
Generation Characteristics of Gas Products in Fluidized Bed Gasification of Wood Pellets Under Oxygen-Enriched Conditions and Their Effects on Methanol Synthesis




Abstract
1. Introduction
2. Experimental Section
2.1. Materials
2.2. Experimental Apparatus
2.3. Experimental Methods
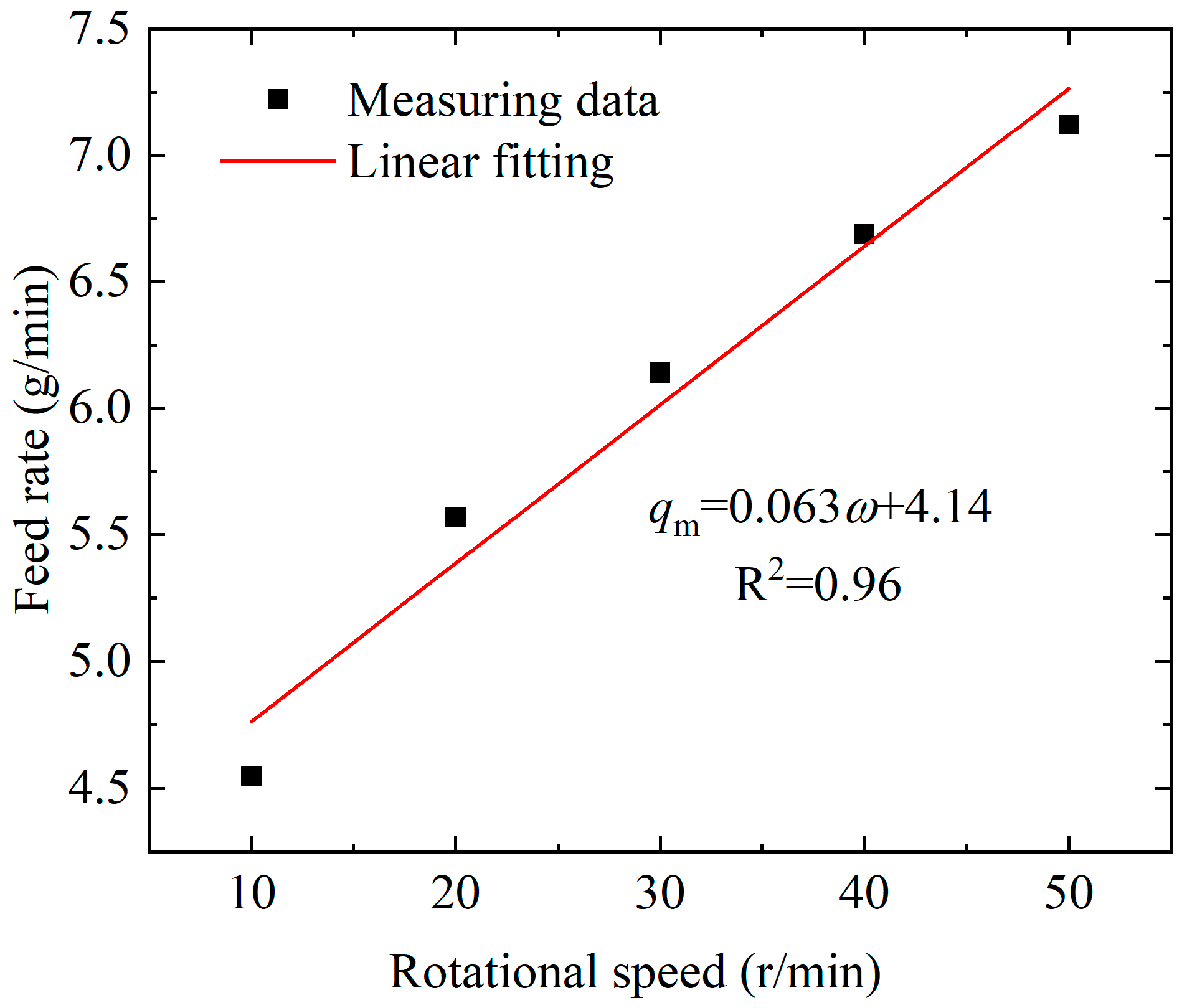
2.4. Relationship Between Feed Rate and Rotational Speed of Screw Feeder
2.5. Data Analysis
3. Results and Discussions
3.1. Effects of Equivalence Ratio
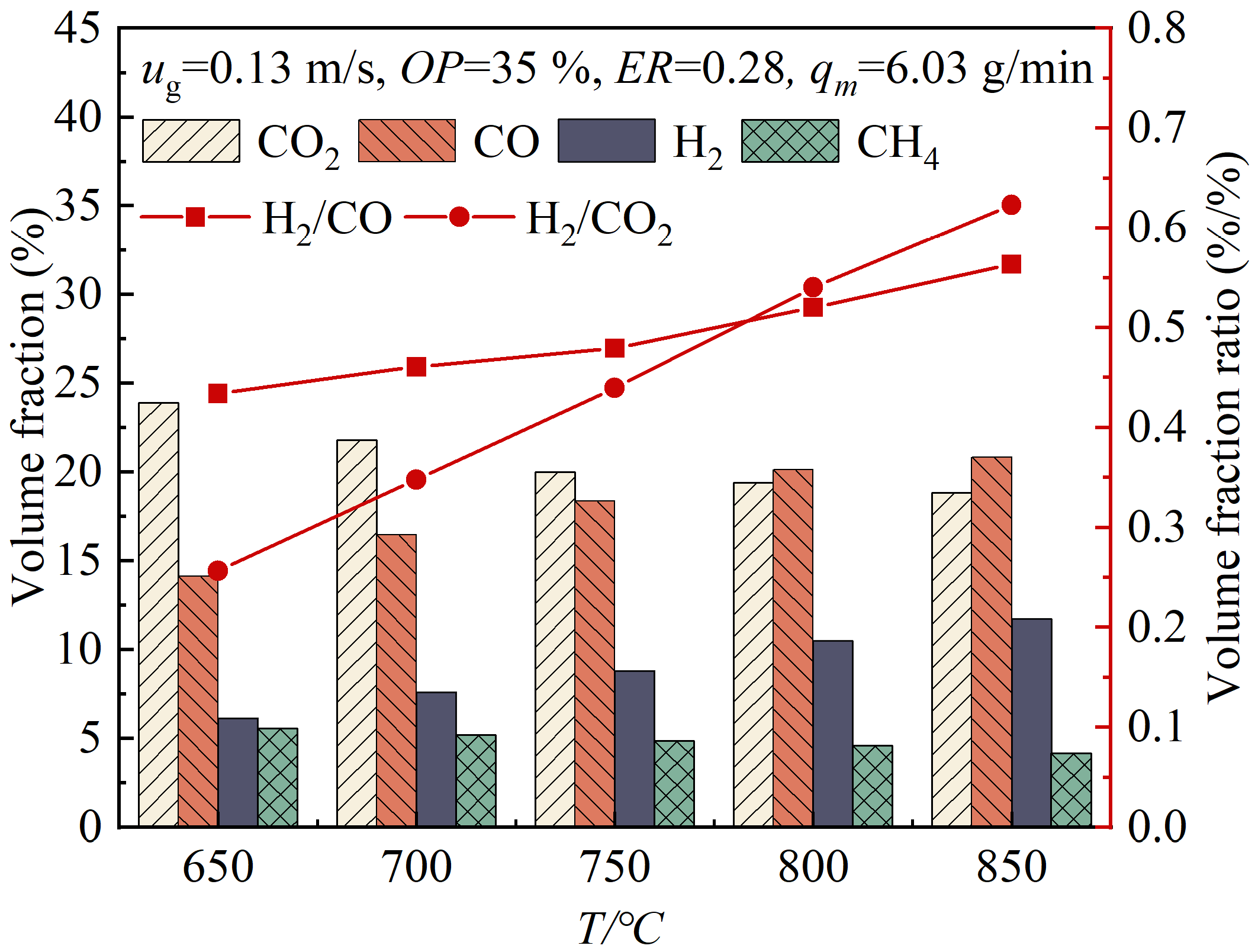
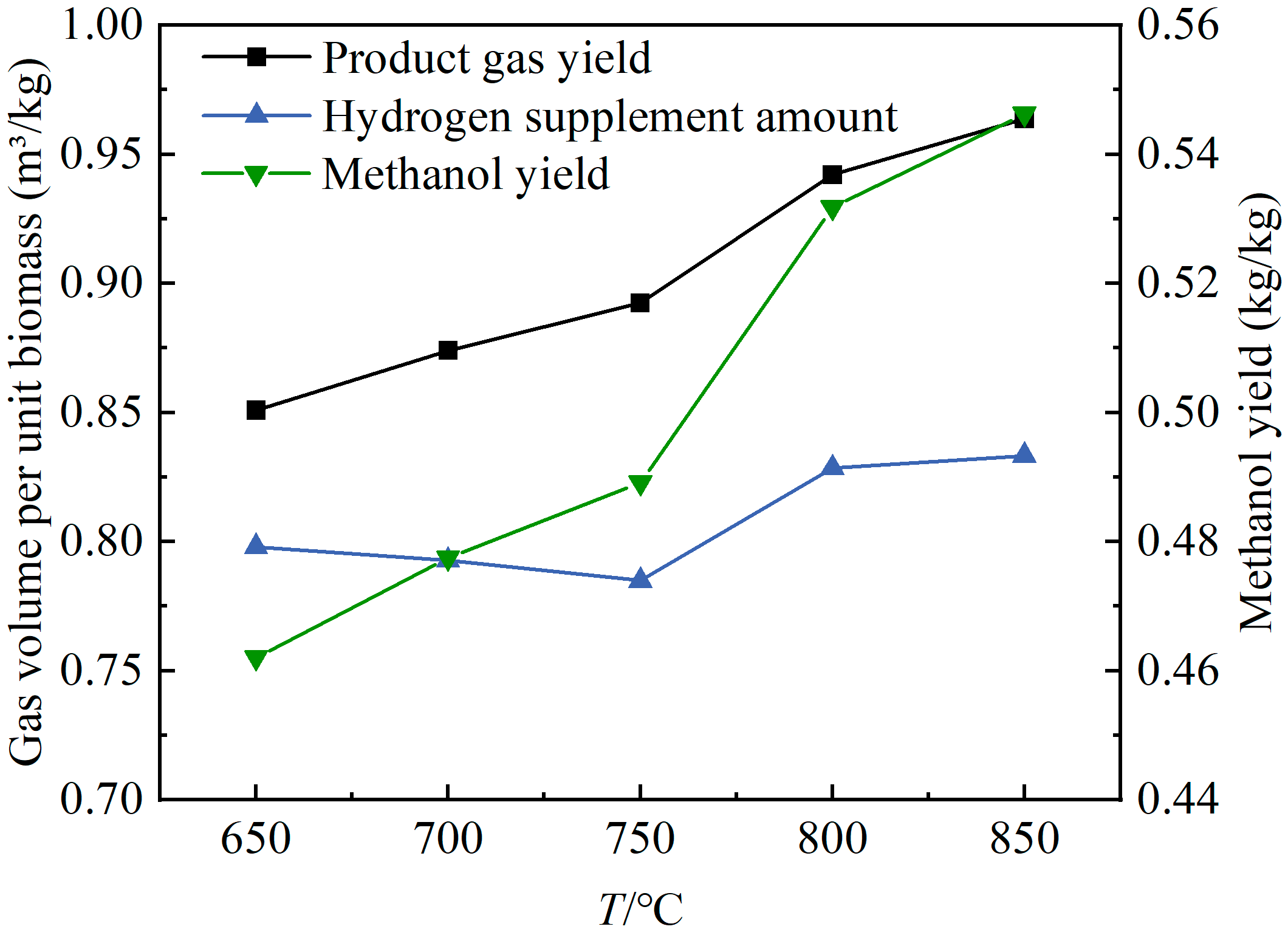
3.2. Effects of Gasifier Temperature
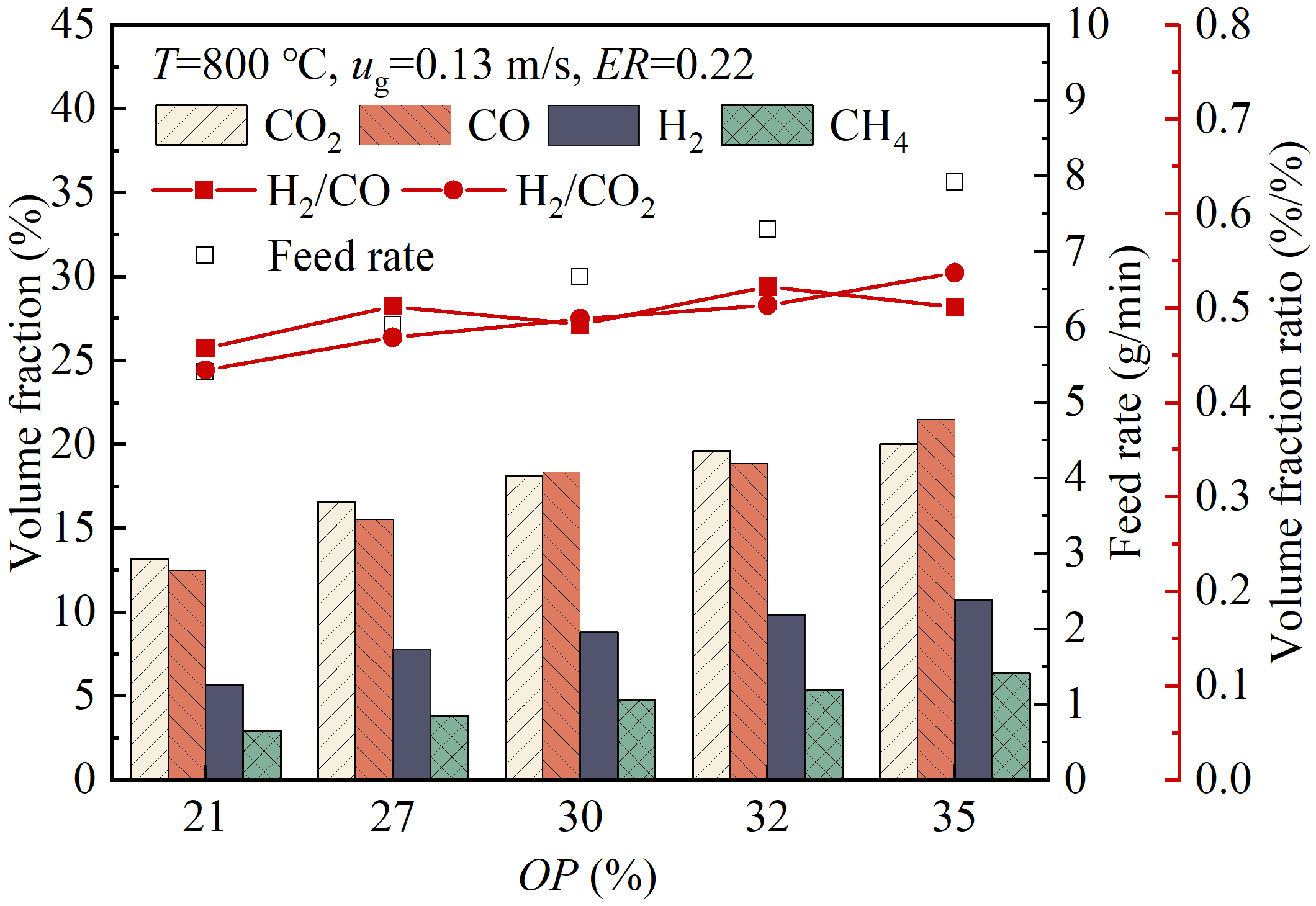
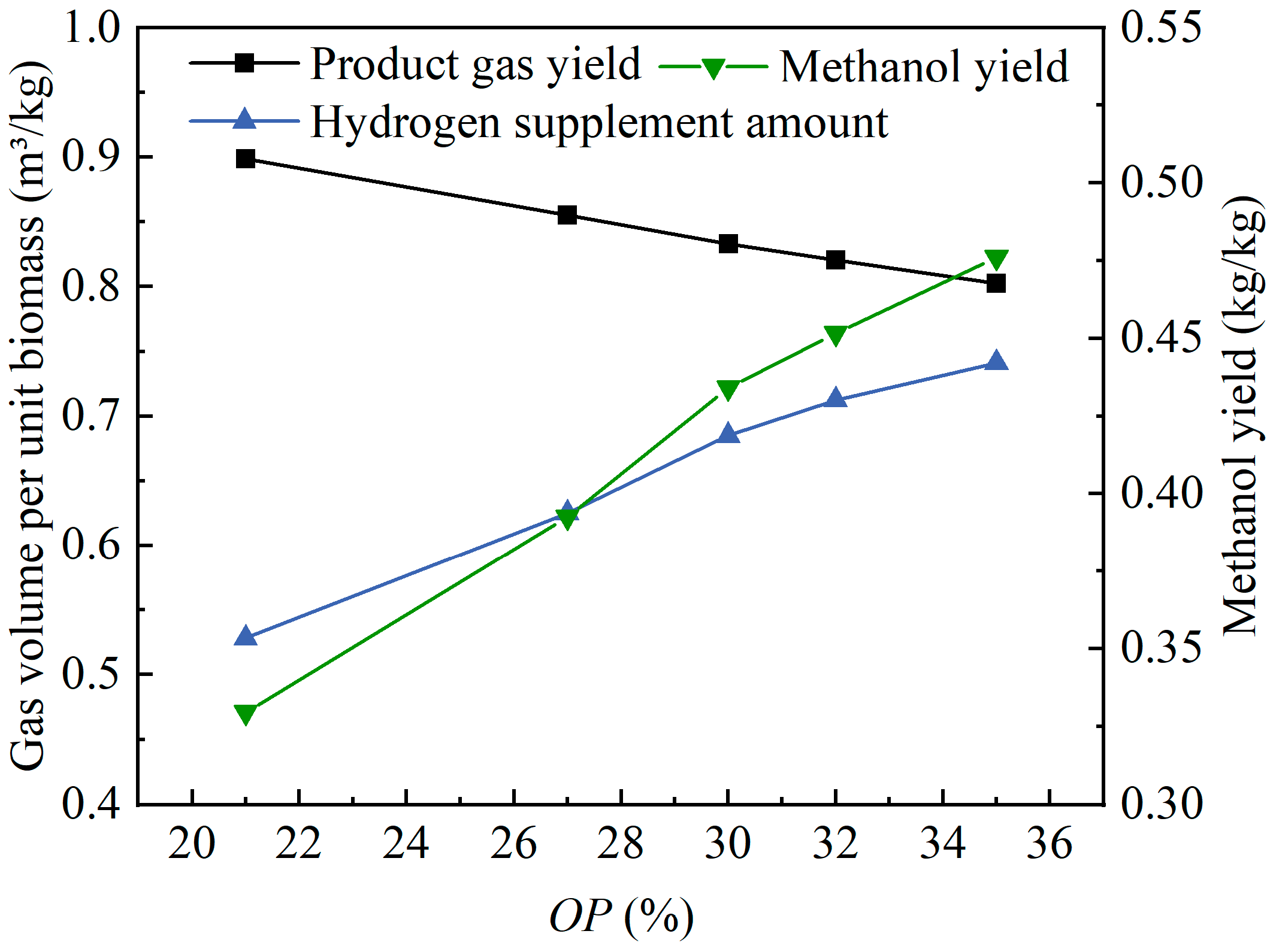
3.3. The Effects of the Oxygen Percentage in the Oxygen-Enriched Air
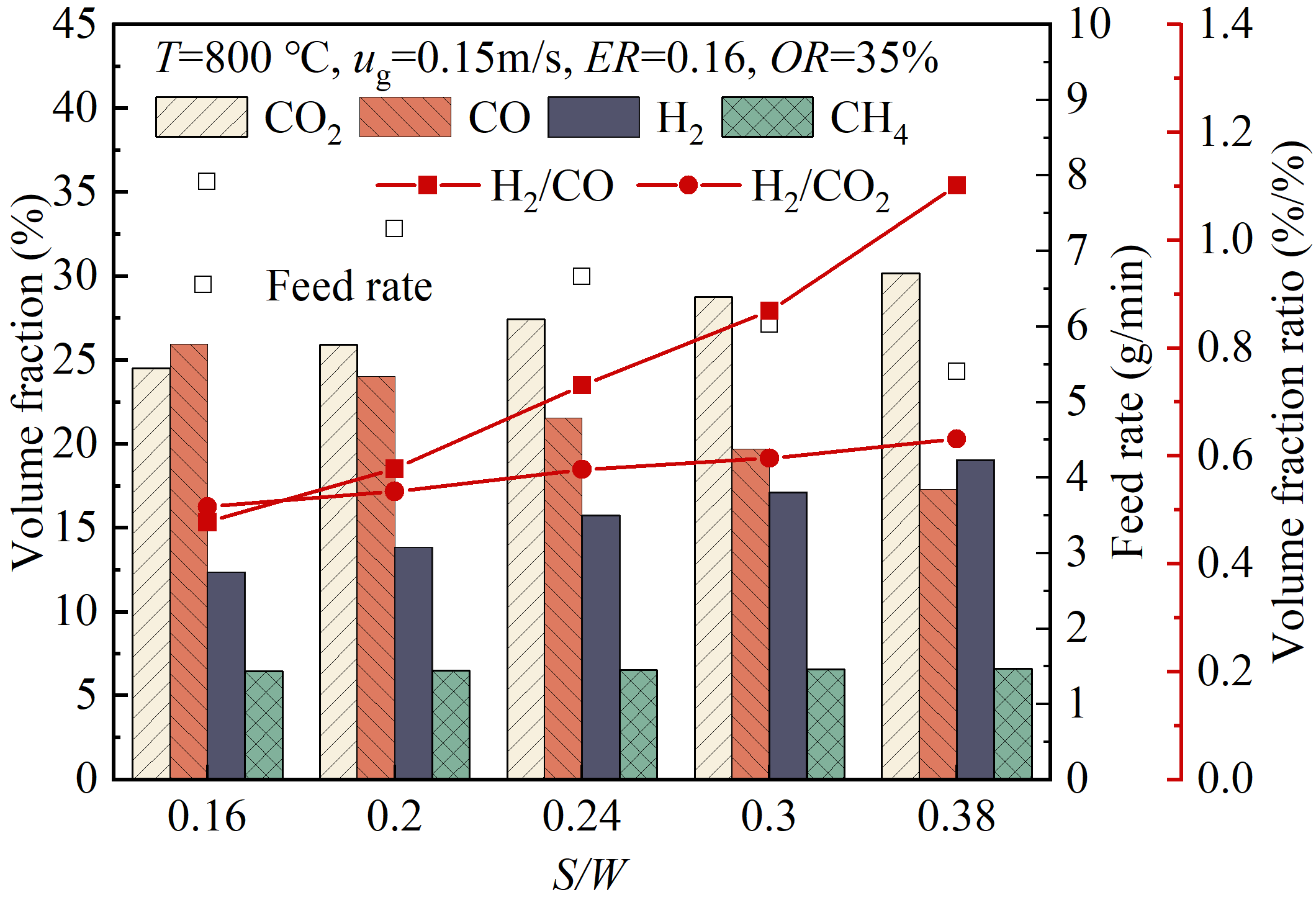
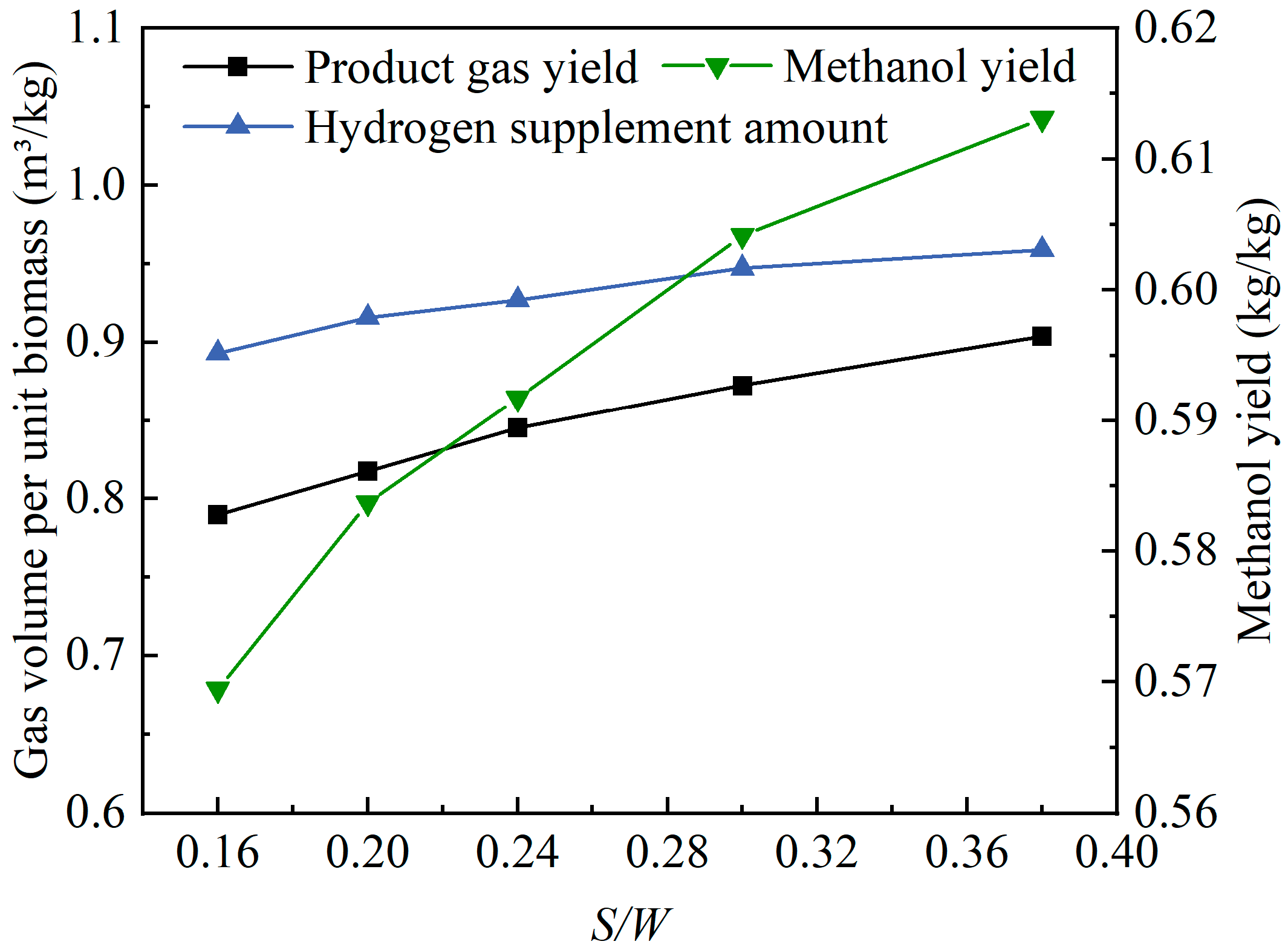
3.4. Effects of S/W Value
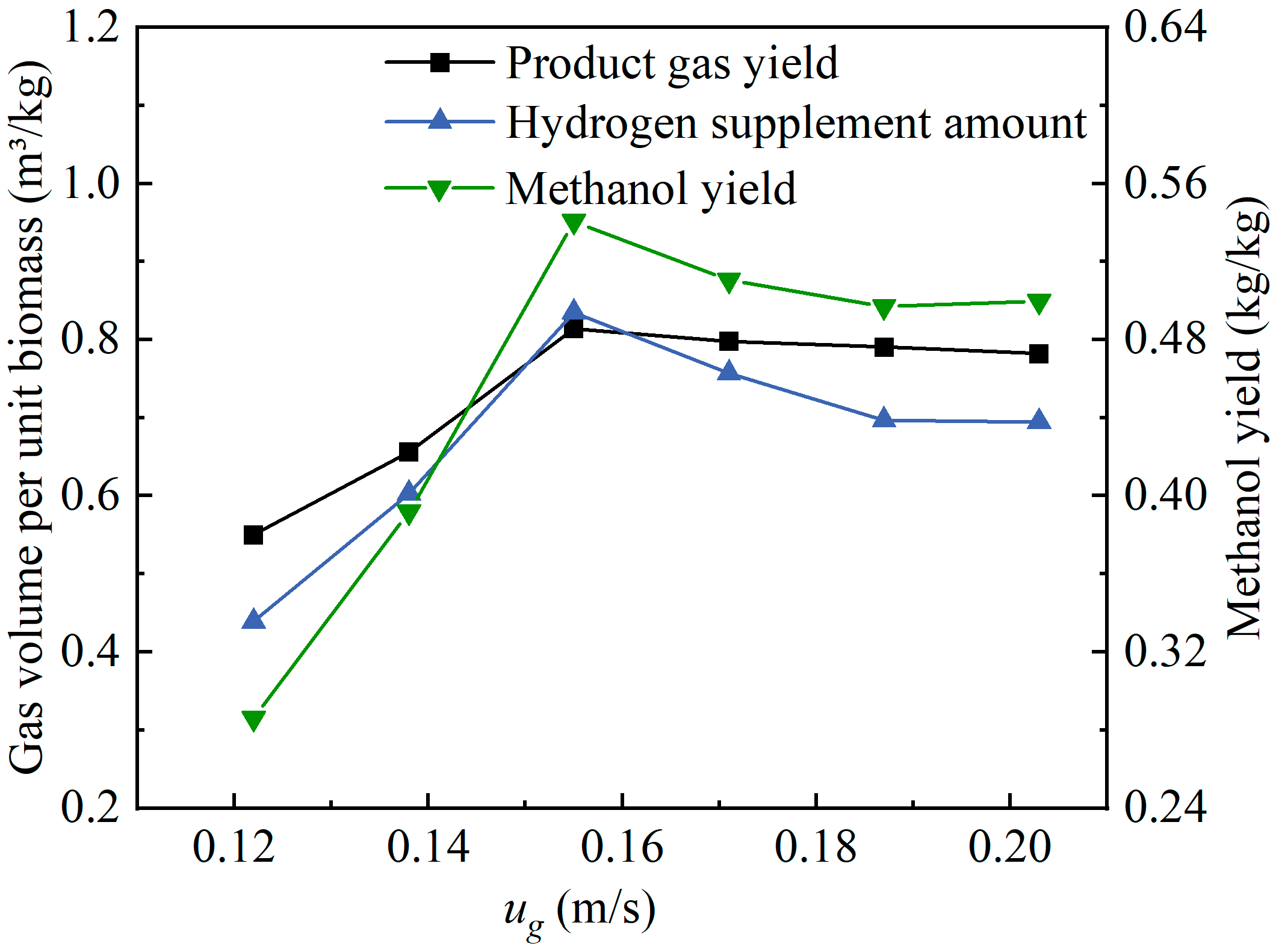
3.5. Effects of Fluidization Velocity
3.6. Effects of Bed Materials
4. Conclusions
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Horvath, S.; Fasihi, M.; Breyer, C. Techno-economic analysis of a decarbonized shipping sector: Technology suggestions for a fleet in 2030 and 2040. Energy Convers. Manag. 2018, 164, 230–241. [Google Scholar] [CrossRef]
- Verhelst, S.; Turner, J.W.G.; Sileghem, L.; Vancoillie, J. Methanol as a fuel for internal combustion engines. Prog. Energy Combust. Sci. 2019, 70, 43–88. [Google Scholar] [CrossRef]
- Li, C.; Jia, T.; Wang, H.; Wang, X.; Negnevitsky, M.; Hu, Y.-j.; Zhao, G.; Wang, L. Assessing the prospect of deploying green methanol vehicles in China from energy, environmental and economic perspectives. Energy 2023, 263, 125967. [Google Scholar] [CrossRef]
- McKinlay, C.J.; Turnock, S.R.; Hudson, D.A. Route to zero emission shipping: Hydrogen, ammonia or methanol? Int. J. Hydrogen Energy 2021, 46, 28282–28297. [Google Scholar] [CrossRef]
- Methanol and Shipping; Longspur Research: London, UK, 2023.
- Galimova, T.; Fasihi, M.; Bogdanov, D.; Lopez, G.; Breyer, C. Analysis of green e-methanol supply costs: Domestic production in Europe versus imports via pipeline and sea shipping. Renew. Energy 2025, 241, 122336. [Google Scholar] [CrossRef]
- Bobadilla, L.F.; Azancot, L.; González-Castaño, M.; Ruíz-López, E.; Pastor-Pérez, L.; Durán-Olivencia, F.J.; Ye, R.; Chong, K.; Blanco-Sánchez, P.H.; Wu, Z.; et al. Biomass gasification, catalytic technologies and energy integration for production of circular methanol: New horizons for industry decarbonisation. J. Environ. Sci. 2024, 140, 306–318. [Google Scholar] [CrossRef] [PubMed]
- Maimaiti, S.; Gu, Y.; Chen, Q.; Tang, Z. Prospective life cycle environmental impact assessment of renewable energy-based methanol production system: A case study in China. J. Clean. Prod. 2023, 425, 139002. [Google Scholar] [CrossRef]
- Liu, H.; Tang, Y.; Ma, X.; Tang, J.; Yue, W. Biomass gasification based on sorption-enhanced hydrogen production coupled with carbon utilization to produce tunable syngas for methanol synthesis. Energy Convers. Manag. 2024, 309, 118428. [Google Scholar] [CrossRef]
- Im-orb, K.; Arpornwichanop, A. Process and sustainability analyses of the integrated biomass pyrolysis, gasification, and methanol synthesis process for methanol production. Energy 2020, 193, 116788. [Google Scholar] [CrossRef]
- Puig-Gamero, M.; Argudo-Santamaria, J.; Valverde, J.L.; Sánchez, P.; Sanchez-Silva, L. Three integrated process simulation using aspen plus®: Pine gasification, syngas cleaning and methanol synthesis. Energy Convers. Manag. 2018, 177, 416–427. [Google Scholar] [CrossRef]
- Albarelli, J.Q.; Onorati, S.; Caliandro, P.; Peduzzi, E.; Meireles, M.A.A.; Marechal, F.; Ensinas, A.V. Multi-objective optimization of a sugarcane biorefinery for integrated ethanol and methanol production. Energy 2017, 138, 1281–1290. [Google Scholar] [CrossRef]
- Liu, H.; Tang, Y.; Ma, X.; Tang, J.; Yue, W.; Chen, W.; Sun, Z.; Deng, J. Red mud enhanced biomass gasification to produce syngas: Mechanism, simulation and economic evaluation. Chem. Eng. J. 2024, 499, 156208. [Google Scholar] [CrossRef]
- Pinto, F.; André, R.; Miranda, M.; Neves, D.; Varela, F.; Santos, J. Effect of gasification agent on co-gasification of rice production wastes mixtures. Fuel 2016, 180, 407–416. [Google Scholar] [CrossRef]
- Shen, Y. Biomass pretreatment for steam gasification toward H2-rich syngas production—An overview. Int. J. Hydrogen Energy 2024, 66, 90–102. [Google Scholar] [CrossRef]
- Pala, L.P.R.; Wang, Q.; Kolb, G.; Hessel, V. Steam gasification of biomass with subsequent syngas adjustment using shift reaction for syngas production: An Aspen Plus model. Renew. Energy 2017, 101, 484–492. [Google Scholar] [CrossRef]
- Li, Y.; Williams, P.T. Catalytic steam reforming of waste tire pyrolysis volatiles using a tire char catalyst for high yield hydrogen-rich syngas. Fuel Process. Technol. 2024, 265, 108150. [Google Scholar] [CrossRef]
- Shayan, E.; Zare, V.; Mirzaee, I. Hydrogen production from biomass gasification; a theoretical comparison of using different gasification agents. Energy Convers. Manag. 2018, 159, 30–41. [Google Scholar] [CrossRef]
- Gao, N.; Zhu, K.; Fang, S.; Deng, L.; Lin, Y.; Huang, Z.; Li, J.; Huang, H. A Numerical Simulation and Experimental Study of Fluidization Characteristics of a Bubbling Fluidized Bed in Biomass Gasification. Energies 2024, 17, 2302. [Google Scholar] [CrossRef]
- Lu, Q.; Yuan, S.; Liu, C.; Zhang, T.; Xie, X.; Deng, X.; He, R. A Fe-Ca/SiO2 catalyst for efficient production of light aromatics from catalytic pyrolysis of biomass. Fuel 2020, 279, 118500. [Google Scholar] [CrossRef]
- Zhang, B.; Zhang, L.; Yang, Z.; Yan, Y.; Pu, G.; Guo, M. Hydrogen-rich gas production from wet biomass steam gasification with CaO/MgO. Int. J. Hydrogen Energy 2015, 40, 8816–8823. [Google Scholar] [CrossRef]
- Varjani, S. Efficient removal of tar employing dolomite catalyst in gasification: Challenges and opportunities. Sci. Total Environ. 2022, 836, 155721. [Google Scholar] [CrossRef] [PubMed]
- Pang, Y.; Yang, C.; Wu, Y.; Chen, Y.; Li, H. Study on counter-flow steam gasification characteristics of biochar with Fe2O3/CaO in-situ catalysis in fixed bed. Appl. Energy 2022, 326, 120046. [Google Scholar] [CrossRef]
- Jin, F.; Sun, H.; Wu, C.; Ling, H.; Jiang, Y.; Williams, P.T.; Huang, J. Effect of calcium addition on Mg-AlOx supported Ni catalysts for hydrogen production from pyrolysis-gasification of biomass. Catal. Today 2018, 309, 2–10. [Google Scholar] [CrossRef]
- Sikarwar, V.S.; Zhao, M.; Clough, P.; Yao, J.G.; Zhong, X.; Memon, M.Z.; Shah, N.; Anthony, E.J.; Fennell, P.S. An overview of advances in biomass gasification. Energy Environ. Sci. 2016, 9, 2939–2977. [Google Scholar] [CrossRef]
- Schmid, M.; Beirow, M.; Schweitzer, D.; Waizmann, G.; Spörl, R.; Scheffknecht, G. Product gas composition for steam-oxygen fluidized bed gasification of dried sewage sludge, straw pellets and wood pellets and the influence of limestone as bed material. Biomass Bioenergy 2018, 117, 71–77. [Google Scholar] [CrossRef]
- Cao, Y.; Wang, Q.; Du, J.; Chen, J. Oxygen-enriched air gasification of biomass materials for high-quality syngas production. Energy Convers. Manag. 2019, 199, 111628. [Google Scholar] [CrossRef]
- Cao, Y.; Bai, Y.; Du, J. Parametric study on biomass gasification by using air, oxygen-enriched air, air/steam and oxygen-enriched air/steam agents: An ASPEN plus modeling. Int. J. Hydrogen Energy 2024, 73, 265–273. [Google Scholar] [CrossRef]
- Sebastiani, A.; Parrillo, F.; Ardolino, F.; Arena, U.; Iannello, S.; Materazzi, M. Modelling of oxygen-steam gasification of waste feedstock in industrial fluidized bed reactors. Chem. Eng. J. 2025, 506, 159763. [Google Scholar] [CrossRef]
- Karl, J.; Pröll, T. Steam gasification of biomass in dual fluidized bed gasifiers: A review. Renew. Sustain. Energy Rev. 2018, 98, 64–78. [Google Scholar] [CrossRef]
- Tezer, Ö.; Karabağ, N.; Öngen, A.; Çolpan, C.Ö.; Ayol, A. Biomass gasification for sustainable energy production: A review. Int. J. Hydrogen Energy 2022, 47, 15419–15433. [Google Scholar] [CrossRef]
- Liu, L.; Huang, Y.; Cao, J.; Liu, C.; Dong, L.; Xu, L.; Zha, J. Experimental study of biomass gasification with oxygen-enriched air in fluidized bed gasifier. Sci. Total Environ. 2018, 626, 423–433. [Google Scholar] [CrossRef]
- Fu, Z.; Aghdam, N.C.; Nekoeian, S.; He, J.; Cheng, L.; Liu, S.; Zhang, L.; Chao, J.; Wei, X.; Wang, R.; et al. Hot syngas cleanup for pilot two-stage fluidized bed steam-oxygen biomass gasification plant. Bioresour. Technol. 2025, 418, 131876. [Google Scholar] [CrossRef]
- Adil, A.; Prasad, B.; Rao, L. Methanol generation from bio-syngas: Experimental analysis and modeling studies. Environ. Dev. Sustain. 2024, 26, 21503–21527. [Google Scholar] [CrossRef]
- Upadhyay, D.S.; Sakhiya, A.K.; Panchal, K.; Patel, A.H.; Patel, R.N. Effect of equivalence ratio on the performance of the downdraft gasifier—An experimental and modelling approach. Energy 2019, 168, 833–846. [Google Scholar] [CrossRef]
- Samimi, F.; Marzoughi, T.; Rahimpour, M.R. Energy and exergy analysis and optimization of biomass gasification process for hydrogen production (based on air, steam and air/steam gasifying agents). Int. J. Hydrogen Energy 2020, 45, 33185–33197. [Google Scholar] [CrossRef]
- Inayat, M.; Sulaiman, S.A.; Kurnia, J.C.; Naz, M.Y. Catalytic and noncatalytic gasification of wood–coconut shell blend under different operating conditions. Environ. Prog. Sustain. Energy 2019, 38, 688–698. [Google Scholar] [CrossRef]
- Cerone, N.; Zimbardi, F. Effects of Oxygen and Steam Equivalence Ratios on Updraft Gasification of Biomass. Energies 2021, 14, 2675. [Google Scholar] [CrossRef]
- Hejazi, B. Heat integration and waste minimization of biomass steam gasification in a bubbling fluidized bed reactor. Biomass Bioenergy 2022, 159, 106409. [Google Scholar] [CrossRef]
- Hoang, A.T.; Huang, Z.; Nižetić, S.; Pandey, A.; Nguyen, X.P.; Luque, R.; Ong, H.C.; Said, Z.; Le, T.H.; Pham, V.V. Characteristics of hydrogen production from steam gasification of plant-originated lignocellulosic biomass and its prospects in Vietnam. Int. J. Hydrogen Energy 2022, 47, 4394–4425. [Google Scholar] [CrossRef]
- Chen, A.; Hu, R.; Han, R.; Wei, X.; Tian, Z.; Chen, L. The production of hydrogen-rich gas from sludge steam gasification catalyzed by Ni-based sludge char prepared with mechanical ball-milling. J. Energy Inst. 2021, 99, 21–30. [Google Scholar] [CrossRef]
- Müller, F.J.; Fuchs, J.; Fanjul Cuesta, M.; Oblanca Gutiérrez, A.; Pratschner, S.; Müller, S.; Winter, F. CO2 conversion to CO by fluidized bed biomass gasification: Analysis of operational parameters. J. CO2 Util. 2024, 81, 102706. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Proximate Analysis (Air-Dry Basis %) | Ultimate Analysis (Dry Basis %) | Qad,net (kJ/kg) | |||||||
|---|---|---|---|---|---|---|---|---|---|
| Mad | FCad | Vad | Aad | Cd | Hd | Od * | Nd | Sd | |
| 7.03 | 12.37 | 72.55 | 8.06 | 40.46 | 6.08 | 44.14 | 0.58 | 0.07 | 14,795 |
| Bed Materials | Yg (m3/kg) | H2/CO | H2/CO2 | (m3/kg) | YM (kg/kg) |
|---|---|---|---|---|---|
| Dolomite granules | 1.32 | 1.06 | 1.58 | 81.79 | 0.741 |
| Quartz sands | 1.29 | 0.68 | 0.88 | 92.31 | 0.827 |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zuo, X.; Jiang, H.; Gao, T.; Zhang, M.; Yang, H.; Zhou, T. Generation Characteristics of Gas Products in Fluidized Bed Gasification of Wood Pellets Under Oxygen-Enriched Conditions and Their Effects on Methanol Synthesis. Energies 2025, 18, 1310. https://doi.org/10.3390/en18051310
Zuo X, Jiang H, Gao T, Zhang M, Yang H, Zhou T. Generation Characteristics of Gas Products in Fluidized Bed Gasification of Wood Pellets Under Oxygen-Enriched Conditions and Their Effects on Methanol Synthesis. Energies. 2025; 18(5):1310. https://doi.org/10.3390/en18051310
Chicago/Turabian StyleZuo, Xiangli, Huawei Jiang, Tianyu Gao, Man Zhang, Hairui Yang, and Tuo Zhou. 2025. "Generation Characteristics of Gas Products in Fluidized Bed Gasification of Wood Pellets Under Oxygen-Enriched Conditions and Their Effects on Methanol Synthesis" Energies 18, no. 5: 1310. https://doi.org/10.3390/en18051310
APA StyleZuo, X., Jiang, H., Gao, T., Zhang, M., Yang, H., & Zhou, T. (2025). Generation Characteristics of Gas Products in Fluidized Bed Gasification of Wood Pellets Under Oxygen-Enriched Conditions and Their Effects on Methanol Synthesis. Energies, 18(5), 1310. https://doi.org/10.3390/en18051310