
Experimental Investigation on Laser Impact Welding of Fe-Based Amorphous Alloys to Crystalline Copper


Abstract
:
1. Introduction
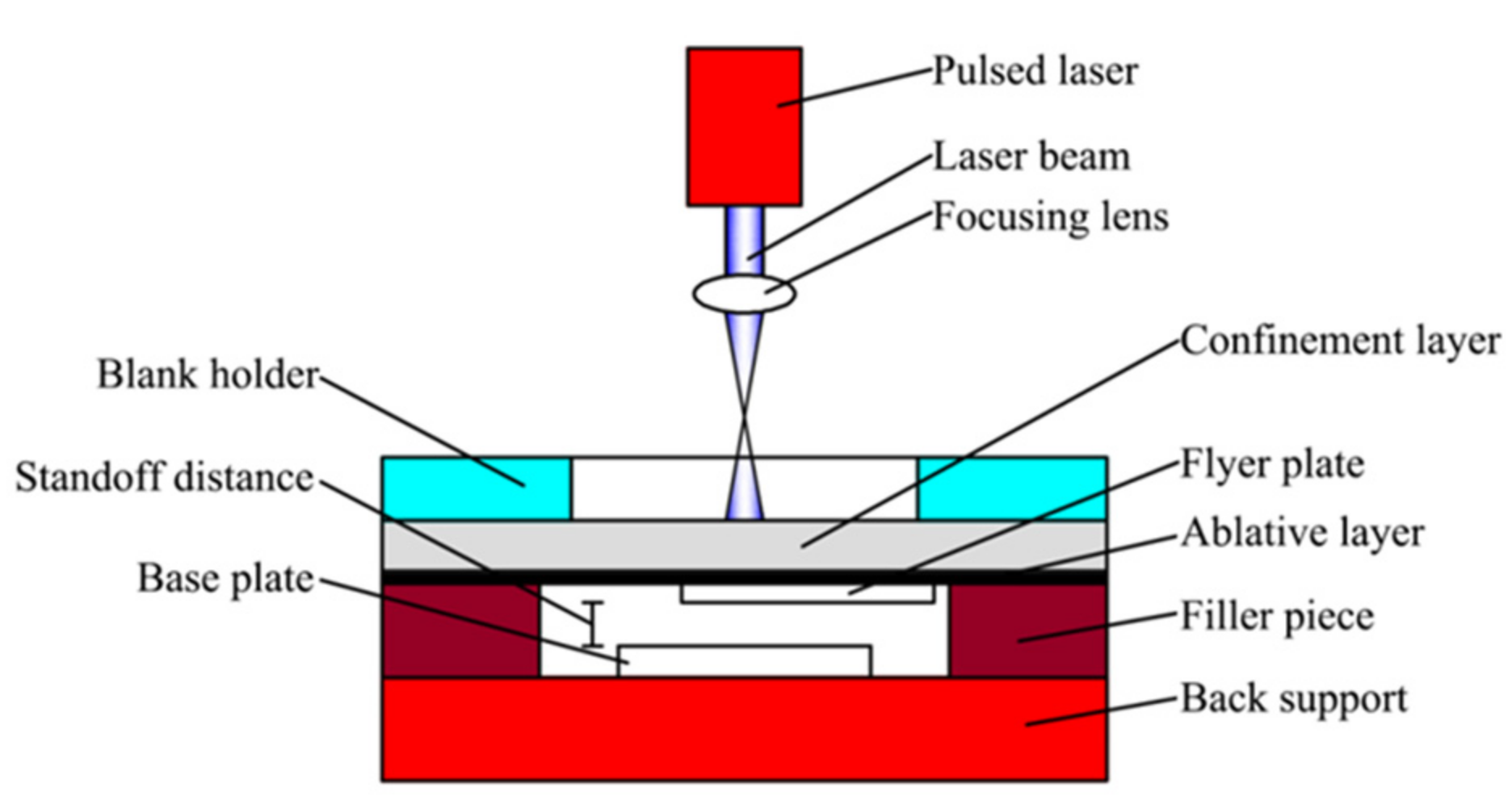
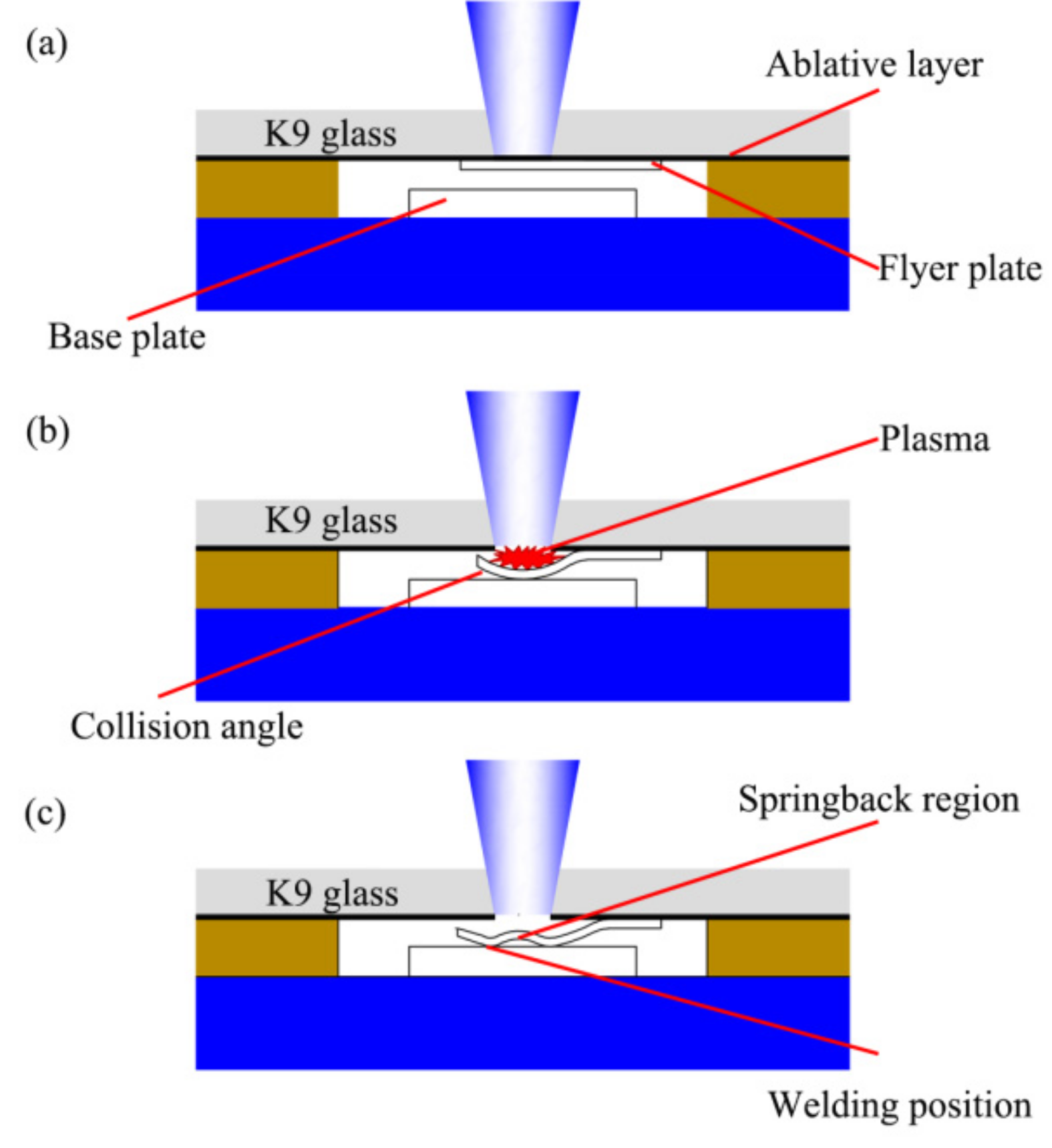
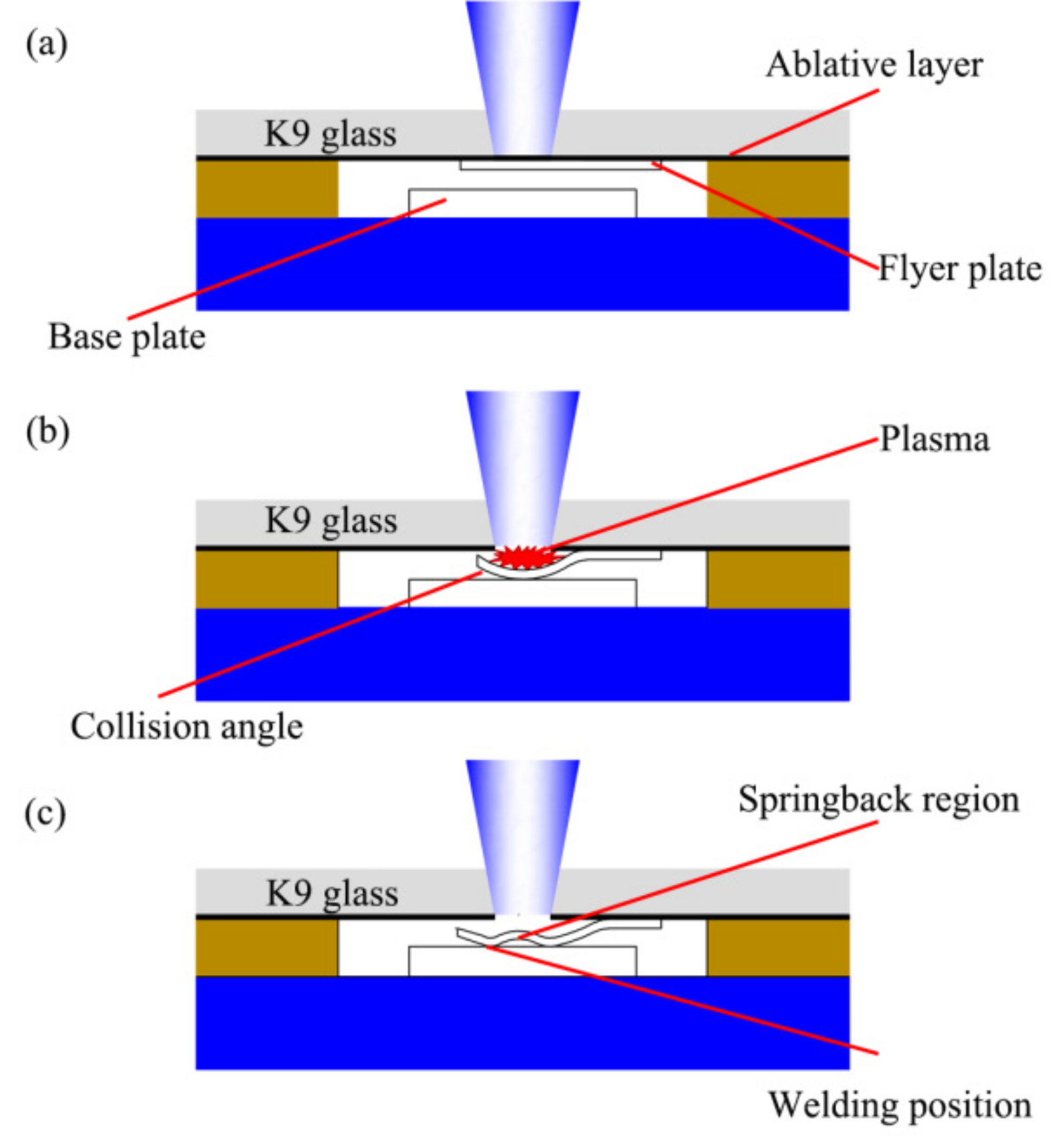
2. Mechanism of Laser Impact Welding
3. Experimental Materials and Equipment
4. Results and Discussion
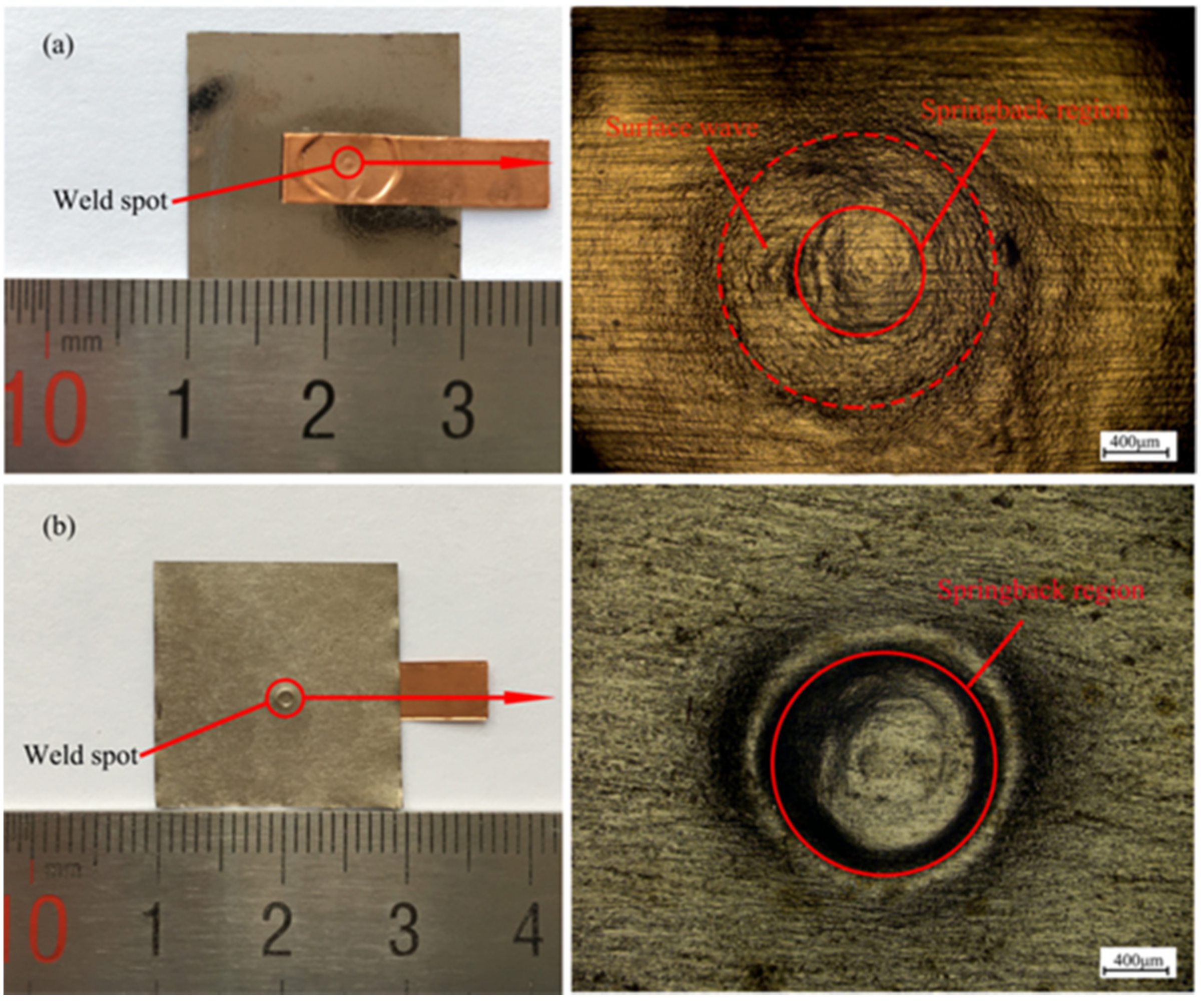
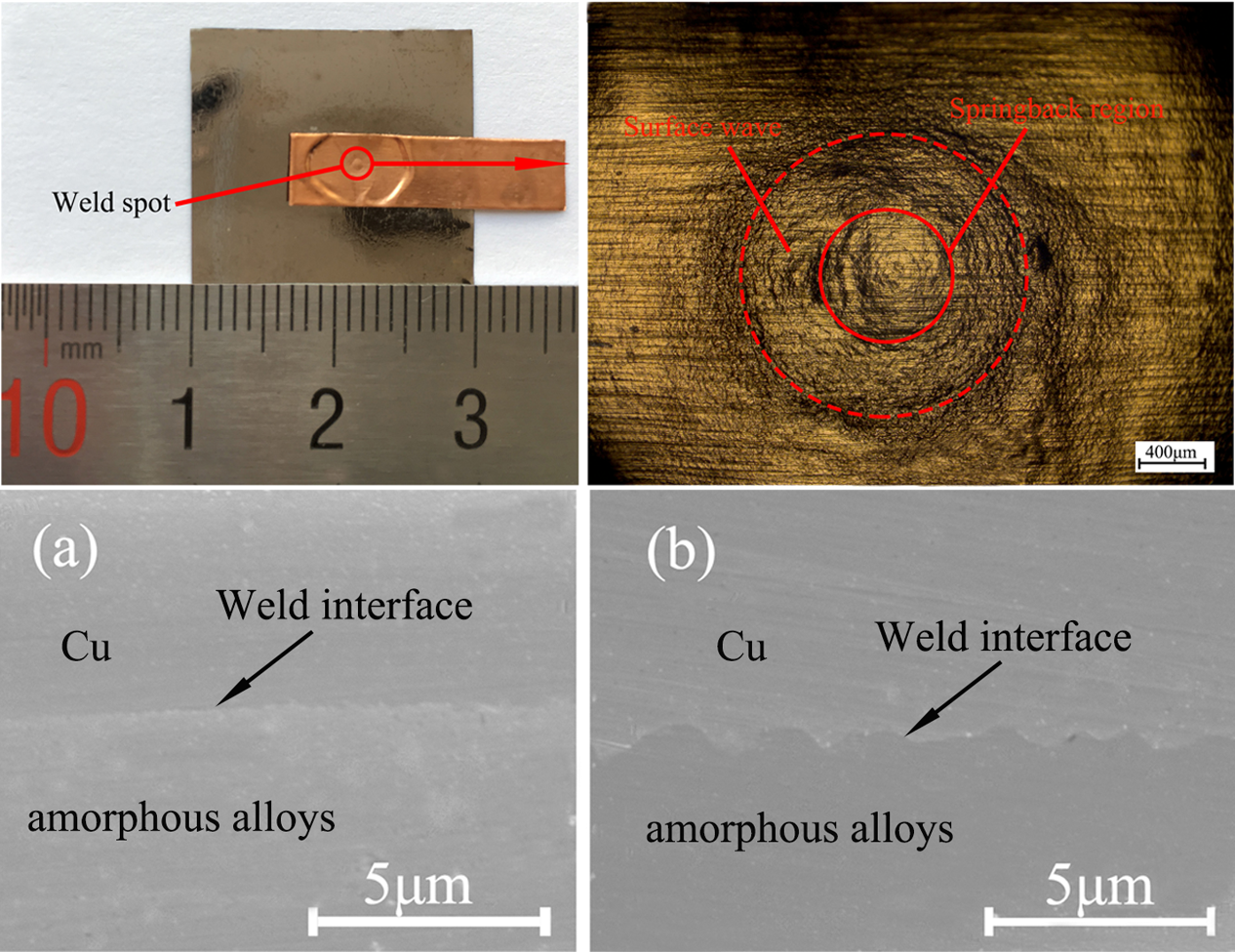
4.1. Weld Samples
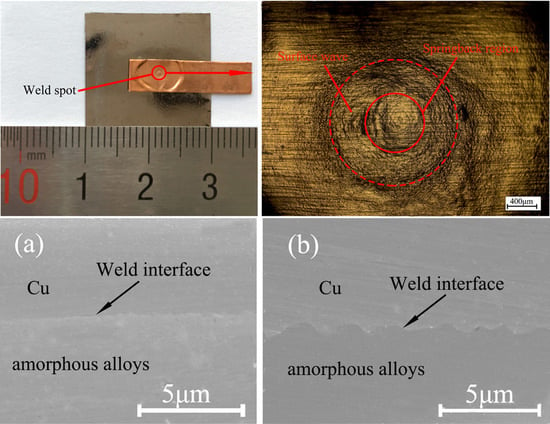
4.2. Microstructure of the Welding Interface
4.3. Mechanical Properties
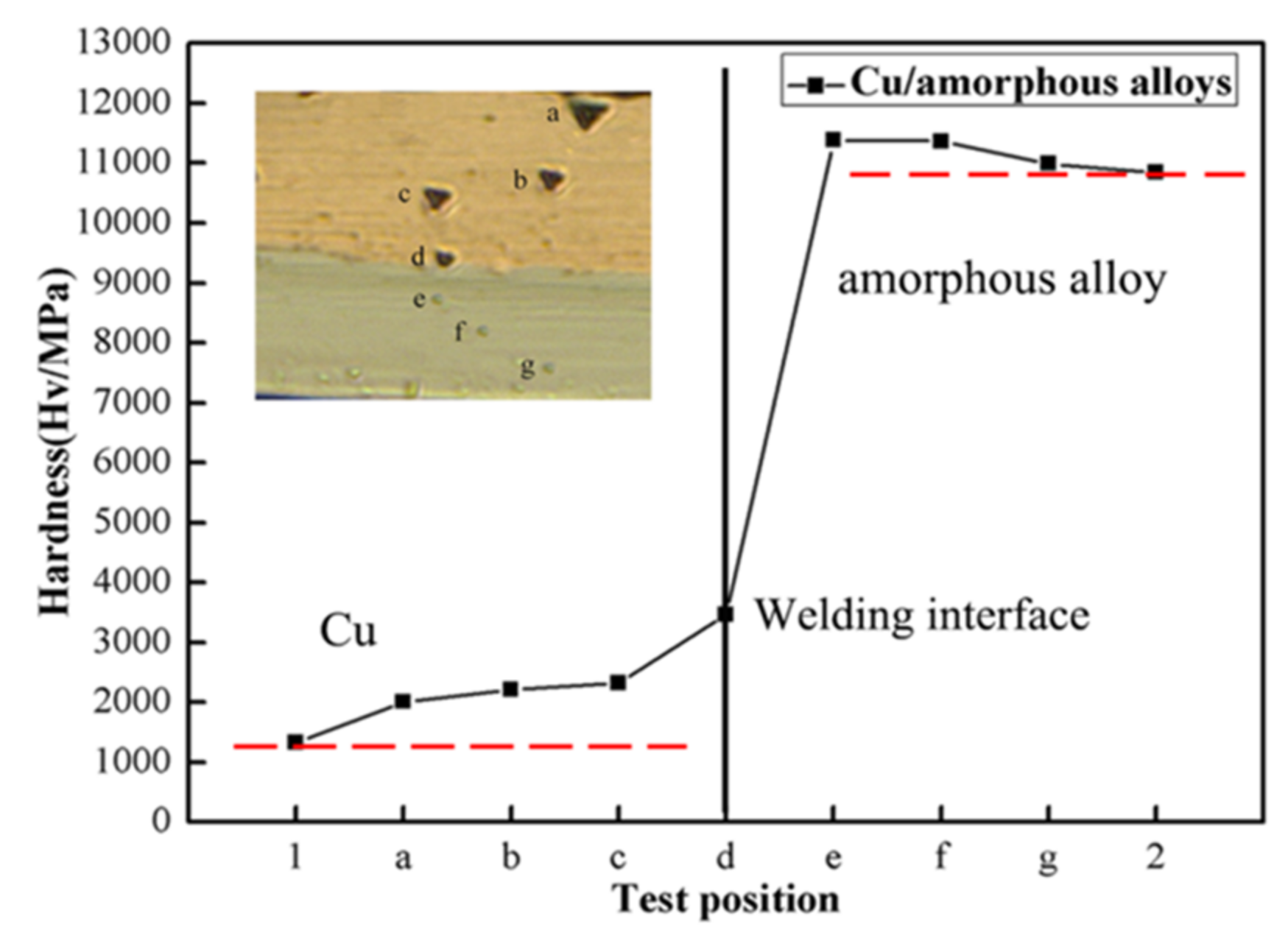
4.3.1. Nanoindentation Hardness Test
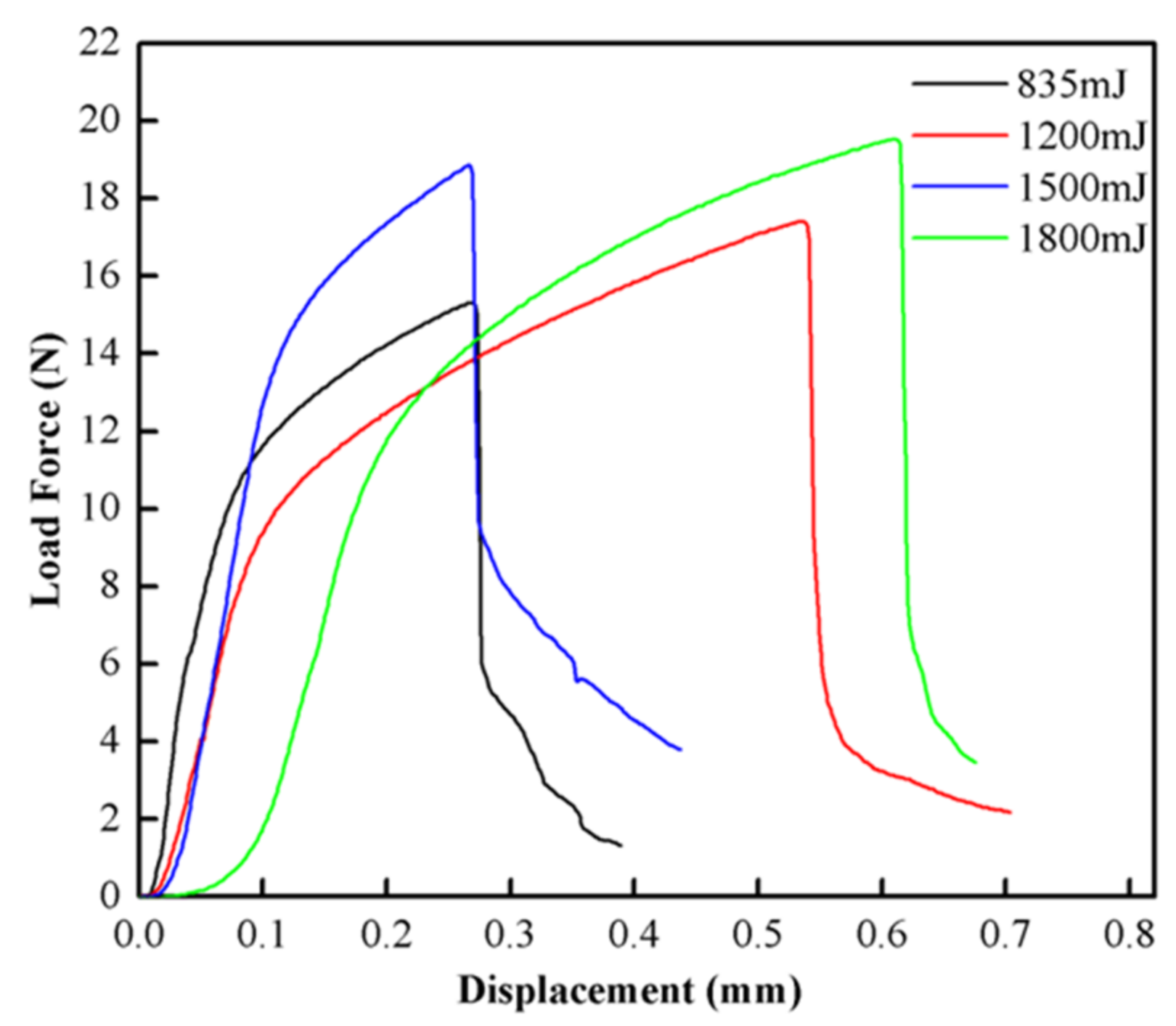
4.3.2. Lap Shearing Test
5. Conclusions
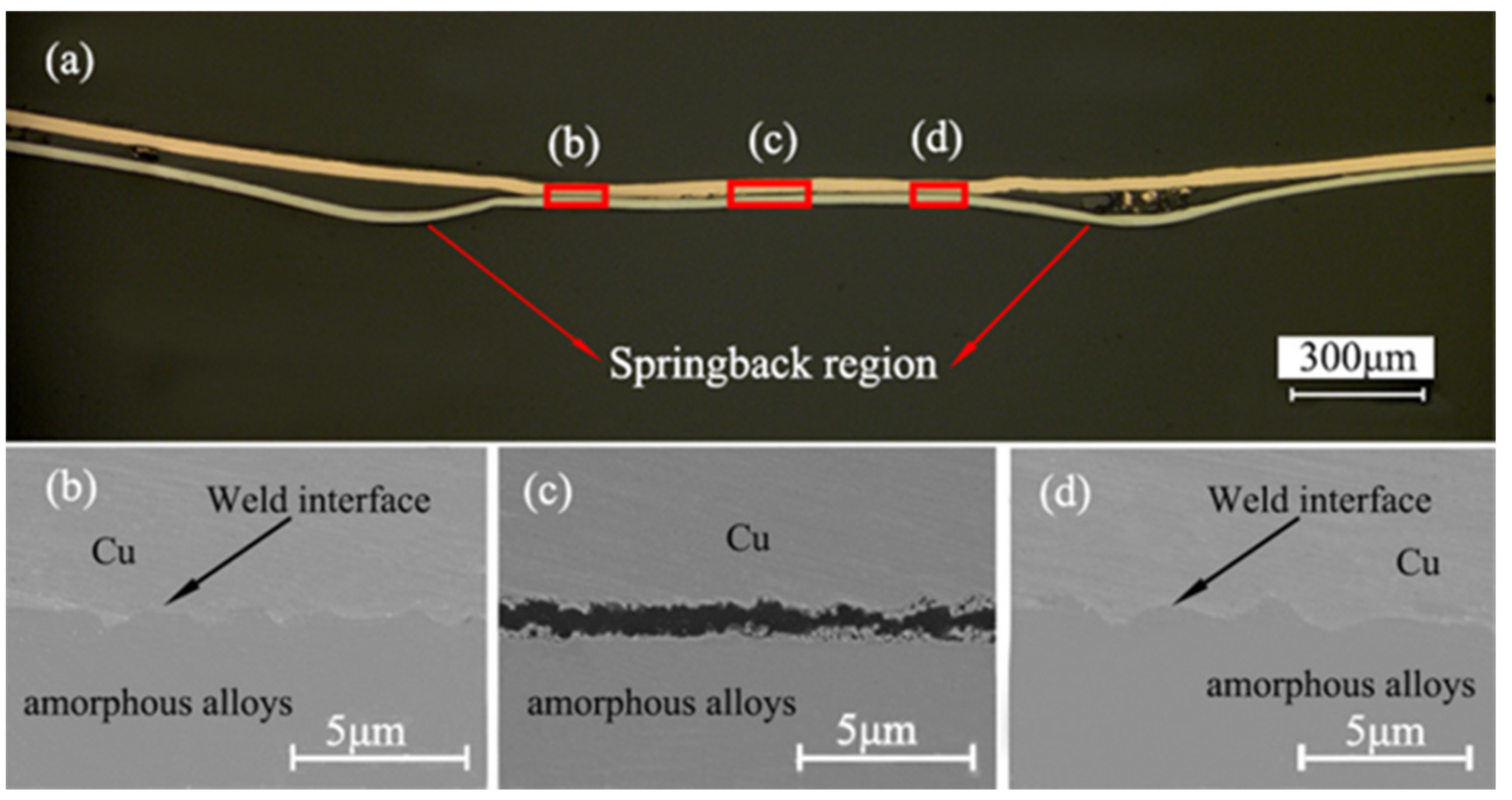
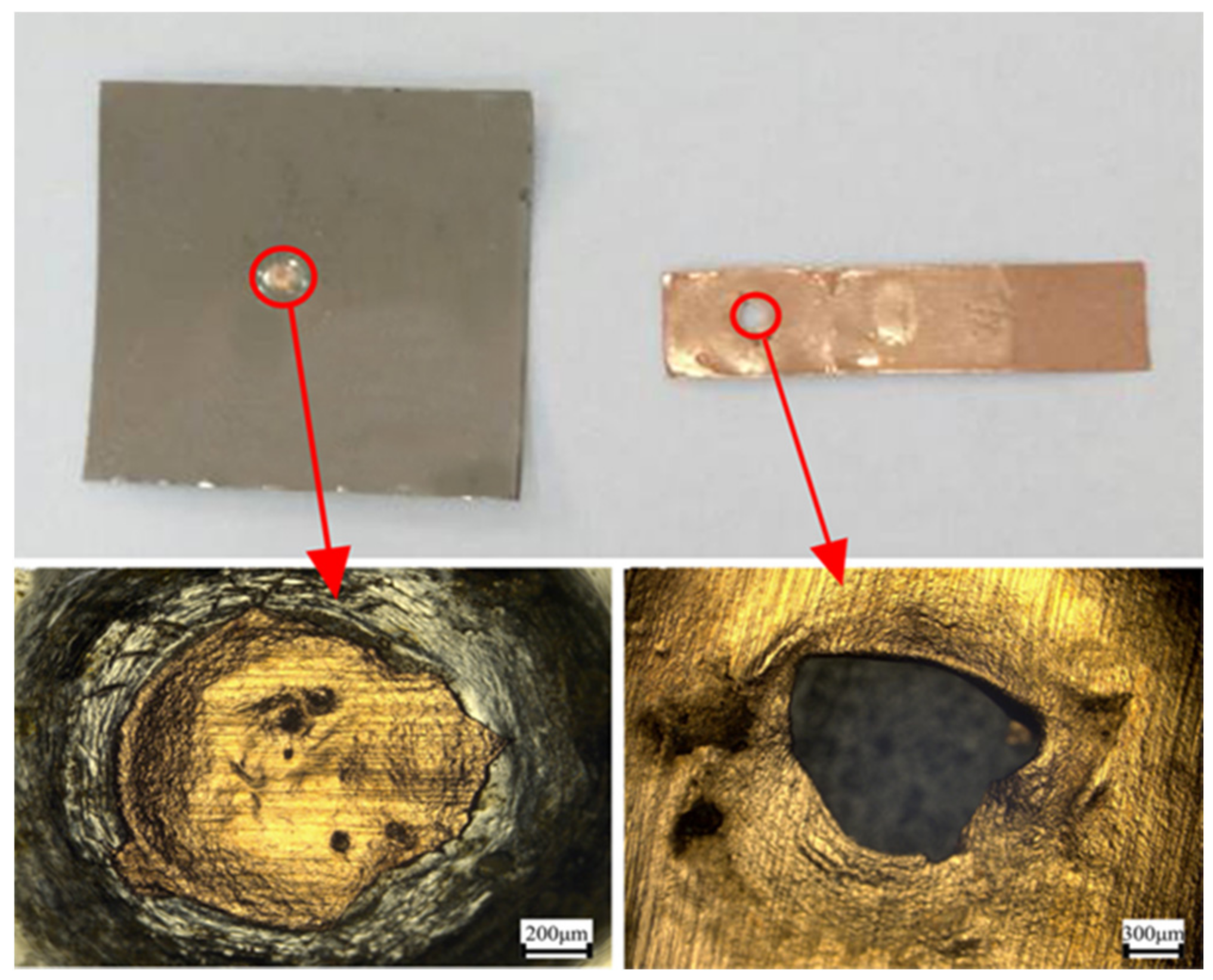
- The copper (T2) foils and Fe-based amorphous alloys (GB1K101) were successfully welded by LIW. The surface wave was observed on the flyer plate and the springback was also found on the flyer plate and base plate.
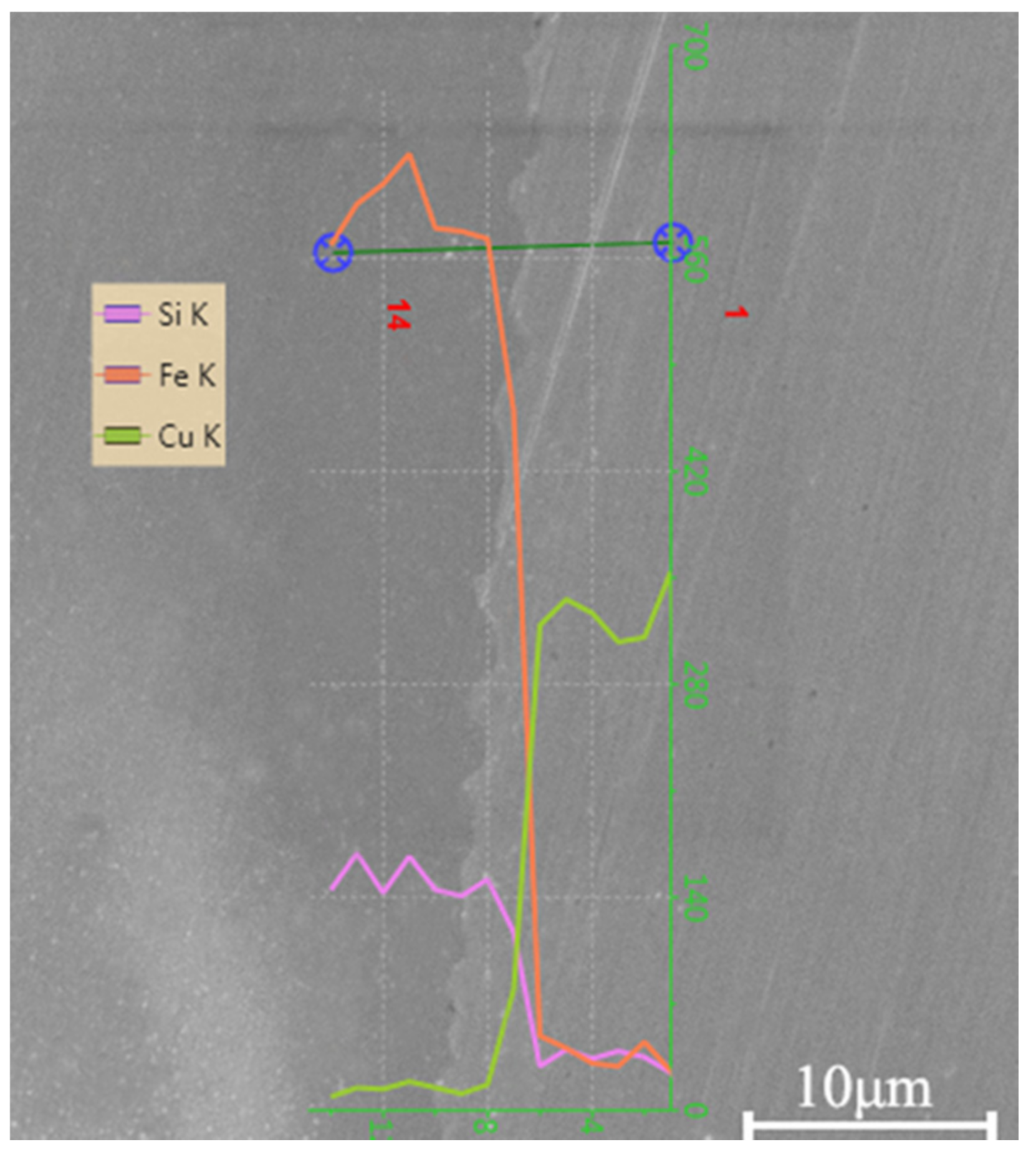
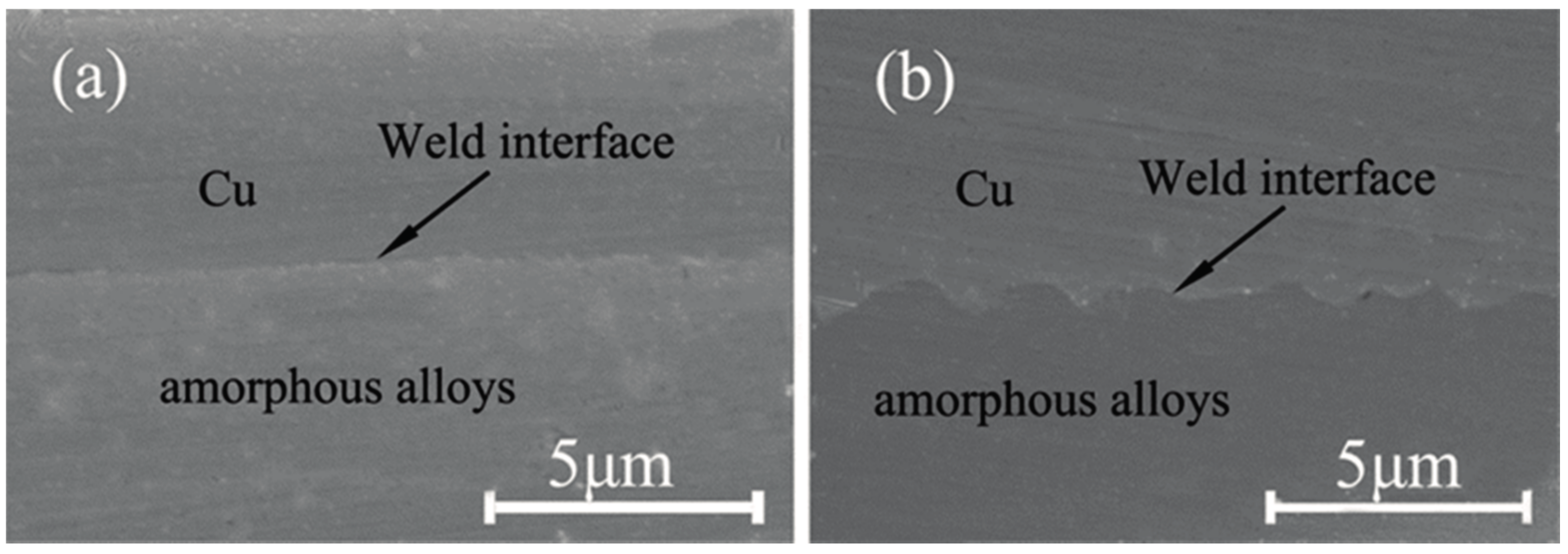
- Straight and wave interfaces were observed in the welding interface due to different extents of the plastic deformation. The welding interfaces were directly bonded without intermetallic phases and visible element diffusion.
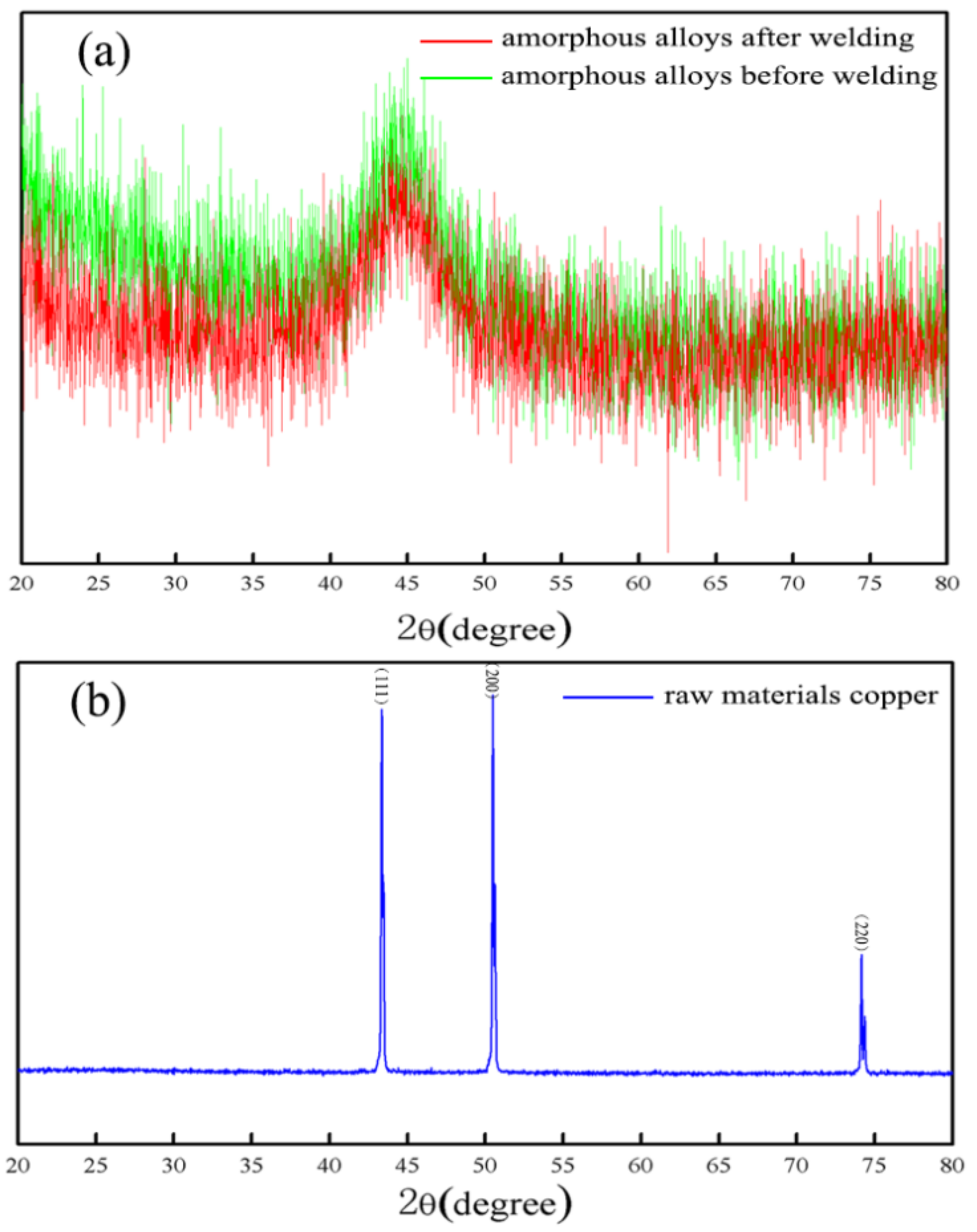
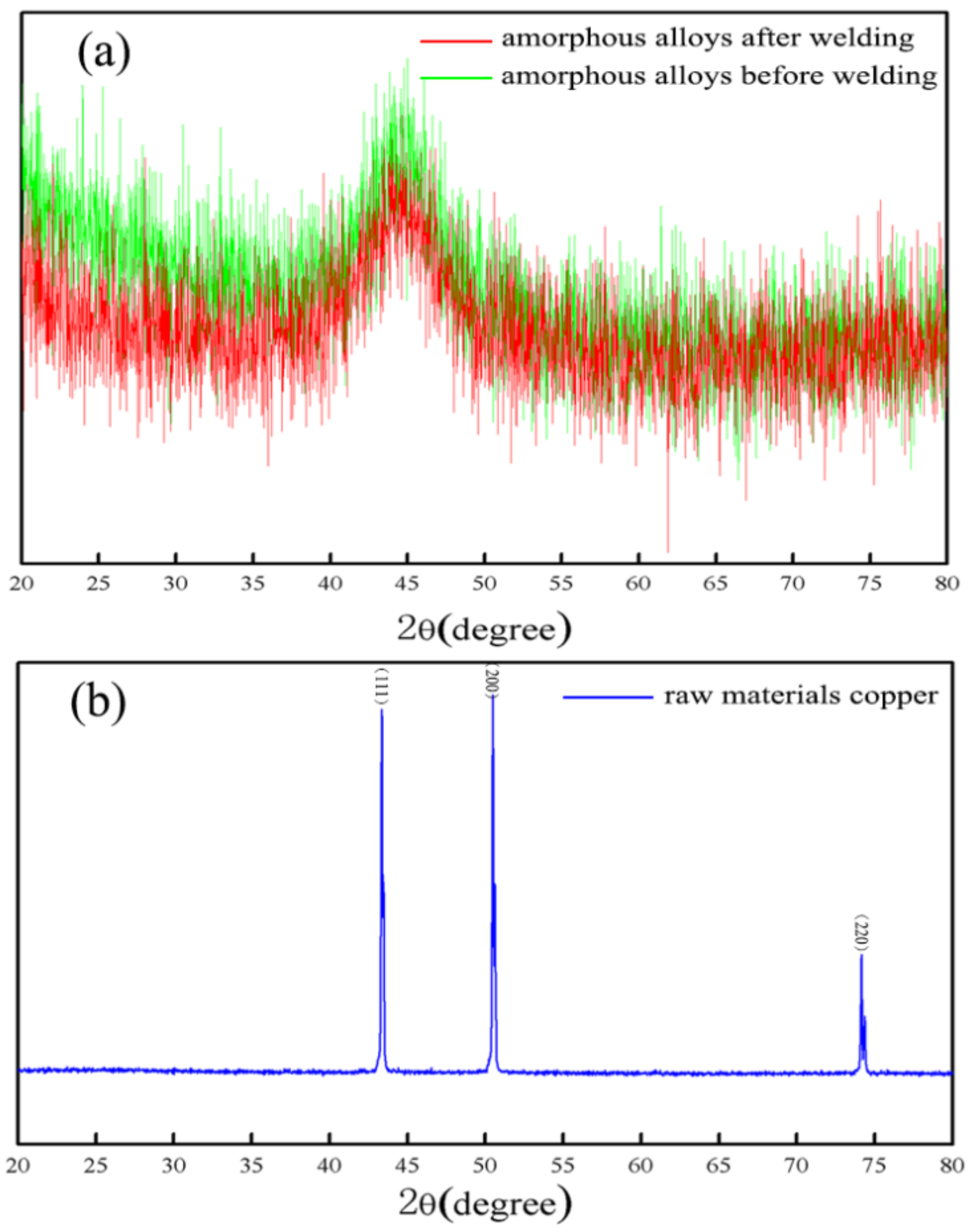
- The Fe-based amorphous alloys (GB1K101) retain amorphous structures after LIW under the 835 mJ laser energy. The nanoindentation hardness of the welding interface was obviously improved after LIW.
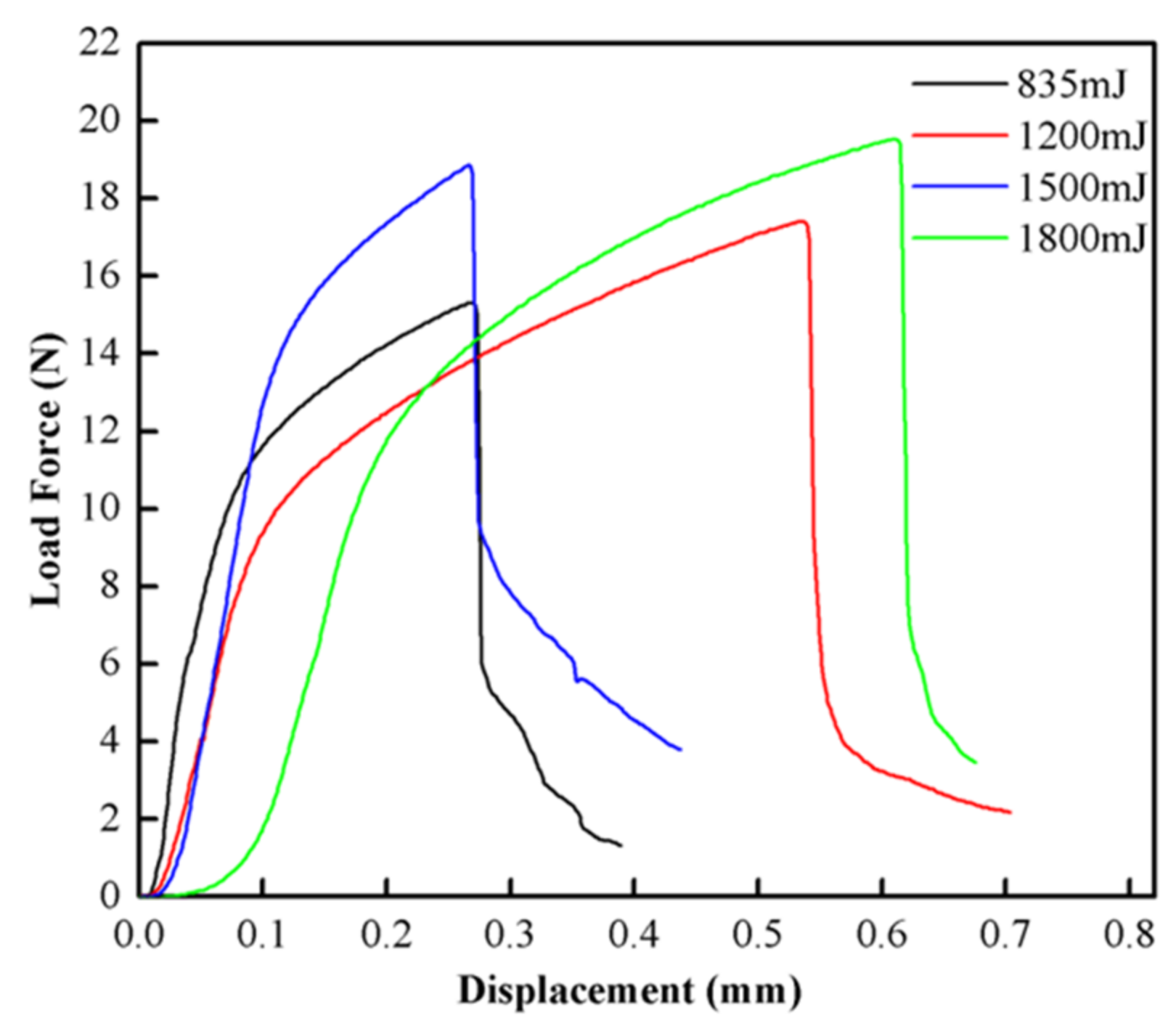
- The failure load of the welding joints increased with the increase of laser energy and the fracture position of welding samples was on the side of copper coils.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- Li, X.J.; Ma, H.H. Research on explosive welding of aluminum alloy to steel with dovetail grooves. Mater. Des. 2015, 87, 815–824. [Google Scholar] [CrossRef]
- Chiba, A.; Kawamura, Y. Explosive Welding of ZrTiCuNiBe Bulk Metallic Glass to Crystalline Cu Plate. Mater. Sci. Forum 2011, 673, 119–124. [Google Scholar] [CrossRef]
- Liu, W.D.; Liu, K.X. Metallic glass coating on metals plate by adjusted explosive welding technique. Appl. Surf. Sci. 2009, 255, 9343–9347. [Google Scholar] [CrossRef]
- Cao, R.; Feng, Z. Microstructures and properties of titanium–copper lap welded joints by cold metal transfer technology. Mater. Des. 2014, 53, 192–201. [Google Scholar] [CrossRef]
- Liu, Z.H.; Zhang, D.Q. Interfacial characterization of SLM parts in multi-material processing: Metallurgical diffusion between 316L stainless steel and C18400 copper alloy. Mater. Charact. 2014, 94, 116–125. [Google Scholar] [CrossRef]
- Sing, S.L.; Lam, L.P. Interfacial characterization of SLM parts in multi-material processing: Intermetallic phase formation between AlSi10Mg and C18400 copper alloy. Mater. Charact. 2015, 107, 220–227. [Google Scholar] [CrossRef]
- Demir, A.G.; Previtali, B. Multi-material selective laser melting of Fe/Al-12Si components. Manuf. Lett. 2017, 11, 8–11. [Google Scholar] [CrossRef]
- Shiue, R.K.; Wu, S.K. The interfacial reactions of infrared brazing Cu and Ti with two silver-based braze alloys. J. Alloys Compd. 2004, 372, 148–157. [Google Scholar] [CrossRef]
- Lee, J.G.; Kim, G.H. Intermetallic formation in a Ti–Cu dissimilar joint brazed using a Zr-based amorphous alloy filler. Intermetallics 2010, 18, 529–535. [Google Scholar] [CrossRef]
- Alavi, S.H.; Vora, H.D. Laser joining of plain carbon steel using Fe-based amorphous alloy filler powder. J. Mater. Process. Technol. 2016, 238, 55–64. [Google Scholar] [CrossRef]
- Honarpisheh, M.; Asemabadi, M. Investigation of annealing treatment on the interfacial properties of explosive-welded Al/Cu/Al multilayer. Mater. Des. 2012, 37, 122–127. [Google Scholar] [CrossRef]
- Chiba, A.; Kawamura, Y. Explosive Welding of ZrTiCuNiBe Bulk Metallic Glass to Crystalline Metallic Plates. Mater. Sci. Forum 2008, 566, 119–124. [Google Scholar] [CrossRef]
- Sun, Y.F.; Fujii, H. Microstructure and mechanical properties of dissimilar spot friction stir welded Zr55Cu30Al10Ni5 bulk metallic glass to pure copper. Intermetallics 2013, 33, 113–119. [Google Scholar] [CrossRef]
- Sun, Y.F.; Ji, Y.S. Microstructure and mechanical properties of friction stir welded joint of Zr55Cu30Al10Ni5 bulk metallic glass with pure copper. Mater. Sci. Eng. A 2010, 527, 3427–3432. [Google Scholar] [CrossRef]
- Li, F.P.; Zhang, D.C. Microstructure and mechanical properties of friction stir welded joint of Zr46Cu46Al8 bulk metallic glass with pure aluminum. Mater. Sci. Eng. A 2013, 588, 196–200. [Google Scholar] [CrossRef]
- Vivek, A.; Presley, M. Solid state impact welding of BMG and copper by vaporizing foil actuator welding. Mater. Sci. Eng. A 2015, 634, 14–19. [Google Scholar] [CrossRef]
- Zhang, Y.; Babu, S.S. Application of high velocity impact welding at varied different length scales. J. Mater. Process. Technol. 2011, 211, 944–952. [Google Scholar] [CrossRef]
- Daehn, G.S.; Lippold, J.C. Low Temperature Spot Impact Welding Driven without Contact. U.S. Patent PCT/US09/36299, 11 September 2009. [Google Scholar]
- Wang, X.; Gu, C.X. Laser shock welding of aluminum/aluminum and aluminum/copper plates. Mater. Des. 2014, 56, 26–30. [Google Scholar] [CrossRef]
- Wang, H.W.; Taber, G. Laser impact welding: Design of apparatus and parametric optimization. J. Manuf. Process. 2015, 19, 118–124. [Google Scholar] [CrossRef]
- Wang, X.; Gu, Y.X. An experimental and numerical study of laser impact spot welding. Mater. Des. 2015, 65, 1143–1152. [Google Scholar] [CrossRef]
- Liu, H.X.; Gao, S. Investigation on a Novel Laser Impact Spot Welding. Metals 2016, 6, 179. [Google Scholar] [CrossRef]
- Li, J.W.; Liu, H.X. Formability of micro-gears fabrication in laser dynamic flexible punching. J. Mater. Process. Technol. 2016, 234, 131–142. [Google Scholar] [CrossRef]
- Liu, H.X.; Shen, Z.B. Numerical simulation and experimentation of a novel micro scale laser high speed punching. Int. J. Mach. Tools Manuf. 2010, 50, 491–494. [Google Scholar] [CrossRef]
- Montross, C.S.; Wei, T. Laser shock processing and its effects on microstructure and properties of metal alloys: A review. Int. J. Fatigue 2002, 24, 1021–1036. [Google Scholar] [CrossRef]
- Wang, H.M.; Vivek, A. Laser impact welding application in joining aluminum to titanium. J. Laser Appl. 2016, 28, 032002. [Google Scholar] [CrossRef]
- Kaçar, R.; Acarer, M. Microstructure—Property relationship in explosively welded duplex stainless steel–steel. Mater. Sci. Eng. A 2003, 363, 290–296. [Google Scholar] [CrossRef]
- Akbarimousavi, A.A.; Alhassani, S.T. Numerical and experimental studies of the mechanism of the wavy interface formations in explosive/impact welding. J. Mech. Phys. Solids 2005, 53, 2501–2528. [Google Scholar] [CrossRef]
- Gulenc, B. Investigation of interface properties and weldability of aluminum and copper plates by explosive welding method. Mater. Des. 2008, 29, 275–278. [Google Scholar] [CrossRef]
- Acarer, M.; Demir, B. An investigation of mechanical and metallurgical properties of explosive welded aluminum–dual phase steel. Mater. Lett. 2008, 62, 4158–4160. [Google Scholar] [CrossRef]
- Liu, K.X.; Liu, W.D. Atomic-scale bonding of bulk metallic glass to crystalline aluminum. Appl. Surf. Lett. 2008, 93, 081918. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Elements | Fe | Si | B |
|---|---|---|---|
| 1K101 | 78~80 | 8~10 | 12~14 |
| Elements | Cu + Ag | Bi | Sb | As | Fe | Pb | S | Other |
|---|---|---|---|---|---|---|---|---|
| Copper | 99.9 | 0.001 | 0.002 | 0.002 | 0.005 | 0.005 | 0.005 | 0.01 |
| Parameters | Values |
|---|---|
| Pulse energy | 80–1800 mJ |
| Pulse width | 8 ns |
| Wave length | 1064 nm |
| Energy stability | <±1% |
| Exit spot diameter | 9 mm |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, X.; Luo, Y.; Huang, T.; Liu, H. Experimental Investigation on Laser Impact Welding of Fe-Based Amorphous Alloys to Crystalline Copper. Materials 2017, 10, 523. https://doi.org/10.3390/ma10050523
Wang X, Luo Y, Huang T, Liu H. Experimental Investigation on Laser Impact Welding of Fe-Based Amorphous Alloys to Crystalline Copper. Materials. 2017; 10(5):523. https://doi.org/10.3390/ma10050523
Chicago/Turabian StyleWang, Xiao, Yapeng Luo, Tao Huang, and Huixia Liu. 2017. "Experimental Investigation on Laser Impact Welding of Fe-Based Amorphous Alloys to Crystalline Copper" Materials 10, no. 5: 523. https://doi.org/10.3390/ma10050523
APA StyleWang, X., Luo, Y., Huang, T., & Liu, H. (2017). Experimental Investigation on Laser Impact Welding of Fe-Based Amorphous Alloys to Crystalline Copper. Materials, 10(5), 523. https://doi.org/10.3390/ma10050523