1. Introduction
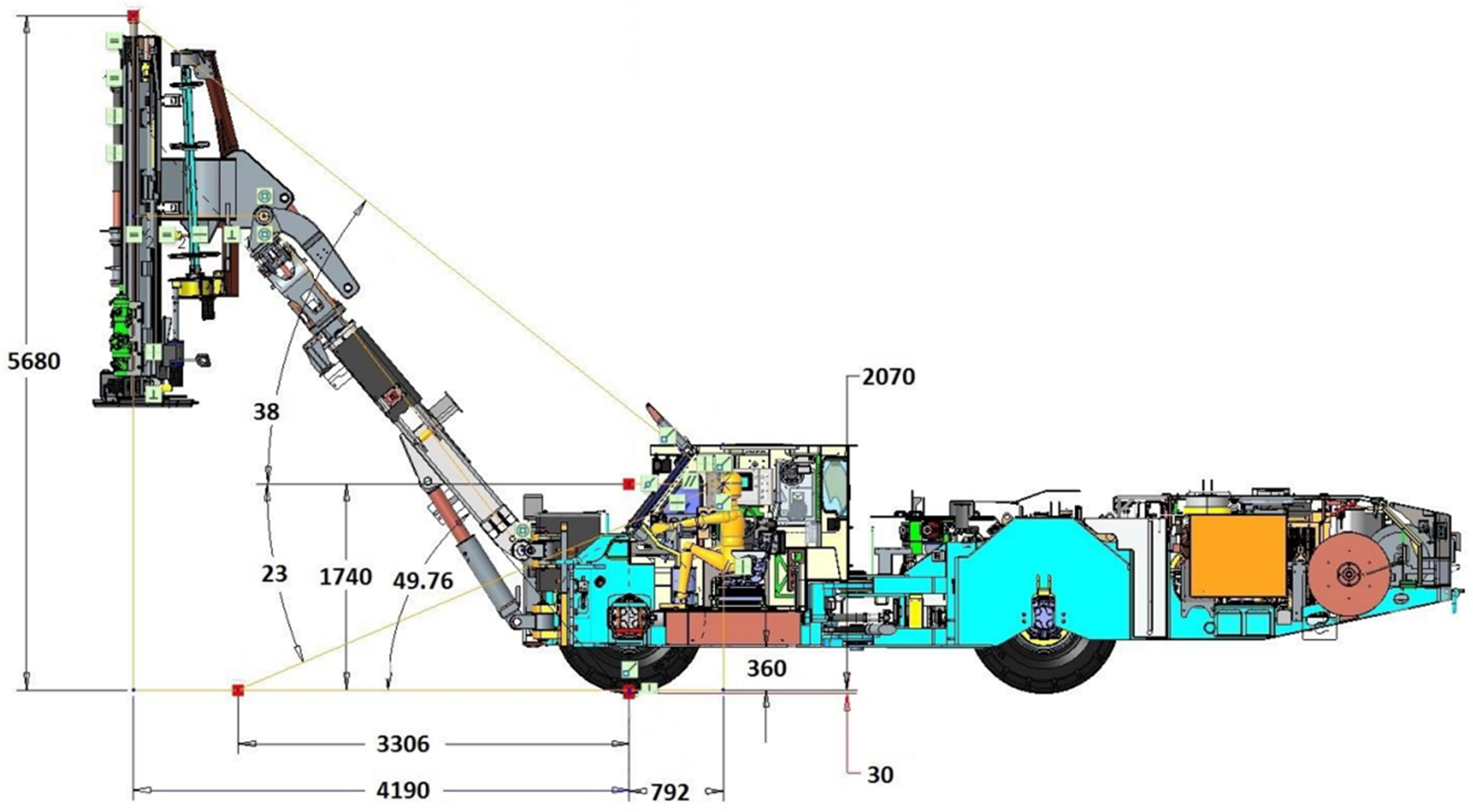
In metal ore mines, including KGHM Polska Miedź S.A. (KGHM Polish Copper Plc), exploitation takes place in increasingly difficult conditions, which result primarily from the increasing depth of the seams and their small thickness. The rock temperature and natural hazards increase with the depth of exploitation. Additionally, the smaller thickness of the deposits limits the space, which makes the issue of generated by internal combustion engine machines temperature, noise and gases crucial. To meet these requirements, Mine Master Sp. z o. o. (Ltd., Limited company, Wilków, Poland), in cooperation with AGH University of Krakow and Łukasiewicz Research Network—EMAG Institute of Innovative Technologies, developed, manufactured, and commissioned at KGHM Polska Miedź S.A. (joint-stock company, Lubin, Poland), a self-propelled roof bolter with an electric drive and battery power Roof Master 1.8 KE (
Figure 1). Compared to the currently used roof bolters equipped with a combustion engine, the introduction of battery power in underground conditions is a significant step toward improving the atmosphere in the mine. This type of power supply expands the area of application of the vehicles and significantly improves occupational health and safety conditions by eliminating exhaust gases, as well as reducing noise, vibrations, and thermal load in the longwall. It should be emphasised that this machine is intended for low excavations, which is a unique feature compared to competitors’ solutions, especially battery ones.
Apart from self-propelled roof bolters, the main machines in the room-and-pillar mining system include self-propelled drilling rigs, LHD loaders, and haul trucks. The user expects greater safety and comfort of work from a battery-powered machine than from the one equipped with an internal combustion engine. However, the key assumption is to achieve at least the same technical parameters and operational properties as in the case of traditional machines. This article presents the results of operational tests and experiences with the operation of the battery-powered electric drill rig (Roof Master 1.8 KE). The tests showed its superiority over the combustion version (Roof Master 1.8 AWK) in terms of broadly understood economy, ergonomics, safety, and comfort of work (
Figure 2). It is worth emphasising that both machines were equipped with an identical working system for drilling and bolting. This article presents the results of comprehensive tests covering many aspects of these machines’ operation, such as work availability, traction properties, functionality, efficiency, maintenance costs, ergonomics, air conditioning system, and the protection devices installed. In addition to the abovementioned tests, the RM 1.8 KE bolting rig has successfully passed all tests and examinations required by national directives and regulations, including those in the field of stability and electromagnetic compatibility.
2. State of the Art
In order to reduce operating costs and improve the conditions of the crew’s work, it is advisable to replace diesel engines with main-supplied and battery-powered electric motors. In general, there is a tendency to move away from fossil fuels as an energy source [
1]. This trend has been observed in the industry for many years, especially in the case of self-propelled mining machines, such as drilling and bolting rigs, LHD loaders, and haul trucks.
In underground mining, battery-powered machines began to be designed and used relatively late due to very difficult working conditions, high technical requirements, and formal requirements resulting from regulations. Currently, many manufacturers offer solutions for battery-powered machines that are designed to work in various conditions. These are companies such as Aramine, Artisan Vehicles (since 2019 has belonged to Sandvik), Epiroc (until 2018 Atlas Copco), Komatsu (until 2017 Joy Global), MacLean Engineering, Normet, Phillips Machine, Sandvik, Komatsu, and CAT [
2]. In the process of designing machines and work equipment, modern methods are used so as to meet the requirements of difficult working conditions. Great importance is attached to numerical tests of cabins in order to obtain the highest possible level of operator safety [
3,
4]. Similarly, in the field of quality control and production management, modern methods and tools are applied in order to improve the quality of machines and devices [
5,
6,
7,
8,
9]. However, only tests in real conditions allow the machine to be fully tested and its capabilities and operational properties to be verified.
There are only a few studies and articles concerning the scope of research described in this article. A very interesting and valuable study containing research and analysis results has been presented in one of the articles [
10]. The authors have made a comprehensive assessment of battery-powered rigs. In the article, they have presented the change in costs and technical parameters observed in recent years due to the use of batteries. Although the article is from the automotive industry, it concerns the common thread of all BEVs, i.e., batteries. In another article, progress in the field of vibrations of battery-powered vehicles and machines has also been presented [
11].
In her study, Grycan addresses the issue of the safe operation of battery machines in underground mining conditions [
12]. In this article, she raised the issue of specific working conditions in underground mines and their impact on the safety of operation of battery-powered machines compared to their combustion equivalents.
The authors of another article described a strategy for reducing ventilation and heating costs, which was applied in one of the Swedish underground iron ore mines [
13]. The authors demonstrated in their study that the use of battery-powered machines instead of combustion ones allows for a reduction in the total costs of ventilation and heating by 36%.
A very broad study is an article on improving the working conditions in an underground mine in Finland, which was achieved thanks to the use of battery-powered machines instead of internal combustion ones [
14]. The research concerned several types of machines (a haul truck, LHD loader, and drilling rig). The authors carried out measurements of gas emissions as well as dust and air temperature increases. Additionally, they conducted surveys among both machine operators and employees working around these machines so as to obtain their opinions. The results of the survey indicate a significant improvement in working conditions owing to the use of BEVs.
Similarly, Professor Szlązak and co-authors demonstrated in their article that the use of battery-powered suspended railways has a beneficial effect on working conditions in mining excavations [
15]. The authors analysed air quality (elimination of exhaust gases) and climatic conditions (reduction in air temperature and humidity). Their article presents the results of basic research on internal combustion machines and the expected effects of introducing battery-powered trains. The abovementioned articles mainly concern the impact of the use of BEVs on air quality and temperature in underground mine workings. All studies indicate improved conditions.
As regards the exposure of machine operators to vibrations and noise generated by combustion and electric machines, individual studies can be found, but they usually concern machines used in open-pit mining. An example is the research described in the article by Tekin regarding operators of internal combustion machines in Turkey in the field of WBV (whole-body vibration) [
16]. Similarly, the article by Erdem et al. describes WBV observed in haul truck operators [
17]. The topic of noise generated by various devices, including underground mining machines, both diesel and electric, has been raised in an article on mining processing machines [
18]. Due to the wide scope of BEV applications in the automotive industry and heavy industry, there are numerous research results and studies on the benefits of using battery-powered machines in comparison with their classic combustion equivalents [
19,
20,
21,
22,
23,
24,
25].
This article presents the results of comprehensive comparative tests of an internal combustion machine and its electric, battery-powered counterpart. The tests were carried out in a very wide scope, but they concerned one type of self-propelled mining machine, i.e., the roof bolter. It should be noted that research conducted in an underground mine is expensive, complicated, and organisationally demanding; thus, the number of available publications in this field is significantly limited, and the existing ones concern only selected aspects of the machines’ work.
3. Materials and Methods
The conducted comprehensive in-service tests consisted of many elements. They were based on data recorded by the machine, mine reports, and the results of the performed research. When the machine with an internal combustion engine is replaced by a battery-powered one, it seems natural and reasonable to compare the two solutions. The battery machine can be described using a number of parameters related to various aspects of its operation, such as range, operating time, efficiency, generated noise, or vibrations. These parameters can be compared to those obtained by combustion machines. Such an approach allows us to compare the machines in an objective way and draw clear conclusions. Therefore, conducting tests under normal operating conditions in an underground mine is an additional advantage. Hence, the results and conclusions from underground tests of the Roof Master 1.8 KE battery-powered roof bolter were compared to the results and conclusions from the tests of the Roof Master 1.8 AWK diesel machine. Both manufactured by Mine Master. On the basis of mine reports, the changes made to the machine were described, and its availability as well as the consumption of utilities and consumables were determined.
Throughout the period of in-service testing, a number of parameter values collected by the machine were recorded thanks to the use of a modern control and diagnostic system. The information recorded by the machine includes, among others, distance; the condition and consumption of the battery; the number of charging cycles; electrical parameters of the motors; and temperatures, including those in the operator’s cabin. Based on this information, the average number of bolts per shift, average distance per shift, and other issues related to ergonomics and work safety were calculated.
The tests requiring separate measurements with the use of external sensors, or the ones installed in the machine for the purposes of these tests were as follows:
Measurements of chemical factors (nitrogen oxide and nitrogen dioxide) in the operator’s cabin;
Measurements of dust (unclassified dust and silica) in the operator’s cabin;
Measurements of vibrations affecting the operator sitting on a cushioned seat while driving and installing a bolt;
Measurements of noise affecting the operator in the cabin and the staff outside the machine;
Measurements of the effectiveness of the machine’s braking system (speed, distance, braking delay, and excavation slope).
The above tests were performed in accordance with relevant standards and recommendations with the use of specialised sensors and measurement systems. Measurements and calculations of the workers’ exposure to noise load were made in accordance with the PN-EN ISO 9612:2011 standard [
26] (Acoustics—Determination of Occupational Noise Exposure–Engineering Method). The methodology as well as sample measurements and calculations were presented in another article by one of the authors [
18]. Measurements and calculations regarding the braking system were carried out in accordance with the PN-EN ISO 3450:2011 standard [
27] (Earth-Moving Machinery—Wheeled or High-Speed Rubber-Tracked Machines—Performance Requirements and Test Procedures for Brake Systems). Measurements and calculations of vibrations to which employees are exposed were made according to the PN-EN 14253:2011 standard [
28] (Vibration and Shock with Respect to Human beings).
Throughout the period including test runs and in-service tests, all machine parameters were recorded. All of the tests described in this article were performed in one of the KGHM mines where the machine was tested. Examples of photos of the operator’s cabin and roof drilling taken during the tests are shown in
Figure 3. In the article, charts for selected rides or selected days are presented. However, the calculated values and the presented conclusions apply to the entire testing period.
In addition to the measured values that allow for a quantitative description of the machine’s parameters, the opinions of experienced machine operators were also taken into consideration. These opinions were collected in the form of reports that they created when using the machine. A crucial issue was also to use a simple but very effective method of collecting information, i.e., a direct interview. The direct effect of the direct interview was a number of proposals for changes and improvements, which were applied and are also mentioned in this article.
4. Underground Field Tests
The priority assumption for in-service tests of the Roof Master 1.8 KE and Roof Master 1.8 AWK roof bolters was to carry them out at the target workplace, which makes these tests unique. However, this involved a number of difficulties resulting from the need to ensure a normal operation of these machines and other machines working at that time and place.
4.1. Description of the Research Object
This research concerned the Roof Master 1.8 KE roof bolter. It should be clearly emphasised that this is the world’s first battery-powered machine with built-in chargers, intended for low excavations. This roof bolter has a height of 1.8 m, and its design and dimensions allow for manoeuvring in perpendicular excavations with a width of 4.4 m. Solutions offered by competitive companies require excavations much larger than 2.0 m. Battery chargers installed in the machine enable direct charging from mine mains without the need to use additional infrastructure. Additionally, the machine has a braking energy recovery system for recharging the battery. It is a typical BEV (battery electric vehicle) machine equipped with a pack of 5 HV (high voltage) sodium–nickel batteries with a capacity of 190 Ah and energy of 123.5 kWh, at a constant nominal voltage of 650 V DC (Direct Current). It is driven by one permanent magnet synchronous motor (PMSM) with a power of 133 kW. The motor drives the torque converter, gearboxes, and axles through the drive shafts on one side, and on the other, the hydraulic unit and the air conditioning compressor. The machine is adapted to work in power grids with rated voltages of 3 × 500 V, 3 × 690 V, and 3 × 1000 V, with a rated frequency of 50 Hz AC (alternating current).
The RM 1.8 KE roof bolter is designed for roof bolting in workings with a height of 3.0 m to 5.9 m. The dimensions of the machine allow it to move in galleries with a minimum height of 2.0 m. The machine can move in workings with a longitudinal inclination of up to 15° and a transverse inclination reaching up to 8°. It is equipped with an AWK-1.8 drilling and bolting turret, which allows for the installation of expansive and adhesive bolts. The kinematic system of the telescopic boom enables bolts to be installed in the roofs and sidewalls. The AWK-1.8 automatic turret has a rotating clip for 9 bolts. Drilling is performed with the use of a hydraulic rotary drill having a torque of 450 Nm. Drilling rods with a length of 2160 mm have been used as standard [
25].
4.2. Place and Time of In-Service Tests
In-service tests were carried out at KGHM Polska Miedź S.A., in the Lubin mining division, in the period from 31 December 2020 to 30 April 2022. The aim of the tests was to confirm the technical assumptions and suitability of the battery-powered machine for use in KGHM copper ore mines, especially in relation to combustion machines.
During in-service tests, the machine was used like any other machine in motion. Throughout the testing period, it installed bolts and made additional holes in the following amounts:
Expansion bolts with a length of 1.8 m: 13,853 pcs;
Adhesive bolts with a length of 1.8 m: 52 pcs;
Additional bolts for mounting accessories: 28 pcs;
Additional holes made: 243.
4.3. Machine Availability
Throughout the testing period, the RM 1.8 KE machine worked for a total of 49 weeks, during which 943 machine shifts (Tn) were recorded. There were periods in which the machine worked and was operational—these were described by the number of machine shifts for the operational machine (PRD), as well as periods when the machine was operational in planned readiness mode (DPL) and unplanned readiness mode (DNP).
During the analysed 49 weeks, the machine achieved the following parameters:
Number of machine shifts Tn = 943.0;
Number of machine shifts for operational machine (PRD) = 411.5;
Number of machine shifts in planned readiness mode (DPL) = 327.3;
Number of machine shifts in unplanned readiness mode (DNP) = 5.0.
It can therefore be calculated that the machine has achieved the following technical availability (Dt):
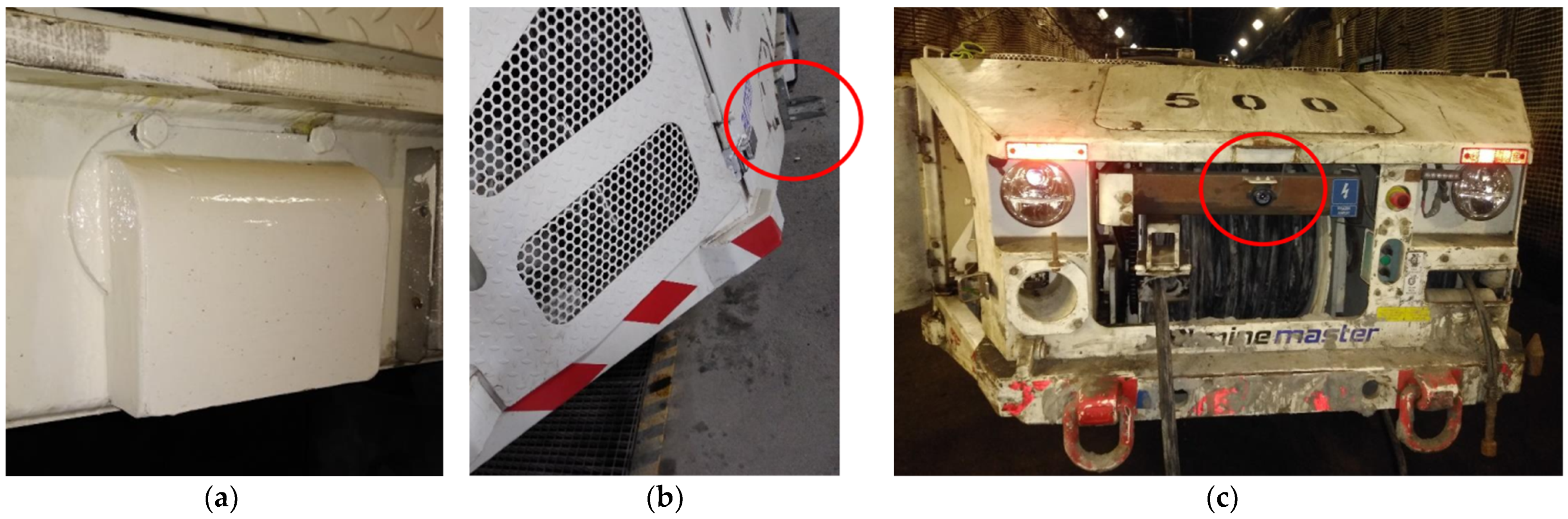
In the analysed period, the machine was subjected to various modifications aimed at ensuring greater safety as well as easier operation to improve its efficiency. The changes were proposed by experienced operators (mine workers) and concerned various elements of the machine. They included the following features:
Addition of extra charging diodes;
Addition of warning flashing lights;
Modification of the control of water and cable reels;
Software update;
Replacement of wires;
Relocation of the expansion tank;
Improvement in distributors’ availability;
Change in camera position;
Installation of an additional camera (
Figure 4c).
The availability of the machine was influenced by the need to introduce the abovementioned changes and the very fact of carrying out measurements, especially with the use of additional equipment. In total, the modifications made during the machine’s operation took 55 machine shifts. Additional downtimes resulted from the need to prepare the machine and carry out tests, which took a total of seven machine shifts. Given these additional circumstances, the actual machine availability was calculated to reach 84.43%.
4.4. Traction Properties and Battery Charge Level
During test runs, the machine was driven from the chamber to the place of work and back. The average distance covered per shift ranged from 6 km to 7 km, and the average battery consumption was approximately 6% per 1 km. The RM 1.8 KE machine climbed hills with an inclination of approximately 10° at a speed of 4 km/h, which confirmed the design assumptions. The Michelin tubeless tires (12.00-24 XZM TL 178A5 NXZM) and the standard hydrodynamic drive system (gearbox and torque converter), despite an increase in the machine weight to 24,590 kg, did not result in any deterioration of the traction parameters compared to RM 1.8 AWK.
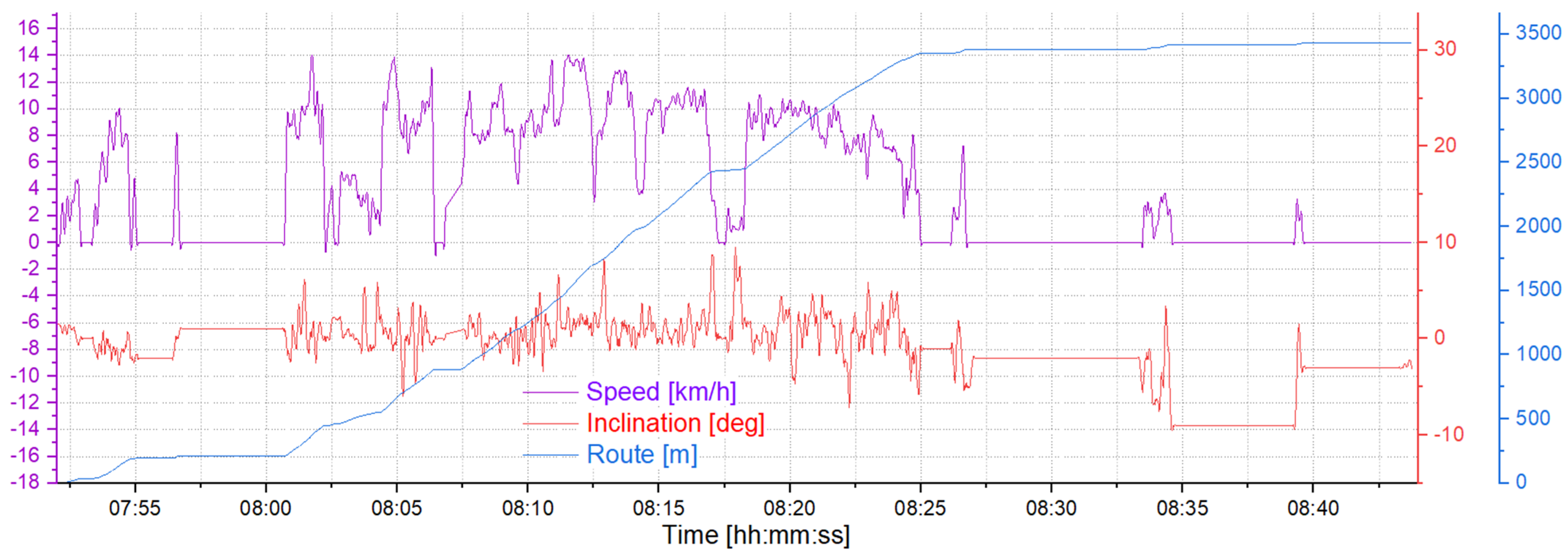
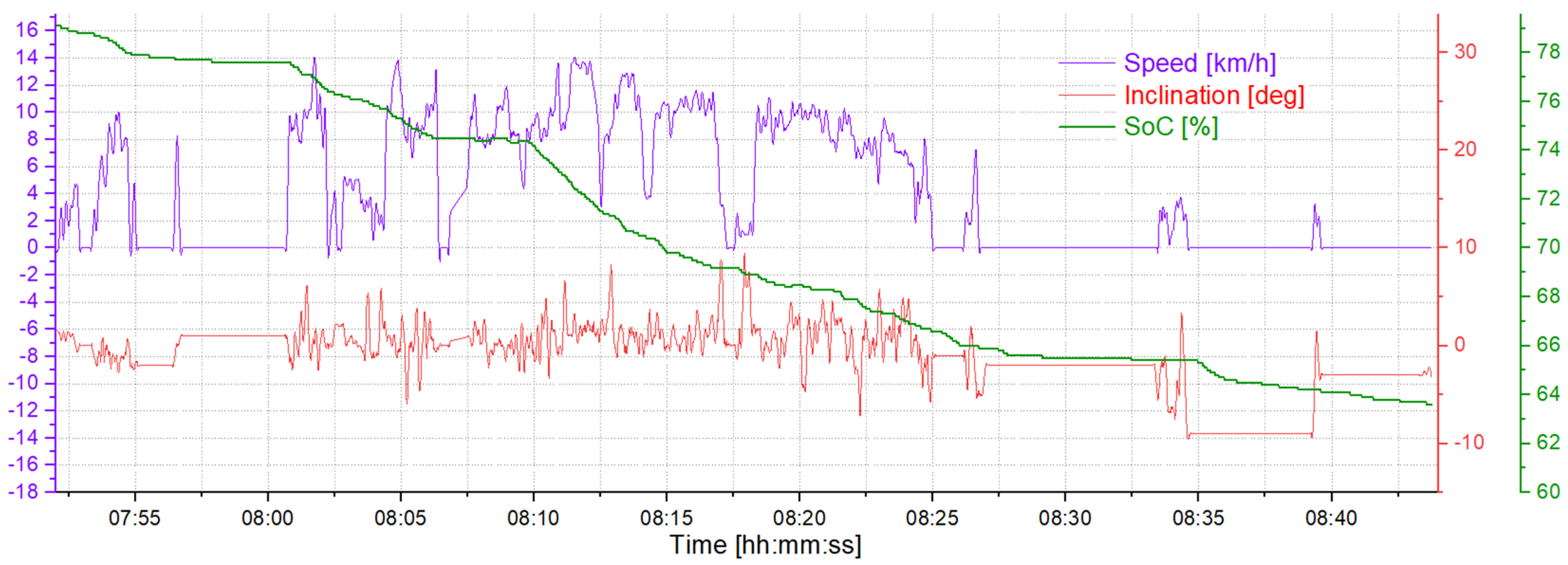
The drawings below show graphs illustrating the parameters recorded during one of the machine’s journeys to the workplace, as well as its return to the chamber. During the journey to the workplace, the vehicle covered 3.5 km, and the inclination varied in the range of +/− 10°. The machine used 16% of the energy stored in the battery. Initially, the battery charge level (state of charge—SoC) reached 79%, and the final value was 63%. On average, 4.7% of battery energy was used by the machine to cover 1 km (
Figure 5 and
Figure 6).
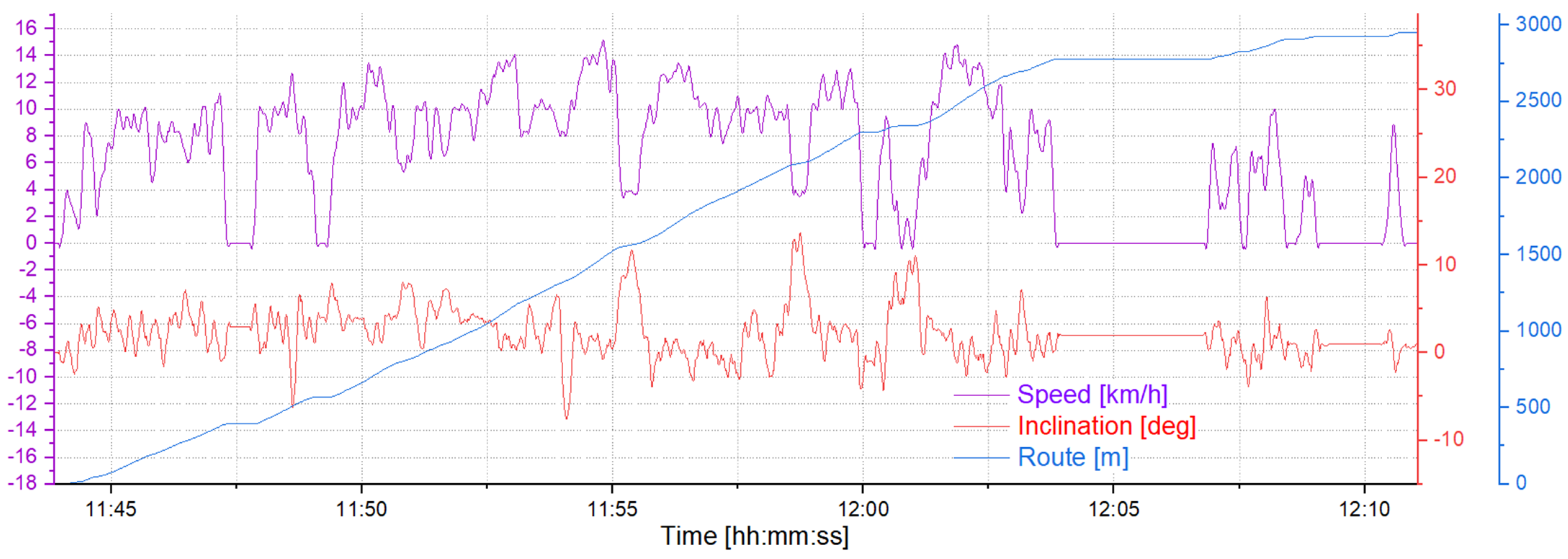
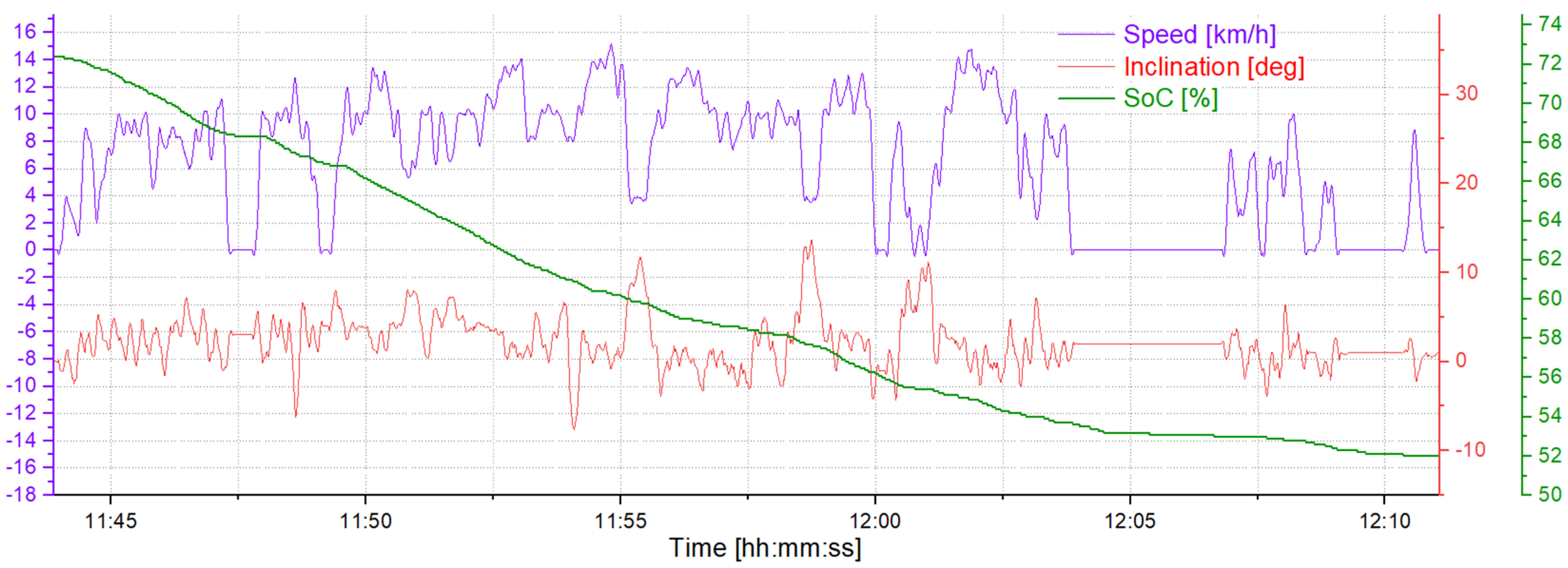
The distance covered by the machine from the longwall to the inspection–repair chamber was 2.95 km. The mileage recorded for this route is shown in
Figure 7 and
Figure 8. While driving, the machine used 21% of the battery energy. Initially, the battery charge reached 73%, and the final value was 52%. Therefore, the machine consumed an average of 7% of battery charge per 1 km.
Given the fact that the average discharge of the HV traction battery during the tests was approximately 6%/1 km and that the battery charge should not fall below 20%, the machine can travel approximately 13 km without recharging the battery in mining conditions. Additionally, the entire process of refuelling the machine, which occurs in the case of machines with an internal combustion engine, has been eliminated.
The tests showed that after completing work related to the installation of a roof bolting support, the machine returned to the repair chamber with the set of batteries charged to approximately 50%, which is significantly higher than the minimum required battery charge level. The traction properties of the battery-powered machine were in no way inferior to those achieved by machines with an internal combustion engine.
4.5. Efficiency of the Drilling and Bolting Process
The purpose of using self-propelled roof bolters is to install a roof bolting support. Therefore, any action that allows for achieving a higher bolting efficiency is desirable. One such action was the use of electrically controlled distributors, which enabled increasing the dynamics of the working system control and adapting it to the user’s needs.
During the tests, the machine’s efficiency was assessed positively. The average number of 1.8 m long expansion bolts installed per shift reached 36.44, which is more than in the case of roof bolters with a combustion drive of 33.76 bolts/shift.
4.6. Work Safety
One of the key issues related to the safety of mining trucks is the service braking system and the emergency brake (EB).
Table 1 summarises the results of tests and measurements of the machine speed and braking effectiveness carried out at the end of the tests of the RM 1.8 KE machine in underground conditions. The tests and calculations were based on the formulas from the PN-EN ISO 3450:2011 standard and Annex A to this standard. The results include the maximum speed [km/h], braking distance s [m], and braking delay a [m/s
2]. Tests and calculations were performed for all three gears and the service brake, and, additionally, for gear 1 and the emergency brake.
Figure 9 shows a photo from braking efficiency tests on a slope of 12°. Braking speed measurements, carried out in accordance with applicable regulations, did not reveal any abnormalities in the operation of the suspension system.
4.7. Ergonomics and Comfort of Work
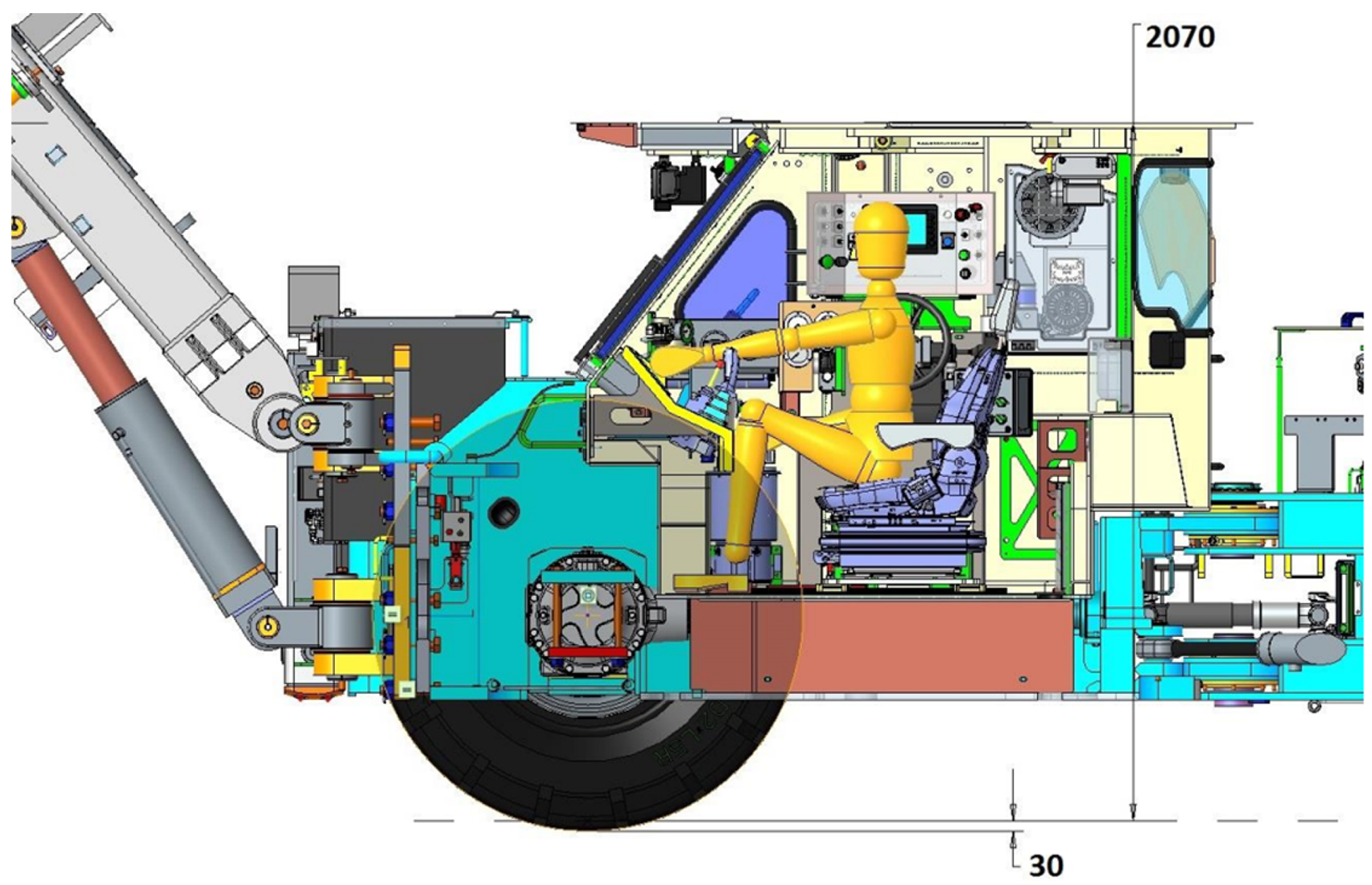
From the beginning of the design process of the Roof Master 1.8 KE roof bolter, one of the most important assumptions was to meet the requirements and expectations in the field of broadly understood ergonomics. The most important process is the installation of a roof bolting support, which is controlled by the operator from the cabin. Therefore, the ability to observe the working machine from the cabin is crucial. The cabin has good visibility and optimal dimensions enabling comfortable work (
Figure 10 and
Figure 11). Passage height amounts to 1800 ± 30 mm. Cabin is raised by 270 mm.
Problems with limited visibility reported by the user when driving the machine with the tractor facing forward were solved by applying a larger, 12-inch screen displaying the image from the camera (
Figure 12). During work, visibility was improved using a hydraulically raised canopy segment.
Users emphas0ised that thanks to the battery power and an electric motor used in place of an internal combustion engine, exhaust gas emissions were completely eliminated, which significantly improved the working conditions for the operator, service staff, and people staying in the area. In the battery-powered machine, the operators felt that heat emission was reduced owing to the lack of a diesel engine and a high-temperature exhaust system, as well as due to the relocation of the hydraulic distributors outside the cabin. Research on the exposure of operators and service technicians of the RM 1.8 KE and RM 1.8 AWK to exhaust emissions, noise, and vibrations was carried out. Examples of dust and gas test results are presented in
Table 2, whereas
Table 3 presents the results of measurements of nitrogen oxide and dioxide in the cabin.
In addition to measuring the sound level, noise tests require a number of calculations to determine the equivalent sound level (
Table 4 and
Table 5). The measured and calculated equivalent sound level A L
Aeq,Te for RM 1.8 KE (battery) was 76 dB, while for the RM 1.8 AWK (combustion engine), it reached as much as 86 dB. This means that the battery-powered machine is ten times quieter (log-scale). Such a significant noise reduction required modifying the machine by adding warning lighting in order to make it visible to other workers. The vibrations induced by the drive system during the machine’s travel were 0.372 m/s
2 for the RM 1.8 KE machine and 0.393 m/s
2 for RM 1.8 AWK, which reduces the operator’s fatigue and has a positive impact on his well-being (
Table 6).
The use of a closed cabin with efficient air conditioning translates into the operator’s improved efficiency and concentration, and, in consequence, into his work results. Additionally, the closed cabin separates the cooled interior from all possible heat radiators, such as the front drive axle or hydraulic distributors.
In the opinion of the workers operating the machine during travel and during work, the machine is convenient and comfortable; it has intuitively and ergonomically arranged controls, a comfortable seat, and an efficient air conditioning system, which reduces the operator’s fatigue and has a positive impact on his well-being.
4.8. Maintenance Activities
As a result of replacing the combustion drive with an electric one, the maintenance activities required for the machine have fundamentally changed. Additional procedures related to the operation, control, and inspection of the electrical system have been introduced. Daily and periodic inspections do not require special qualifications or authorisation of service personnel. It is worth noting that the batteries and the main components of the electrical system are maintenance-free, except for control and measurement works resulting from the regulations applicable in this area of the mine. The applied HV traction batteries require a periodic equalising charge. The request to perform such charging is signalled on the driving panel. In the event of a failure, it is necessary to use the diagnostic computer provided by the service centre. In general, however, maintenance activities have been significantly simplified in comparison with the internal combustion machine, which has a positive impact on availability and operating costs.
4.9. Estimated Consumption of Energy Utilities
All information regarding utilities consumed, i.e., electricity for the Roof Master 1.8 KE battery-powered machine as well as fuel and electricity for the Roof Master 1.8 AWK combustion machine, was collected during in-service tests. For both machines, the number of changes, the distance covered, and the number of bolts installed were recorded. Due to the availability of information, the machines were compared on the basis of data from two months of their continuous operation. The collected and calculated data are summarised in
Table 7.
Based on the average cost of diesel oil and electricity, values of selected indicators per bolt were calculated. At the time of testing, the average cost of diesel oil amounted to PLN 4.73 /1 dm
3 (approximately 1.1 Euro/1 dm
3), while the average cost of electricity was PLN 0.62/1 kWh (approximately 0.15 Euro/1 dm
3). The obtained results are summarised in
Table 8.
The average cost of energy per bolt amounted to 1.91 PLN for the battery bolter and 3.96 PLN for the combustion bolter. Thus, the cost of energy per bolt was more than twice less for the battery-powered machine. It should be noted that the consumption of electrical energy by the combustion machine is related to the use of the electric motor of the hydraulic unit, which is responsible for the working system.
4.10. Functionality in the Opinion of Operators—Direct Interview
A direct interview with battery machine operators who had previously worked with internal combustion machines resulted in a number of conclusions. During test runs, the users emphasised good operating parameters and higher bolting efficiency than equivalent machines with an internal combustion drive. The hydraulic system of the Roof Master 1.8 KE machine, equipped with a battery drive, is more efficient than standard Roof Master 1.8 AWK rigs, which is clearly noticeable in terms of the dynamics and smoothness of the working system movements.
As regards operation and maintenance, the users emphasised that the operating system and drive transmission applied in the battery-powered machine correspond to those used in earlier internal combustion machines known to operators and mechanics, which allowed for an efficient and trouble-free change-over to the battery-powered machine, without additional training. Moreover, the use of electrohydraulic distributors, i.e., electric control, eliminated all hydraulic connections between the operator panel and the distributors, thus enabling better maintenance service.
The undoubted advantage of the battery-powered machine is the possibility of charging its batteries without an additional charger or modification of the power grid used at KGHM. The machine can charge the battery directly from standard sockets in the mine’s power grid. The current drawn from the network is set and limited automatically; the machine is designed for multi-voltage operation.
A useful and appreciated functionality is the possibility of installing a roof bolting support solely from battery power, without the need to unwind the cable and connect the machine to the mine’s mains. Due to the fact that the consumption of energy from the battery reached approximately 3% of the charge level per bolt, such activities can be carried out to a limited extent. It is worth noting that the quoted decrease in the battery charge level applies to the entire process, i.e., drilling a hole, taking a bolt from the magazine, and tightening the bolt with appropriate torque.
6. Conclusions
The abovementioned tests of the Roof Master 1.8 KE machine provided an adequate amount of data and information on the basis of which the suitability of the machine for work in underground mining plants can be clearly assessed. The analysis results indicate that the use of battery power has a positive effect in terms of all the considered features. The design assumptions regarding the selection of the battery-powered machine in place of the machine with a combustion engine, during its normal work in real conditions of an underground mine, were confirmed.
Previous experiences with the use of battery drives in mines where such drives were implemented point to the following benefits:
Elimination of exhaust gas emissions (CO2 and NOx), which in some cases enabled reducing ventilation costs;
Lower operating costs compared to machines powered by diesel engines;
Reduced operation and maintenance costs;
Two-fold reduction in the average cost of energy equivalent for installing one bolt;
Reduced heat emission;
Improved work comfort by reducing vibrations and noise;
Reduced maintenance costs;
Elimination of costs related to the transport and distribution of liquid fuels.
Moreover, it is worth mentioning a few advantages and comments highlighted by the users. The machine can charge the battery directly from standard sockets in the mine’s power grid without the need to use an additional charger. A useful functionality of the machine revealed during the tests was the possibility of installing a roof bolting support only with the use of batteries. The station for driving and working with the machine is identical to that for machines equipped with an internal combustion drive, which makes it easier for operators and mechanics to smoothly switch from internal combustion to battery-powered machines. The design of the working system does not differ from those previously used, which facilitates operation and maintenance activities. The batteries and the main components of the electrical system are maintenance-free, except for control and measurement works resulting from the regulations applicable in this area in the mining plant.
The use of a battery power supply in the machine enables eliminating exhaust emissions and reducing heat. Additionally, a reduced level of noise and vibration translates into higher, noticeable comfort of the operator’s work. Thanks to a closed, isolated, and efficiently air-conditioned cabin, better working conditions and comfort were achieved.
The results obtained during the tests indicate that it is advisable to put such machines into operation, which, combined with clean energy, will consequently lead to obtaining a mine product with the lowest possible carbon footprint and a higher level of comfort and safety.










{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}