
The Present SP Tests for Determining the Transition Temperature TSP on “U” Notch Disc Specimens

Abstract
:1. Introduction
2. Test Material
3. Small Punch Test Results and Discussion
4. Conclusions
- (1)
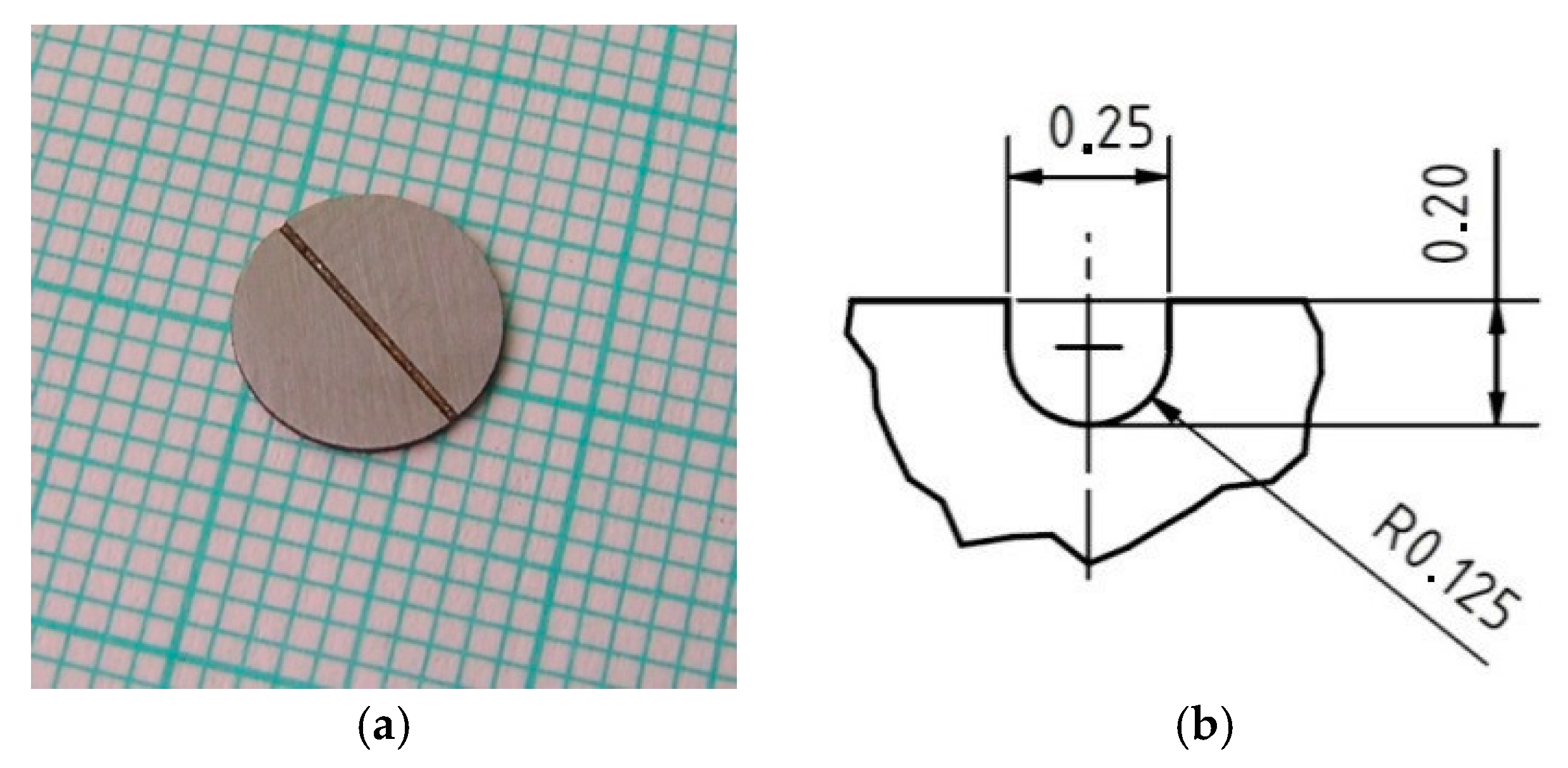
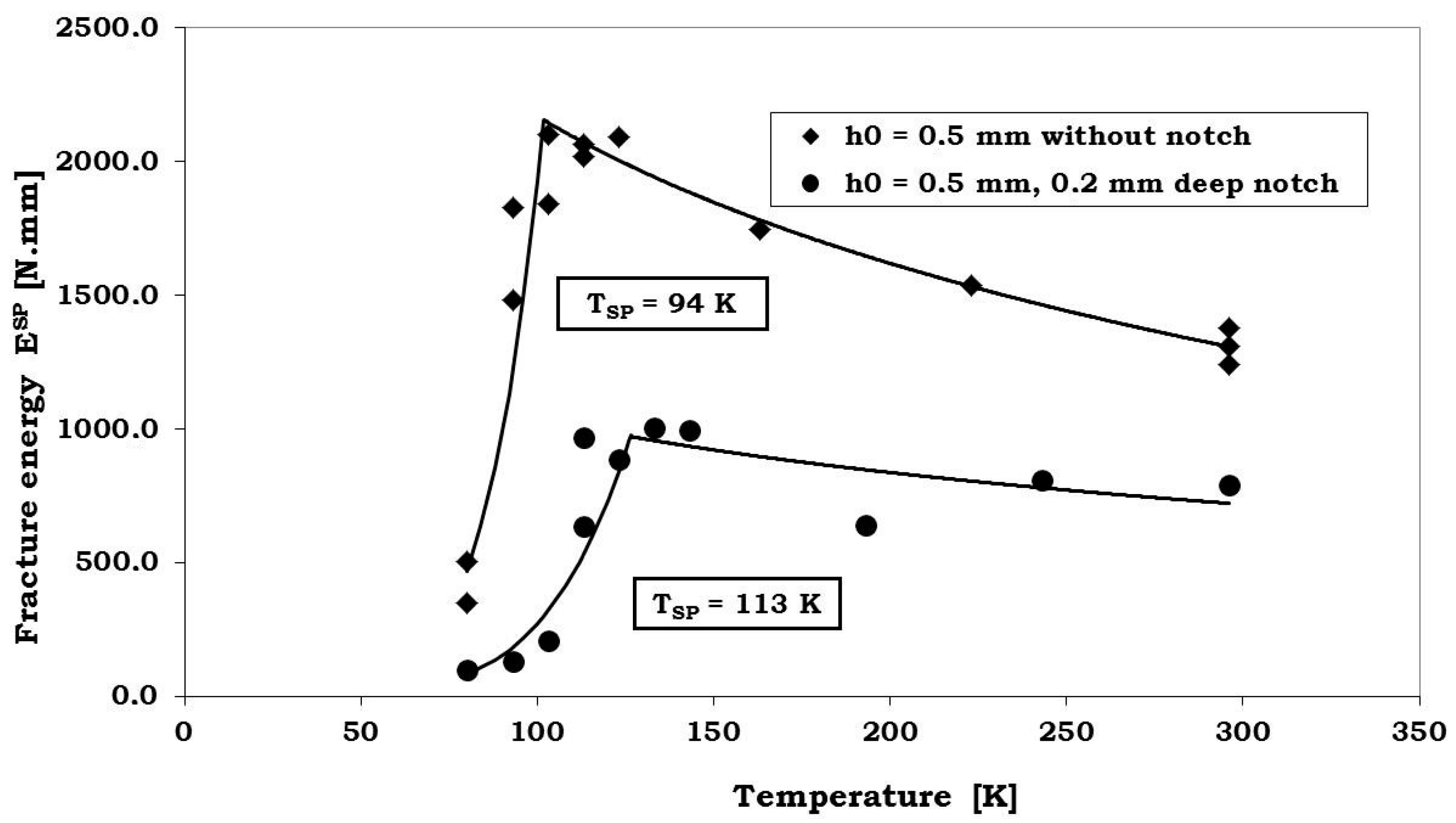
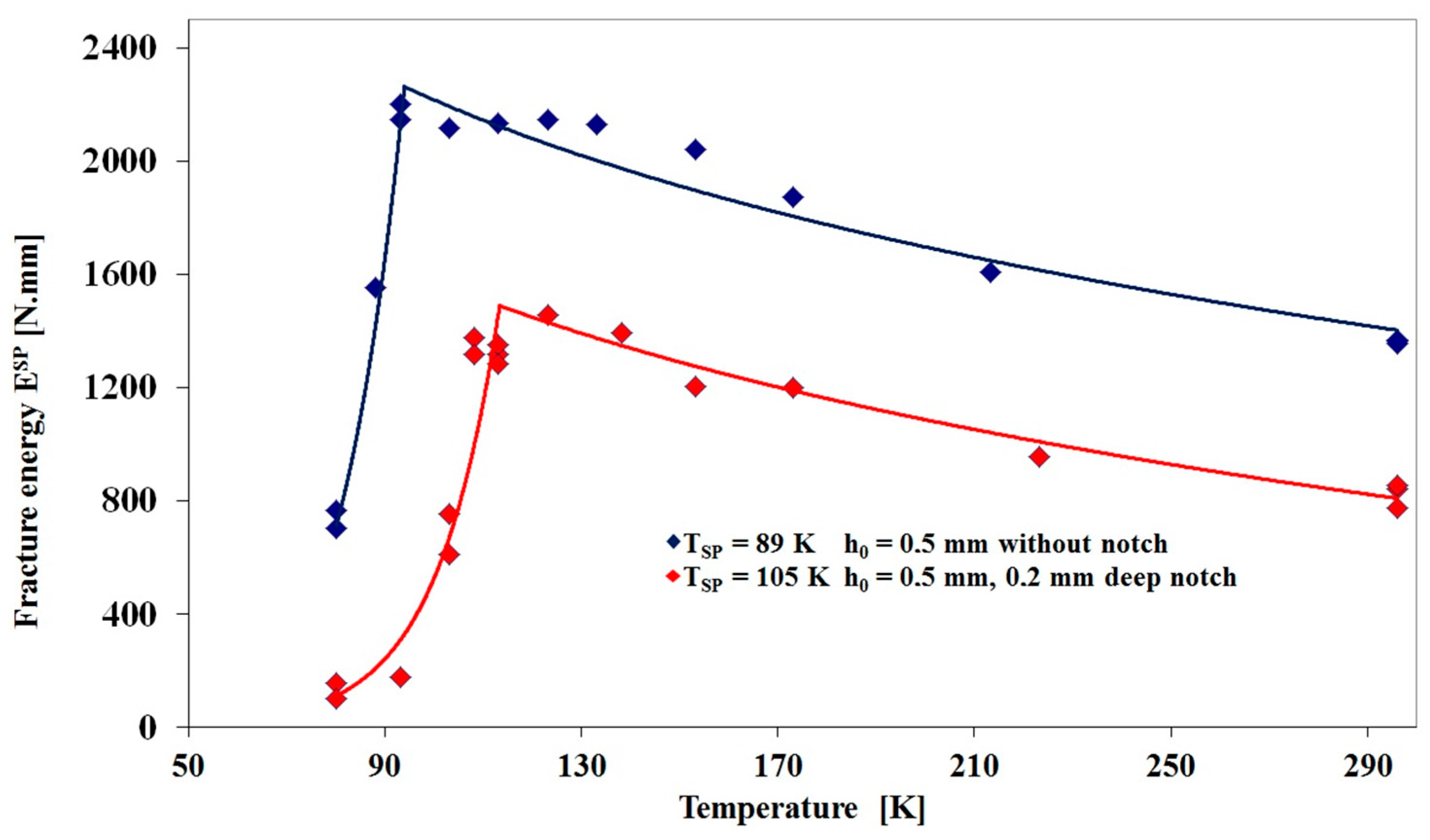
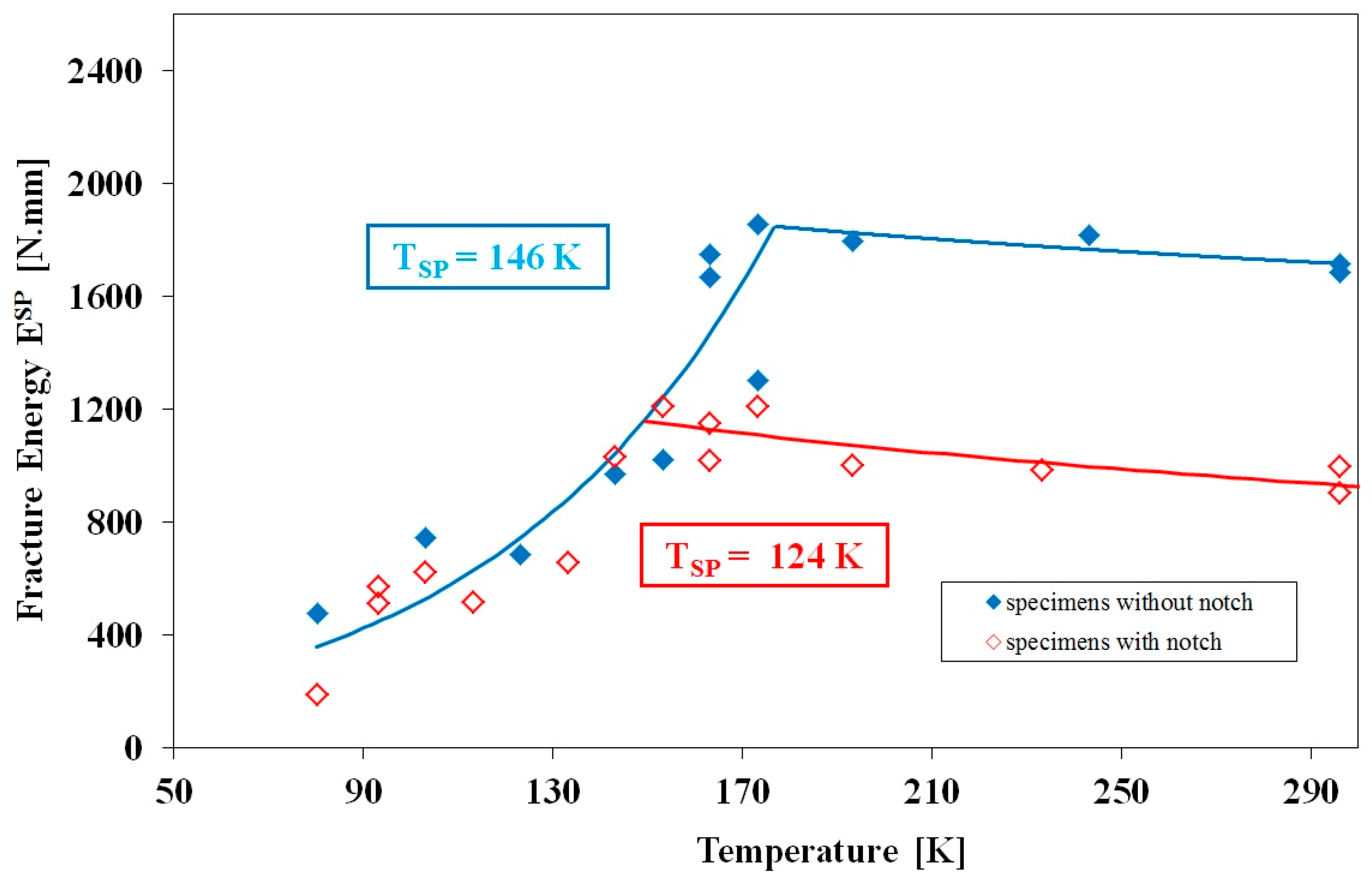
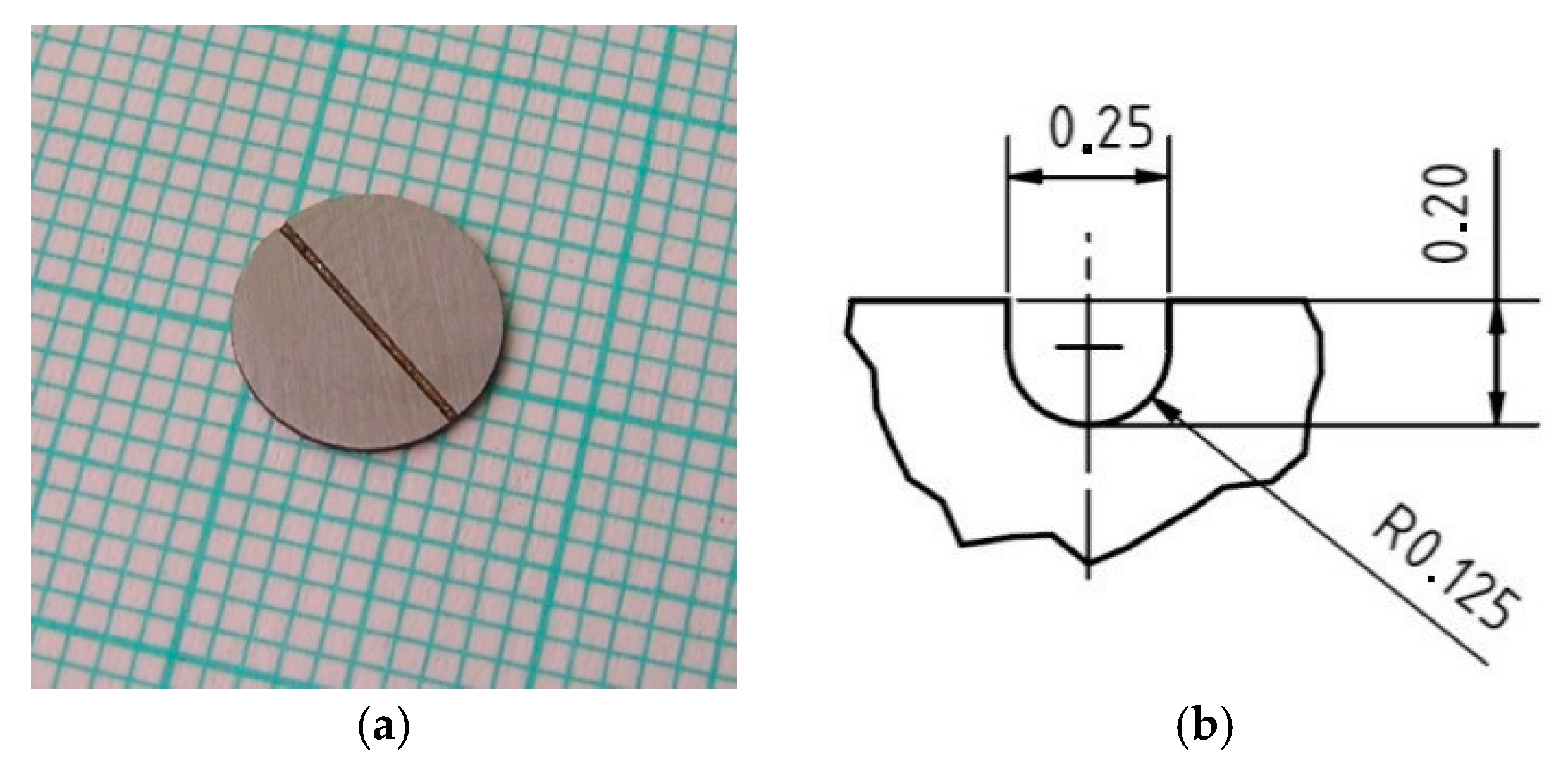
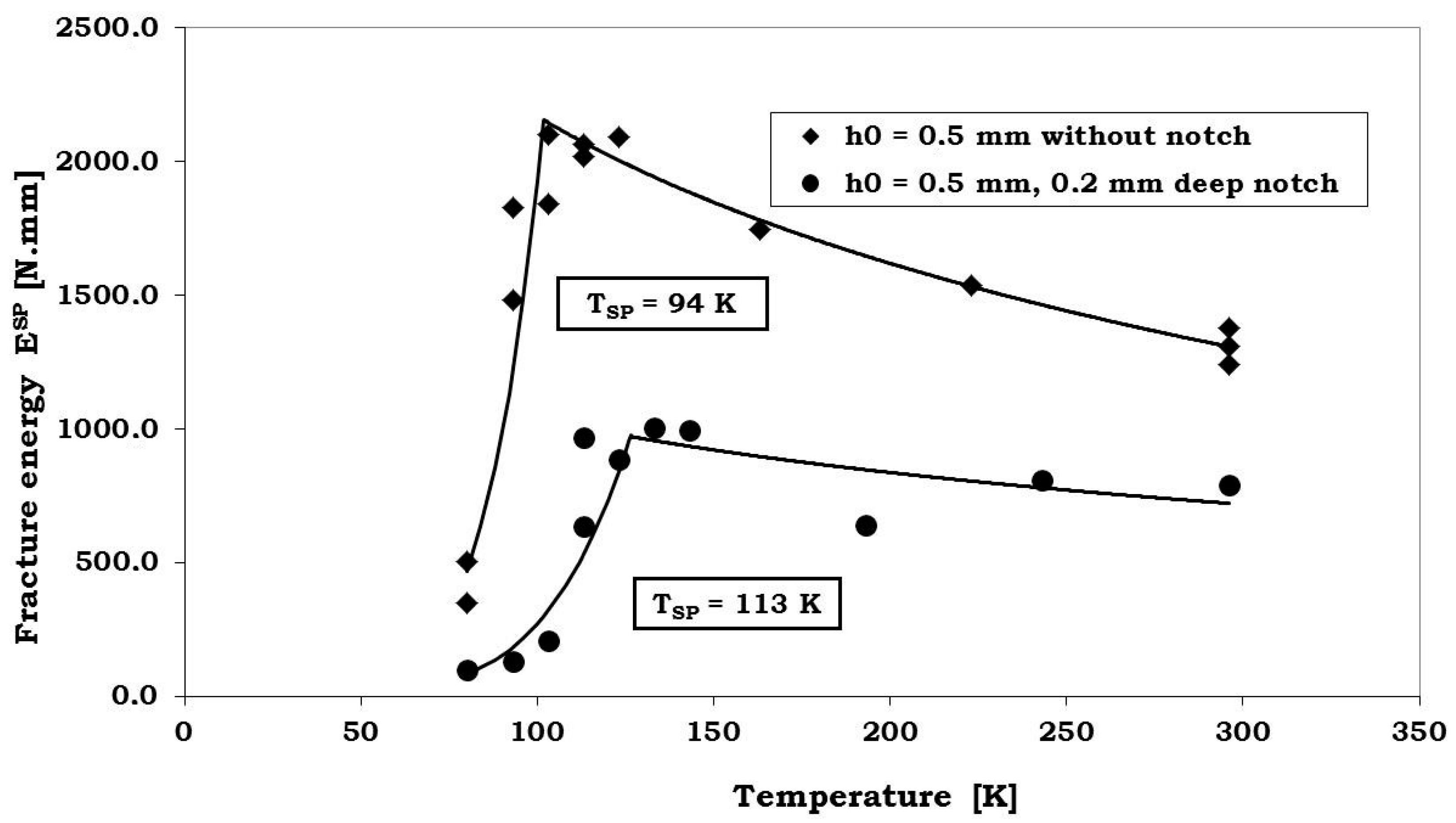
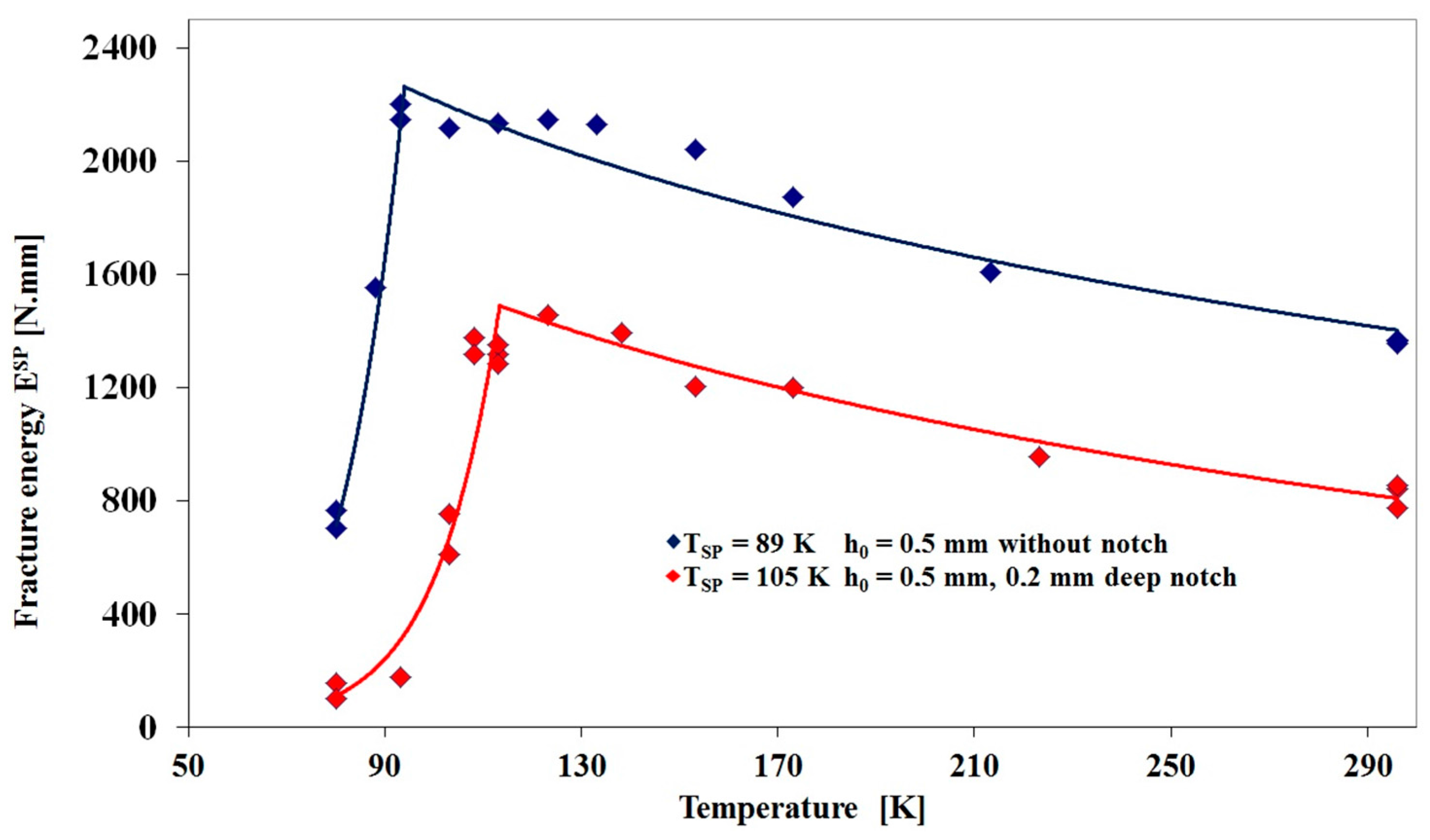
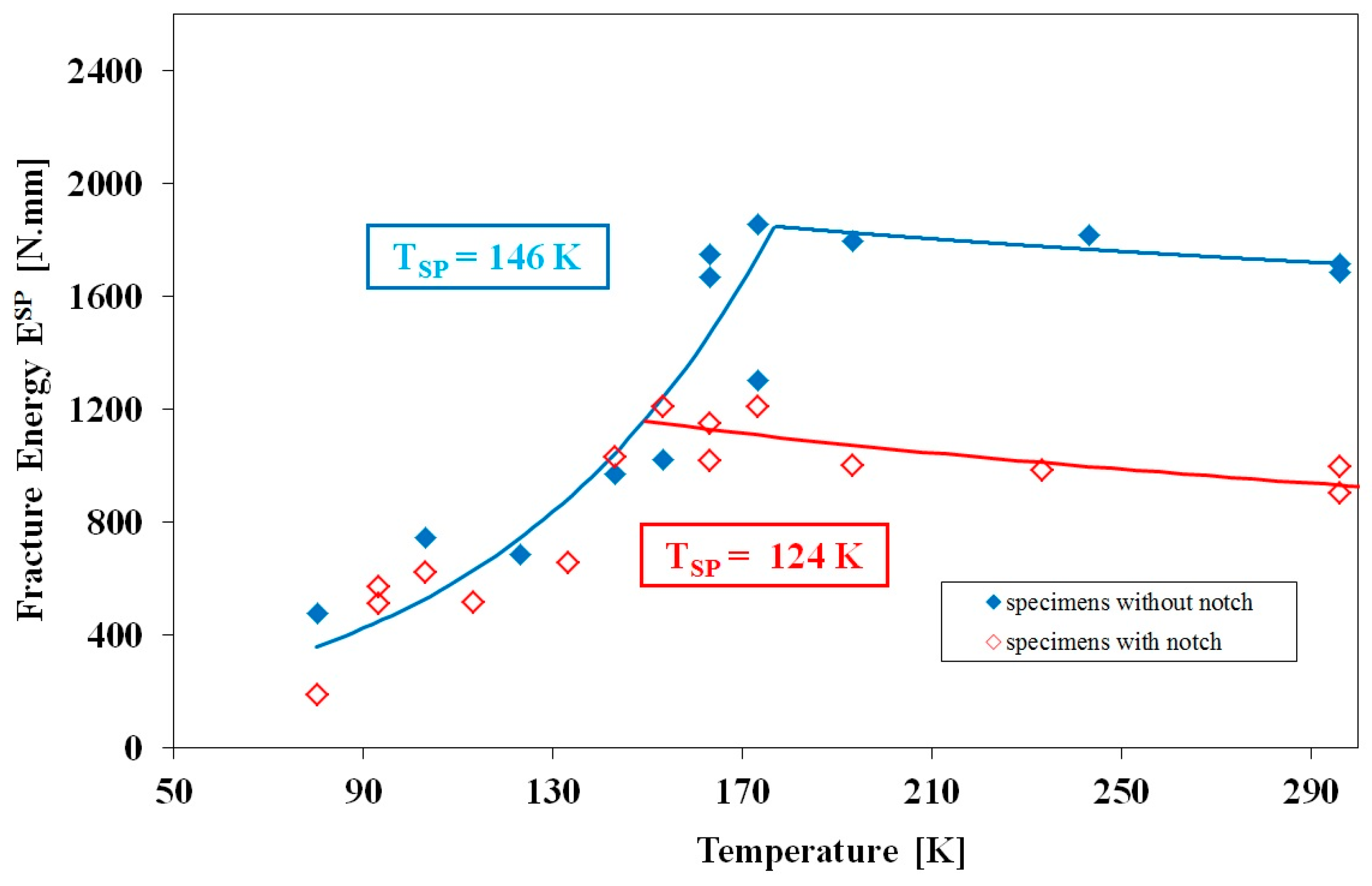
- The introduction of a 0.2 mm U-shaped notch into a standard 0.5 mm SP disc specimen raises to a limited extent the measured ductile brittle transition temperature for P22 and 14MoV6-3 steels while marginally reducing the transition temperature for the P92 steel.
- (2)
- This confirms the results of other workers looking at different sizes and shapes of notches and indeed different materials that it is not possible to raise the transition temperature using a notched SP disc to the levels measured in a conventional Charpy test.
- (3)
- However, with increasing data being made available for the correlation of SP and Charpy fracture transition temperature using the relationship α = (TSP)notch/FATT, it is conceivable that the consistency of α values may be improved by obtaining them with notched SP tests and to this end these tests could usefully be introduced into the EN standard for SP testing presently in preparation.
Acknowledgments
Author Contributions
Conflicts of Interest
References
- CEN WORKSHOP AGREEMENT. Small Punch Test Method for Metallic Materials; CWA 15627:2007 D/E/F; European Committee for Standardization: Brussels, Belgium, 2007. [Google Scholar]
- Hurst, R.; Matocha, K. Determination of Mechanical Properties of Materials by Small Punch and other Miniature Testing Techniques Tensile and Fracture Behaviour. In Proceedings of the 3rd International Conference SSTT, Castle Seggau near Graz, Austria, 23–25 September 2014; pp. 1–26. [Google Scholar]
- Hurst, R.C.; Matocha, K. Determination of Mechanical Properties of Materials by Small Punch and other Miniature Testing Techniques. In Proceedings of the 1st International Conference SSTT, Ostrava, Czech Republic, 31 August–2 September 2010; pp. 5–11. [Google Scholar]
- Hurst, R.; Matocha, K. Determination of Mechanical properties of Materials by Small Punch and other Miniature Testing Techniques. In Proceedings of the 2nd International Conference SSTT, Ostrava, Czech Republic, 2–4 October 2012; pp. 4–18. [Google Scholar]
- Ha, J.S.; Fleury, E. Small punch tests to estimate the mechanical properties of steels for steam power plant: II. Fracture toughness. Int. J. Press. Vessel. Pip. 1998, 75, 707–7013. [Google Scholar] [CrossRef]
- Foulds, J.R.; Viswanathan, R. Small punch testing for determining the material toughness of low alloy components in service. J. Eng. Mater. Technol. 1994, 116, 457–464. [Google Scholar] [CrossRef]
- Turba, K.; Hurst, R.; Hähner, P. Determination of Mechanical Properties by Small Punch and other Miniature Testing Techniques. In Proceedings of the 2nd International Conference SSTT, Ostrava, Czech Republic, 2–4 October 2012; pp. 196–202. [Google Scholar]
- Matocha, K. Determination of Actual Tensile and Fracture Characteristics of Critical Components of Industrial Plants under Long Term Operation by SPT. In Proceedings of the ASME 2012 Pressure Vessels & Piping Division Conference, Toronto, ON, Canada, 2012; pp. 15–19. [Google Scholar]
- Matocha, K. Small Punch Testing for Tensile and Fracture Behaviour–Experiences and way forward. In Small Specimen Test Techniques: 6th Volume; ASTM STP1576; ASTM International: West Conshohocken, PA, USA, 2015; pp. 145–159. [Google Scholar]
- Ju, J.-B.; Jang, J.; Kwon, D. Evaluation of fracture toughness by small-punch testing techniques using sharp notched specimens. Int. J. Press. Vessel. Pip. 2003, 80, 221–228. [Google Scholar] [CrossRef]
- Cuesta, I.I.; Rodriguez, C.; Belzunce, F.J.; Alegr, J.M. Analysis of different techniques for obtaining pro-cracked/notched small punch test specimens. Eng. Fail. Anal. 2011, 18, 2282–2287. [Google Scholar] [CrossRef]
- Lacalle, R.; Álvarez, J.A.; Cicero, S.; Gutiérrez-Solana, F. From Archaeology to Precious Metals: Four Applications of Small Punch test. Metall. J. 2010, 63, 59–68. [Google Scholar]
- Turba, K.; Gůlcimen, B.; Li, Y.; Blagoeva, D.; Hähner, P.; Hurst, R. Introduction of a new notched specimen geometry to determine fracture properties by small punch testing. Eng. Fract. Mech. 2011, 78, 2826–2833. [Google Scholar] [CrossRef]
- Adams, J.; Bache, M.R.; Hurst, R.C.; Borradaile, J.B. Determination of Mechanical Properties of Materials by Small Punch and other Miniature Testing Techniques. In Proceedings of the 3rd International Conference SSTT, Castle Seggau near Graz, Austria, 23–25 September 2014; pp. 1–26. [Google Scholar]
- Adams, J. Development of Small Specimen Test Techniques for Toughness Measurement. Ph.D. Thesis, University of Swansea, Swansea, UK, 2015. [Google Scholar]
- Blagoeva, D.; LI, Y.Z.; Hurst, R.C. Qualification of P91 welds through small punch creep testing. J. Nucl. Mater. 2011, 409, 124–130. [Google Scholar] [CrossRef]

{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | C | Mn | Si | S | P | Cr | Mo | Ni | V |
|---|---|---|---|---|---|---|---|---|---|
| 14MoV6-3 | 0.12 | 0.57 | 0.19 | 0.005 | 0.009 | 0.57 | 0.52 | 0.08 | 0.32 |
| P92 | 0.13 | 0.53 | 0.25 | 0.009 | 0.011 | 8.53 | 0.44 | 0.13 | 0.19 |
| P22 | 0.13 | 0.46 | 0.24 | 0.017 | 0.011 | 2.25 | 0.92 | 0.06 | 0.012 |
| Material | YS (Mpa) | UTS (Mpa) | A (%) | Z (%) |
|---|---|---|---|---|
| P92 | 669 | 805 | 21.5 | 65 |
| P22 | 433 | 566 | 28.5 | 77 |
| 14MoV6-3 | 403 | 536 | 30.3 | 83 |
| Material | FATT (°C) | (KV)FATT (J) | (KU)FATT (J) |
|---|---|---|---|
| P92 | −3 | 62 | 89 |
| P22 | −1 | 74 | 136 |
| 14MoV6-3 | −10 | 117 | 173 |
| Material | (TSP)plane [K] | α = (TSP)plane/FATT | (TSP)notch [K] | Α = (TSP)notch/FATT |
|---|---|---|---|---|
| P92 | 146 | 0.54 | 124 | 0.46 |
| P22 | 89 | 0.33 | 105 | 0.39 |
| 14MoV6-3 | 94 | 0.40 | 113 | 0.43 |
© 2017 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Matocha, K.; Dorazil, O.; Hurst, R. The Present SP Tests for Determining the Transition Temperature TSP on “U” Notch Disc Specimens. Materials 2017, 10, 490. https://doi.org/10.3390/ma10050490
Matocha K, Dorazil O, Hurst R. The Present SP Tests for Determining the Transition Temperature TSP on “U” Notch Disc Specimens. Materials. 2017; 10(5):490. https://doi.org/10.3390/ma10050490
Chicago/Turabian StyleMatocha, Karel, Ondrej Dorazil, and Roger Hurst. 2017. "The Present SP Tests for Determining the Transition Temperature TSP on “U” Notch Disc Specimens" Materials 10, no. 5: 490. https://doi.org/10.3390/ma10050490
APA StyleMatocha, K., Dorazil, O., & Hurst, R. (2017). The Present SP Tests for Determining the Transition Temperature TSP on “U” Notch Disc Specimens. Materials, 10(5), 490. https://doi.org/10.3390/ma10050490