Abstract
Waste management in the agri-food industry is an important technological and environmental problem. Slaughterhouse waste is particularly problematic, as it contains significant amounts of proteins and lipids, neither of which constitute a good substrate for methane production. The physical properties of mixtures of fat and polar solvents inhibit the methanogenesis process. The aim of this research was to assess the impact of the addition of fat emulsifiers and biochar on the amount of biogas produced and the level of carbon conversion per unit of waste weight. The assumed goal was achieved based on a laboratory experiment using static methane fermentation, carried out in accordance with the methodology of the DIN 38414/S8 standard. The results of the experiment indicate that the addition of fat emulsifiers increased the biogas yield from slaughterhouse waste from approximately 370 to 430 dm3 per 2 kg dry weight of waste. Each technological variant resulted in an increase in the amount of carbon that was transformed in the methanogenesis process. Although the level of carbon transformation in the methanogenesis process increased by approximately 20% in objects with emulsifier addition, the use of biochar and fat emulsifiers did not change the amount of methane production. Within the assumed system limits, therefore, the use of fat emulsifiers and biochar seems to be pointless. However, the use of the developed technology can improve the efficiency of biogas production by up to 18% and shorten the process by 5 days. Assuming the continuous operation of the biogas plant, the use of the developed technology will increase the efficiency of biogas production from slaughterhouse waste in the long term by over 30% without the need to modify the infrastructure in the biogas plant.
1. Introduction
The rising global population and improvements in living standards are driving a continuous surge in energy demand for municipal services, food production, and industrial goods. This leads to increased waste generation, the depletion of nonrenewable raw material resources, and the introduction of large amounts of waste materials into natural ecosystems, which disturbs their homeostasis. In the period 1971–2001, global energy consumption doubled. By 2040, it is estimated to increase by another 48% [1,2,3]. Despite the continuous development of technologies that reduce waste introduced into the environment, the modern global economy is still characterized by a low level of waste recycling, both in terms of elements and energy [4,5,6,7]. Increasing the amount of energy obtained from renewable sources, with a particular emphasis on waste, whose reuse is problematic, is a strategic element of sustainable development. Waste from the agri-food industry has the greatest potential in terms of energy production [8,9]. However, due to the low repeatability of its chemical composition and physical form, it is the most problematic among energy recovery technologies [10,11]. The development of Industry 4.0 is also related to the introduction of effective energy management. Methanogenesis is one of the energy sources with the greatest potential, both in terms of the availability of raw materials and its effective use. Biomethane can be stored and distributed using existing natural gas infrastructure. It is an important element in the diversification of gas supplies and in reducing the dependence of some countries on natural gas suppliers. For these reasons, there is a clear need to increase the scale of biomethane use. According to the REPowerEU plan of 18 May 2022, by 2030, biomethane production in countries of the European Union should increase to 35 billion cubic meters per year [12]. The level of investment needed to achieve this goal has been estimated at EUR 37 billion. The topic of optimizing the methanogenesis of waste from the agri-food industry is increasingly being discussed in the scientific literature. In most cases, this is related to creating compositions of various materials for the co-digestion of slaughterhouse waste, as the process is problematic for logistical, economic, and environmental reasons [13,14,15,16]. This is because waste is usually created in places where there is no access to structure-forming materials or materials with a broad C:N ratio. Therefore, it is necessary to develop effective technology to process slaughterhouse waste. There are no studies on optimizing the conversion of slaughterhouse waste into biomethane without the addition of large amounts of structure-forming additives. Increasing the efficiency of the biogasification of waste containing large amounts of protein compounds is currently one of the most important directions in the development of methane fermentation technology.
Slaughterhouse waste, due to its relatively high content of organic compounds, can be a good substrate for anaerobic fermentation. This process produces biogas and a digestate rich in nutrients [17]. The potential to use waste for energy production comes not only from its qualitative characteristics but also from the quantity generated worldwide. As societies become wealthier and the global population continues to grow, so does the demand for meat products. In 2023, global meat production was 350 million tons, and this will increase from year to year. It is estimated that animal slaughter waste constitutes 30–50% of the weight of livestock [18]. The management of the huge amount of slaughterhouse waste is becoming an urgent problem related not only to environmental protection but also to public health. Improper disposal of slaughterhouse waste not only affects air and water quality but also increases the hazard to human health due to the presence of pathogenic microorganisms [19,20,21].
However, the efficiency level of the transformation of carbon contained in animal waste into methane is too low to create economically effective biogas plants for the utilization of such waste. The technological problems are primarily related to creating optimal conditions for the development of the microbiome at the lowest possible economic and environmental cost. The economic aspect is the most important in the process of scaling biogas systems up to an industrial scale [22,23,24]. A critical element of the technology for the biogasification of slaughterhouse waste, one which has not yet been solved, is the too low coefficient of transformation of the carbon contained in the waste into the energy carrier, which is methane [17,25,26]. The research presented in this work is part of an extensive study aimed at creating high-efficiency technology for the biogasification of slaughterhouse waste or other materials containing fats. This research is focused on solving the problem of the low specific surface area of fat-containing waste and the fractionation of fat and polar solvents during the process. Indeed, the methanogenesis of slaughterhouse waste involves transforming carbon associated with organic compounds into methane, which is a convenient energy carrier [27]. The gas obtained in the process can be used to produce heat or electricity [28]. The traditional way of recovering energy bound up in organic matter is to burn it [29]. Most organic waste has a high water content, which requires costly predrying before it can be transformed into energy [30]. In addition, some organic compounds, such as fats and proteins, are transformed at high temperatures into highly toxic compounds, such as PAHs, dioxins, and biphenyls [31,32]. Therefore, the transformation of organic matter into methane is an appropriate direction for the management of waste organic matter [33,34]. Moreover, anaerobic digestion could reduce the use of synthetic fertilizers as well as energy and nutrient leakage in product systems [35]. The current state of methanogenesis technology does not yet support the effective implementation of this process. Most of the biomass remains as a type of waste called digestate. Although this can be used as a fertilizer, such use is economically problematic because of its high water content. Furthermore, directing carbon contained in digestate to agroecosystems is ineffective from the point of view of carbon sequestration and counteracting the greenhouse effect. Once introduced into the soil, this material quickly decomposes, and the carbon it contains is emitted into the atmosphere as carbon dioxide [35].
The biogasification of waste containing significant amounts of fat and protein, such as animal slaughter waste, poses a major problem. The high protein-to-carbon ratio in this type of waste causes the formation of ammonia, which not only reduces the activity of the microbial population but also significantly reduces the efficiency of the entire process [36]. Generally, the C:N ratio in slaughterhouse waste ranges from 7 to 10:1. This makes a stable anaerobic fermentation process difficult, as the optimal quantitative ratio of carbon to nitrogen should be 25–30:1 [37]. Furthermore, the high lipid content and the formation of long-chain fatty acids during biogasification negatively affect the microbiome and destabilize the process in the fermentation chamber [38].
Due to the limitations of the methanogenesis of slaughterhouse waste, which are related to its chemical composition, this research focused mainly on using this waste as small additions to other materials that improve the input parameters (manure, green waste, sewage sludge, flotates, etc.) [37,39,40]. This research focuses on improving process conditions in a biomass reactor, in which slaughter waste is the main carrier of carbon transferred to methane.
The efficiency of waste biogasification is determined by two factors: the amount of biogas produced and the duration of the process. The microorganisms involved in the fermentation process are responsible for both of these factors. Fat that constitutes approximately 50% or more of the mass of slaughter waste restricts the development of microorganisms and causes fractionation of the fermentation bed, resulting in uneven colonization [41].
Previous research on the use of emulsifiers [5] indicates a positive impact of fat emulsification in terms of the duration of the process. However, increasing their degradation rate requires further improvement of the process toward improving habitat parameters for methanogenic microorganisms.
The aim of this research was to assess the impact of fat emulsifiers and biochar on the methanogenesis of slaughterhouse waste. The parameters for assessing the effectiveness of the methanogenesis process were as follows: biogas and methane yield per unit of waste weight and the amount of carbon released from its transformation into methane.
2. Materials and Methods
2.1. Substrate, Inoculum, and Media
Raw slaughterhouse waste was obtained from a poultry slaughterhouse of the company Animex Foods Sp. z o. o., located in Iława, Poland (N53.58571; E19.58333). The slaughterhouse waste was ground in a mixing mill (particle size > 100 µm) and then stored at −22 °C. The experiment was carried out on three independent batches of poultry slaughterhouse waste. Two types of emulsifiers were used as additives that modified the composition of the bed, namely polyanionic carboxymethylcellulose and sorbitan monostearate, the addition of which constituted 1% of the DM (dry matter) waste. Biochar made from sunflower husks was added as 3% of the DM waste (Table 1). Biochar was characterized by the following parameters: specific surface area—80.1 m2/g; pHKCl—9.4; ash content—34.4%; average pore radius—0.24 µm; total pore area—19.01 m2/g; and total porosity—75.92%.

Table 1.
Experiment design.
Digestate from an agricultural biogas plant was used as the inoculum. The biogas plant from which the digestate was obtained uses natural fertilizers of animal origin (slurry, sewage sludge, manure) as input. The post-fermentation mass had a dry matter content of 4%. For each prepared batch, three fermentors with a capacity of 2 dm3 were made, and the batch was loaded with a dry matter content of 10%. For each batch with three fermentors, one fermentor with only the inoculum was made to determine the amount of biogas released from the assumed volume of inoculum in the fermentors with the tested batches.
To ensure optimal process conditions, batches were prepared with the addition of a nutrient, whose composition was based on a specific elemental composition of slaughterhouse waste. This is because the factor limiting the methane fermentation of slaughterhouse waste could be a deficiency in microelements, in addition to an excess of nitrogen and sulfur compounds [42]. A nutrient solution containing macro- and microelements was added to each fermentation chamber in an amount corresponding to the demand for microelements in the methanogenesis process [43,44]. The amounts of elements added to the medium are shown in Table 2.
Table 2.
Amount of macro- and microelements added to the fermentation chamber in mg/dm3 of input with a dry matter content of approximately 10%.
2.2. Experimental Set-up
Before the experiment was set up, chemical analyses of the waste were carried out in order to determine the content of dry matter, raw ash, nitrogen, carbon, protein and fat, carbohydrates, and organic matter (Table 3). In order to estimate the potential for biogas production, the total chemical oxygen demand (COD) and COD of dissolved organic compounds (CODD) were determined (Table 3). The chemical composition of the feedstock constituted input data for the process of defining factors that limited biogas production in the proposed technology.
Table 3.
Raw waste parameters in the experiment involving the methane fermentation of slaughter waste from poultry production.
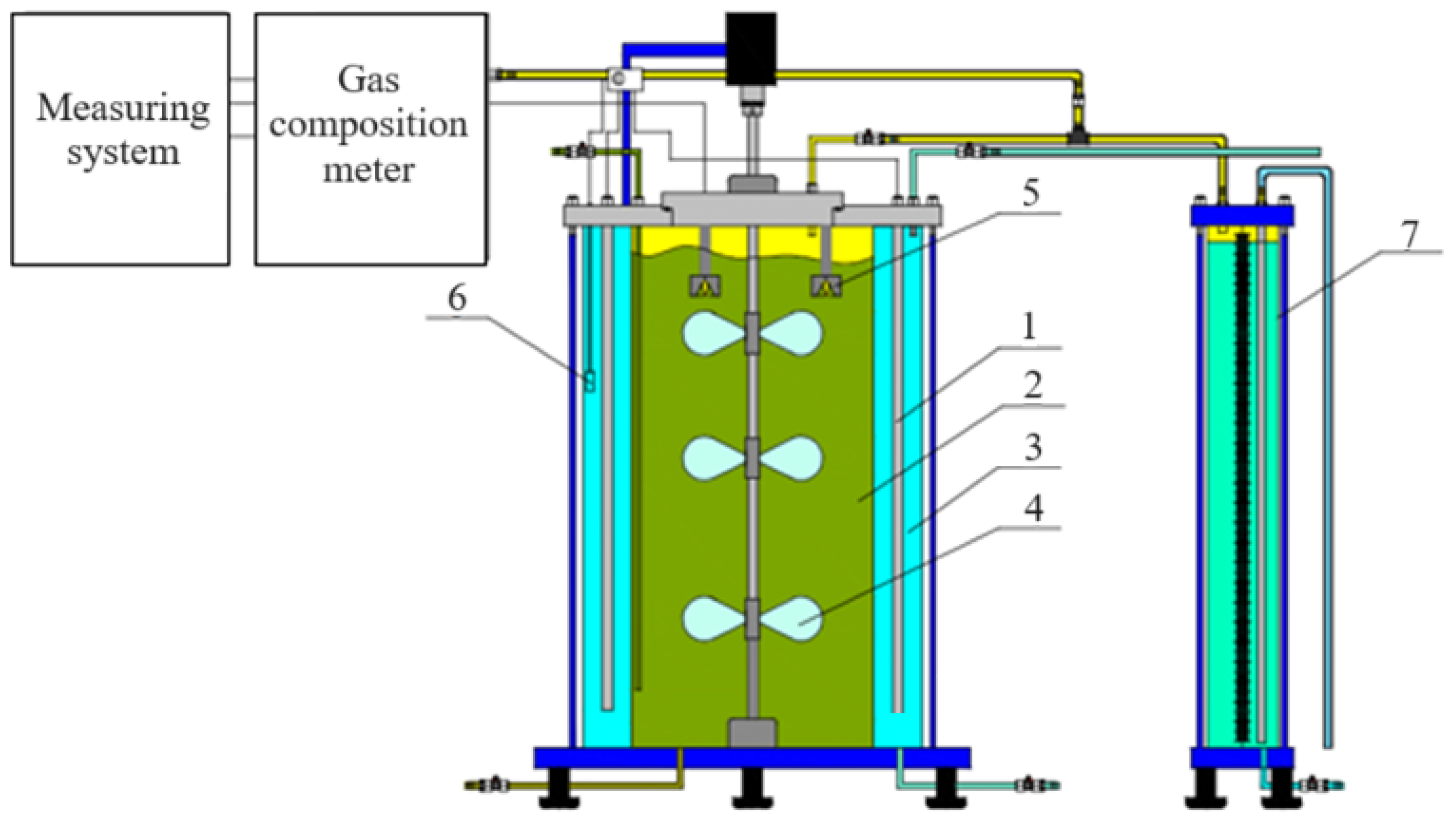
Static methane fermentation was carried out according to the methodology outlined by DIN 38414/S8 [45]. The batches were placed in fermentation chambers (2), in which fermentation parameters such as temperature, redox, and pH were monitored using probes (5) (Figure 1).
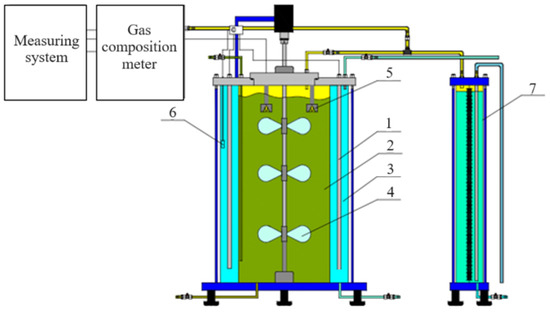
Figure 1.
Diagram of a test stand with a 2 dm3 fermentor: 1—cartridge heaters; 2—chambers; 3—water jacket; 4—mechanical mixer; 5—pH and redox probes; 6—thermometer; 7—tank.
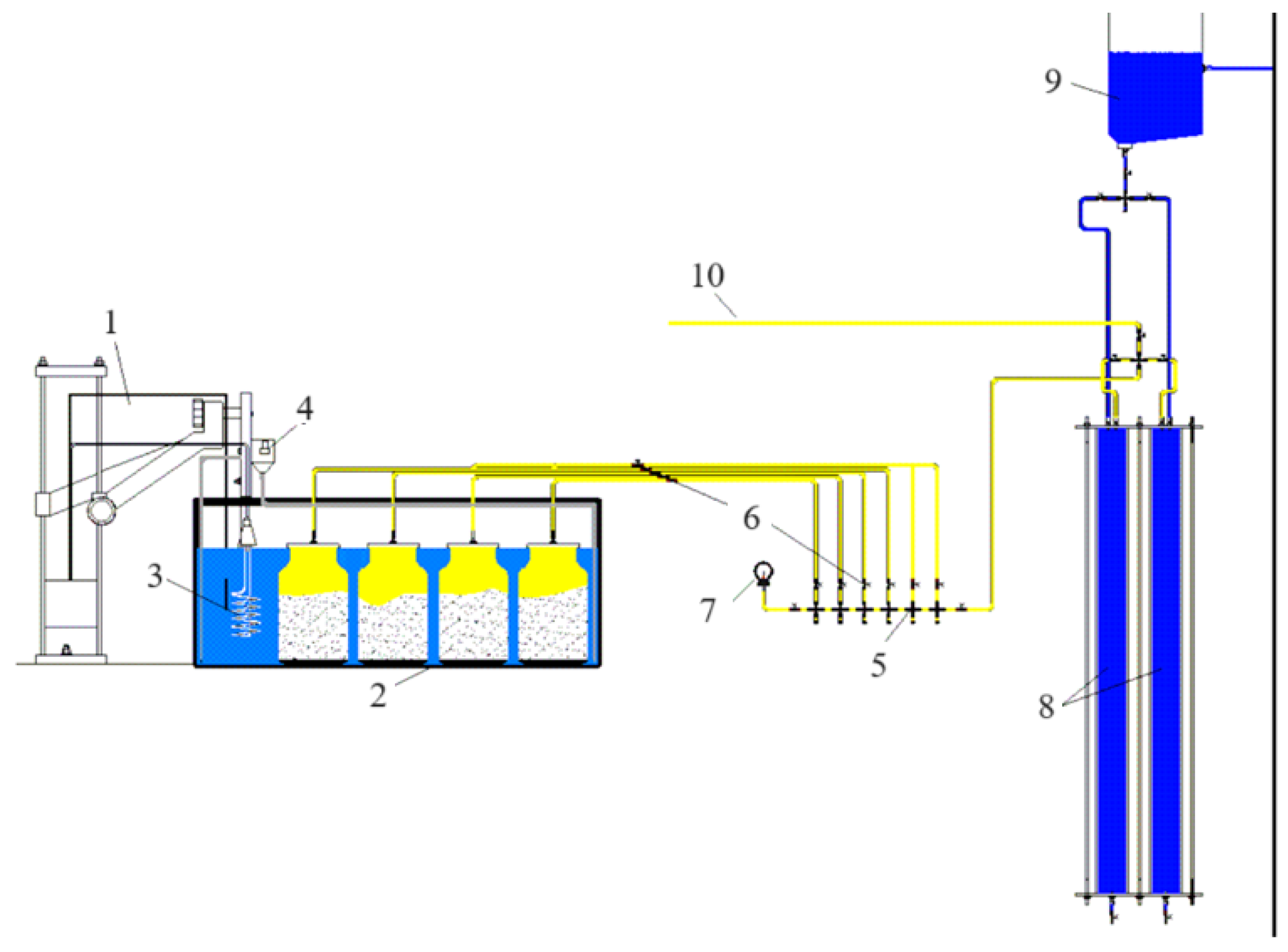
In the chamber, the batch was mixed with a mechanical mixer (4) to avoid stratification. The fermentation chamber was equipped with a water jacket (3) and three cartridge heaters (1) responsible for heating the liquid. The measuring system with a PT100 thermometer—the temperature sensor was manufactured in Poland by ESCO®—temperature and humidity measuring devices (6) was responsible for controlling the process temperature. The biogas produced accumulated above the surface of the batch in the fermentor and in the tank (7) with variable volume, from which it was sucked by the biogas composition meter (humidity, temperature, pressure, methane, oxygen, and carbon dioxide). The fermentors were installed in a tank with a regulated temperature environment, which was part of the research station, which also consisted of a switchboard and a measurement system (Figure 2). The devices used to maintain a constant temperature were attached to a frame (1) located next to the tank (2). The process was controlled using an ESCO ES-20 (contactor 16A) electronic thermostat with an accuracy of ±0.2 °C the thermostat was manufactured by ESCO®—temperature and humidity measurement equipment, which resulted from sensor hysteresis. A temperature drop exceeding 0.1 °C activated both a 1500 W heater (3) and a Hanning DPO 25-205 water pump (4) in order to ensure a uniform temperature distribution throughout the chamber. After the water was heated to a temperature 0.1 °C higher than the set temperature, the heater was turned off and the pump was delayed for 30 s.
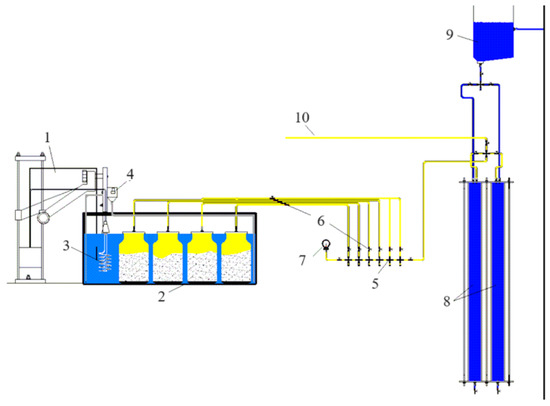
Figure 2.
Diagram of a research stand with 2 dm3 fermentors.
The switchboard (5) consisted of serially connected distributors with shut-off valves (6) and a manometer (7) measuring the pressure in individual measuring branches. Thanks to the use of such a system, a single measurement system was enough to operate all the fermentors. The volume measurement system (8) consisted of two columns filled with water with drain valves and a tank to replenish the liquid level in the columns (9). The measuring system was connected to the switchboard and the biogas composition meter by using a cable (10). Each time, the methane fermentation process lasted until the level of biogas production was reduced by 95% compared with the highest biogas yield.
Based on the results of the experiment, the impact of the technological additives used on the biogas yield was assessed, and the qualitative and quantitative factors that limit the methane fermentation process were defined.
The indicators used to evaluate the proposed technology were as follows:
- -
- Process duration;
- -
- Total biogas yield per kg of dry weight of waste;
- -
- Total methane yield per kg of dry weight of waste;
- -
- Total carbon dioxide emission per kg of dry weight of waste;
- -
- The amount of carbon transformed into methane as a result of the process.
2.3. Analytical Methods
- The dry matter content was determined gravimetrically.
- The ash content was determined gravimetrically after annealing.
- The organic carbon and total nitrogen contents were determined using the elemental analysis method in the Vario Max Cube apparatus by Elementar.
- The fat content was determined according to the ISO 1443:1973 standard [46].
- The protein content was determined using the Bradford method.
- COD and CODD values were determined by the dichromate method in accordance with the PN-ISO 6060:2006 standard [47].
- Static methane fermentation was carried out according to the methodology of DIN-38414/S8 [45].
2.4. Statistical Analysis
The results were subjected to an analysis of variance. The significance of differences in mean values was determined using Duncan’s multiple range test (α ≤ 0.05), while Statistica 13 software (TIBCO Software Inc.) was used for the statistical analysis of the results. Statistica—a software package for advanced data analysis, originally developed by StatSoft Inc. Statistica is now owned and produced by TIBCO Software Inc. TIBCO Software Inc. is a business unit of Cloud Software Group that provides enterprise software. It has headquarters in Palo Alto and offices in North America, Europe, Asia, the Middle East, Africa and South America.
3. Results and Discussion
Biochar was added in order to improve the physical structure of the resulting emulsion. The experiment was carried out three times over long time intervals in order to determine not only the impact of technological modifications on the efficiency of biogasification but also the level of unification of the developed method. Slaughterhouse waste is characterized by high variability in terms of composition, especially the content of protein, fat, and carbohydrates of various structures [48]. Since the qualitative configuration of the input in terms of the mass share of individual fractions could affect the course of the methanogenesis process, the most important parameters of the input were the fat and protein contents. Protein can influence the course of methanogenesis due to the large amount of nitrogen it produces, the reduced forms of which could have an inhibitory effect, especially in the first phase of methanogenesis. Slaughterhouse waste is one of the most problematic forms of waste due to the threat posed by its improper management. At the same time, it has very high potential in the context of energy use and in the context of returning elements to biocirculation [39]. Ware and Power [49] indicate that the potential for methane production from mixed cattle slaughterhouse waste is 690 dm3/kg of waste. The fermentation of waste containing fats is associated with technological problems that affect the methane fermentation process. The most frequently indicated problems are the release of significant amounts of ammonia and the presence of long-chain fatty acids. These can have a harmful effect on the development of methanogenic bacteria, particularly acetogens and methanogens, responsible for the dynamics of the process [50]. Long-chain fatty acids have the property of being surface-active substances and inhibit the fermentation process by adsorbing the microorganisms involved in it. The experimental results show that the use of technological additives, specifically fat emulsifiers and biochar, led to increased biogas production.
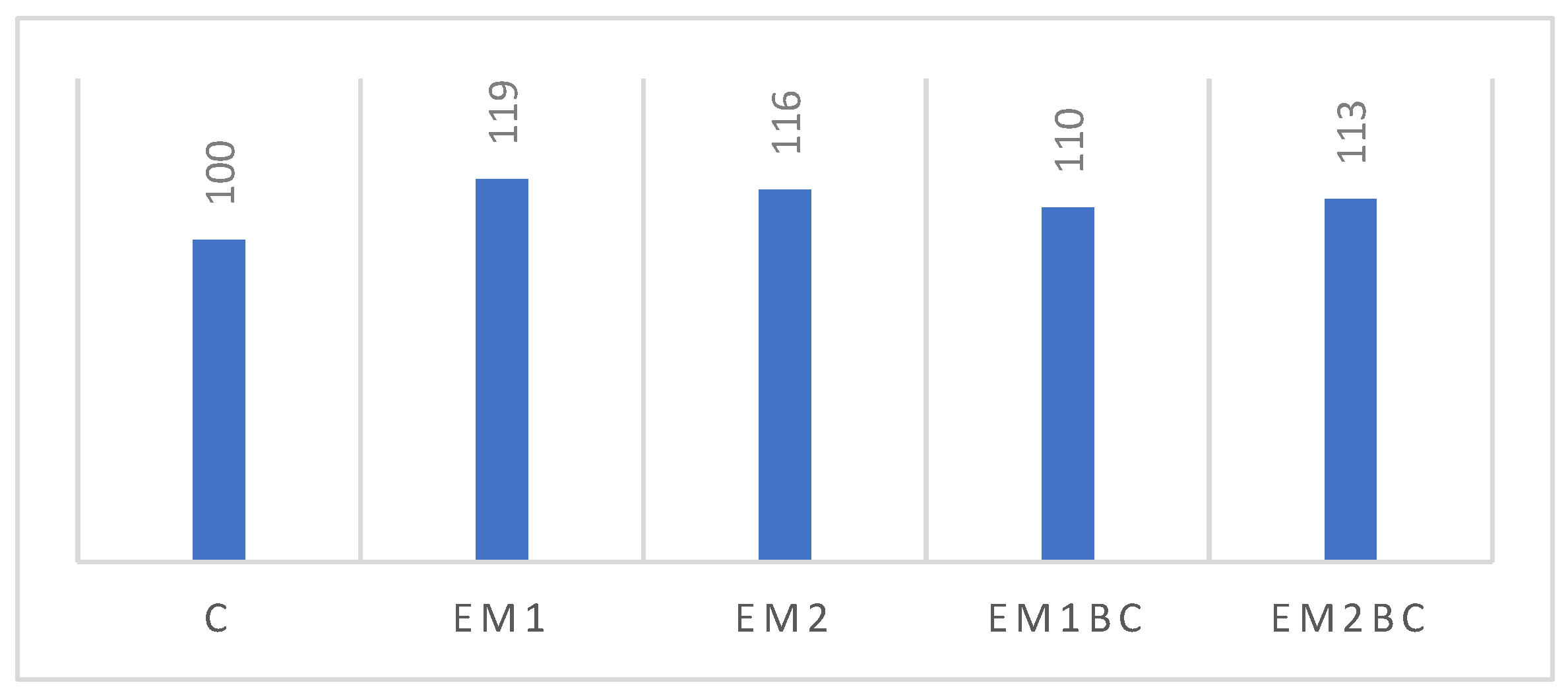
The addition of emulsifiers significantly increased the efficiency of the biogasification of turkey slaughter waste (Figure 3).
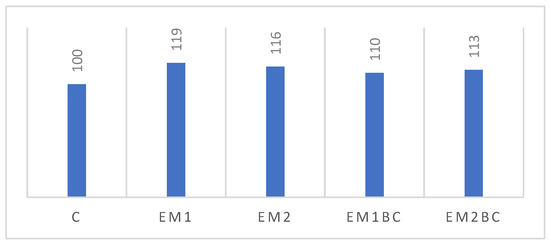
Figure 3.
Average total biogas yield from the methanogenesis of slaughterhouse waste expressed as a percentage of the amount obtained at the control fermentor.
A 1% addition of the emulsifiers carboxymethylcellulose (EM1) and sorbitan monostearate (EM2) resulted in an increase in biogas production by an average of 19% and 16%, respectively, compared with the control fermentor (C) (Figure 3). The effect of the modification of the biogasification technology, in addition to increasing the total biogas yield, was the acceleration of the gasification process. In the control fermentors, regardless of the date of the experiment, the maximum gas evolution occurred between the 10th and 12th days of the process, while the quenching of the process was observed around the 20th day (Figure 4). In fermentors EM1 and EM2, the maximum biogas emission was observed between the 8th and 10th days, while the quenching of the process was already observed by the 15th day of the process. On the 12th day of the biogasification process, the difference in the amount of biogas being produced in the control fermentor (C) and the EM1 fermentor was over 30%. Taking into account the perspective of time, the addition of a fat emulsifier can significantly improve the efficiency of biogas production in specialized biogas plants that convert slaughterhouse waste into energy.
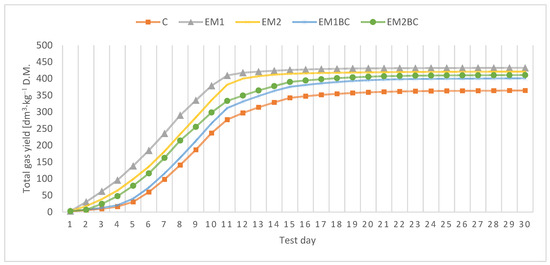
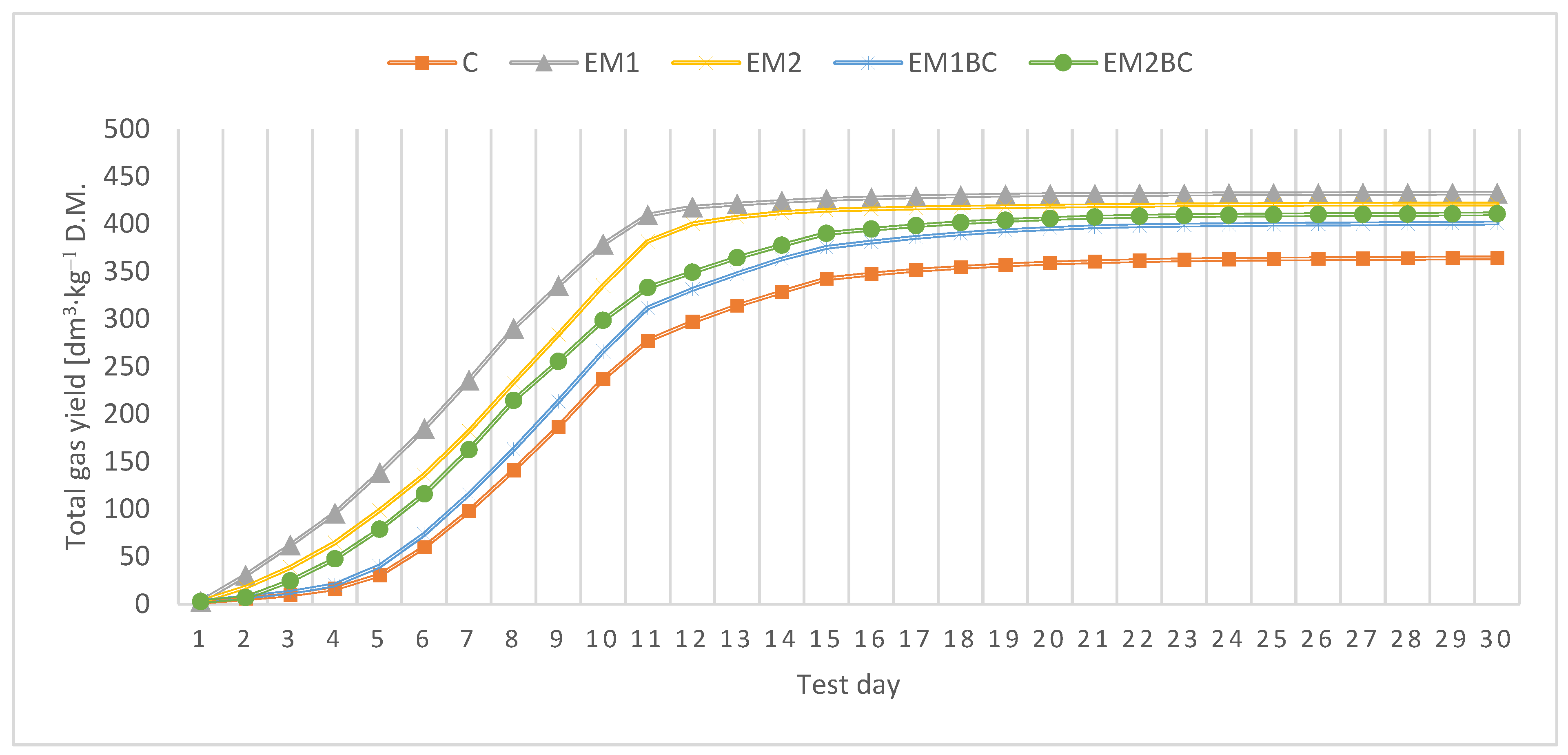
Figure 4.
Dynamics of the methanogenesis process and the total average biogas yield of slaughterhouse waste, depending on the additive used.
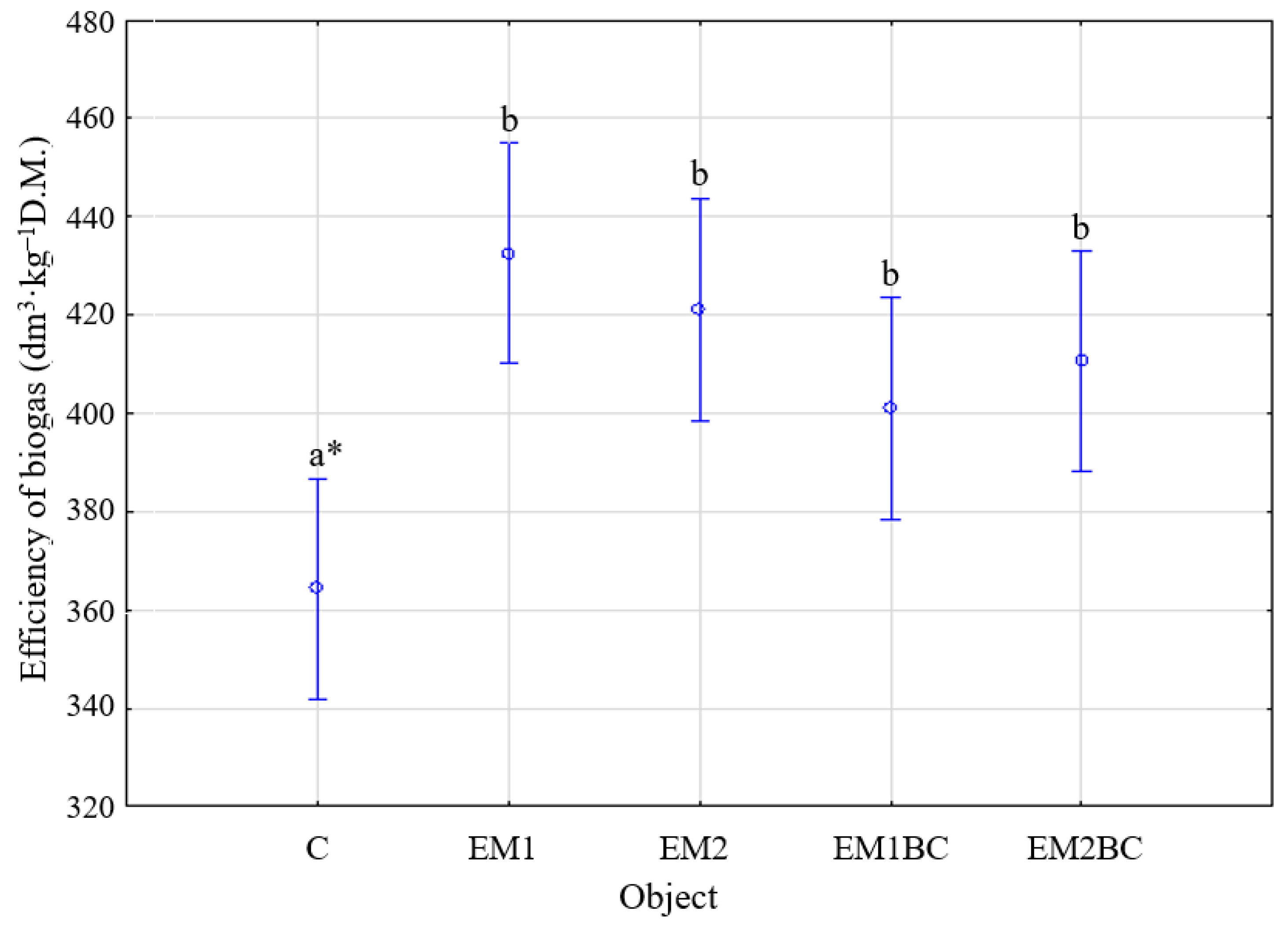
In the fermenters with the addition of emulsifiers, the process was shortened by approximately 4–5 days, which proves that the retention time in these media is reduced (Figure 4). The length of the methanogenesis process is an important parameter that describes the effectiveness of biogas technology [41,51]. The duration of methanogenesis significantly shapes the economic and environmental efficiency of a biogas plant [4]. By intensifying the process, the carbon footprint of biomethane can be reduced [52]. Modern technologies for the biogasification of slaughterhouse waste without co-fermentation are characterized by relatively low efficiency. Galván et al. [53] calculated the efficiency of biogas production from pig slaughterhouse waste as 169 dm3/kg fresh mass. The total biogas yield in the control fermentor (C) was observed at approximately 360 dm3/kg. The addition of selected emulsifiers increased the yield to 420 dm3/kg (Figure 5). The addition of biochar in the fermentors EM1BC and EM2BC prolonged the methanogenesis process. Furthermore, a smaller amount of biogas was ultimately obtained as compared with the fermentors where only emulsifiers were added. The results obtained for individual experimental variants were not statistically different. Similar relationships were observed regardless of the type of emulsifier used and the batch of waste involved. This is very important from the point of view of the unification of waste biogasification technology. The results indicate that there is no relationship between the protein and fat content in the waste and biogas yields. The batches of waste obtained differed significantly in fat and protein content. In the first experiment, the protein content of the waste was 24%, while that of the fat was 52%. In the second experiment, this was 30% and 49%, respectively, and in the third batch, 34% and 43% (Table 2). Regardless of the batch of waste, a similar effect was achieved, i.e., the efficiency of obtaining biogas in the methanogenesis process increased. In the context of the results obtained for biogas production, such a large variability in fat and protein content allows one to draw the conclusion that the technological modifications used in this method are unifiable. Slaughterhouse waste from poultry production can contain 30 to 50% fat and 20 to 50% protein [18,54,55,56]. Reports from other researchers indicate that protein and fat content play a key role in the efficiency of biogas production [57,58]. However, a comparable biogas yield, regardless of the type of emulsifier used and the date of the experiment, indicates the possibility of a factor that would cause the process to quench. This assumption can be confirmed by the results of biogas yields in fermentors with the addition of emulsifiers and biochar. According to Guo et al. [48], the addition of biochar, which amounts to 0.5% of the fermentation bed, improves the physical and mechanical properties of the bed and increases the biogas yield compared with fermentors without this addition. Wang et al. [59] found that an effective method for the biogasification of animal waste could be a two-step fermentation process and the use of additives that improve the physical properties of the input. In the authors’ own research, the use of emulsifiers and biochar increased the biogas yield compared with the control by approximately 10% on average. However, the total biogas yield was lower than in fermentors with the addition of emulsifiers alone. The second observation in fermentors with the addition of biochar was the extension of the methanogenesis process, which is a negative phenomenon from the point of view of process efficiency. In these fermentors, a lower level of biogas release dynamics at the beginning of the process and its longer extinction were observed.
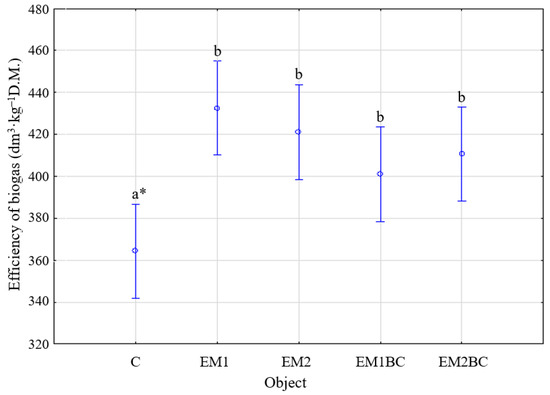
Figure 5.
Average biogas yield according to the input composition. The small letters “a, b” stand for homogeneous groups * Significant differences in biogas release from different inputs were determined by Duncan’s multiple range test; homogeneous groups, alpha = 0.05000. Error: cross-group, MS = 304.37 and df = 10.000.
The parameter that was taken into account in the process of planning the fermentation bed load was the value of the chemical oxygen demand (COD) of the waste. The total COD value for individual batches of waste did not differ significantly and amounted to approximately 1500 g of the O2/kg dry weight of waste (Table 2). The value of the COD of dissolved organic compounds (CODD) is the key piece of information regarding the bed’s abundance of easily assimilable carbon sources. The results of the analyses conducted here indicate high variability in this parameter. The waste from batches I and II had a comparable CODD of approximately 140 g O2/kg, which was approximately 10% of the total COD value and indicated a high value of biogasification potential. The waste in batch III had more than twice the value of CODD, which could be associated with a higher content of soluble proteins and digested food contents in the waste. With such a high CODD value, a very intense methanogenesis process was expected, especially in the first days of fermentation, until the easily assimilable carbon compounds were exhausted. The parameters used to assess the effectiveness of the process were the biogas yield and process dynamics. The high CODD value in the waste used in the third experiment was expected to translate into a higher biogas yield and certainly into greater process dynamics in the initial days of fermentation. Meanwhile, no increase in biogas emissions was observed during the methanogenesis of the third batch of waste. Although the amount of biogas obtained from the three different batches of waste was comparable, its smallest amount was found in the first experiment. This observation indicates that there is no clear relationship between the amount of CODD and the amount of biogas that can be obtained from slaughterhouse waste. It is probable that compounds of reduced forms of nitrogen and sulfur are formed as a result of protein fermentation, a factor which inhibits the process.
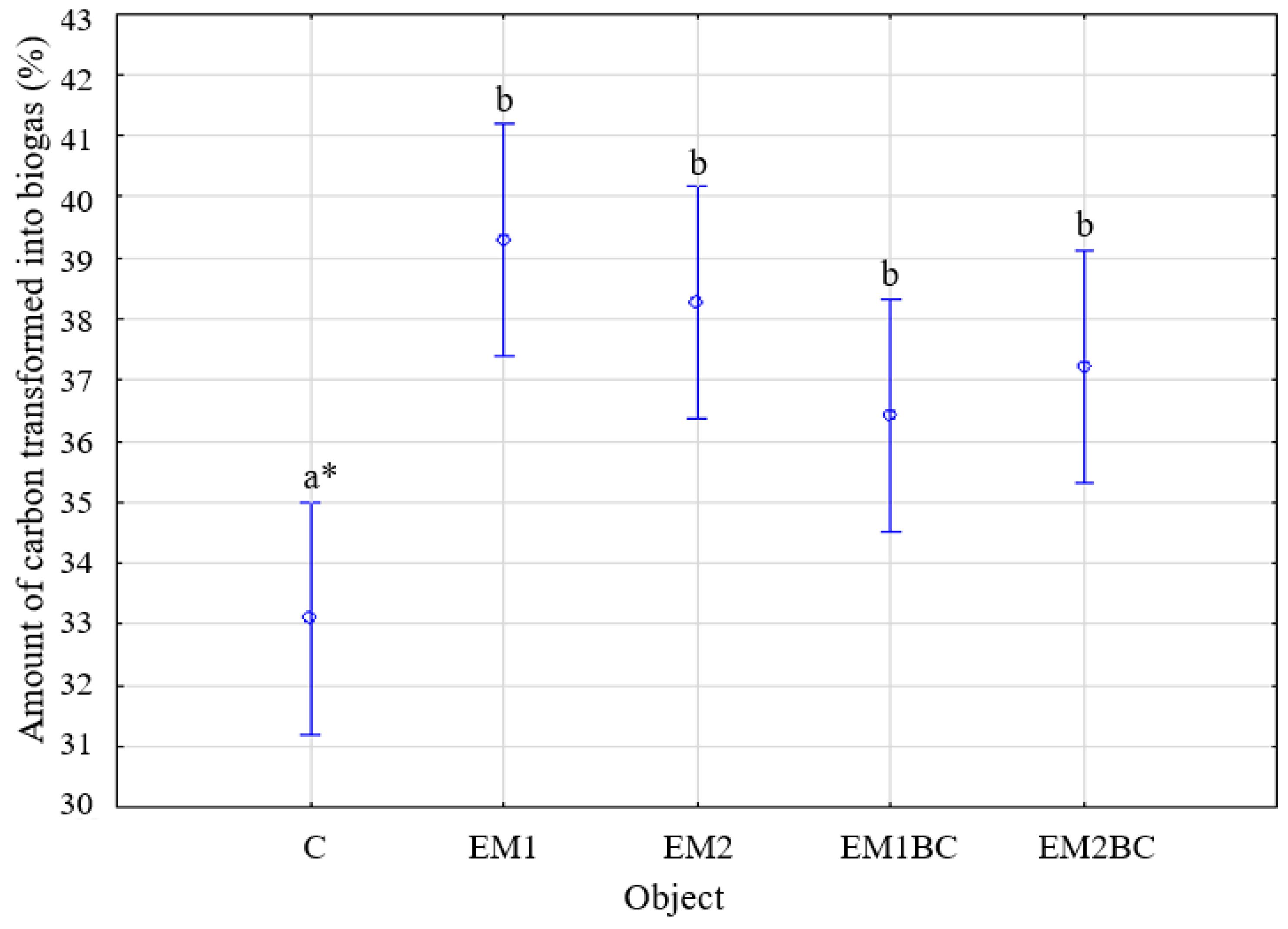
From the point of view of the effectiveness of the methane fermentation process, the amount of organic carbon that undergoes transformation, in particular transformation to methane, is important [60]. In the process of methanogenesis, carbon is transformed into methane and carbon dioxide. The quantitative relationships between these compounds in biogas constitute an important qualitative criterion. The methane content in biogas is the most important quality parameter. The average quantitative ratio of methane to carbon dioxide in biogas is 3:2 [9,61]. The total amount of carbon that was transformed into biogas in the control fermentor (C) was 33% of the carbon contained in the waste (Figure 6). This comprised 191 g C/kg dry weight of waste.
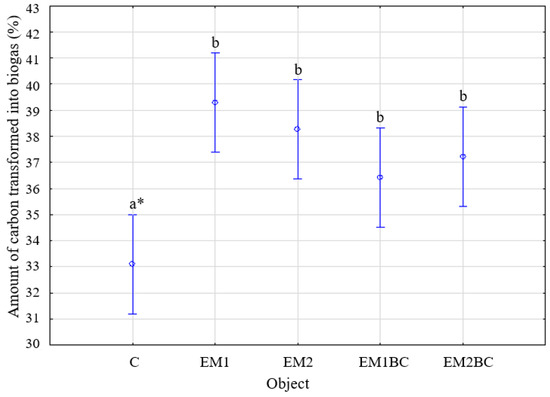
Figure 6.
Average amount of carbon transformed into biogas. The small letters “a, b” stand for homogeneous groups * Significant differences in biogas release from different inputs, as determined by Duncan’s multiple range test; homogeneous groups, alpha = 0.050. Error: cross-group, MS = 2.1839 and df = 10.000.
Each technological variant increased the amount of carbon that was transformed in the methanogenesis process. The highest value of this parameter was found in fermentors EM1 and EM2 and was 39.29 and 38.27% of the total amount of carbon contained in the waste, respectively (Figure 6). An increase in the value of the discussed parameter was observed at a level of 18.7% and 15.6% compared with the control fermentor. Calculated per dry weight of the feedstock, the methane yield ranged from 230 to over 300 dm3/kg dry weight of waste. Otero et al. [57] report the total biogas yield from pig intestine biogasification at 320 dm3/kg COD, with a fat content of 67% in the waste. In the authors’ own research, the methane yield in the control fermentor (C) per 1 kg of COD was approximately 150 dm3/kg COD, while with the addition of a fat emulsifier (EM1), it increased to over 200 dm3/kg COD.
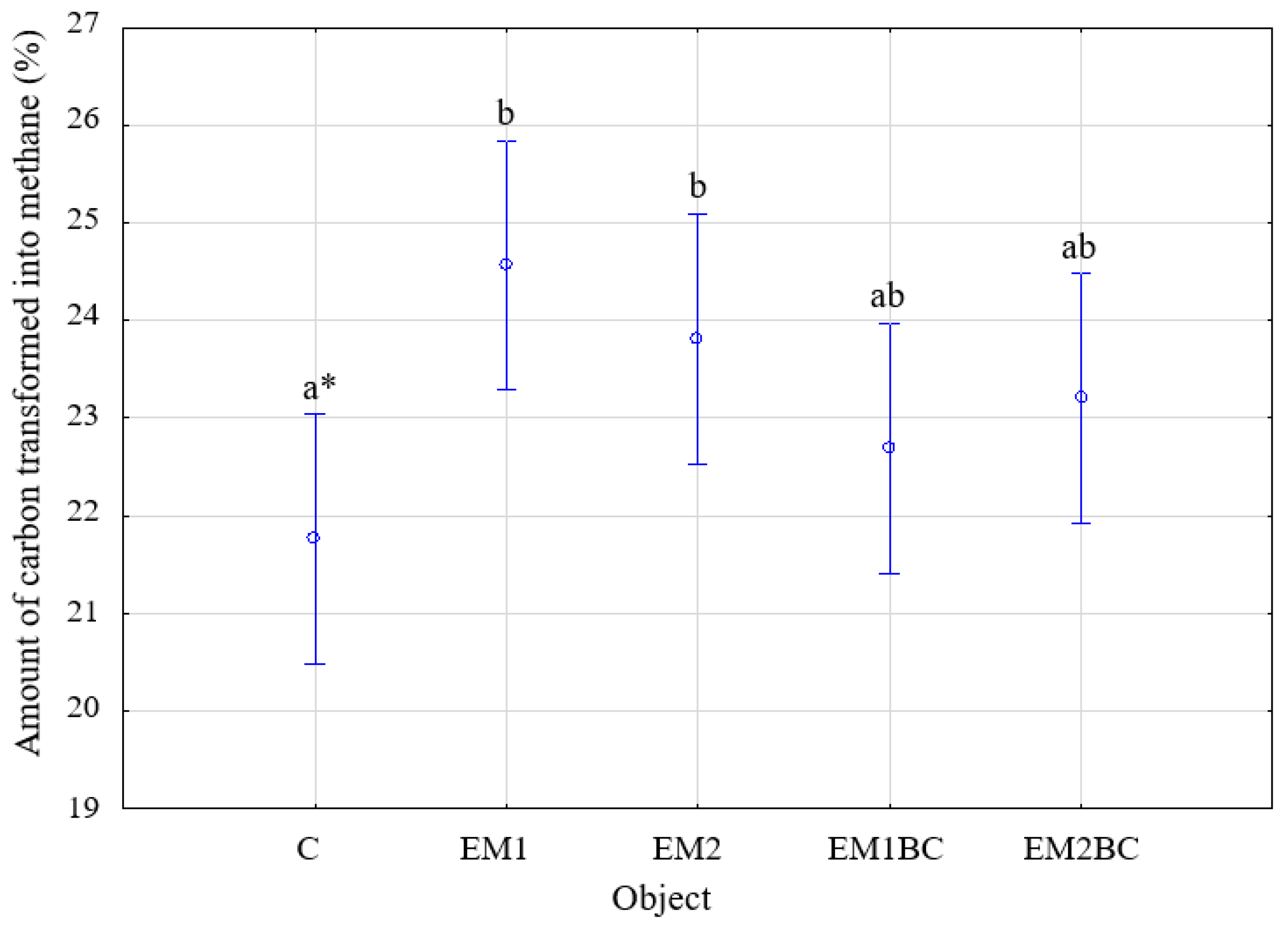
Using the two-stage methane fermentation of slaughterhouse waste from poultry processing, Wang et al. [59] achieved a methane production efficiency of 230 dm3/kg COD [59]. The reason for the lower efficiency of biogas production in this research could be a lower fat content and a higher content of raw ash and carbohydrates. As in the case of the total biogas yield, the addition of biochar reduced the efficiency of carbon conversion into methane compared with facilities where only emulsifiers were used (Figure 7). The highest level of carbon transformation in the waste was observed in fermentors EM1 and EM2, which accounted for 24.6 and 23.8% of the total amount of carbon in the waste, respectively. This value for the control fermentor was 21.8%. The increase in methane production efficiency was approximately half of the biogas production efficiency. The results indicate a disturbance in methane synthesis as a result of the intensification of the methanogenesis process. The probable cause of this effect was fermentation bed overload and excessive ammonia content. Too high a bed load is one of the factors limiting the biogasification of waste containing animal tissue [44,59]. In future research related to the transformation of this type of waste into biomethane, this aspect should be taken into account. The context of transforming the physical and chemical form of fats in the biogasification process is one of the most important elements in optimizing the transformation of animal biomass. Therefore, research in this area is a priority [9,57,62]. The results obtained in this research are of strategic and practical importance. Increasing the efficiency of waste biogasification by 18% and shortening the process by 5 days will increase the production capacity of the biogas plant by up to 30% per year. This will allow the process to have improved economic and environmental efficiency and will reduce the carbon footprint of energy generated from slaughterhouse waste. However, the results obtained do not confirm the synergistic, positive effect of the addition of fat emulsifiers and biochar. Moreover, the addition of biochar only slightly reduced the efficiency of the biogasification process compared with the fermentors with the addition of emulsifiers alone.
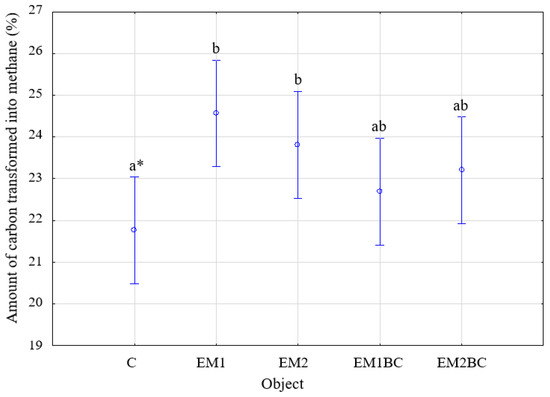
Figure 7.
Average amount of carbon transformed into methane. The small letters “a, b” stand for homogeneous groups * Significant differences in the total amount of carbon transformed into methane [%]; homogeneous groups, alpha = 0.050 Error: cross-group, MS = 0.99018 and df = 10.000.
4. Conclusions
The use of the monosubstrate of slaughterhouse waste from turkey processing for biogas production is characterized by low efficiency in terms of biogas production. The use of large amounts of materials in the co-fermentation process may be problematic for logistical and economic reasons. The search for cost-effective methods to improve the efficiency of biogasification results from the need to optimize the management of this waste in accordance with the principles of the circular economy. The results of the research discussed indicate that the addition of emulsifiers can improve the efficiency of biogas production by up to 18% and shorten the process by 5 days. Assuming the continuous operation of a biogas plant, the use of the developed technology will increase the long-term efficiency of the production of biogas from slaughterhouse waste by more than 30% without the need to modify the plant’s infrastructure. In the technological variant adopted, the efficiency of biogas production did not increase as a result of the addition of biochar. The results also indicate that the simultaneous addition of a fat emulsifier and biochar is ineffective.
Author Contributions
Conceptualization: M.K. (Monika Komorowska); methodology: M.K. (Monika Komorowska), M.N. and J.S.; validation: M.K. (Monika Komorowska), M.K. (Maciej Kuboń) and A.S.-S.; formal analysis: M.K. (Monika Komorowska), M.N., E.M., J.S. and J.G.; investigation: M.K. (Monika Komorowska), M.N., E.O. and M.K. (Maciej Kuboń); resources: M.K. (Monika Komorowska), M.N. and M.K. (Maciej Kuboń); data curation: M.K. (Monika Komorowska), E.O., E.M., A.S.-S. and J.S.; writing—original draft: M.K. (Monika Komorowska), M.N., E.O. and E.M.; writing—review and editing: M.K. (Monika Komorowska), M.N., M.K. (Maciej Kuboń), E.M. and J.S.; visualization: M.K. (Monika Komorowska), A.S.-S. and J.S.; Supervision: E.M., M.K. (Monika Komorowska) and M.N.; project administration: M.K. (Monika Komorowska); funding acquisition: M.K. (Monika Komorowska). All authors have read and agreed to the published version of the manuscript.
Funding
The scientific publication was created as a result of the research project no. 2022/06/X/NZ9/01536 funded by the National Science Center, Poland.
Data Availability Statement
The datasets generated and/or analyzed during the current study are not publicly available but may be obtained from the corresponding author upon reasonable request. For the purpose of Open Access, the author has applied a CC-BY public copyright license to any Author Accepted Manuscript (AAM) version arising from this submission.
Conflicts of Interest
The authors declare no conflicts of interest.
References
- Talebian-Kiakalaieh, A.; Amin, N.A.S.; Mazaheri, H. A Review on Novel Processes of Biodiesel Production from Waste Cooking Oil. Appl. Energy 2013, 104, 683–710. [Google Scholar] [CrossRef]
- Wan Alwi, S.R.; Klemeš, J.J.; Varbanov, P.S. Cleaner Energy Planning, Management and Technologies: Perspectives of Supply-Demand Side and End-of-Pipe Management. J. Clean. Prod. 2016, 136, 1–13. [Google Scholar] [CrossRef]
- Derehajło, S.; Tymińska, M.; Skibko, Z.; Borusiewicz, A.; Romaniuk, W.; Kuboń, M.; Olech, E.; Koszel, M. Heavy Metal Content in Substrates in Agricultural Biogas Plants. Agric. Eng. 2023, 27, 315–329. [Google Scholar] [CrossRef]
- Sikora, J.; Niemiec, M.; Szeląg-Sikora, A. Evaluation of the Chemical Composition of Raw Common Duckweed (Lemna minor L.) and Pulp after Methane Fermentation. J. Elementol. 2018, 23, 685–695. [Google Scholar] [CrossRef]
- Sikora, J.; Niemiec, M.; Szeląg-Sikora, A.; Gródek-Szostak, Z.; Kuboń, M.; Komorowska, M. The Effect of the Addition of a Fat Emulsifier on the Amount and Quality of the Obtained Biogas. Energies 2020, 13, 1825. [Google Scholar] [CrossRef]
- Kaur, M.; Singh, A.K.; Singh, A. Bioconversion of Food Industry Waste to Value Added Products: Current Technological Trends and Prospects. Food Biosci. 2023, 55, 102935. [Google Scholar] [CrossRef]
- Luo, X.; Liu, Y.; Wang, X.; Lei, L.; Shen, J.; Zhang, Q.; Wang, Y.; Ruan, R.; Cui, X. A Co-Ensiling Strategy of Food Wastes: Peanut Shell as an Additive to Distillers’ Grains to Improve Efficiency of Energy Conversion. J. Clean. Prod. 2023, 423, 138710. [Google Scholar] [CrossRef]
- Czekała, W.; Nowak, M.; Bojarski, W. Anaerobic Digestion and Composting as Methods of Bio-Waste Management. Agric. Eng. 2023, 27, 173–186. [Google Scholar] [CrossRef]
- Pitk, P.; Kaparaju, P.; Vilu, R. Methane potential of sterilized solid slaughterhouse wastes. Bioresour. Technol. 2012, 116, 42–46. [Google Scholar] [CrossRef]
- Niemiec, M.; Sikora, J.; Szeląg-Sikora, A.; Gródek-Szostak, Z.; Komorowska, M. Assessment of the Possibilities for the Use of Selected Waste in Terms of Biogas Yield and Further Use of Its Digestate in Agriculture. Materials 2022, 15, 988. [Google Scholar] [CrossRef]
- Ragasri, S.R.; Sabumon, P.C. A Critical Review on Slaughterhouse Waste Management and Framing Sustainable Practices in Managing Slaughterhouse Waste in India. J. Environ. Manag. 2023, 327, 116823. [Google Scholar] [CrossRef] [PubMed]
- REPowerEU. Available online: https://commission.europa.eu/strategy-and-policy/priorities-2019-2024/european-green-deal/repowereu-affordable-secure-and-sustainable-energy-europe_pl (accessed on 29 April 2024).
- Loganath, R.; Senophiyah-Mary, J. Critical Review on the Necessity of Bioelectricity Generation from Slaughterhouse Industry Waste and Wastewater Using Different Anaerobic Digestion Reactors. Renew. Sustain. Energy Rev. 2020, 134, 110360. [Google Scholar] [CrossRef]
- Ashayerizadeh, O.; Dastar, B.; Samadi, F.; Khomeiri, M.; Yamchi, A.; Zerehdaran, S. Study on the Chemical and Microbial Composition and Probiotic Characteristics of Dominant Lactic Acid Bacteria in Fermented Poultry Slaughterhouse Waste. Waste Manag. 2017, 65, 178–185. [Google Scholar] [CrossRef] [PubMed]
- Azarmanesh, R.; Zarghami, M.; Zonoozi, M.; Ghiasinejad, H.; Zhang, Y. Anaerobic Co-Digestion of Sewage Sludge with Other Organic Wastes: A Comprehensive Review Focusing on Selection Criteria, Operational Conditions, and Microbiology. Chem. Eng. J. Adv. 2023, 14, 100453. [Google Scholar] [CrossRef]
- Prasanna Kumar, D.J.; Mishra, R.K.; Chinnam, S.; Binnal, P.; Dwivedi, N. A Comprehensive Study on Anaerobic Digestion of Organic Solid Waste: A Review on Configurations, Operating Parameters, Techno-Economic Analysis and Current Trends. Biotechnol. Notes 2024, 5, 33–49. [Google Scholar] [CrossRef]
- Adhikari, B.B.; Chae, M.; Bressler, D.C. Utilization of Slaughterhouse Waste in Value-Added Applications: Recent Advances in the Development of Wood Adhesives. Polymers 2018, 10, 176. [Google Scholar] [CrossRef] [PubMed]
- Mozhiarasi, V.; Natarajan, T.S. Slaughterhouse and Poultry Wastes: Management Practices, Feedstocks for Renewable Energy Production, and Recovery of Value Added Products. Biomass Convers. Biorefin. 2022, 1–24. [Google Scholar] [CrossRef] [PubMed]
- Franke-Whittle, I.H.; Insam, H. Treatment Alternatives of Slaughterhouse Wastes, and Their Effect on the Inactivation of Different Pathogens: A Review. Crit. Rev. Microbiol. 2013, 39, 139–151. [Google Scholar] [CrossRef] [PubMed]
- Santagata, R.; Viglia, S.; Fiorentino, G.; Liu, G.; Ripa, M. Power Generation from Slaughterhouse Waste Materials. An Emergy Accounting Assessment. J. Clean. Prod. 2019, 223, 536–552. [Google Scholar] [CrossRef]
- Ungureanu, N.; Vladut, V.; Biris, S.-S.; Dincă, M.; Gheorghiță, N. Management of By-Products and Waste from Poultry Meat Industry. In Proceedings of the International Symposium ISB-INMATEH—Agricultural and Mechanical Engineering, Bucharest, Romania, 7 October 2022. [Google Scholar]
- Lorenz, H.; Fischer, P.; Schumacher, B.; Adler, P. Current EU-27 Technical Potential of Organic Waste Streams for Biogas and Energy Production. Waste Manag. 2013, 33, 2434–2448. [Google Scholar] [CrossRef]
- Batista, M.; Goyannes, R.G.C.; Quelhas, O.L.G.; Lima, G.B.A.; Filho, W.L.; Yparraguirre, I.T.R. A Framework for Sustainable and Integrated Municipal Solid Waste Management: Barriers and Critical Factors to Developing Countries. J. Clean. Prod. 2021, 312, 127516. [Google Scholar] [CrossRef]
- Borek, K.; Romaniuk, W.; Roman, K.; Roman, M.; Kuboń, M. The Analysis of a Prototype Installation for Biogas Production from Chosen Agricultural Substrates. Energies 2021, 14, 2132. [Google Scholar] [CrossRef]
- Li, P.; Zhao, H.; Cheng, C.; Hou, T.; Shen, D.; Jiao, Y. A review on anaerobic co-digestion of sewage sludge with other organic wastes for methane production: Mechanism, process, improvement and industrial application. Biomass Bioenergy 2024, 185, 107241. [Google Scholar] [CrossRef]
- Uludag-Demirer, S.; Demirer, G.N. Post-Anaerobic Treatability and Residual Biogas Potential of Digestate. Biomass Convers. Biorefin. 2022, 12, 1695–1702. [Google Scholar] [CrossRef]
- McKendry, P. Energy Production from Biomass (Part 2): Conversion Technologies. Bioresour. Technol. 2002, 83, 47–54. [Google Scholar] [CrossRef]
- Silvestre, G.; Fernández, B.; Bonmatí, A. Significance of Anaerobic Digestion as a Source of Clean Energy in Wastewater Treatment Plants. Energy Convers. Manag. 2015, 101, 255–262. [Google Scholar] [CrossRef]
- Bianco, I.; Panepinto, D.; Zanetti, M. Environmental Impacts of Electricity from Incineration and Gasification: How the LCA Approach Can Affect the Results. Sustainability 2022, 14, 92. [Google Scholar] [CrossRef]
- Malinauskaite, J.; Jouhara, H.; Czajczyńska, D.; Stanchev, P.; Katsou, E.; Rostkowski, P.; Thorne, R.J.; Colón, J.; Ponsá, S.; Al-Mansour, F.; et al. Municipal Solid Waste Management and Waste-to-Energy in the Context of a Circular Economy and Energy Recycling in Europe. Energy 2017, 141, 2013–2044. [Google Scholar] [CrossRef]
- Sharma, R.; Sharma, M.; Sharma, R.; Sharma, V. The Impact of Incinerators on Human Health and Environment. Rev. Environ. Health 2013, 28, 67–72. [Google Scholar] [CrossRef]
- Allsopp, M.; Costner, P.; Johnston, P. Incineration and Human Health. State of Knowledge of the Impacts of Waste Incinerators on Human Health. Environ. Sci. Pollut. Res. Int. 2001, 8, 141–145. [Google Scholar] [CrossRef]
- Kabeyi, M.; Olanrewaju, O. Slaughterhouse Waste to Energy in the Energy Transition with Performance Analysis and Design of Slaughterhouse Biodigestor. J. Energy Manag. Technol. 2022, 6, 188–208. [Google Scholar] [CrossRef]
- Romaniuk, W.; Mazur, K.; Borek, K.; Borusiewicz, A.; Wardal, W.J.; Tabor, S.; Kuboń, M. Biomass Energy Technologies from Innovative Dairy Farming Systems. Processes 2021, 9, 335. [Google Scholar] [CrossRef]
- Nyang’au, J.O.; Møller, H.B.; Sørensen, P. Nitrogen Dynamics and Carbon Sequestration in Soil Following Application of Digestates from One- and Two-Step Anaerobic Digestion. Sci. Total Environ. 2022, 851, 158177. [Google Scholar] [CrossRef]
- Guo, Z.; Usman, M.; Alsareii, S.A.; Harraz, F.A.; Al-Assiri, M.S.; Jalalah, M.; Li, X.; Salama, E.-S. Synergistic Ammonia and Fatty Acids Inhibition of Microbial Communities during Slaughterhouse Waste Digestion for Biogas Production. Bioresour. Technol. 2021, 337, 125383. [Google Scholar] [CrossRef]
- Borowski, S.; Boniecki, P.; Kubacki, P.; Czyżowska, A. Food Waste Co-Digestion with Slaughterhouse Waste and Sewage Sludge: Digestate Conditioning and Supernatant Quality. Waste Manag. 2018, 74, 158–167. [Google Scholar] [CrossRef] [PubMed]
- Reyes, I.P.; Díaz, J.P.; Horváth, I.S. Anaerobic Biodegradation of Solid Substrates from Agroindustrial Activities—Slaughterhouse Wastes and Agrowastes. In Biodegradation and Bioremediation of Polluted Systems—New Advances and Technologies; Chamy, R., Rosenkranz, F., Soler, L., Eds.; IntechOpen: London, UK, 2015; ISBN 978-953-51-2238-8. [Google Scholar]
- Philipp, M.; Ackermann, H.; Barbana, N.; Pluschke, J.; Geißen, S.U. Possibilities for Anaerobic Digestion of Slaughter Waste and Flotates for Biomethane Production. Water 2023, 15, 1818. [Google Scholar] [CrossRef]
- Pagés-Díaz, J.; Pereda-Reyes, I.; Taherzadeh, M.J.; Sárvári-Horváth, I.; Lundin, M. Anaerobic Co-Digestion of Solid Slaughterhouse Wastes with Agro-Residues: Synergistic and Antagonistic Interactions Determined in Batch Digestion Assays. Chem. Eng. J. 2014, 245, 89–98. [Google Scholar] [CrossRef]
- Ning, Z.; Zhang, H.; Li, W.; Zhang, R.; Liu, G.; Chen, C. Anaerobic Digestion of Lipid-Rich Swine Slaughterhouse Waste: Methane Production Performance, Long-Chain Fatty Acids Profile and Predominant Microorganisms. Bioresour. Technol. 2018, 269, 426–433. [Google Scholar] [CrossRef]
- Mutegoa, E.; Malima, N.M.; Hilonga, A.; Njau, K.N. Effect of Mixing Ratios of Natural Inorlatawieganic Additives in Removing Ammonia and Sulfide in the Liquid Phase during Anaerobic Digestion of Slaughterhouse Waste. Mater. Today Chem. 2021, 20, 100415. [Google Scholar] [CrossRef]
- Pornmai, K.; Itsadanont, S.; Lertpattanapong, M.; Seneesrisakul, K.; Jiraprasertwong, A.; Leethochawalit, M.; Sekiguchi, H.; Chavadej, S. Enhancement of Methanogenic Activity by Micronutrient Control: Micronutrient Availability in Relation to Sulfur Transport. J. Environ. Sci. 2023, 127, 738–752. [Google Scholar] [CrossRef]
- Wang, Z.; Wang, S.; Zhuang, W.; Liu, J.; Meng, X.; Zhao, X.; Zheng, Z.; Chen, S.; Ying, H.; Cai, Y. Trace Elements’ Deficiency in Energy Production through Methanogenesis Process: Focus on the Characteristics of Organic Solid Wastes. Sci. Total Environ. 2023, 878, 163116. [Google Scholar] [CrossRef] [PubMed]
- DIN 38414-8; Deutsche Einheitsverfahren zur Wasser-, Abwasser- und Schlammuntersuchung; Schlamm und Sedimente (Gruppe S); Bestimmung des Faulverhaltens (S 8) [German Standard Methods for the Examination of Water, Waste Water and Sludge; Sludge And Sediments (Group S); Determination of the Amenability to Anaerobic Digestion (S 8)]. Beuth Verlag: Berlin, Germany, 1985.
- ISO 1443:1973; Meat and Meat Products—Determination of Total Fat Content. International Organization for Standardization: Geneva, Switzerland, 1973.
- PN-ISO 6060:2006; Water Quality—Determination of the Chemical Oxygen Demand. Polish Committee for Standardization: Warsaw, Poland, 2006.
- Guo, Z.; Jalalah, M.; Alsareii, S.A.; Harraz, F.A.; Thakur, N.; Salama, E.-S. Biochar Addition Augmented the Microbial Community and Aided the Digestion of High-Loading Slaughterhouse Waste: Active Enzymes of Bacteria and Archaea. Chemosphere 2022, 309, 136535. [Google Scholar] [CrossRef] [PubMed]
- Ware, A.; Power, N. Biogas from Cattle Slaughterhouse Waste: Energy Recovery towards an Energy Self-Sufficient Industry in Ireland. Renew. Energy 2016, 97, 541–549. [Google Scholar] [CrossRef]
- Almomani, F.; Shawaqfah, M.; Bhosale, R.R.; Kumar, A.; Khraisheh, M.A.M. Intermediate Ozonation to Enhance Biogas Production in Batch and Continuous Systems Using Animal Dung and Agricultural Waste. Int. Biodeterior. Biodegrad. 2017, 119, 176–187. [Google Scholar] [CrossRef]
- Li, H.; Chang, L.; Li, H.; Li, Q.; Wang, Y. Whole-Component Anaerobic Methanogenesis of Pre-Acidized Sludge: Optimal Process and Promotion Mechanisms. Chem. Eng. Sci. 2024, 289, 119871. [Google Scholar] [CrossRef]
- Fava, F.E.; Romanelli, T.L. Biogas and Biomethane Production Routes in the Sugar-Energy Sector: Economic Efficiency and Carbon Footprint. Bioresour. Technol. Rep. 2023, 22, 101388. [Google Scholar] [CrossRef]
- Galván, M.J.; Degano, S.; Cagnolo, M.; Becker, A.; Hilbert, J.; Fuentes, M.; Acevedo, D. Batch Optimization of Biogas Yield from Pasteurized Slaughterhouse By-Products Incorporating Residues from Corn Sieving. Biomass Bioenergy 2021, 151, 106136. [Google Scholar] [CrossRef]
- Zieliński, M.; Dębowski, M.; Krzemieniewski, M. Effect of Method of Post-Slaughter Waste Conditioning on Amount and Composition of Biogas Produced in Thermophilic Fermentation. Annu. Set Environ. Prot. 2011, 12, 895–907. [Google Scholar]
- Sari, Ö.; Özdemir, S.; Celebi, A. Utilization and Management of Poultry Slaughterhouse Wastes with New Methods. In Proceedings of the EurAsia Waste Management Symposium, İstanbul, Turkey, 2–4 May2016; pp. 1–6. [Google Scholar]
- Kazemi-Bonchenari, M.; Alizadeh, A.; Javadi, L.; Zohrevand, M.; Odongo, N.E.; Salem, A.Z.M. Use of Poultry Pre-Cooked Slaughterhouse Waste as Ruminant Feed to Prevent Environmental Pollution. J. Clean. Prod. 2017, 145, 151–156. [Google Scholar] [CrossRef]
- Otero, A.; Mendoza, M.; Carreras, R.; Fernández, B. Biogas Production from Slaughterhouse Waste: Effect of Blood Content and Fat Saponification. Waste Manag. 2021, 133, 119–126. [Google Scholar] [CrossRef]
- Wang, S.; Jena, U.; Das, K.C. Long Term Performance of Pilot Methanogenic Digester Filled with Seashell Wastes Treating Slaughterhouse Wastes: Biogas Production and Environmental Impact. Biochem. Eng. J. 2022, 187, 108651. [Google Scholar] [CrossRef]
- Wang, S.; Hawkins, G.L.; Kiepper, B.H.; Das, K.C. Treatment of Slaughterhouse Blood Waste Using Pilot Scale Two-Stage Anaerobic Digesters for Biogas Production. Renew. Energy 2018, 126, 552–562. [Google Scholar] [CrossRef]
- Li, B.; Ruan, P.; Xu, X.; He, Z.; Zhu, X.; Pan, L.; Peng, Z.; Liu, Y.; Zhou, B.; Lu, B.; et al. Covalent Organic Framework with 3D Ordered Channel and Multi-Functional Groups Endows Zn Anode with Superior Stability. Nano-Micro Lett. 2024, 16, 76. [Google Scholar] [CrossRef] [PubMed]
- Chaikitkaew, S.; Wongfaed, N.; Mamimin, C.; O-Thong, S.; Reungsang, A. Conversion of Carbon Dioxide in Biogas into Acetic Acid by Clostridium thailandense Immobilized on Porous Support Materials. Heliyon 2024, 10, e26378. [Google Scholar] [CrossRef] [PubMed]
- Eftaxias, A.; Diamantis, V.; Aivasidis, A. Anaerobic Digestion of Thermal Pre-Treated Emulsified Slaughterhouse Wastes (TESW): Effect of Trace Element Limitation on Process Efficiency and Sludge Metabolic Properties. Waste Manag. 2018, 76, 357–363. [Google Scholar] [CrossRef]
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2024 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).