1. Introduction
Gasification has been around for more than 200 years, so why the interest in it now? There are to be sure, many reasons, but the two most significant reasons are the continuing high price of natural gas and highway transportation fuels. Granted, over the past year and a half, these prices have moderated considerably. However over the past month, the price of gasoline has inched upward about 30 cents per gallon. The second significant reason is the need for energy independence. In other words, the use of domestic energy sources such as coal not only for electricity production but also for synthetic natural gas (SNG) and liquids for transportation is a must.
Gasification is a key fundamental baseline technology for converting coal to anything other than electrons and can potentially be competitive even there [
1]. For example, gasification it the key conversion step for converting coal to H
2, SNG, liquid fuels, and the capture of CO
2 for sequestration. Gasification has excellent environmental performance such that some states’ Public Utility Commissions have identified Integrated Gasification Combined Cycle (IGCC) plants for power generation as the best available control technology (BACT). In addition, the uncertainty of carbon management requirements and the potential suitability of IGCC for CO
2 controls make it an ideal choice for power.
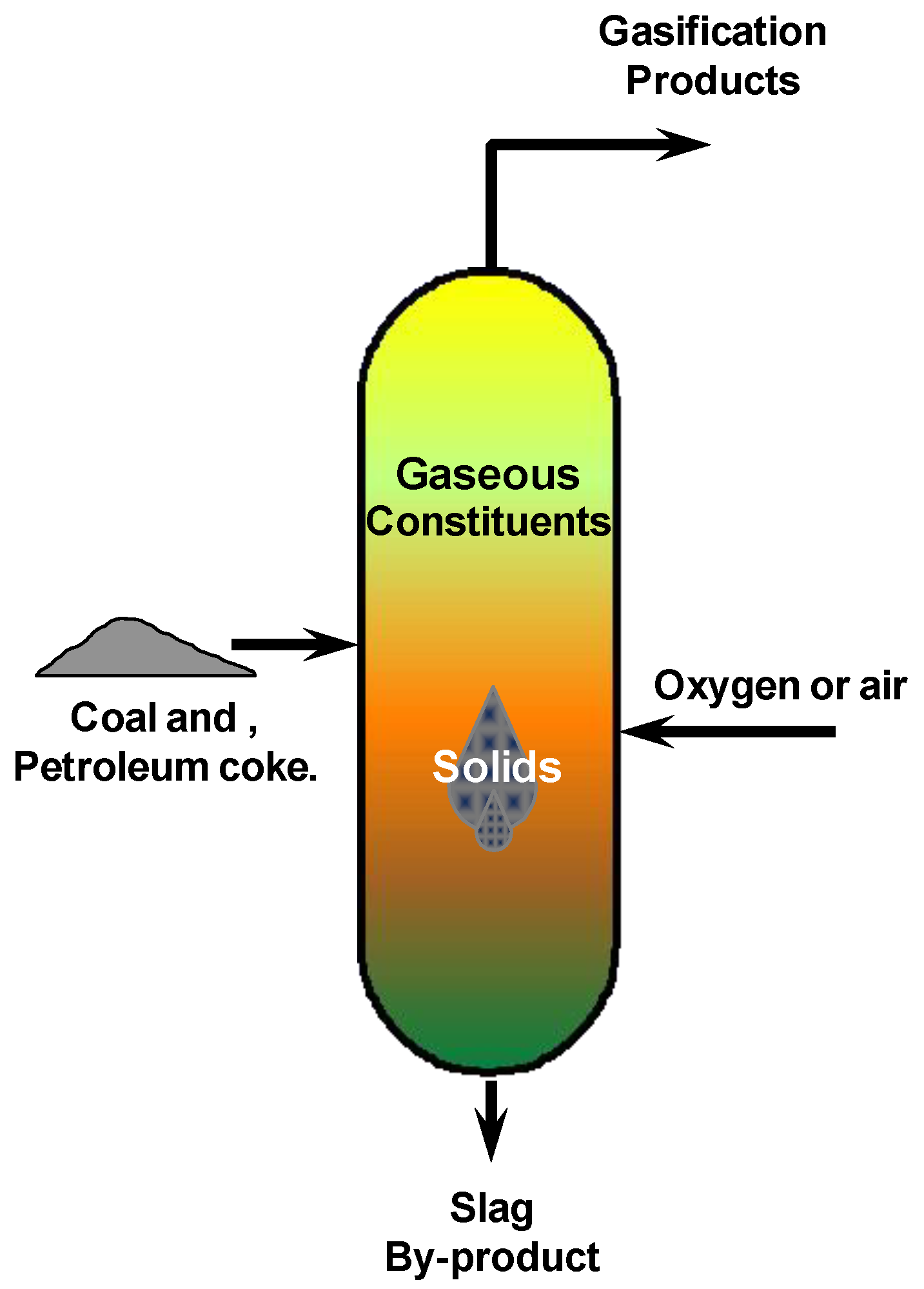
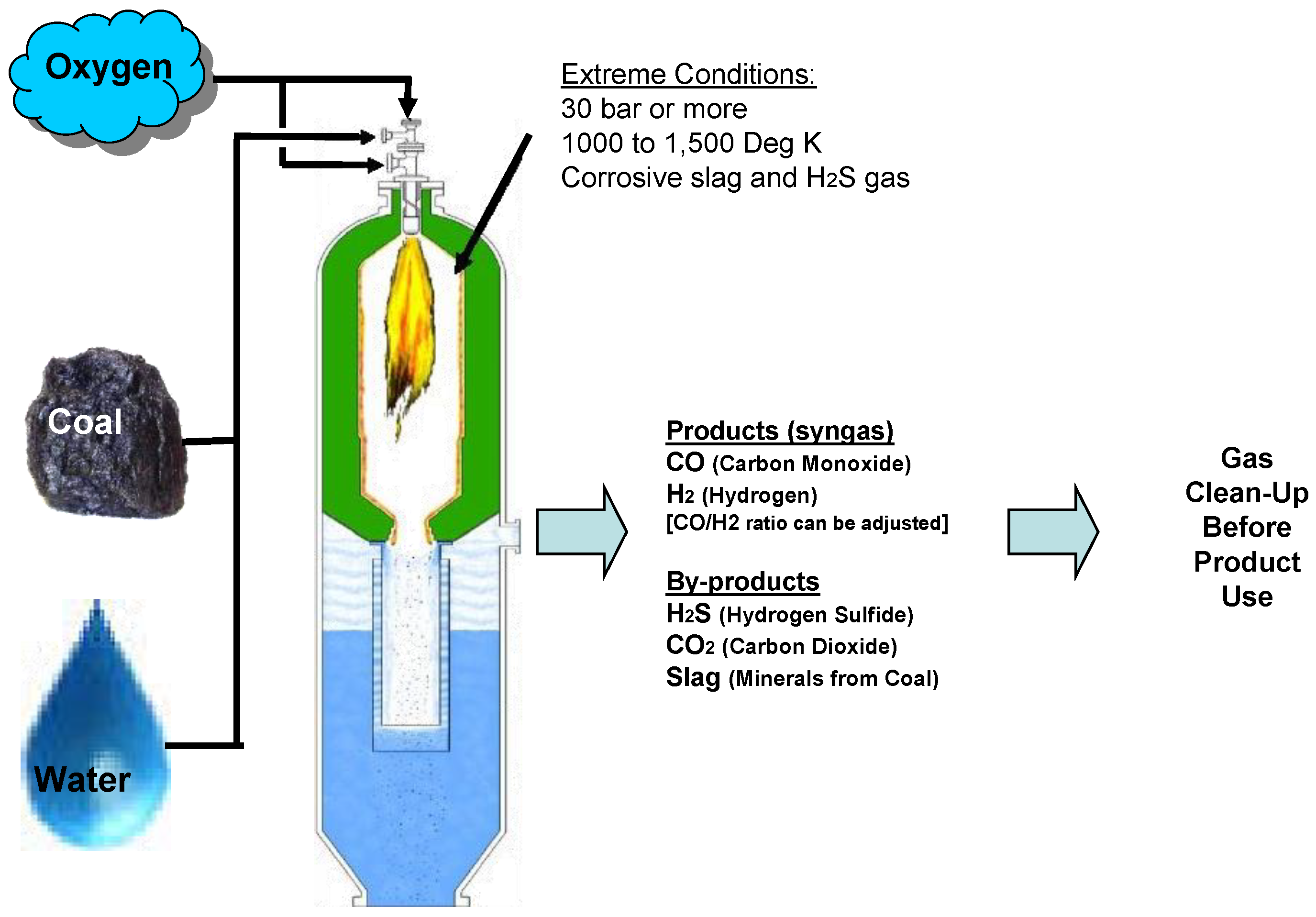
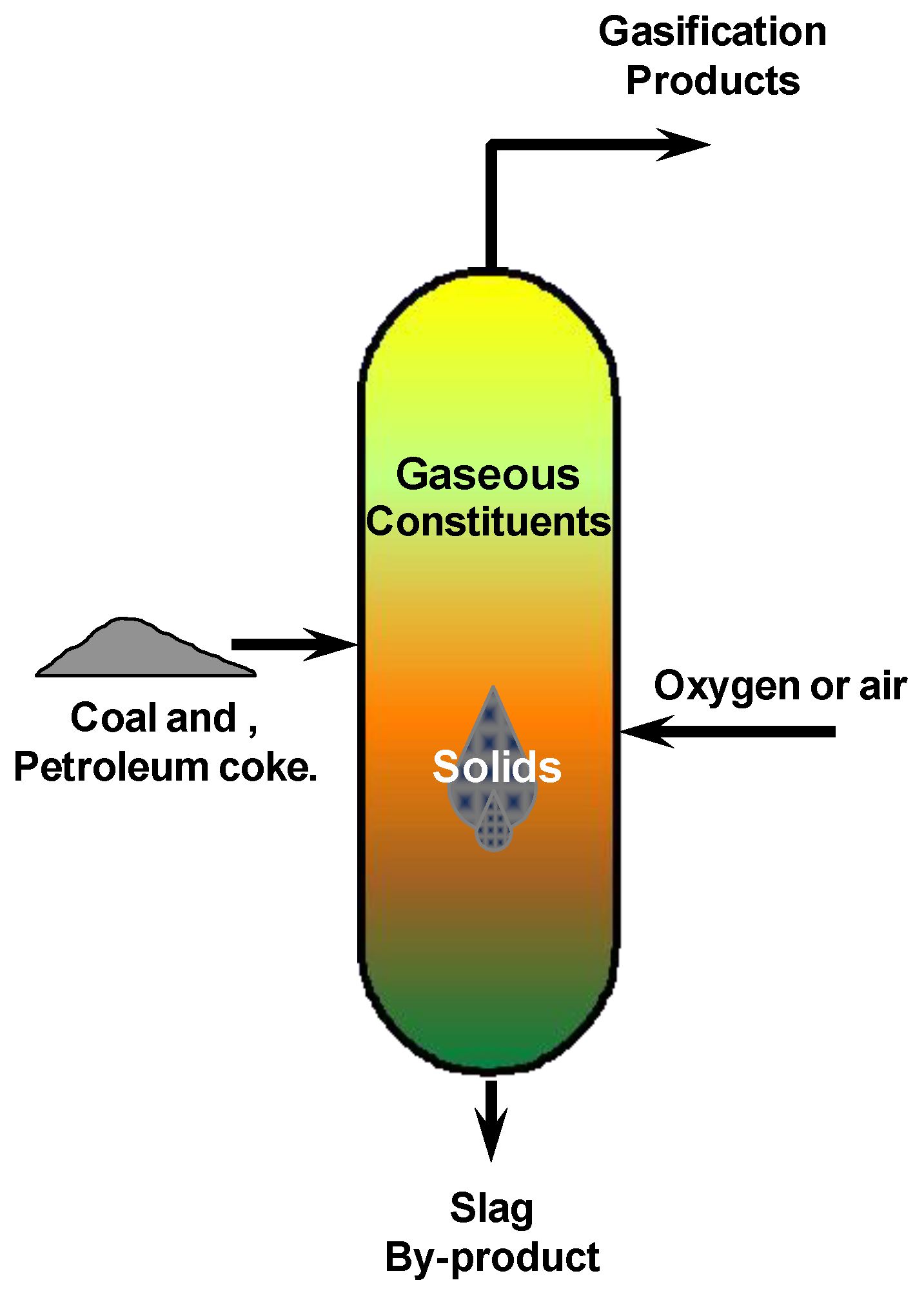
So, what is gasification? Gasification is a conversion technology converts any carbon-containing material, coal for example, into synthesis gas as shown in
Figure 1. Carbon reacts with water in the form of steam and oxygen at relatively high pressure typically greater that 30 Bar and at temperatures typically reaching 1,500 K to produce raw synthesis gas or syngas, a mixture composed primarily of carbon monoxide and hydrogen and some minor byproducts. The byproducts are removed to produce a clean syngas that can be used as a fuel to generate electricity or steam, as a basic chemical building block for a large number of uses in the petrochemical and refining industries, and for the production of hydrogen. Gasification adds value to low- or negative-value feed stocks by converting them to marketable fuels and products.
Figure 1.
Gasification process basics.
Figure 1.
Gasification process basics.
There are a number of previous reviews and extended writings on gasification that can be reviewed in conjunction with this paper to get a deeper understanding of the process and various gasification technologies. These include Higmans book sited as [
4], the Gasification Technologies Council website
http://www.gasification.org/, the DOE Gasification website
http://www.netl.doe.gov/technologies/coalpower/gasification/index.html, and numerous conferences including Gasification Technologies Annual Conference , the Clearwater Conference and the Pittsburgh Coal Conference.
1.1. History of gasification
Town gas, a gaseous product manufactured from coal, containing approximately 50% hydrogen, with the rest comprised of mostly methane and carbon dioxide, with 3% to 6% carbon monoxide, is a gaseous product manufactured from coal. It supplied lighting and heating for industrializing America and Europe beginning in the early 1800s. The first public street lighting with gas took place in Pall Mall, London on January 28, 1807. Not long after that, Baltimore, Maryland began the first commercial gas lighting of residences, streets, and businesses in 1816. A typical town gas plant for the era is shown in
Figure 2.
Figure 2.
Baltimore’s Bayard Street Station from “Progressive Magazine” of 1889 picturing plant prior to 1850 [
2].
Figure 2.
Baltimore’s Bayard Street Station from “Progressive Magazine” of 1889 picturing plant prior to 1850 [
2].
Since that time, gasification has had its ups and downs with more and longer periods of down as communities began to electrify. The few highpoints of gasification during the past hundred years are worthy of identification. Gasification was used extensively during World War II to convert coal into transportation fuels via the Fischer-Tropsch process. It has been used extensively in the last 50 to 60 years to convert coal and heavy oil into hydrogen—for the production of ammonia/urea fertilizer. The chemical industry and the refinery industry applied gasification in the 1960s and 1980s, respectively, for feedstock preparation. In the past 10 to 15 years, it has started to be used by the power industry in Integrated Gasification Combined Cycle (IGCC) plants.
2. Integrated Gasification Combined Cycle
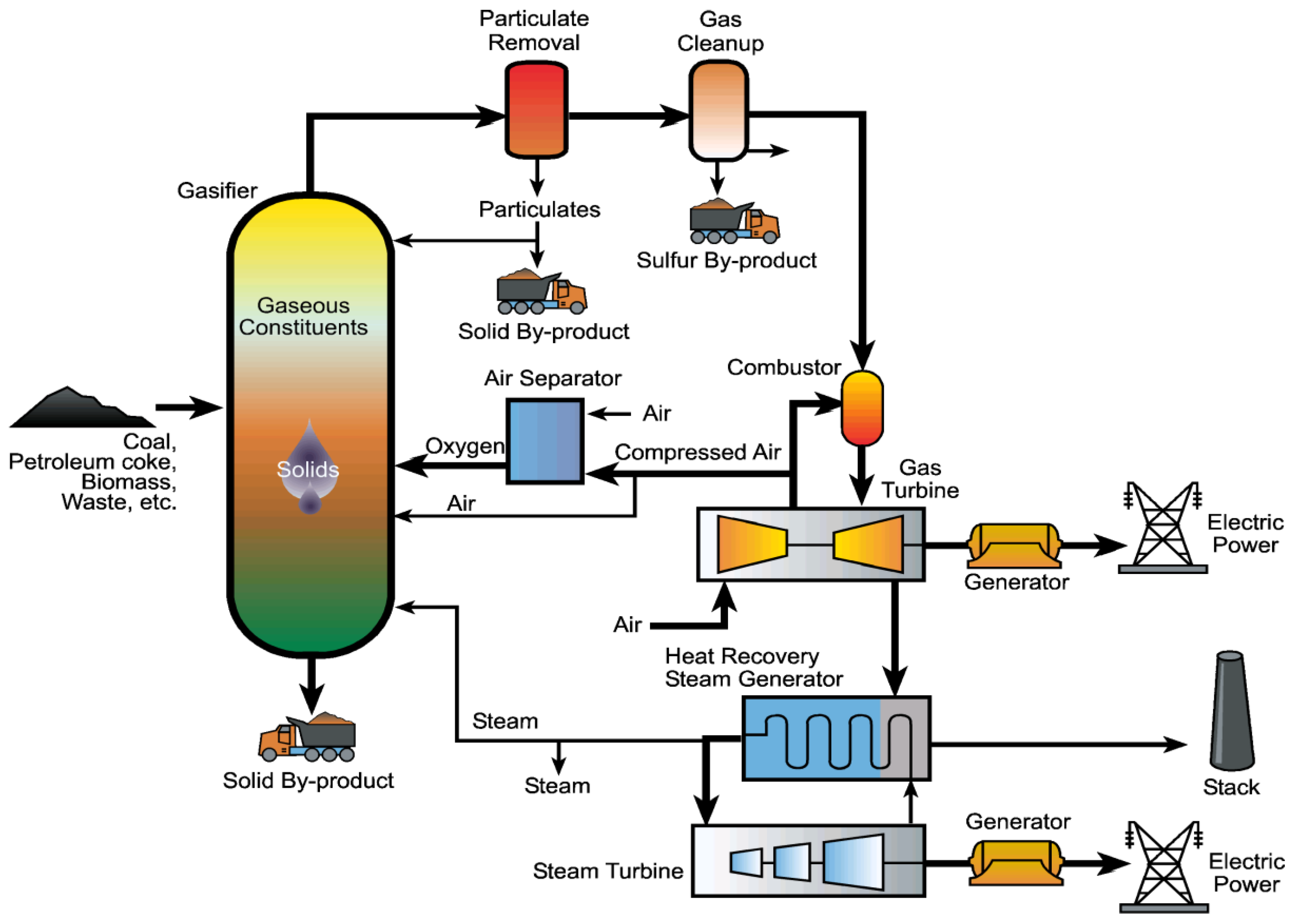
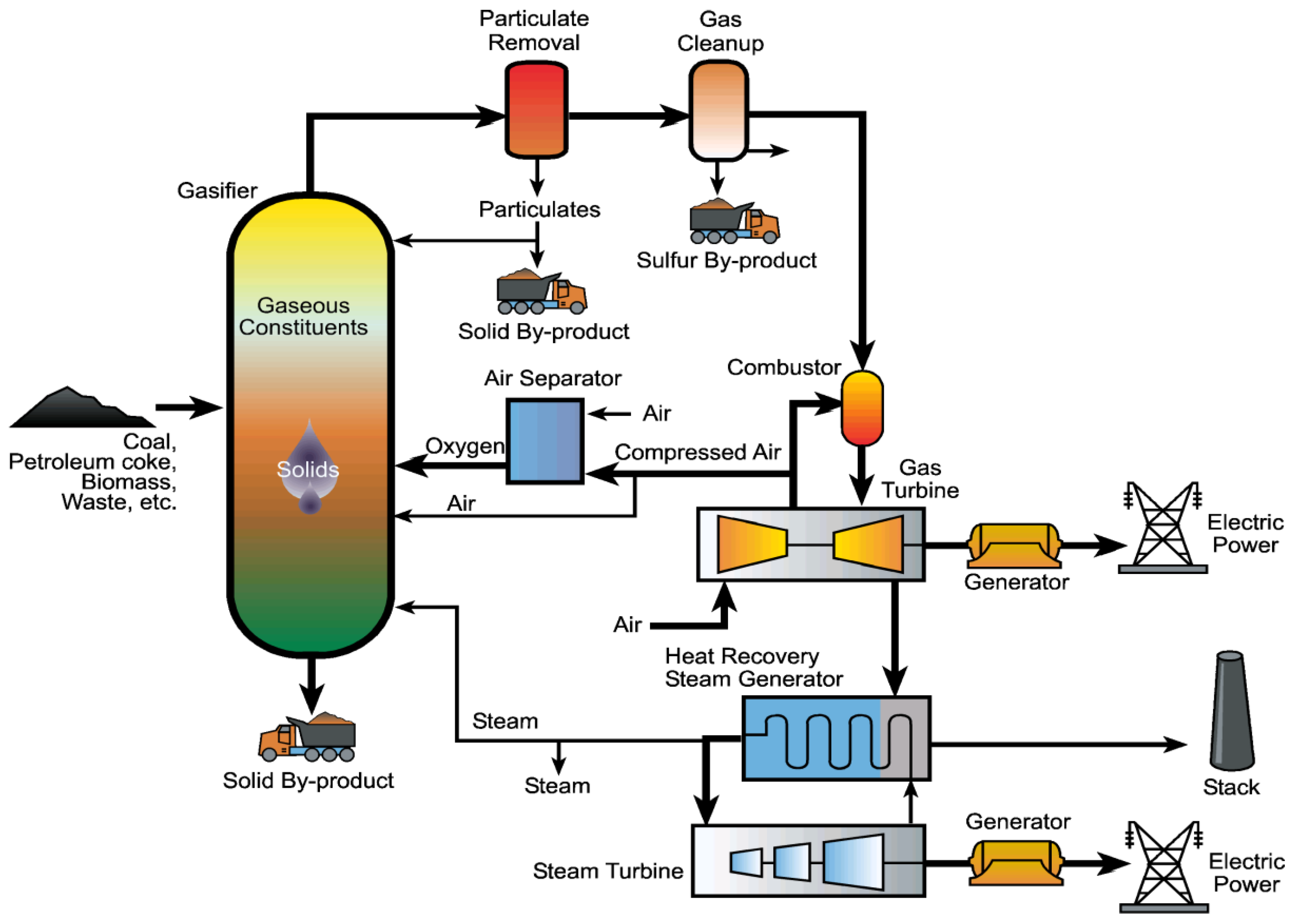
IGCC plants as shown in
Figure 3 convert carbonaceous fuels/materials into electricity and could be considered first generation plants—those not requiring CO
2 separation or sequestration. In this plant, the carbon containing material is fed to the gasifier along with oxygen and steam to produce the raw syngas. The raw syngas is cleaned of particulate matter and sulfur. The clean syngas is fed to the combustion turbine with the products going to a heat recovery steam generator and steam turbine.
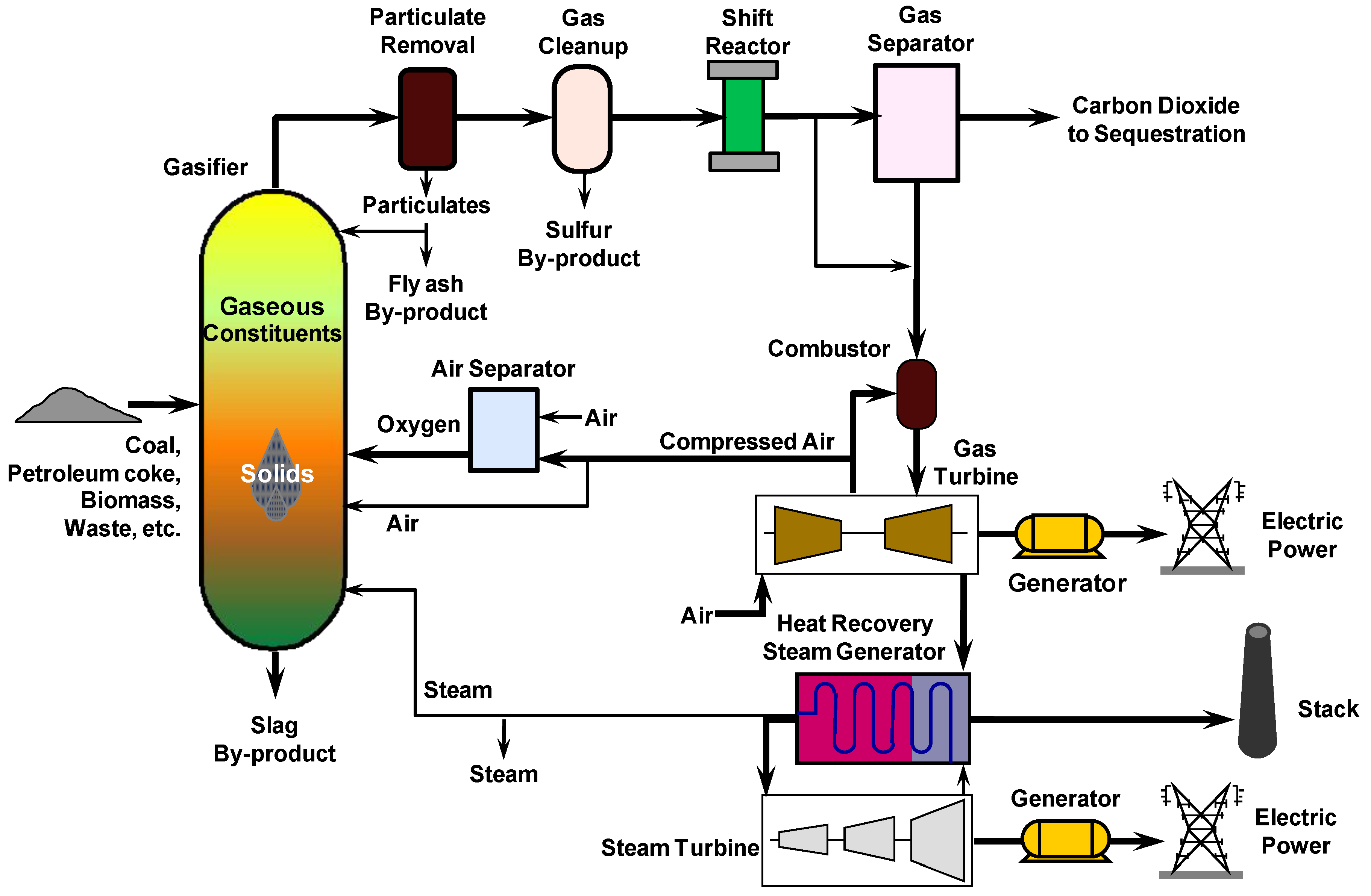
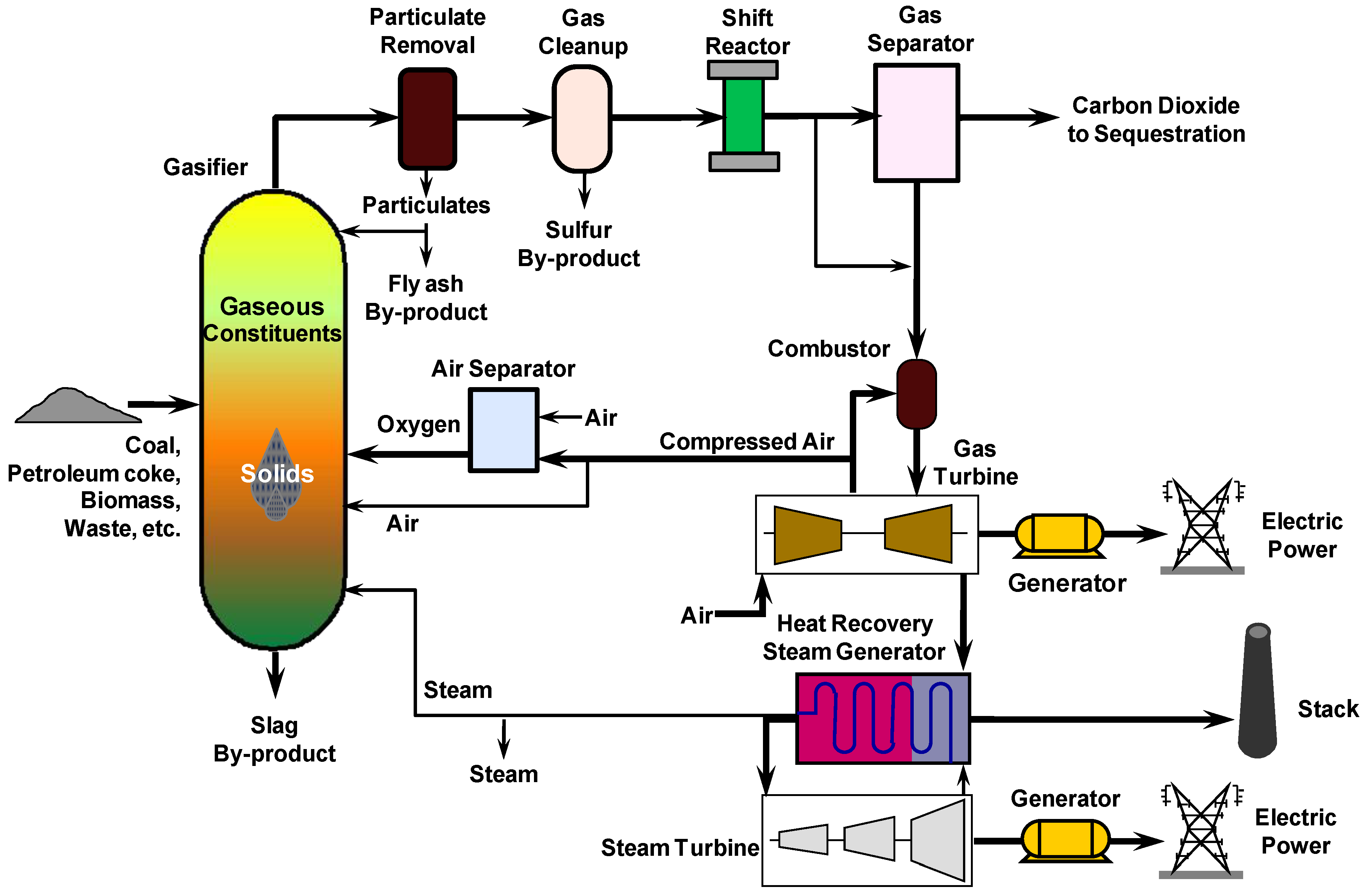
IGCC systems with carbon capture are similar to IGCC systems without carbon capture as can be seen by comparing
Figure 3 and
Figure 4.
Figure 4 shows the IGCC system with pre-combustion capture of the carbon for sequestration. The primary difference between the two processes is that the clean syngas passes through a shift reactor and an absorption tower to remove the carbon in the form of carbon dioxide. The shift reactor converts the CO in the syngas by reacting it with water to form H
2 and CO
2 with the latter going to sequestration.
Figure 3.
IGCC system without carbon capture [
1].
Figure 3.
IGCC system without carbon capture [
1].
Figure 4.
IGCC with carbon capture [
1].
Figure 4.
IGCC with carbon capture [
1].
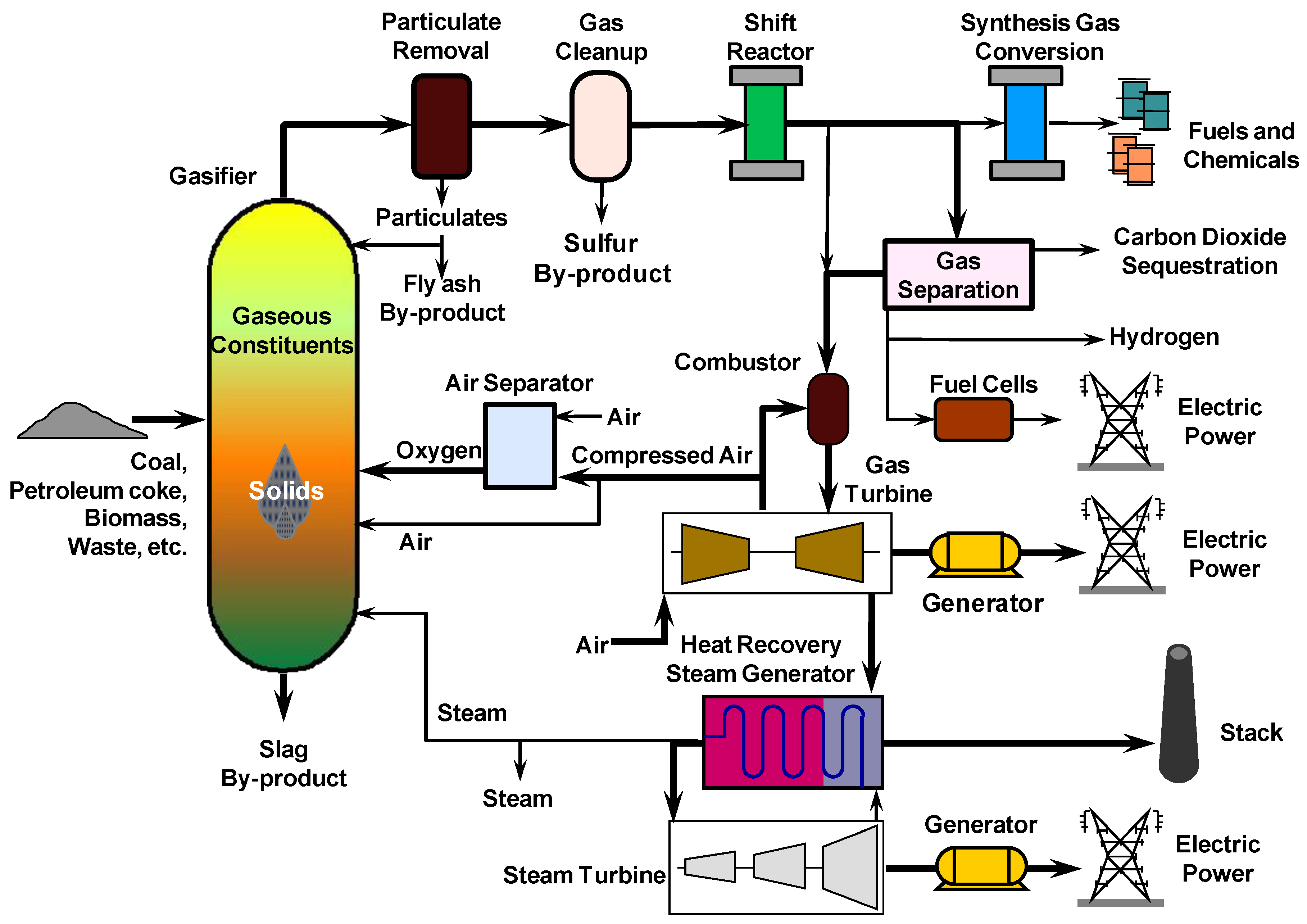
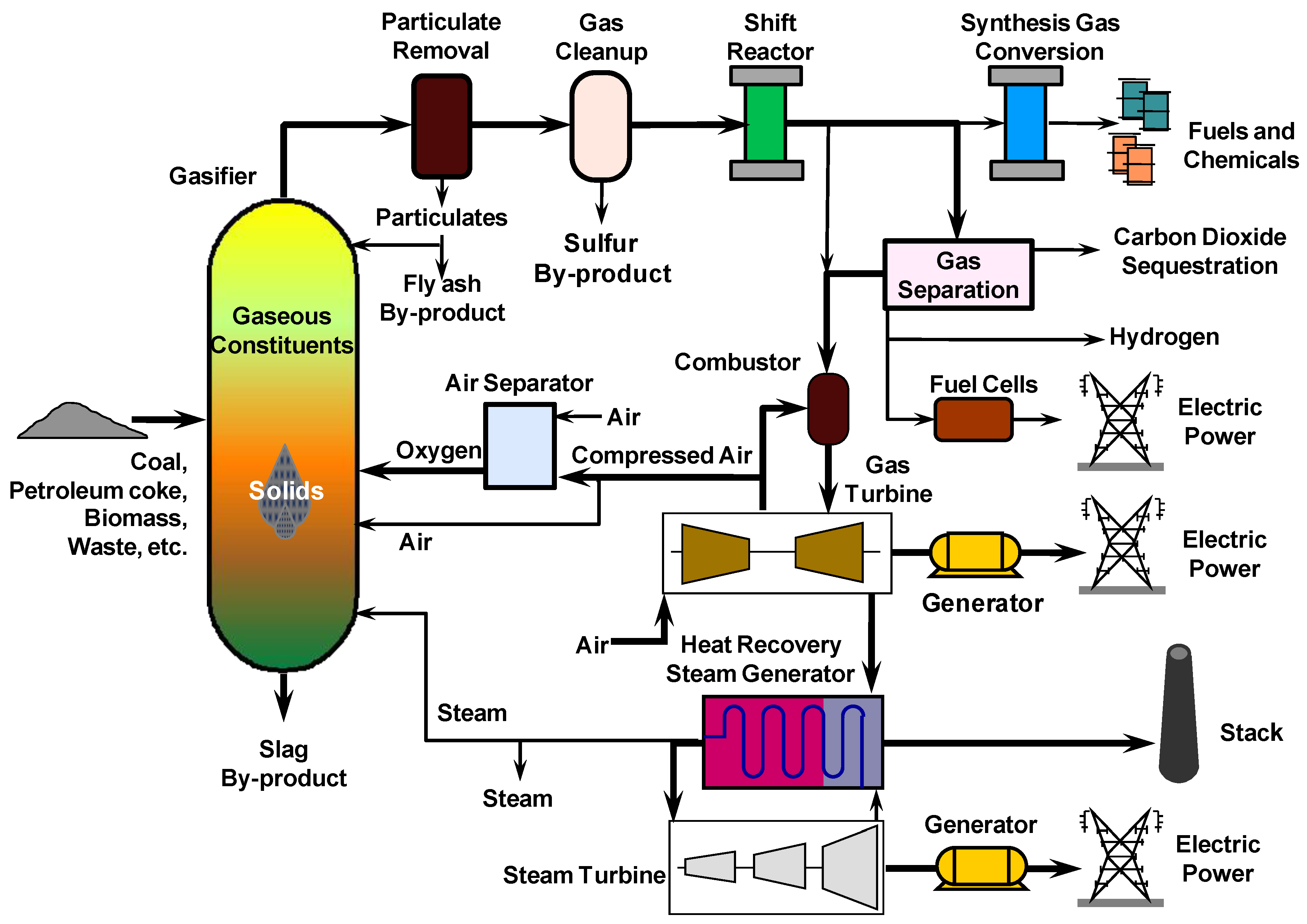
Figure 5 shows a conceptual poly-generation IGCC plant. In this concept, the clean syngas is shifted to change the CO/H
2 ratio. A partial shift adjusts the ratio to be comparable to the end hydrocarbon product being synthesized. If power is being made as the product, the gas stream will undergo a full shift.
Figure 5.
Poly-generation plant [
1].
Figure 5.
Poly-generation plant [
1].
3. Gasification Versus Combustion
Gasification and combustion can essentially be considered as two ends of a continuum for reactions of coal and oxygen, although water can be added as a reactant to increase the H
2 content of the products.
Table 1 provides a list of the most significant reactions and the enthalpy change associated with each of these reactions. Looking at the first two reactions in the table, it is seen that coal denoted here with a C for carbon is reacted with one oxygen atom denoted here as 1/2 O
2 to get carbon monoxide and with two oxygen atoms (2) to get carbon dioxide. In reality, this second reaction is not a one step process as the solid phase carbon reacts with one oxygen atom to produce carbon monoxide which then reacts with the second oxygen atom to form carbon dioxide. All of the reactions in the table are exothermic except the two reactions identified as gasification with steam and gasification with carbon dioxide. These two endothermic reactions are the reactions that are most often referred to as gasification, where the solids carbon is turned into a reactive gas through a reaction with a “non-reactive” gas (H
2O or CO
2). In addition to these two reactions being endothermic, they also require high temperatures to proceed.
Table 1.
Gasification and Combustion Chemistry.
Table 1.
Gasification and Combustion Chemistry.
| Reaction Process | Chemical Formula | Change in Enthalpy |
|---|
| Gasification with Oxygen | C + ½ O2 → CO | –3,922 Btu/lb C |
| Combustion with Oxygen | C + O2 → CO2 | –14,111 Btu/lb C |
| Gasification with Carbon Dioxide | C + CO2 → 2 CO | 6,267 Btu/lb C |
| Gasification with Steam | C + H2O → CO + H2 | 4,750 Btu/lb C |
| Gasification with Hydrogen | C + 2 H2 → CH4 | –2,672 Btu/lb C |
| Water Gas Shift | CO + H2O → CO2 + H2 | –650 Btu/lb CO |
| Methanation | CO + 3 H2 → CH4 + H2O | –3,181 Btu/lb CO |
Table 2 contrasts combustion and gasification. In doing so, it emphasizes the concept that combustion and gasification are two ends of a continuum in that combustion is referred to as full oxidation and gasification as partial oxidation. Also, combustion occurs in an oxidizing (excess oxygen) environment and gasification occurs in a reducing (oxygen depleted) environment. Gasification is more efficient, has lower emissions and competitive capital cost compared to combustion. With respect to the competitiveness of the cost, it is the cost of electricity that is nearly the same for both technologies, the higher capital cost of gasification is offset by the improved efficiency. Combustion is the dominate power producing technology in the world and as such is lower risk with demonstrated reliability.
Table 2.
Contrasts between Combustion & Gasification [
1].
Table 2.
Contrasts between Combustion & Gasification [1].
| | Combustion | Gasification |
|---|
| Chemical process | full oxidation | partial oxidation |
| Chemical environment | excess oxygen (air)-oxidizing | oxygen-starved - reducing |
| Primary product | heat (e.g., steam) | syngas (CO & H2) |
| "Downstream" products | electric power | electric power, pure H2, liquid fuels, chemicals |
| Current application | dominates coal-fired power generation worldwide | mostly chemicals and fuels, power generation demonstrated |
| Efficiency | 35–37% (HHV) | 39–42% HHV |
| Emissions | ~NSPS | ~1/10 NSPS |
| Capital cost | $1,000–1,150 /kW | competitive |
| Maturity / risk | high experience, low risk | reliability needs improved |
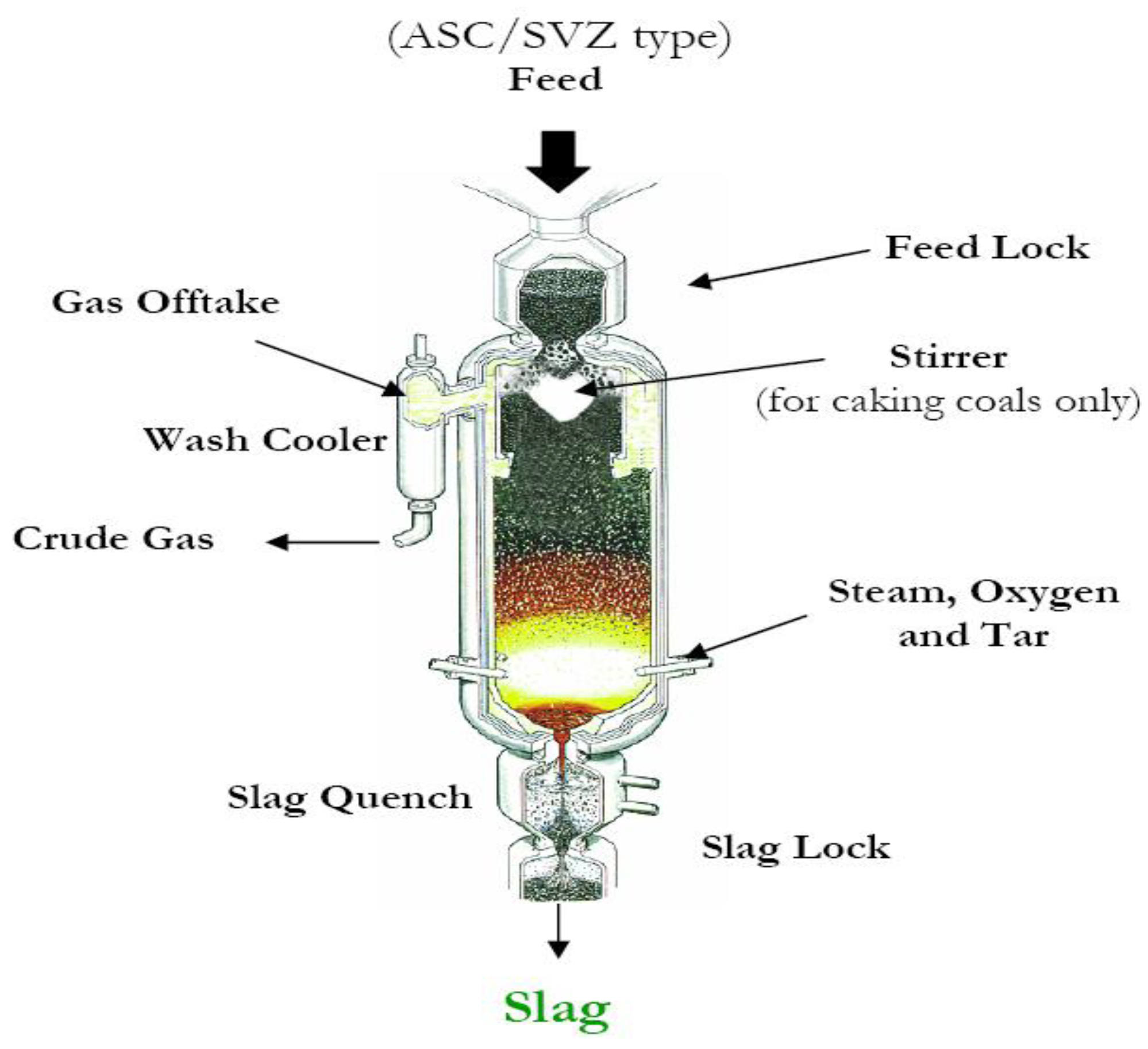
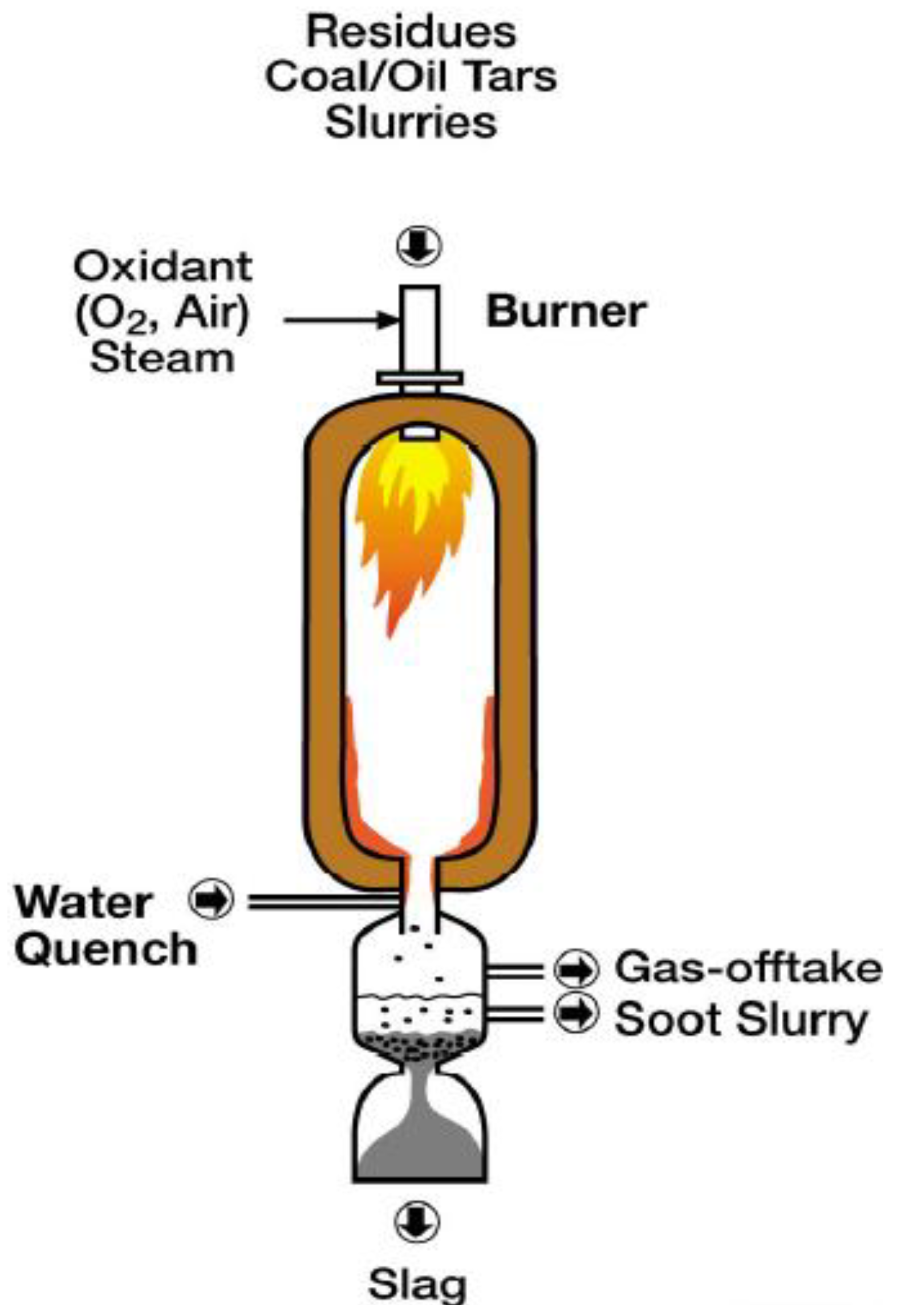
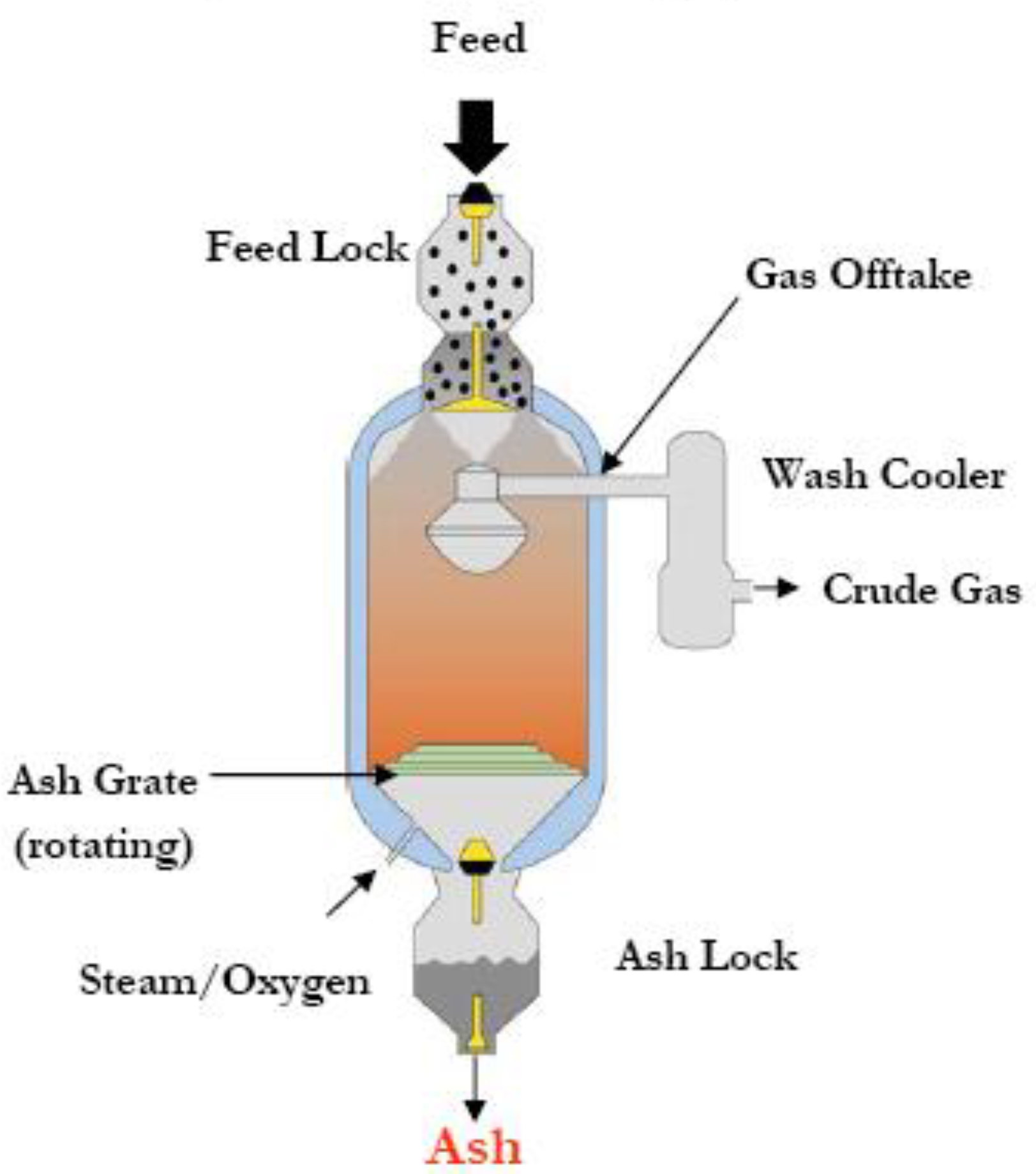
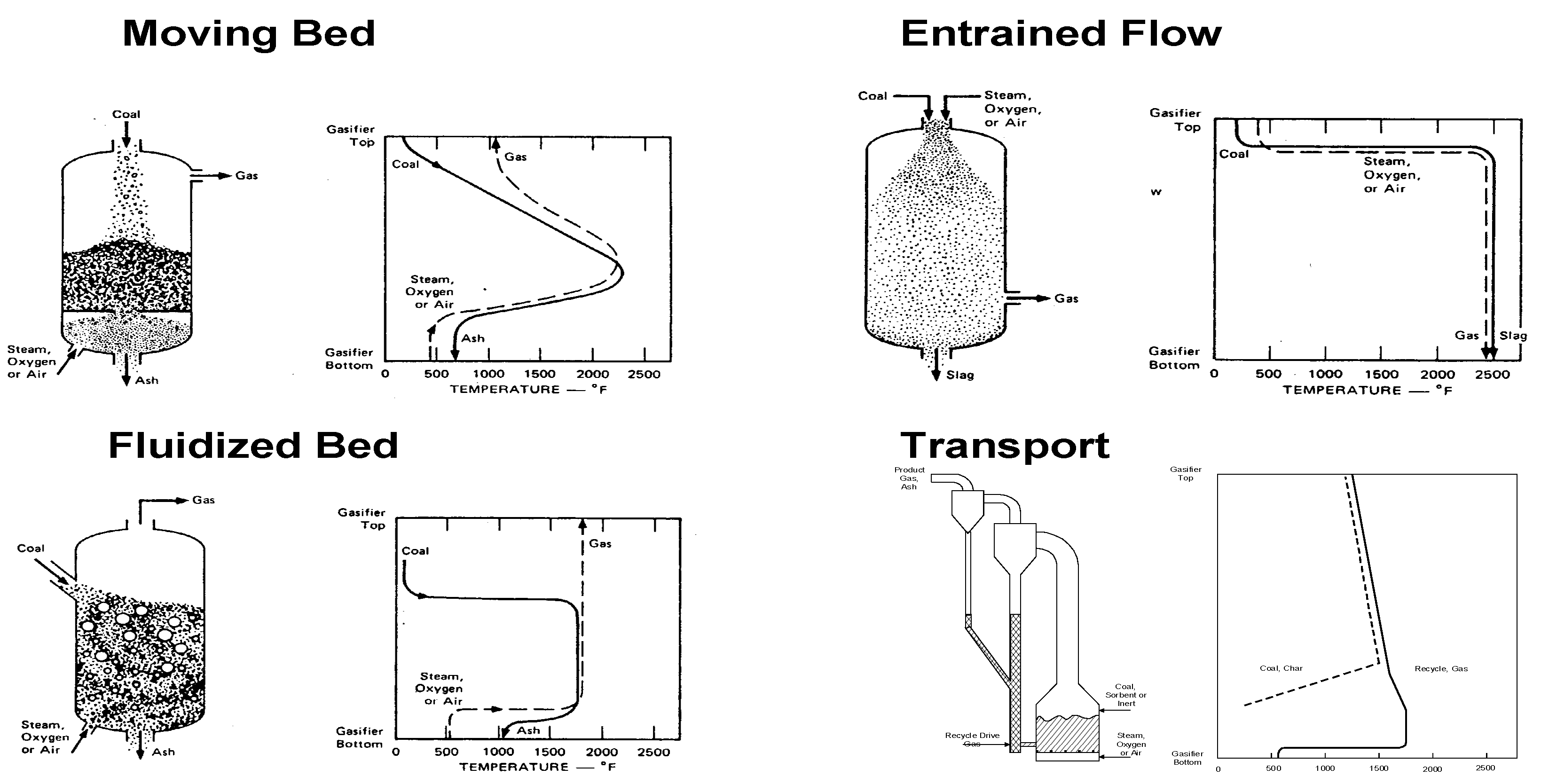
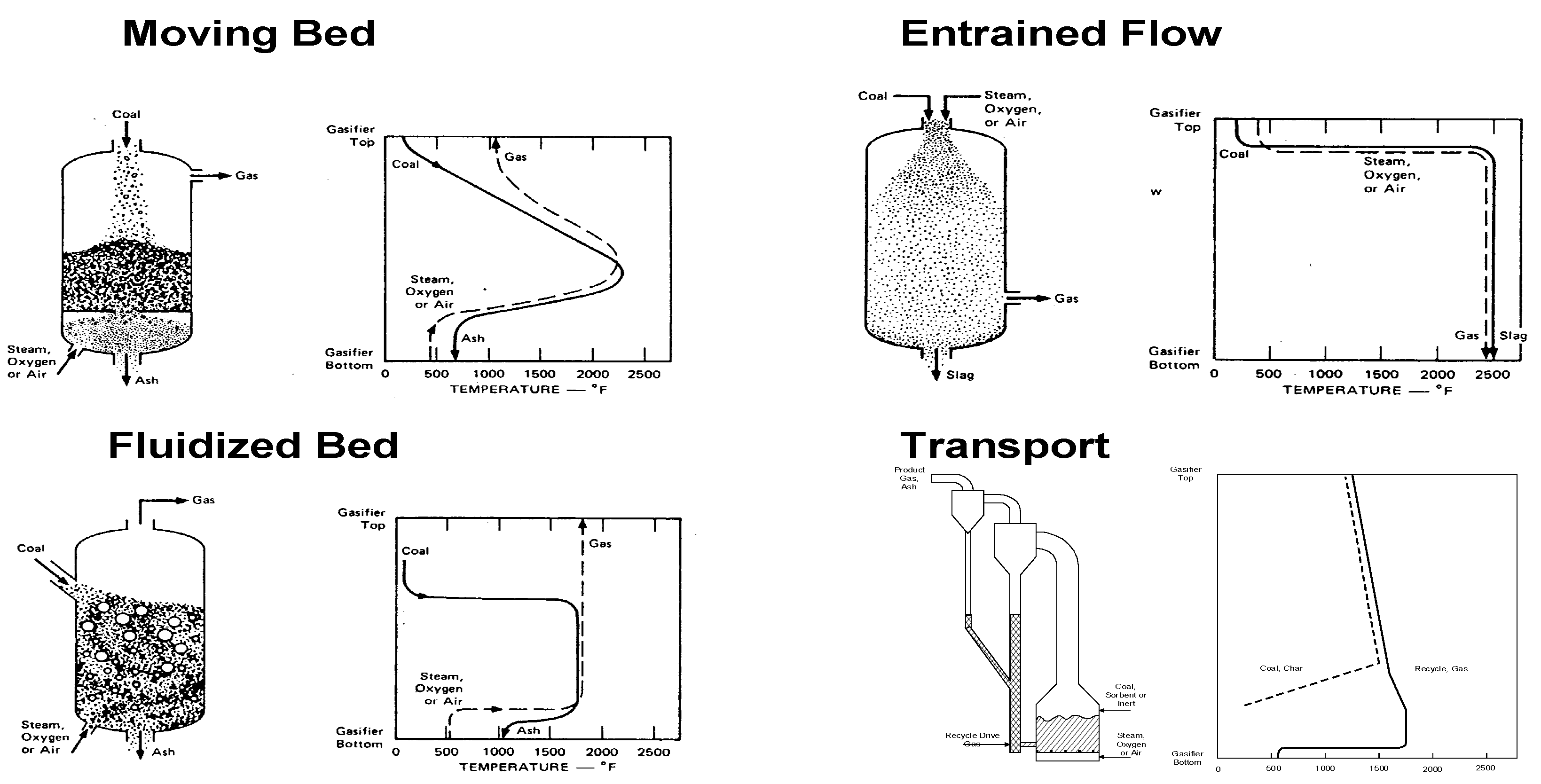
5. Gasifier Configurations
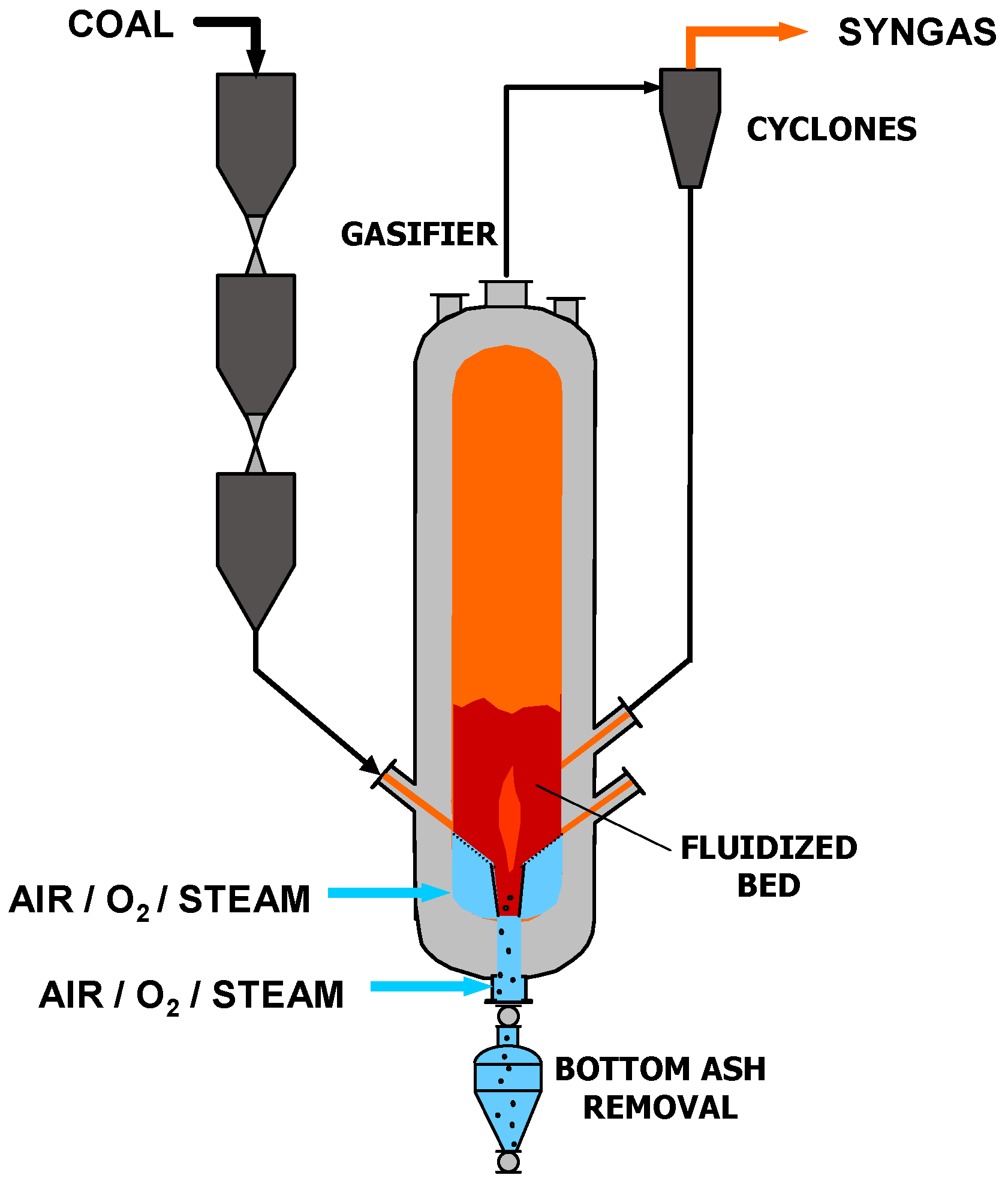
All of the gasifiers discussed above fall into basically four primary gasifier configurations: moving bed, fluidized bed, entrained flow and transport as shown in
Figure 18. Each of these is defined on how the reactor brings about contact with the coal and the reactive gas.
Figure 18 presents a cartoon of each of the gasifier types and presents a graph of the gas and solids (coal particle) temperature as they traverse the height of the gasifiers. A summary of the gasifier types is presented in
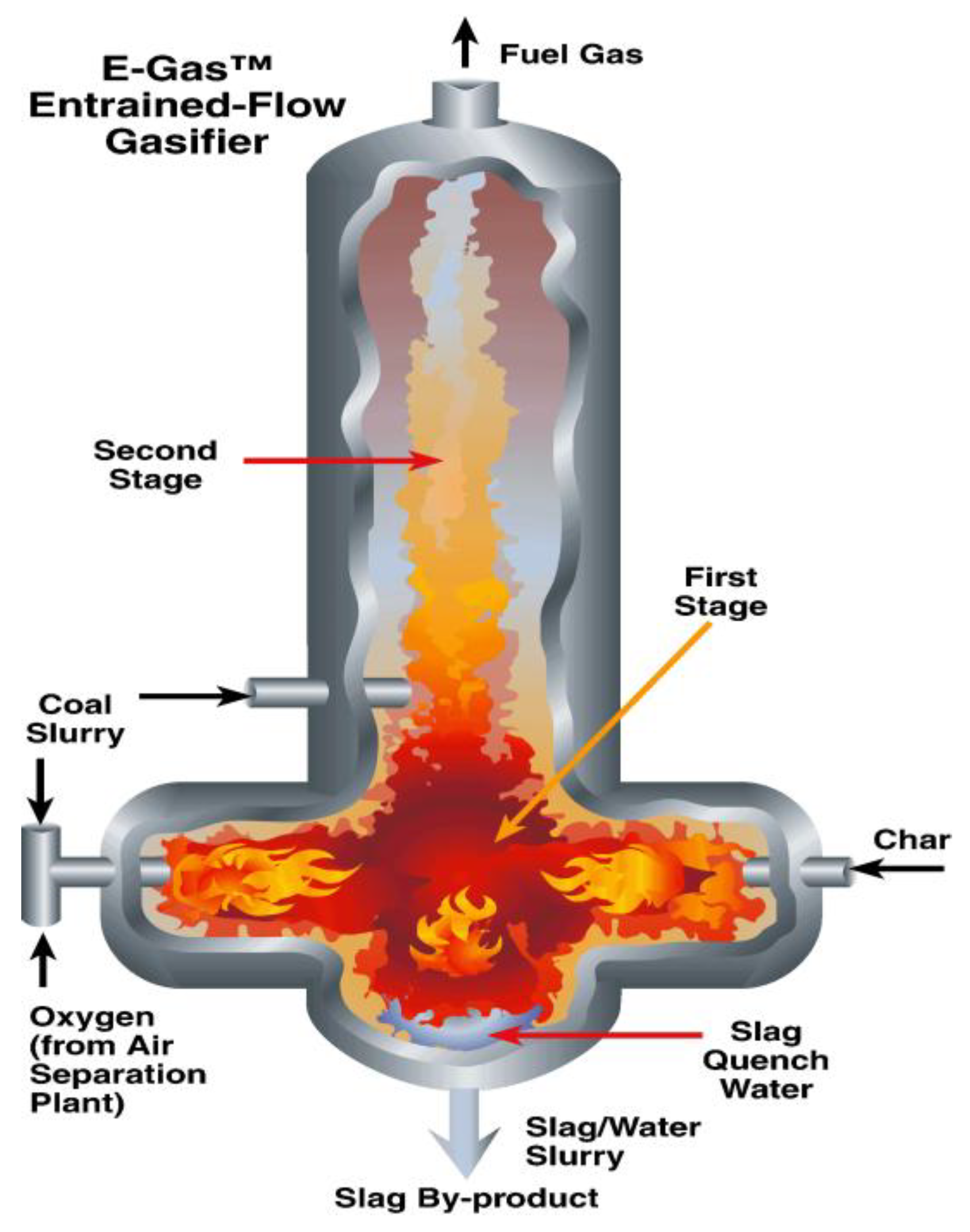
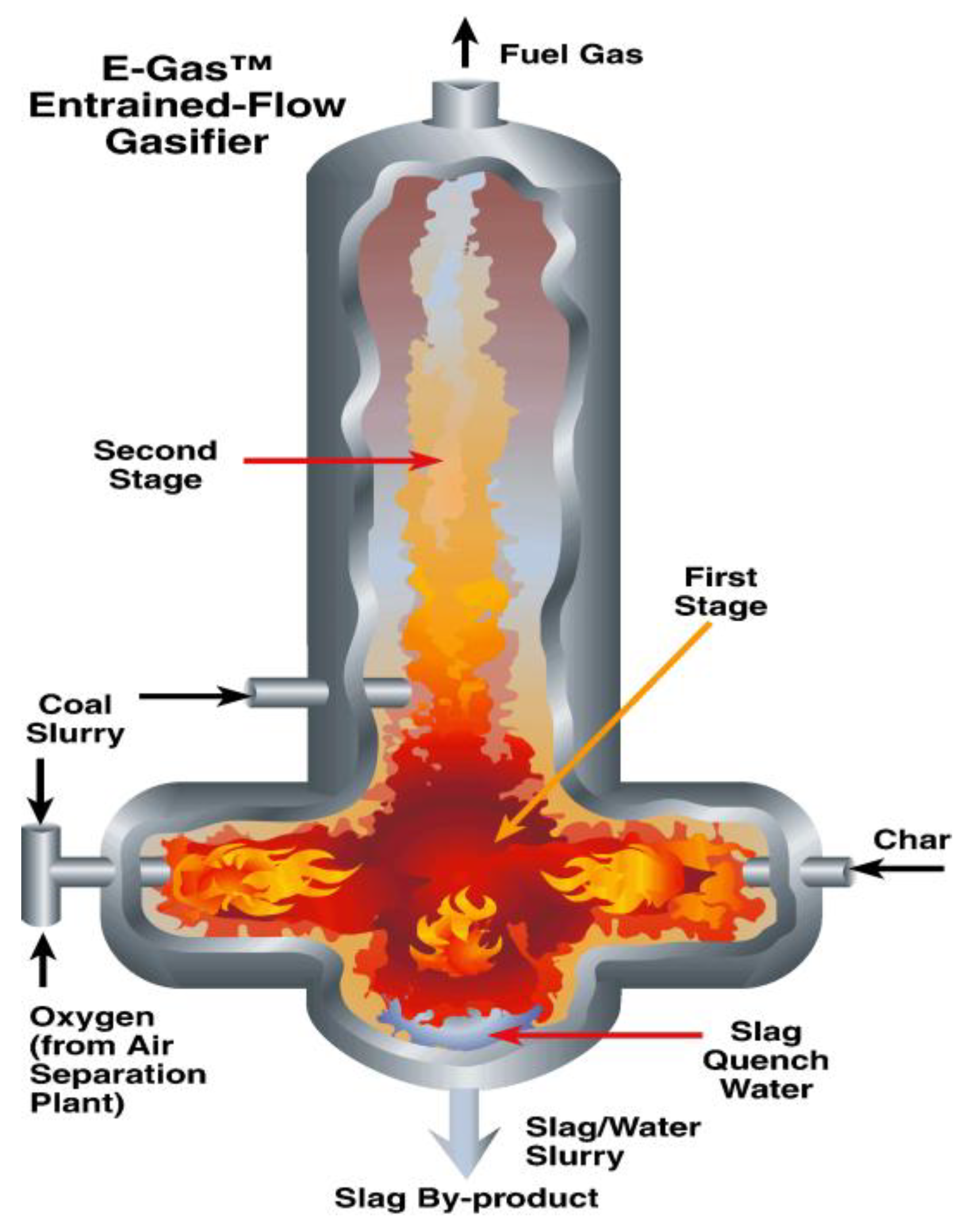
Table 3. The moving/fixed bed gasifier category refers to the Lurgi Mark IV (dry bottom) and the British Gas Lurgi (slagging) with both having dry feed systems. There are three entrained flow gasifiers produced by Conoco-Philips, General Electric and Shell. The Shell unit is a dry feed gasifier where as the Conoco-Philips and the General Electric are slurry fed gasifiers. The fluidized bed and the transport gasifiers dry fed non-slagging gasifiers.
Figure 18.
Gasifier Configurations [
1].
Figure 18.
Gasifier Configurations [
1].
Table 3.
Gasifier Configuration Comparison.
Table 3.
Gasifier Configuration Comparison.
| | Moving Bed | Fluidized Bed | Entrained Flow | Transport Flow |
|---|
| Ash Condition | Dry | Slagging | Dry | Agglomerate | Slagging | Dry |
| Coal Feed | ~ 2 in | ~ 2 in | ~ ¼ in | ~ ¼ in | 100 Mesh | ~ 1/16 in |
| Fines | Limited | Better than dry ash | Good | Better | Unlimited | Better |
| Coal Rank | Low | High | Low | Any | Any for dry feed | Any |
| Gas Temp.(F) | | | | | | |
| Oxidant Req. | Low | Low | Moderate | Moderate | High | Moderate |
| Steam Req. | High | Low | Moderate | Moderate | Low | Moderate |
| Issues | Fines and hydrocarbon liquids | Carbon Conversion | Raw Gas Cooling | Control Carbon inventory ad carryover |
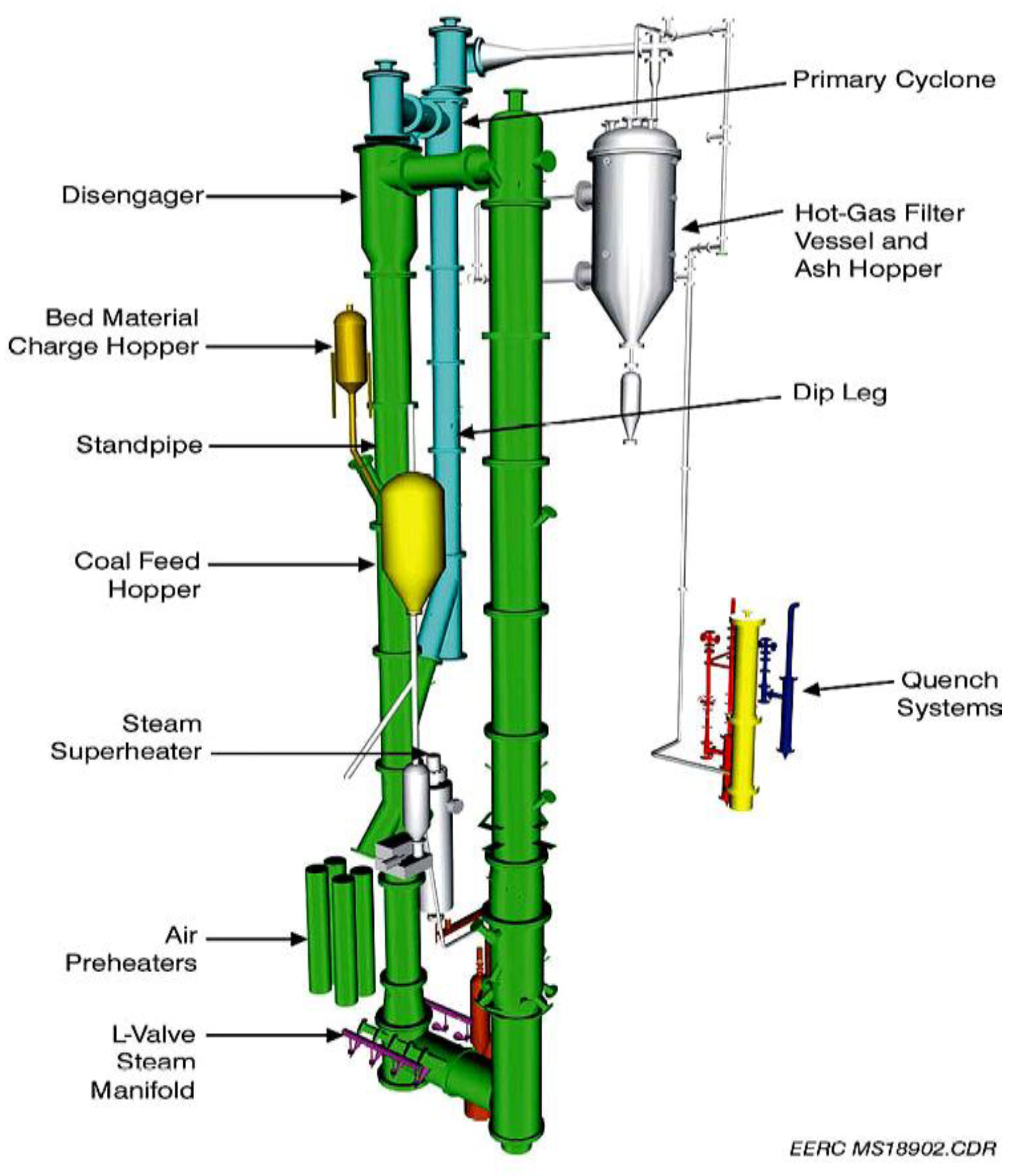
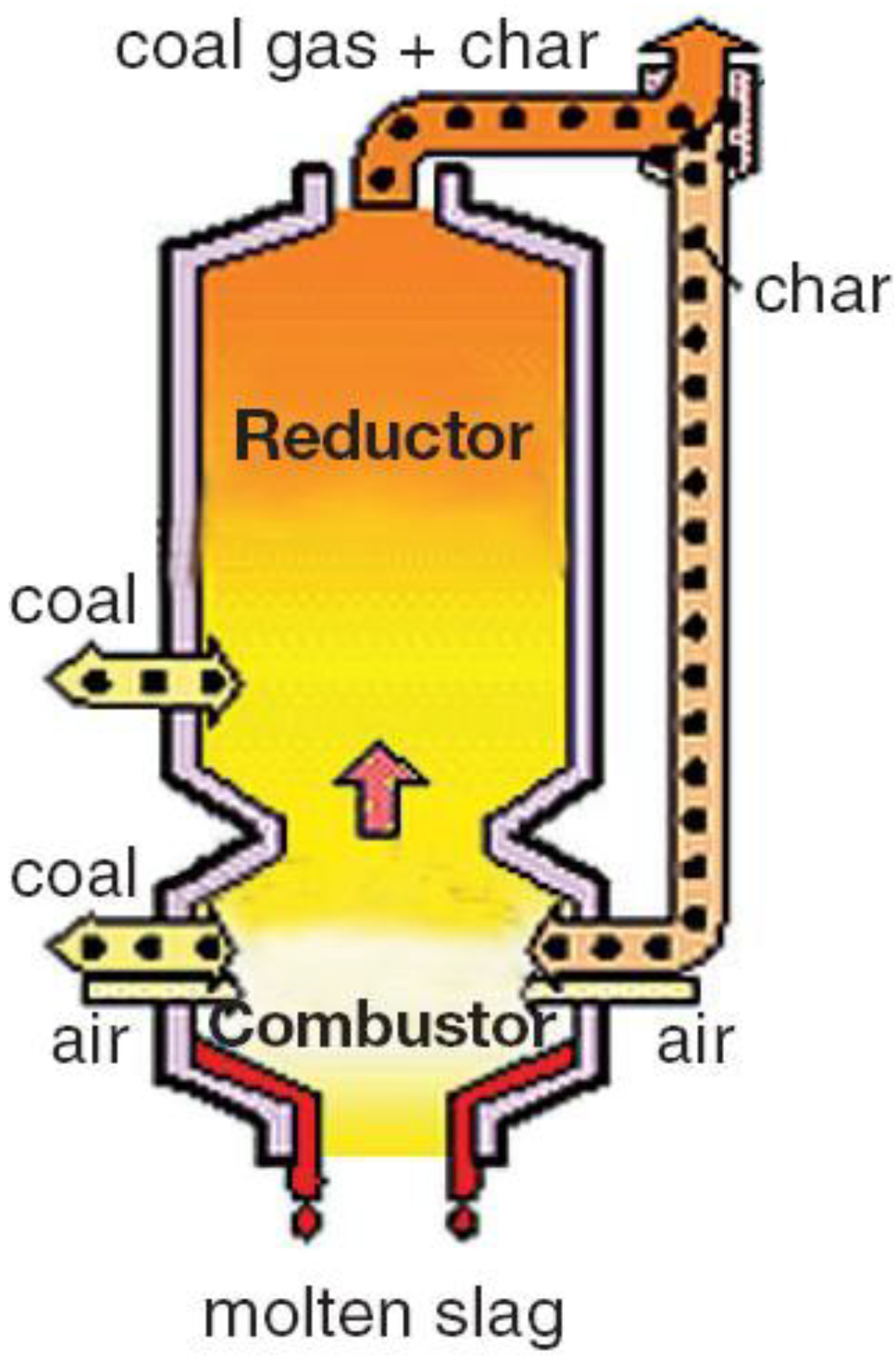
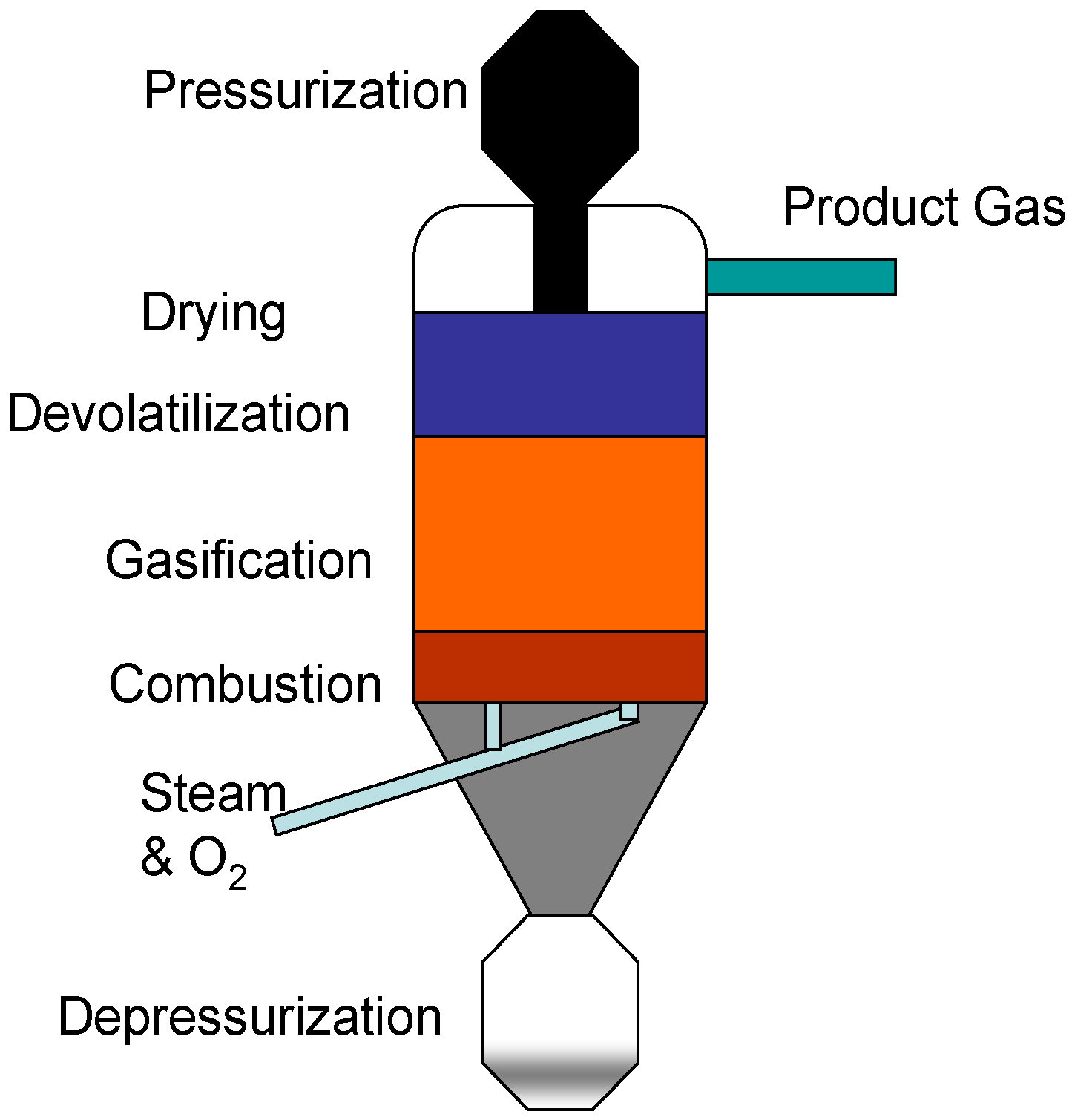
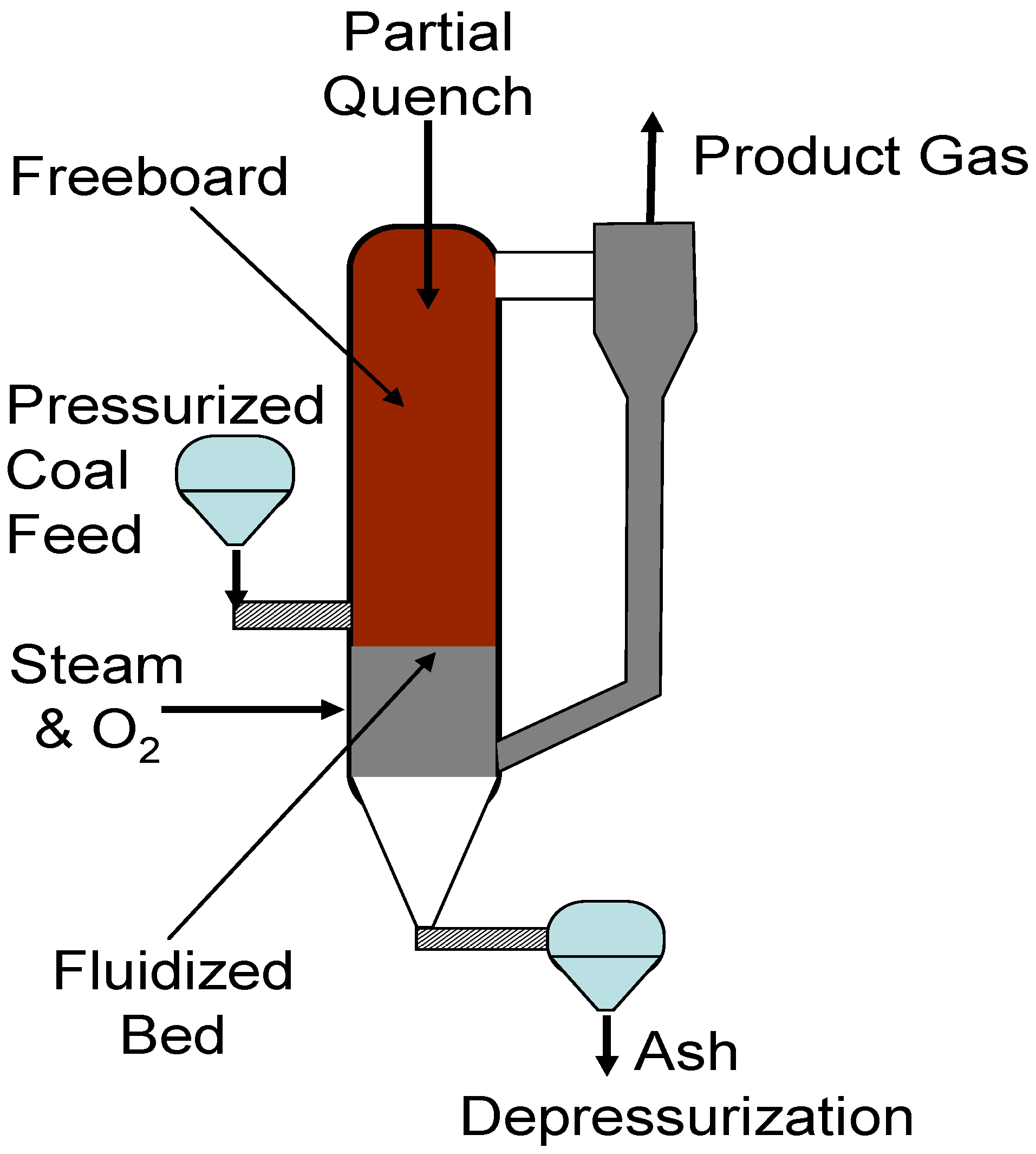
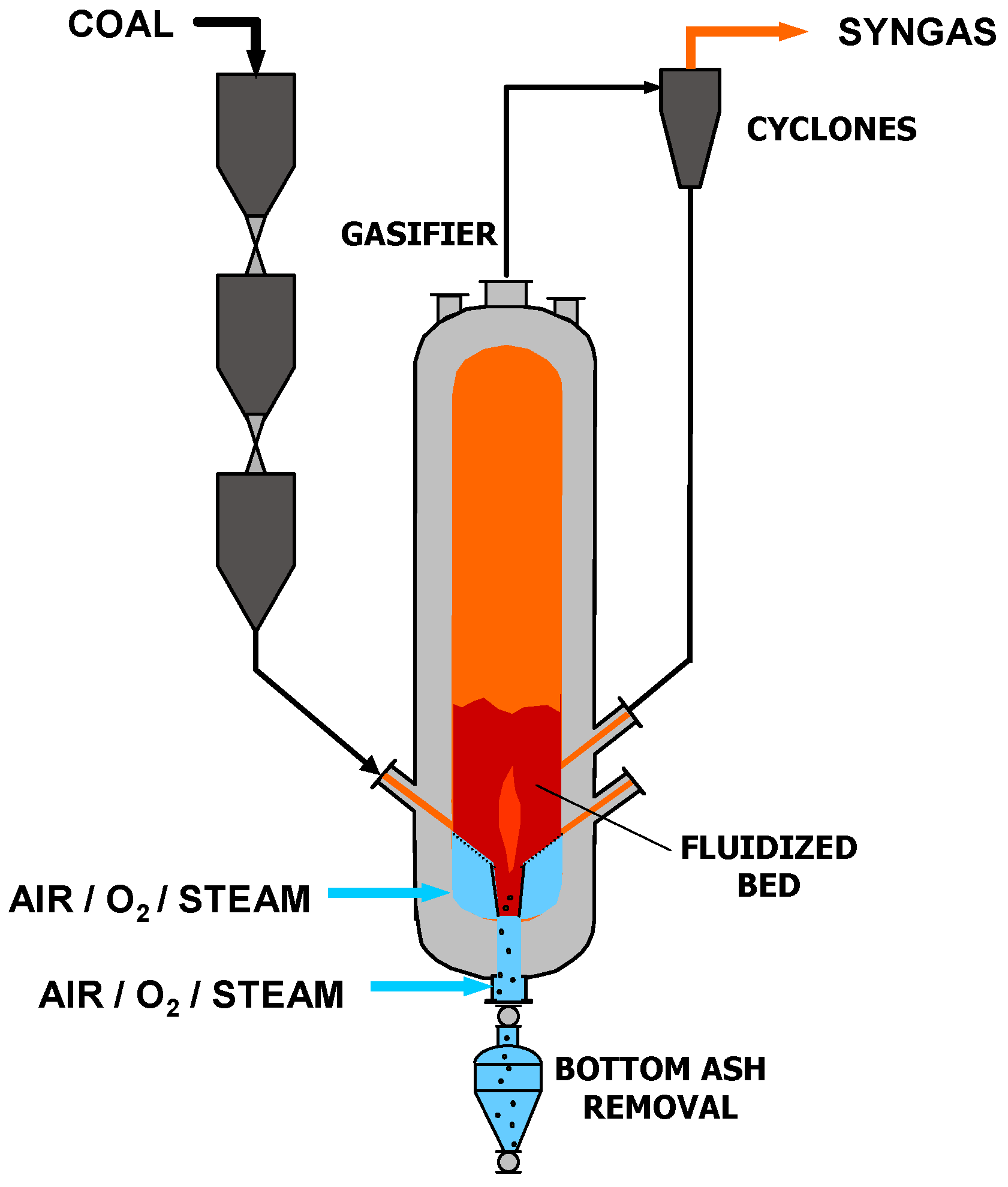
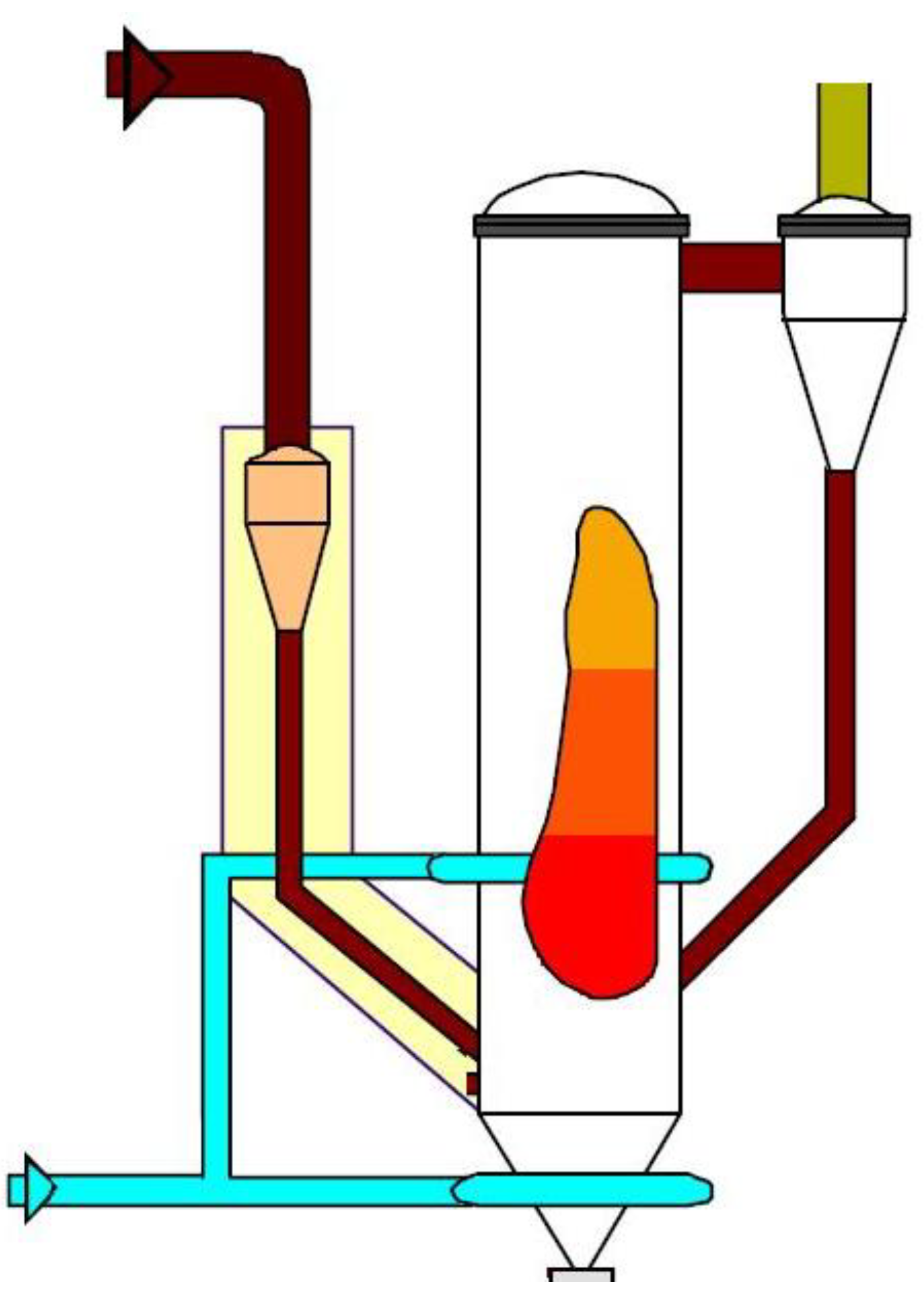
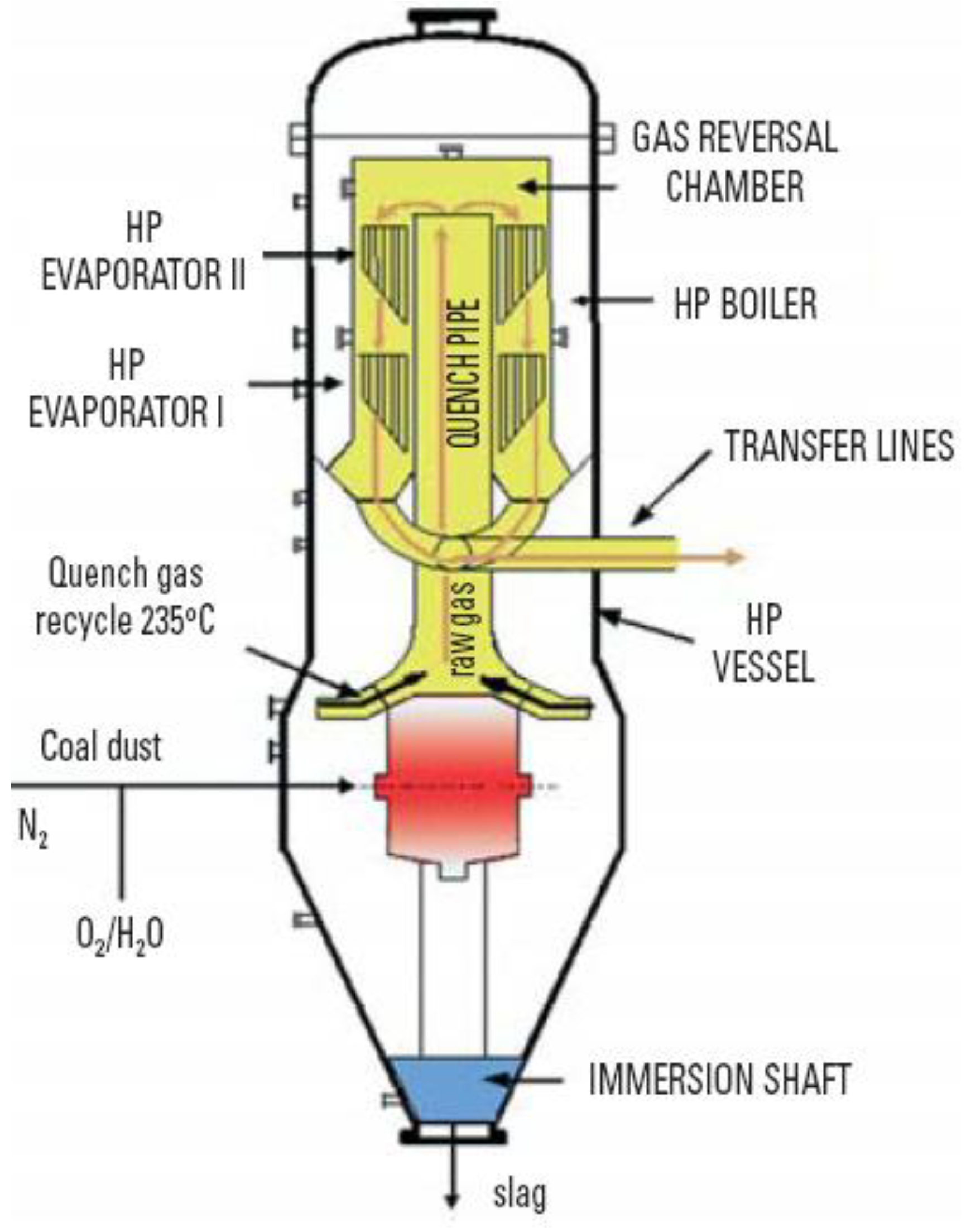
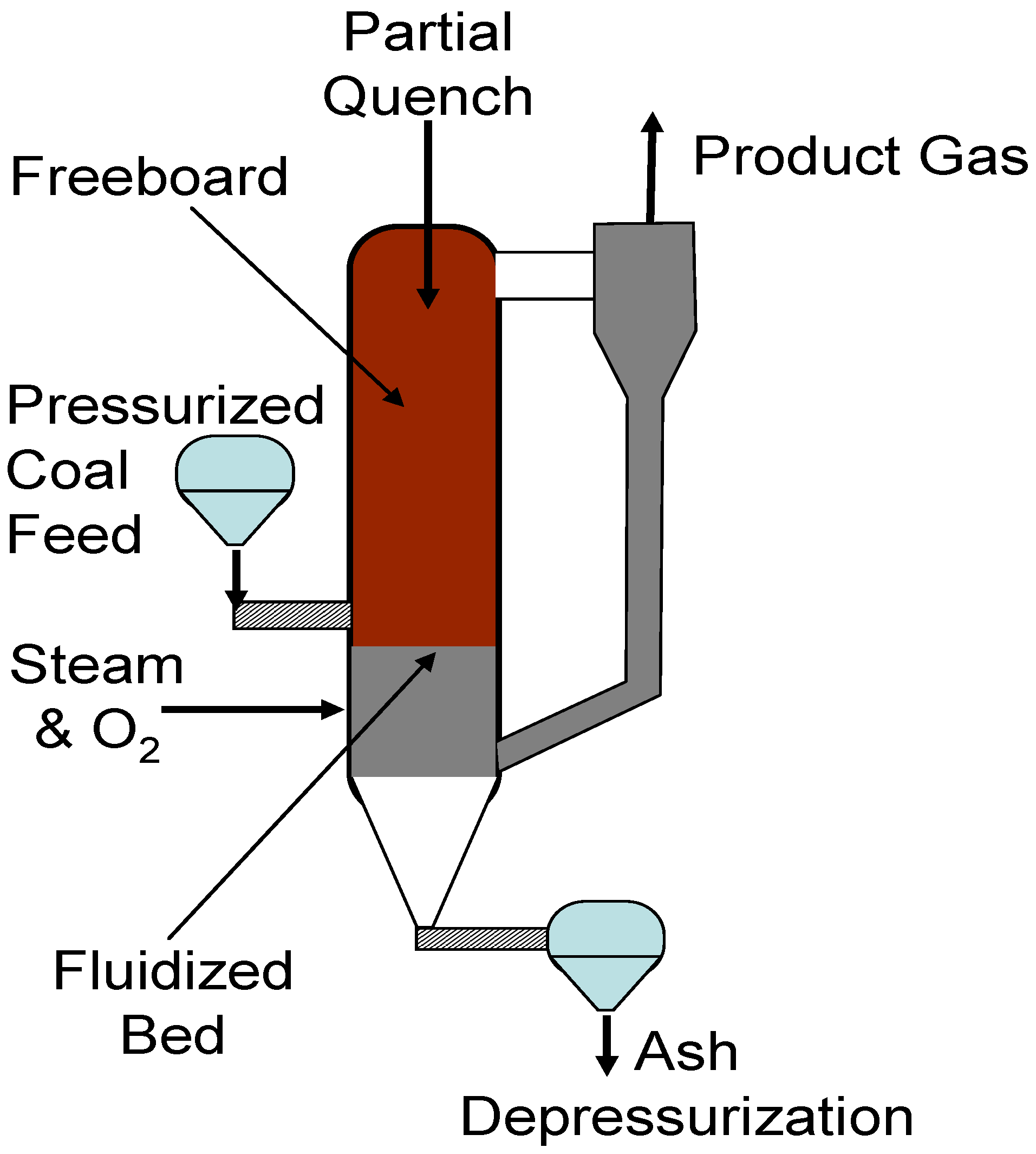
5.4. Transport Gasifier
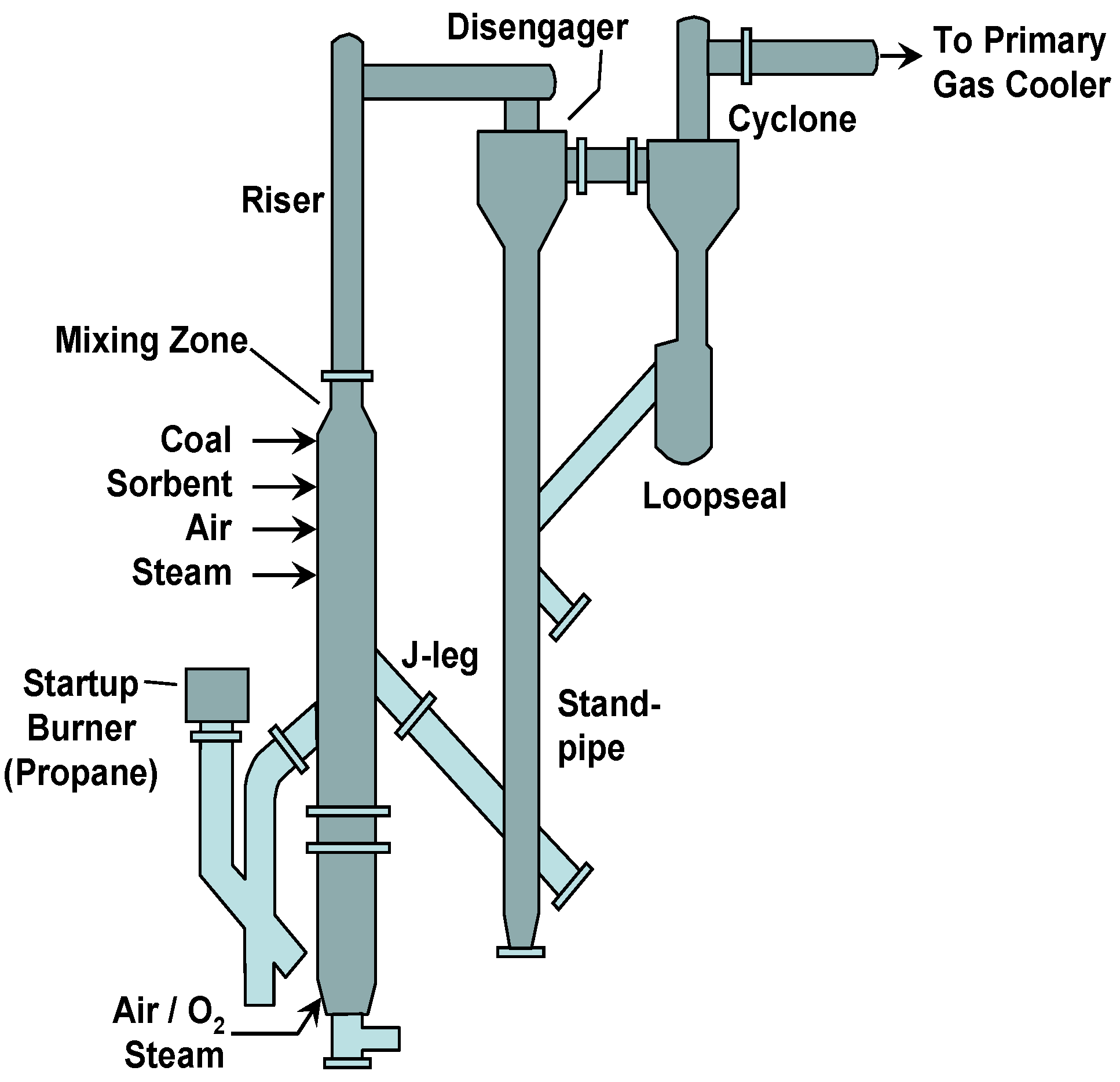
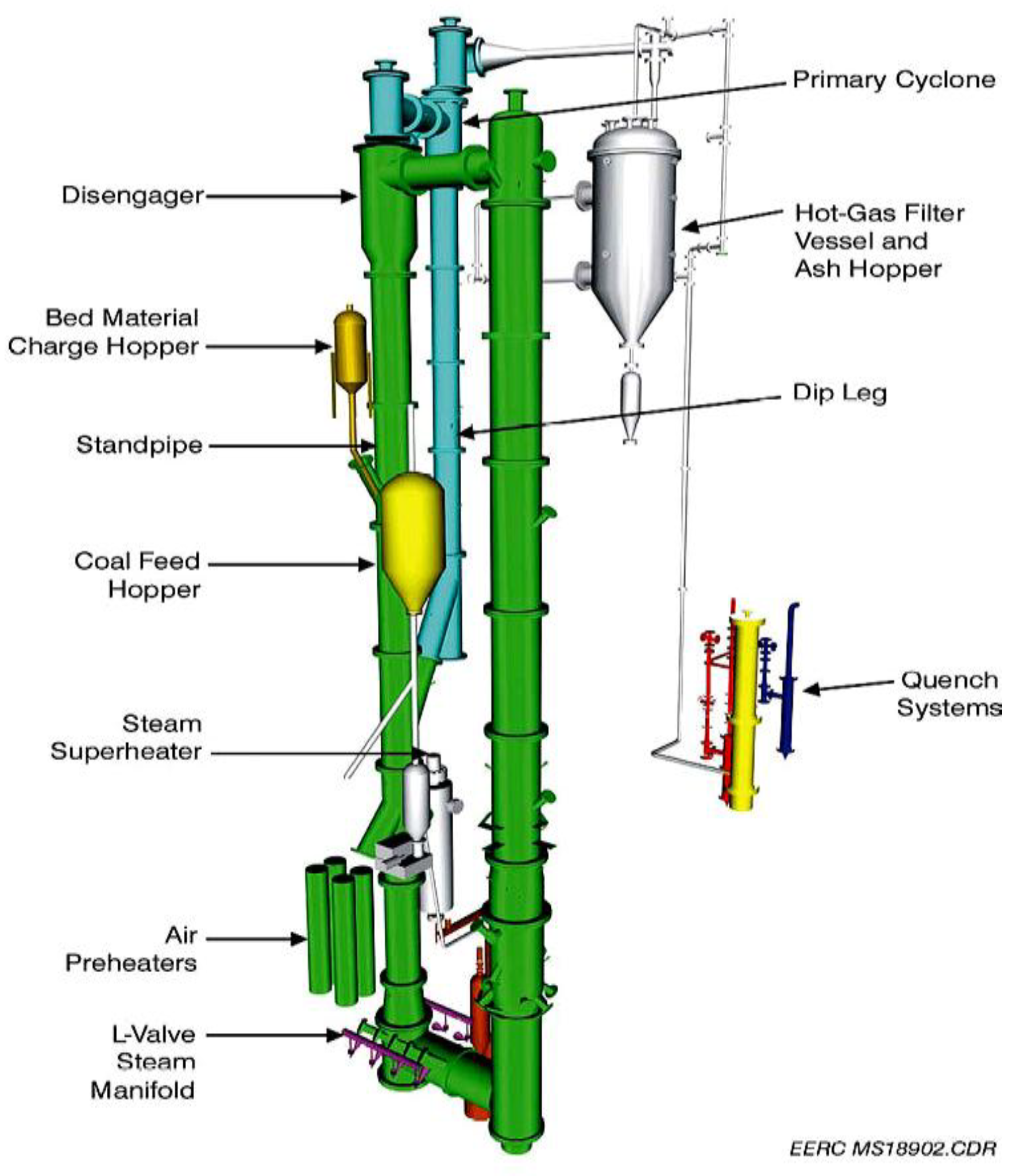
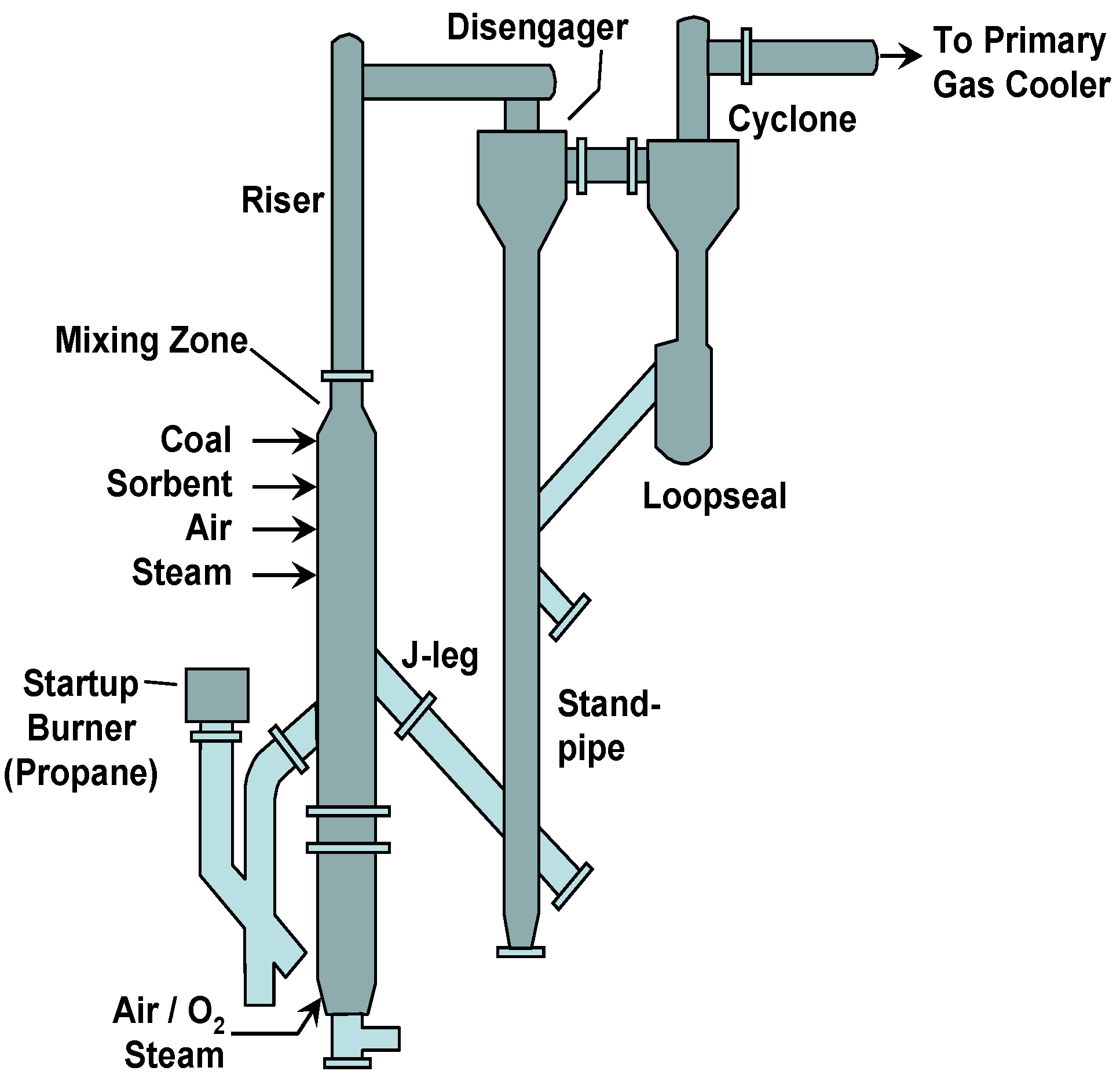
Kellogg, Brown and Root (KBR) is developing the transport gasifier at the Department of Energy’s (DOE’s) Power Systems Development Facility at Southern Company Services Wilsonville, Alabama plant. The transport gasifier (
Figure 28) is based upon the hydrodynamic flow field that exists in KBR’s catalytic cracking technology. It has excellent gas-solids contact and very low mass transfer resistance between gas and solids. It has a highly turbulent atmosphere that allows for high coal throughput and high heat release rates at a low temperature that avoids problems with slag handling and liner erosion.
Figure 28.
KBR Transport Gasifier.
Figure 28.
KBR Transport Gasifier.
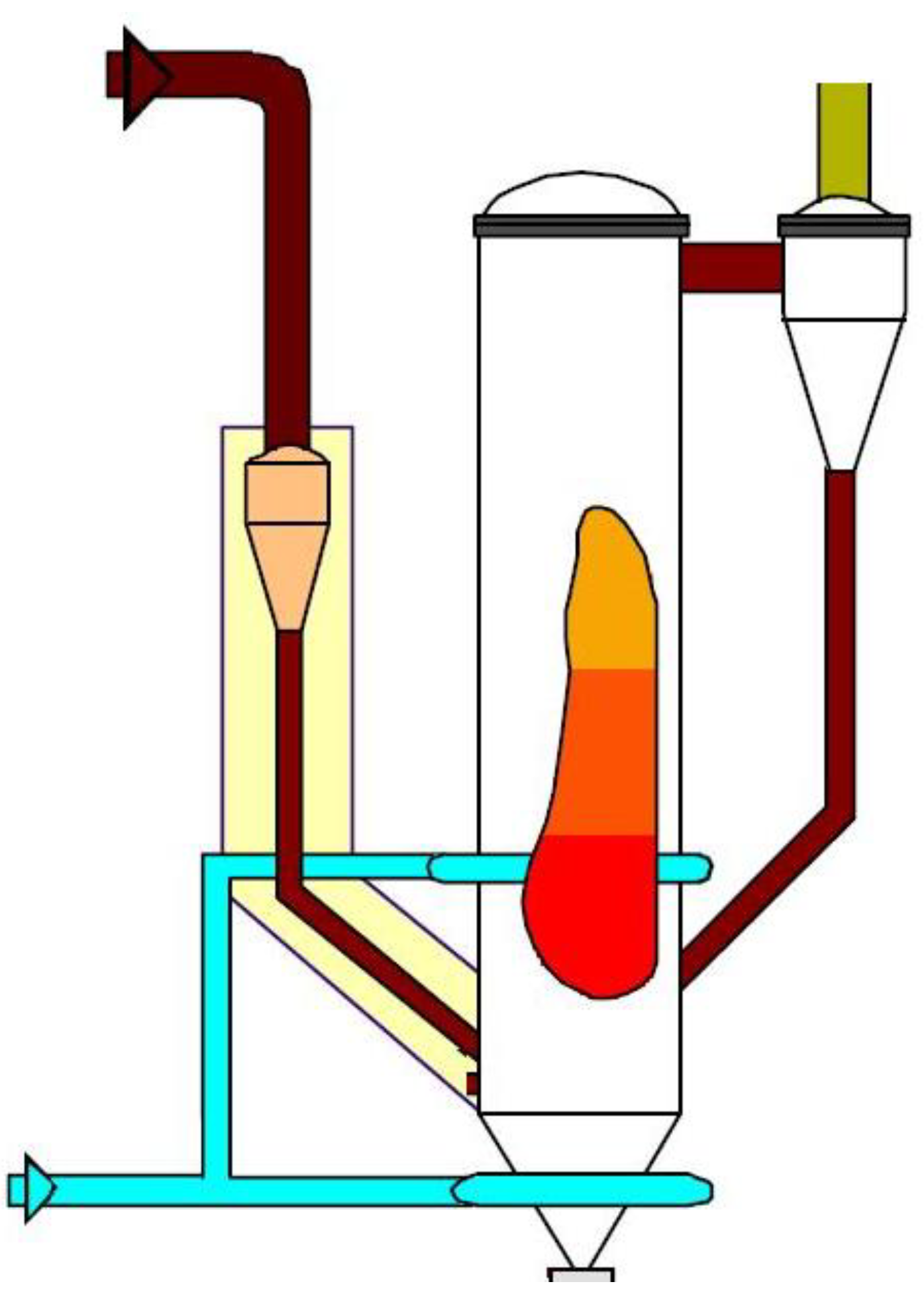
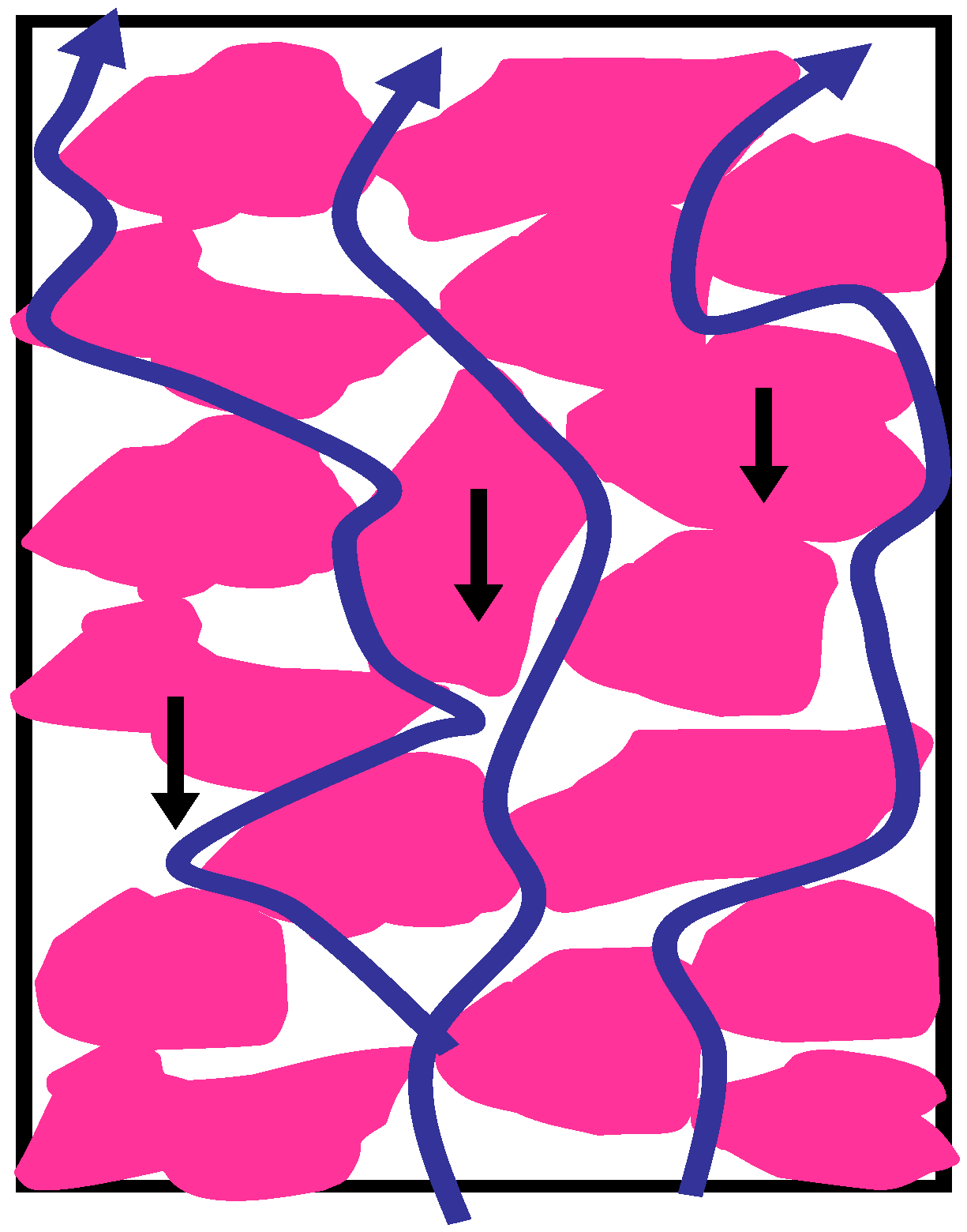
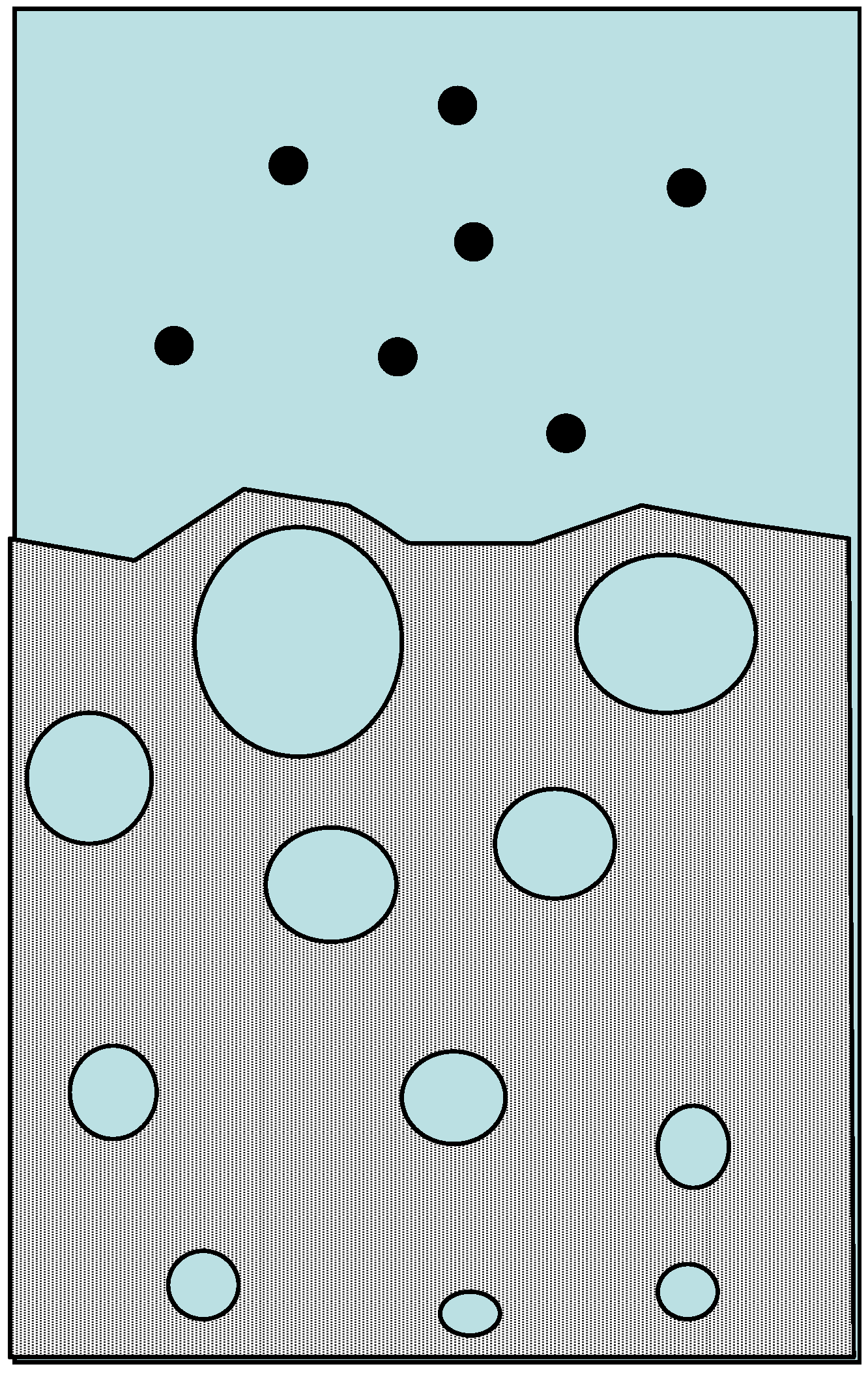
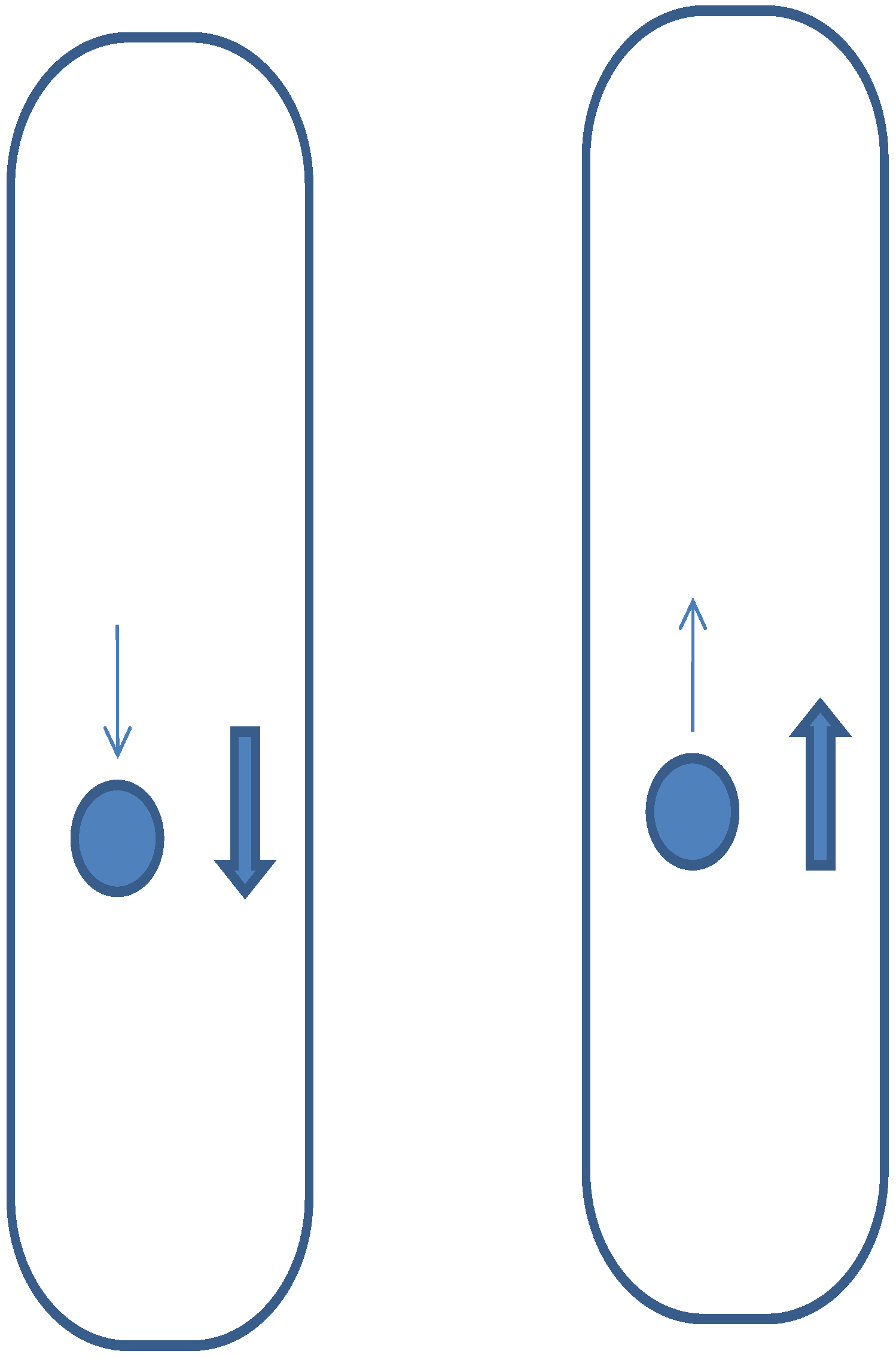
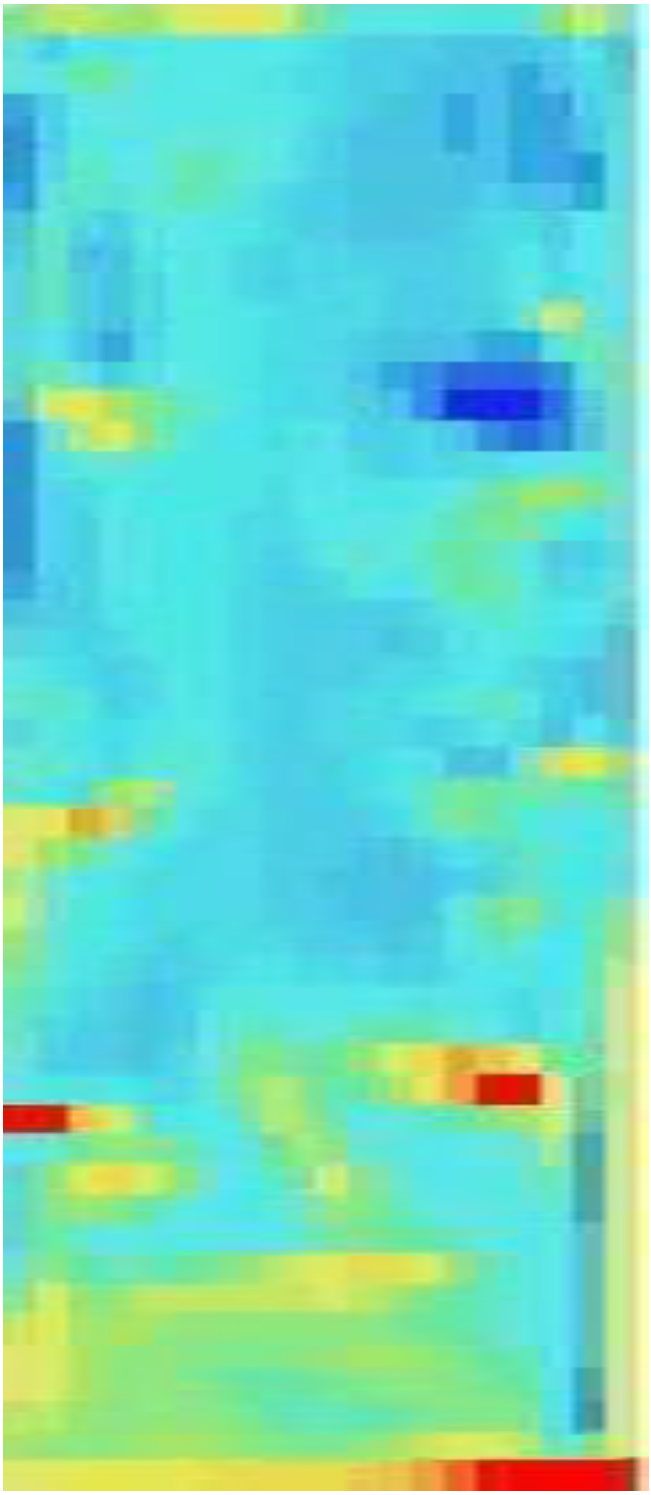
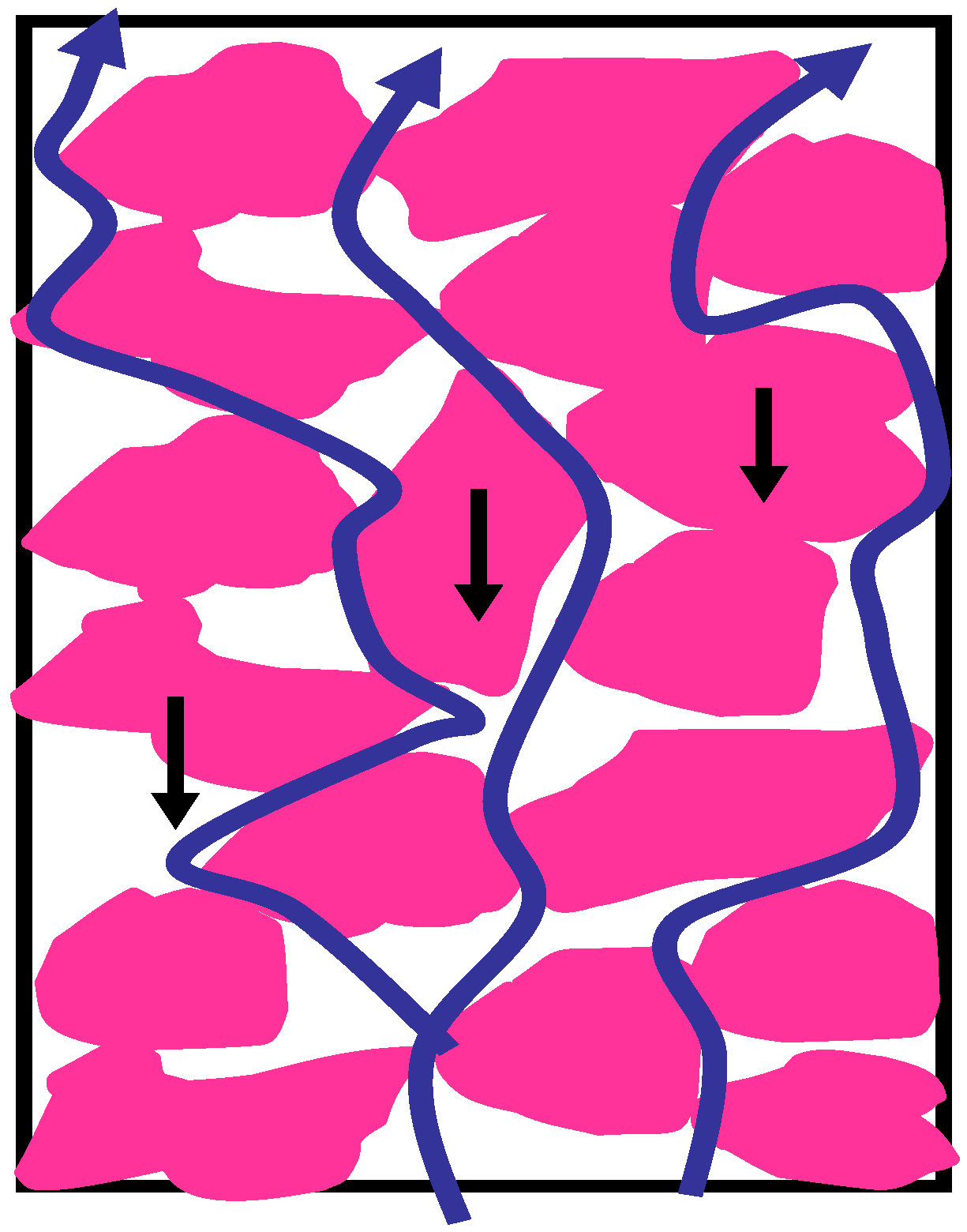
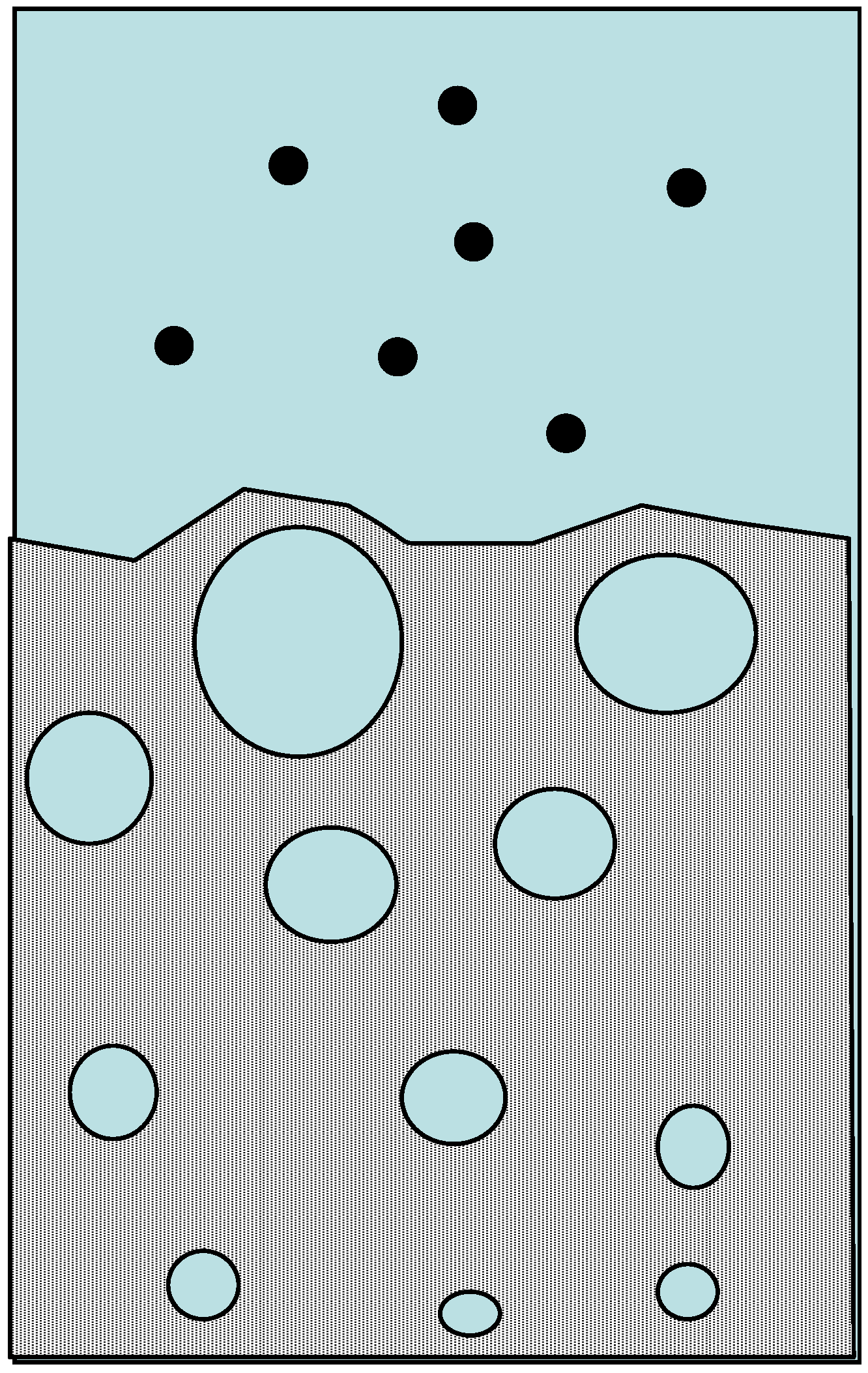
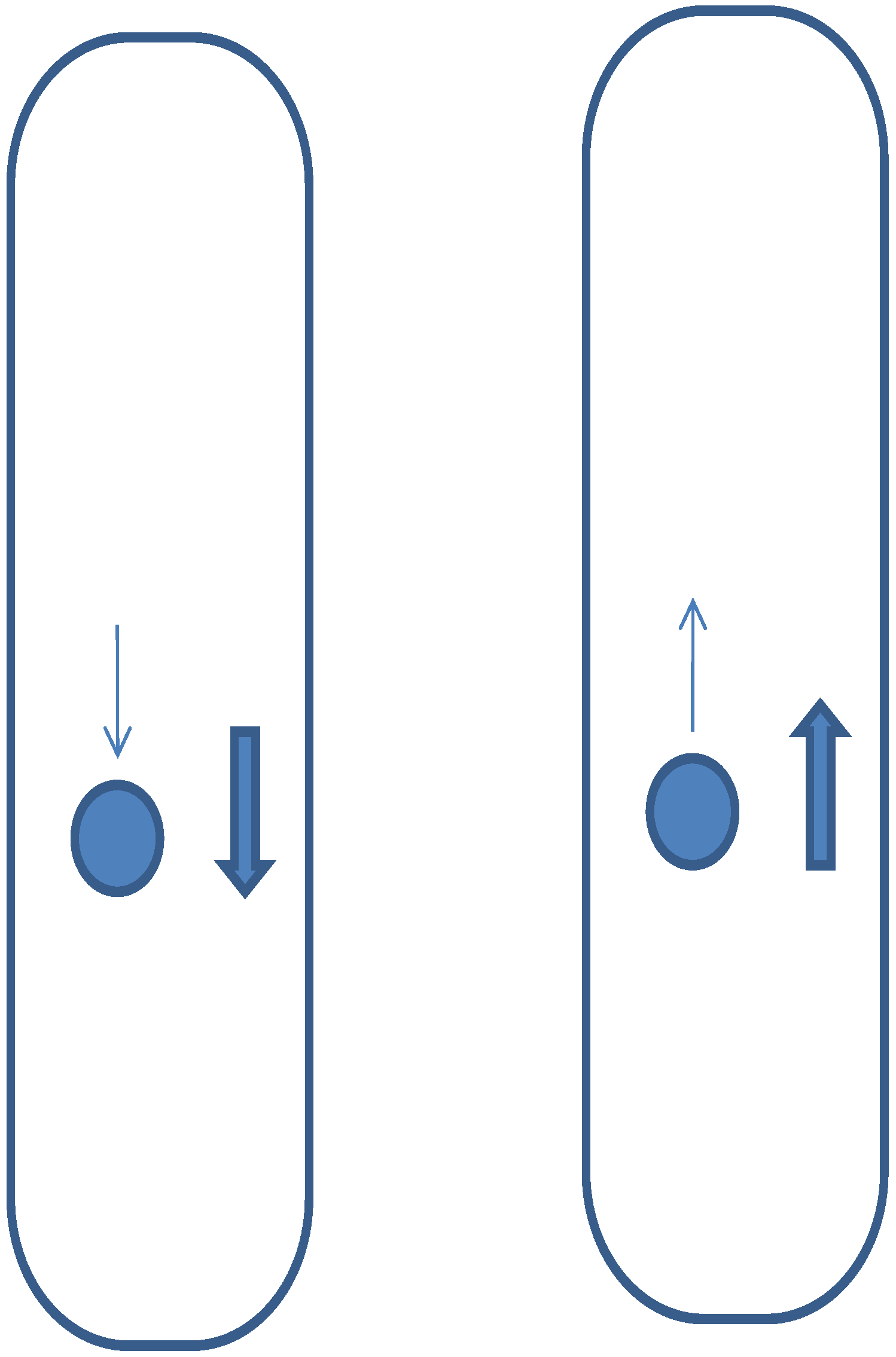
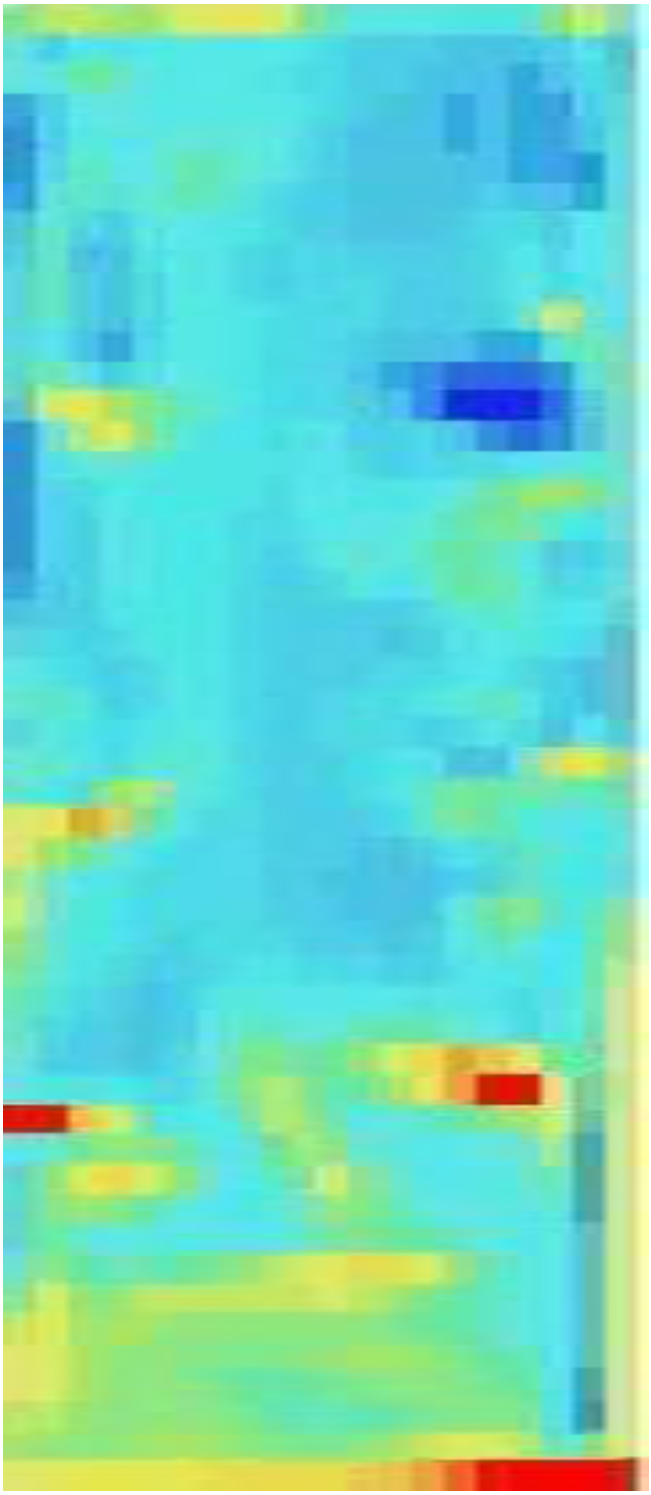
Hydrodynamically, transport reactors are circulating fluidized beds which have more complicated hydrodynamics than fixed bed reactors or bubbling fluidized beds have. In this type of reactor both excess gas and excess solids are fed to the reactor where the high gas velocity carries the solids upward. The excess solids tend to form clusters which act like large particles and fall back into the lower riser where they breakup and start to rise again. The results of an Eulerian-Eulerian simulation of the process is presented in
Figure 29 where the deep blue is a gas void and the yellow and red areas are clusters moving down while the other solids are moving up. These reactors have better mixing of gas and solids leads to better inter-phase transport and better conversion of the coal. In addition, the mechanical movement of the solids against each other essentially scrubs the ash from particles.
Figure 29.
Clustering Riser Circulating Fluidized Bed Hydrodynamics.
Figure 29.
Clustering Riser Circulating Fluidized Bed Hydrodynamics.
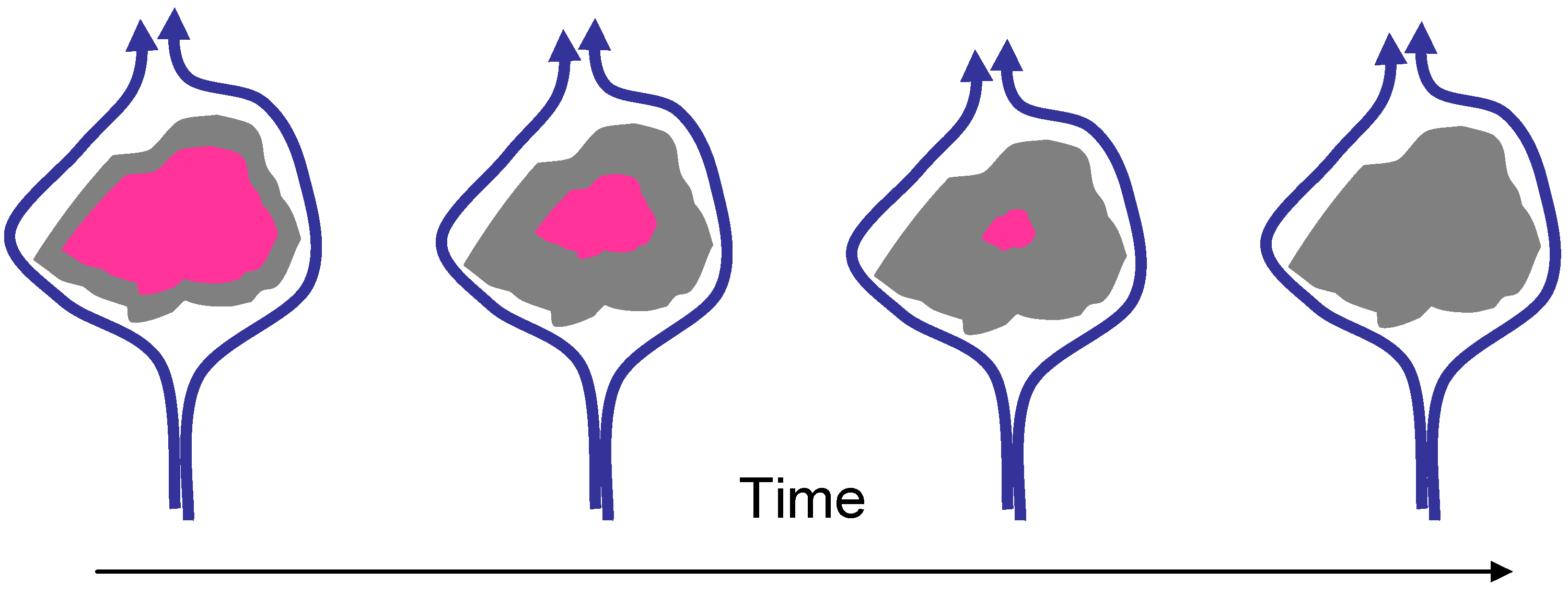
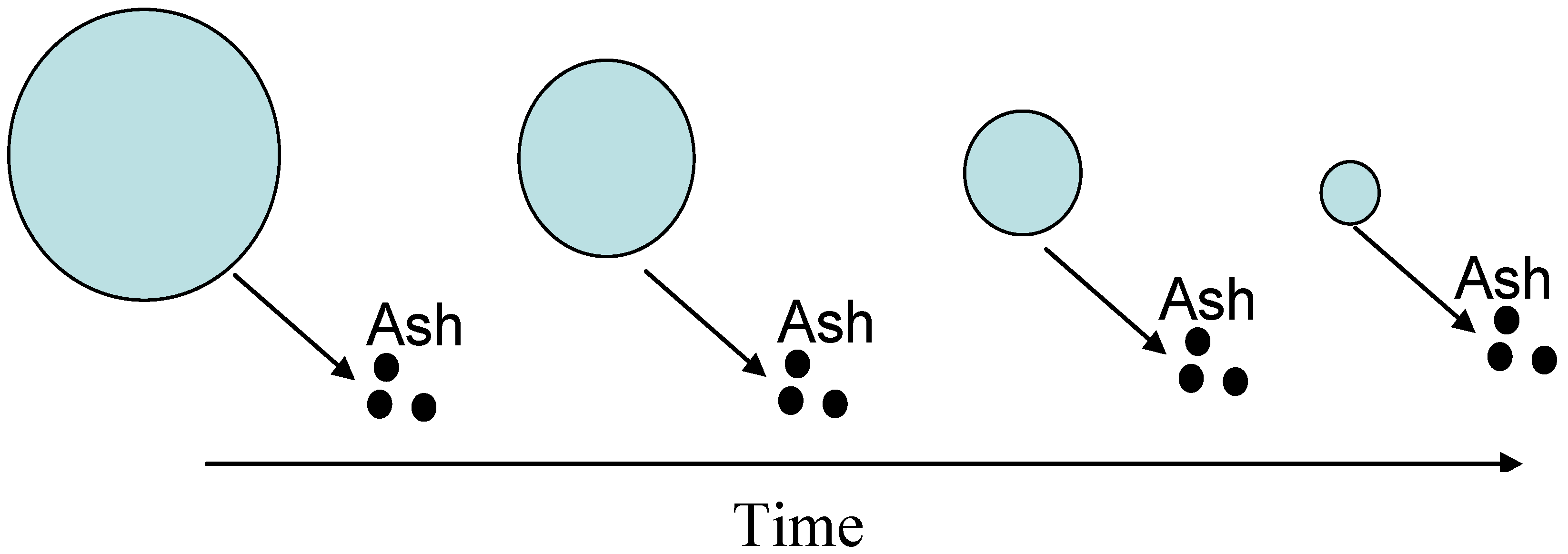
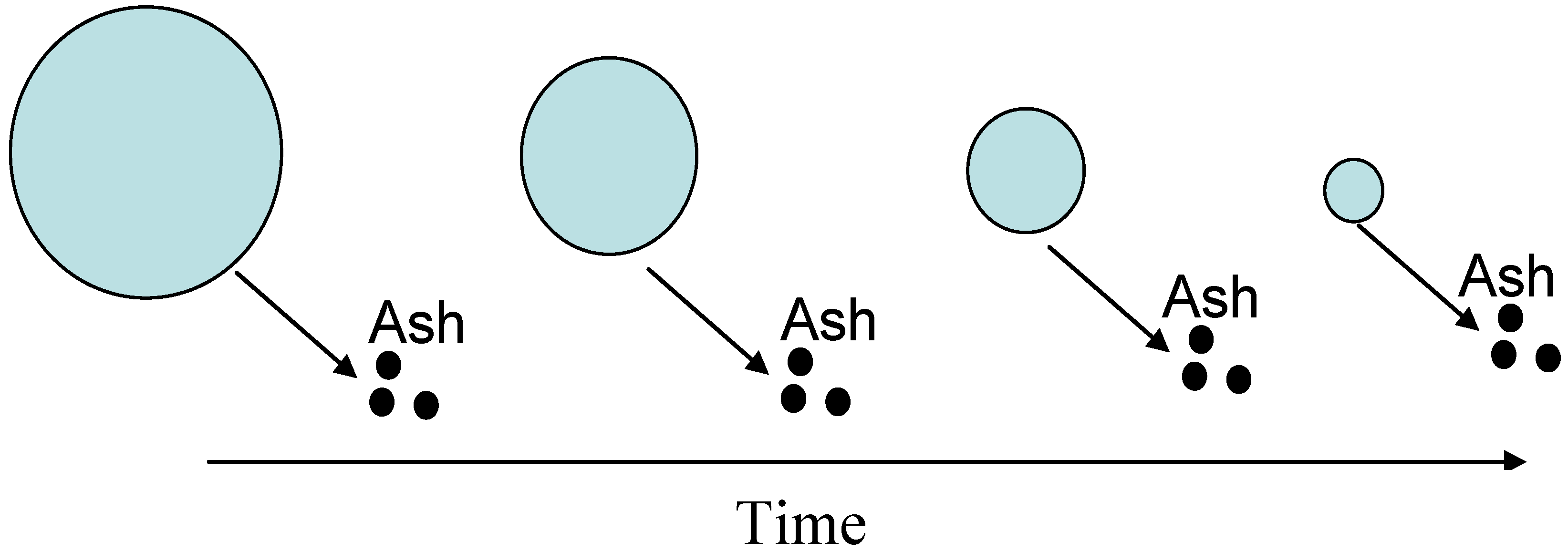
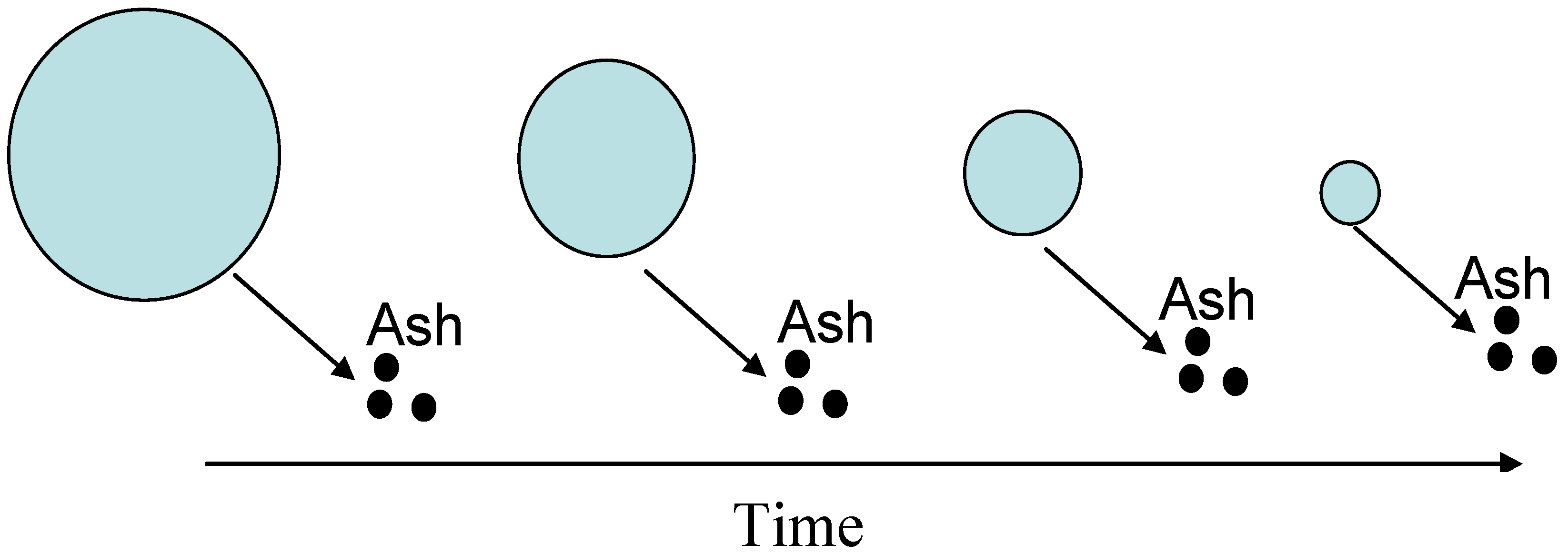
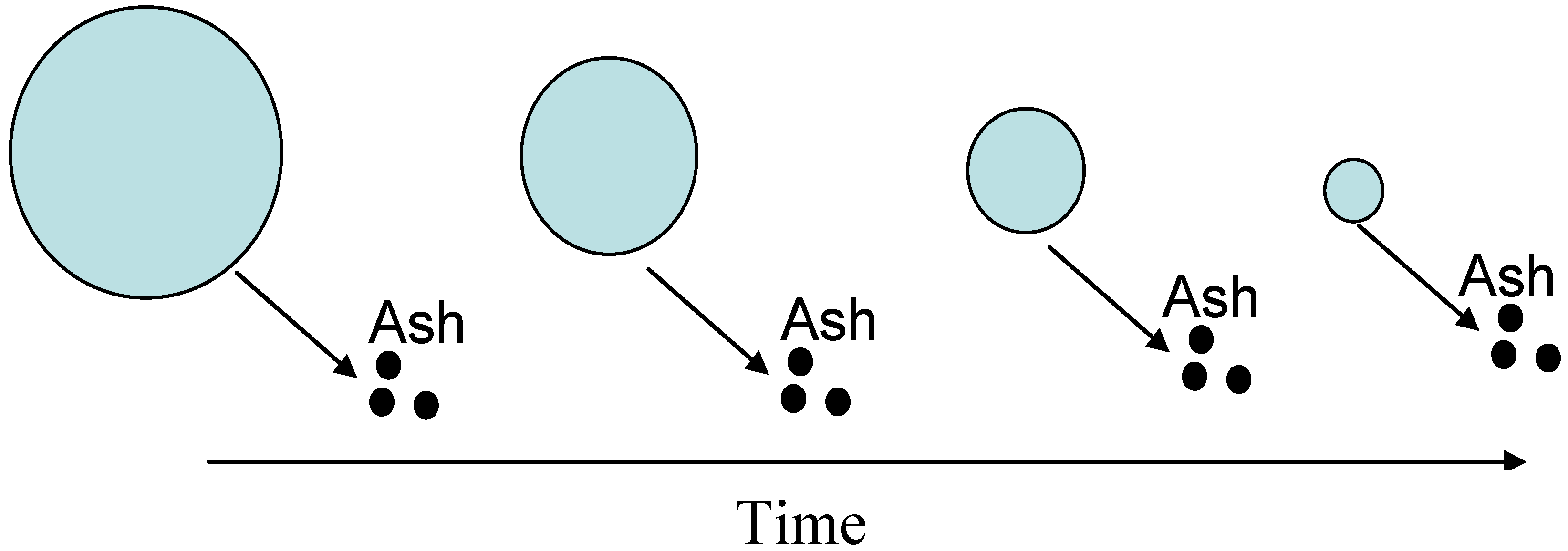
Kinetically, because of the scrubbing of the reacted layer, the burnout or conversion follows a shrinking particle as pictured in
Figure 30. The conversion time can be calculated from the equation
where:
τ is the time for complete conversion,
ρB is the Coal particle density, 2 is 1/stoichiometric coefficient for O
2,
R is the particle radius,
k is the combined kinetic and mass transfer rate constant, and
C is the concentration of O
2 [
6].
Figure 30.
Particle Time History in Circulating Fluidized Bed Riser.
Figure 30.
Particle Time History in Circulating Fluidized Bed Riser.
These units have moderate cold gas efficiencies and they accept a broad range of coals.
Typical gas compositions for thee different coals from the experimental facility are presented in
Table 9.
Table 9.
Typical gas analysis from the Transport Gasifier Pilot Plant [
11].
Table 9.
Typical gas analysis from the Transport Gasifier Pilot Plant [11].
| Coal Type | Sub bituminous | Lignite | Bituminous |
|---|
| Mode | Air | Oxygen | Air | Oxygen | Air | Oxygen |
|---|
| Pressure, atm | 30 | 30 | 30 | 30 | 30 | 30 |
| Gas Composition (Dry) | | | | | | |
| CO | 23.7 | 39.1 | 18.8 | 37.9 | 13.3 | 25.5 |
| CO2 | 7.6 | 19.9 | 11.7 | 21.8 | 13.4 | 28.6 |
| H2 | 11.8 | 36.2 | 14.8 | 37.4 | 15.7 | 41.9 |
| N2 | 54.3 | 0.1 | 53.2 | 0.1 | 55.6 | 0.1 |
| CH4 | 2.6 | 4.8 | 1.6 | 2.9 | 2.0 | 3.9 |



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}