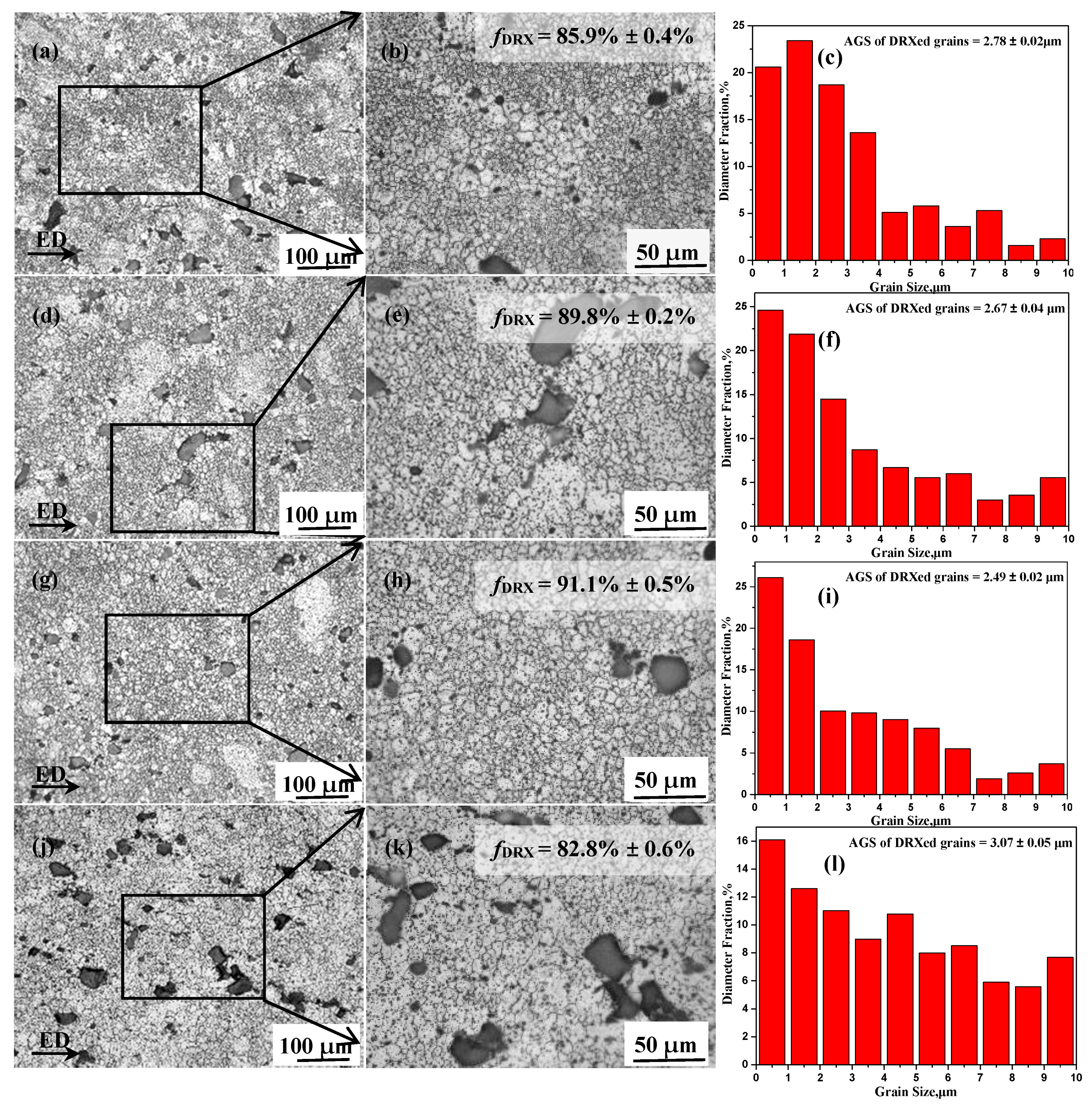
3.1. Microstructure
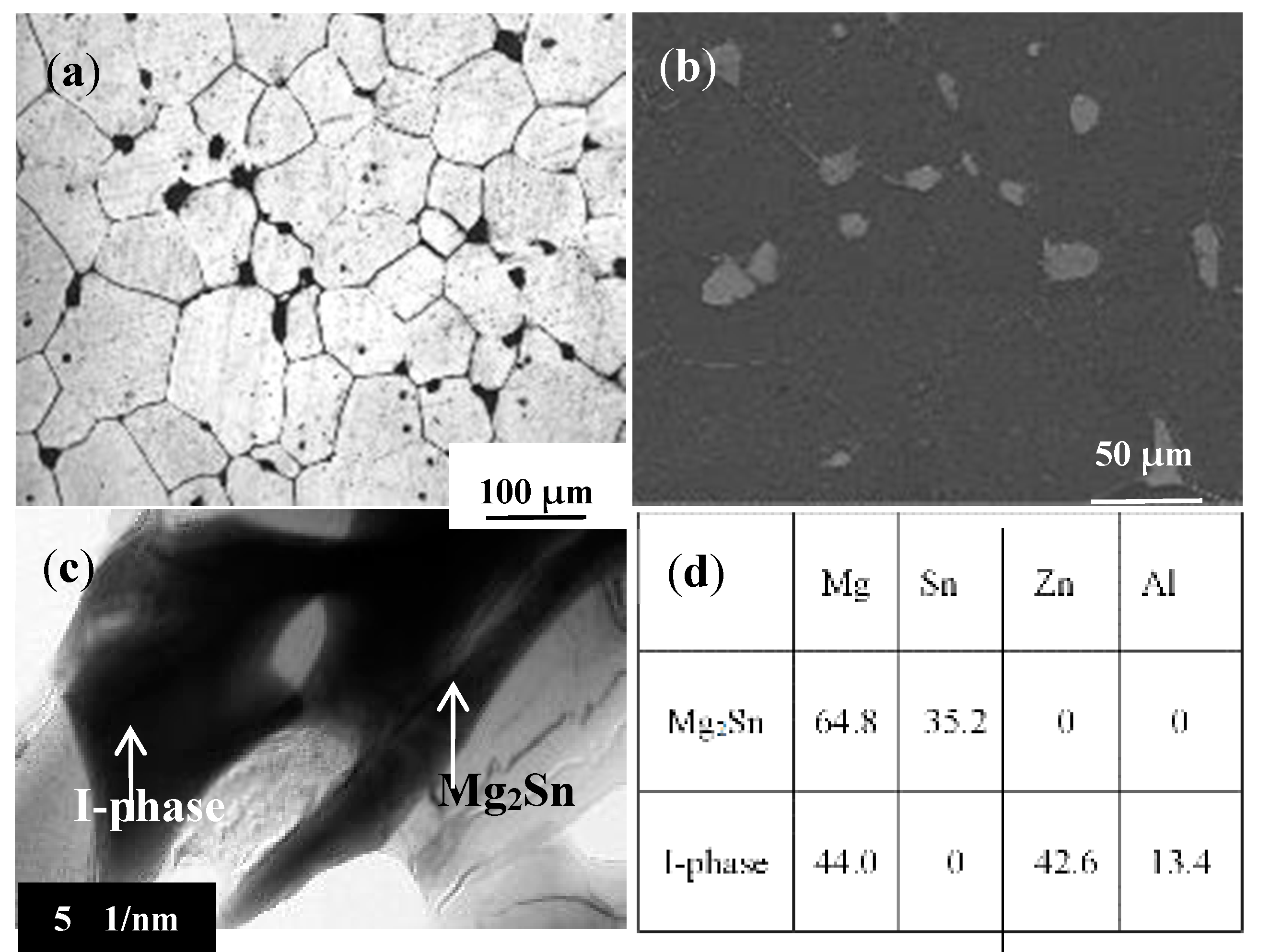
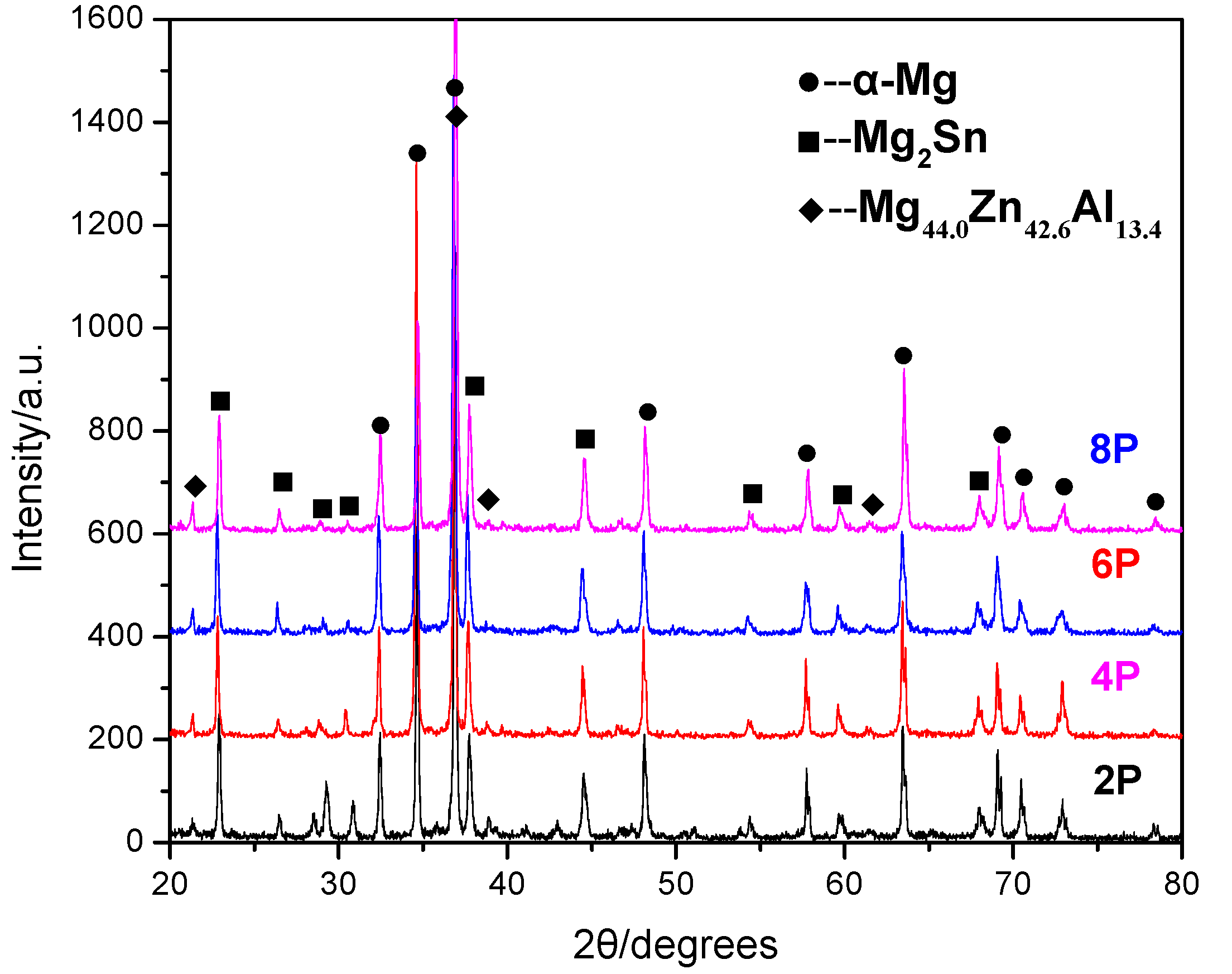
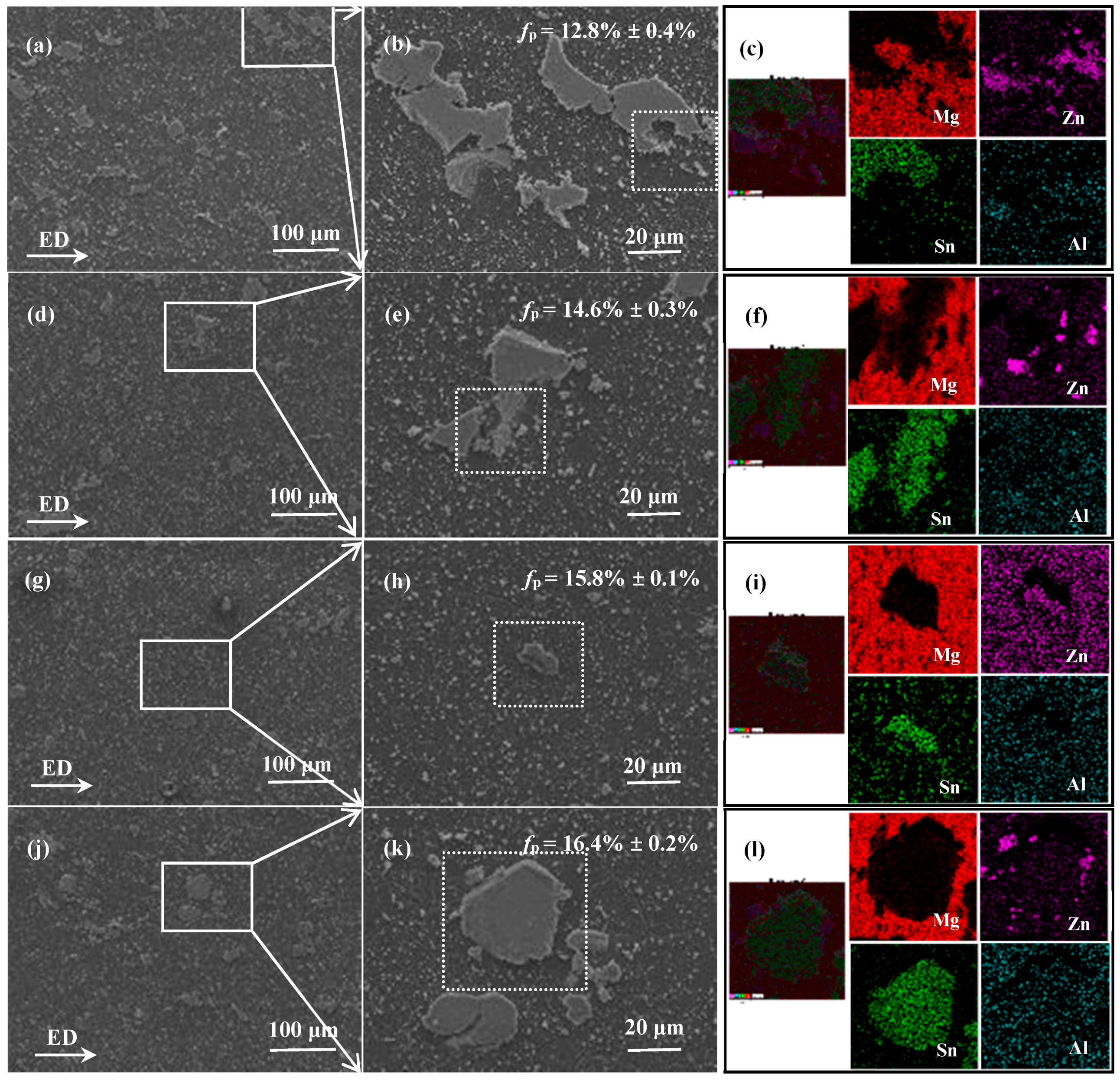
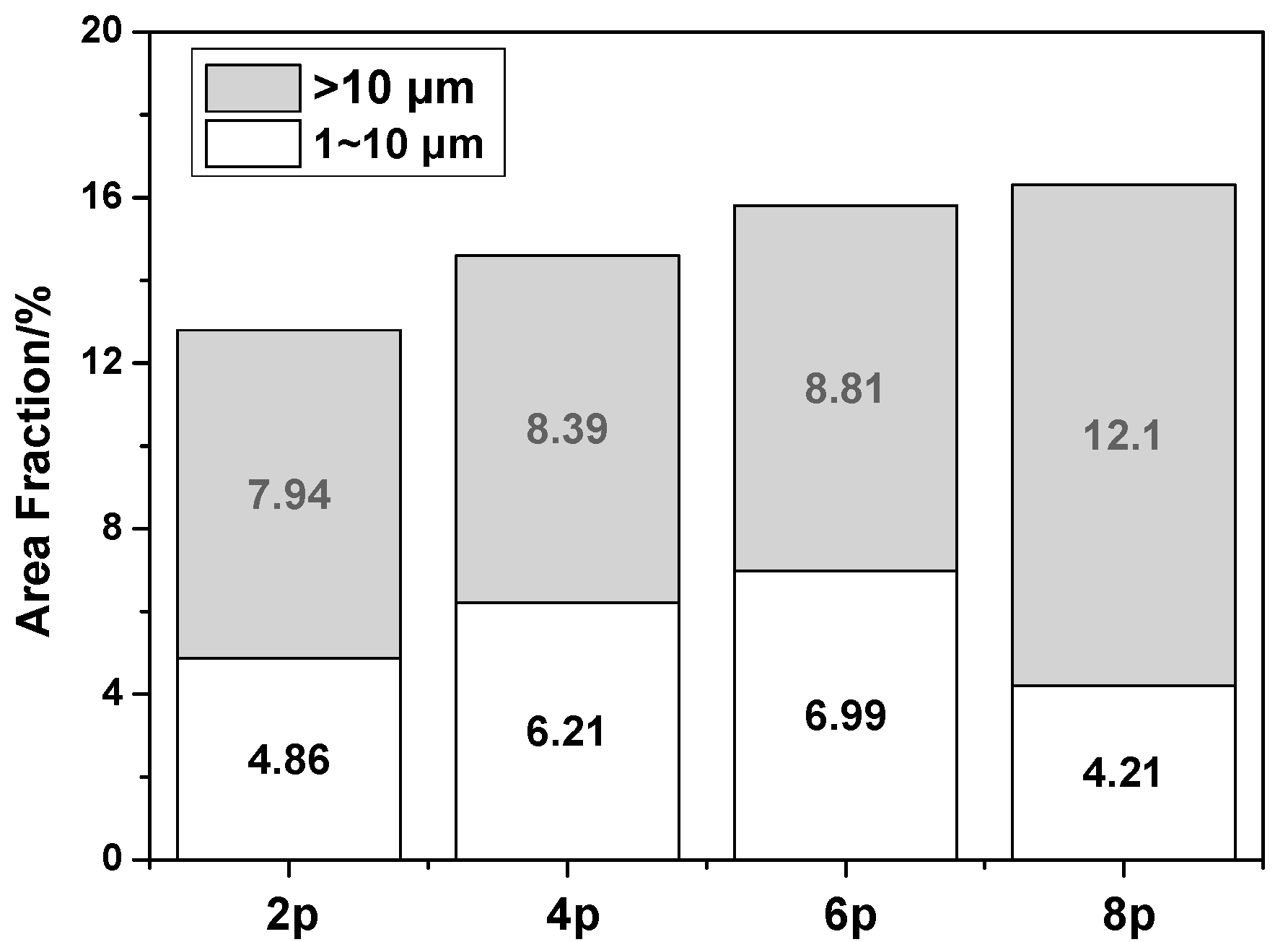
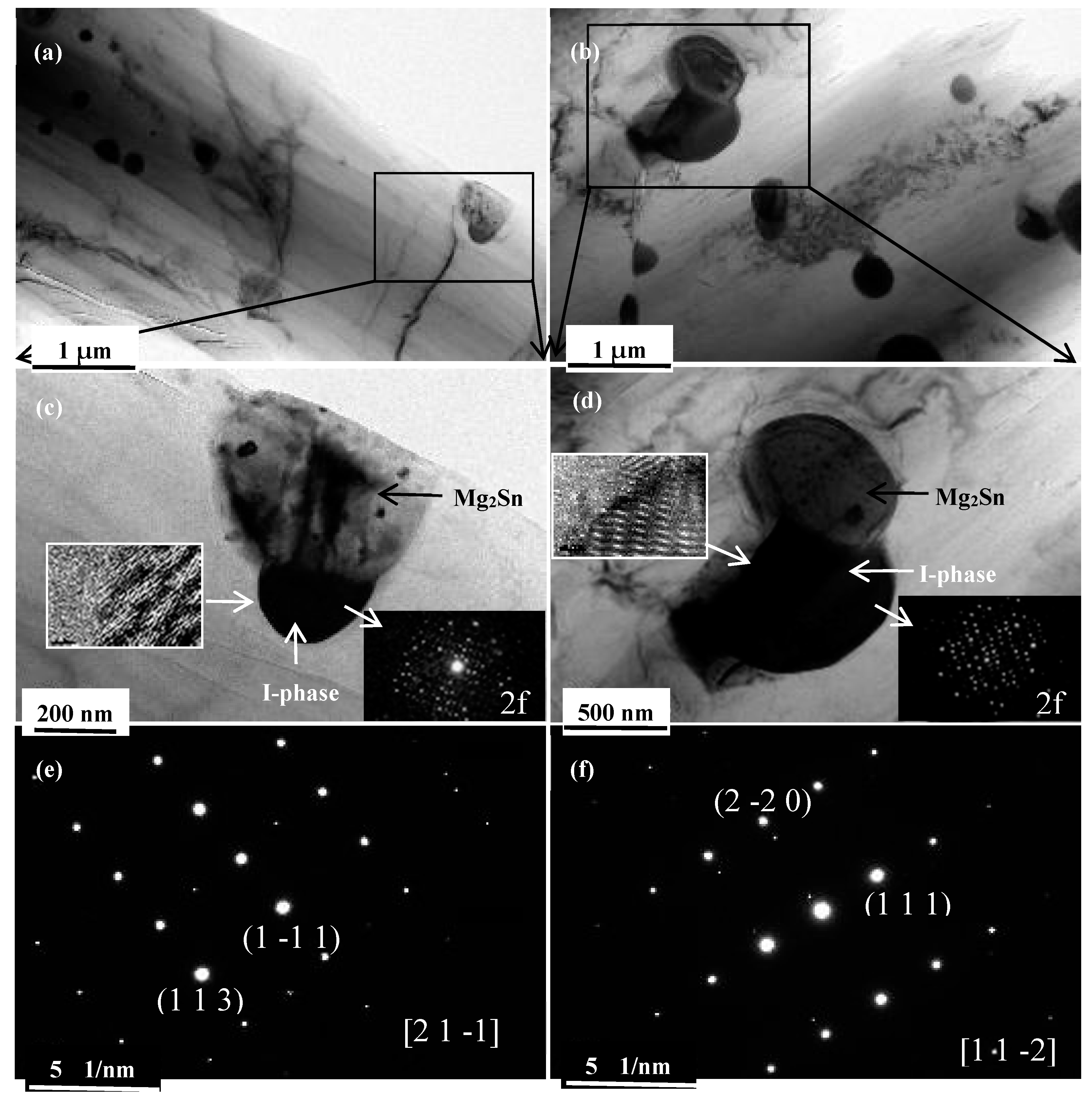
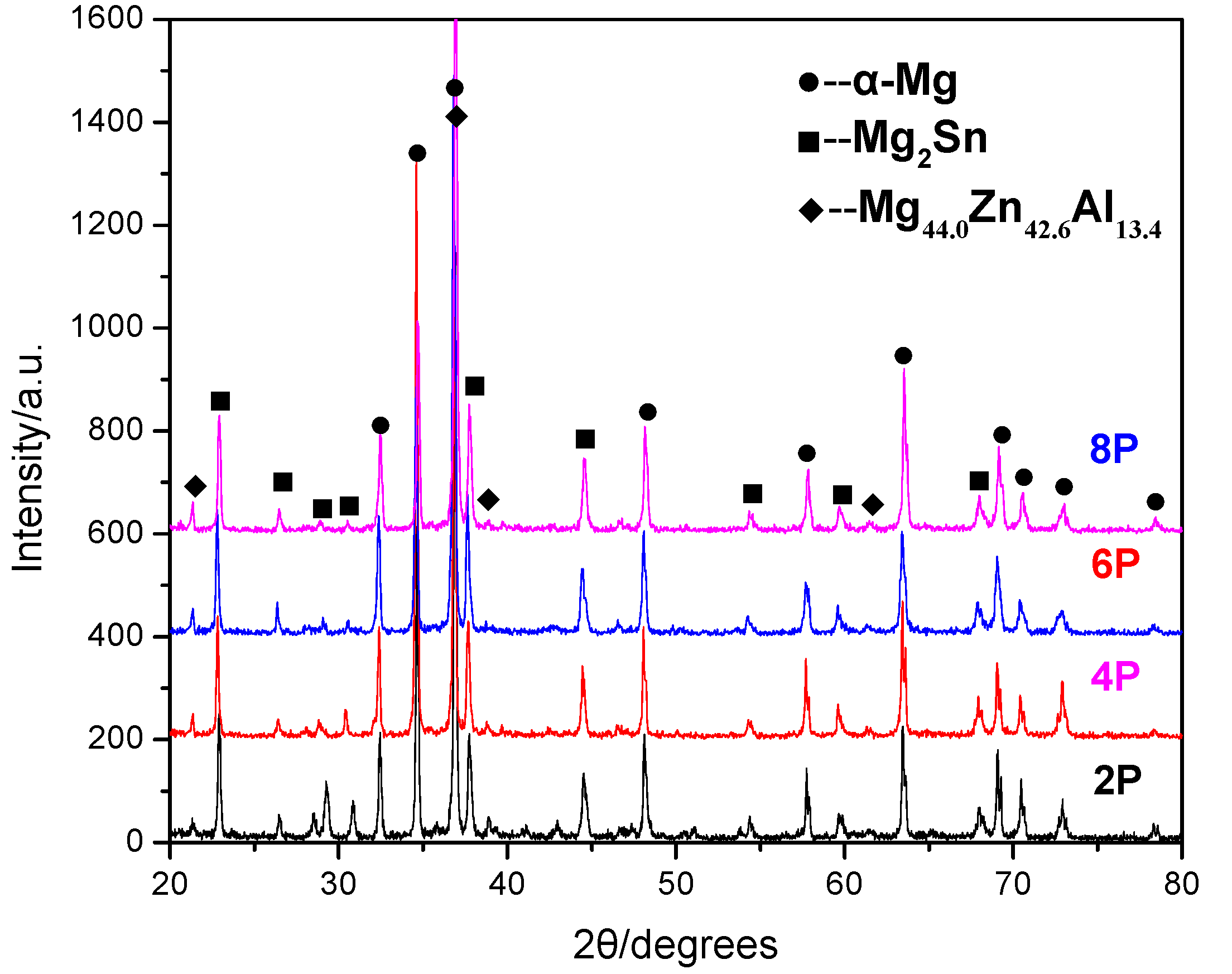
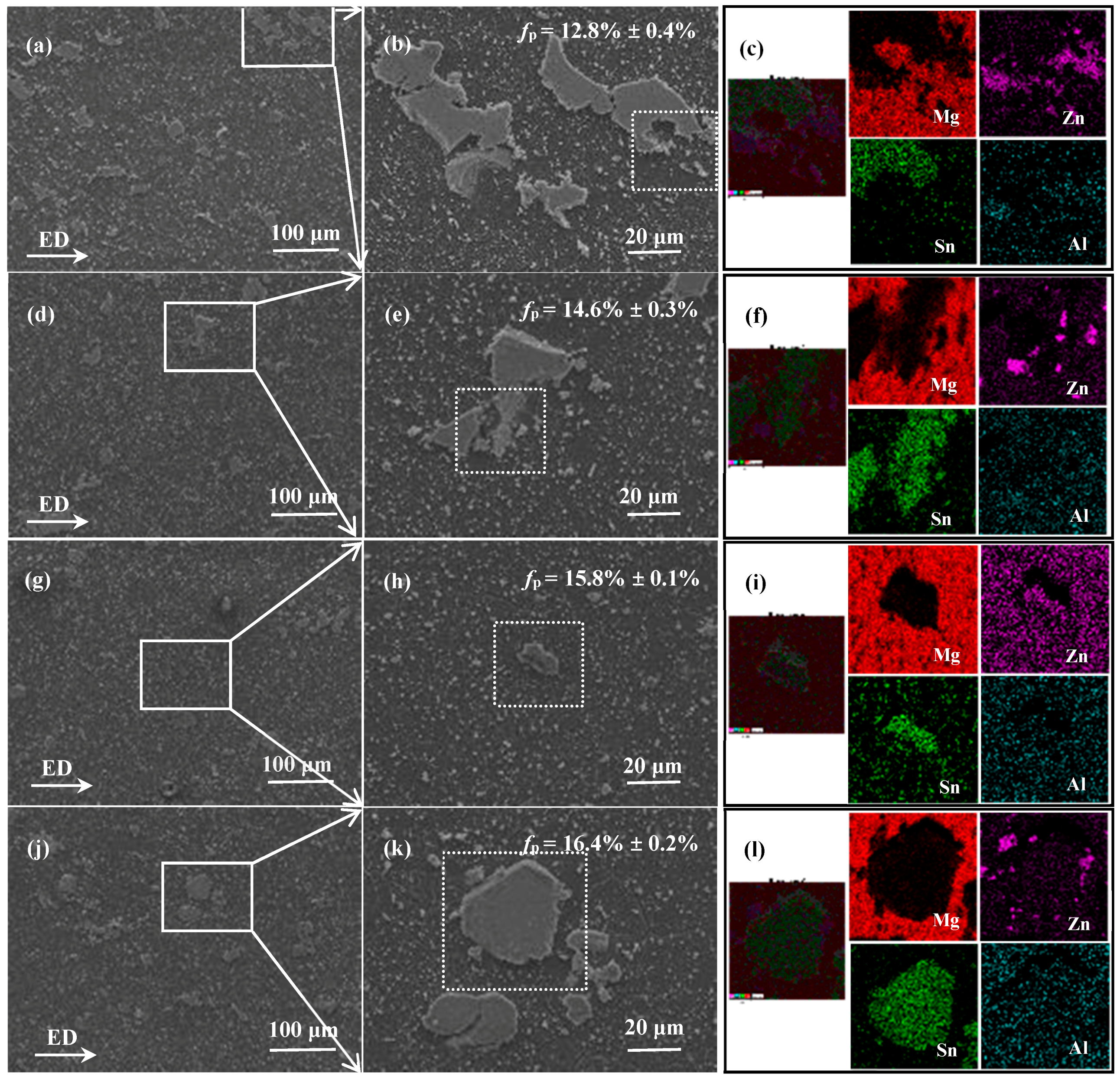
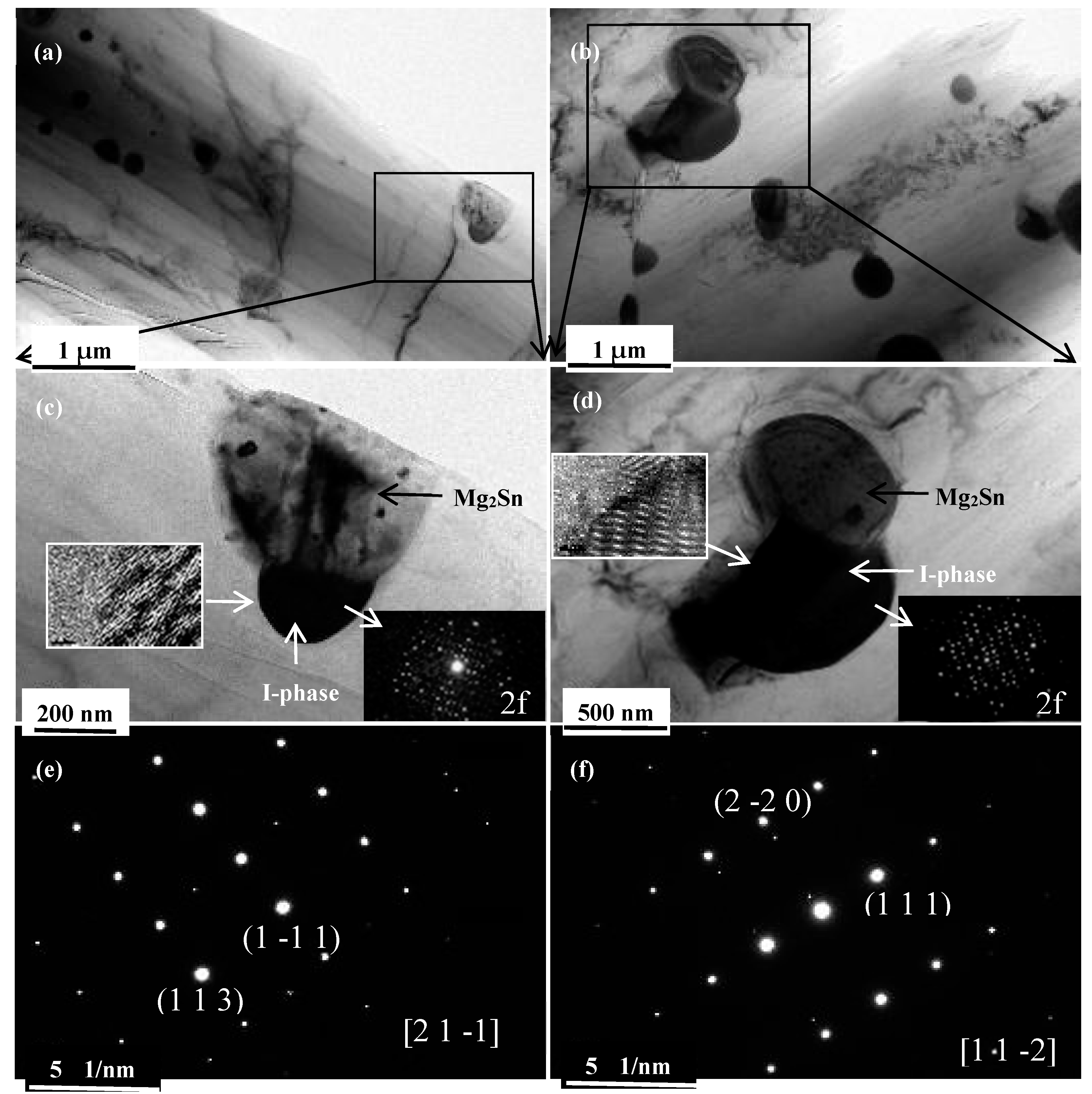
3.2. Precipitates
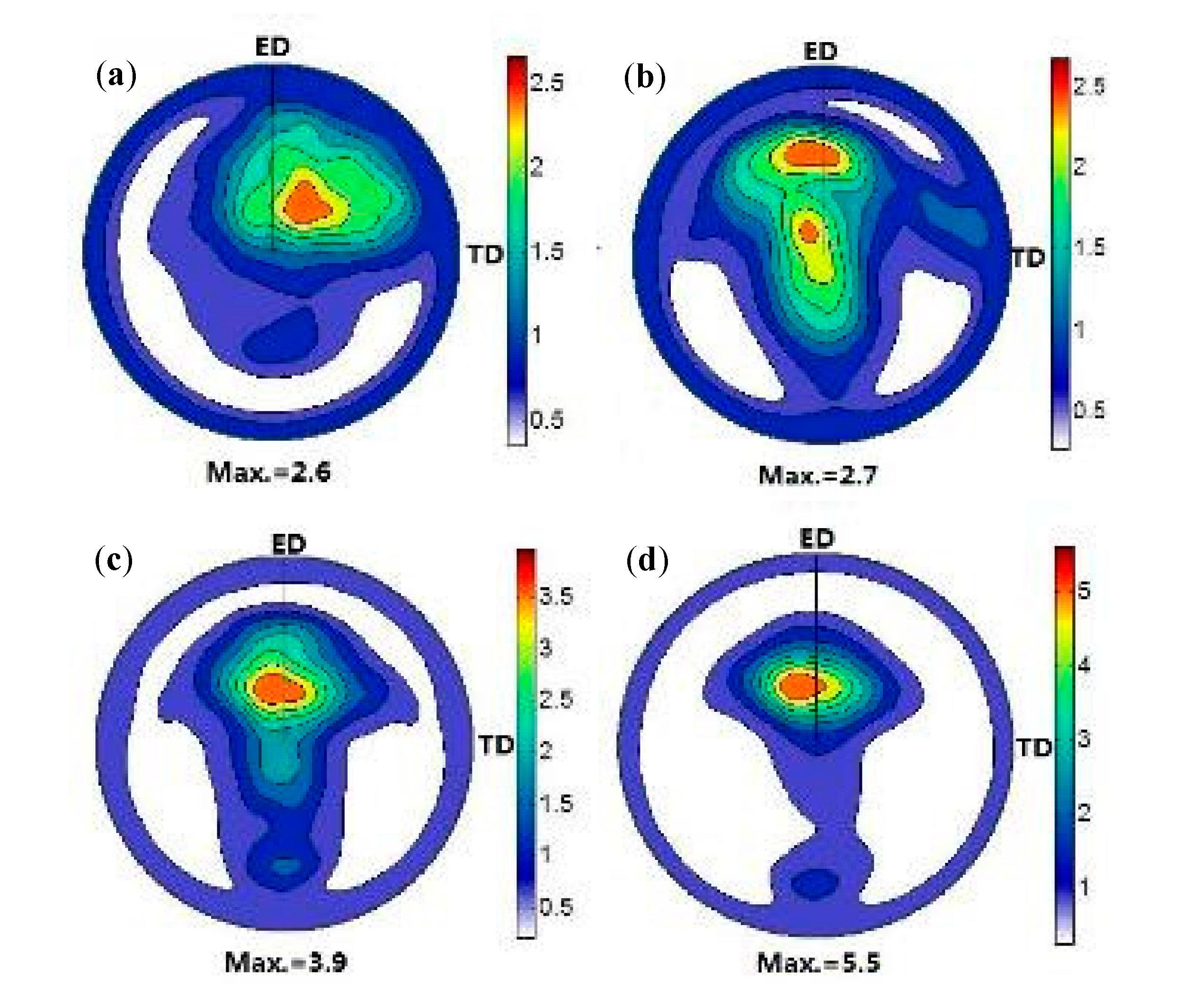
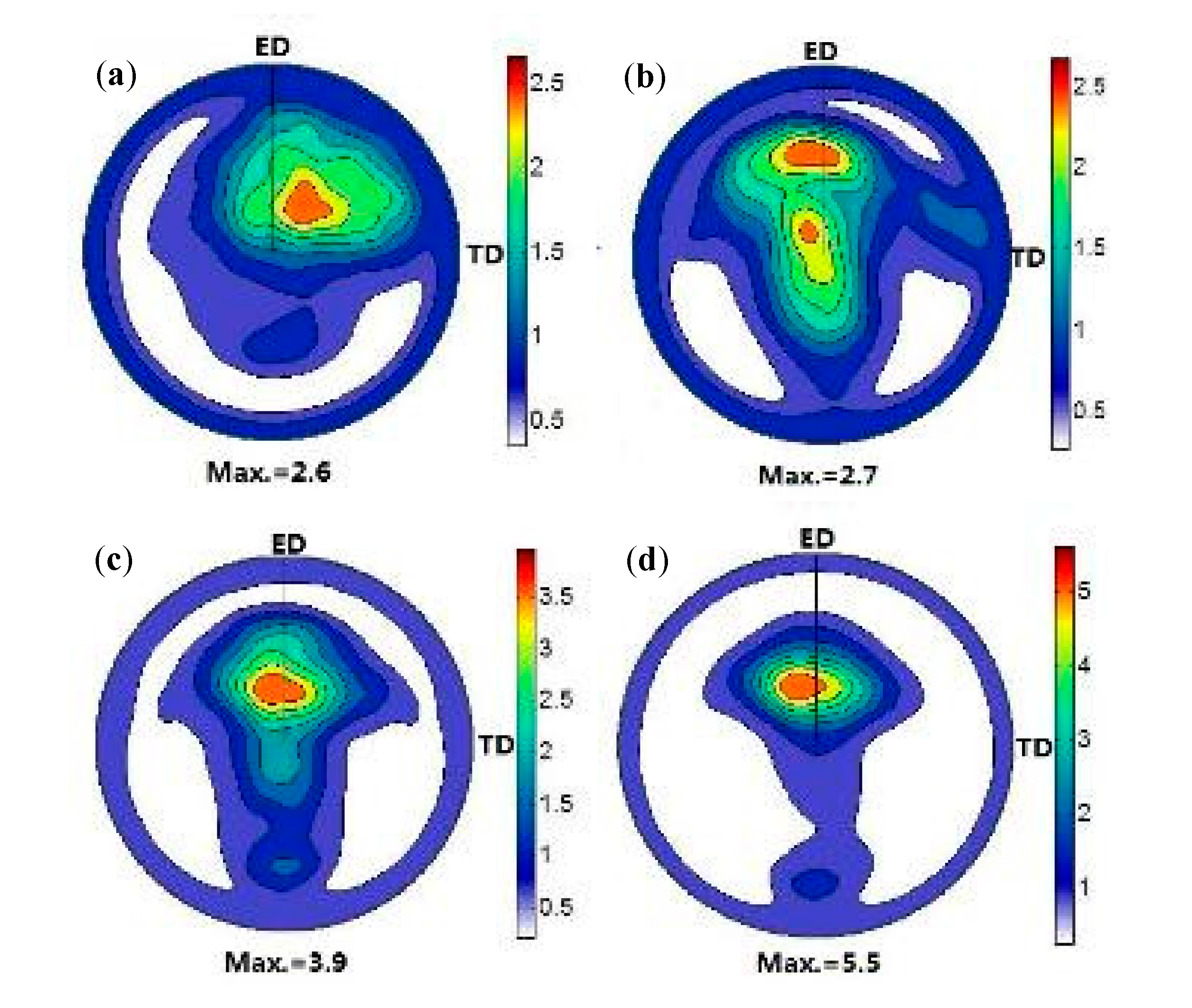
3.3. Texture
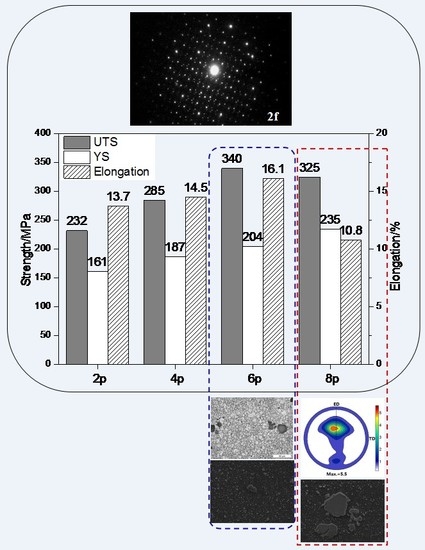
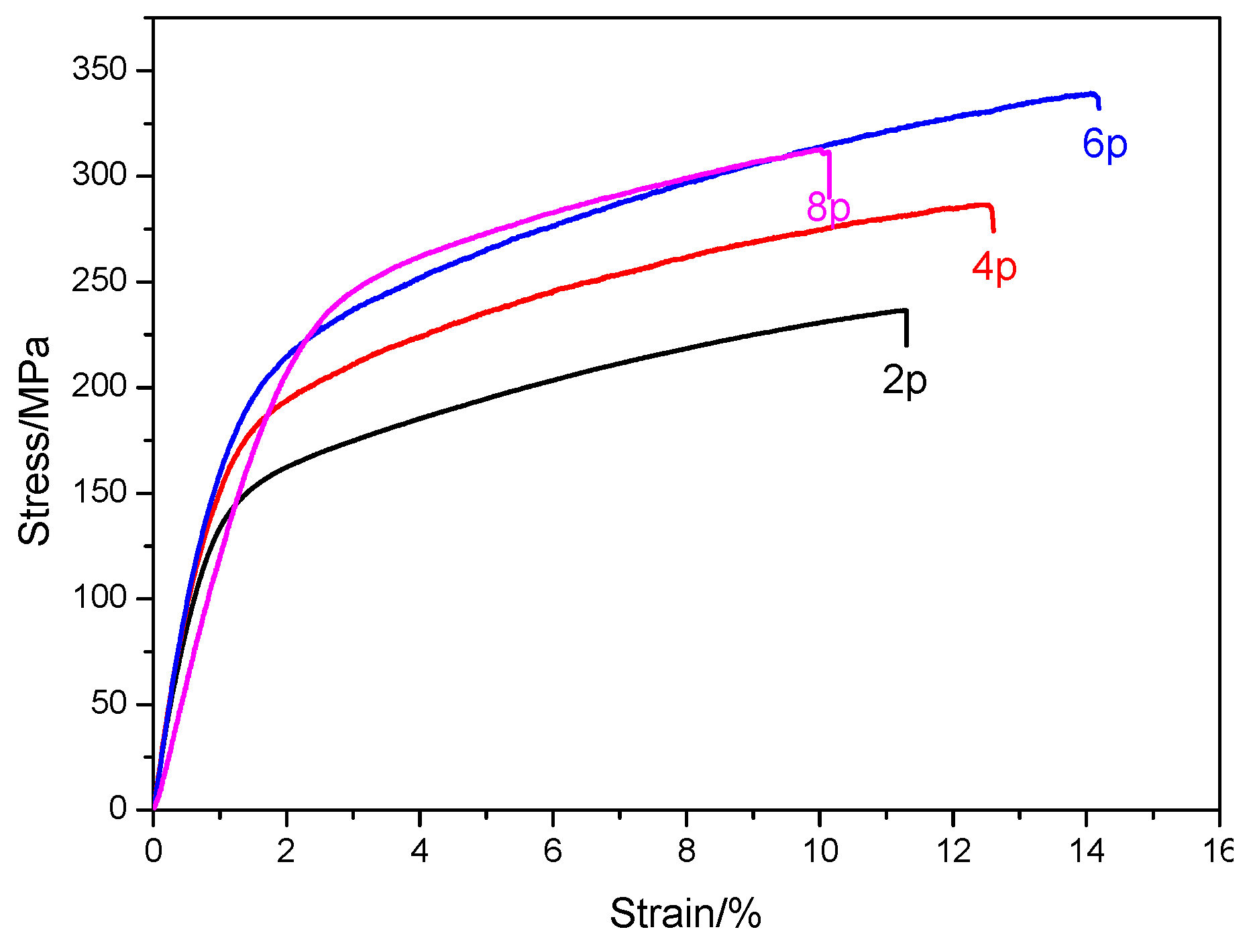
3.4. Tensile Properties
4. Conclusions
- (1)
- I-phase (Mg44.0Zn43.7Al12.3), coexisting with Mg2Sn particles, was found in both SST and TZA862 alloys that had undergone ECAP.
- (2)
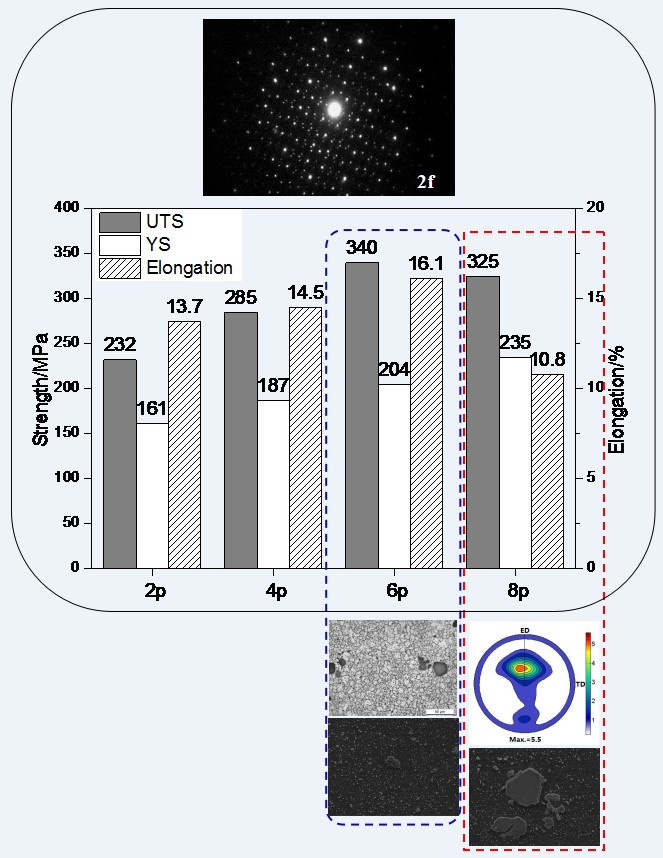
- The samples that had undergone ECAP exhibited a partially recrystallized structure and a strong ED-tilted texture. The largest fraction (91.1%) and finest average size (2.49 µm) of DRX grains were obtained in the 6p sample. In addition, the maximal texture intensity increased from 2.6 to 5.5 with as increase in the number of ECAP passes from 2 to 8.
- (3)
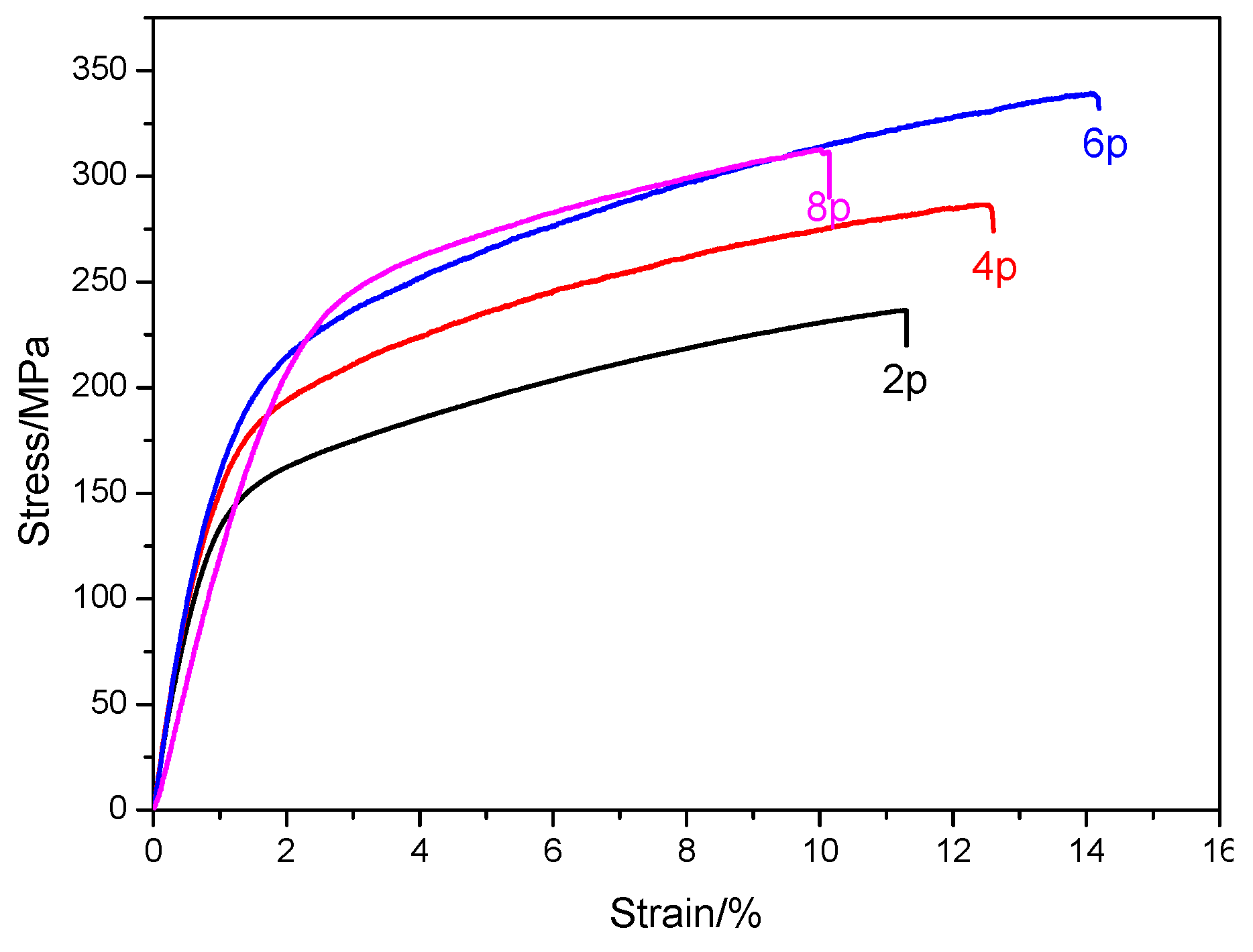
- The enhanced tensile properties of the 6p sample (YS = 202 MPa, El. = 14.2%) were mainly related to the grain boundary strengthening and precipitate strengthening as well as the high work-hardening capacity (Hc = 0.67).
- (4)
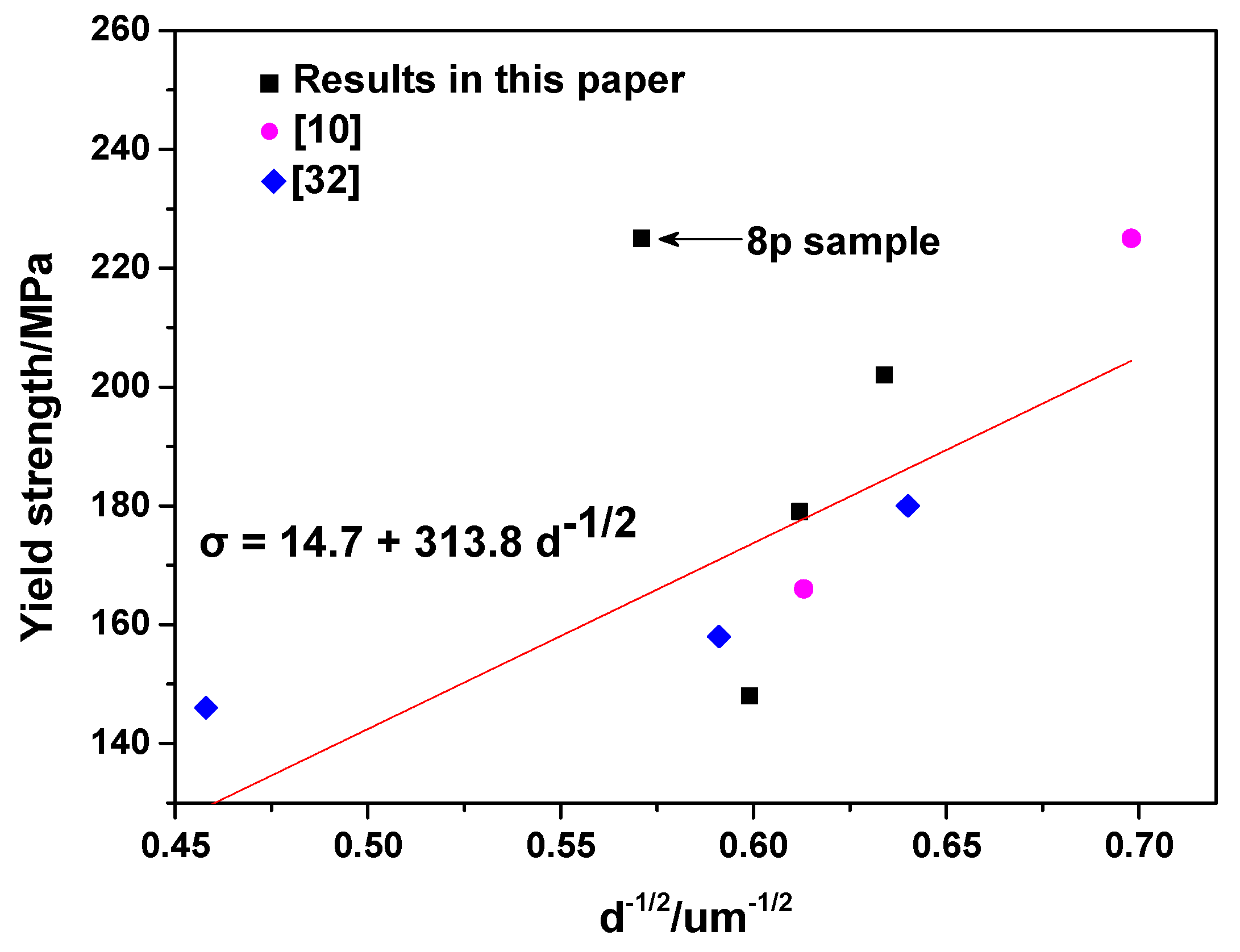
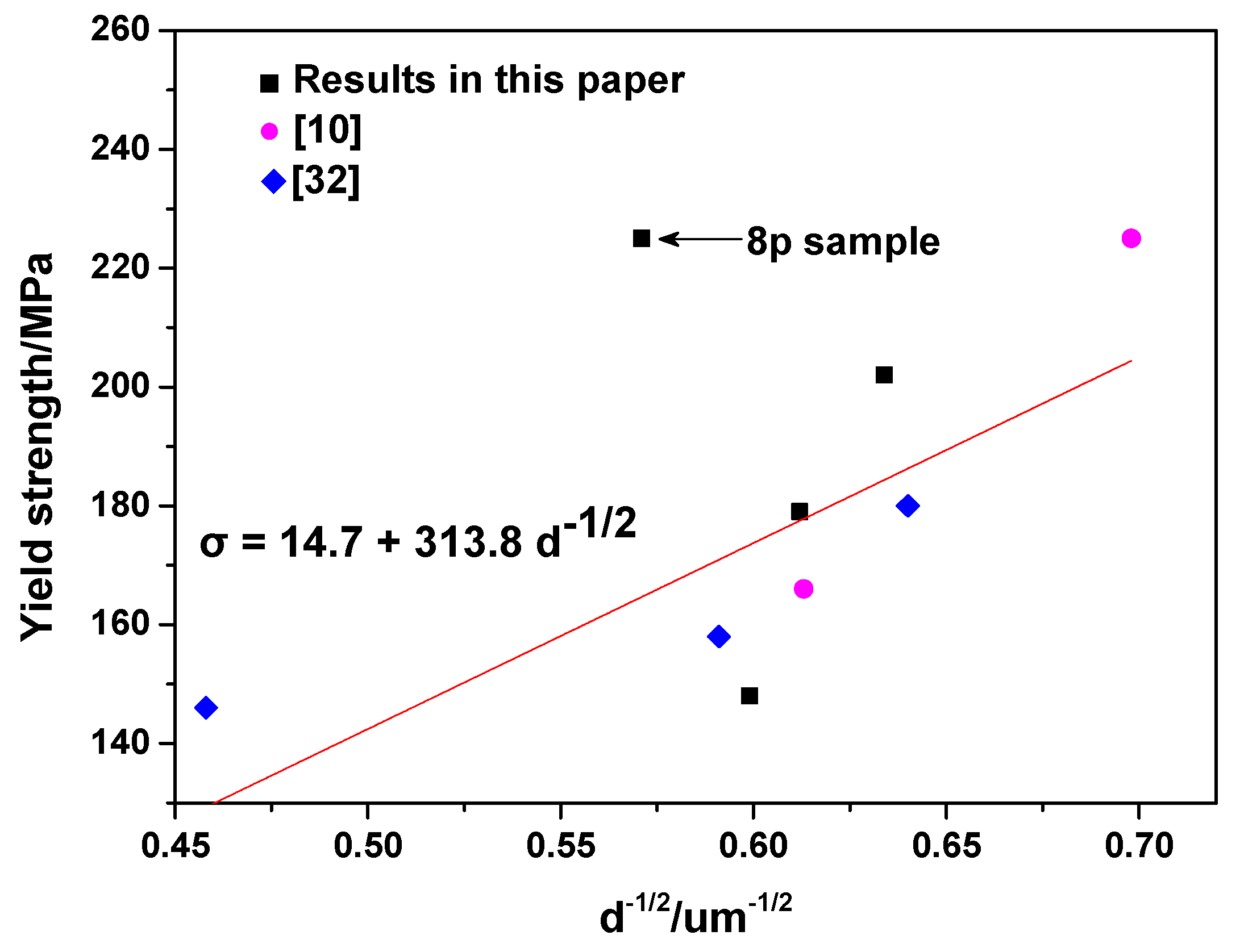
- The YS of the 8p sample (225 MPa) had a strong dependence on the material texture, while the lowest El. among the tested samples (10.1%) was strongly related to the largest amount of the coarse particles and smallest Hc (0.39).
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Ha, H.Y.; Kim, H.J.; Baek, S.M.; Kim, B.; Sohn, S.D.; Shin, H.J.; Jeong, H.Y.; Park, S.H.; Yim, C.D.; You, B.S.; et al. Improved corrosion resistance of extruded Mg-8Sn-1Zn-1Al alloy by microalloying with Mn. Scr. Mater. 2015, 109, 38–43. [Google Scholar] [CrossRef]
- Xu, D.K.; Han, E.H. Effects of icosahedral phase formation on the microstructure and mechanical improvement of Mg alloys: A review. Prog. Nat. Sci. 2012, 22, 364–385. [Google Scholar] [CrossRef]
- Liu, H.M.; Chen, Y.G.; Tang, Y.B.; Wei, S.H.; Niu, G. The microstructure, tensile properties, and creep behavior of as-cast Mg-(1-10)%Sn alloys. J. Alloys Compd. 2007, 440, 122–126. [Google Scholar] [CrossRef]
- Sasaki, T.T.; Ju, J.D.; Hono, K.; Shin, K.S. Heat-treatable Mg-Sn-Zn wrought alloy. Scr. Mater. 2009, 61, 80–83. [Google Scholar] [CrossRef]
- Elsayed, F.R.; Sasaki, T.T.; Ohkubo, T.; Takahashi, H.; Xu, S.W.; Kamado, S.; Hono, K. Effect of extrusion conditions on microstructure and mechanical properties of microalloyed Mg–Sn–Al–Zn alloys. Mater. Sci. Eng. A 2013, 588, 318–328. [Google Scholar] [CrossRef]
- Park, S.H.; Kim, S.H.; Kim, H.S.; Yoon, J.H.; You, B.S. High-speed indirect extrusion of Mg–Sn–Al–Zn alloy and its influence on microstructure and mechanical properties. J. Alloys Compd. 2016, 667, 170–177. [Google Scholar] [CrossRef]
- Park, S.S.; Tang, W.N.; You, B.S. Microstructure and mechanical properties of an indirect-extruded Mg-8Sn-1Al-1Zn alloy. Mater. Lett. 2010, 64, 31–34. [Google Scholar] [CrossRef]
- Cheng, W.L.; Kim, H.S.; You, B.S.; Koo, B.H.; Park, S.S. Strength and ductility of novel Mg-8Sn-1Al-1Zn alloys extruded at different speeds. Mater. Lett. 2011, 65, 1525–1527. [Google Scholar] [CrossRef]
- Kim, Y.K.; Sohn, S.W.; Kim, D.H.; Kim, W.T.; Kim, D.H. Role of icosahedral phase in enhancing the strength of Mg–Sn–Zn–Al alloy. J. Alloys Compd. 2013, 549, 46–50. [Google Scholar] [CrossRef]
- Cheng, W.L.; Tian, L.; Wang, H.X.; Bian, L.P.; Yu, H. Improved tensile properties of an equal channel angular pressed (ECAPed) Mg-8Sn-6Zn-2Al alloy by prior aging treatment. Mater. Sci. Eng. A 2017, 687, 148–154. [Google Scholar] [CrossRef]
- Iwahash, Y.; Horita, Z.; Nemoto, M.; Longdon, T.G. The process of grian refinement in equal-channel angular pressing. Acta Mater. 1998, 46, 3317–3331. [Google Scholar] [CrossRef]
- Mukai, T.; Yamanoi, M.; Watanabe, H.; Higashi, K. Ductility enhancement in AZ31 magnesium alloy by controlling its grain structure. Scr. Mater. 2001, 45, 89–94. [Google Scholar] [CrossRef]
- Ding, W.J.; Jin, L.; Wu, W.X.; Dong, J. Texture and texture optimization of wrought Mg alloy. Chin. J. Nonferr. Met. 2011, 21, 2371–2381. [Google Scholar]
- Lapovok, R.; Gao, X.; Nie, J.F.; Estrin, Y.; Mathaudhu, S.N. Enhancement of properties in cast Mg–Y–Zn rod processed by severe plastic deformation. Mater. Sci. Eng. A 2014, 615, 198–207. [Google Scholar] [CrossRef]
- Liu, H.; Ju, J.; Lu, F.M.; Yan, J.J.; Bai, J.; Jiang, J.H.; Ma, A.B. Dynamic precipitation behavior and mechanical property of an Mg94Y4Zn2 alloy prepared by multi-pass successive equal channel angular pressing. Mater. Sci. Eng. A 2017, 682, 255–259. [Google Scholar] [CrossRef]
- Ma, A.B.; Jiang, J.G.; Saito, N.; Shigematsu, I.; Yuan, Y.C.; Yang, D.G.; Nishida, Y. Improving both strength and ductility of a Mg alloy through a large number of ECAP passes. Mater. Sci. Eng. A 2009, 513, 122–127. [Google Scholar] [CrossRef]
- Cheng, W.L.; Park, S.S.; You, B.S.; Koo, B.H. Microstructure and mechanical properties of binary Mg–Sn alloys subjected to indirect extrusion. Mater. Sci. Eng. A 2010, 527, 4650–4653. [Google Scholar] [CrossRef]
- Liu, K.; Sun, C.C.; Wang, Z.H.; Li, S.B.; Wang, Q.F.; Du, W.B. Microstructure, texture and mechanical properties of Mg–Zn–Er alloys containing I-phase and W-phase simultaneously. J. Alloys Compd. 2016, 665, 76–85. [Google Scholar] [CrossRef]
- Ball, E.A.; Prangnell, P.B. Tensile-compressive yield asymmetries in high strength wrought magnesium alloys. Scr. Metall. Mater. 1994, 31, 111–116. [Google Scholar] [CrossRef]
- Cheng, W.L.; Wang, M.; Que, Z.P.; Wang, H.X.; Zhang, J.S.; Xu, C.X.; You, B.S.; Yim, C.D. Microstructural Characterizations and Mechanical Properties of Mg-8Sn-1Al-1Zn-xCu Alloys. J. Wuhan Univ. Technol. 2014, 29, 803–807. [Google Scholar] [CrossRef]
- Singh, A.; Somekawa, H.; Mukai, T. The effect of nanoquasicrystals on mechanical properties of as-extruded Mg–Zn–Gd alloy. Scr. Mater. 2007, 56, 935–938. [Google Scholar] [CrossRef]
- Azeem, M.A.; Tewari, A.; Mishra, S.; Gollapudi, S.; Ramamurty, U. Development of novel grain morphology during hot extrusion of magnesium AZ21 alloy. Acta Mater. 2010, 58, 495–502. [Google Scholar] [CrossRef]
- Deng, K.K.; Wang, X.J.; Wu, Y.W.; Hu, X.S.; Wu, K.; Gan, W.M. Effect of particle size on microstructure and mechanical properties of SiCp/AZ91 magnesium matrix composite. Mater. Sci. Eng. A 2012, 543, 158–163. [Google Scholar] [CrossRef]
- Gzyl, M.; Rosochowski, A.; Boczkal, S.; Olejnik, L. The role of microstructure and texture in controlling mechanical properties of AZ31B magnesium alloy processed by I-ECAP. Mater. Sci. Eng. A 2015, 638, 20–29. [Google Scholar] [CrossRef]
- Meng, S.J.; Yu, H.; Zhang, H.X.; Cui, H.W.; Park, S.H.; Zhao, W.M.; You, B.S. Microstructure and mechanical cproperties of an extruded Mg-8Bi-1Al-1Zn (wt %) alloy. Mater. Sci. Eng. A 2017, 690, 80–87. [Google Scholar] [CrossRef]
- Wang, L.F.; Mostaed, E.; Cao, X.Q.; Huang, G.S.; Fabrizi, A.; Bonollo, F.; Chi, C.Z.; Vedani, M. Effects of texture and grain size on mechanical properties of AZ80 magnesium alloys at lower temperatures. Mater. Des. 2016, 89, 1–8. [Google Scholar] [CrossRef]
- Liu, H.; Bai, J.; Yan, K.; Yan, J.L.; Ma, A.B.; Jiang, J.H. Comparative studies on evolution behaviors of 14H LPSO precipitates in as-cast and as-extruded Mg–Y–Zn alloys during annealing at 773 K. Mater. Des. 2016, 93, 9–18. [Google Scholar] [CrossRef]
- Zhang, X.M.; Tang, C.P.; Deng, Y.L.; Yang, L. Effects of thermal treatment on precipitate shape and mechanical properties of Mg-8Gd-4Y-Nd-Zr alloy. Mater. Des. 2011, 32, 4994–4998. [Google Scholar] [CrossRef]
- Li, Z.T.; Zhang, X.D.; Zheng, M.Y.; Qiao, X.G.; Wu, K.; Xu, C.; Kamado, S. Effect of Ca/Al ratio on microstructure and mechanical properties of Mg–Al–Ca–Mn alloys. Mater. Sci. Eng. A 2017, 682, 423–432. [Google Scholar] [CrossRef]
- Kim, W.J.; An, C.W.; Kim, Y.S.; Hong, S.I. Mechanical properties and microstructures of an AZ61 Mg alloy produced by equal channel angular pressing. Scr. Mater. 2002, 47, 39–44. [Google Scholar] [CrossRef]
- Wang, Y.; Choo, H. Influence of texture on Hall-Petch relationships in an Mg alloy. Acta Mater. 2014, 81, 83–97. [Google Scholar] [CrossRef]
- Cheng, W.L.; Tian, L.; Bai, Y.; Ma, S.C.; Wang, H.X. Microstructures and mechanical properties of as-ECAPed Mg-8Sn alloys with the combined addition of Zn and Al. JMR 2017. [Google Scholar] [CrossRef]
- Wang, C.J.; Deng, K.K.; Nie, K.B.; Shang, S.J.; Liang, W. Competition behavior of the strengthening effects in as-extruded AZ91 matrix: Influence of pre-existed Mg17Al12 phase. Mater. Sci. Eng. A 2016, 656, 102–110. [Google Scholar] [CrossRef]
- Gladman, T. Precipitation hardening in metals. Mater. Sci. Technol. 1998, 15, 30–36. [Google Scholar] [CrossRef]
- Yuan, W.; Panigrahi, S.K.; Su, J.Q.; Mishra, R.S. Influence of grain size and texture on Hall-Petch relationship for a magnesium alloy. Scr. Mater. 2011, 65, 994–997. [Google Scholar] [CrossRef]
- Wang, Q.H.; Jiang, B.; Tang, A.T.; Ma, S.X.; Jiang, Z.T.; Chai, Y.F.; Liu, B.; Pan, F.S. Ameliorating the mechanical properties of magnesium alloy: Role of texture. Mater. Sci. Eng. A 2017, 689, 395–403. [Google Scholar] [CrossRef]
- Bettles, C.J.; Gibson, M.A. Current wrought magnesium alloys: Strengths and weaknesses. JOM 2005, 57, 46–49. [Google Scholar] [CrossRef]
- Zhang, B.P.; Geng, L.; Huang, L.J.; Zhang, X.X.; Dong, C.C. Enhanced mechanical properties in fine-grained Mg-1.0Zn-0.5Ca alloys prepared by extrusion at different temperatures. Scr. Mater. 2010, 63, 1024–1027. [Google Scholar] [CrossRef]
- Tang, W.N.; Park, S.S.; You, B.S. Effect of the Zn content on the microstructure and mechanical properties of indirect-extruded Mg-5Sn-xZn alloys. Mater. Des. 2011, 32, 3537–3543. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Conditions | Microstructural Characteristics | Tensile Properties | ||||||
|---|---|---|---|---|---|---|---|---|
| fDRX (%) | dDRX (µm) | fp (%) | Texture Intensity | UTS (MPa) | YS (MPa) | El. (%) | Hc = (UTS–YS)/YS | |
| 2p | 85.9 ± 0.4 | 2.78 ± 0.02 | 12.8 ± 0.4 | 2.6 | 217 ± 8 | 148 ± 5 | 11.2 ± 0.3 | 0.47 ± 0.02 |
| 4p | 89.8 ± 0.2 | 2.67 ± 0.04 | 14.6 ± 0.3 | 2.7 | 286 ± 6 | 179 ± 3 | 12.6 ± 0.4 | 0.60 ± 0.03 |
| 6p | 91.1 ± 0.5 | 2.49 ± 0.02 | 15.8 ± 0.1 | 3.9 | 338 ± 5 | 202 ± 6 | 14.2 ± 0.2 | 0.67 ± 0.01 |
| 8p | 82.8 ± 0.6 | 3.07 ± 0.05 | 16.4 ± 0.2 | 5.5 | 313 ± 7 | 225 ± 3 | 10.1 ± 0.3 | 0.39 ± 0.02 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Cheng, W.; Tian, L.; Ma, S.; Bai, Y.; Wang, H. Influence of Equal Channel Angular Pressing Passes on the Microstructures and Tensile Properties of Mg-8Sn-6Zn-2Al Alloy. Materials 2017, 10, 708. https://doi.org/10.3390/ma10070708
Cheng W, Tian L, Ma S, Bai Y, Wang H. Influence of Equal Channel Angular Pressing Passes on the Microstructures and Tensile Properties of Mg-8Sn-6Zn-2Al Alloy. Materials. 2017; 10(7):708. https://doi.org/10.3390/ma10070708
Chicago/Turabian StyleCheng, Weili, Liang Tian, Shichao Ma, Yang Bai, and Hongxia Wang. 2017. "Influence of Equal Channel Angular Pressing Passes on the Microstructures and Tensile Properties of Mg-8Sn-6Zn-2Al Alloy" Materials 10, no. 7: 708. https://doi.org/10.3390/ma10070708
APA StyleCheng, W., Tian, L., Ma, S., Bai, Y., & Wang, H. (2017). Influence of Equal Channel Angular Pressing Passes on the Microstructures and Tensile Properties of Mg-8Sn-6Zn-2Al Alloy. Materials, 10(7), 708. https://doi.org/10.3390/ma10070708