
Modeling of a Biomass-Based Energy Production Case Study Using Flexible Inputs with the P-Graph Framework




Abstract
1. Introduction
1.1. Biomass-Based Energy Supply
1.2. P-Graph Framework
2. Materials and Methods
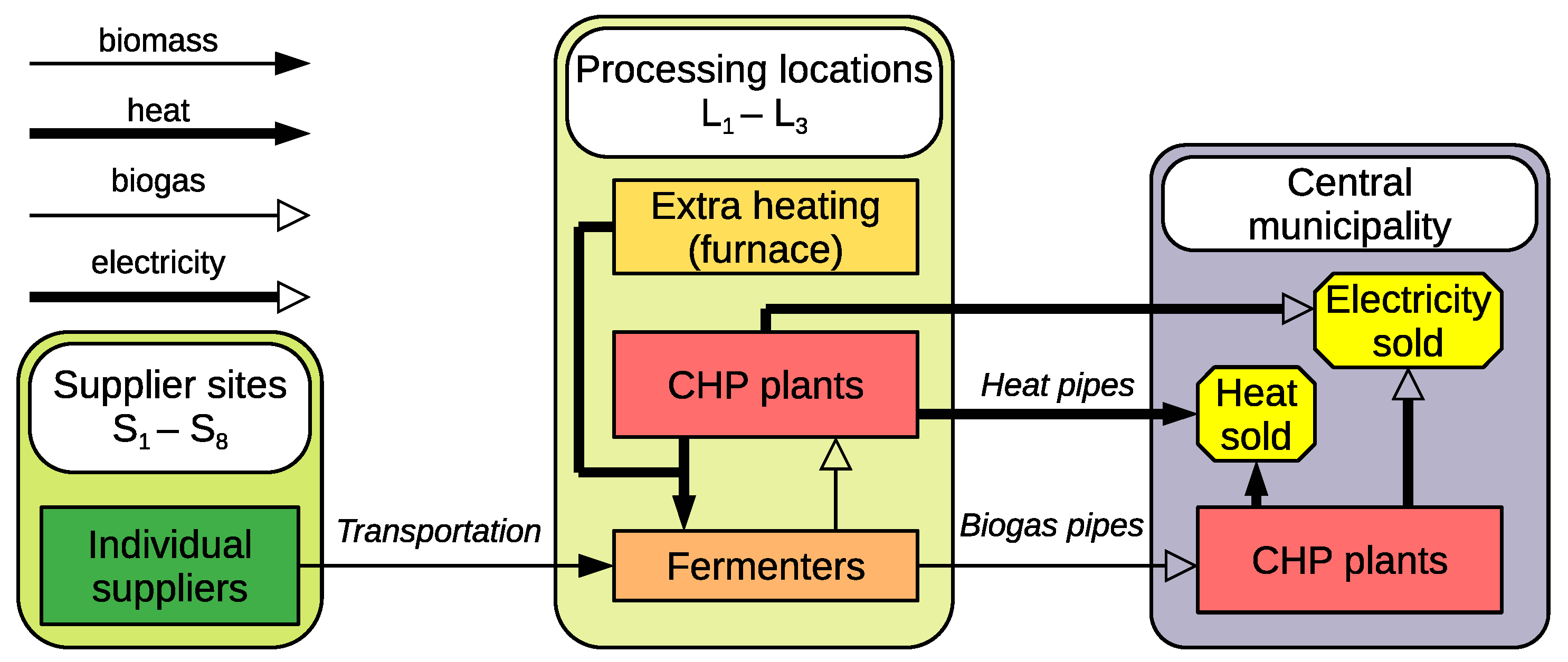
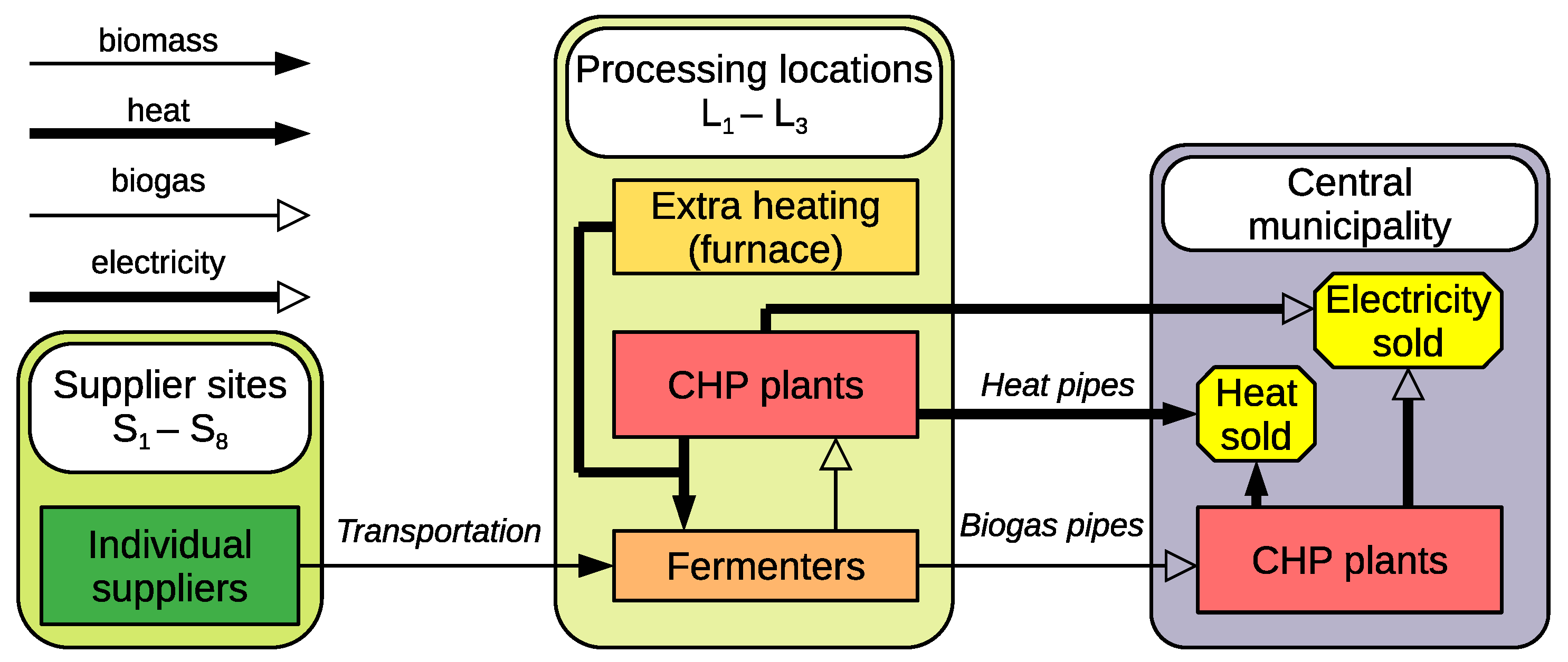
2.1. Problem Description
2.2. Initial MILP Model
- Ratio of inputs is determined by the input composition m. Constant denotes the ratio for biomass type t in input composition m such that .
- The total amount of biogas is obtained as a sum for each input t. The factor is used to convert fresh matter amounts to produce biogas amounts such that units of biomass type t yield a production of units of biogas.
2.3. Modified MILP Model with Flexible Inputs
2.4. P-Graph Model, Flexible Inputs
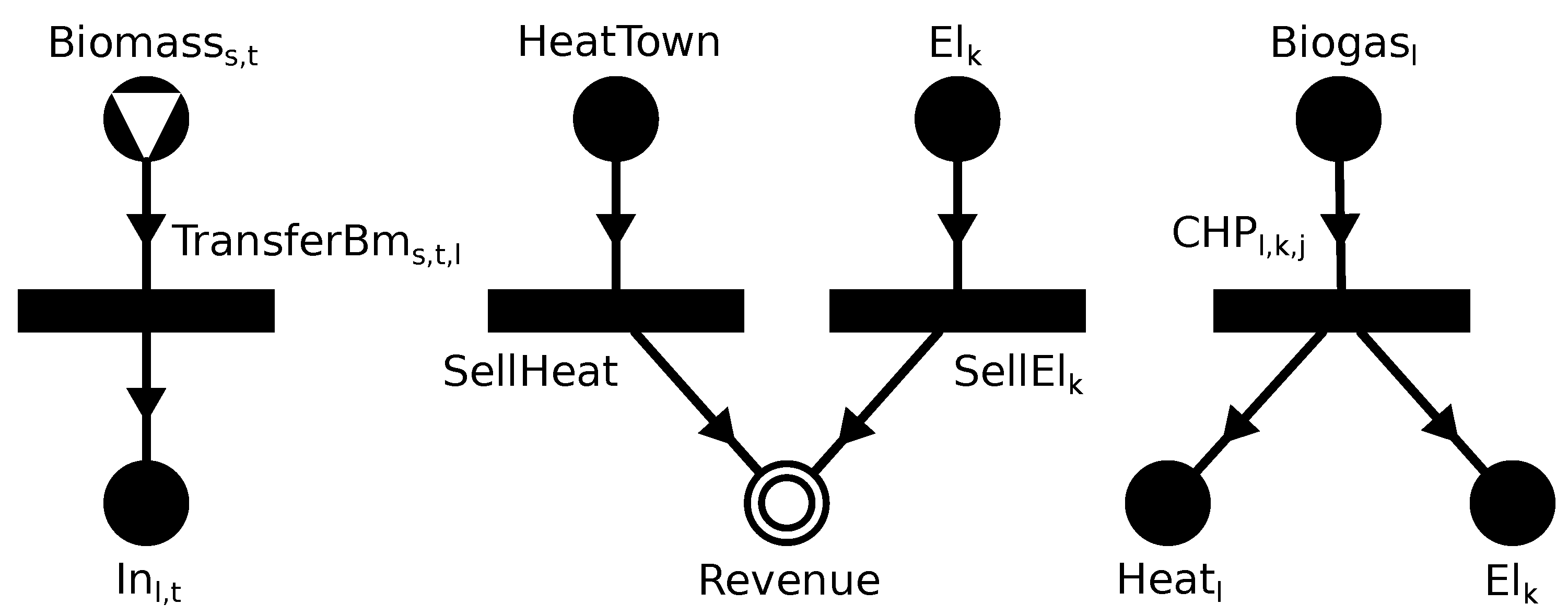
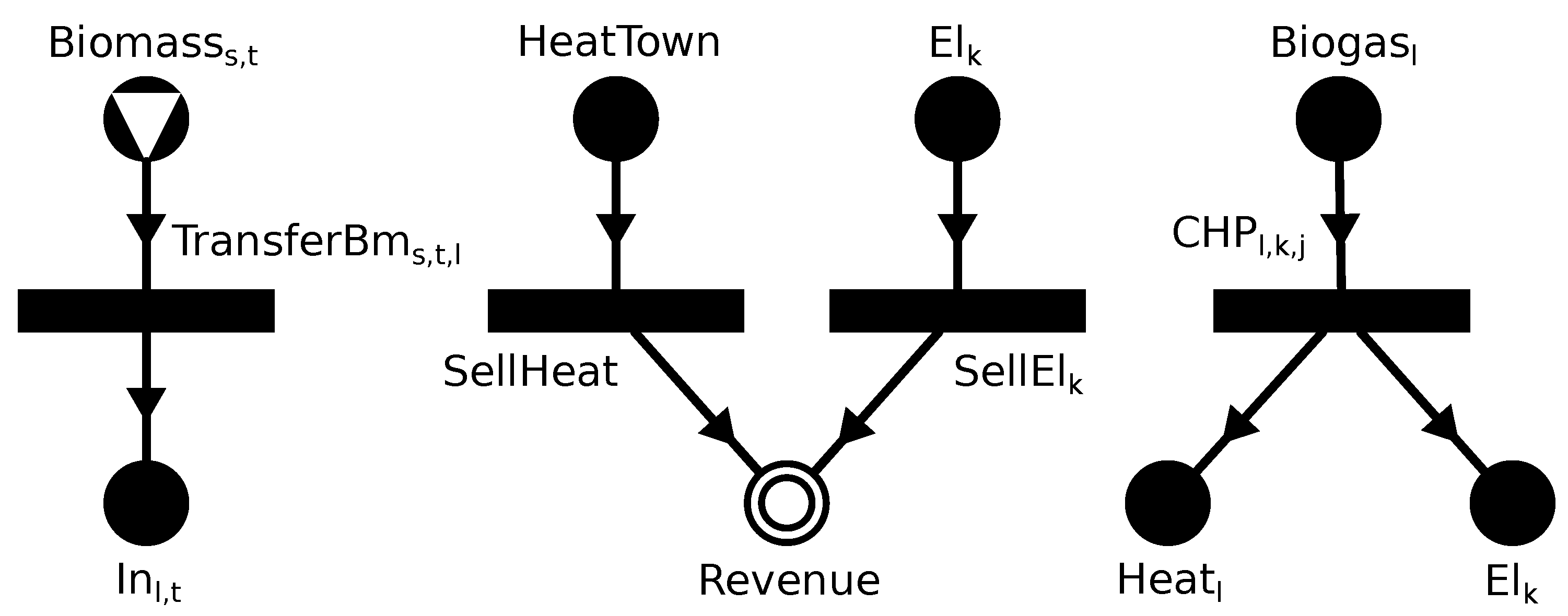
- Operating units for biomass transfer are introduced for each supplier s, biomass type t, and location l. The single input material node is , and the output is , which represents the input for fermenters.
- Operating units denote purchase of into the available heat for each location l.
- Operating units denote transportation of available biogas at each location l to the town, denoted by the node.
- Operating units and for all sizes k denote selling energy. Their single inputs are and , and the output is in all cases.
- The CHP plant at location l, with size k, and identifier j is denoted by operating unit node . Since identical plants are allowed, . The single input is the available biogas , and the two outputs are available heat and electricity .
- The CHP plant at the town, with size k and identifier j is modeled similarly, by operating unit node . The single input is , and the two outputs are available heat and electricity .
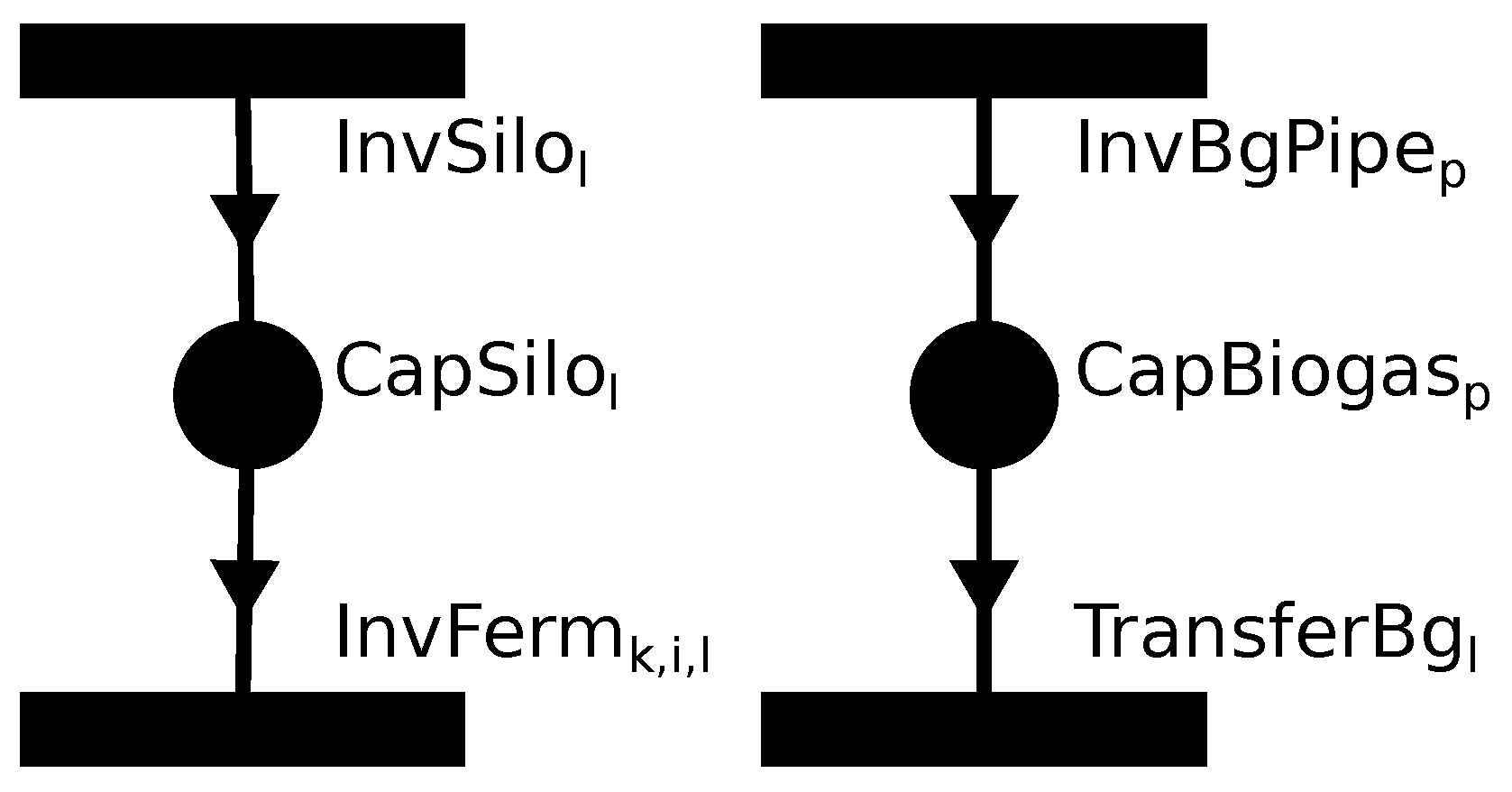
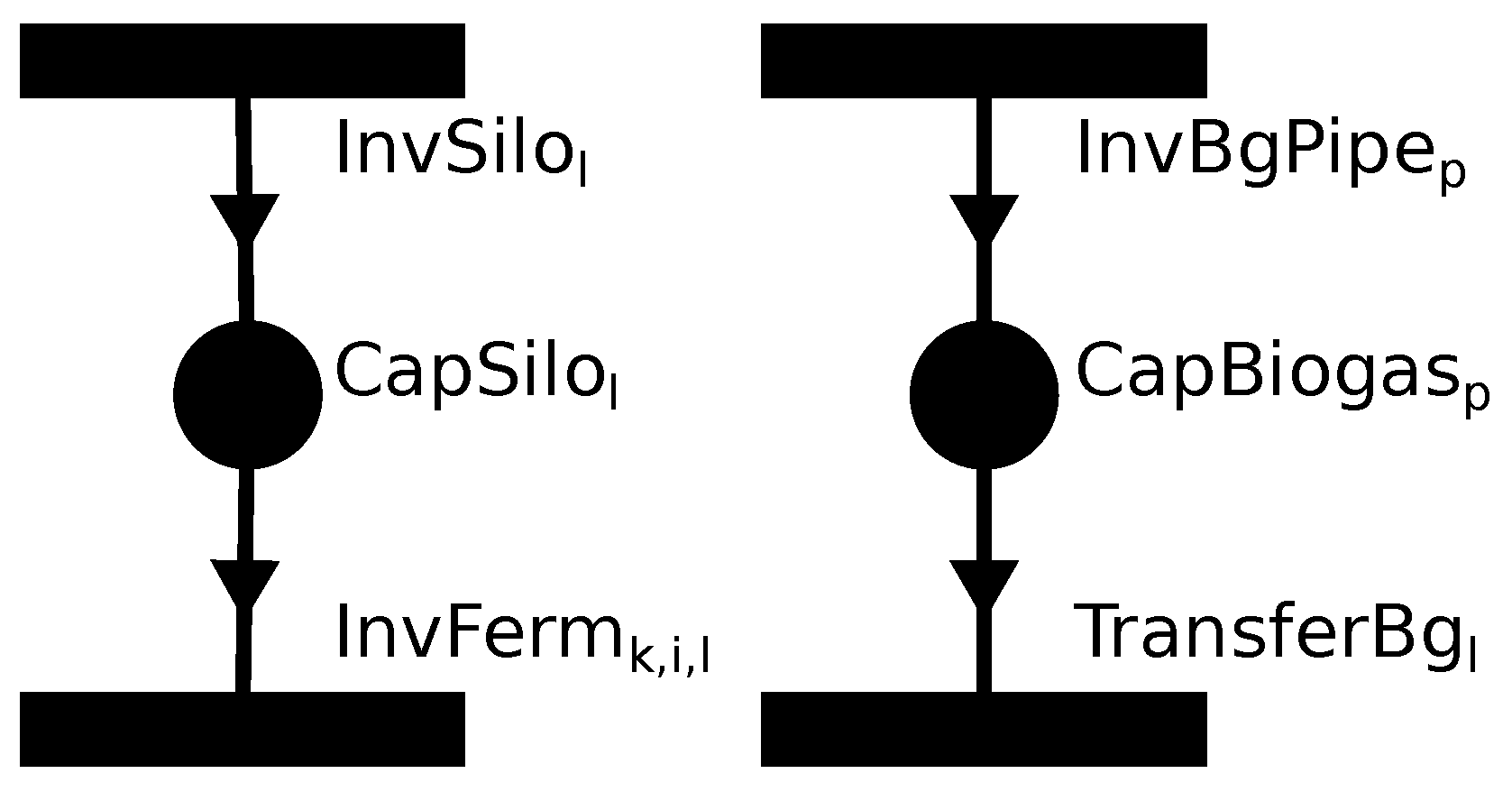
- Investment into the fermenter of size k, identifier i, location l, is denoted by operating unit . It requires the silo plate, denoted by operating unit and dummy capacity material .
- CHP plant operation for any size k and identifier j at the town () or a location l () requires the transformer, denoted by operating unit and capacity .
- Biogas transfer from any location l denoted by operating unit across a pipe section requires building that pipe section, denoted by operating unit and capacity .
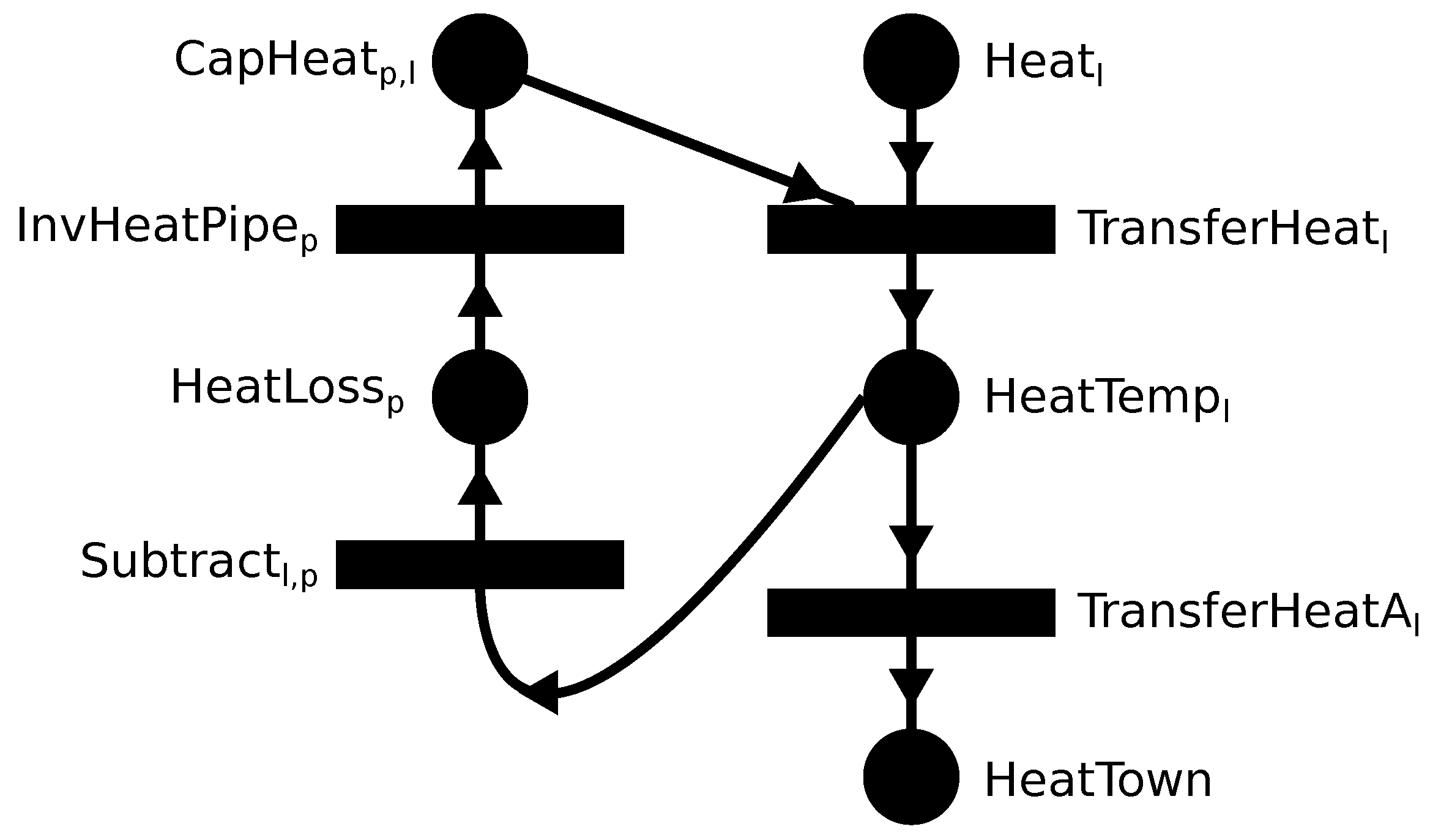
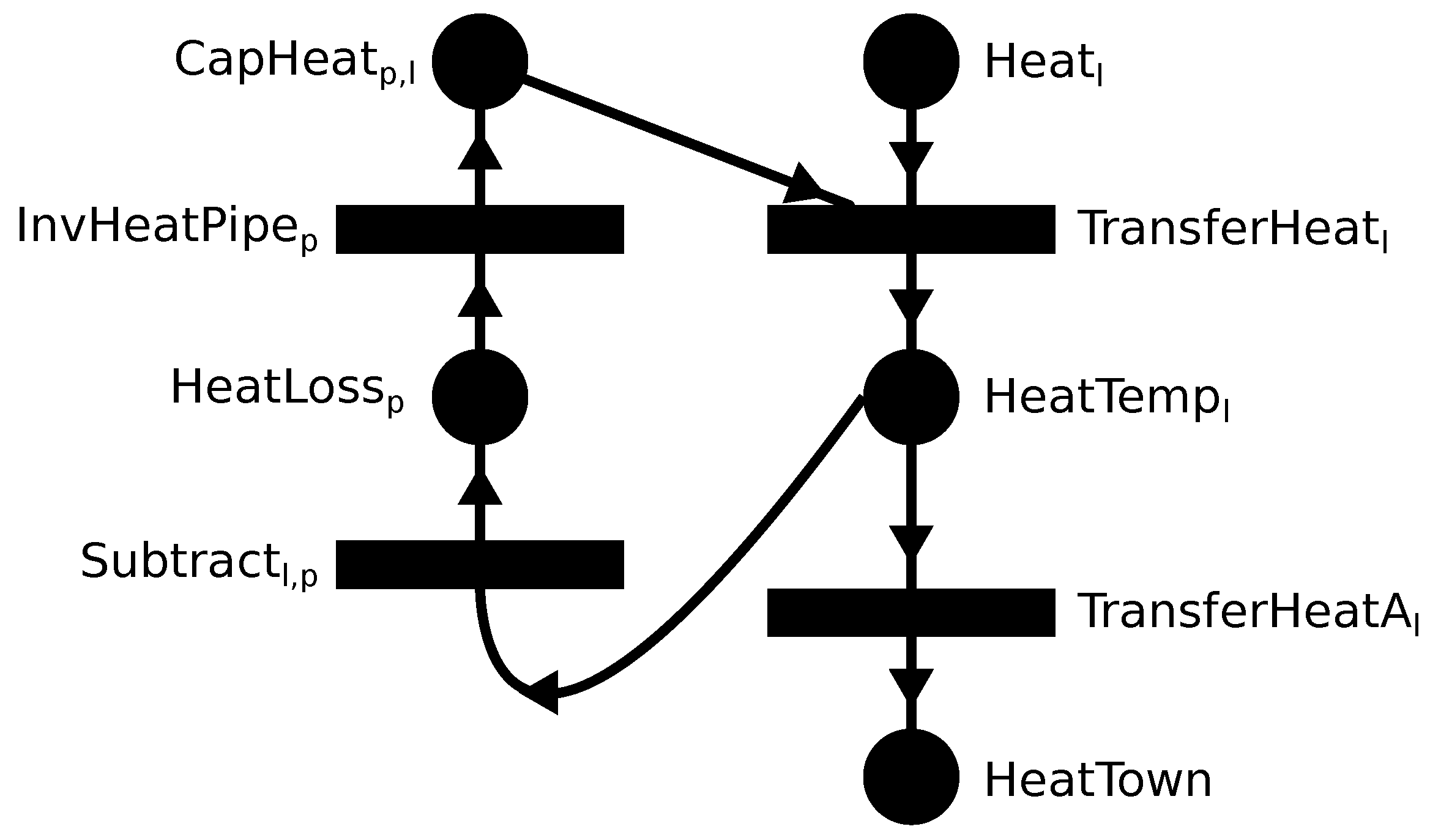
- Heat transfer has the same rules as biogas transfer, but due to different heat loss and cost calculations, the implementation is different. is the operating unit for heat transfer, and is the operating unit for heat pipe investment, but there are distinct capacities for each l, .
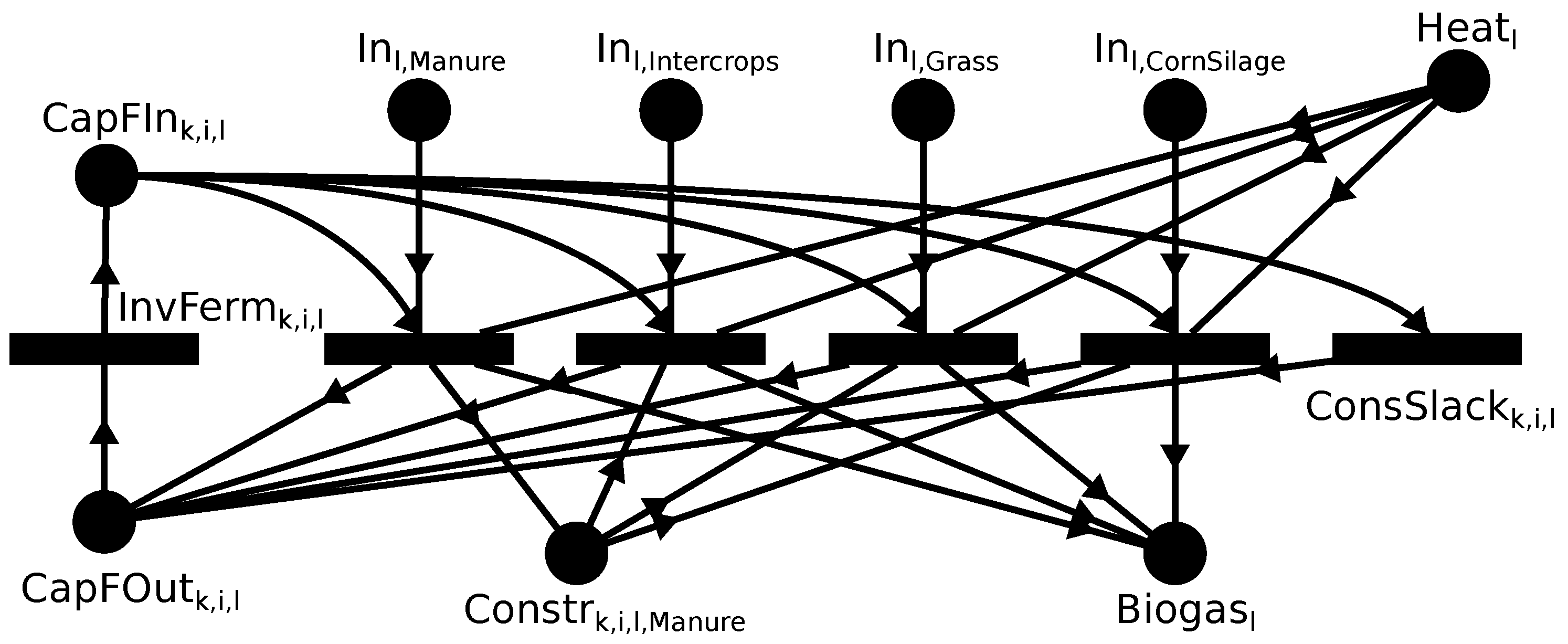
- Input node represents the required fermenter heating, which depends on the amounts of each t with its specific flow rate.
- The 30% minimum ratio of manure is ensured by a single logical material node , produced by (second operating unit in Figure 4) with flow rate 7, and consumed by for all other biomass types t with flow rate 3.
- represents the investment into the fermenter, producing its full capacity , which is then consumed by each , and also . This structure is mirrored: is produced, which is an input to . This ensures that consumes all the remaining capacity. Therefore, the investment cost can be calculated based on the amounts processed by and .
- is the output of all production except for the slack, with appropriate flow rates for each biomass type t.
3. Results
3.1. Parameter Estimation
3.2. MILP Model Results
- Initial model (fixed inputs) with original data.
- Initial model (fixed inputs) with recalculated and .
- Modified model (flexible inputs) with estimated and .
3.3. P-Graph Results
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Appendix A. Nomenclature
Appendix A.1. Sets
| Set of (processing) locations. | |
| Set of plant sizes. | |
| Set of fixed fermenter input compositions (or mixtures). | |
| Set of possible pipe sections between locations and/or the town. | |
| Set of required pipe sections for location . | |
| Set of suppliers. | |
| Set of raw material (biomass) types. | |
| Set of identifiers for distinct fermenters with flexible inputs. |
Appendix A.2. Integer Variables
| The fermenter with flexible inputs of size k, identifier i, at location l, is built. | |
| Number of fermenter units of size k with input composition m built at location l. | |
| Number of CHP plants of size k built in the town. | |
| Number of CHP plants of size k built at location l. |
Appendix A.3. Binary Variables
| Produced biogas is transported from location l. | |
| Biogas pipe is built between the endpoints of pipe section p. | |
| Produced heat is transported from location l. | |
| Heat pipe is built between the endpoints of pipe section p. | |
| A silo plate is built at location l. | |
| A transformer is built. |
Appendix A.4. Nonnegative Real Variables
| Amount of biomass type t (fresh matter) transported from supplier s to location l. | |
| Amount of biomass type t (fresh matter) fed into the fermenter with flexible inputs of size k, identifier i, at location l. | |
| Amount of biomass type t (fresh matter) fed into fermenters of size k with input composition m at location l. | |
| Total electricity throughput to be sold, from CHP plants of size k. | |
| Amount of biogas produced by the fermenter with flexible inputs of size k, identifier i, at location l. | |
| Slack amount of biogas corresponding to the fermenter with flexible inputs of size k, identifier i, at location l. | |
| Amount of biogas produced by fermenters of size k with input composition m at location l. | |
| Amount of biogas transported from location l to the town. | |
| Working capacity spent by CHP plants of size k at the town. | |
| Working capacity spent by CHP plants of size k at location l. | |
| Working capacity spent by the fermenter with flexible inputs of size k, identifier i, at location l. | |
| Working capacity spent by fermenters of size k with input composition m at location l. | |
| Heating purchased for fermenters at location l. | |
| Heat transported from location l to the town. | |
| Heat loss during transportation at pipe section p. | |
| Heat loss during transportation from location l to the town, attributed to pipe section . | |
| Total heat sold. | |
| Total income per year. | |
| Fermenter investment costs, annualized. | |
| Fermenter operating costs per year. | |
| Total investment costs, annualized. | |
| Total operating costs, annualized. |
Appendix A.5. Parameters
| Available amount of biomass type t at supplier s. | |
| Ratio of biomass type t in the fermenter input composition m. | |
| Minimum input ratio for biomass type t in each fermenter. | |
| Distance of location l from supplier s. | |
| Full load working hours during a year. | |
| M value, constant upper limit for biogas transported. | |
| Fixed investment cost of a biogas pipe. | |
| Investment cost of a biogas pipe proportional to length. | |
| Investment cost of a heat pipe proportional to length. | |
| Investment cost of a CHP plant of size k. | |
| Investment cost of a fermenter of size k with fixed input composition m. | |
| Investment cost of a silo plate at a location. | |
| Investment cost of the transformer. | |
| Fermenter investment cost per unit amount of biomass type t consumed, at full capacity, assuming a fermenter with flexible inputs of size k. | |
| Fermenter investment cost per unit amount of biogas produced from biomass type t consumed, at full capacity, assuming a fermenter with flexible inputs of size k. | |
| Number of identical fermenters with flexible inputs allowed. | |
| Maximum number of identical units at a location or the town. | |
| Annual operating cost of a CHP plant of size k. | |
| Electricity cost of a CHP plant of size k per working capacity. | |
| Unit cost of fermenter heating. | |
| Annual operating cost of a fermenter of size k. | |
| Electricity cost per unit of heat transported. | |
| Annual operating cost of a silo plate. | |
| Payback period assumed, in years. | |
| Length of pipe section p. | |
| Purchase price of biomass type t. | |
| Sell price of heat produced. | |
| Sell price of electricity produced at a CHP plant of size k. | |
| M value, constant upper bound for heat transported. | |
| Constant rate of heat loss. | |
| Heating required by a fermenter of size k with composition m. | |
| Fermenter heating required per unit amount of biomass type t consumed, assuming a fermenter with flexible inputs of size k. | |
| Conversion factor from fresh matter amount of biomass type t to biogas amount. | |
| Fixed transportation cost of biomass type t. | |
| Transportation cost of biomass type t, proportional to distance. | |
| Conversion factor from working capacity of fermenters of size k to biogas amount produced. | |
| Conversion factor from working capacity of CHP plants of size k to heat produced. | |
| Conversion factor from working capacity of CHP plants of size k to electricity produced. |
Appendix A.6. P-Graph Material Nodes
| Raw material node. Available biomass type t at supplier s. |
| Biogas available at location l. | |
| Biogas available at the town. | |
| Dummy capacity for biogas pipe section p. | |
| Capacity on the input side, for the fermenter with flexible inputs, of size k, identifier i, location l. | |
| Capacity on the output side, for the fermenter with flexible inputs, of size k, identifier i, location l. | |
| Dummy capacity for the heat pipe from l, to ensure heat loss at pipe section . | |
| Dummy capacity for the silo plate at location l. | |
| Dummy capacity for the transformer. | |
| Material for constraint on the minimum ratio of input biomass type t, for the fermenter with flexible inputs, of size k, identifier i, location l. | |
| Electricity produced by CHP plants of size k. | |
| Raw material node. Extra heating purchased for fermenters. | |
| Heating available at location l. | |
| Heating available at the town. | |
| Heating transferred from location l. | |
| Heat loss at pipe section p. | |
| Input biomass type t at location l. | |
| Product node. Revenue from selling heating and electricity. |
Appendix A.7. P-Graph Operating Unit Nodes
| Purchase of extra heat at location l. | |
| CHP plant at location l, of size k, identifier j. | |
| CHP plant at the town, of size k, identifier j. | |
| Fermenter with flexible inputs, of size k, identifier i, location l, consuming biomass type t. | |
| Fermenter with flexible inputs, of size k, identifier i, location l, consuming remaining free (slack) capacity. | |
| Invesment into the silo plate at location l. | |
| Invesment into the fermenter with flexible inputs, of size k, identifier i, location l. | |
| Invesment into the silo plate at location l. | |
| Invesment into the biogas pipe section p. | |
| Invesment into the heat pipe section p. | |
| Invesment into the transformer. | |
| Transfer of biomass type t from supplier s to location l. | |
| Transfer of biogas from location l to the town. | |
| Transfer of heating from location l to the town. | |
| Arrival of heating (after losses) from location l to the town. | |
| Selling electricity from CHP plants of size k. | |
| Selling heating. | |
| Logical operating unit for subtracting heat loss from location l across pipe section p. |
References
- Ó Céileachair, D.; O’Shea, R.; Murphy, J.D.; Wall, D.M. The effect of seasonal biomass availability and energy demand on the operation of an on-farm biomethane plant. J. Clean. Prod. 2022, 368, 133129. [Google Scholar] [CrossRef]
- Searcy, E.; Flynn, P.; Ghafoori, E.; Kumar, A. The relative cost of biomass energy transport. Appl. Biochem. Biotechnol. 2007, 137, 639–652. [Google Scholar] [CrossRef] [PubMed]
- Sun, O.; Fan, N. A Review on Optimization Methods for Biomass Supply Chain: Models and Algorithms, Sustainable Issues, and Challenges and Opportunities. Process Integr. Optim. Sustain. 2020, 4, 203–226. [Google Scholar] [CrossRef]
- Friedler, F.; Ákos, O.; Losada, J.P. P-Graphs for Process Systems Engineering, 1st ed.; Springer: Cham, Switzerland, 2022. [Google Scholar] [CrossRef]
- Éles, A.; Heckl, I.; Cabezas, H. Modeling technique in the P-Graph framework for operating units with flexible input ratios. Cent. Eur. J. Oper. Res. 2021, 29, 463–489. [Google Scholar] [CrossRef]
- Niemetz, N.; Kettl, K.H.; Szerencsits, M.; Narodoslawsky, M. Economic and ecological potential assessment for biogas production based on intercrops. In Biogas, 1st ed.; InTech: Rijeka, Croatia, 2012; pp. 173–190. [Google Scholar] [CrossRef]
- Szerencsits, M. Ökocluster—Klima und Wasserschutz Durch Synergetische Biomassenutzung—Biogas aus Zwischenfrüchten, Rest- und Abfallstoffen ohne Verschärfung der Flächenkonkurrenz; Technical Report; Klima- und Energiefonds: Wien, Austria, 2011. [Google Scholar]
- Éles, A.; Heckl, I.; Cabezas, H. Modeling Renewable Energy Systems in Rural Areas with Flexible Operating Units. Chem. Eng. Trans. 2021, 88, 643–648. [Google Scholar] [CrossRef]
- McKendry, P. Energy production from biomass (part 1): Overview of biomass. Bioresour. Technol. 2002, 83, 37–46. [Google Scholar] [CrossRef]
- McKendry, P. Energy production from biomass (part 2): Conversion technologies. Bioresour. Technol. 2002, 83, 47–54. [Google Scholar] [CrossRef]
- Bajwa, D.S.; Peterson, T.; Sharma, N.; Shojaeiarani, J.; Bajwa, S.G. A review of densified solid biomass for energy production. Renew. Sustain. Energy Rev. 2018, 96, 296–305. [Google Scholar] [CrossRef]
- Ba, B.H.; Prins, C.; Prodhon, C. Models for optimization and performance evaluation of biomass supply chains: An Operations Research perspective. Renew. Energy 2016, 87, 977–989. [Google Scholar] [CrossRef]
- Rentizelas, A.A.; Tatsiopoulos, I.P.; Tolis, A. An optimization model for multi-biomass tri-generation energy supply. Biomass Bioenergy 2009, 33, 223–233. [Google Scholar] [CrossRef]
- Kim, J.; Realff, M.J.; Lee, J.H.; Whittaker, C.; Furtner, L. Design of biomass processing network for biofuel production using an MILP model. Biomass Bioenergy 2011, 35, 853–871. [Google Scholar] [CrossRef]
- Kalaitzidou, M.A.; Georgiadis, M.C.; Kopanos, G.M. A General Representation for the Modeling of Energy Supply Chains. Comput. Aided Chem. Eng. 2016, 38, 781–786. [Google Scholar] [CrossRef]
- Sharma, B.; Ingalls, R.G.; Jones, C.L.; Khanchi, A. Biomass supply chain design and analysis: Basis, overview, modeling, challenges, and future. Renew. Sustain. Energy Rev. 2013, 24, 608–627. [Google Scholar] [CrossRef]
- Martín, M.; Grossmann, I.E. Energy optimization of hydrogen production from lignocellulosic biomass. Comput. Chem. Eng. 2011, 35, 1798–1806. [Google Scholar] [CrossRef]
- Cao, Y.; Dhahad, H.A.; Hussen, H.M.; Anqi, A.E.; Farouk, N.; Issakhov, A. Development and tri-objective optimization of a novel biomass to power and hydrogen plant: A comparison of fueling with biomass gasification or biomass digestion. Energy 2022, 238, 122010. [Google Scholar] [CrossRef]
- Tilahun, F.B.; Bhandari, R.; Mamo, M. Design optimization of a hybrid solar-biomass plant to sustainably supply energy to industry: Methodology and case study. Energy 2021, 220, 119736. [Google Scholar] [CrossRef]
- Nemet, A.; Klemeš, J.J.; Duić, N.; Yan, J. Improving sustainability development in energy planning and optimisation. Appl. Energy 2016, 184, 1241–1245. [Google Scholar] [CrossRef]
- Friedler, F.; Tarjan, K.; Huang, Y.W.; Fan, L.T. Graph-Theoretic Approach to Process Synthesis: Axioms and Theorems. Chem. Eng. Sci. 1992, 47, 1973–1988. [Google Scholar] [CrossRef]
- Friedler, F.; Tarjan, K.; Huang, Y.W.; Fan, L.T. Graph-Theoretic Approach to Process Synthesis: Polynomial Algorithm for the Maximal Structure Generation. Comput. Chem. Eng. 1993, 17, 929–942. [Google Scholar] [CrossRef]
- Friedler, F.; Varga, J.B.; Fan, L.T. Decision-Mapping: A tool for consistent and complete decisions in process synthesis. Chem. Eng. Sci. 1995, 50, 1755–1768. [Google Scholar] [CrossRef]
- Friedler, F.; Varga, B.J.; Fehér, E.; Fan, L.T. Combinatorially Accelerated Branch-and-Bound Method for Solving the MIP Model of Process Network Synthesis. In State of the Art in Global Optimization; Floudas, C.A., Pardalos, P.M., Eds.; Kluwer Academic Publishers: Dordrecht, The Netherlands, 1996; pp. 609–626. [Google Scholar]
- P-Graph Official Website. Available online: http://www.p-graph.org (accessed on 27 July 2023).
- Lam, H.L. Extended P-graph applications in supply chain and Process Network Synthesis. Curr. Opin. Chem. Eng. 2013, 4, 475–486. [Google Scholar] [CrossRef]
- Lam, H.L.; Chong, K.H.; Tan, T.K.; Ponniah, G.D.; Tin, Y.T.; How, B.S. Debottlenecking of the Integrated Biomass Network with Sustainability Index. Chem. Eng. Trans. 2017, 61, 1615–1620. [Google Scholar] [CrossRef]
- Atkins, M.J.; Walmsley, T.G.; Ong, B.H.Y.; Walmsley, M.R.W.; Neale, J.R. Application of P-graph techniques for efficient use of wood processing residues in biorefineries. Chem. Eng. Trans. 2016, 52, 499–504. [Google Scholar] [CrossRef]
- How, B.S.; Hong, B.H.; Lam, H.L.; Friedler, F. Synthesis of multiple biomass corridor via decomposition approach: A P-graph application. J. Clean. Prod. 2016, 130, 45–57. [Google Scholar] [CrossRef]
- Safder, U.; Lim, J.Y.; How, B.S.; Ifaei, P.; Heo, S.; Yoo, C. Optimal configuration and economic analysis of PRO-retrofitted industrial networks for sustainable energy production and material recovery considering uncertainties: Bioethanol and sugar mill case study. Renew. Energy 2022, 182, 797–816. [Google Scholar] [CrossRef]
- Lam, H.L.; Varbanov, P.S.; Klemeš, J.J. Optimisation of regional energy supply chains utilising renewables: P-graph approach. Comput. Chem. Eng. 2010, 34, 782–792. [Google Scholar] [CrossRef]
- Heckl, I.; Friedler, F.; Fan, L.T. Solution of separation-network synthesis problems by the P-graph methodology. Comput. Chem. Eng. 2010, 34, 700–706. [Google Scholar] [CrossRef]
- Bartos, A.; Bertók, B. Production line balancing by P-graphs. Optim. Eng. 2020, 21, 567–584. [Google Scholar] [CrossRef]
- Aviso, K.B.; Chiu, A.S.F.; Demeterio, F.P.A.; Lucas, R.I.G.; Tseng, M.L.; Tan, R.R. Optimal human resource planning with P-graph for universities undergoing transition. J. Clean. Prod. 2019, 224, 811–822. [Google Scholar] [CrossRef]
- Bertók, B.; Bartos, A. Algorithmic Process Synthesis and Optimisation for Multiple Time Periods Including Waste Treatment: Latest Developments in P-graph Studio Software. Chem. Eng. Trans. 2018, 70, 97–102. [Google Scholar] [CrossRef]
- Kalauz, K.; Süle, Z.; Bertók, B.; Friedler, F.; Fan, L.T. Extending Process-Network Synthesis Algorithms with Time Bounds for Supply Network Design. Chem. Eng. Trans. 2012, 29, 259–264. [Google Scholar] [CrossRef]
- Frits, M.; Bertók, B. Process Scheduling by Synthesizing Time Constrained Process-Networks. Comput. Aided Chem. Eng. 2014, 33, 1345–1350. [Google Scholar] [CrossRef]
- Heckl, I.; Halász, L.; Szlama, A.; Cabezas, H.; Friedler, F. Modeling Multi-period Operations using the P-graph Methodology. Comput. Aided Chem. Eng. 2014, 33, 979–984. [Google Scholar] [CrossRef]
- Aviso, K.B.; Yu, K.D.; Lee, J.Y.; Tan, R.R. P-graph optimization of energy crisis response in Leontief systems with partial substitution. Clean. Eng. Technol. 2022, 9, 100510. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biomass | Available | Mix1 | Mix2 | Mix3 | Mix4 | Mix5 | Mix6 | Mix7 | Mix8 |
|---|---|---|---|---|---|---|---|---|---|
| Manure | 15,501 m3 | 30% | 30% | 50% | 50% | 75% | 75% | 75% | 100% |
| Intercrops | 5300 t | 70% | 50% | 20% | 25% | 15% | |||
| Grass | 2820 t | 10% | 10% | ||||||
| Corn silage | 2418 t | 70% | 20% | 25% |
| Biomass () | Any | 80 kW | 160 kW | 250 kW | 500 kW |
| Manure | 0.0412 | 59.29 | 55.95 | 47.67 | 47.19 |
| Intercrops | 0.0353 | 187.12 | 152.03 | 122.09 | 103.17 |
| Grass | 0.0158 | 246.84 | 196.98 | 153.48 | 88.59 |
| Corn silage | 0.0416 | 267.47 | 210.54 | 178.78 | 134.87 |
| Initial MILP Model Data | Fermenter Heating | Investment Costs (Total) | Objective |
|---|---|---|---|
| Original (first) | MW | 2,715,790 EUR | 234,544 EUR |
| Estimated (second) | MW | 2,737,360 EUR | 233,033 EUR |
| Fixed Inputs (Second Solution) | Flexible Inputs (Third Solution) | |
|---|---|---|
| Fermenters | 250 kw
at , inputs: Mix4 250 kw at , inputs: Mix7 | 500 kW at , inputs: 39:31:17:13 80 kW at , inputs: 100:0:0:0 |
| CHP plants | 80 kW, at 160 kW, 250 kW at the town | 80 kW, at 2 × 250 kW, at the town |
| Capacities | Fermenters at 98% | Full |
| Revenues | electricity: 783,510 EUR/y heating: 93,015 EUR/y | electricity: 927,420 EUR/y heating: 105,300 EUR/y |
| Investments | 2,737,360 EUR | 2,770,220 EUR |
| Profit | 233,033 EUR/y | 306,711 EUR/y |
| Biomass use | manure: 100%, intercrops: 75% grass: 84%, corn silage: 74% | manure, intercrops, grass: 100% corn silage: 90% |
| Model size | 661 columns, 128 integers 16 are binary, solved in s | 301 columns, 56 integers 40 are binary, solved in s |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Éles, A.; Heckl, I.; Cabezas, H. Modeling of a Biomass-Based Energy Production Case Study Using Flexible Inputs with the P-Graph Framework. Energies 2024, 17, 687. https://doi.org/10.3390/en17030687
Éles A, Heckl I, Cabezas H. Modeling of a Biomass-Based Energy Production Case Study Using Flexible Inputs with the P-Graph Framework. Energies. 2024; 17(3):687. https://doi.org/10.3390/en17030687
Chicago/Turabian StyleÉles, András, István Heckl, and Heriberto Cabezas. 2024. "Modeling of a Biomass-Based Energy Production Case Study Using Flexible Inputs with the P-Graph Framework" Energies 17, no. 3: 687. https://doi.org/10.3390/en17030687
APA StyleÉles, A., Heckl, I., & Cabezas, H. (2024). Modeling of a Biomass-Based Energy Production Case Study Using Flexible Inputs with the P-Graph Framework. Energies, 17(3), 687. https://doi.org/10.3390/en17030687