




CO2 Compression and Dehydration for Transport and Geological Storage


Abstract
:1. Introduction
2. Methodology
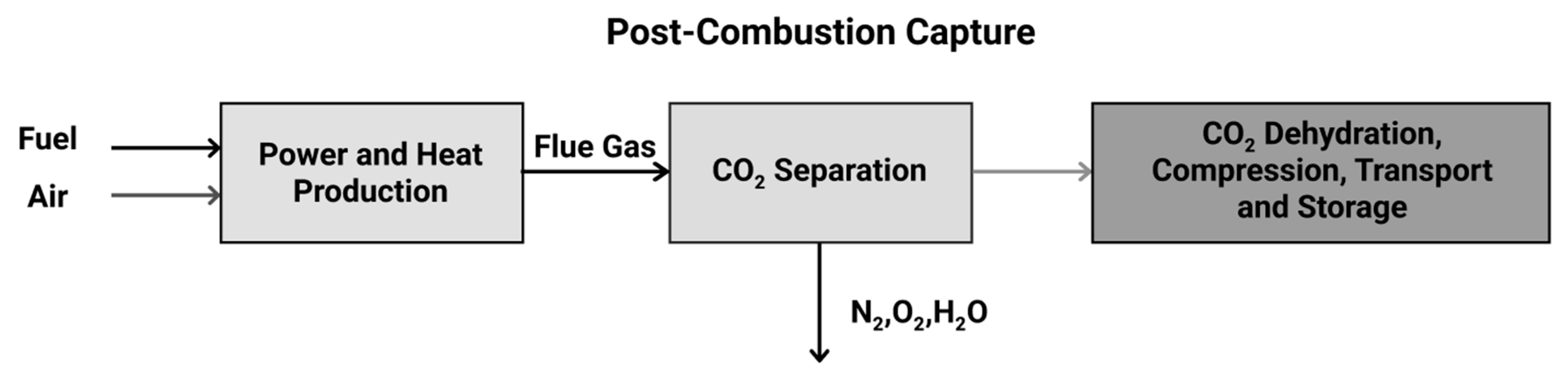
2.1. CO2 Capture Technology
- Post-combustion capture from flue gas in air-supplied fuels;
- Pre-combustion capture in gas obtained from the coal gasification process;
- Capture from the flue gas after combustion of fuel in boilers supplied with a mixture of oxygen and carbon dioxide (oxy-combustion);
- Methane steam-reforming process combined with carbon dioxide sequestration methods.
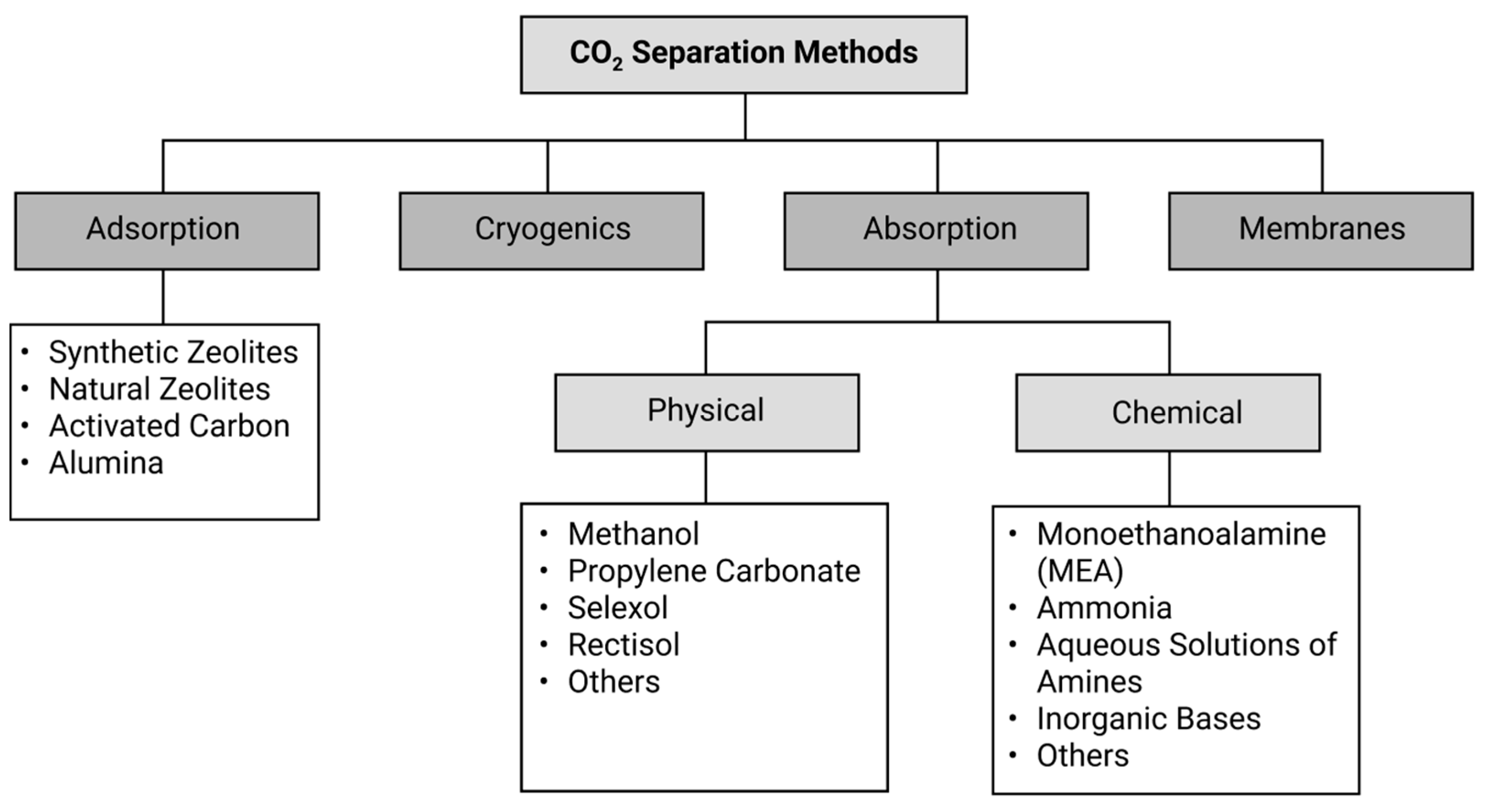
2.2. Selection of the Carbon Dioxide Separation Method
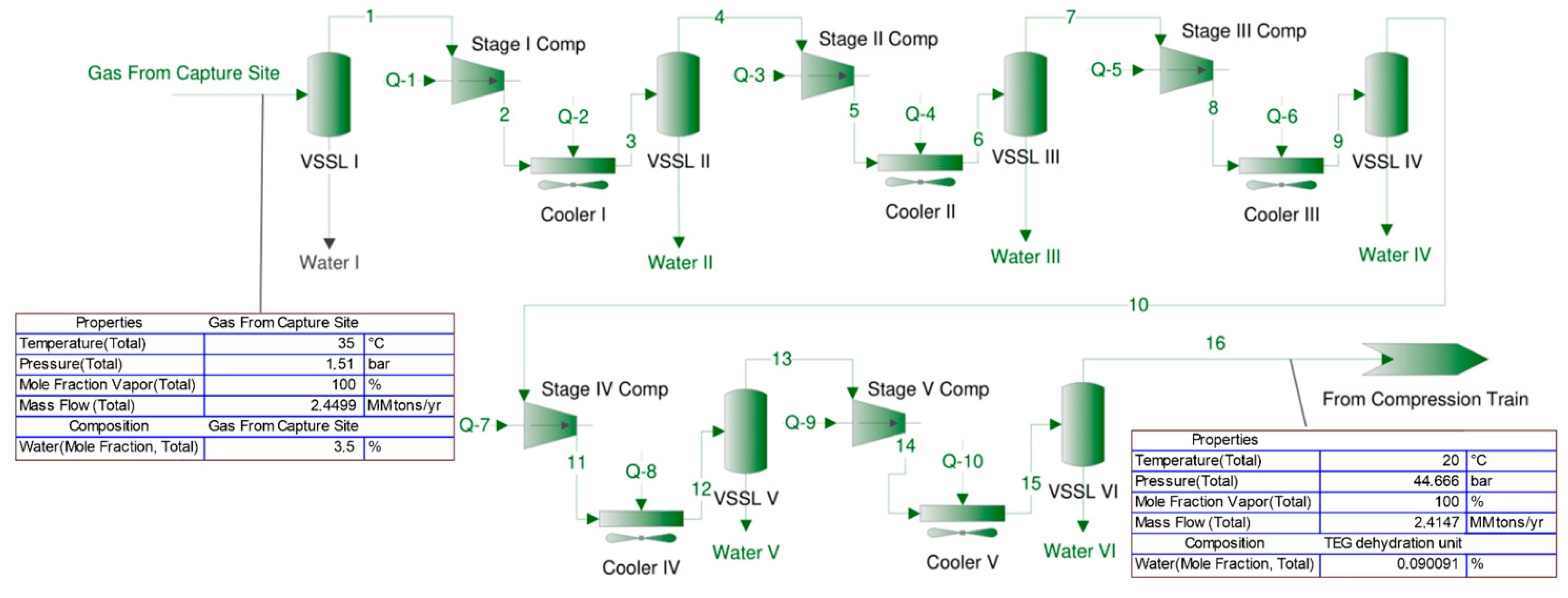
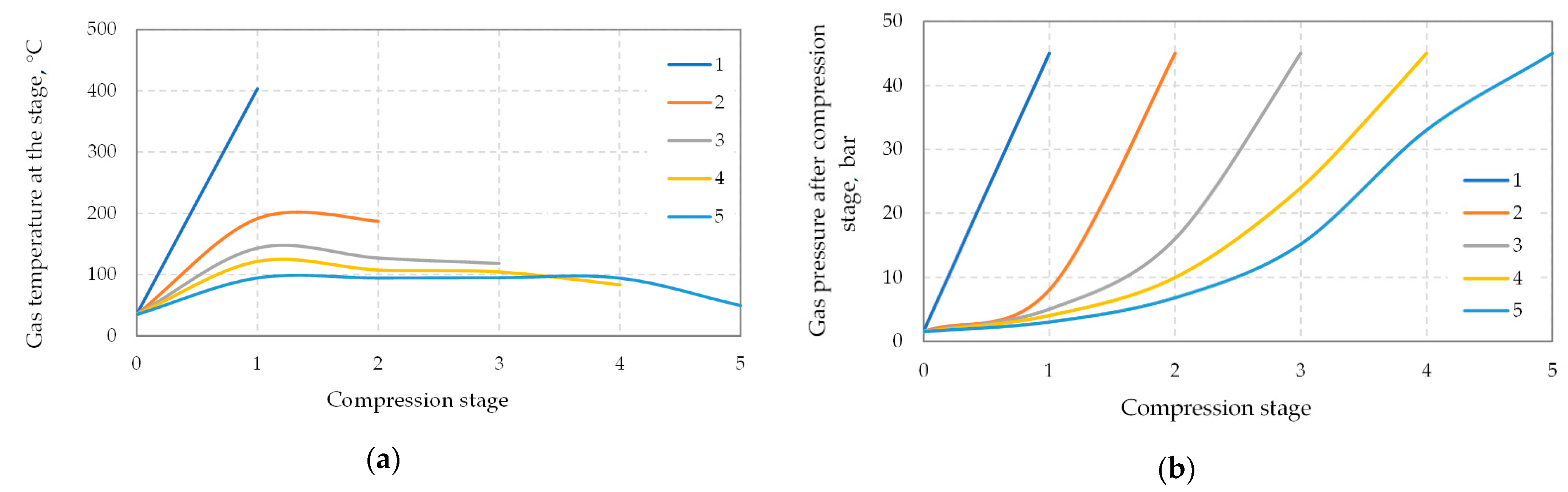
2.3. Application of Multi-Stage Compression before TEG Dehydration
- Low vaporization loss and viscosity;
- High regeneration efficiency;
- High thermal stability;
- High affinity to water and hydrocarbon;
- Extremely low solubility for salts.
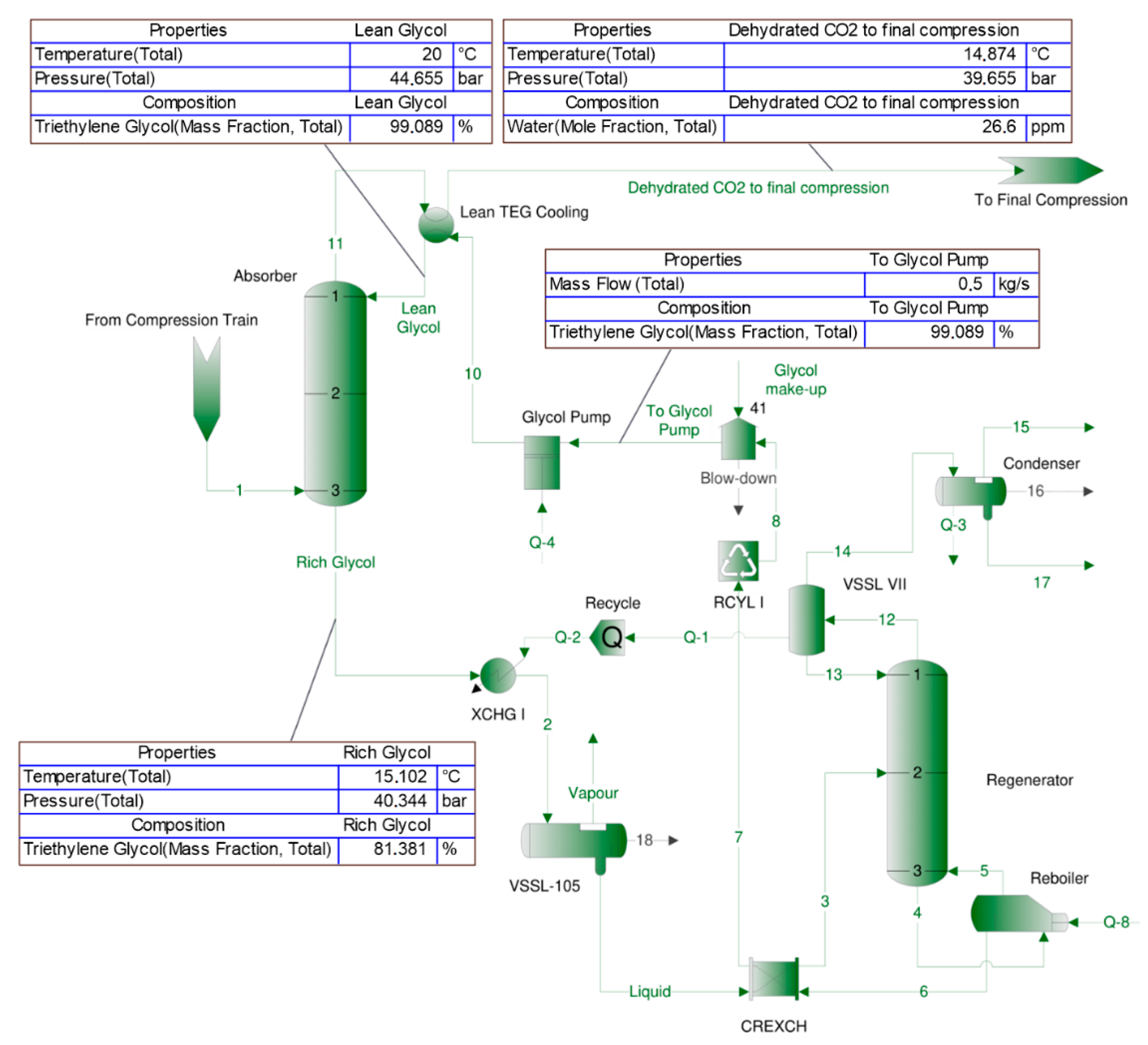
2.4. TEG Dehydration System
2.5. Transport of CO2 to a Geological Storage Site
2.6. Selection of a Geological Carbon Dioxide Storage Site
- Appropriate values for permeability, porosity, and potential reservoir capacity;
- The presence of geological traps and impermeable cover rocks (e.g., clays, marls, salt rocks, and claystone) will prevent carbon dioxide from migrating to higher layers;
- Aquifers must not contain potable water that humans can use;
- The reservoir should be located more than 800 m below the ground surface due to providing conditions of high enough pressure and temperature to store carbon dioxide in the supercritical state.
2.7. Pipeline Transport
2.8. Simulation of the Operation of the Planned Plant in BR&E ProMax
- Dehydration processes with glycols and desulfurization with amine solutions;
- Refining processes;
- LPG recovery processes;
- Gas cooling and processing;
- Calculations and simulations for pipeline transportation and chemical and petrochemical processes.
3. Results and Discussion
3.1. Input Data
3.2. Permissible Pressure Drops across Coolers
3.3. Selection of the Glycol Mass Flow Rate
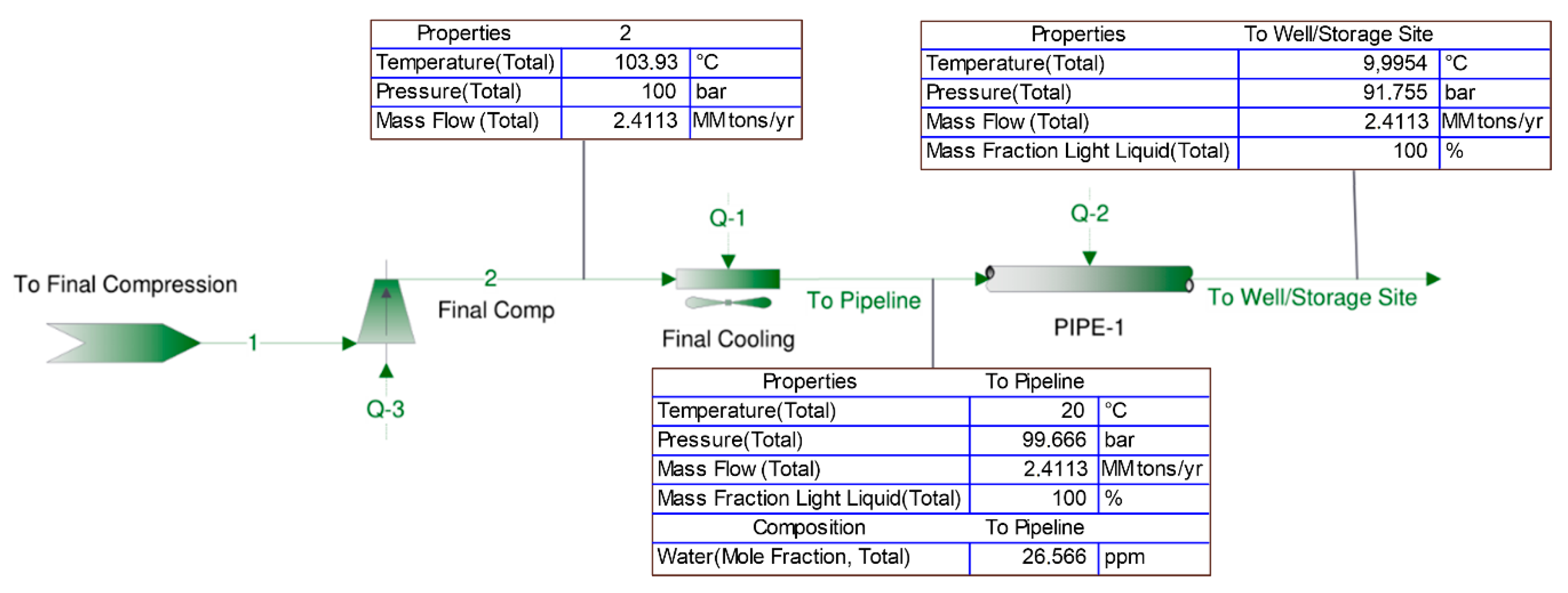
3.4. Pipeline Diameter
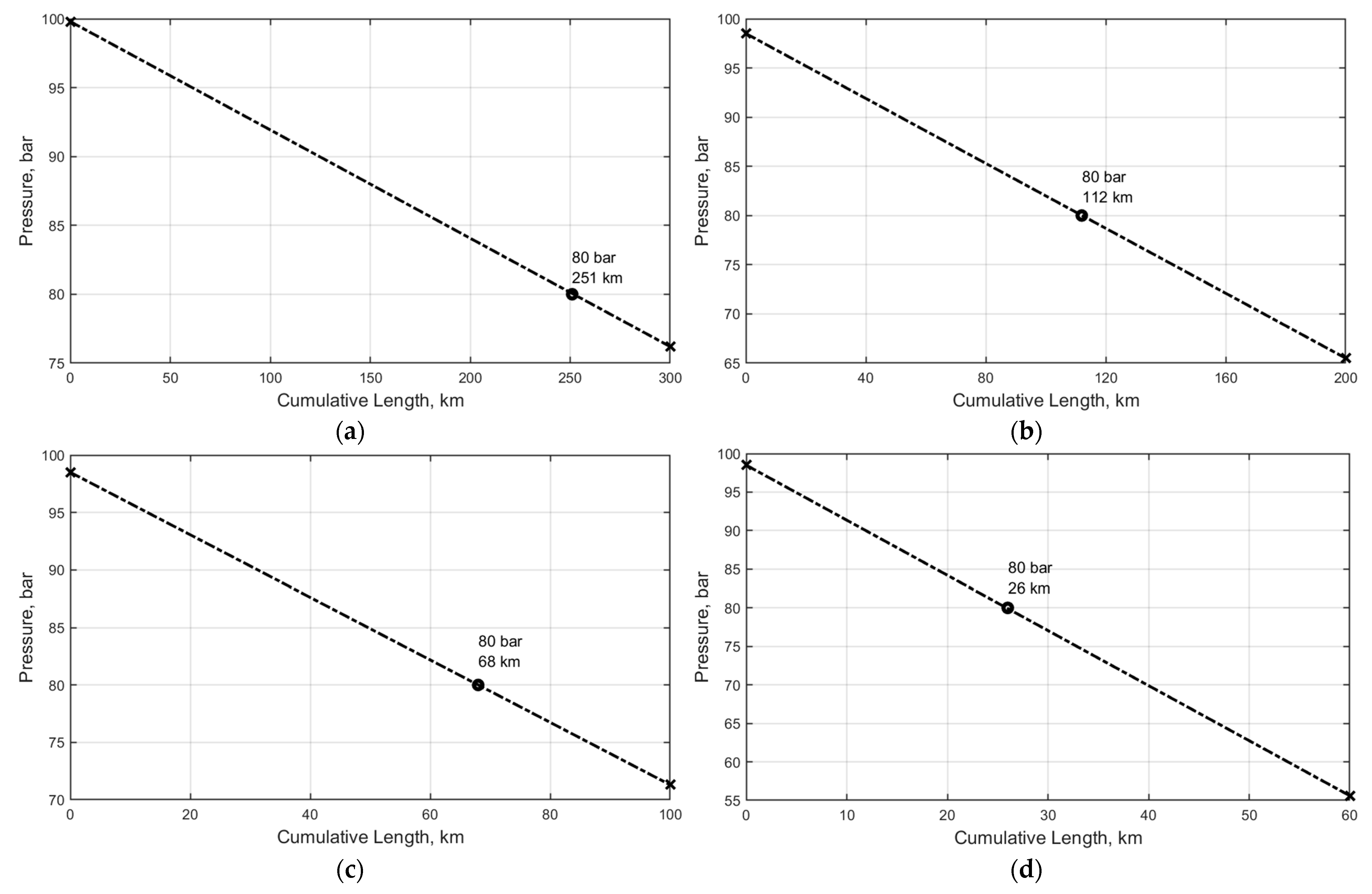
3.5. Linear Pressure Drop
3.6. Energy Required to Power the Plant for Its Different Loads
4. Conclusions
- The temperature at which the maximum compression pressure is reached will not exceed 95 °C;
- The mass flow rate of glycol supplied to the absorber column was chosen to be 0.5 kg/s as it provides an adequate level of CO2 dehydration, amounting to 26.6 ppm;
- The pipeline to receive liquid carbon dioxide from the TEG plant and inject it into the geological storage site has a determined diameter of 12 inches;
- At a distance of 30 km from the geological storage site, the value of the linear pressure drop was 8.72 bar (obtained using the Darcy Weisbach equation) or 8.57 bar (using ProMax software simulation);
- The total power demand is 7047.57 kW, 15,990.10 kW, and 24,471.75 kW, and the total received heat input is 13,880.76 kW, 31,620.07 kW, and 47,035.66 kW for 25%, 60%, and 100% plant load, respectively.
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Udara Willhelm Abeydeera, L.H.; Wadu Mesthrige, J.; Samarasinghalage, T.I. Global Research on Carbon Emissions: A Scientometric Review. Sustainability 2019, 11, 3972. [Google Scholar] [CrossRef]
- Balat, M.; Balat, H.; Acici, N. Environmental Issues Relating to Greenhouse Carbon Dioxide Emissions in the World. Energy Explor. Exploit. 2003, 21, 457–473. [Google Scholar] [CrossRef]
- World Resources Institute. Available online: https://www.wri.org/our-work/project/cait-climate-data-explorer (accessed on 2 January 2023).
- Dubiński, J.; Wachowicz, J.; Koteras, A. Underground storage of carbon dioxide—The possibilities for using CCS technology in Polish conditions. Górnictwo i Geol. 2010, 5, 5–19. [Google Scholar]
- Li, Q.; Wang, F.; Forson, K.; Zhang, J.; Zhang, C.; Chen, J.; Wang, Y. Affecting analysis of the rheological characteristic and reservoir damage of CO2 fracturing fluid in low permeability shale reservoir. Environ. Sci. Pollut. Res. 2022, 29, 37815–37826. [Google Scholar] [CrossRef]
- Postma, T.J.; Bandilla, K.W.; Celia, M.A. Implications of CO2 mass transport dynamics for large-scale CCS in basalt formations. Int. J. Greenh. Gas Control 2022, 121, 103779. [Google Scholar] [CrossRef]
- van Renssen, S. The hydrogen solution? Nat. Clim. Change 2020, 10, 799–801. [Google Scholar] [CrossRef]
- Sholes, C.A. Water Resistant Composite Membranes for Carbon Dioxide Separation from Methane. Appl. Sci. 2018, 8, 829. [Google Scholar] [CrossRef]
- Kemper, J.; Sutherland, L.; Watt, J.; Santos, S. Evaluation and analysis of the performance of dehydration units for CO2 capture. Energy Procedia 2014, 63, 7568–7584. [Google Scholar] [CrossRef]
- Kearns, D.; Liu, H.; Consoli, C. Technology readiness and costs of CCS. Technology 2021, 1, 22–23. [Google Scholar]
- Mohammed, I.Y.; Samah, M.; Sabina, G.; Mohamed, A. Comparison of SelexolTM and Rectisol® Technologies in an Integrated Gasification Combined Cycle (IGCC) Plant for Clean Energy Production. Int. J. Eng. Res. 2014, 3, 742–744. [Google Scholar] [CrossRef]
- Bui, M.; Adijman, C.; Bardow, A.; Anthony, E.; Boston, A.; Brown, S.; Fennell, P.; Fuss, S.; Galindo, A.; Hackett, L.A. Carbon capture and storage (CCS): The way forward. Energy Environ. Sci. 2018, 11, 1064. [Google Scholar]
- E.ON UK. Kingsnorth Carbon Dioxide Capture and Storage Demonstration Project—CO2 Compression and Pumping Philosophy. E.ON SE 2011, 5, 2–7. [Google Scholar]
- Czaplicki, A.; Sobolewski, A. CO2 emission—Civilization’s progress or investment development inhibiting factor. Chemik 2013, 67, 387–398. [Google Scholar]
- Ahmad, M.; Gersen, S. Water Solubility in CO2 Mixtures: Experimental and Modelling Investigation. Energy Procedia 2014, 63, 2402–2411. [Google Scholar] [CrossRef]
- Stewart, M.; Arnold, K. Gas Dehydration Field Manual; Gulf Professional Publishing: Houston, TX, USA, 2011; pp. 16–24. [Google Scholar]
- Allam, R.; Martin, S.; Forrest, B.; Fetvedt, J.; Lu, X.; Freed, D.; Brown, G.W.; Sasaki, T.; Itoh, M.; Manning, J. Demonstration of the Allam Cycle: An Update on the Development Status of a High Efficiency Supercritical Carbon Dioxide Power Process Employing Full Carbon Capture. Energy Procedia 2017, 114, 5948–5966. [Google Scholar] [CrossRef]
- Walspurger, S.; Dijk, H. EDGAR CO2 Purity: Type of Quantities of Impurities Related to CO2 Point Source and Capture Technology; A Literature Study; Energy Research Centre of the Netherlands: Petten, The Netherlands, 2012; pp. 22–31. [Google Scholar]
- Wetenhall, B.; Race, J.M.; Downie, M.J. The effect of CO2 purity on the development of pipeline networks for carbon capture and storage schemes. Int. J. Greenh. Gas Control 2014, 30, 197–211. [Google Scholar] [CrossRef]
- Grynia, E.; Carroll, J. Niepożądana woda, czyli przegląd procesów osuszania gazu ziemnego. Szejk 2013, 109, 18–26. [Google Scholar]
- Pokrzywniak, C. Analysis of technical solutions and efficiency of glycol-based processes of natural gas drying. Wiertnictwo Nafta Gaz 2007, 24, 381–389. [Google Scholar]
- Nagy, S.; Barczyński, A.; Blicharski, J.; Duliński, W.; Łaciak, M.; Marszałek, J.; Ropa, C.E.; Rybicki, C.; Smulski, R.; Ślizowski, J. Vademecum Gazownika Tom I. Podstawy Gazownictwa Ziemnego: Pozyskiwanie, Przygotowanie do Transportu, Magazynowanie; Scientific and Technical Association of Engineers and Technicians of the Oil and Gas Industry: Kraków, Poland, 2014. [Google Scholar]
- Øi, L.E.; Fazlagic, M. Glycol dehydration of captured carbon dioxide using Aspen Hysys simulation. In Proceedings of the 55th Conference on Simulation and Modelling (SIMS 55), Modelling, Simulation and Optimization, Linköping University Electronic Press, Aalborg, Denmark, 21–22 October 2014; Volume 108, pp. 167–174. [Google Scholar]
- Witkowski, A.; Rusin, A.; Majkut, M.; Rulik, S.; Stolecka, K. Advances in Carbon Dioxide Compression and Pipeline Transportation Processes; Springer: Berlin/Heidelberg, Germany, 2015; Volume 3, pp. 13–35. [Google Scholar]
- Witkowski, A.; Majkut, M. The impact of CO2 compression systems on the compressor power required for a pulverized coal-fired power plant in post-combustion carbon dioxide sequestration. Arch. Mech. Eng. 2012, 59, 2–13. [Google Scholar] [CrossRef]
- Panowski, M.; Zarzycki, R. Analysis of pre-treatment of carbon dioxide separated from flue gas for transportation and storage. Polityka Energetyczna 2013, 16, 247–253. [Google Scholar]
- Eldemerdash, U.; Kamarudin, K. Assessment of new and improved solvent for pre-elimination of BTEX emissions in glycol dehydration processes. Chem. Eng. Res. Des. 2016, 115, 214–220. [Google Scholar] [CrossRef]
- Neagu, M.; Cursaru, D.L. Technical and economic evaluations of the triethylene glycol regeneration processes in natural gas dehydration plants. J. Nat. Gas Sci. Eng. 2017, 37, 327–340. [Google Scholar] [CrossRef]
- Sakheta, A.; Zahid, U. Process simulation of dehydration unit for the comparative analysis of natural gas processing and carbon capture application. Chem. Eng. Res. Des. 2018, 137, 75–88. [Google Scholar] [CrossRef]
- Włodek, T. Selected aspects of carbon dioxide pipeline transportation. AGH Drill. Oil Gas 2012, 29, 325–335. [Google Scholar]
- Parfomak, P.W.; Folger, P. Carbon Dioxide Pipelines for Carbon Sequestration: Emerging Policy Issues; CRS Report for Congress; Library of Congress, Congressional Research Service: Washington, DC, USA, 2008.
- Zhang, Z.; Wang, G.X.; Massarotto, P.; Rudolph, V. Optimization of pipeline transport for CO2 sequestration. Energy Convers. Manag. 2006, 47, 702–715. [Google Scholar] [CrossRef]
- McCoy, S.; Rubin, E. An engineering-economic model of pipeline transport of CO2 with application to carbon capture and storage. Int. J. Greenh. Gas Control 2008, 2, 219–229. [Google Scholar] [CrossRef]
- Span, R.; Wagner, W. A new equation of state for carbon dioxide covering the fluid region from the triple-point temperature to 1100K at pressures up to 800 MPa. J. Phys. Chem. Ref. Data 1996, 25, 1509–1596. [Google Scholar] [CrossRef]
- Han, C.; Zahid, U.; An, J.; Kim, K.; Kim, C. CO2 transport: Design considerations and project outlook. Curr. Opin. Chem. Eng. 2015, 10, 42–48. [Google Scholar] [CrossRef]
- Nagy, S.; Olajossy, A. Transport rurociągowy dwutlenku węgla oraz układu azot—Dwutlenek węgla. Rynek Energii 2010, 4, 63–67. [Google Scholar]
- Kuczyński, S.; Hendel, J. Application of Monte Carlo simulations for economic efficiency evaluation of carbon dioxide enhanced oil recovery projects. In Proceedings of the 14th International Multidisciplinary Scientific GeoConference SGEM, Albena, Bulgaria, 17–26 June 2014; pp. 663–670. [Google Scholar]
- Kuczyński, S.; Hendel, J.; Sikora, A. Economic evaluation of CO2 enhanced oil recovery and sequestration on small offshore field. In Proceedings of the SGEM 2018 Vienna, Section Oil and Gas Exploration, Vienna, Austria, 3–6 December 2018. [Google Scholar]
- Włodek, T.; Kuczyński, S.; Hendel, J. Technical and economic issues of offshore pipeline carbon dioxide transportation. AGH Drill. Oil Gas 2014, 31, 341–354. [Google Scholar] [CrossRef]
- Abbas, Z.; Mezher, T.; Abu-Zahra, M. Evaluation of CO2 purification requirements and the selection of processes for impurities deep removal from the CO2 product stream. Energy Procedia 2013, 37, 2389–2396. [Google Scholar] [CrossRef]
- Alstom, U.K. European Best Practice Guidelines for Assessment of CO2 Capture Technologies; SINTEF: Trondheim, Norway, 2011. [Google Scholar]
- Climate Action-European Commission. Implementation of Directive 2009/31/EC on the Geological Storage of Carbon Dioxide. Guidance Document 1: CO2 Storage Life Cycle Risk Management Framework; Climate Action-European Commission: Luxembourg, 2011. [Google Scholar]
- De Visser, E.; Hendriks, C.; Barrio, M.; Mølnvik, M.J.; de Koeijer, G.; Liljemark, S.; Le Gallo, Y. Dynamis CO2 quality recommendations. Int. J. Greenh. Gas Control 2008, 2, 478–484. [Google Scholar] [CrossRef]
- Basava-Reddi, L.; Wildgust, N.; Ryan, D. Effects of Impurities on Geological Storage of Carbon Dioxide. In Proceedings of the 1st EAGE Sustainable Earth Sciences (SES) Conference and Exhibition, Valencia, Spain, 8–11 November 2011; European Association of Geoscientists & Engineers: Bunnik, The Netherlands, 2011; p. cp-268. [Google Scholar]
- Lako, P.; Van Der Welle, A.J.; Harmelink, M.; Van Der Kuip, M.D.C.; Haan-Kamminga, A.; Blank, F.; Nepveu, M. Issues concerning the implementation of the CCS Directive in the Netherlands. Energy Procedia 2011, 4, 5479–5486. [Google Scholar] [CrossRef]
- Dooley, J.J.; Dahowski, R.T.; Davidson, C.L.; Wise, M.A.; Gupta, N.; Kim, S.H.; Malone, E.L. Carbon Dioxide Capture and Geologic Storage: A Core Element of a Global Energy Technology Strategy to Address Climate Change; GTSP, Pacific Northwest National Laboratory: Richland, WA, USA, 2006; Volume 1, pp. 15–16. [Google Scholar]
- Raza, A.; Rezaee, R.; Bing, C.H.; Gholami, R.; Nagarajan, R.; Hamid, M.A. CO2 storage in heterogeneous aquifer: A study on the effect of injection rate and CaCO3 concentration. Mater. Sci. Eng. 2016, 121, 2–3. [Google Scholar]
- Volpi, V.; Forlin, E.; Baroni, A.; Estublier, A.; Donda, F.; Civile, D.; Caffau, M.; Kuczyński, S.; Vincké; Delprat-Jannaud, F. Evaluation and Characterization of a Potential CO2 Storage Site in the South Adriatic Offshore. Oil Gas Sci. Technol. 2015, 70, 695–712. [Google Scholar] [CrossRef]
- Państwowy Instytut Geologiczny—Zestawienie Projektów Demonstracyjnych i Komercyjnych CCS. Available online: https://skladowanie.pgi.gov.pl/twiki/pub/KAPS/WebHome/ccsww1_2019.xls (accessed on 2 January 2023).
- Global CCS Institute. Global Status of CCS 2020; Global CCS Institute: Melbourne, Australia, 2020. [Google Scholar]
- Regulation the Minister of Economy of 26 April 2013 Concerning Technical Conditions to Be Met by Gas Networks and Their Location (Dz.U.2013.640) (PL). Available online: https://isap.sejm.gov.pl/isap.nsf/download.xsp/WDU20130000640/O/D20130640.pdf (accessed on 2 September 2021).
- Rubin, E.; De Coninck, H. IPCC Special Report on Carbon Dioxide Capture and Storage; Cambridge University Press: Cambridge, UK, 2005; pp. 117–171. [Google Scholar]
- Cole, I.S.; Corrigan, P.; Sim, S.; Birbilis, N. Corrosion of pipelines used for CO2 transport in CCS: Is it a real problem? Int. J. Greenh. Gas Control 2011, 5, 749–756. [Google Scholar] [CrossRef]
- PM International Suppliers—API 5L X Grades. Available online: https://www.api5lx.com/api5lx-grades/ (accessed on 2 September 2021).
- Peng, D.; Robinson, D.B. A New Two-Constant Equation of State. Ind. Eng. Chem. Fundam. 1976, 55, 59–64. [Google Scholar] [CrossRef]
- Rulik, S.; Witkowski, A. Selecting the configuration of inter-stage coolers for a CO2 compressor. J. Power Technol. 2015, 95, 4–9. [Google Scholar]
- Petroskills John, M. Campbell—Transportation of CO2 in Dense Phase. Available online: http://www.jmcampbell.com/tip-of-themonth/2012/01/transportation-of-co2-in-dense-phase/ (accessed on 2 January 2023).


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Gas Stream Component | Unit | Recommended Molar Concentration | Source |
|---|---|---|---|
| CO2 | % | >95 | [41,42] |
| H2O | ppmv | <50 | [41,42,43] |
| H2S | ppmv | <(10–50) | [41,42] |
| O2 | ppmv | <10 | [41,42] |
| N2 | % | <4 | [41,42] |
| H2 | % | <4 | [41,42] |
| Ar | % | <4 | [41,42] |
| CO | ppmv | <2000 | [41,43] |
| Nitrogen oxides (NOx) | ppmv | <100 | [44,45] |
| Sulfur oxides (SOx) | ppmv | <50 | [44] |
| Hydrocarbons (HC) | % | <2 | [41,45] |
| Chemical Element | Steel Grade | |||
|---|---|---|---|---|
| API 5L X60 | API 5L X65 | API 5L X70 | ||
| C | 0.16 | 0.16 | 0.17 | |
| Si | 0.45 | 0.45 | 0.45 | |
| Mn | 1.65 | 1.65 | 1.75 | |
| P | 0.02 | 0.02 | 0.02 | |
| S | 0.01 | 0.01 | 0.01 | |
| V | 0.08 | 0.09 | 0.1 | |
| Nb | 0.05 | 0.05 | 0.05 | |
| Ti | 0.04 | 0.06 | 0.06 | |
| Yield point | bar | 4136.9 | 4881.59 | 4826.33 |
| Tensile strength | bar | 5171.07 | 5308.96 | 5653.7 |
| Elastic modulus | 0.93 | 0.93 | 0.93 | |
| Static elongation | % | 19 | 18 | 17 |
| Captured Gas Component | Unit | Value |
|---|---|---|
| CO2 | %mol | 96.45 |
| H2O | %mol | 3.5 |
| N2 | %mol | 0.03 |
| O2 | %mol | 0.02 |
| Inlet gas stream parameters | ||
| Temperature | °C | 35 |
| Pressure | bara | 1.51 |
| Mass flow rate | million tons/year | 2.449 |
| Compression Stage | Max. Pressure for T < 95 °C | Assumed Pressure | Gas Temperature after Compression |
|---|---|---|---|
| bar | bar | °C | |
| Captured gas | 1.51 | 35 | |
| 1 | 3.017 | 3 | 94.483 |
| 2 | 6.850 | 6.8 | 94.316 |
| 3 | 15.523 | 15.2 | 94.812 |
| 4 | 33.260 | 33 | 94.209 |
| 5 | 71.110 | 45 | 49.543 |
| Compression Stage | ||
|---|---|---|
| 1 | 3 | 0.097 |
| 2 | 6.8 | 0.172 |
| 3 | 15.2 | 0.301 |
| 4 | 33 | 0.518 > 0.334 |
| 5 | 45 | 0.644 > 0.334 |
| 6 (after final compression) | 100 | 1.126 > 0.334 |
| Glycol Mass Flow kg/s | CO2 % | H2O ppmv | N2 % | O2 % | TEG % |
|---|---|---|---|---|---|
| 0.1 | 99.9384 | 97.5 | 0.03109 | 0.0207 | 5.60 × |
| 0.15 | 99.9419 | 62.2 | 0.03109 | 0.0207 | 6.30 × |
| 0.2 | 99.9435 | 46.1 | 0.3110 | 0.0207 | 6.77 × |
| 0.25 | 99.9444 | 37.8 | 0.03111 | 0.0207 | 6.99 × |
| 0.3 | 99.9448 | 33.2 | 0.03111 | 0.0207 | 7.12 × |
| 0.5 | 99.9454 | 26.6 | 0.03112 | 0.0207 | 7.40 × |
| Parameter | Symbol | Value | Unit | |
|---|---|---|---|---|
| Fluid velocity | u | 1.452 | m/s | |
| Reynolds number | Re | 4,528,426 | ||
| Flow resistance coefficient | λ | 0.011 | ||
| Linear pressure drop for 1 pipe segment | ∆p | 2.18 | bar | |
| Total linear pressure drop | 4⋅∆p | 8.72 | bar | |
| Linear pressure drop | ||||
| Pipeline length | Darcy-Weisbach equation | Simulation results | ||
| ∆p | Pressure in pipeline | ∆p | Pressure in pipeline | |
| m | bar | bar | bar | bar |
| 7500 | 2.18 | 97.82 | 2.13958 | 97.86042 |
| 15,000 | 4.36 | 95.64 | 4.28206 | 95.71794 |
| 22,500 | 6.54 | 93.46 | 6.42743 | 93.57257 |
| 30,000 | 8.72 | 91.28 | 8.57571 | 91.42429 |
| Parameter | Unit | 25% Load | 60% Load | 100% Load |
|---|---|---|---|---|
| Temperature | °C | 35 | 35 | 35 |
| Pressure | bara | 1.51 | 1.51 | 1.51 |
| Mass flow rate | million tons/year | 0.719 | 1.636 | 2.449 |
| Molar flow rate | kmol/h | 1906 | 4334 | 6490 |
| Installation Stage | Installation Element | 25% Load | 60% Load | 100% Load |
|---|---|---|---|---|
| Power Demand, kW (Compressors) Collected Heat Flux Power, kW (Coolers) | ||||
| Pre-compression and cooling before delivery to the TEG plant | Compressor I | 1203.33 | 2736.22 | 4097.39 |
| Cooler I | 2160.97 | 4913.77 | 7358.19 | |
| Compressor II | 1434.47 | 3261.8 | 4884.43 | |
| Cooler II | 1620.96 | 3865.85 | 5519.41 | |
| Compressor III | 1393.7 | 3169.09 | 4745.59 | |
| Cooler III | 1633.71 | 3714.85 | 5562.84 | |
| Compressor IV | 1289.71 | 2932.63 | 4931.5 | |
| Cooler IV | 1796.56 | 4085.15 | 6117.35 | |
| Compressor V | 434.199 | 987.313 | 1478.46 | |
| Cooler V | 867.354 | 1972.25 | 2953.37 | |
| Total power demand | 5755.409 | 13,087.053 | 20,137.37 | |
| Total collected heat flux power | 8079.554 | 18,551.87 | 27,511.16 | |
| Preparation of dehydrated CO2 for pipeline transport | Pump VI | 1292.16 | 2903.05 | 4334.38 |
| Cooler VI | 5801.2 | 13,068.2 | 19,524.5 | |
| Total power demand | 1292.16 | 2903.05 | 4334.38 | |
| Total collected heat flux power | 5801.2 | 13,068.2 | 19,524.5 | |
| Total power demand | 7047.569 | 15,990.103 | 24,471.75 | |
| Total collected heat flux power | 13,880.754 | 31,620.07 | 47,035.66 | |
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bielka, P.; Kuczyński, S.; Nagy, S. CO2 Compression and Dehydration for Transport and Geological Storage. Energies 2023, 16, 1804. https://doi.org/10.3390/en16041804
Bielka P, Kuczyński S, Nagy S. CO2 Compression and Dehydration for Transport and Geological Storage. Energies. 2023; 16(4):1804. https://doi.org/10.3390/en16041804
Chicago/Turabian StyleBielka, Paweł, Szymon Kuczyński, and Stanisław Nagy. 2023. "CO2 Compression and Dehydration for Transport and Geological Storage" Energies 16, no. 4: 1804. https://doi.org/10.3390/en16041804
APA StyleBielka, P., Kuczyński, S., & Nagy, S. (2023). CO2 Compression and Dehydration for Transport and Geological Storage. Energies, 16(4), 1804. https://doi.org/10.3390/en16041804