
Effect of Annealing Temperature on the Microstructural and Mechanical Properties of Wire Rod Steel Annealed Using a Biomass Gasifier

Abstract
1. Introduction
2. Method
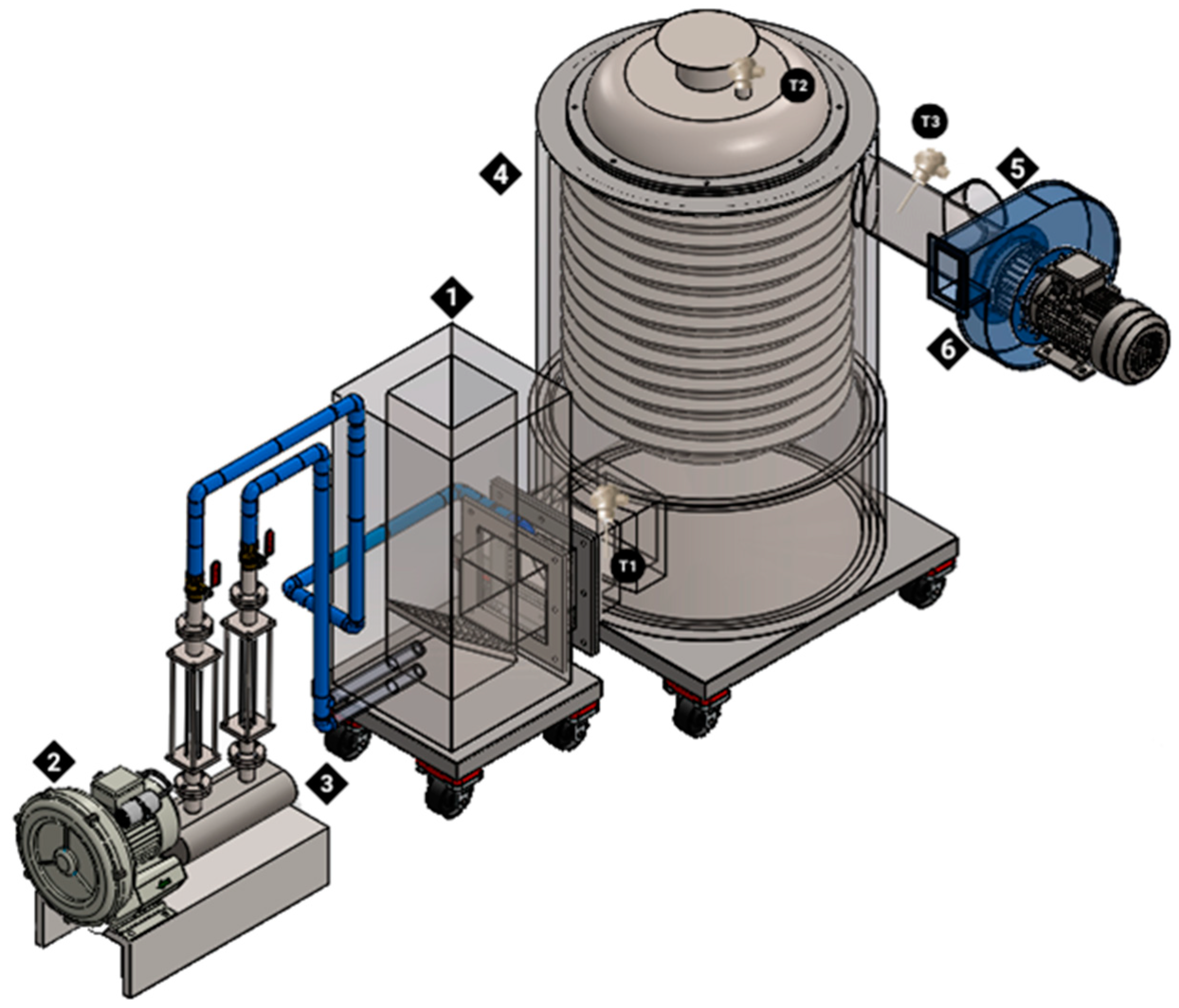
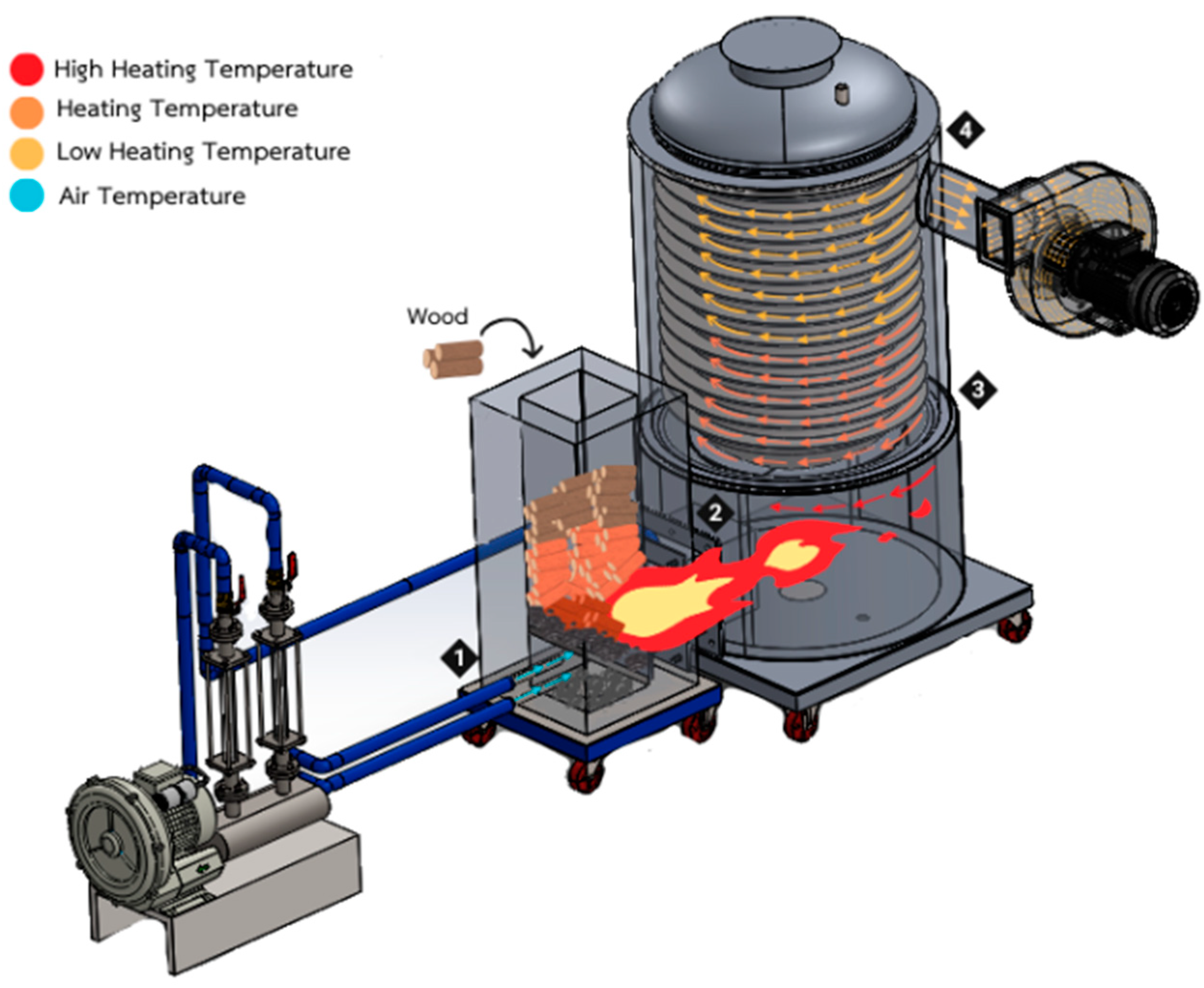
2.1. Experimental Equipment
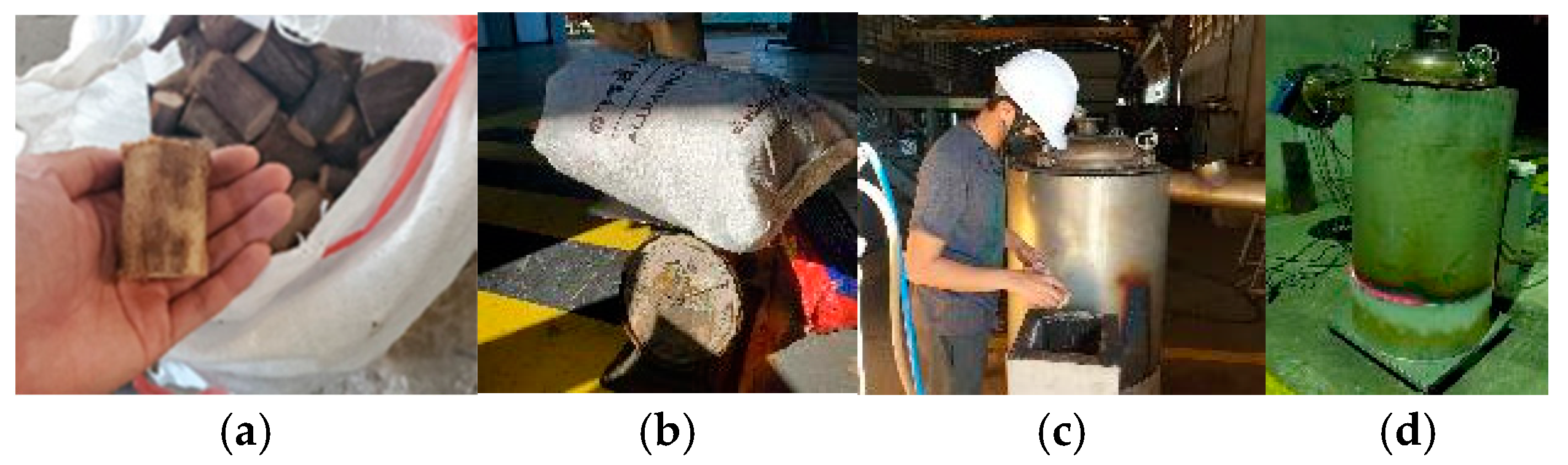
2.2. Material Method
2.3. Experimental Test
2.4. Annealing Test Procedures
3. Accuracy Analysis
4. Results and Discussion
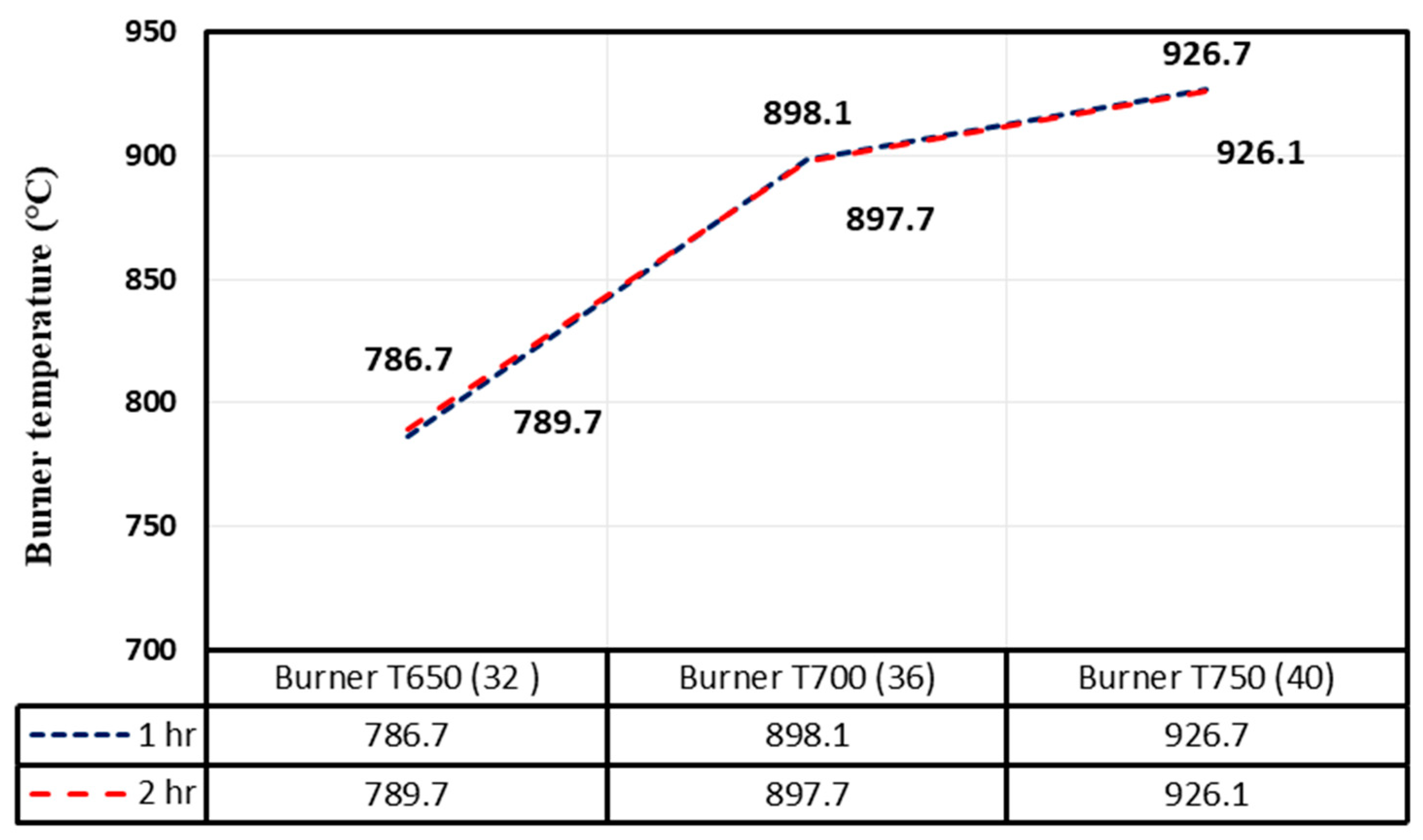
4.1. Effect of Secondary Air on Burner Temperature
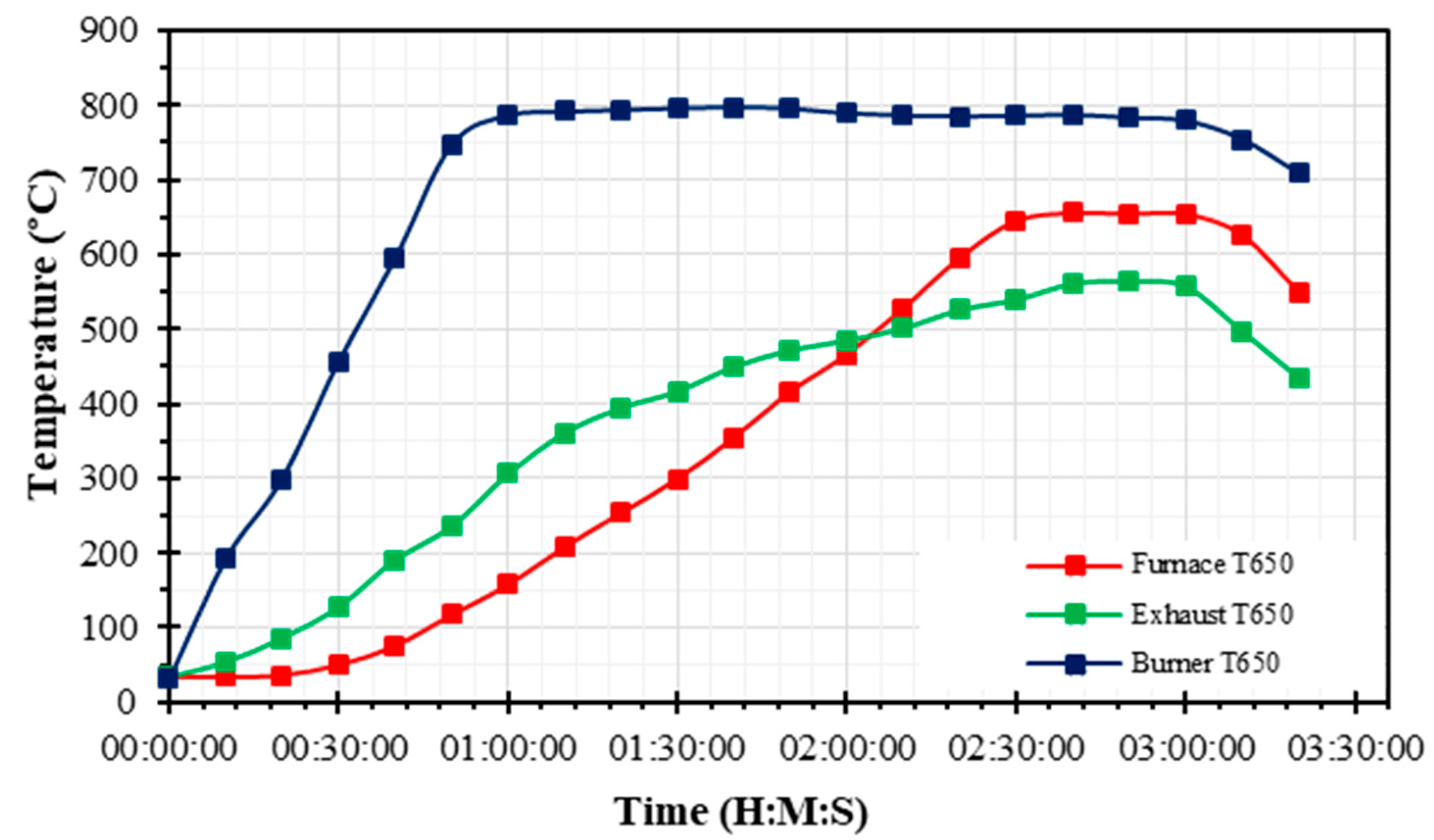
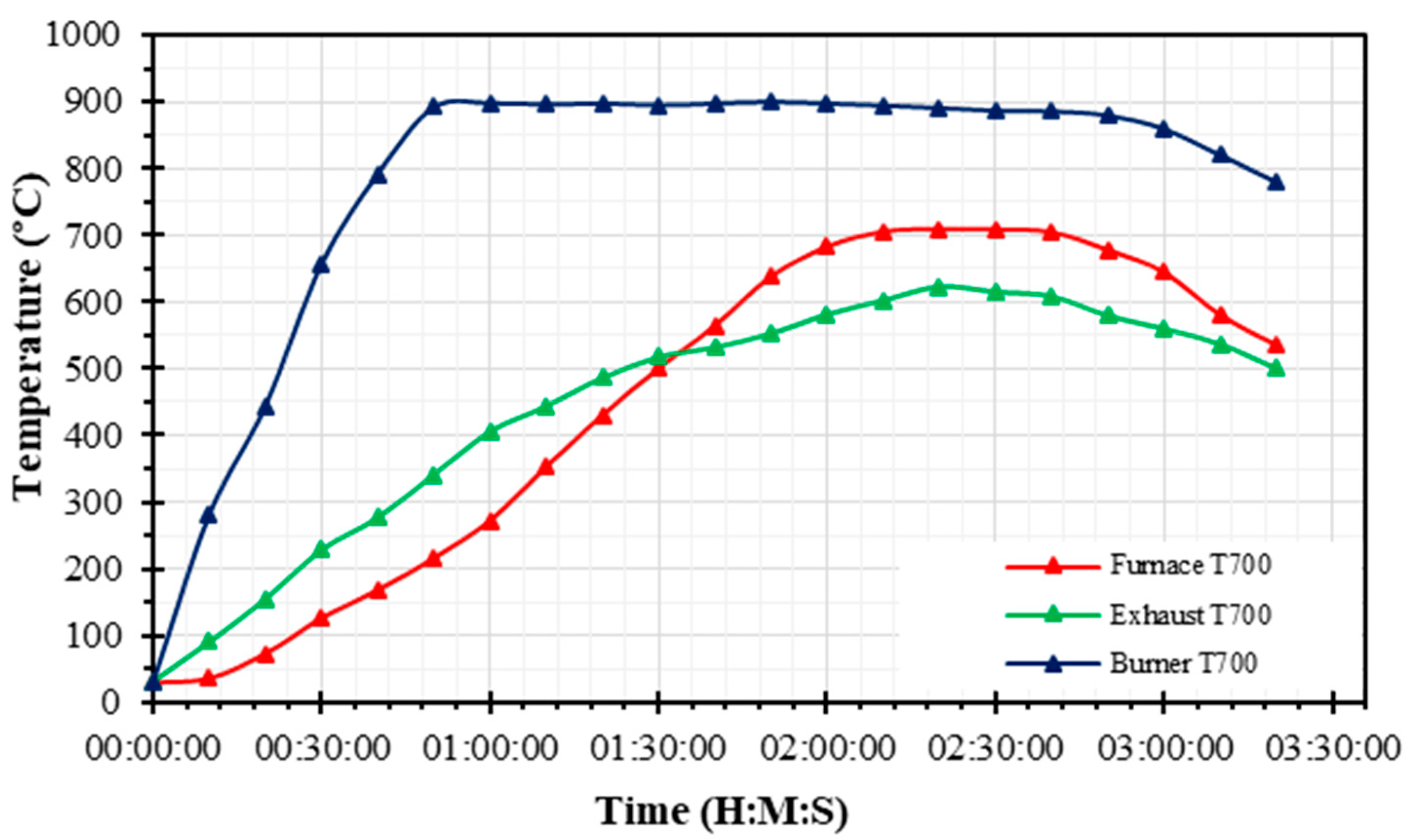
4.2. Annealing Time and Temperature Profile
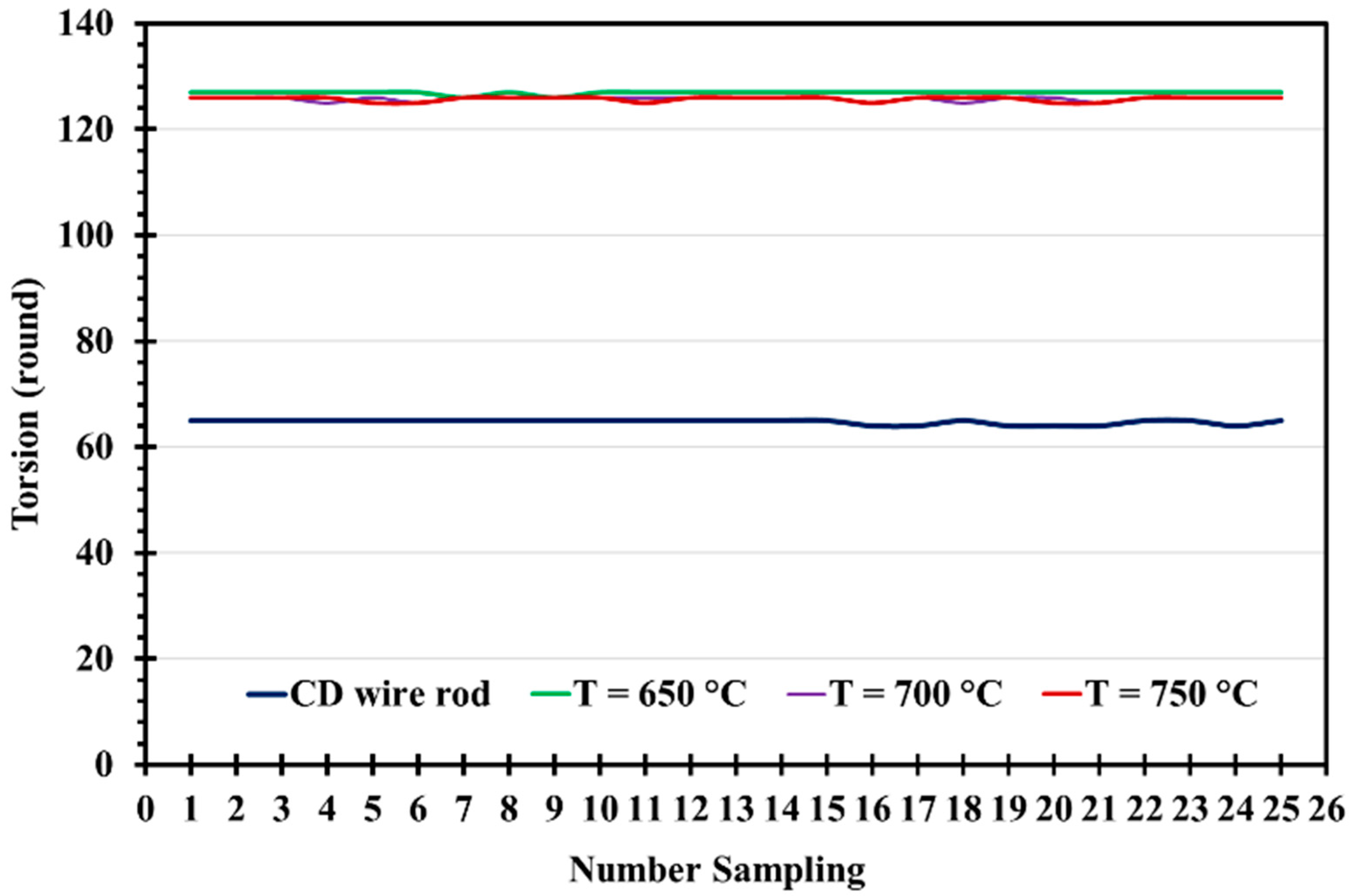
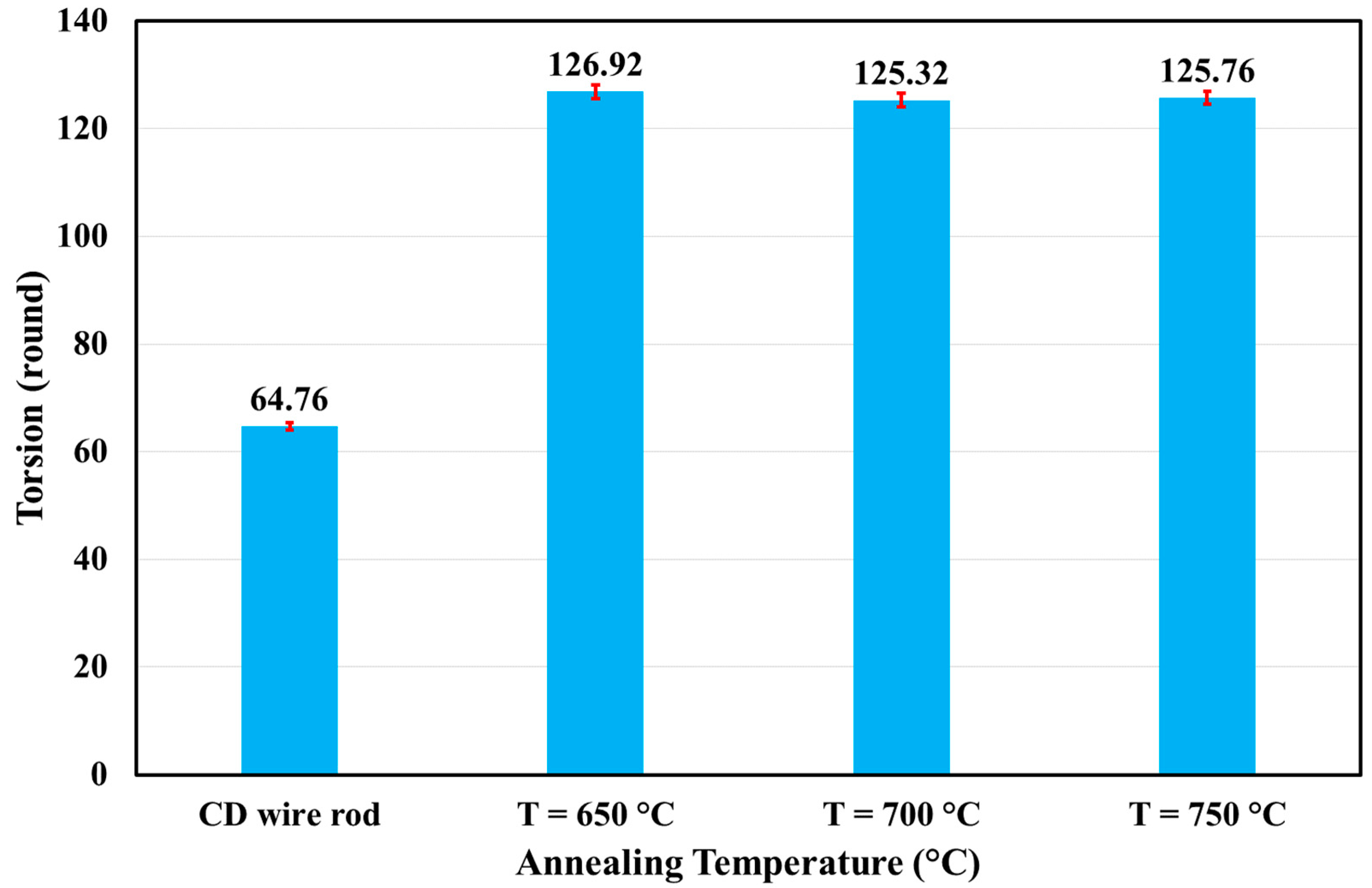
4.3. Tensile Strength and Torsion
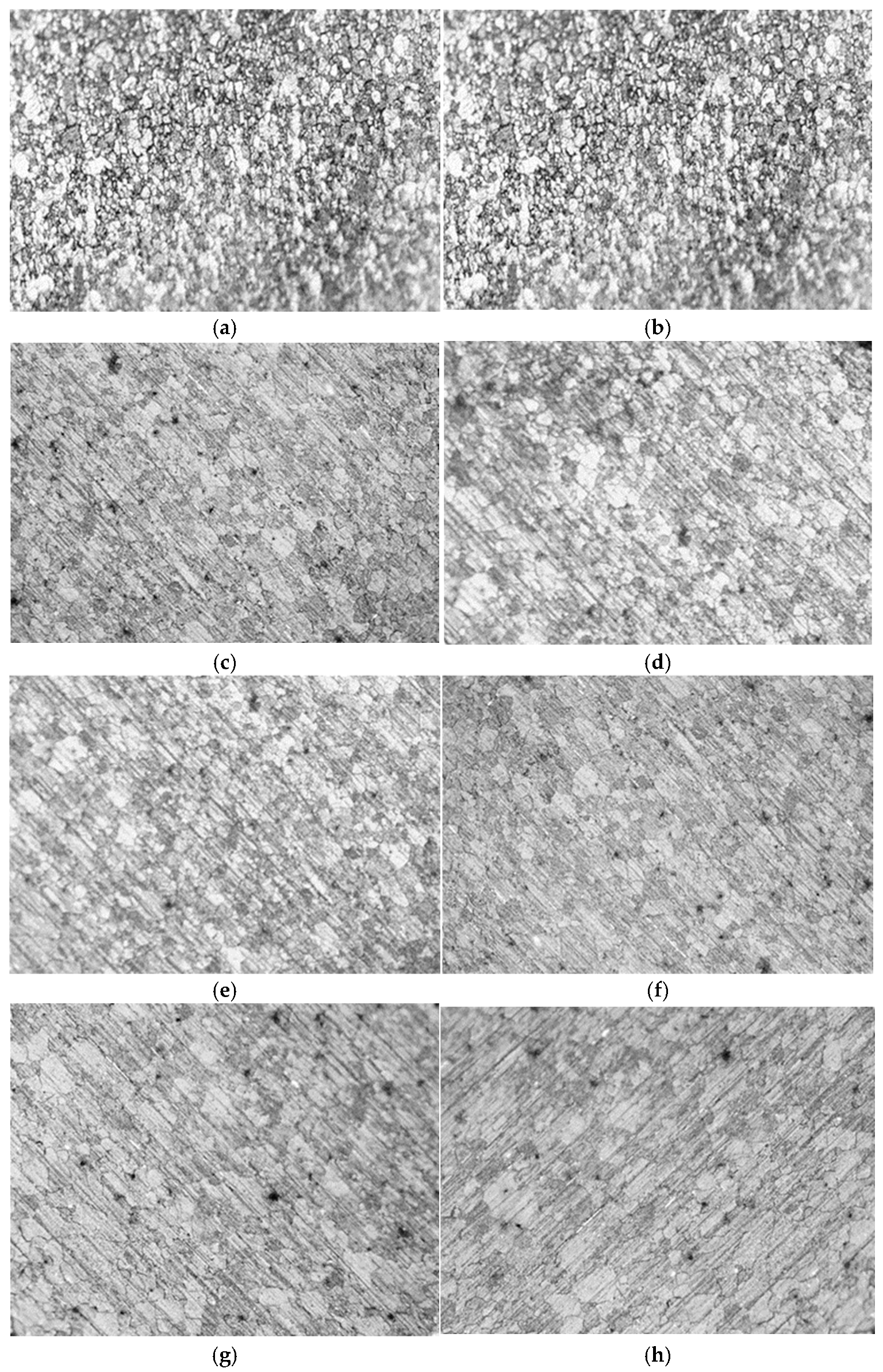
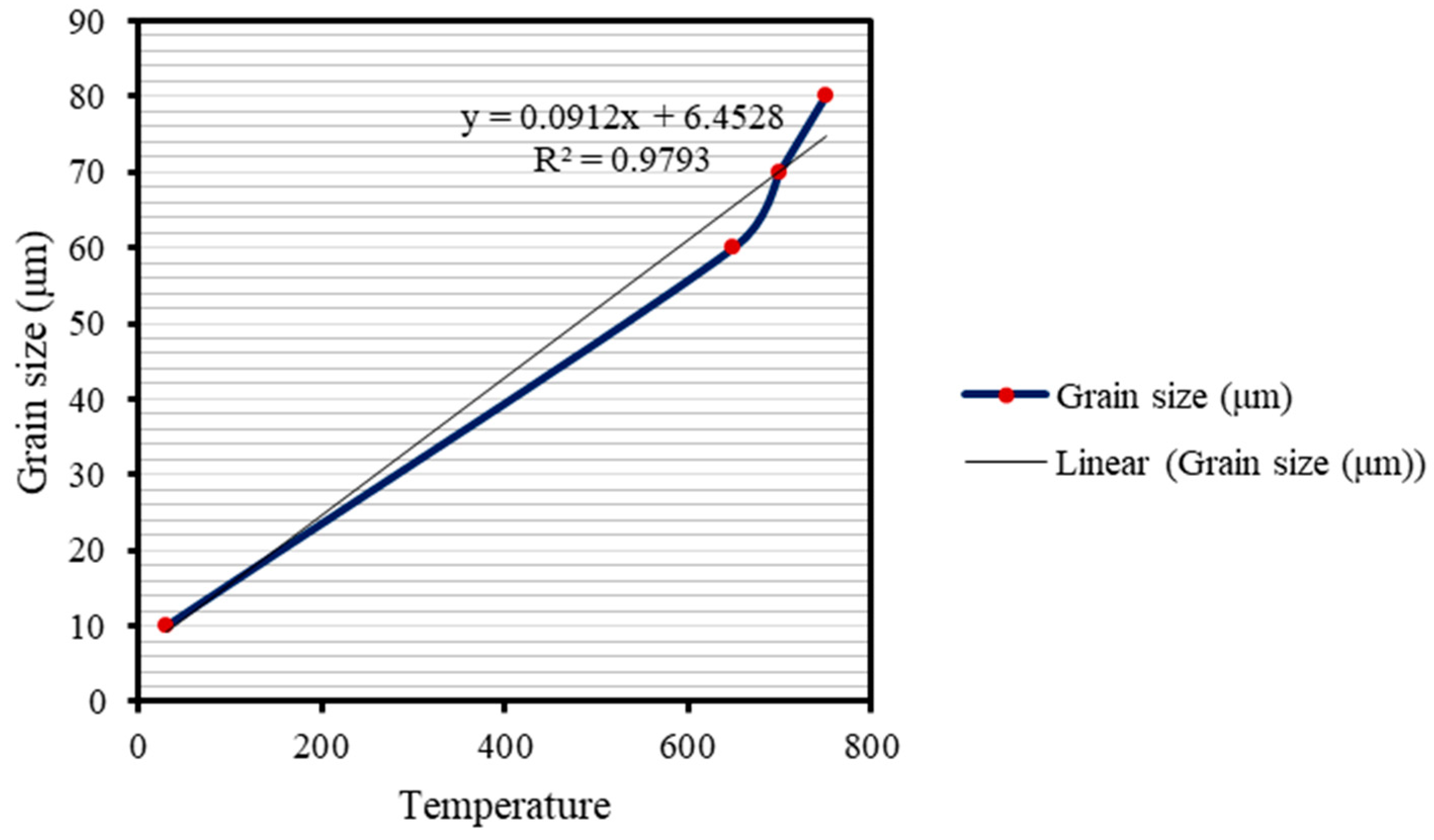
4.4. Microstructure
4.5. Economic Assessment
4.6. Biomass Energy Utilization for Heat Production
4.7. Environmental Assessment
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Sánchez de León, J.A. A mathematical model for the prediction of mechanical properties on ASTM A510/A853 cold-drawn hypoeutectoid steel wire after batch annealing. Math. Mech. Solids 2024, 29, 833–853. [Google Scholar] [CrossRef]
- Zykova, A.; Panfilov, A.; Nikolaeva, A.; Gurianov, D.; Chumaevskii, A.; Kolubaev, E.; Tarasov, S.Y. Effect of Heat Treatment on the Evolution of Structural and Phase State in Wire Electron Beam Additively Manufactured Al–12Si Alloy. Russ. Phys. J. 2024, 67, 1172–1179. [Google Scholar] [CrossRef]
- Voroshilov, D.; Sidelnikov, S.; Darmazhapov, D.; Pokshivanov, S.; Bespalov, V.; Durnopyanov, A.; Berngardt, V.; Lezhnev, S.; Motkov, M.; Voroshilova, M. Electrical wire production from al-ce-la alloy rods after electromagnetic mold and combined rolling-extrusion. J. Chem. Technol. Metall. 2025, 60, 327–336. [Google Scholar] [CrossRef]
- Oliver Reynoso, A.; Vázquez-Gómez, O.; Reyes-Calderón, F.; Vergara-Hernández, H.J.; Herrejón-Escutia, M.; Dávila-Pérez, M.I.; López-Martínez, E. Kinetics of austenite formation during continuous heating in as-cast and as-annealed conditions in a low carbon steel. Mater. Res. Express 2025, 12, 026502. [Google Scholar] [CrossRef]
- Feng, C.; Pan, G.; Yang, J. Identification of key renewable energy sectors for global energy transition based on industrial linkage analysis. Renew. Energy 2025, 245, 122651. [Google Scholar] [CrossRef]
- Singh, V.K.; Rana, R.; Singh, S.B.; Kundu, A. Effects of Temperatures of Rolling and Annealing on Microstructures and Tensile Properties of Low Carbon Ferritic Low Density Steels. ISIJ Int. 2023, 63, 930–940. [Google Scholar] [CrossRef]
- Godknows, D.; Chuanbao, L.; Guangchao, D.; Abdoulaye, B.; Kouame; Tinashe, T.; Atta, U.; Muhammad, Z.; Songgeng, L.; Liang, Z. Techno-economic analysis of small-scale ammonia production via sorption-enhanced gasification of biomass. Chem. Eng. J. 2024, 490, 151666. [Google Scholar] [CrossRef]
- Zhenting, Z.; Zefeng, G.; Yuna, M.; Mingxun, Z.; Yuqing, W.; Zenghui, H.; Fangzhou, L.; Huiyan, Z. Hydrogen-rich syngas production and insight into morphology-kinetics correlation for furfural residue steam gasification in a bubbling fluidized bed. Chem. Eng. J. 2023, 477, 147151. [Google Scholar] [CrossRef]
- Arruda Ferraz de Campos, V.; Carmo-Calado, L.; Mota-Panizio, R.; Matos, V.; Silva, V.B.; Brito, P.S.; Eusébio, D.F.L.; Tuna, C.E.; Silveira, J.L. A Waste-to-Energy Technical Approach: Syngas–Biodiesel Blend for Power Generation. Energies 2023, 16, 7384. [Google Scholar] [CrossRef]
- Perreault, P.; Boruntea, C.-R.; Dhawan Yadav, H.; Portela Soliño, I.; Kummamuru, N.B. Combined Methane Pyrolysis and Solid Carbon Gasification for Electrified CO2-Free Hydrogen and Syngas Production. Energies 2023, 16, 7316. [Google Scholar] [CrossRef]
- Diboma, B.S.; Atiotsia, V.H.; Che, L.C.; Essomba, P.B.; Bot, B.V.; Tamba, J.G. Gasification of charcoal derived from tropical wood residues in an updraft fixed bed reactor. Bioresour. Technol. Rep. 2023, 21, 101308. [Google Scholar] [CrossRef]
- Rahman, M.M.; Henriksen, U.B.; Ciolkosz, D. Startup process, safety and risk assessment of biomass gasification for off-grid rural electrification. Sci. Rep. 2023, 13, 21395. [Google Scholar] [CrossRef]
- Choukri, O.; Mohsine, E.; Taibi, S. Industrial Recycling of Scrap Copper Cables and Wires: Combining Cold and Hot Treatments for Maximum Recovery and Minimal Emissions. Arch. Foundry Eng. 2024, 2024, 153–162. [Google Scholar]
- Kieush, L.; Rieger, J.; Attrotto, R.; Sorino, A.; van der Stricht, W.; Oterdoom, H.; Heikkinen, E.P.; Dall’Osto, G.; Mapelli, C.; Mombelli, D. Roadmap for recycling practices and resource utilization in the iron and steelmaking industry: A case studies. Matériaux Tech. 2024, 112, 503. [Google Scholar]
- Unsomsri, N.; Kaewluan, S.; Tawkaew, S.; Wiriyasart, S. Characterization of palm pyrolysis oil produced from fresh palm fruit bunches with a modified downdraft biomass gasifier and burner as heat source. J. Anal. Appl. Pyrolysis 2025, 186, 106917. [Google Scholar] [CrossRef]
- Ayyadurai, S.; Muthukathan Rajendran, S.; Vijayakumar, P.; Jester Lih Jie, L.; See Hoon, L. Green circular economy of co-gasification with municipal solid waste and wood waste in a novel downdraft gasifier with rotating grate. Chem. Eng. J. 2024, 479, 147987. [Google Scholar] [CrossRef]
- Qiu, L.; Li, C.; Zhang, S.; Wang, S.; Li, B.; Cui, Z.; Tang, Y.; Hu, X. Distinct property of biochar from pyrolysis of poplar wood, bark, and leaves of the same origin. Ind. Crops Prod. 2023, 202, 117001. [Google Scholar] [CrossRef]
- Shao, S.; Ma, L.; Li, X.; Zhang, H.; Xiao, R. Preparation of activated carbon with heavy fraction of bio-oil from rape straw pyrolysis as carbon source and its performance in the aldol condensation for aviation fuel as carrier. Ind. Crops Prod. 2023, 192, 115912. [Google Scholar] [CrossRef]
- Pan, S.; Zabed, H.M.; Wei, Y.; Qi, X. Technoeconomic and environmental perspectives of biofuel production from sugarcane bagasse: Current status, challenges and future outlook. Ind. Crops Prod. 2022, 188, 115684. [Google Scholar] [CrossRef]
- Shao, S.; Sun, T.; Li, X.; Wang, Y.; Ma, L.; Liu, Z.; Wu, S. Preparation of heavy bio-oil-based porous carbon by pyrolysis gas activation and its performance in the aldol condensation for aviation fuel as catalyst carrier. Ind. Crops Prod. 2024, 218, 118963. [Google Scholar] [CrossRef]
- Premanand, G.; Jana, D.; Das, S.K. Oxidation of Ni (H2O) 6@ MoO3 to Ni2O3/MoO3 Composites by Aerial Annealing: Electrocatalytic Hydrogen Evolution. Chem.–Asian J. 2025, 20, e202401172. [Google Scholar] [PubMed]
- Weiming, H.; Ruichi, Z.; Apostolos, G.; Chuanhao, L.; Chao, H. Sequential hydrothermal carbonization and CO2 gasification of sewage sludge for improved syngas production with mitigated emissions of NOx precursors. Chem. Eng. J. 2023, 454, 140239. [Google Scholar] [CrossRef]
- Andini, A.; Aminuddin, A.; Helios, M.; Sajjakulnukit, B.; Nasir, S. Eucalyptus gasification using a multi-stage air gasifier: An experimental study. In BIO Web of Conferences; EDP Sciences: Ulis, France, 2025; Volume 159, p. 03001. [Google Scholar]
- Luo, Y.; Li, H.; Ke, H.; Zhou, P.; Corbi, O.; Corbi, I. Research on the basic mechanical properties of eucalyptus wood scrimber. Constr. Build. Mater. 2025, 467, 140366. [Google Scholar] [CrossRef]
- Unsomsri, N.; Manchit, P.; Tabrak, P.; Wiriyasart, S.; Kaewluan, S. Effect of Oxygen-Enriched Air on Flame Temperature and Emission Characteristics During Hot Producer Gas Combustion in a Modified Cross-draft Gasifier-Burner. Combust. Sci. Technol. 2024, 1–15. [Google Scholar] [CrossRef]
- Kaewluan, S.; Wiriyasart, S. Waste heat recovery from household biomass gasifier stoves (HBGSs) for thermoelectric generators: Effect of the primary air valve angle. Heat Transf. 2023, 53, 1117–1135. [Google Scholar] [CrossRef]
- Yang, W.S.; Kim, J.H.; Kim, M.J.; Yang, S.Y.; Lee, A.-Y.; Esmaeilpoor, H.; Kim, J.H.; Lee, K.S. Evolution of magnetocaloric anisotropy in gadolinium wires induced by cold drawing. J. Alloys Compd. 2025, 1014, 178657. [Google Scholar] [CrossRef]
- Chen, Y.; Hao, Z.; Li, Y.; Liu, C.; Liu, Y.; Luo, Z.; Ao, S. Enhancing Mechanical Properties: Exploring the Effect of Annealing Temperature on Wire Arc Additively Manufactured High-Strength Steel. Materials 2023, 16, 6969. [Google Scholar] [CrossRef]
- Khoshghadam-Pireyousefan, M.; Javidani, M.; Maltais, A.; Lévesque, J.; Chen, X.-G. Effect of Post-annealing on Mechanical Properties and Microstructural Evolution of Ultrafine Grained Hypoeutectic Al-Si Conductor Wires. In TMS Annual Meeting & Exhibition; Springer: Berlin/Heidelberg, Germany, 2025; pp. 171–178. [Google Scholar]
- Ma, G.; Sheng, J.; Gao, Y.; Tuo, L.; Li, Y.; La, P. Effect of Annealing Temperature on Microstructure and Mechanical Properties of 00Cr21CuTi Stainless Steel Cold-Rolled Sheets. Metals 2024, 14, 1367. [Google Scholar] [CrossRef]
- Gao, X.; Gao, G.; Li, Z.; Li, X.; Yan, L.; Zhang, Y.; Xiong, B. The effect of different preparation methods on the microstructure and mechanical properties of Al-Zn-Mg-Cu alloy wire. J. Phys. Conf. Ser. 2025, 2954, 012094. [Google Scholar]
- Gavariev, R.; Gavarieva, K.; Kirsanov, A. To the Question of Manufacturing Wire for Cold Bulk Metal Forming: A Review. In International Conference on Industrial Engineering; Springer: Berlin/Heidelberg, Germany, 2024; pp. 829–839. [Google Scholar]
- Peng, J.; Zhang, T.; Xu, L.; Chen, G.; Hu, D.; Zhu, Z.; Ma, J.; Sindo, K. Effect of C-Mn-Cu on microstructure and properties of wire arc additive manufacturing of high-manganese steels. Mater. Sci. Technol. 2024, 40, 1202–1218. [Google Scholar]




{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Instrument | Accuracy (%) |
|---|---|
| Thermocouple type K (°C) | 0.1 |
| Universal testing machines | 0.3–1 |
| Data logger (°C) | 0.01 |
| Rotameter (m3/h) | 1.6–5 |
| AT (°C) | PA (m3/h) | SA (m3/h) | GT (°C) | BT (°C) | O2 (%Vol) | CO (ppm) | NOX (ppm) |
|---|---|---|---|---|---|---|---|
| 650 | 20 | 32 | 800.7 | 800 | 3.9 | 219 | 180 |
| 700 | 36 | 801.4 | 900 | 4.05 | 226 | 186 | |
| 750 | 40 | 802.6 | 950 | 4.15 | 229 | 189 |
| Items | Units | |
|---|---|---|
| Heating gas annealing furnace | ||
| Thermal energy | 628.2 | kWh |
| CNG | ||
| CNG heating value | 52.3 | MJ/kg |
| CNG price | 12.74 | THB/kg |
| CNG consumption rate * | 140.59 | kg/h |
| CNG cost | 1791.11 | THB |
| LPG | ||
| LPG heating value | 45.5 | MJ/kg |
| LPG price | 18.13 | THB/kg |
| LPG consumption rate * | 132.61 | kg/h |
| LPG cost | 2404.22 | THB |
| Gasifier annealing furnace | ||
| Gasifier thermal capacity | 1 | MW |
| Biomass energy input | 316.83 | kWh |
| Eucalyptus wood heating value | 18.72 | MJ/kg |
| Eucalyptus wood price | 3 | THB/kg |
| Biomass consumption rate * | 30 | kg/h |
| Biomass cost | 600 | THB |
| Fuel cost savings from CNG | 1191.11 | THB |
| Fuel cost savings from LPG | 1804.22 | THB |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chootapa, P.; Wiriyasart, S.; Kaewluan, S. Effect of Annealing Temperature on the Microstructural and Mechanical Properties of Wire Rod Steel Annealed Using a Biomass Gasifier. Energies 2025, 18, 1912. https://doi.org/10.3390/en18081912
Chootapa P, Wiriyasart S, Kaewluan S. Effect of Annealing Temperature on the Microstructural and Mechanical Properties of Wire Rod Steel Annealed Using a Biomass Gasifier. Energies. 2025; 18(8):1912. https://doi.org/10.3390/en18081912
Chicago/Turabian StyleChootapa, Pathompong, Songkran Wiriyasart, and Sommas Kaewluan. 2025. "Effect of Annealing Temperature on the Microstructural and Mechanical Properties of Wire Rod Steel Annealed Using a Biomass Gasifier" Energies 18, no. 8: 1912. https://doi.org/10.3390/en18081912
APA StyleChootapa, P., Wiriyasart, S., & Kaewluan, S. (2025). Effect of Annealing Temperature on the Microstructural and Mechanical Properties of Wire Rod Steel Annealed Using a Biomass Gasifier. Energies, 18(8), 1912. https://doi.org/10.3390/en18081912