



Potential Use of Pyrolysis Char from Waste Polymers as a Reductant for Direct Reduction of Mill Scale


Abstract
1. Introduction
2. Experiments
3. Results
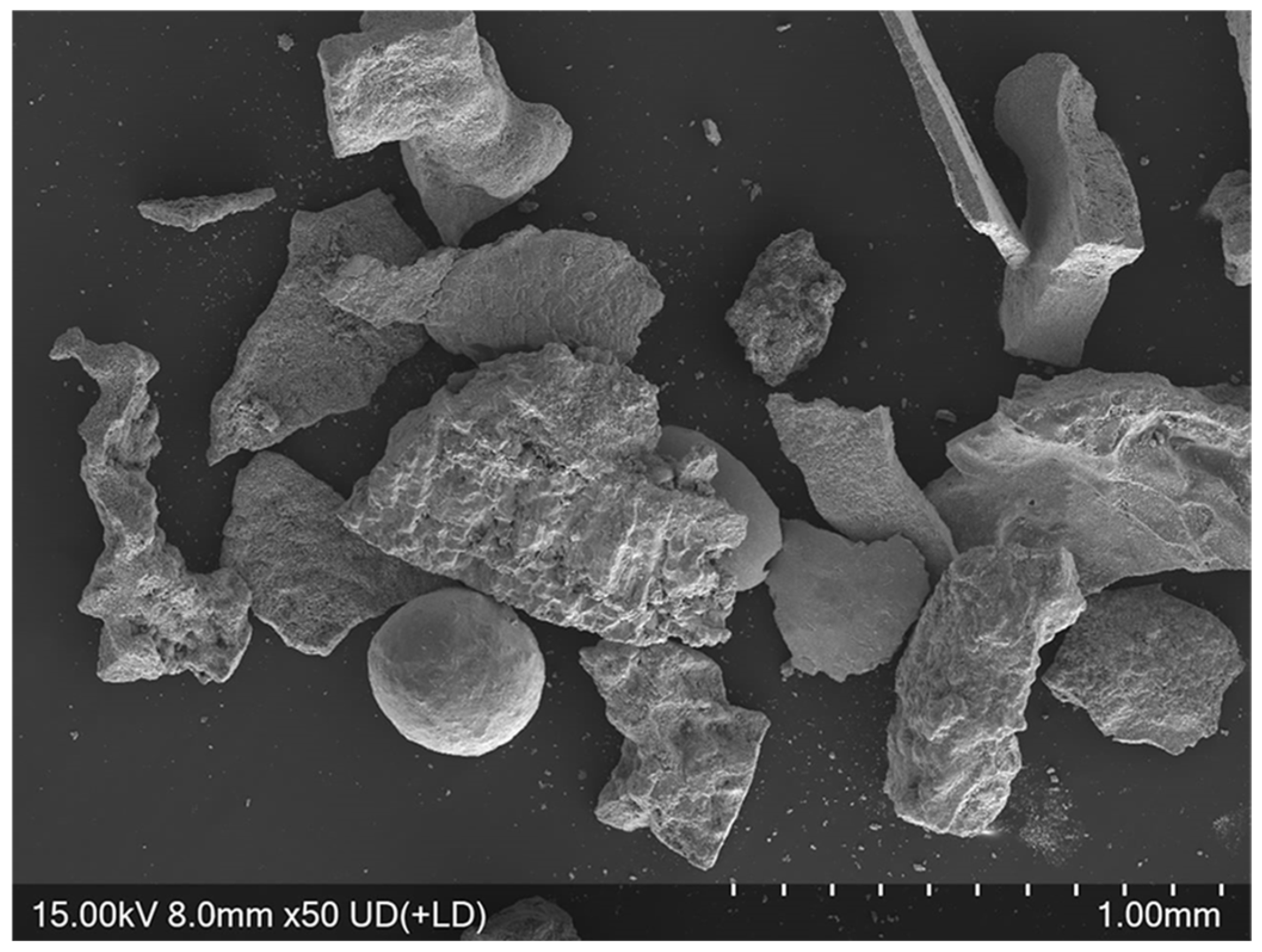
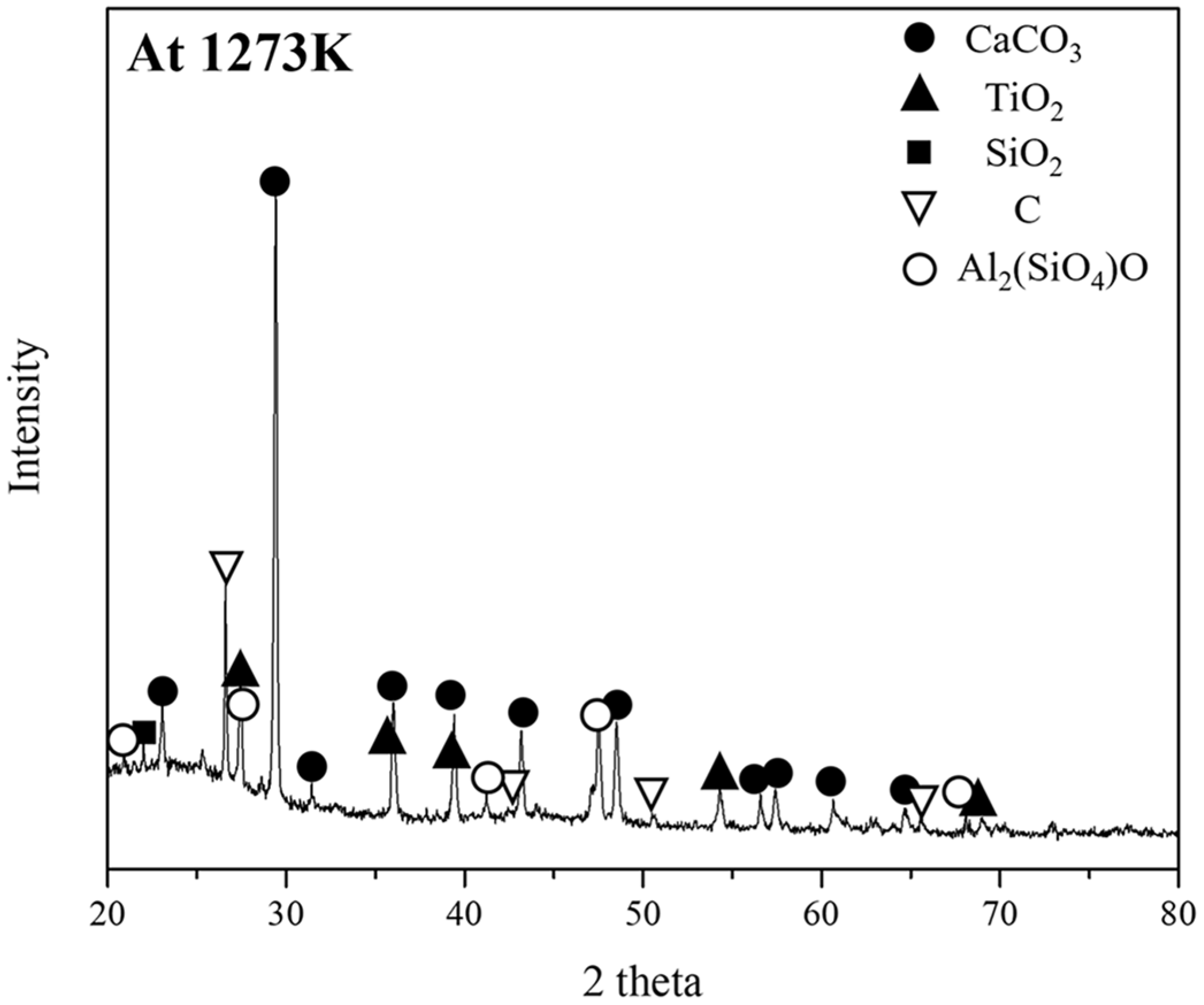
3.1. Characterizations of Mill Scale and Pyrochar
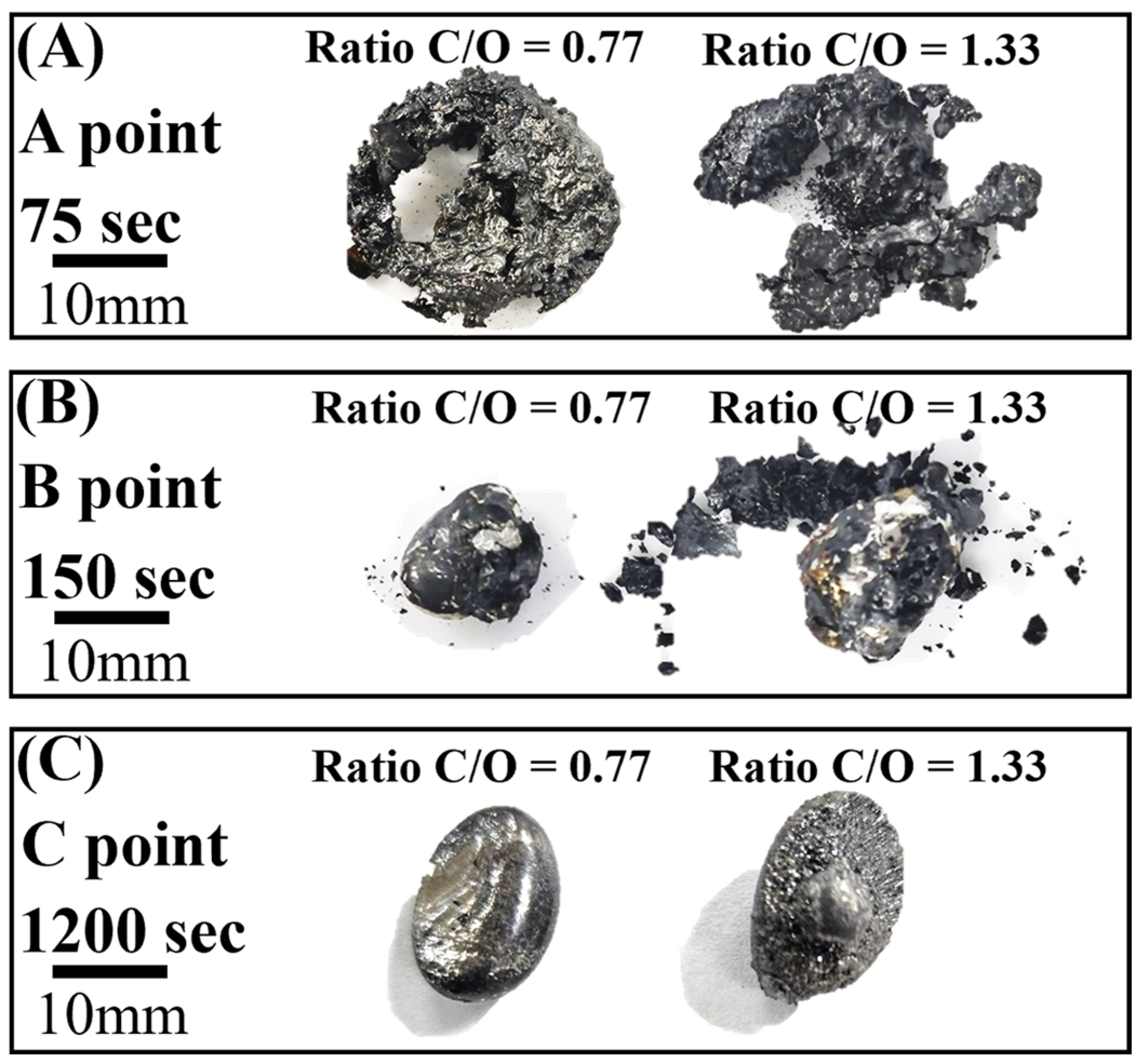
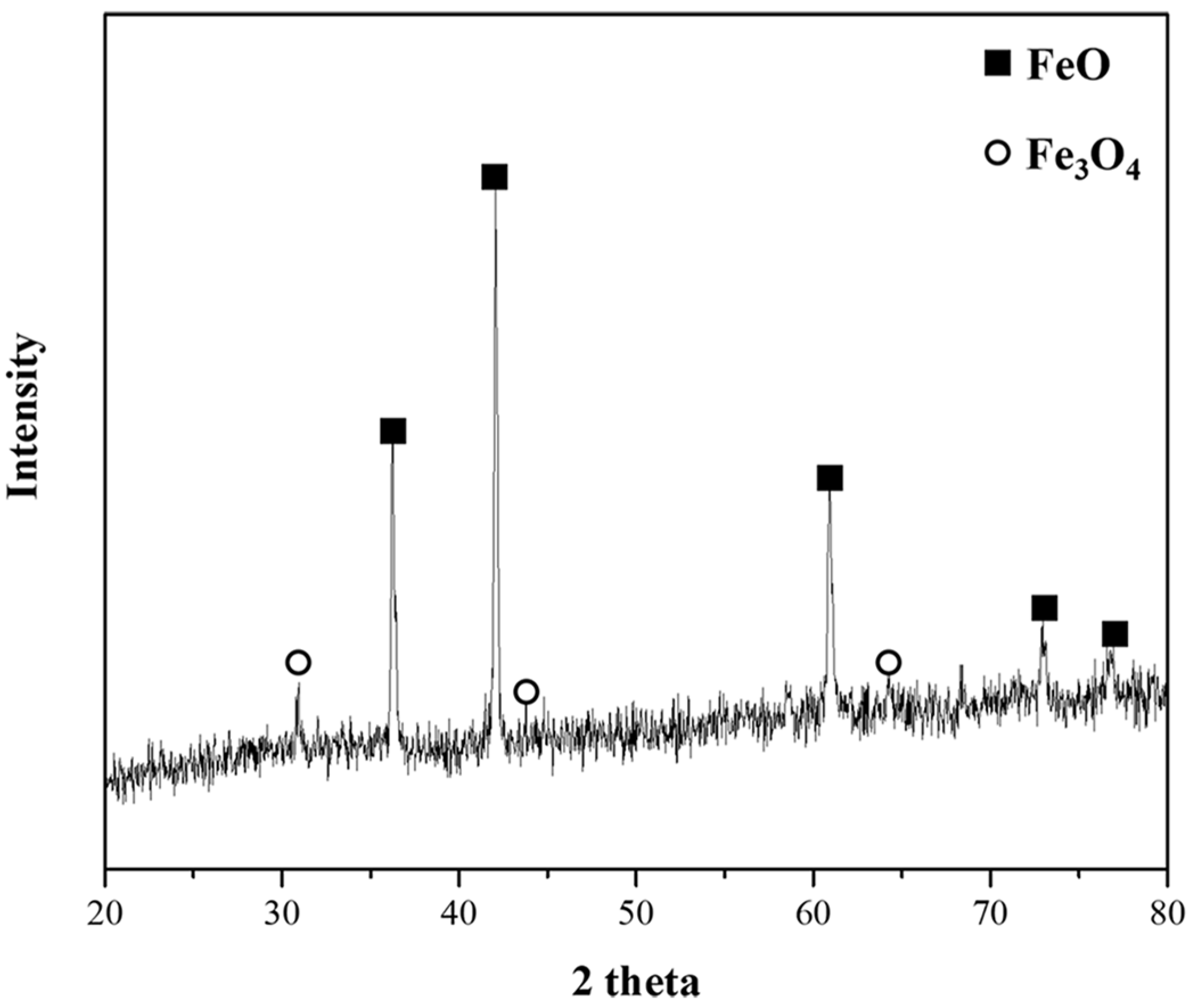
3.2. Observation of Reduced Samples over Time
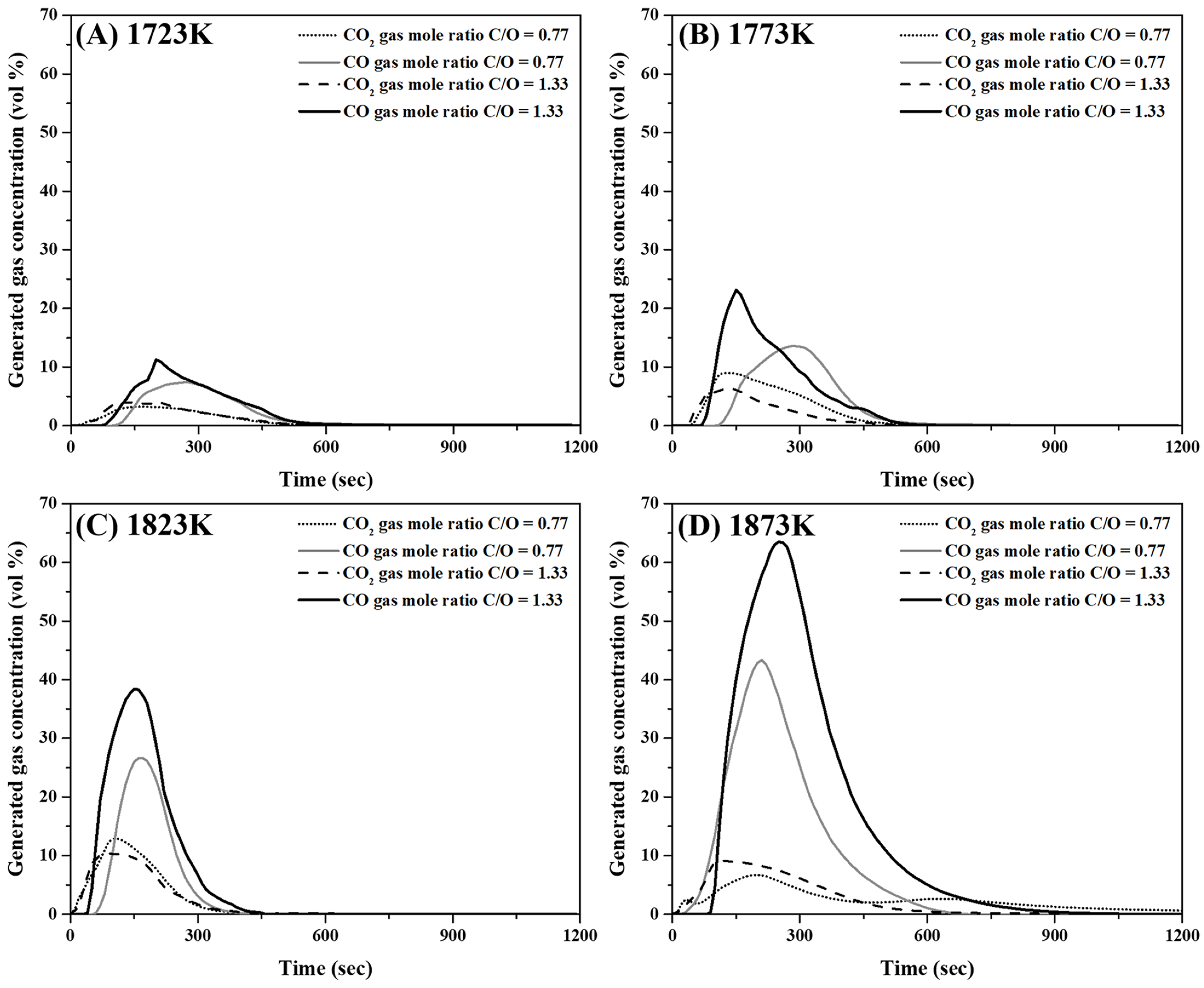
3.3. Concentration Variations of CO and CO2 in Released Gas During the Reduction Reaction at Various Temperatures
4. Discussion
5. Conclusions
- The carbon content of pyrochar was similar to that of typical coal ores (~56%). However, the volatile matter and moisture content were lower than those of coal ore.
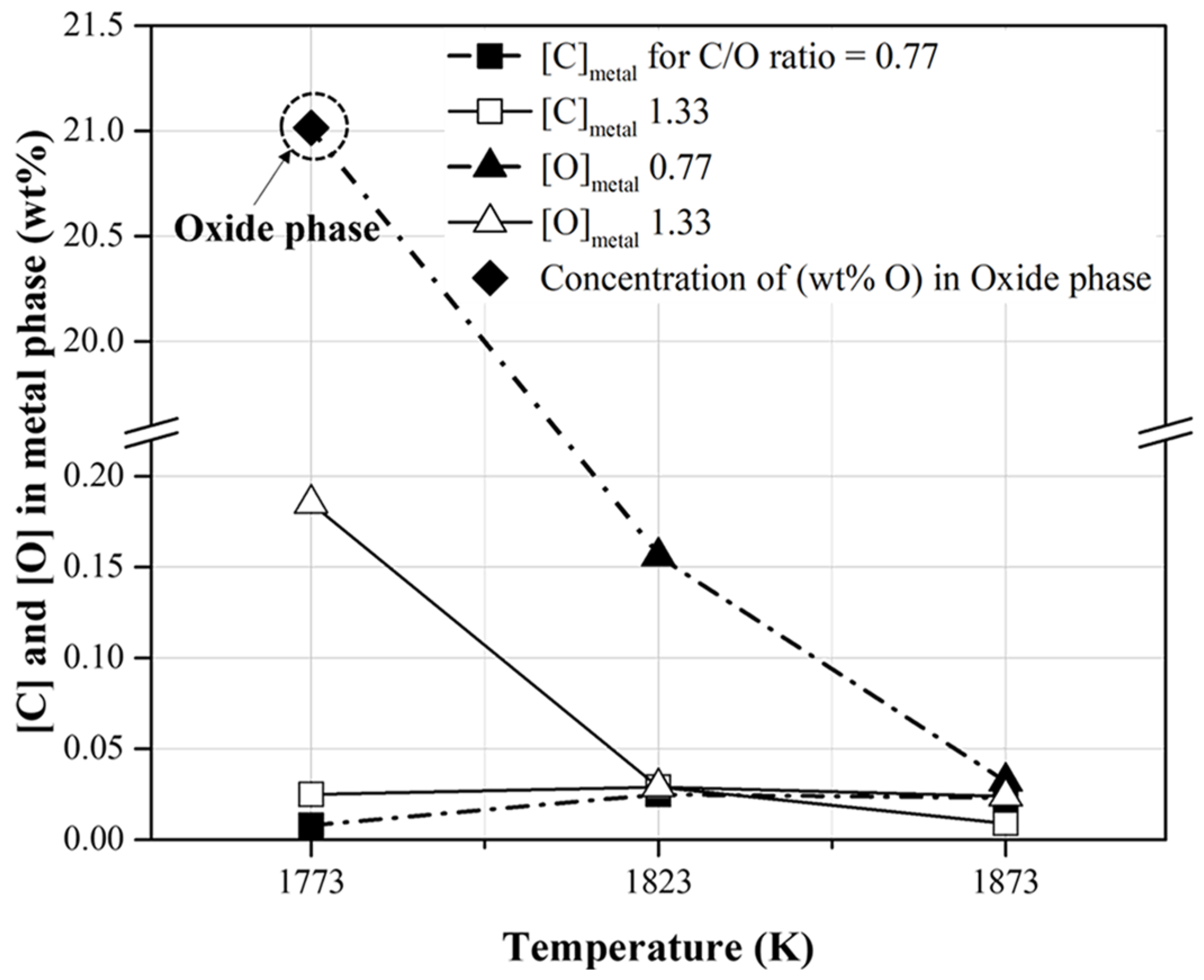
- When the concentration of CO in the generated gas decreased after attaining the local maximum point owing to the reduction reaction of mill scale with pyrochar at 1823 K, the metal phase was observed in the collected sample. The reduced metal phases with slag separation were obtained at temperatures higher than 1823 and 1773 K when the molar ratio of C/O was 0.77 and 1.33, respectively. The C and O contents of the reduced metal phase were less than approximately 0.02 and 0.20 wt%, respectively.
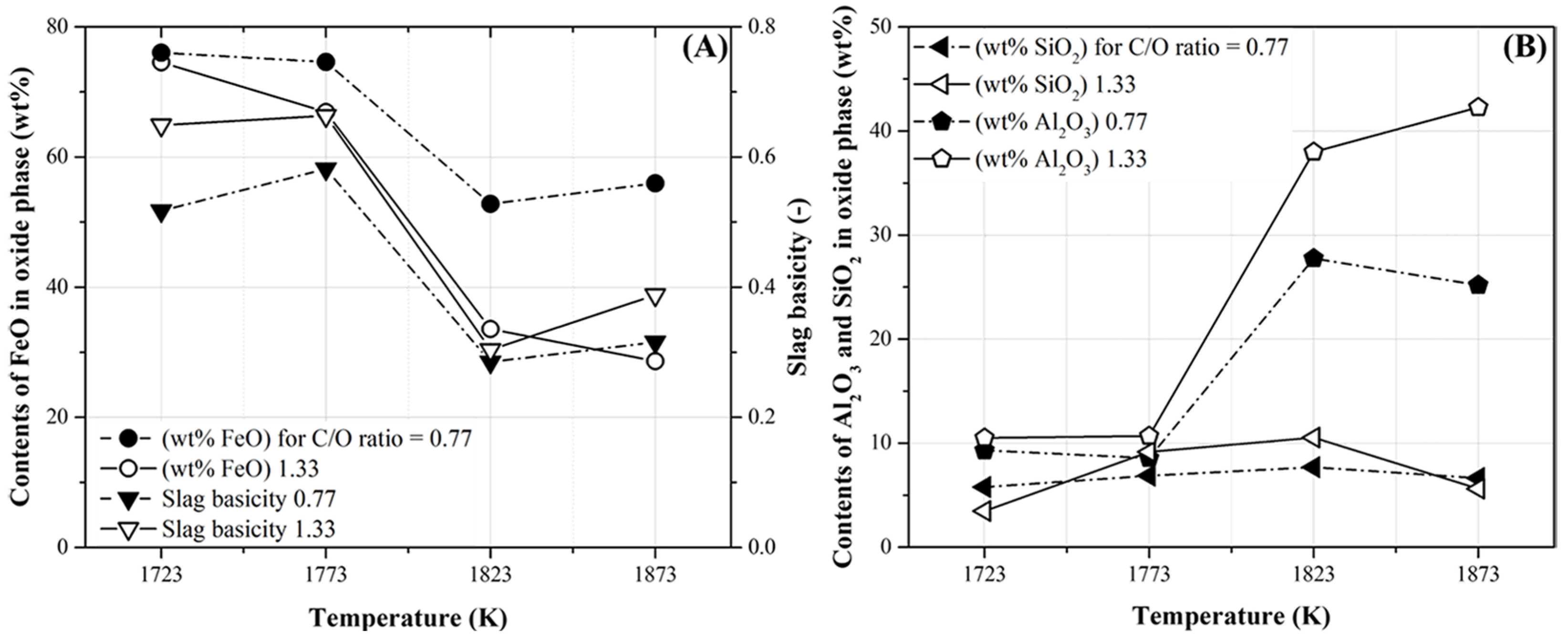
- The degree of reduction of FetO in mill scale was regulated by varying the temperature and the mixing ratio of pyrochar without controlling the slag basicity. The content of Al2O3 in the slag separated from the metal phase increased with an increase in the mixing ratio of the pyrochar.
- The CO concentration in the released gas and the degree of reduction increased as both temperature and molar ratio of C/O increased. After approximately 600 s, the degree of reduction remained constant. The maximum reduction degrees at a temperature of 1873 K were 0.32 and 0.65 for C/O ratios of 0.77 and 1.33, respectively.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- World Steel Association. Scrap Use in the Steel Industry. Facts Sheet. Available online: https://worldsteel.org/publications/fact-sheets/ (accessed on 15 March 2024).
- Xylia, M.; Silveira, S.; Duerinck, J.; Meinke-Hubeny, F. Weighing regional scrap availability in global pathways for steel production processes. Energy Effic. 2018, 11, 1135–1159. [Google Scholar] [CrossRef]
- Bagatini, M.C.; Zymla, V.; Osório, E.; Vilela, A.C.F. Characterization and reduction behavior of mill scale. ISIJ Int. 2011, 51, 1072–1079. [Google Scholar] [CrossRef]
- Martín, M.I.; López, F.A.; Torralba, J.M. Production of sponge iron powder by reduction of rolling mill scale. Ironmak. Steelmak. 2012, 39, 155–162. [Google Scholar] [CrossRef]
- Sen, R.; Dehiya, S.; Pandel, U.; Banerjee, M.K. Utilization of low grade coal for direct reduction of mill scale to obtain sponge iron: Effect of reduction time and particle size. Procedia Earth Planet. Sci. 2015, 11, 8–14. [Google Scholar] [CrossRef]
- El-Hussiny, N.A.; Abdul-Wahab, H.H.; Ali, M.M.; Omar AL, A.M.; Shalabi, M.E.M.H.; Moharm, M.R. Effect of grinding time of mill scale on the physicochemical properties of produced briquettes and its reduction via hydrogen. Open Access Libr. J. 2014, 1, 1–10. [Google Scholar] [CrossRef]
- Sista, K.S.; Dwarapudi, S.; Nerune, V.P. Direct reduction recycling of mill scale through iron powder synthesis. ISIJ Int. 2019, 59, 787–794. [Google Scholar] [CrossRef]
- Park, J.W.; Ahn, J.C.; Song, H.; Park, K.; Shin, H.; Ahn, J.S. Reduction characteristics of oily hot rolling mill sludge by direct reduced iron method. Resour. Conserv. Recycl. 2002, 34, 129–140. [Google Scholar] [CrossRef]
- Wagner, D.; Devisme, O.; Patisson, F.; Ablitzer, D. A laboratory study of the reduction of iron oxides by hydrogen. arXiv 2008, arXiv:0803.2831. [Google Scholar]
- El-Hussiny, N.A.; Shalabi, M.E.H. A self-reduced intermediate product from iron and steel plants waste materials using a briquetting process. Powder Technol. 2011, 205, 217–223. [Google Scholar] [CrossRef]
- Sahajwalla, V.; Rahman, M.; Hong, L.; Saha-Chaudhury, N.; Spencer, D. Influence of carbonaceous materials on slag foaming behavior during eaf steelmaking. Iron Steel Technol. 2006, 3, 54. [Google Scholar]
- Ubando, A.T.; Chen, W.H.; Ong, H.C. Iron oxide reduction by graphite and torrefied biomass analyzed by TG-FTIR for mitigating CO2 emissions. Energy 2019, 180, 968–977. [Google Scholar] [CrossRef]
- Yunos, N.F.M.; Zaharia, M.; Ismail, A.N.; Idris, M.A. Transforming waste materials as resources for EAF steelmaking. Int. J. Mater. Eng 2014, 4, 167–170. [Google Scholar]
- Dankwah, J.R.; Koshy, P.; Saha-Chaudhury, N.M.; O’Kane, P.; Skidmore, C.; Knights, D.; Sahajwalla, V. Reduction of FeO in EAF steelmaking slag by metallurgical coke and waste plastics blends. ISIJ Int. 2011, 51, 498–507. [Google Scholar] [CrossRef]
- IRENA. International Renewable Energy Agency. Abu Dhabi. 2020. Available online: https://www.irena.org/Energy-Transition/Policy (accessed on 17 February 2024).
- Methanol Institute, MMSA (Methanol Market Services Asia). Methanol Price and Supply/Demand. Methanol Institute. 2024. Available online: https://www.methanol.org/methanol-price-supply-demand/ (accessed on 20 September 2024).
- Czajczyńska, D.; Anguilano, L.; Ghazal, H.; Krzyżyńska, R.; Reynolds, A.J.; Spencer, N.; Jouhara, H. Potential of pyrolysis processes in the waste management sector. Therm. Sci. Eng. Prog. 2017, 3, 171–197. [Google Scholar] [CrossRef]
- Lewandowski, W.M.; Januszewicz, K.; Kosakowski, W. Efficiency and proportions of waste tyre pyrolysis products depending on the reactor type—A review. J. Anal. Appl. Pyrolysis 2019, 140, 25–53. [Google Scholar] [CrossRef]
- Okoye, C.O.; Jones, I.; Zhu, M.; Zhang, Z.; Zhang, D. Manufacturing of carbon black from spent tyre pyrolysis oil–A literature review. J. Clean. Prod. 2021, 279, 123336. [Google Scholar] [CrossRef]
- Zhong, R.; Xu, J.; Hui, D.; Bhosale, S.S.; Hong, R. Pyrolytic preparation and modification of carbon black recovered from waste tyres. Waste Manag. Res. 2020, 38, 35–43. [Google Scholar] [CrossRef] [PubMed]
- Mohanty, M.K.; Mishra, S.; Mishra, B.; Sarkar, S. Effect of basicity on the reduction behavior of iron ore pellets. Arab. J. Sci. Eng. 2018, 43, 5989–5998. [Google Scholar] [CrossRef]
- Jung, S.M.; Min, D.J. The effect of FetO content on MgO solubilities in lime-based slags. ISIJ Int. 2010, 50, 1632–1636. [Google Scholar] [CrossRef]
- Lee, J.C.; Min, D.J.; Kim, S.S. Reaction mechanism on the smelting reduction of iron ore by solid carbon. Metall. Mater. Trans. B 1997, 28, 1019–1028. [Google Scholar] [CrossRef]
- Story, S.R.; Sarma, B.; Fruehan, R.J.; Cramb, A.W.; Belton, G.R. Reduction of FeO in smelting slags by solid carbon: Re-examination of the influence of the gas-carbon reaction. Metall. Mater. Trans. B 1998, 29, 929–932. [Google Scholar] [CrossRef]
- Chen, H.; Zheng, Z.; Shi, W. Investigation on the kinetics of iron ore fines reduction by CO in a micro-fluidized bed. Procedia Eng. 2015, 102, 1726–1735. [Google Scholar] [CrossRef]
- Sain, D.R.; Belton, G.R. Interfacial reaction kinetics in the decarburization of liquid iron by carbon dioxide. Metall. Trans. B 1976, 7, 235–244. [Google Scholar] [CrossRef]
- Frank-Kamenetski, D.A. Diffusion and Heat Exchange in Chemical Kinetics; Princeton University: Princeton, NJ, USA, 1955; p. 59. [Google Scholar]
- Sato, A.; Aragane, G.; Kamihira, K.; Yoshimatsu, S. Reducing rates of molten iron oxide by solid carbon or carbon in molten iron. Trans. Iron Steel Inst. Jpn. 1987, 27, 789–796. [Google Scholar] [CrossRef]
- Min, D.J.; Han, J.W.; Chung, W.S. A study of the reduction rate of FeO in slag by solid carbon. Metall. Mater. Trans. B 1999, 30, 215–221. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Run NO. | Temp. (K) | Mixing Ratio of Mass (Wt%) | Molar Ratio of Fixed Carbon (FC)/ Oxygen in Mill Scale | |
|---|---|---|---|---|
| Mill Scale | Pyrochar | |||
| A | 1723 | 80 | 20 | 0.77 |
| B | 70 | 30 | 1.33 | |
| C | 1773 | 80 | 20 | 0.77 |
| D | 70 | 30 | 1.33 | |
| E | 1823 | 80 | 20 | 0.77 |
| F | 70 | 30 | 1.33 | |
| G | 1873 | 80 | 20 | 0.77 |
| H | 70 | 30 | 1.33 | |
| Elements | T.Fe | T.O | SiO2 | CaO | MnO | MgO | Al2O3 |
|---|---|---|---|---|---|---|---|
| Conc. | 66.6 | 24.3 | 4.5 | 3.2 | 1.6 | 0.2 | 0.9 |
| Method | Proximate Analysis | Ultimate Analysis | ||||
|---|---|---|---|---|---|---|
| Contents | Moisture | Volatile | Ash | Fixed carbon | Carbon | Sulfur |
| Conc. | 1.0 | 6.9 | 35.5 | 56.5 | 54.3 | 0.1 |
| Elements | C | O | Ca | Ti | Si | Al | Na | Cl |
|---|---|---|---|---|---|---|---|---|
| No.1 | 52.7 | 10.1 | 16.0 | 13.6 | 1.5 | 1.2 | 1.4 | 3.5 |
| No.2 | 97.8 | - | 1.0 | - | - | - | - | 1.2 |
| Contents | CaO | Al2O3 | TiO2 | SiO2 | FeO | MgO |
|---|---|---|---|---|---|---|
| Conc. | 31.9 | 29.2 | 17.0 | 10.4 | 4.7 | 1.6 |
| C/O Ratio | 1723 | 1773 | 1823 | 1873 |
|---|---|---|---|---|
| 0.77 | X | X | O | O |
| 1.33 | X | O | O | O |
| Temp. (K) | C/O Ratio | Slag Composition (wt%) | Slag Basicity (C + M)/(S + A) | |||||
|---|---|---|---|---|---|---|---|---|
| FetO | CaO | SiO2 | Al2O3 | MgO | TiO2 | |||
| 1723 | 0.77 | 76.01 | 7.79 | 5.77 | 9.29 | 0.66 | 0.48 | 0.52 |
| 1773 | 74.60 | 8.97 | 6.86 | 8.56 | 0.50 | 0.51 | 0.58 | |
| 1823 | 52.78 | 10.10 | 7.68 | 27.75 | 0.78 | 0.92 | 0.29 | |
| 1873 | 55.96 | 10.04 | 6.63 | 25.19 | 1.10 | 1.09 | 0.32 | |
| 1723 | 1.33 | 74.54 | 9.06 | 3.46 | 10.50 | 1.11 | 1.34 | 0.65 |
| 1773 | 66.91 | 13.16 | 9.16 | 10.68 | 0.90 | 0.98 | 0.66 | |
| 1823 | 33.57 | 14.74 | 10.52 | 37.99 | 1.46 | 1.71 | 0.30 | |
| 1873 | 28.63 | 18.58 | 5.62 | 42.27 | 2.21 | 2.69 | 0.39 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Kim, Y.-W.; Kim, S.-J. Potential Use of Pyrolysis Char from Waste Polymers as a Reductant for Direct Reduction of Mill Scale. Energies 2025, 18, 1122. https://doi.org/10.3390/en18051122
Kim Y-W, Kim S-J. Potential Use of Pyrolysis Char from Waste Polymers as a Reductant for Direct Reduction of Mill Scale. Energies. 2025; 18(5):1122. https://doi.org/10.3390/en18051122
Chicago/Turabian StyleKim, Yong-Woo, and Sun-Joong Kim. 2025. "Potential Use of Pyrolysis Char from Waste Polymers as a Reductant for Direct Reduction of Mill Scale" Energies 18, no. 5: 1122. https://doi.org/10.3390/en18051122
APA StyleKim, Y.-W., & Kim, S.-J. (2025). Potential Use of Pyrolysis Char from Waste Polymers as a Reductant for Direct Reduction of Mill Scale. Energies, 18(5), 1122. https://doi.org/10.3390/en18051122