
Research on the Influence of Impeller Oblique Cutting Angles on the Performance of Double-Suction Pumps


 ,
,  , and
, and
Abstract
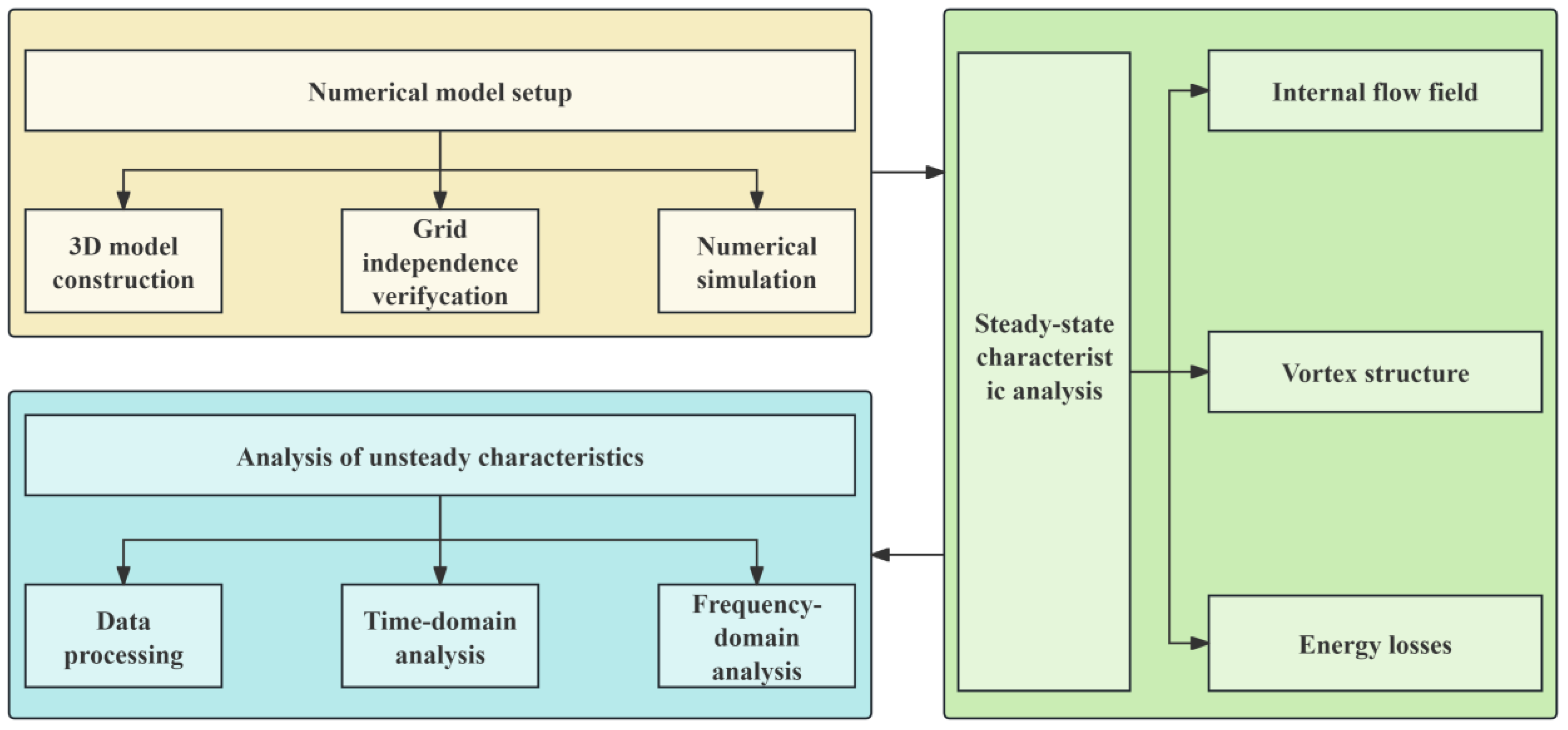
1. Introduction
2. Model and Numerical Simulation
2.1. Physical Model
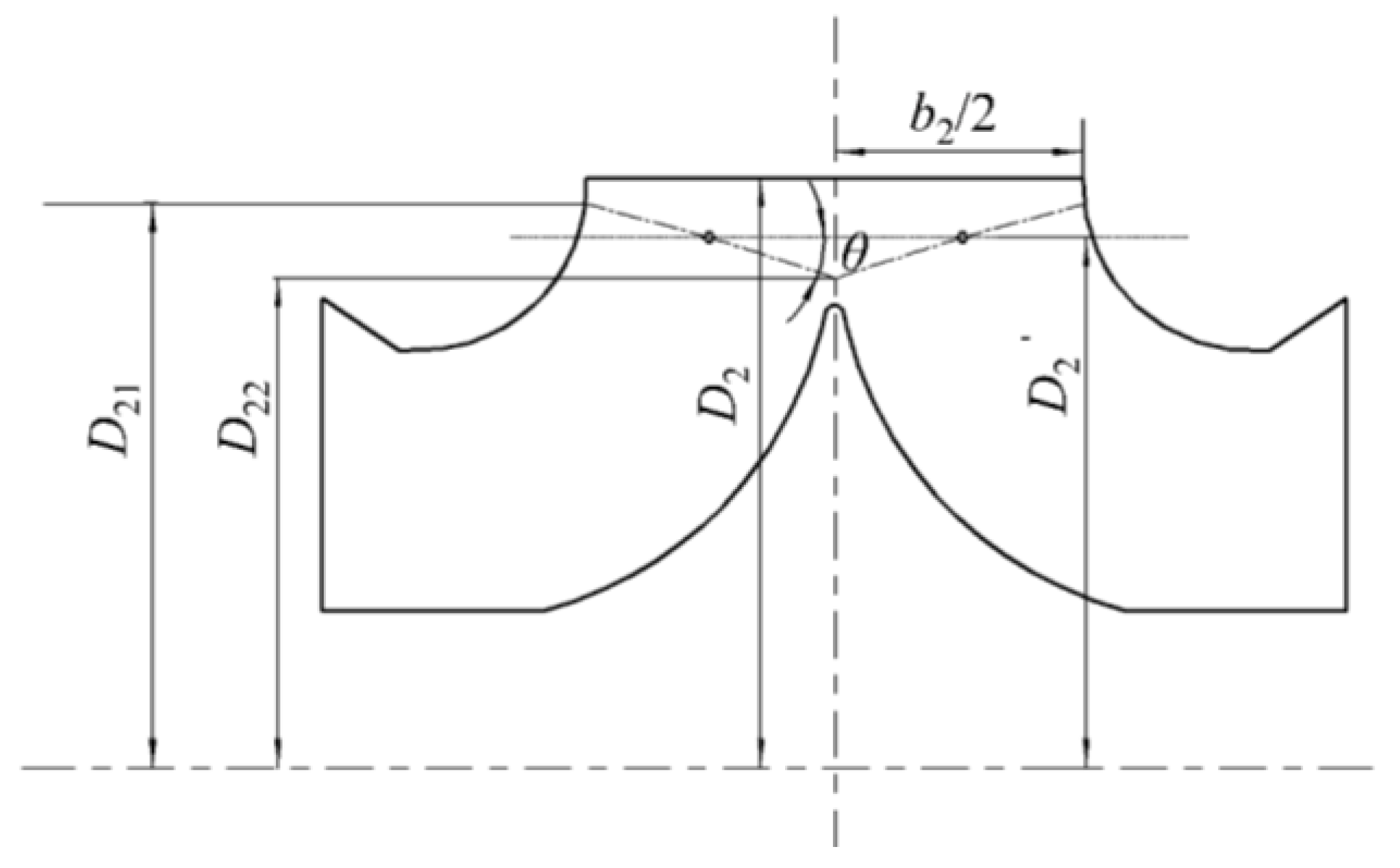
2.2. Impeller Cutting Scheme
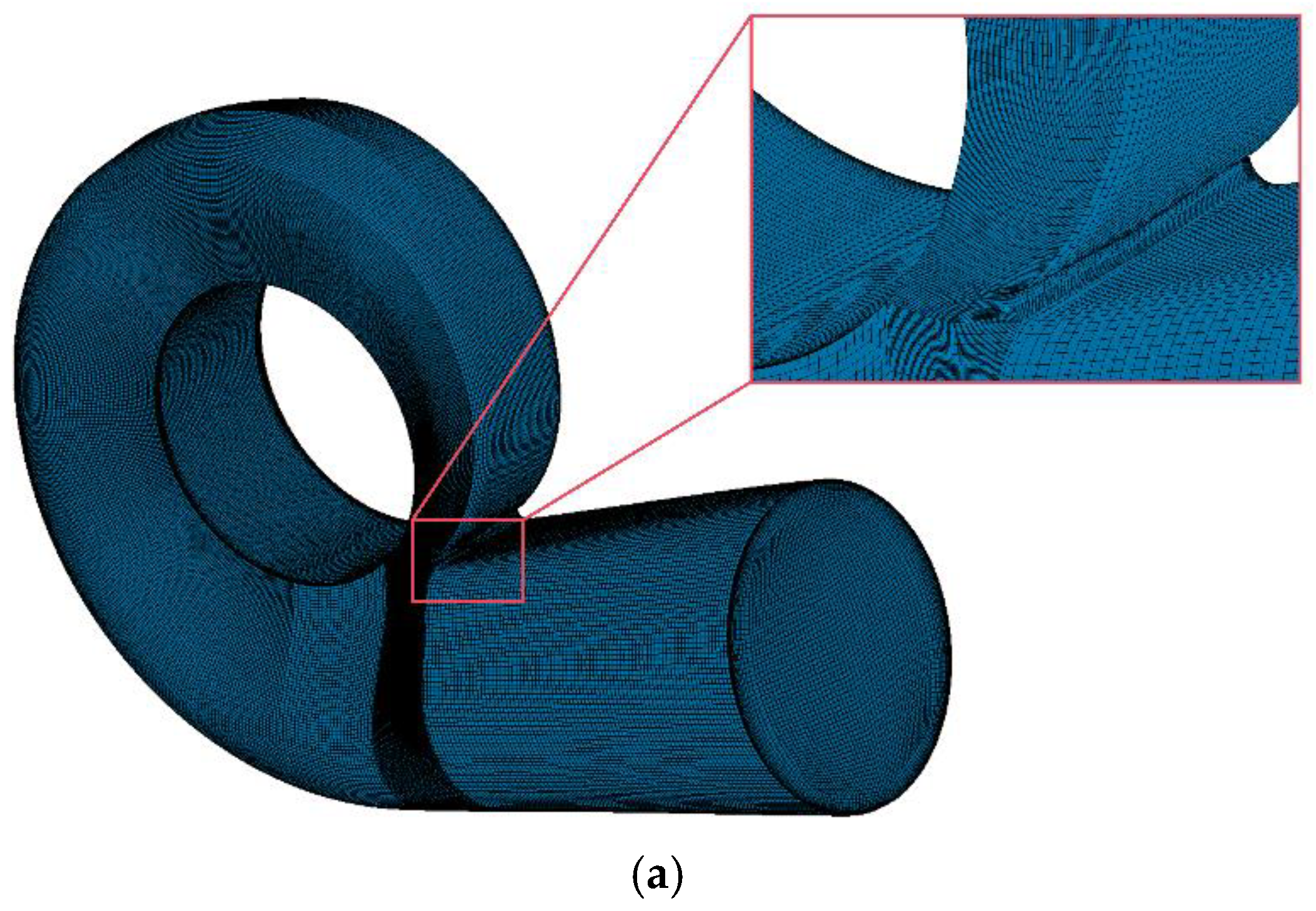
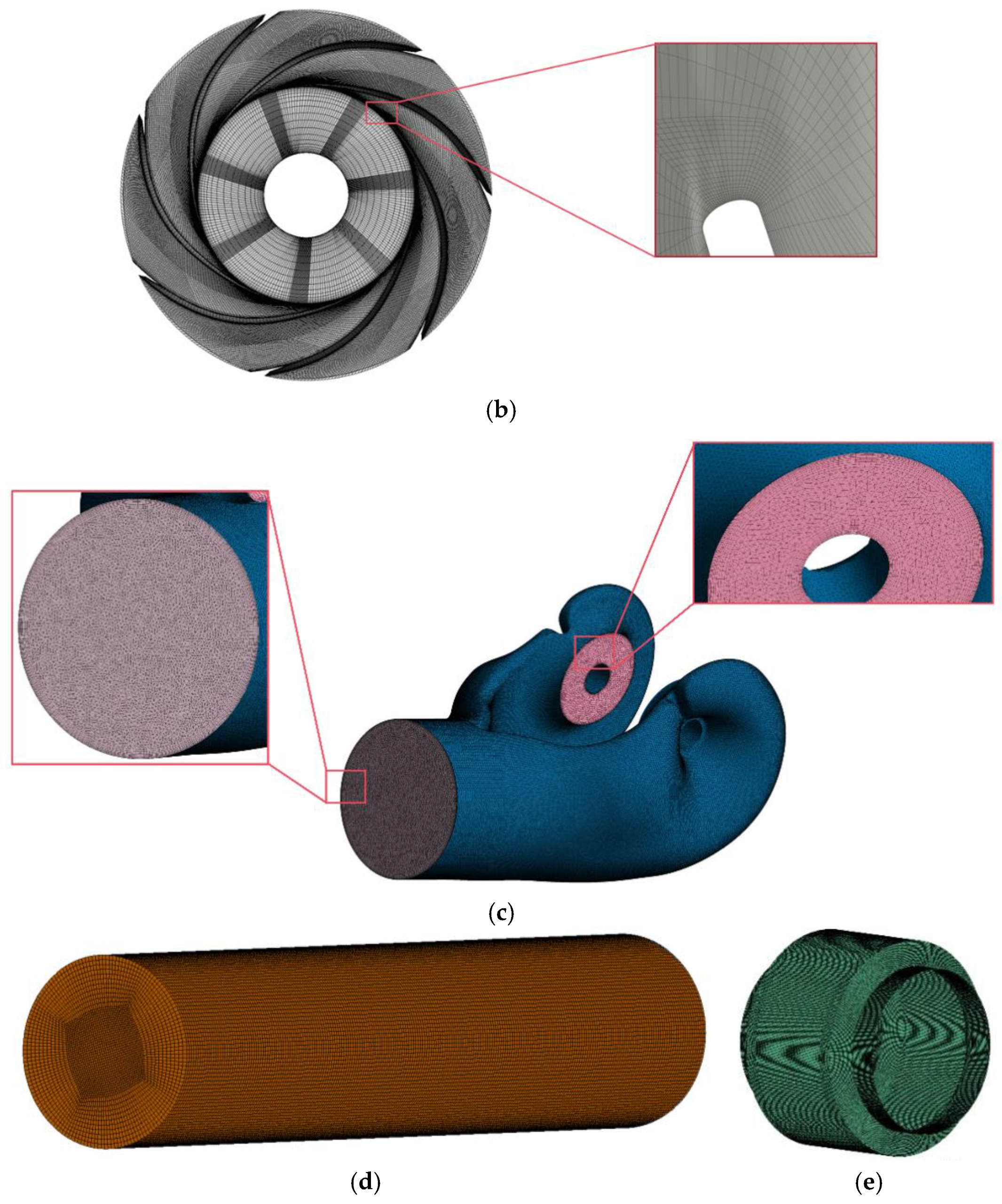
2.3. Grid Independence Verification
2.4. Numerical Simulation
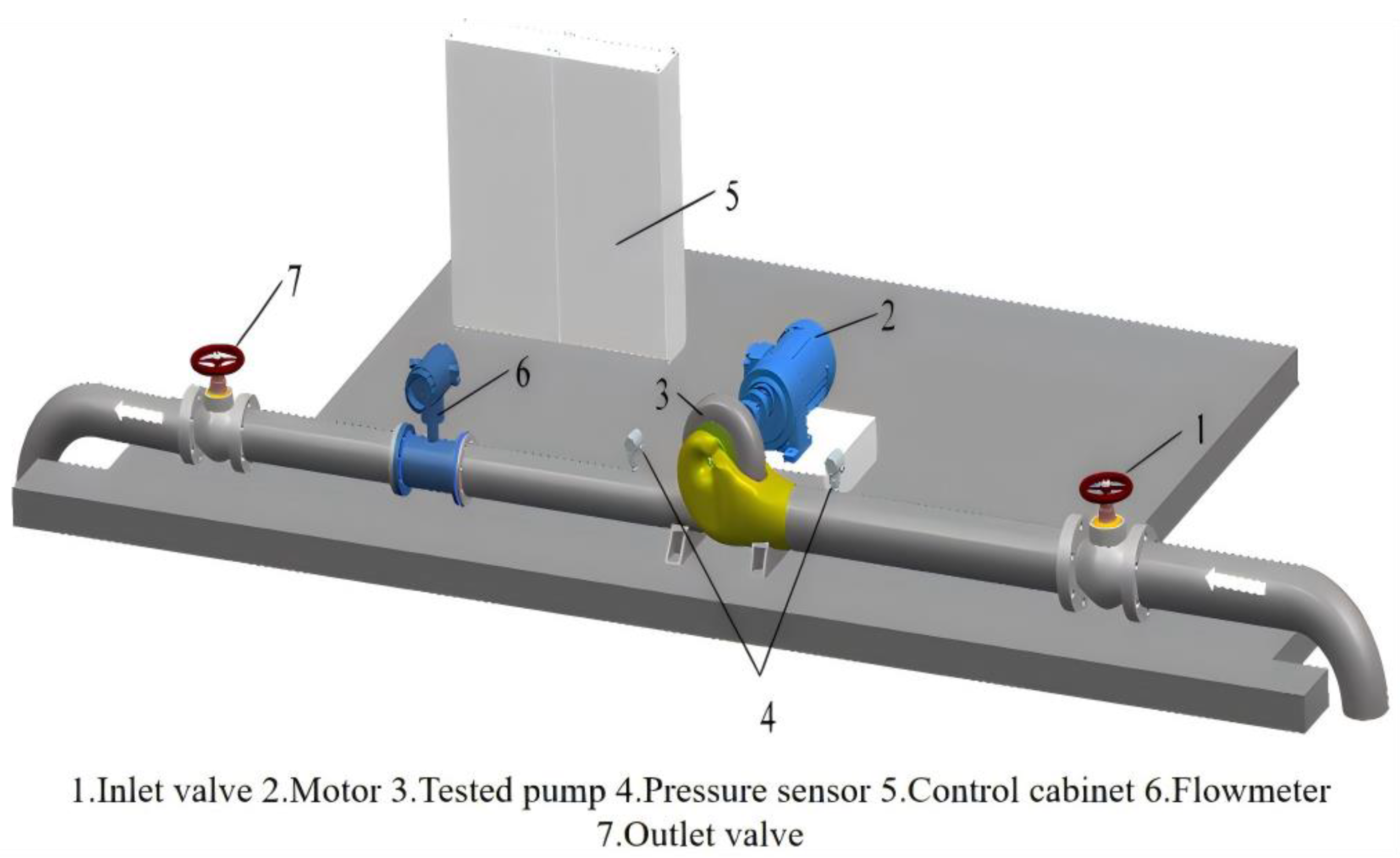
2.5. Experimental Verification
3. Results and Discussion
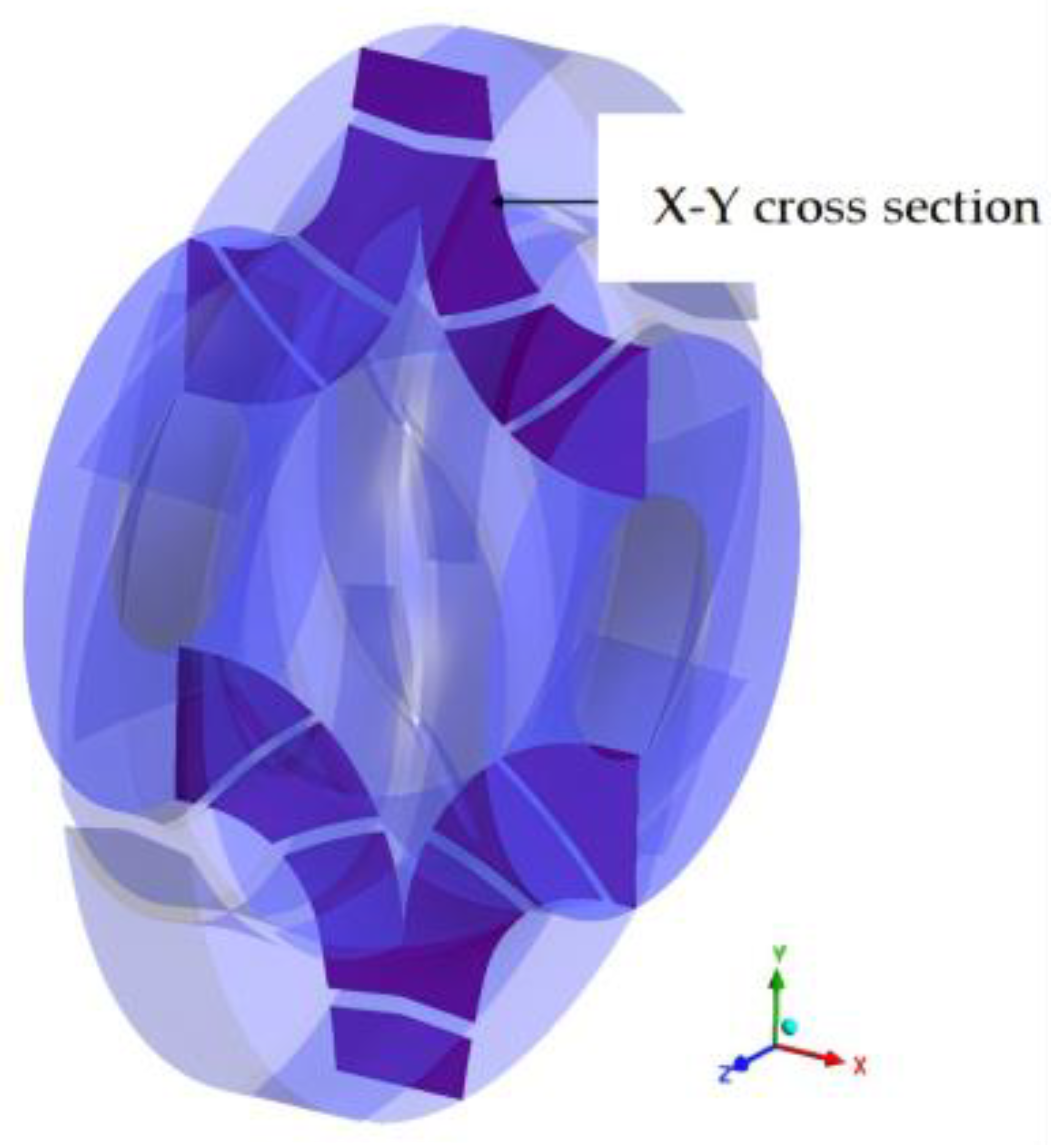
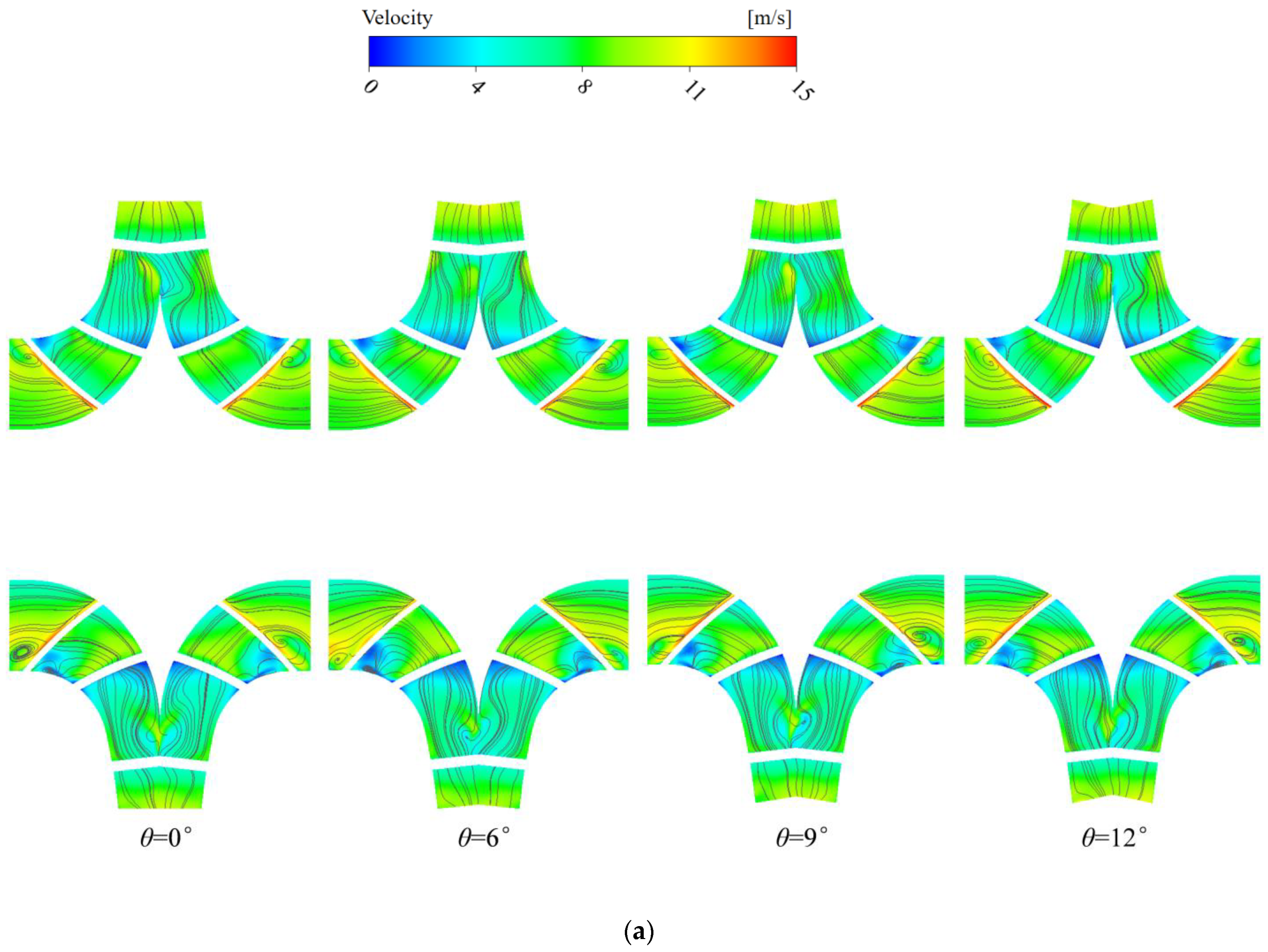
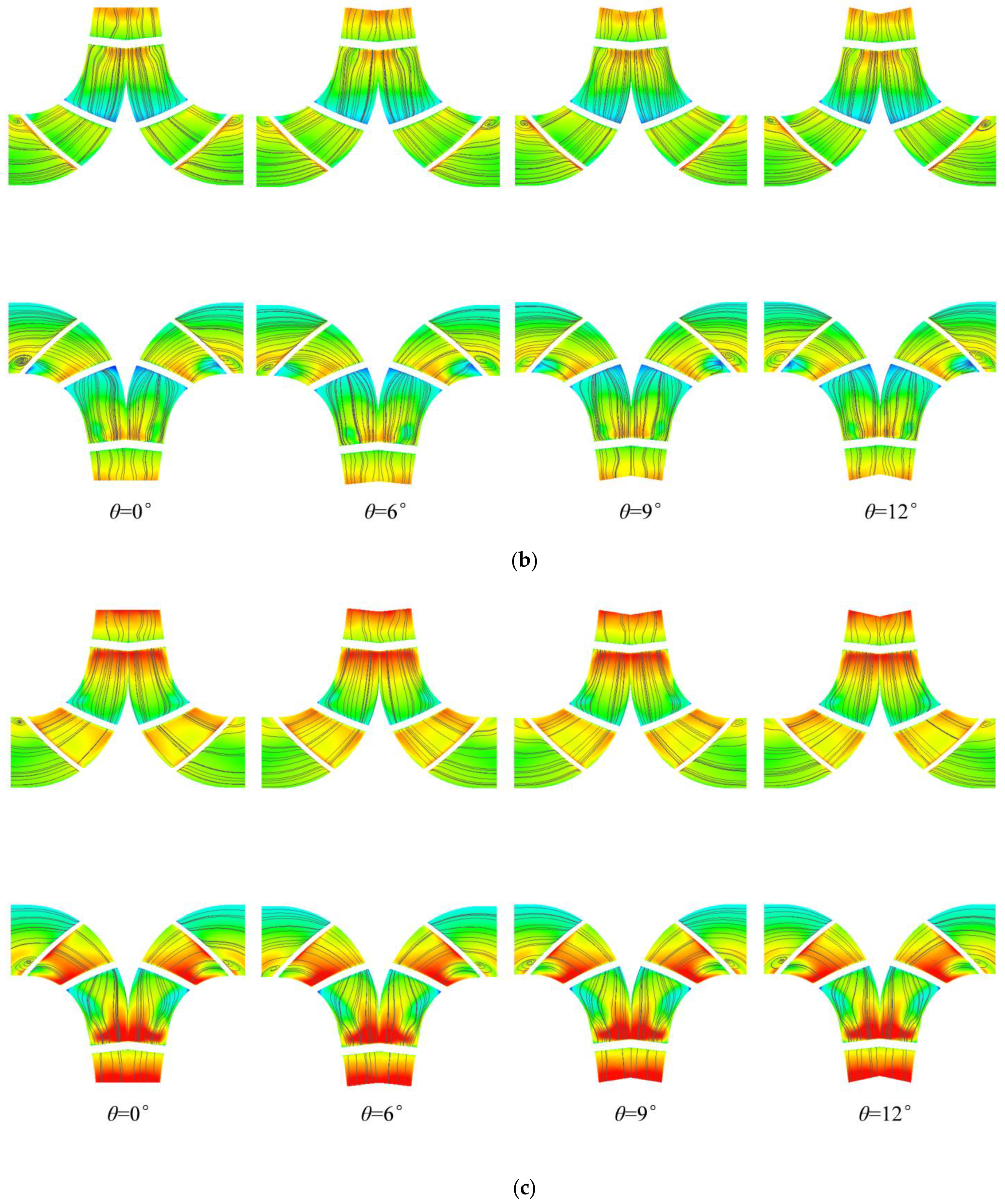
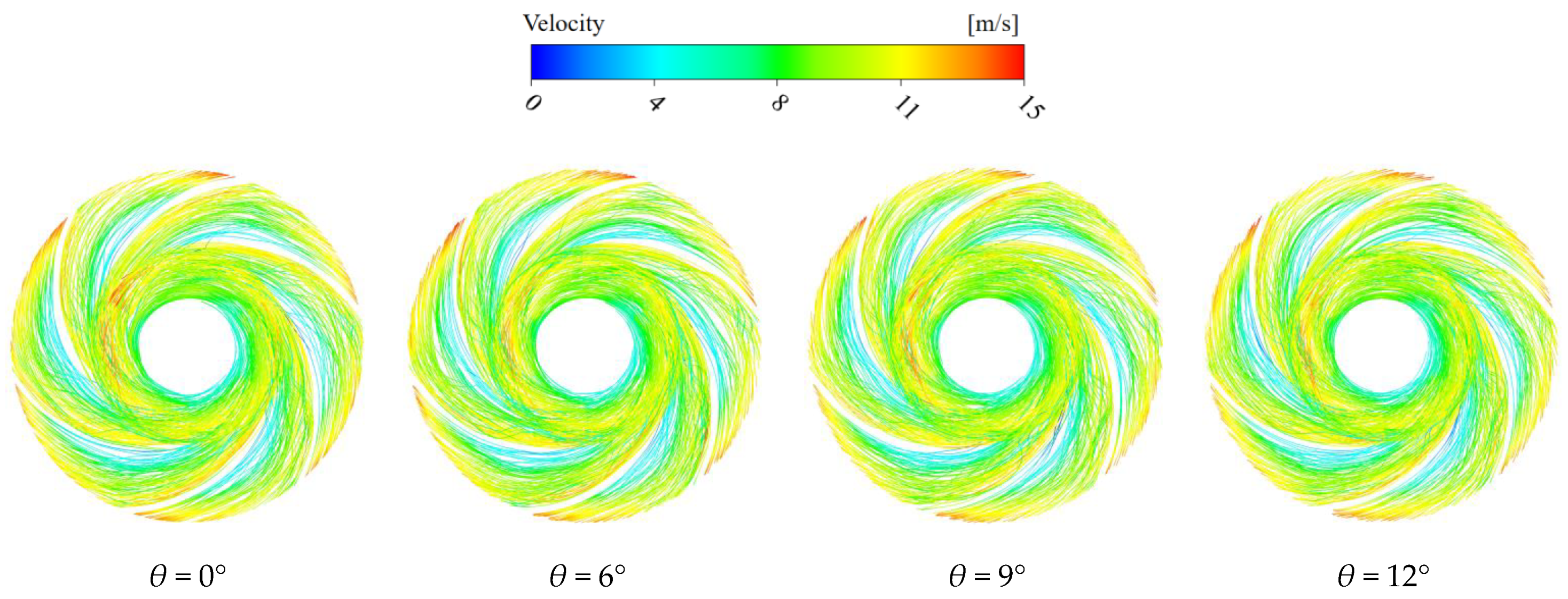
3.1. The Influence of the Impeller Oblique Cutting Angle on the Flow at the Impeller Outlet
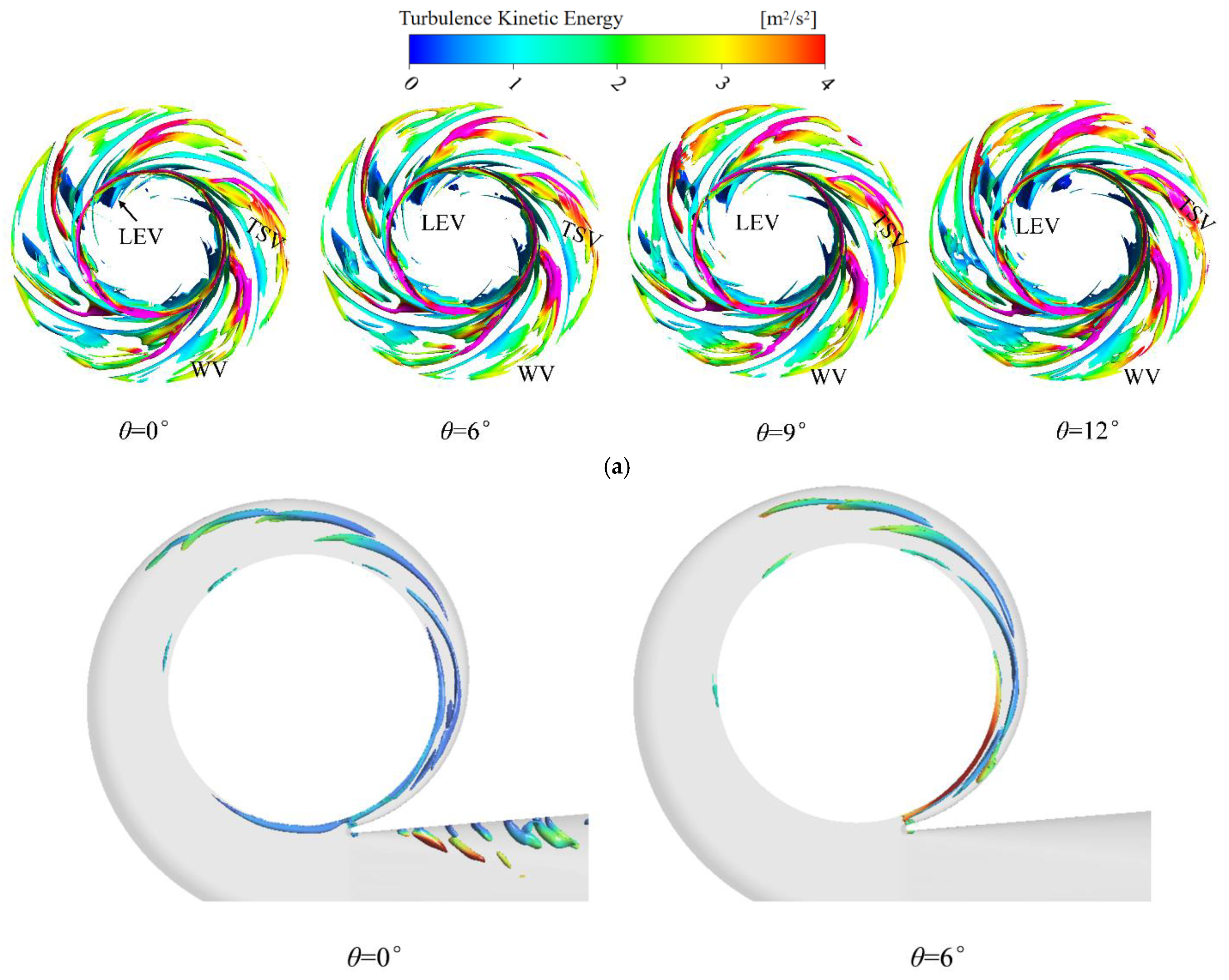
3.2. The Influence of the Impeller Oblique Cutting Angles on the Vortex Structure
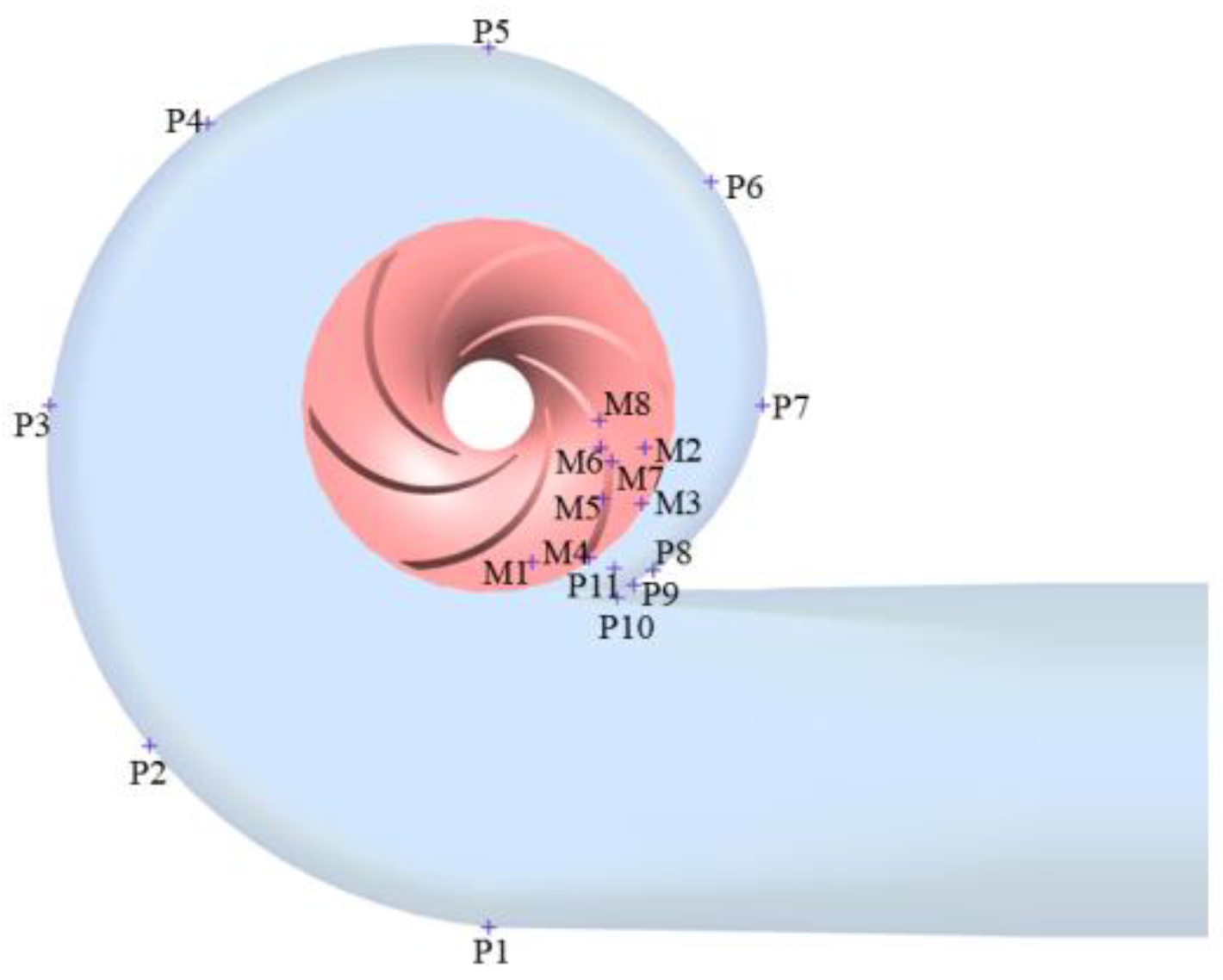
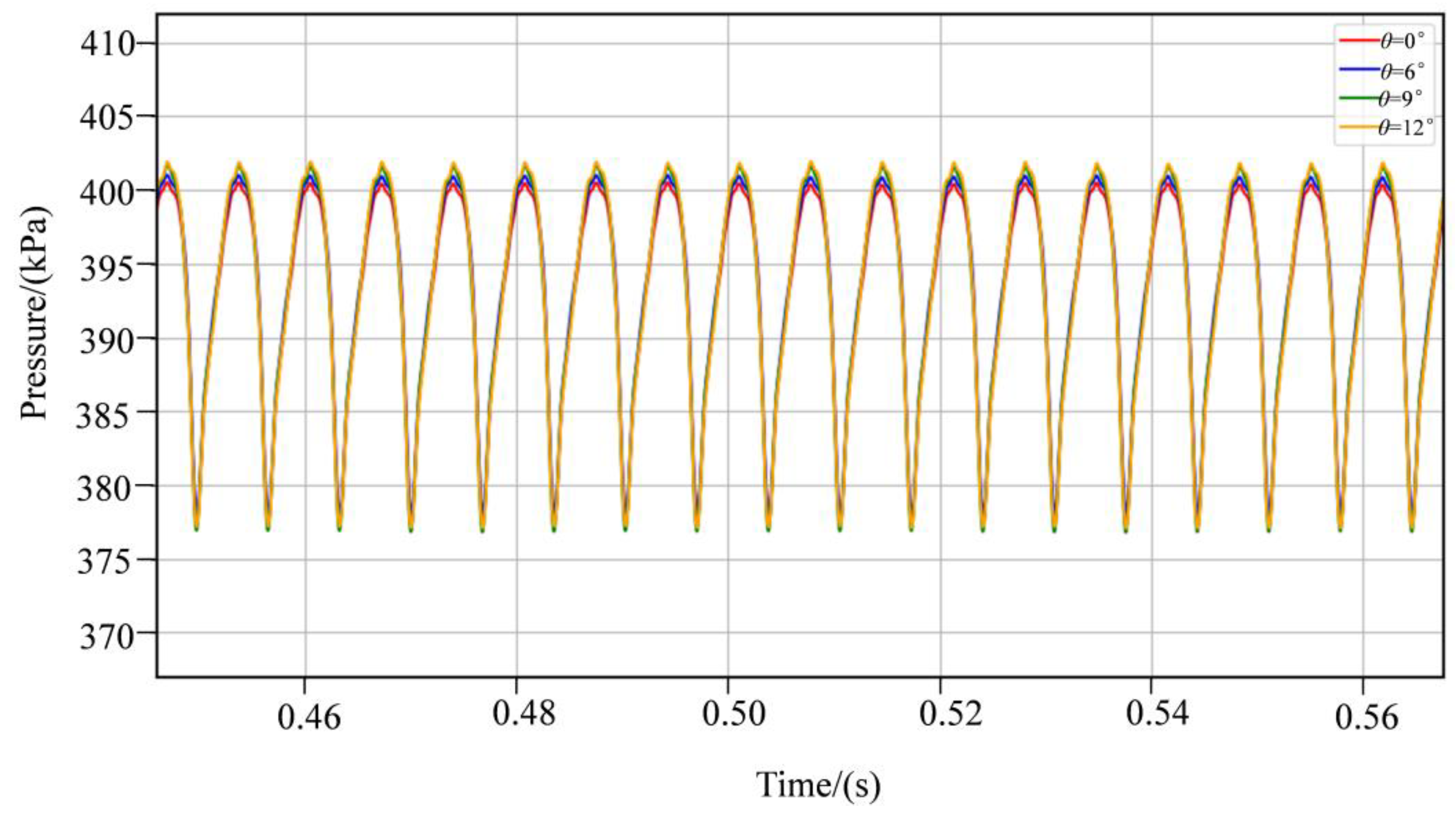
3.3. The Influence of the Impeller Oblique Cutting Angle on Pressure Pulsation
3.4. The Influence of the Impeller Oblique Cutting Angles on Energy Loss
4. Conclusions
- (1)
- When the impeller is cut horizontally under low-flow conditions and design conditions, the direction of the blade outlet is consistent with the main flow direction, and the fluid can flow out of the impeller at the optimal angle. As the oblique cutting angles increases, the flow at the blade outlet begins to deviate from the ideal direction, resulting in an increase in the reflux ratio and a decrease in efficiency. Under the working condition of high flow rate, the reflux ratio at the impeller outlet slightly decreases with the increase in the oblique cutting angles. It is the smallest when the impeller is bevel at 12°, and the efficiency is also the largest when it is bevel at 12°. This indicates that under this working condition, bevel at a certain angle can improve the outlet situation at the impeller outlet and enhance the fluidity of the fluid.
- (2)
- At monitoring point P11 in the volute tongue area, the amplitude of pressure pulsation is the largest, showing a distinct feature dominated by blade frequency. Moreover, the pulsation period corresponds to the number of blades. The amplitudes of pressure pulsation in the 9° and 12° oblique cutting schemes are significantly higher than those in the flat cutting and 6° oblique cutting schemes. The selection of the oblique cutting angles not only affects the intensity of the blade frequency, but also has a significant impact on the pressure pulsation at the shaft frequency. However, for the flat cutting of the impeller of this double-suction pump, it shows obvious advantages in suppressing the formation of the wake vortices and reducing the static–rotor interaction. These findings provide an important reference basis for the optimization of the impeller cutting of the double-suction pump.
- (3)
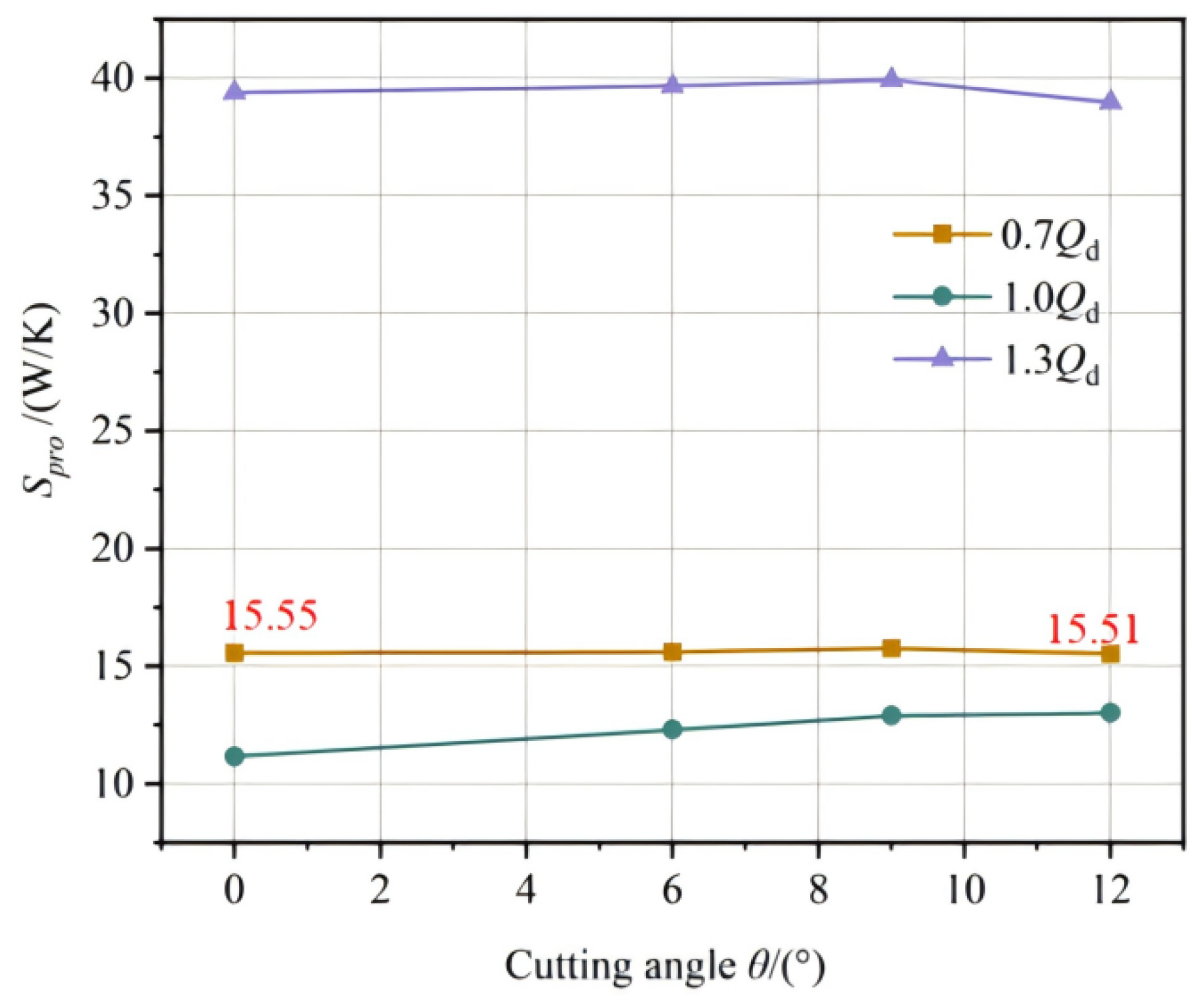
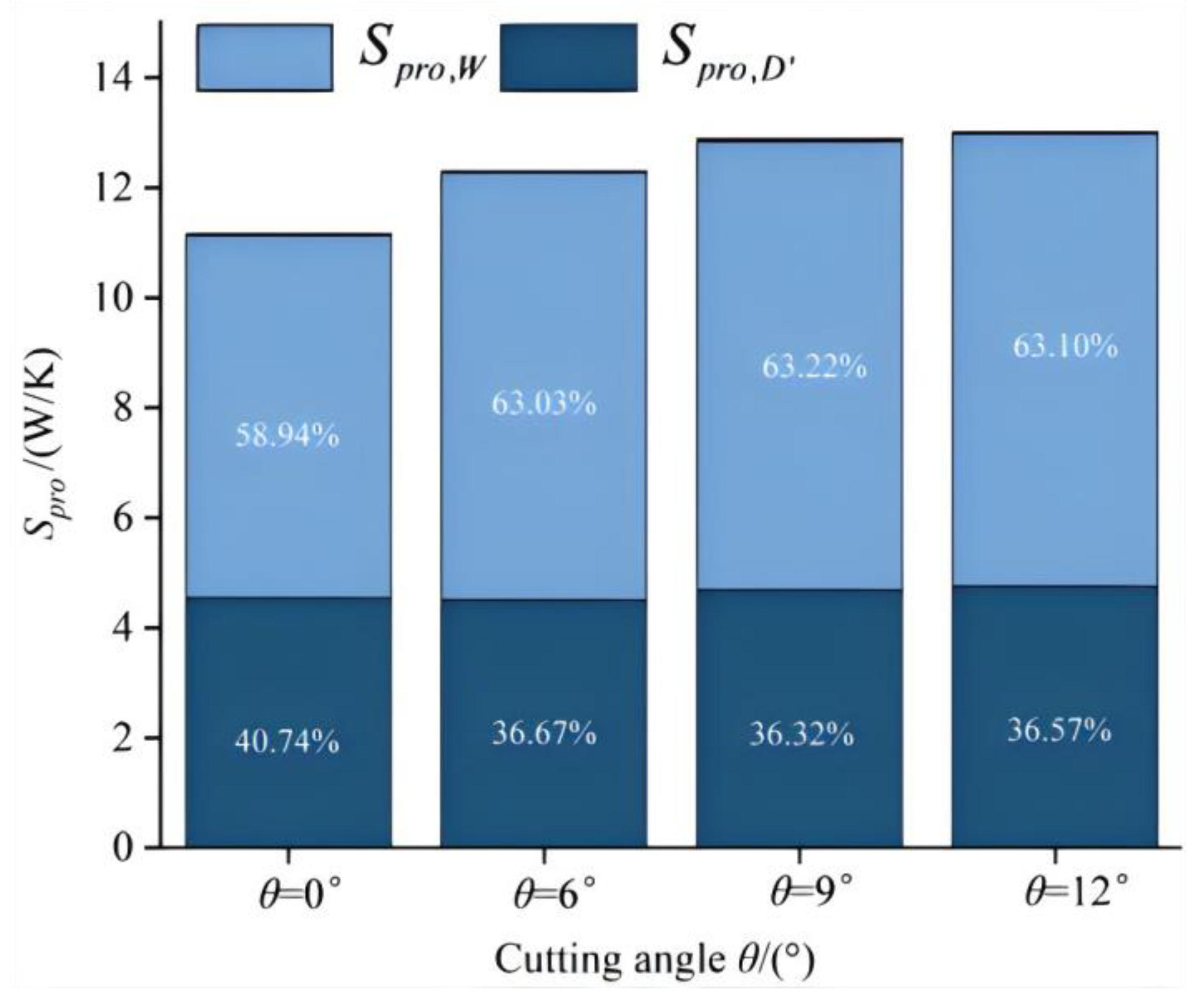
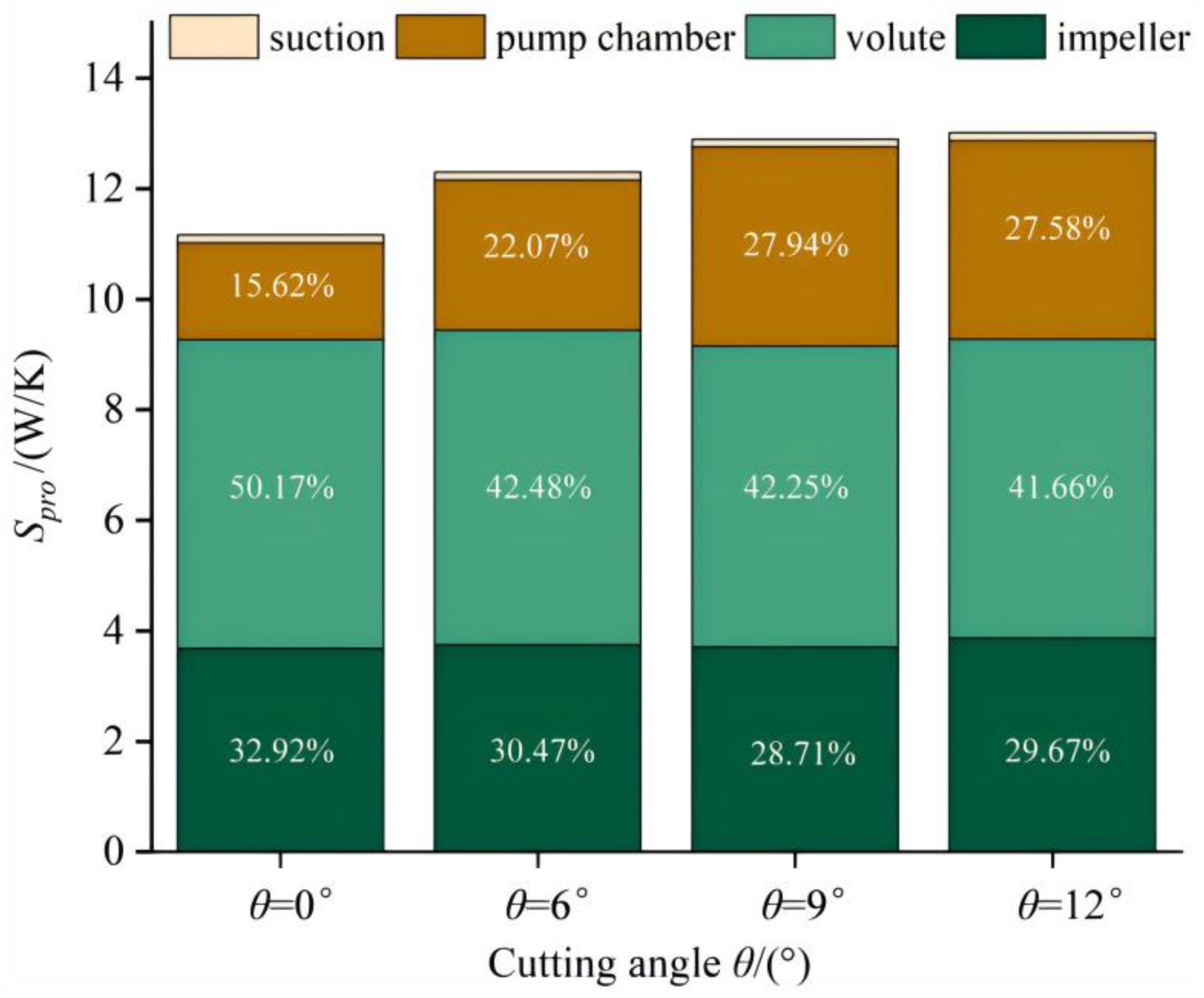
- This double-suction pump mainly relies on wall dissipation. An increase in the oblique cutting angles will intensify the wall effect, leading to an increase in energy loss and an increase in total entropy production. The volute is always the component with the maximum entropy generation, accounting for 41.66% to 50.71%. The bevel cutting of the impeller has the greatest impact on the pump cavity loss. Under the design conditions, the total entropy generation of the flat cutting scheme is the lowest. The bevel cutting will increase the non-uniformity of the impeller outlet velocity and intensify the turbulence loss in the pump cavity.
- (4)
- While the current study employs the SST k-ω turbulence model, future work could implement high-fidelity approaches such as Large Eddy Simulation (LES) or Detached Eddy Simulation (DES). These advanced methodologies would enhance the resolution of complex turbulent structures and transient flow characteristics induced by impeller beveling, particularly improving prediction accuracy for oblique cutting-modified wake vortices and static–rotor interaction effects.
- (5)
- Given that pumps predominantly operate at the design point, this study prioritizes the design operating condition while maintaining invariant key geometric parameters such as blade count. Future investigations could examine the post-beveling performance of double-suction pumps across varying specific speeds and blade counts.
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
References
- Miao, S.; Tan, X.; Luo, W.; Wang, X.; Yang, J. The mechanism of internal energy losses in double-suction centrifugal pumps under direct and reverse conditions. Energy 2024, 306, 132547. [Google Scholar] [CrossRef]
- Qu, X.; Wang, L. Effects of impeller trimming methods on performances of centrifugal pump. J. Energy Eng. 2016, 142, 04016008. [Google Scholar] [CrossRef]
- Shadab, M.; Karimipour, M.; Najafi, A.F.; Paydar, R.; Nourbakhsh, S.A. Effect of impeller shroud trimming on the hydraulic performance of centrifugal pumps with low and medium specific speeds. Eng. Appl. Comput. Fluid Mech. 2022, 16, 514–535. [Google Scholar] [CrossRef]
- Khalifa, A.E. Performance and vibration of a double volute centrifugal pump: Effect of impeller trimming. In ASME International Mechanical Engineering Congress and Exposition; American Society of Mechanical Engineers: New York, NY, USA, 2014; Volume 46476, p. V04AT04A063. [Google Scholar] [CrossRef]
- Gonzalez, J.; Parrondo, J.; Santolaria, C.; Blanco, E. Steady and unsteady radial forces for a centrifugal pump with impeller to tongue gap variation. J. Fluids Eng. 2006, 128, 454–462. [Google Scholar] [CrossRef]
- Šavar, M.; Kozmar, H.; Sutlović, I. Improving centrifugal pump efficiency by impeller trimming. Desalination 2009, 249, 654–659. [Google Scholar] [CrossRef]
- Qiu, G.; Zhu, S.; Wang, K.; Wang, W.; Hu, J.; Hu, Y.; Zhi, X.; Qiu, L. Numerical study on the dynamic process of reciprocating liquid hydrogen pumps for hydrogen refueling stations. Energy 2023, 281, 128303. [Google Scholar] [CrossRef]
- Wang, K.; Zhang, Z.; Jiang, L.; Liu, H.; Li, Y. Effects of impeller trim on performance of two-stage self-priming centrifugal pump. Mech. Eng. 2017, 9, 1687814017692493. [Google Scholar] [CrossRef]
- Han, Y.; Li, H.; Tiganik, T.; Wang, Y.; Zhou, L. Influence mechanism of trimming impeller diameter in a centrifugal pump by computational fluid dynamics investigation. J. Fluids Eng. 2023, 145, 021205. [Google Scholar] [CrossRef]
- Jain, S.V.; Swarnkar, A.; Motwani, K.H.; Patel, R.N. Effects of impeller diameter and rotational speed on performance of pump running in turbine mode. Energy Convers. Manag. 2015, 89, 808–824. [Google Scholar] [CrossRef]
- Huang, B.; Zeng, G.; Qian, B.; Wu, P.; Shi, P.; Qian, D. Pressure fluctuation reduction of a centrifugal pump by blade trailing edge modification. Processes 2021, 9, 1408. [Google Scholar] [CrossRef]
- Shi, W.D.; Zhou, L.; Lu, W.G.; Li, H. Numerical simulation and experimental study on deep-well centrifugal pump with small rear shroud diameter. Mater. Res. 2012, 354, 659–663. [Google Scholar] [CrossRef]
- Xu, Z.; Zhang, F.; Zhu, L.; Chen, K.; Zhang, J.; Hong, Q. Effects of impeller Trimming on energy performance and fluid-structure interaction characteristics of the two-stage pump. Energy 2025, 317, 134698. [Google Scholar] [CrossRef]
- Ye, W.; Zhuang, B.; Wei, Y.; Luo, X.; Wang, H. Investigation on the unstable flow characteristic and its alleviation methods by modifying the impeller blade tailing edge in a centrifugal pump. J. Energy Storage 2024, 86, 111358. [Google Scholar] [CrossRef]
- Stepanoff, A.J. Centrifugal and Axial Flow Pumps: Theory, Design, and Application; ASCE: Reston, VA, USA, 1991. [Google Scholar]
- Yates, M.A.; Weybourne, I. Improving the energy efficiency of pumping systems. J. Water Supply Res. Technol. AQUA 2001, 50, 101–111. [Google Scholar] [CrossRef]
- Ramadhan Al-Obaidi, A. Effects of different turbulence models on three-dimensional unsteady cavitating flows in the centrifugal pump and performance prediction. Int. J. Nonlinear Sci. Numer. Simul. 2019, 20, 487–509. [Google Scholar] [CrossRef]
- Wang, K.; Ju, Y.; Zhang, C. A quantitative evaluation method for impeller-volute tongue interaction and application to squirrel cage fan with bionic volute tongue. J. Fluids Eng. 2019, 141, 081104. [Google Scholar] [CrossRef]
- Tian, S.; Gao, Y.; Dong, X.; Liu, C. Definitions of vortex vector and vortex. J. Fluid Mech. 2018, 849, 312–339. [Google Scholar] [CrossRef]
- Zhang, F.; Appiah, D.; Chen, K.; Yuan, S.; Adu-Poku, K.A.; Wang, Y. Dynamic characterization of vortex structures and their evolution mechanisms in a side channel pump. J. Fluids Eng. 2020, 142, 111502. [Google Scholar] [CrossRef]
- Tran, C.T.; Long, X.; Ji, B. Vortical structures in the cavitating flow in the Francis-99 draft tube cone under off-design conditions with the new omega vortex identification method. J. Phys. 2019, 1296, 012011. [Google Scholar] [CrossRef]
- Kock, F.; Herwig, H. Local entropy production in turbulent shear flows: A high-Reynolds number model with wall functions. Int. J. Heat Mass Transf. 2004, 47, 2205–2215. [Google Scholar] [CrossRef]
- Kock, F.; Herwig, H. Entropy production calculation for turbulent shear flows and their implementation in CFD codes. Int. J. Heat Fluid Flow 2005, 26, 672–680. [Google Scholar] [CrossRef]
- Herwig, H.; Kock, F. Direct and indirect methods of calculating entropy generation rates in turbulent convective heat transfer problems. Heat Mass Transf. 2007, 43, 207–215. [Google Scholar] [CrossRef]
- Herwig, H.; Kock, F. Local entropy production in turbulent shear flows: A tool for evaluating heat transfer performance. J. Therm. Sci. 2006, 15, 159–167. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value |
|---|---|
| Specific speed ns | 90 |
| Impeller suction diameter D1/(mm) | 192 |
| Impeller outlet diameter D2/(mm) | 365 |
| Impeller inlet install angle β1/(°) | 20.8 |
| Impeller outlet install angle β2/(°) | 29.6 |
| Impeller outlet width b2/(mm) | 46 |
| Number of blades Z | 6 |
| Rotational speed n/(r/min) | 1480 |
| Volute inlet width b3/(mm) | 100 |
| ns | 60 | 120 | 200 | 300 | 500 |
| φD | 0.2 | 0.15 | 0.11 | 0.09 | 0.07 |
| Specific Speed | Number of Meshes/×106 | Efficiency/% |
|---|---|---|
| ns = 90 | 2.28 | 83.31 |
| 5.54 | 85.66 | |
| 6.43 | 85.87 | |
| 7.86 | 85.87 | |
| 8.21 | 85.88 |
| Parameter | Sensor Type | Measurement Accuracy | Range |
|---|---|---|---|
| Flow rate | Electromagnetic flow transducer | ±0.3% | 0–1000 m3/h |
| Pressure | EJA530E Pressure sensor | ±0.1% | 0–1 MPa |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2025 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wang, Z.; Li, X.; Liu, J.; Pei, J.; Wang, W.; Wang, K.; Wang, H. Research on the Influence of Impeller Oblique Cutting Angles on the Performance of Double-Suction Pumps. Energies 2025, 18, 3907. https://doi.org/10.3390/en18153907
Wang Z, Li X, Liu J, Pei J, Wang W, Wang K, Wang H. Research on the Influence of Impeller Oblique Cutting Angles on the Performance of Double-Suction Pumps. Energies. 2025; 18(15):3907. https://doi.org/10.3390/en18153907
Chicago/Turabian StyleWang, Zhongsheng, Xinxin Li, Jun Liu, Ji Pei, Wenjie Wang, Kuilin Wang, and Hongyu Wang. 2025. "Research on the Influence of Impeller Oblique Cutting Angles on the Performance of Double-Suction Pumps" Energies 18, no. 15: 3907. https://doi.org/10.3390/en18153907
APA StyleWang, Z., Li, X., Liu, J., Pei, J., Wang, W., Wang, K., & Wang, H. (2025). Research on the Influence of Impeller Oblique Cutting Angles on the Performance of Double-Suction Pumps. Energies, 18(15), 3907. https://doi.org/10.3390/en18153907