
Development of Cellulose-Reinforced Polyurethane Coatings: A Novel Eco-Friendly Approach for Wind Turbine Blade Protection

 ,
,  ,
,  and
and
Abstract
:1. Introduction
2. Experimental Details
2.1. Materials
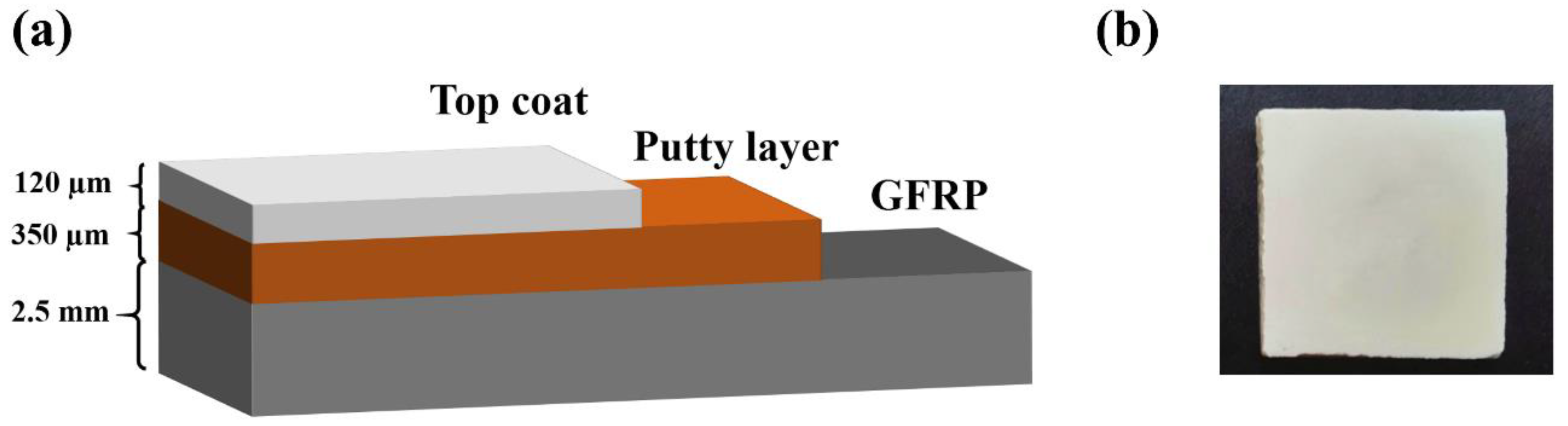
2.2. Development of Coatings
2.3. Physico-Chemical Characterization
2.4. Adhesion Test of Coatings
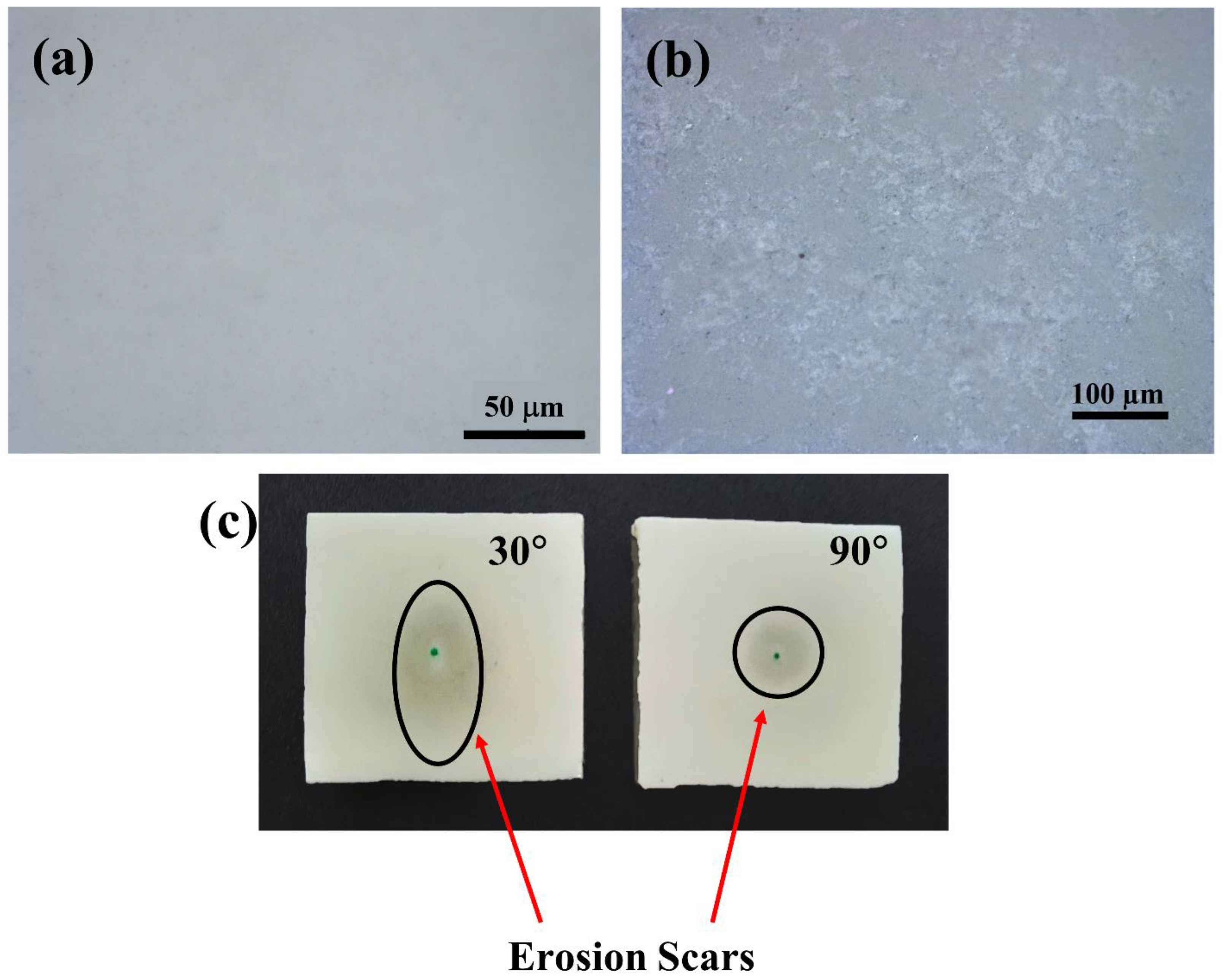
2.5. SPE Test of Coatings
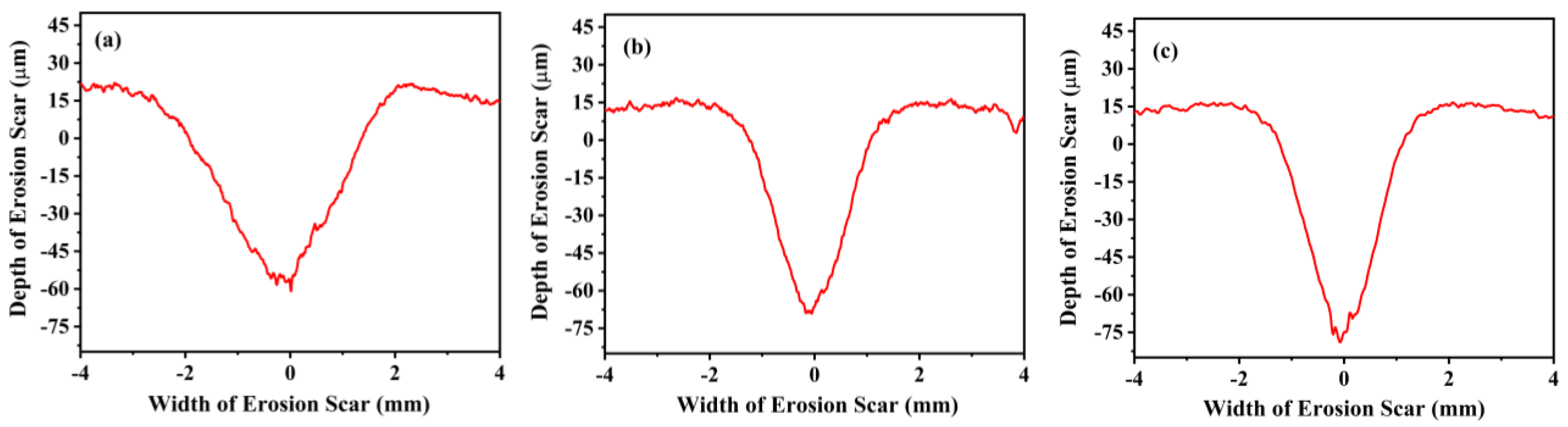
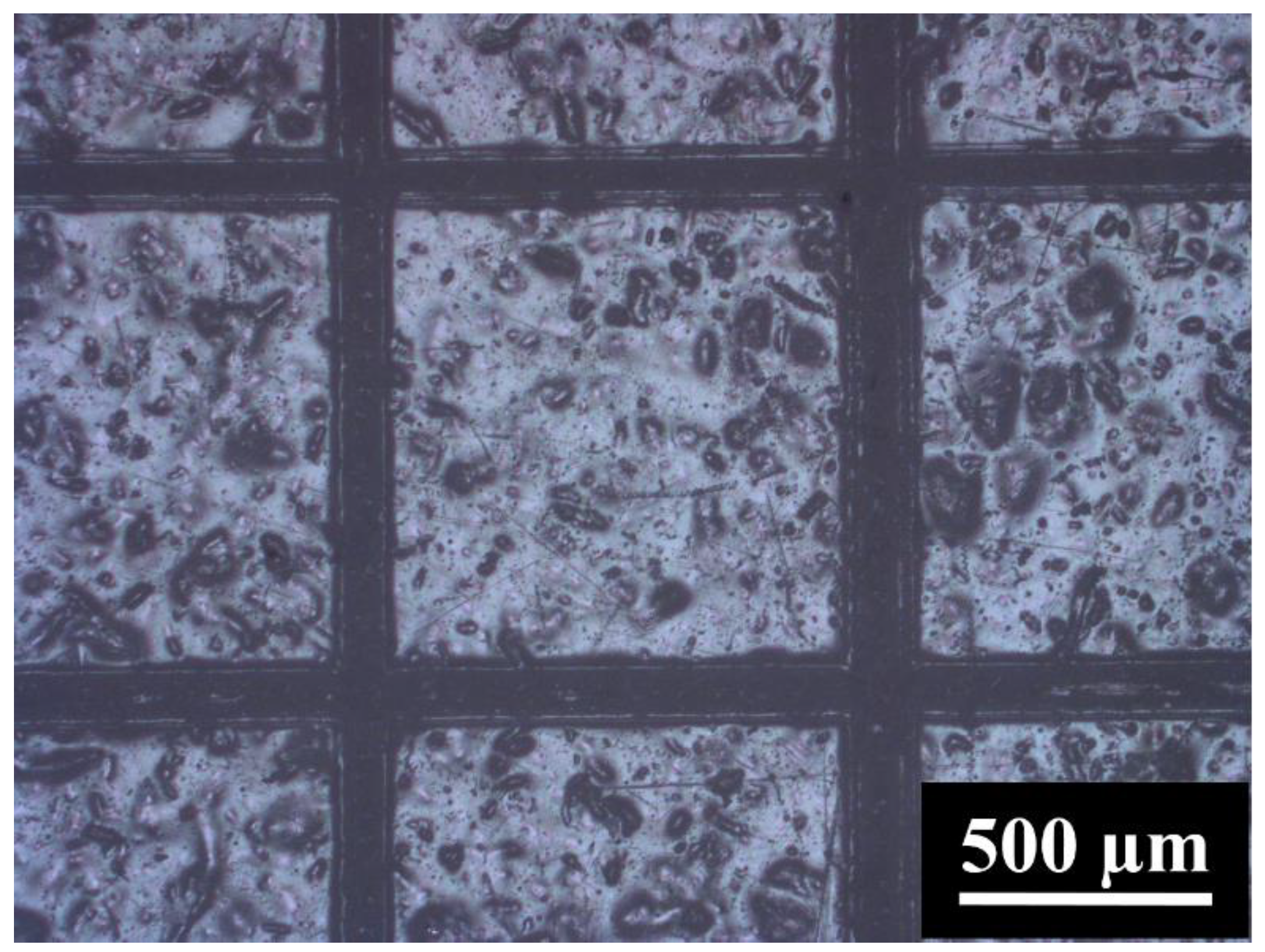
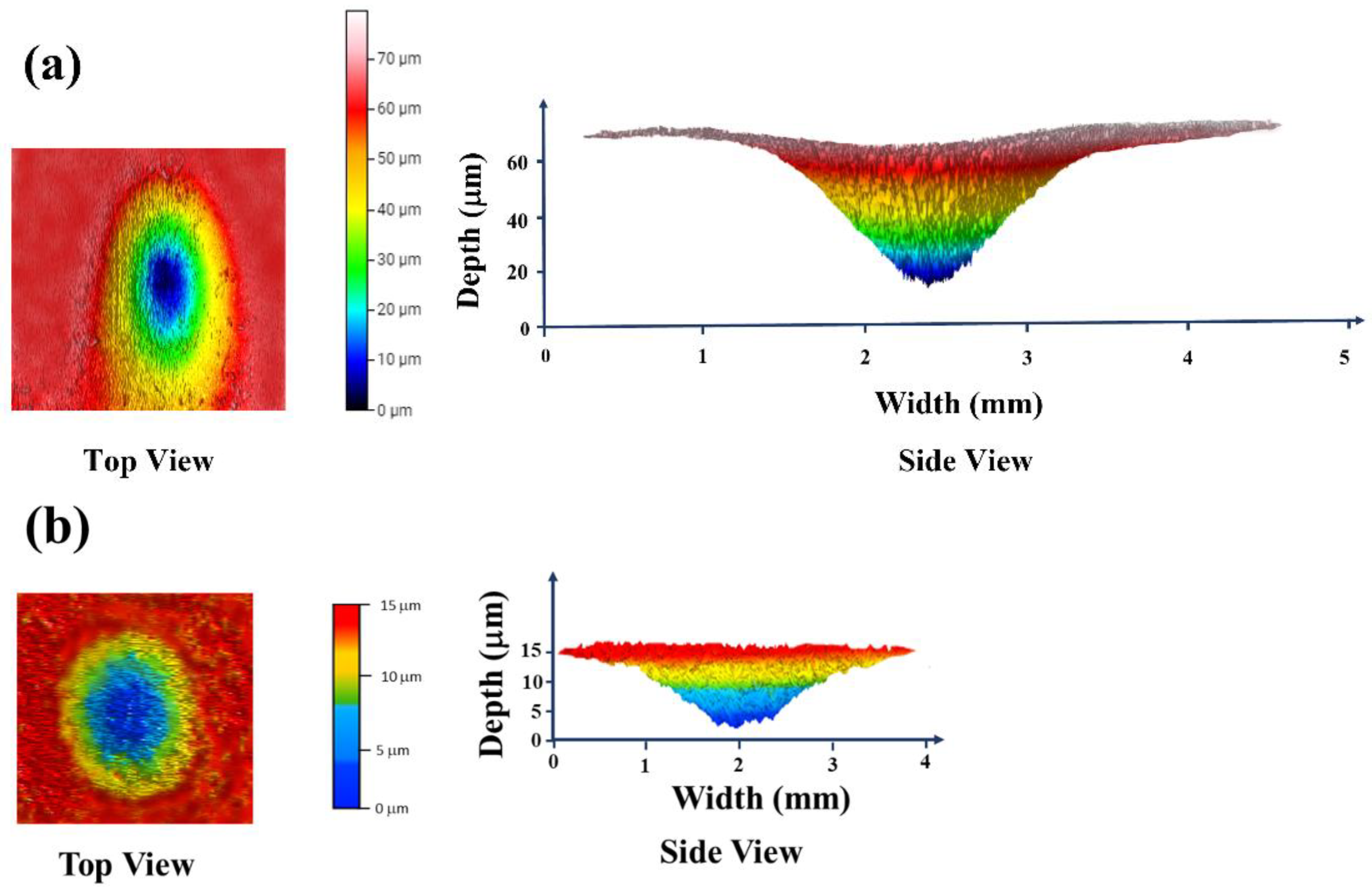
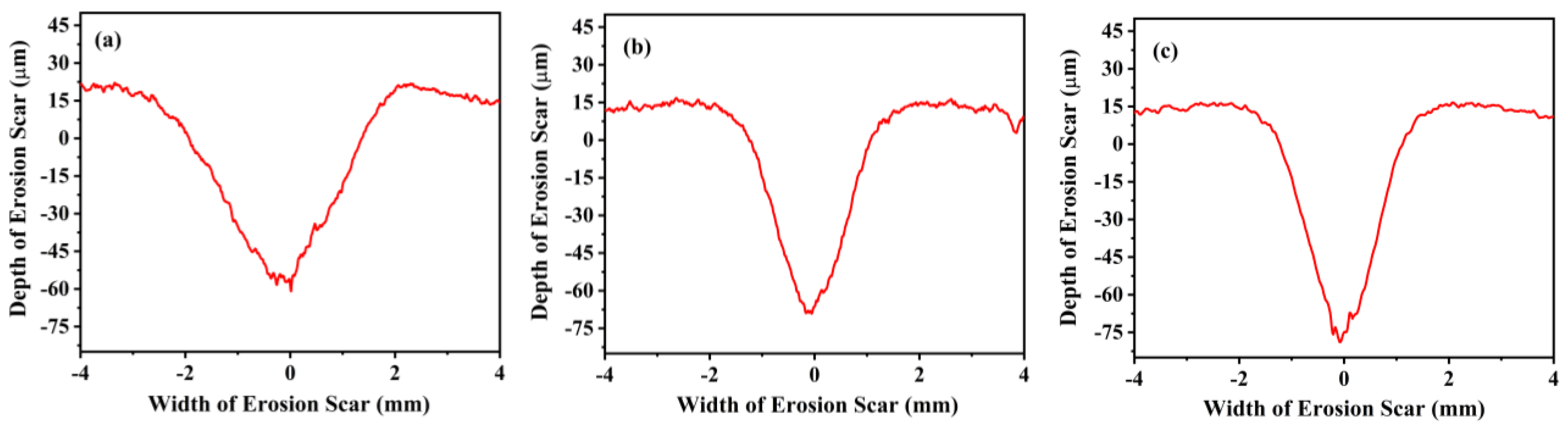
2.6. The 2D and 3D Scans of Erosion Scars of Coatings
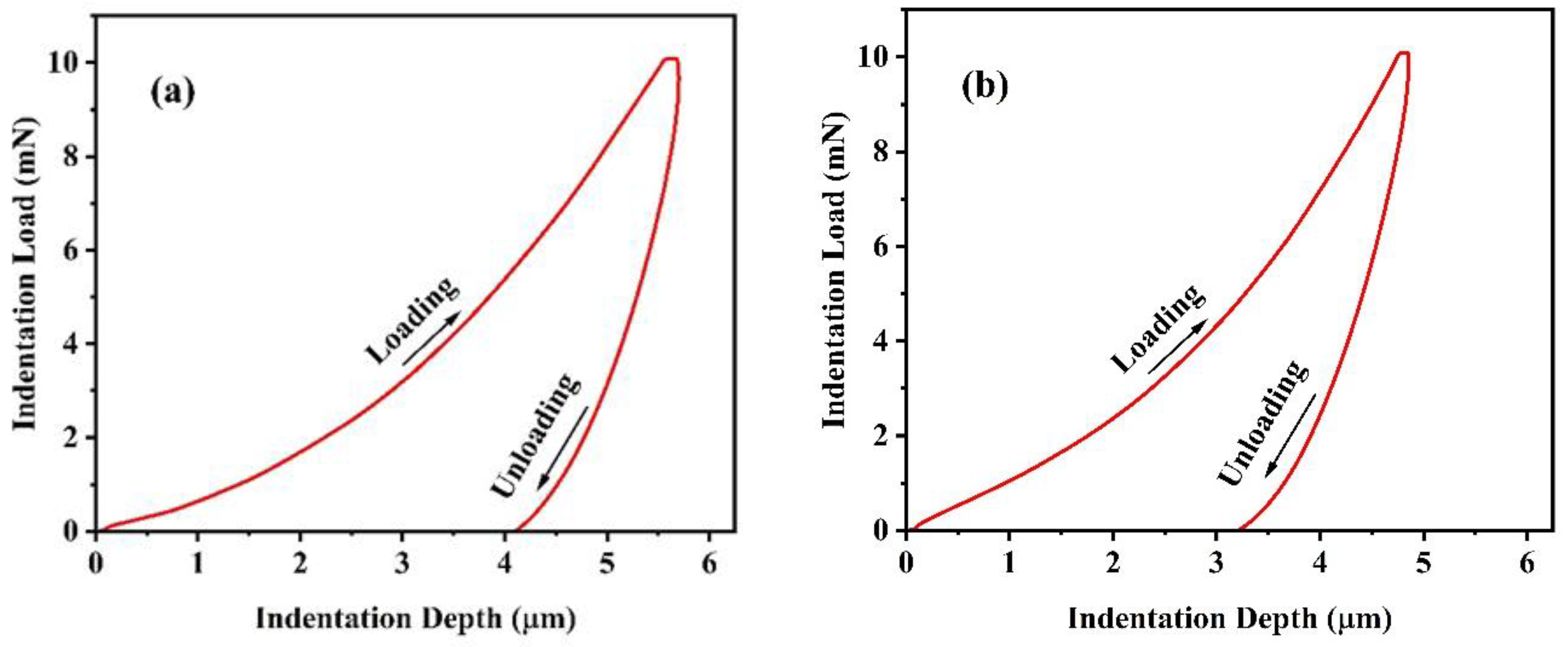
2.7. Nanoindentation of Coatings
3. Results and Discussion
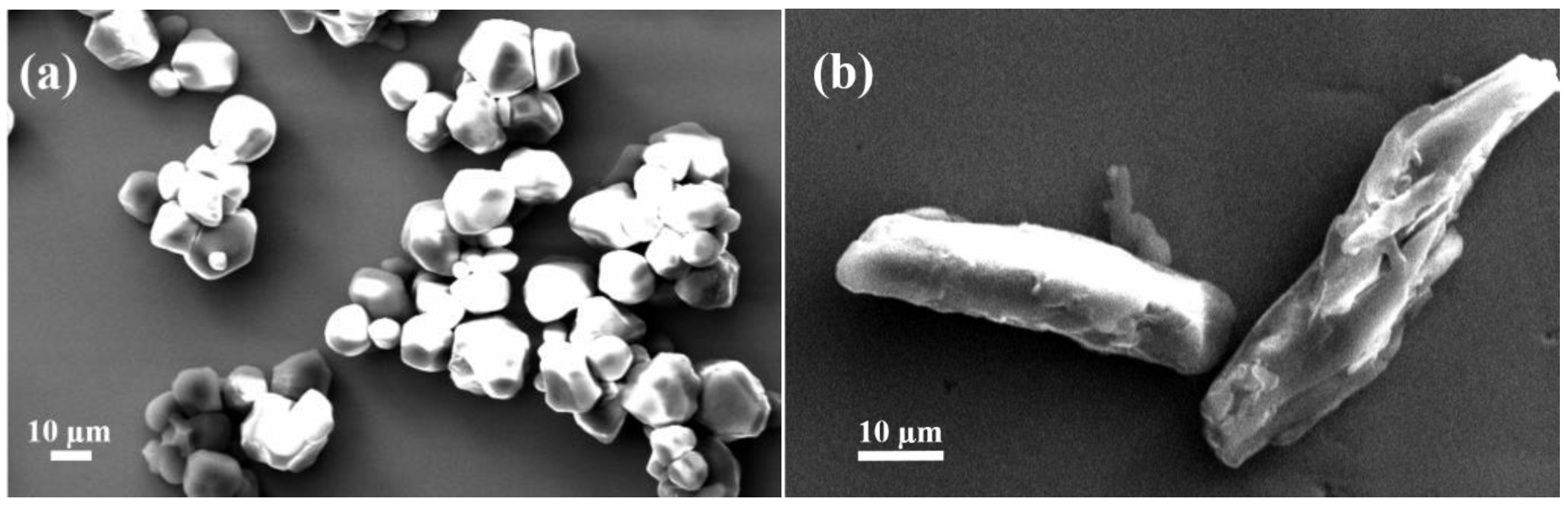
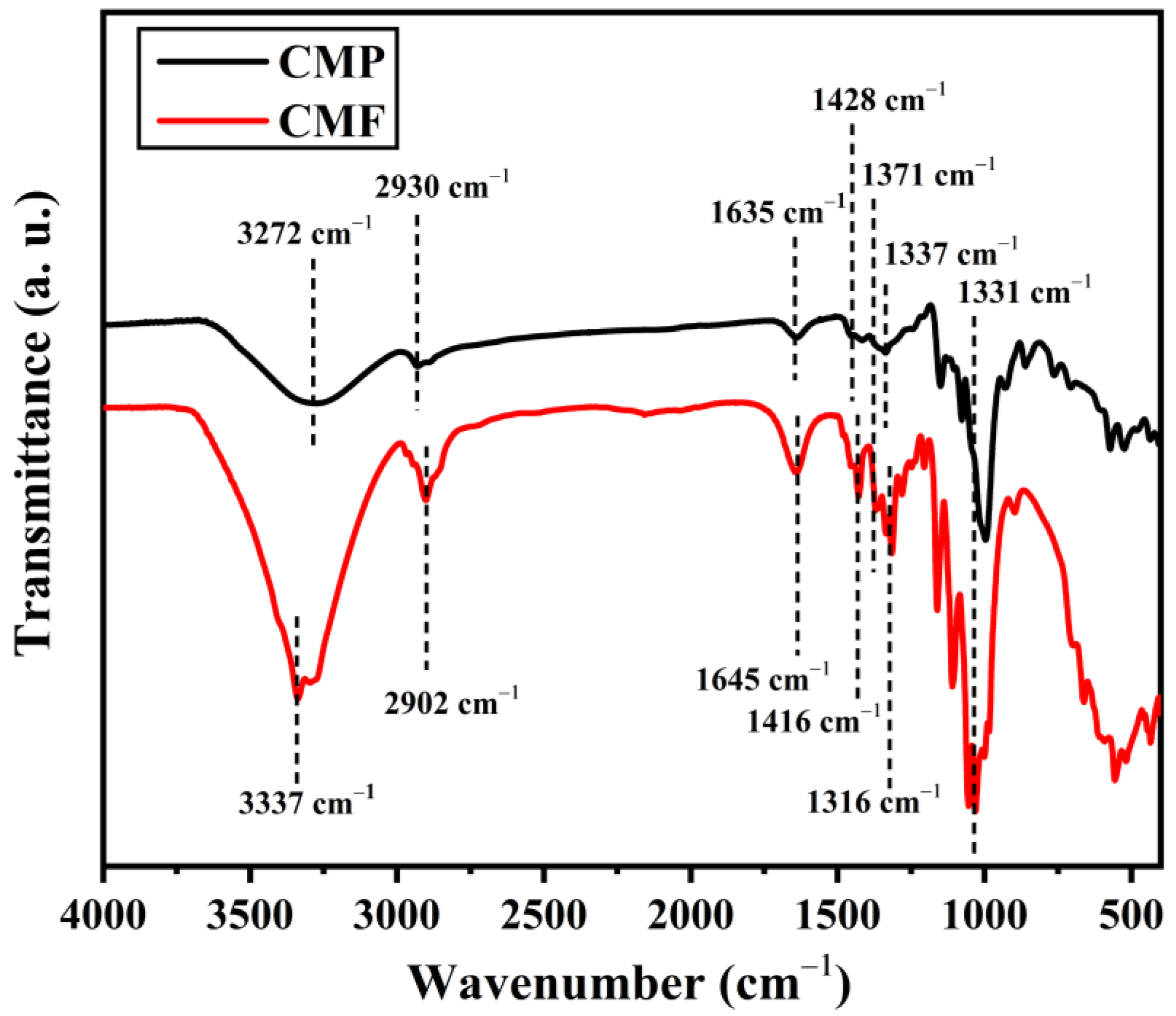
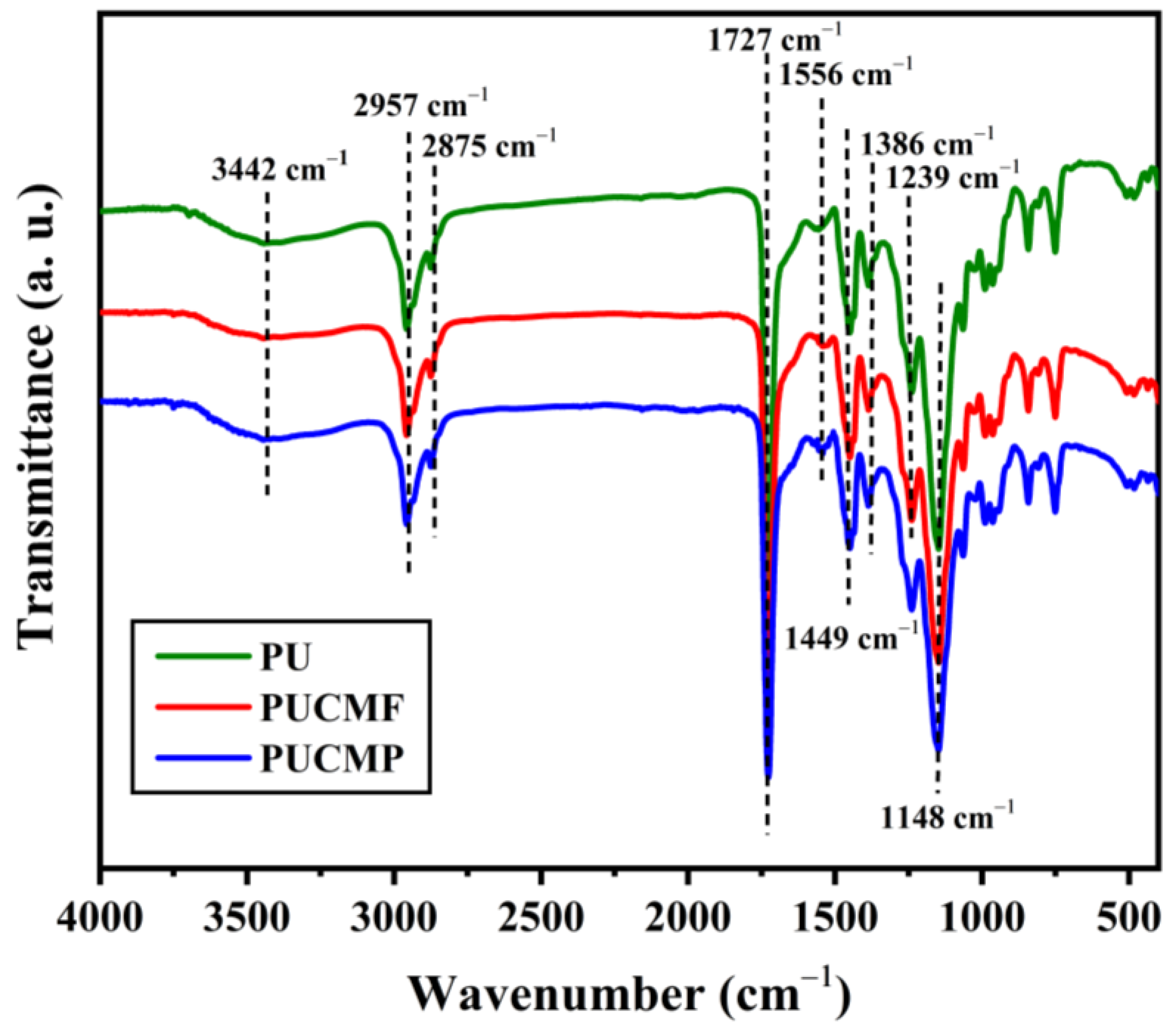
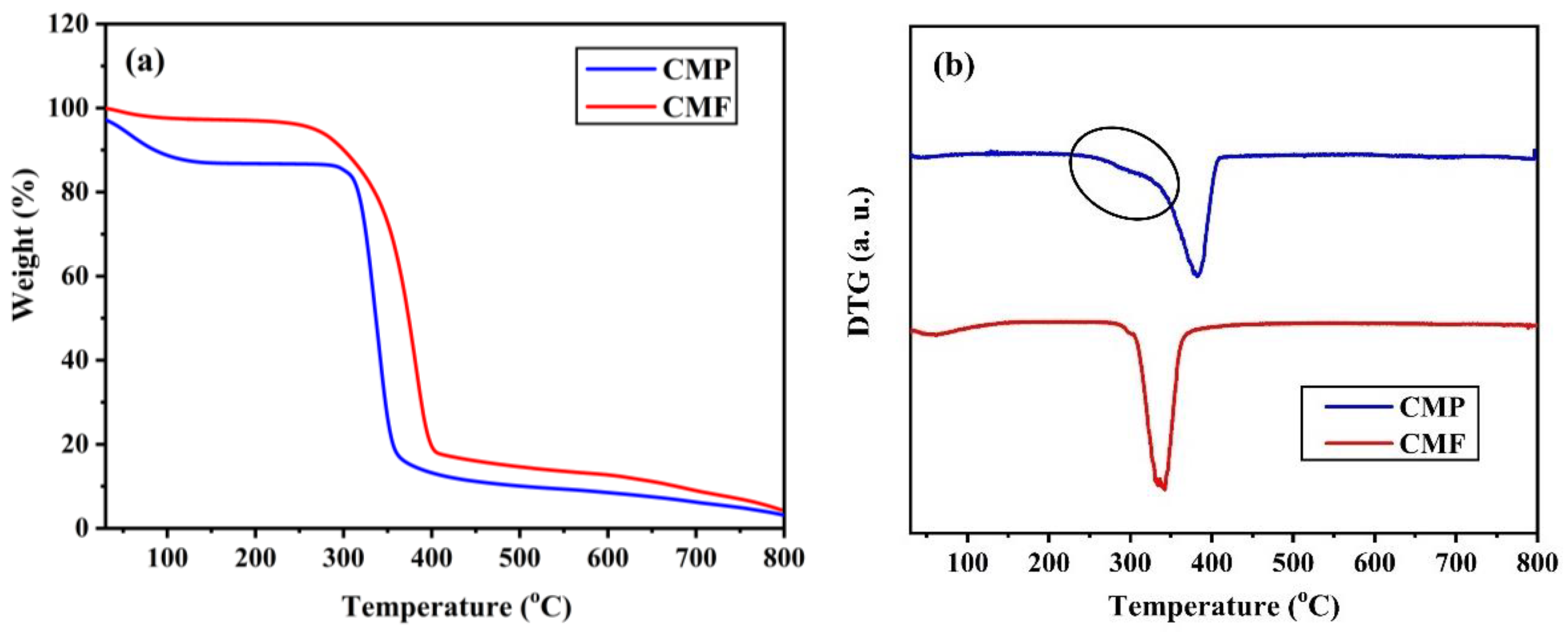
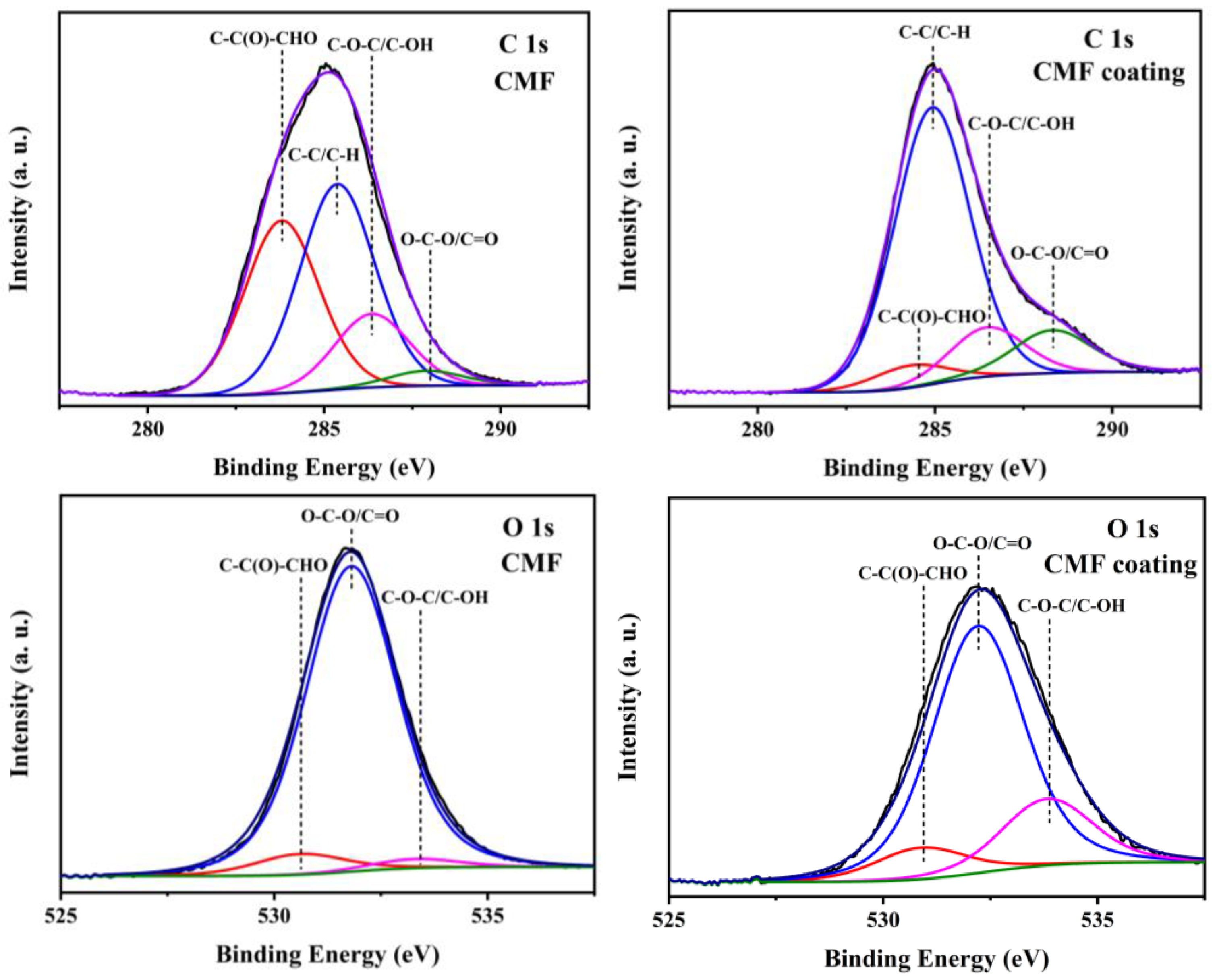
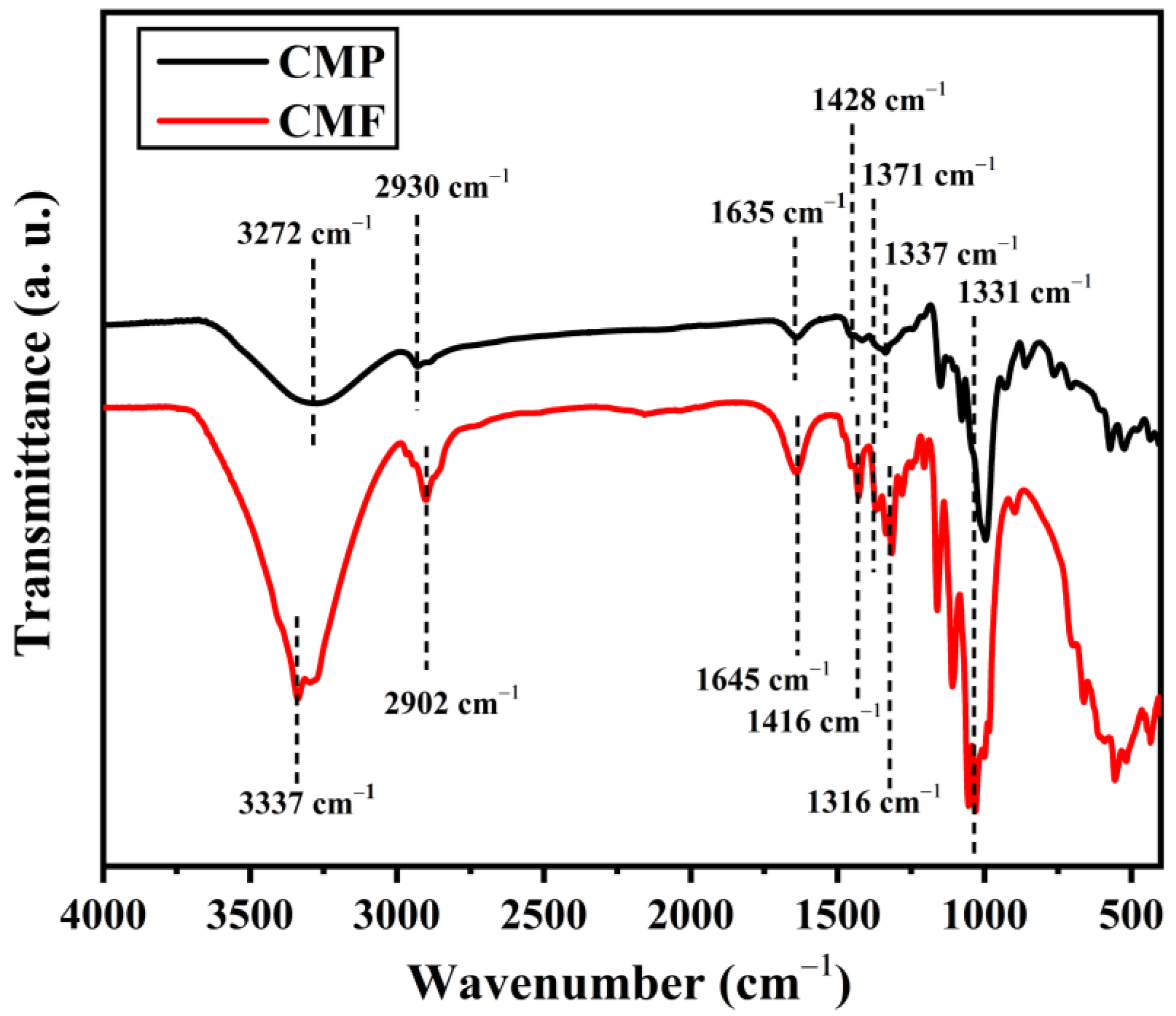
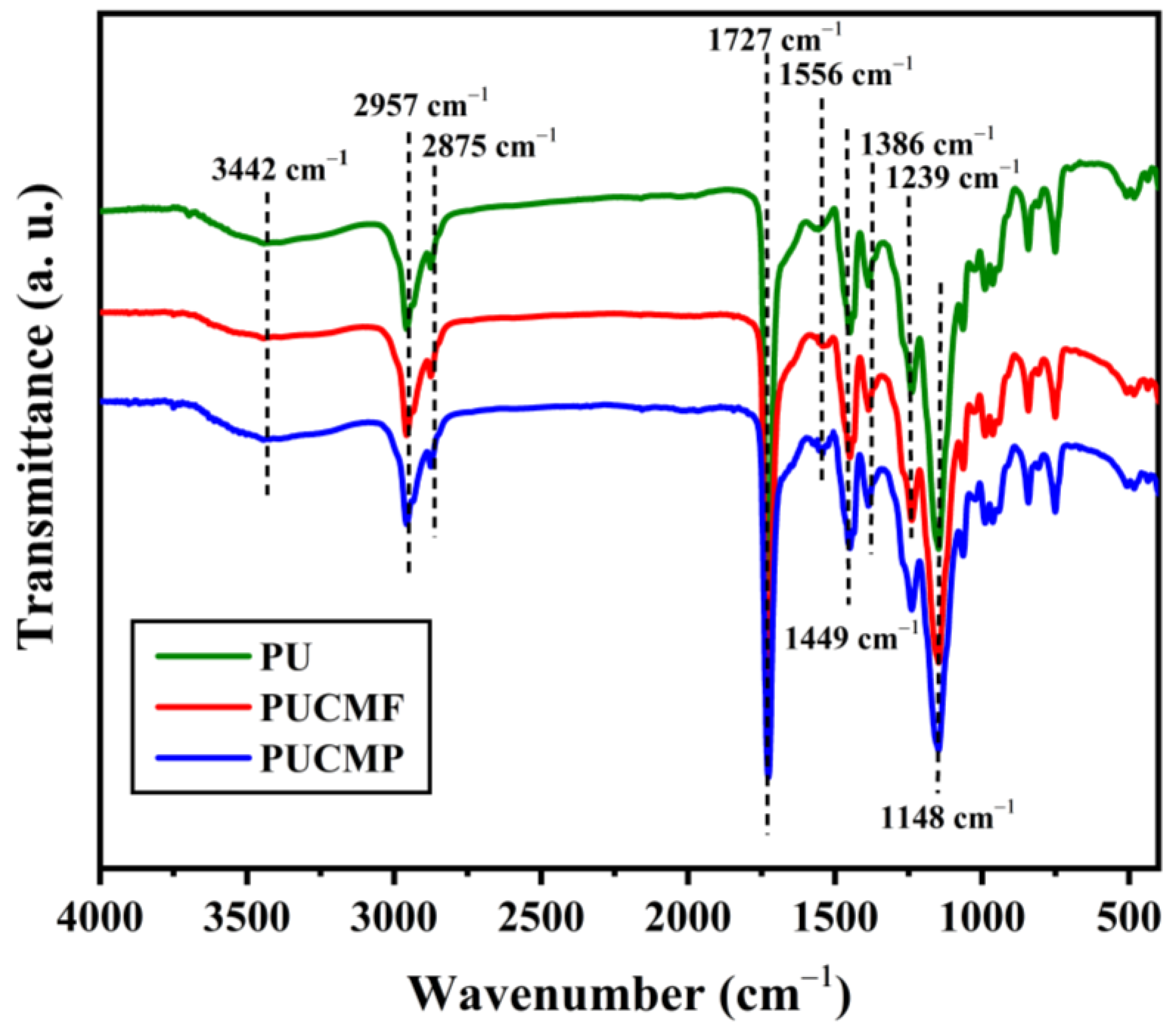
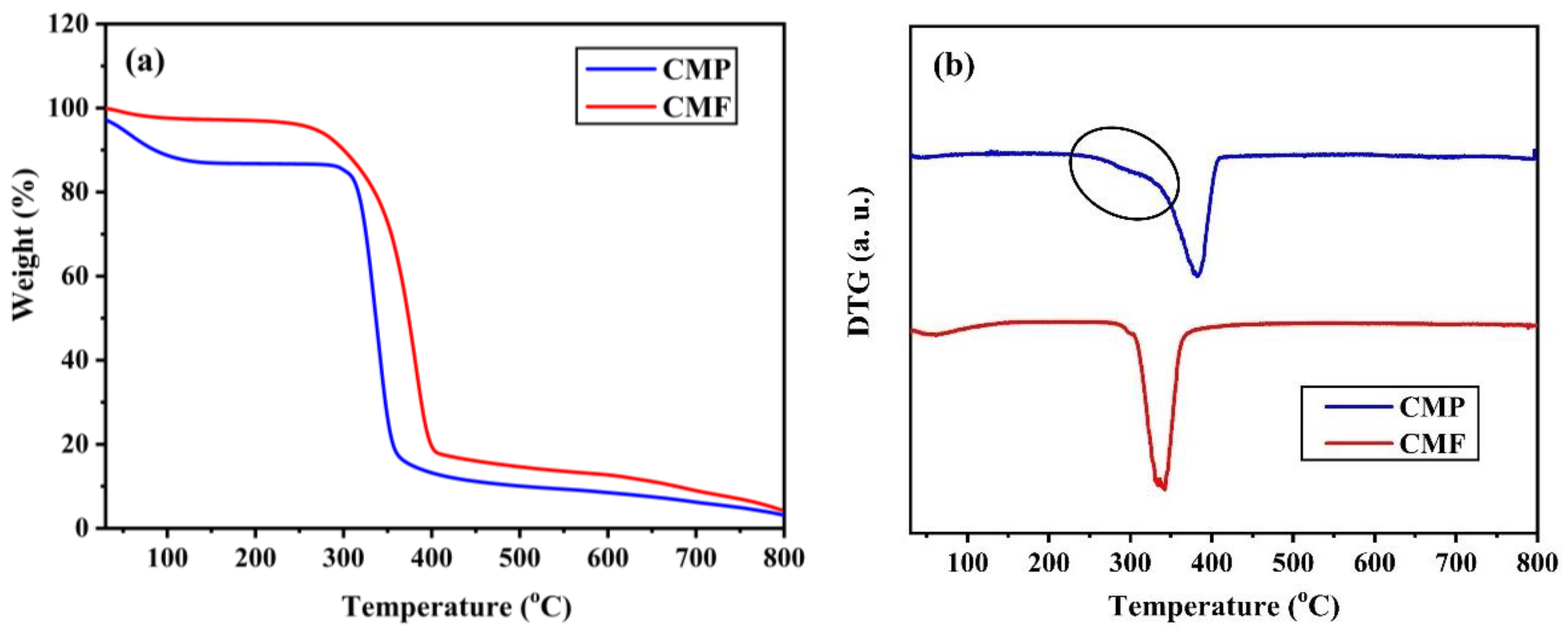
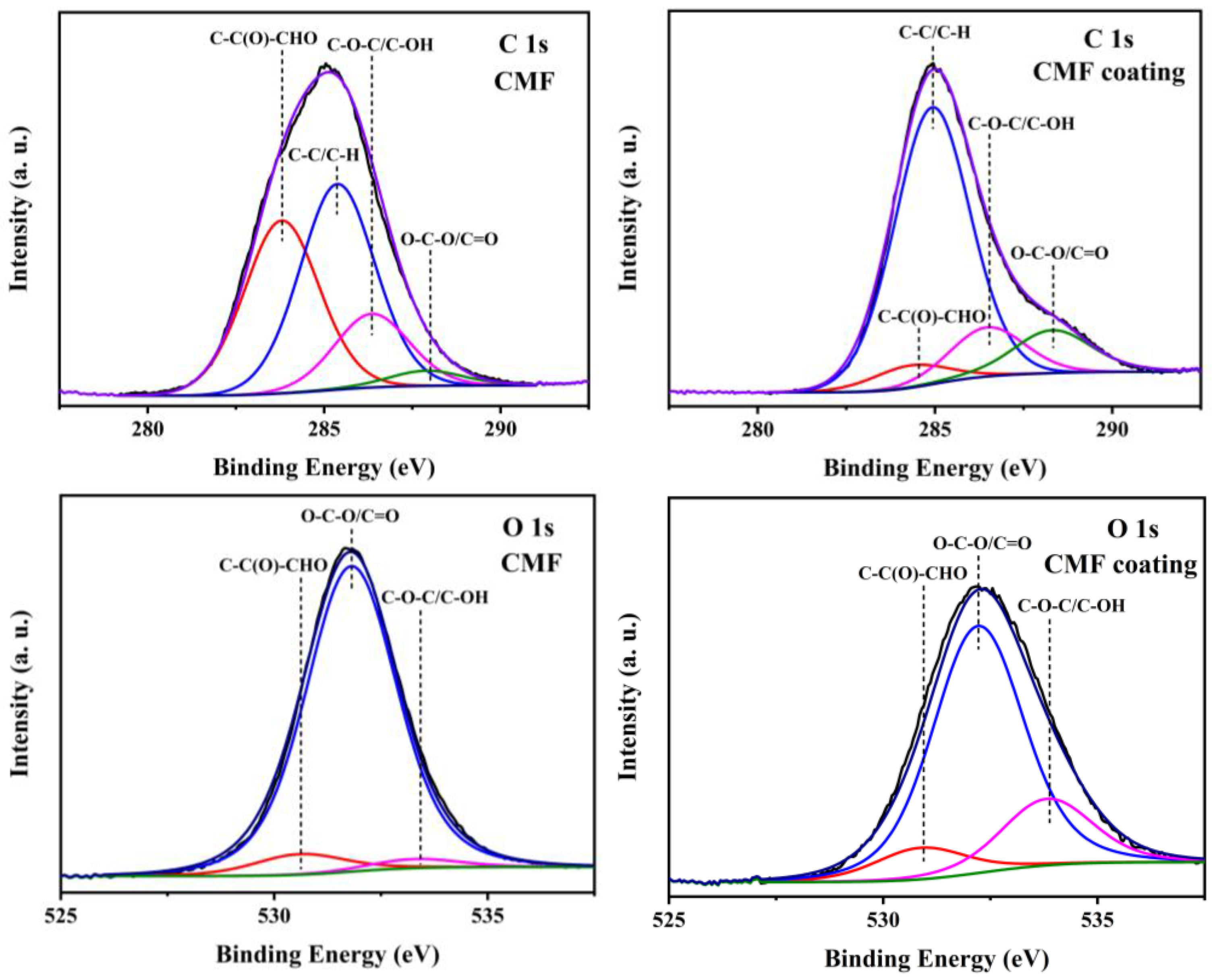
3.1. Physio-Chemical Characterization
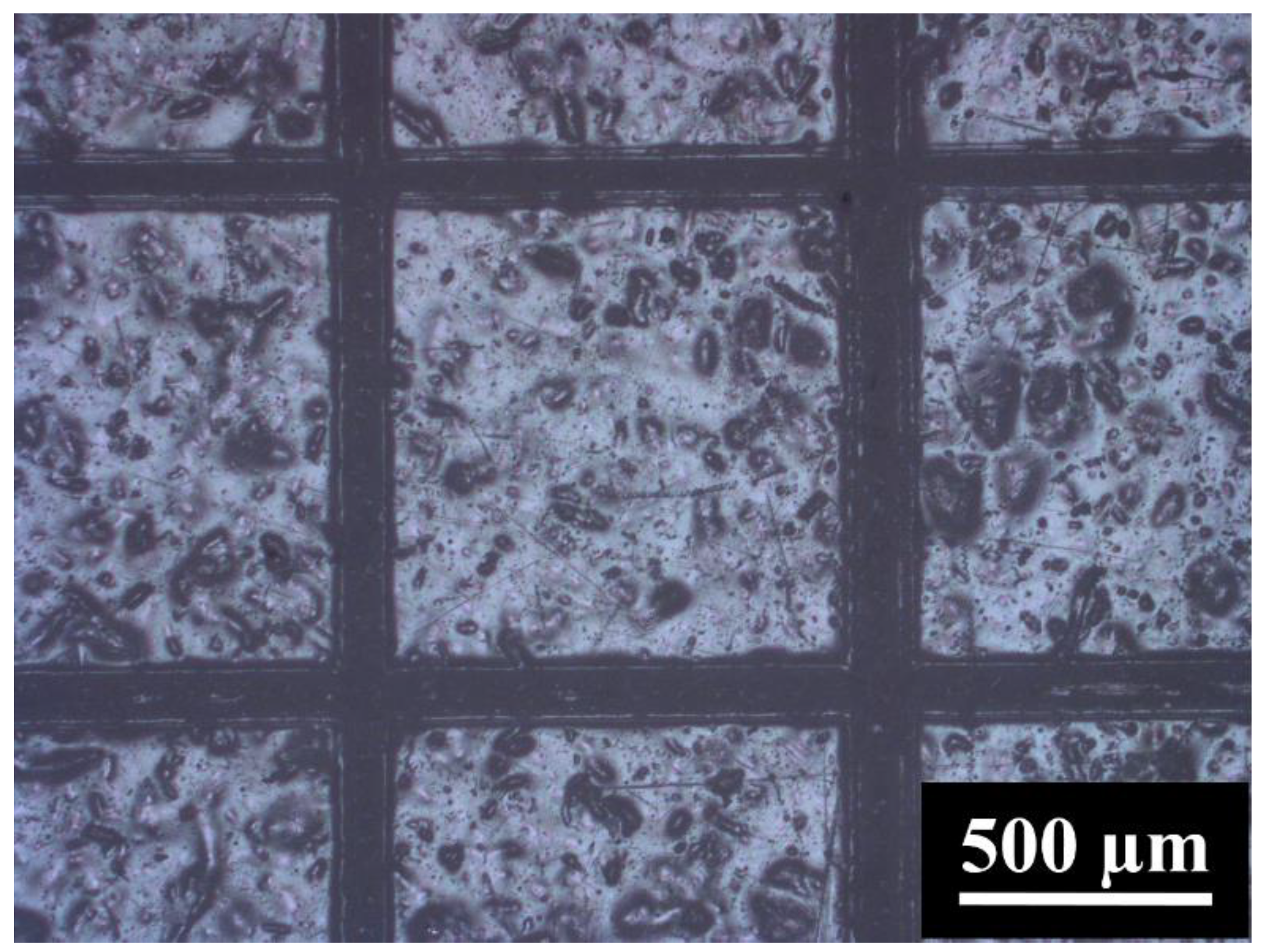
3.2. Crosshatch Cut Test
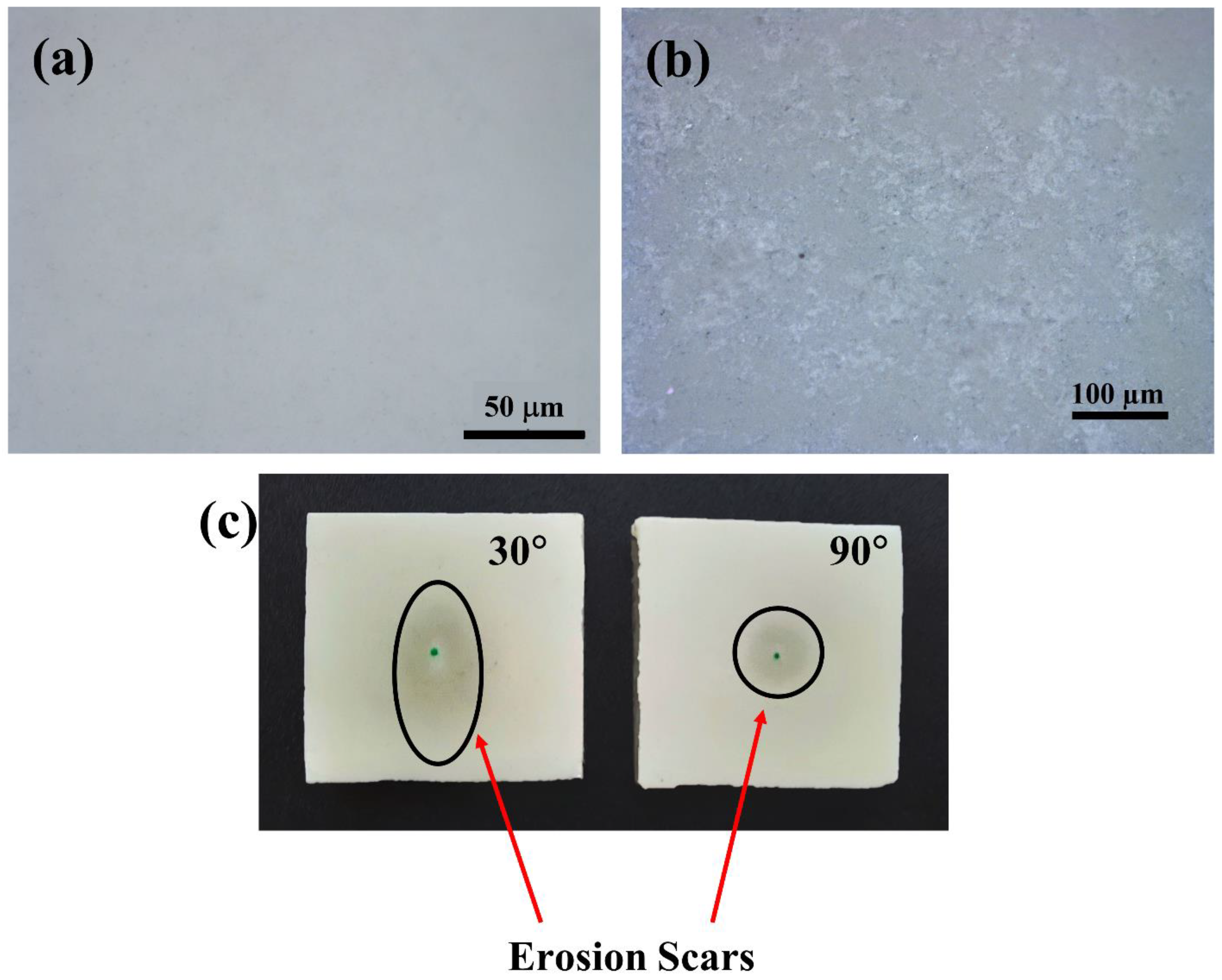
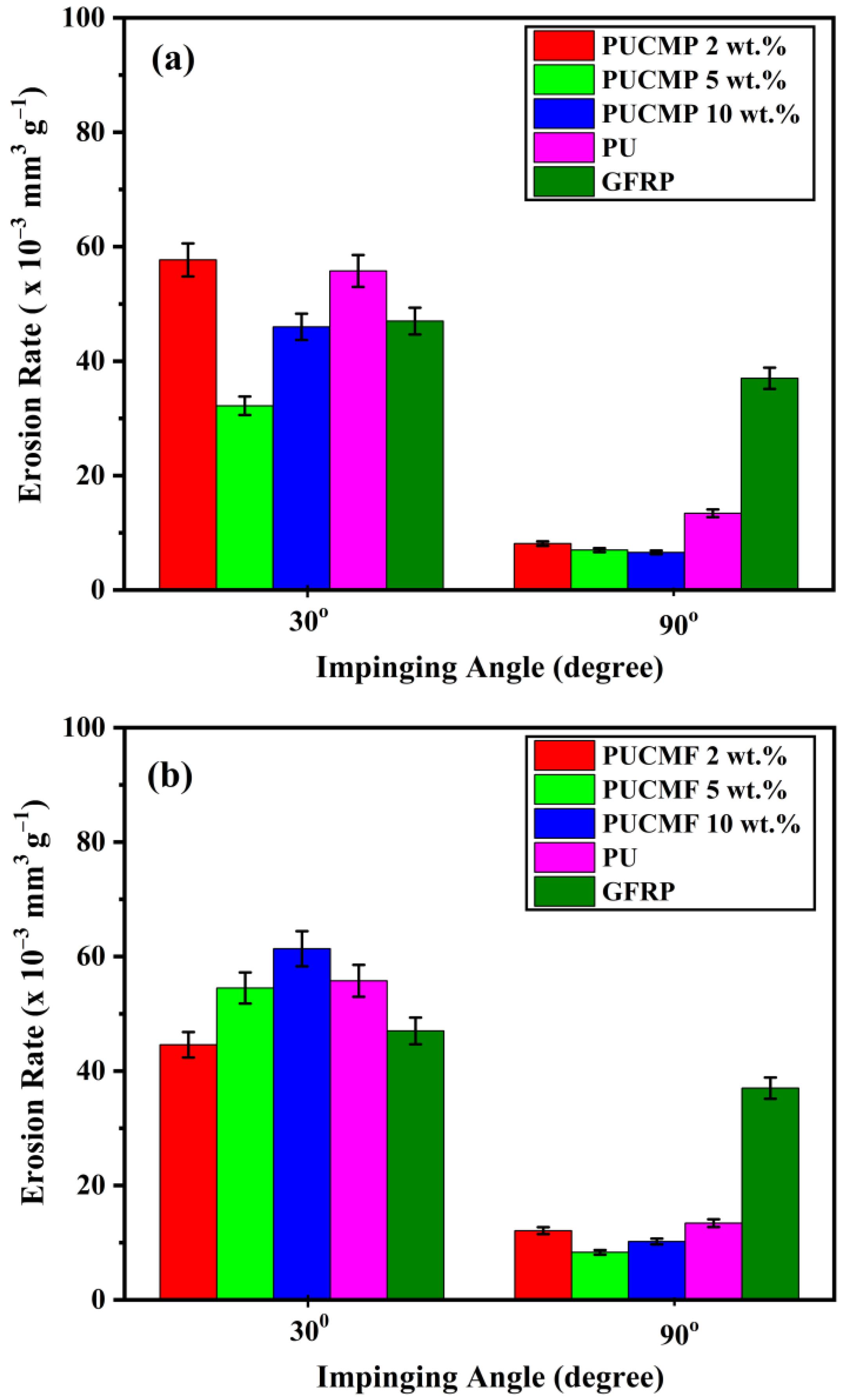
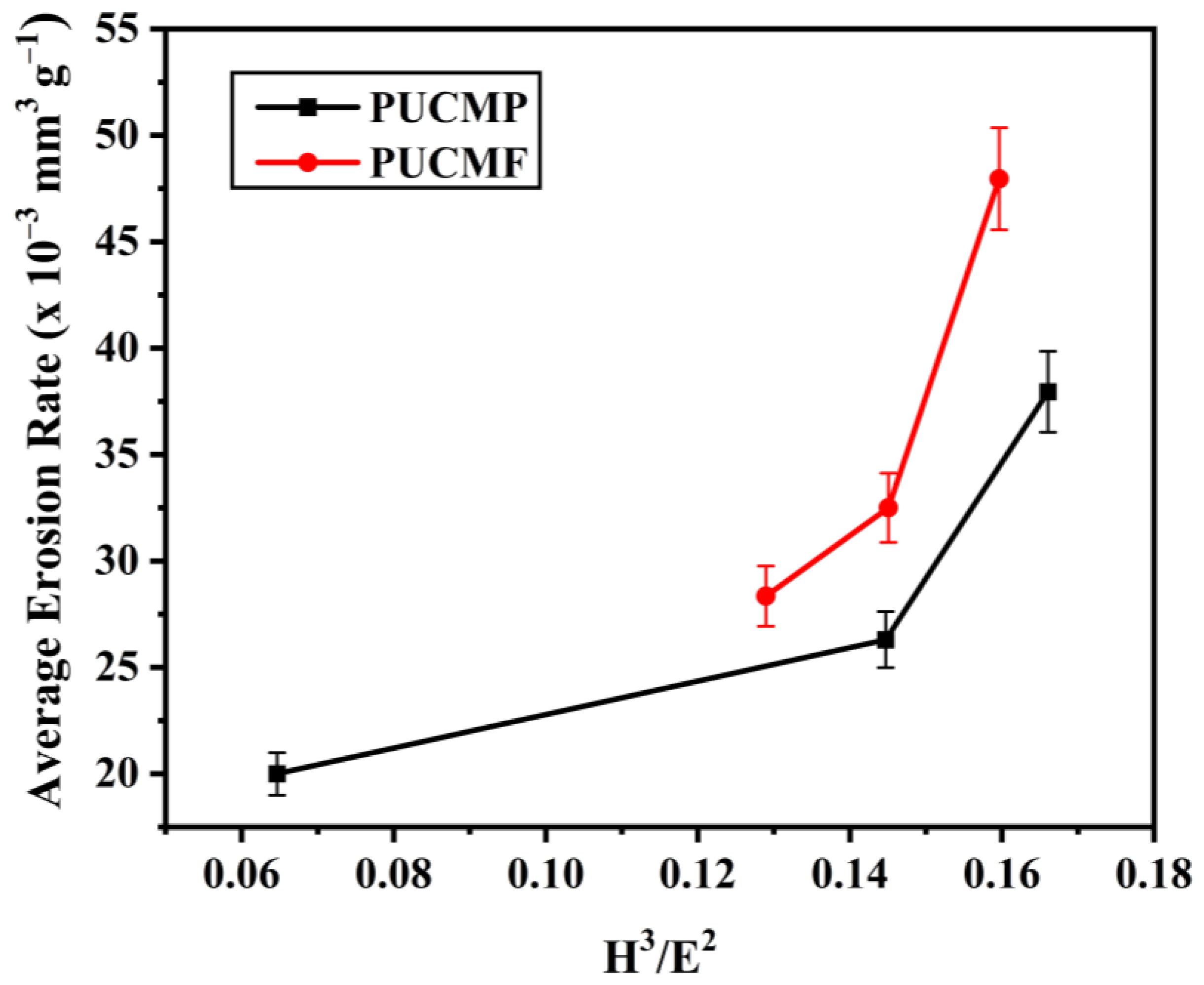
3.3. SPE Performances of Coatings
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- IRENA. Renewable Capacity Statistics 2021; International Renewable Energy Agency (IRENA): Abu Dhabi, United Arab Emirates, 2021. [Google Scholar]
- Gielen, D.; Boshell, F.; Saygin, D.; Bazilian, M.D.; Wagner, N.; Gorini, R. The role of renewable energy in the global energy transformation. Energy Strategy Rev. 2019, 24, 38–50. [Google Scholar]
- Liu, P.; Barlow, C.Y. Wind turbine blade waste in 2050. Waste Manag. 2017, 62, 229–240. [Google Scholar] [CrossRef]
- Song, Y.S.; Youn, J.R.; Gutowski, T.G. Life cycle energy analysis of fiber reinforced composites. Compos. Part A Appl. Sci. Manuf. 2009, 40, 1257–1265. [Google Scholar]
- Ortegon, K.; Nies, L.F.; Sutherland, J.W. Preparing for end of service life of wind turbines. J. Clean Prod. 2012, 39, 191–199. [Google Scholar]
- Pickering, S.J. Recycling technologies for thermoset composite materials—Current status. Compos. Part A Appl. Sci. Manuf. 2006, 37, 1206–1215. [Google Scholar]
- Job, S. Recycling glass fibre reinforced composites—History and progress. Reinforc. Plast. 2013, 57, 19–23. [Google Scholar]
- Lichtenegger, G.; Rentizelas, A.A.; Trivyza, N.; Siegl, S. Offshore and onshore wind turbine blade waste material forecast at a regional level in Europe until 2050. Waste Manag. 2020, 106, 120–131. [Google Scholar]
- Chen, J.; Wang, J.; Ni, A. Recycling and reuse of composite materials for wind turbine blades: An overview. J. Reinf. Plast. Compos. 2019, 38, 567–577. [Google Scholar] [CrossRef]
- Rani, M.; Choudhary, P.; Krishnan, V.; Zafar, S. A review on recycling and reuse methods for carbon fiber/glass fiber composites waste from wind turbine blades. Compos. Part B Eng. 2021, 215, 108768. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B.F. Materials for wind turbine blades: An overview. Materials 2017, 10, 1285. [Google Scholar]
- Petrauskaite, E.; Vaiskunaite, R.; Blumberga, D.; Ivanovs, K. Experimental study of droplet biofilter packed with green sphagnum to clean air from volatile organic compounds. Energy Procedia 2017, 128, 373–378. [Google Scholar] [CrossRef]
- Liu, J.; Zheng, G. Emission of volatile organic compounds from a small-scale municipal solid waste transfer station: Ozone-formation potential and health risk assessment. Waste Manag. 2020, 106, 193–202. [Google Scholar] [PubMed]
- Jiménez-López, A.M.; Hincapié-Llanos, G.A. Identification of factors affecting the reduction of VOC emissions in the paint industry: Systematic literature review—SLR. Prog. Org. Coat. 2022, 170, 106945. [Google Scholar] [CrossRef]
- Boopathi, K.; Mishnaevsky, L., Jr.; Sumantraa, B.; Premkumar, S.A.; Thamodharan, K.; Balaraman, K. Failure mechanisms of wind turbine blades in India: Climatic, regional, and seasonal variability. Wind Energy 2022, 25, 968–979. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Hasager, C.B.; Bak, C.; Tilg, A.-M.; Bech, J.I.; Rad, S.D.; Fæster, S. Leading edge erosion of wind turbine blades: Understanding, prevention and protection. Renew. Energy 2021, 169, 953–969. [Google Scholar] [CrossRef]
- Ashrafizadeh, H.; Mertiny, P.; McDonald, A. Evaluation of the effect of temperature on mechanical properties and wear resistance of polyurethane elastomers. Wear 2016, 368–369, 26–38. [Google Scholar] [CrossRef]
- Gupta, R.; Kumar, A.; Kumer, A. Fundamentals of Polymers, International Editions; McGraw Hill: Singapore, 1988. [Google Scholar]
- Pathak, S.M.; Kumar, V.P.; Bonu, V.; Latha, S.; Mishnaevsky, L., Jr.; Lakshmi, R.V.; Bera, P.; Barshilia, H.C. Solid particle erosion studies of ceramic oxides reinforced water-based PU nanocomposite coatings for wind turbine blade protection. Ceram. Int. 2022, 48, 35788–35798. [Google Scholar] [CrossRef]
- Godfrey, M.; Siederer, O.; Zekonyte, J.; Barbaros, I.; Wood, R. The effect of temperature on the erosion of polyurethane coatings for wind turbine leading edge protection. Wear 2021, 476, 203720. [Google Scholar] [CrossRef]
- Alajmi, A.F.; Ramulu, M. Solid particle erosion of graphene-based coatings. Wear 2021, 476, 203686. [Google Scholar] [CrossRef]
- Mishra, P.; Acharya, S.K. Solid particle erosion of Bagasse fiber reinforced epoxy composite. Int. J. Phys. Sci. 2010, 5, 109–115. [Google Scholar]
- Gupta, A.; Kumar, A.; Patnaik, A.; Biswas, S. Effect of filler content and alkalization on mechanical and erosion wear behavior of CBPD filled bamboo fiber composites. J. Surf. Eng. Mater. Adv. Technol. 2012, 2, 149–157. [Google Scholar] [CrossRef]
- Ramadan, N.; Taha, I.; Hammouda, R.; Abdellatif, M.H. Behaviour of hybrid SiC/jute epoxy composites manufactured by vacuum assisted resin infusion. Polym. Polym. Compos. 2017, 25, 333–344. [Google Scholar]
- Das, G.; Biswas, S. Erosion wear behavior of coir fiber-reinforced epoxy composites filled with Al2O3 filler. J. Ind. Text. 2017, 47, 472–488. [Google Scholar] [CrossRef]
- Aziz, T.; Farid, A.; Haq, F. A review on the modification of cellulose and its applications. Polymers 2022, 14, 3206. [Google Scholar] [PubMed]
- Cherian, R.M.; Tharayil, A.; Varghese, R.T. A review on the emerging applications of nano-cellulose as advanced coatings. Carbohydr. Polym. 2022, 282, 119123. [Google Scholar]
- Scrinzi, E.; Rossi, S.; Deflorian, F.; Zanella, C. Evaluation of aesthetic durability of waterborne polyurethane coatings applied on wood for interior applications. Prog. Org. Coat. 2011, 72, 81–87. [Google Scholar]
- He, Y.; Pang, Y.; Liu, Y.; Li, X.; Wang, K. Physicochemical characterization of rice straw pretreated with sodium hydroxide in the solid state for enhancing biogas production. Energy Fuels 2008, 22, 2775–2781. [Google Scholar]
- Popescu, M.C.; Popescu, C.M.; Lisa, G.; Sakata, Z. Evaluation of morphological and chemical aspects of different wood species by spectroscopy and thermal methods. J. Mol. Struct. 2011, 988, 65–72. [Google Scholar] [CrossRef]
- Maheswari, C.U.; Reddy, K.O.; Muzenda, E.; Guduri, B.R.; Rajulu, A.V. Extraction and characterization of cellulose microfibrils from agricultural residue–Cocos nucifera L. Biomass Bioenergy 2012, 46, 555–563. [Google Scholar] [CrossRef]
- Reddy, J.P.; Rhim, J.-W. Extraction and characterization of cellulose microfibers from agricultural waste of onion and garlic. J. Nat. Fibers 2018, 15, 465–473. [Google Scholar]
- Pappas, C.; Trarantilis, P.A.; Daliani, I.; Mavromoustakos, T.; Polissiou, M. Comparison of classical and ultrasound-assisted isolation procedures of cellulose from kenaf (Hibiscus cannabinus L.) and eucalyptus (Eucalyptus rodustrus Sm.). Ultrason. Sonochem. 2002, 9, 19–23. [Google Scholar] [PubMed]
- Bahadur, A.; Shoaib, M.; Saeed, A.; Iqbal, S. FT-IR spectroscopic and thermal study of waterborne polyurethane-acrylate leather coatings using tartaric acid as an ionomer. E-Polymers 2016, 16, 463–474. [Google Scholar]
- Poletto, M.; Pistor, V.; Marlene, R.; Santana, R.M.C.; Zattera, A.J. Materials produced from plant biomass. Part II: Evaluation of crystallinity and degradation kinetics of cellulose. Mater. Res. 2012, 15, 421–427. [Google Scholar]
- Yang, H.; Yan, R.; Chen, H.; Zheng, C.; Lee, D.H.; Liang, D.T. In-depth investigation of biomass pyrolysis based on three major components: Hemicellulose, cellulose and lignin. Energy Fuels 2006, 20, 388–393. [Google Scholar]
- Azadfar, M.; Wolcott, M.P. Surface characterization of powdered cellulose activated by potassium hydroxide in dry condition through ball milling. Polysaccharides 2020, 1, 80–89. [Google Scholar]
- Haensel, T.; Comouth, A.; Lorenz, P.; Ahmed, S.I.-U.; Krischok, S.; Zydziak, N.; Kauffmann, A.; Schaefer, J.A. Pyrolysis of cellulose and lignin. Appl. Surf. Sci. 2009, 255, 8183–8189. [Google Scholar] [CrossRef]
- Cagniant, D.; Magri, P.; Gruber, R.; Berlozecki, S.; Salbut, P.D.; Bimer, J.; Nansé, G. Ammoxidation of cellulose—A structural study. J. Anal. Appl. Pyrol. 2002, 65, 1–23. [Google Scholar]
- Ajili, S.H.; Ebrahimi, N.G.; Soleimani, M. Polyurethane/polycaprolactane blend with shape memory effect as a proposed material for cardiovascular implants. Acta Biomater. 2009, 5, 1519–1530. [Google Scholar] [CrossRef]
- Imre, B.; Bedó, D.; Domján, A.; Schön, P.; Vancso, G.J.; Pukánszky, B. Structure, properties and interfacial interactions in poly(lactic acid)/polyurethane blends prepared by reactive processing. Eur. Polym. J. 2013, 49, 3104–3113. [Google Scholar]
- Haq, R.H.A.; Wahab, M.S.; Wahit, M.U. Improvement of mechanical properties of polycaprolactone (PCL) by addition of nano-montmorillonite (MMT) and hydroxyapatite (HA). Appl. Mech. Mater. 2013, 315, 815–819. [Google Scholar]
- Yao, S.-S.; Pang, Q.-Q.; Song, R.; Jin, F.-L.; Park, S.-J. Fracture toughness improvement of poly(lactic acid) with silicon carbide whiskers. Macromol. Res. 2016, 24, 961–964. [Google Scholar] [CrossRef]
- Global Wind Atlas. Wind Atlas of India. Available online: https://globalwindatlas.info/area/India (accessed on 17 January 2023).
- Finnie, I. Some reflections on the past and future of erosion. Wear 1995, 186–187, 1–10. [Google Scholar]
- Ivosevic, M.; Knight, R.; Kalidindi, S.R.; Palmese, G.R.; Sutter, J.K. Solid particle erosion resistance of thermally sprayed functionally graded coatings for polymer matrix composites. Surf. Coat. Technol. 2006, 200, 5145–5151. [Google Scholar] [CrossRef]
- Borawski, B.; Todd, J.A.; Singh, J.; Wolfe, D.E. The influence of ductile interlayer material on the particle erosion resistance of multilayered TiN based coatings. Wear 2011, 271, 2890–2898. [Google Scholar] [CrossRef]
- Oliver, W.C.; Pharr, G.M. An improved technique for determining hardness and elastic modulus using load and displacement sensing indentation experiments. J. Mater. Res. 1992, 7, 1564–1583. [Google Scholar] [CrossRef]
- Bousser, E.; Martinu, L.; Klemberg-Sapieha, J.E. Solid particle erosion mechanisms of protective coatings for aerospace applications. Surf. Coat. Technol. 2014, 257, 165–181. [Google Scholar]
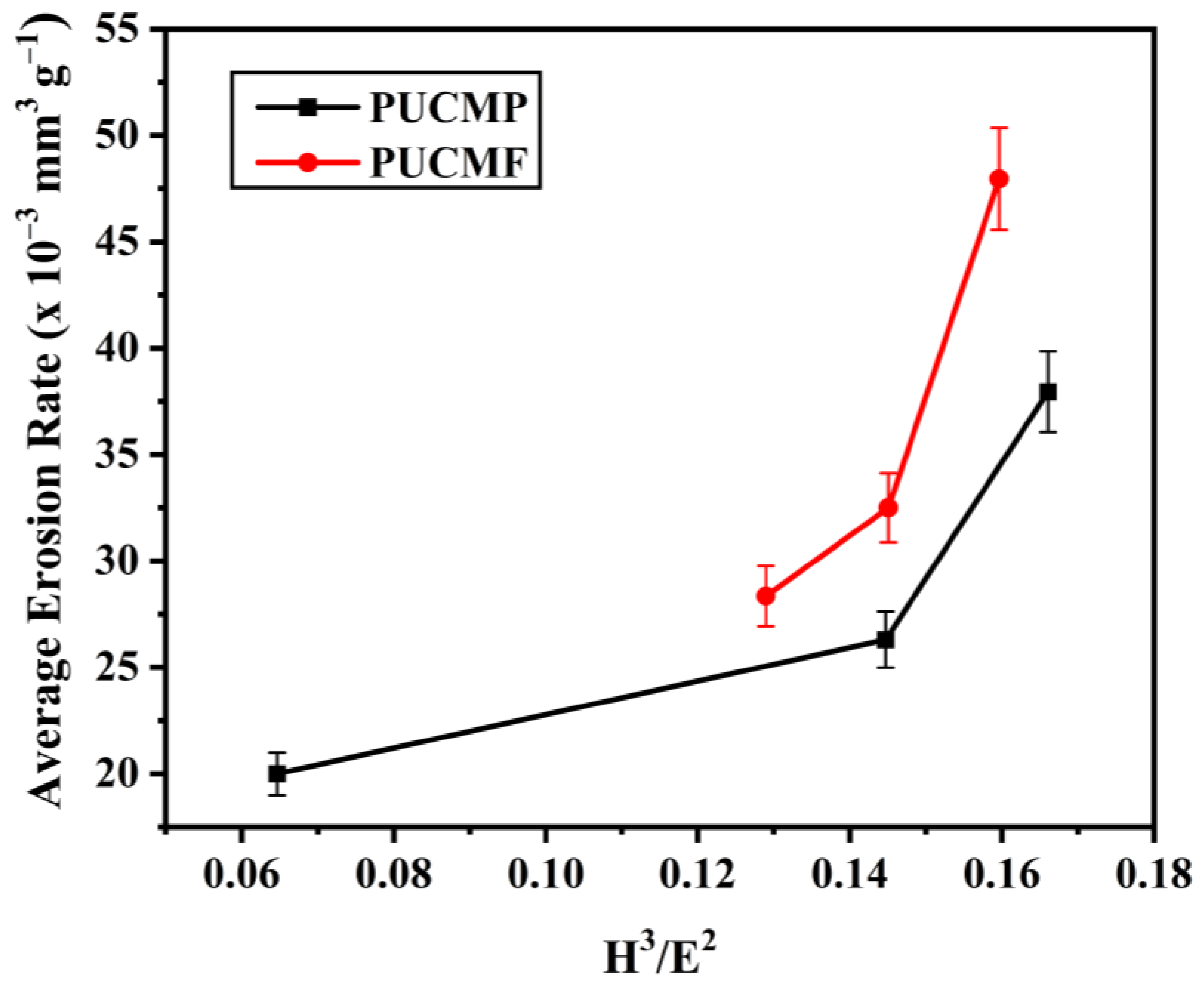
- Chen, X.; Du, Y.; Chung, Y.-W. Commentary on using H/E and H3/E2 as proxies for fracture toughness of hard coatings. Thin Solid Films 2019, 688, 137265. [Google Scholar]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Coatings | Average Erosion Rate (×10−3 mm3 g−1) (Average of Erosion Rates at 30° and 90°) | ||
|---|---|---|---|
| 2 wt.% | 5 wt.% | 10 wt.% | |
| PUCMP | 37.9 | 20 | 26.5 |
| PUCMF | 28.3 | 32.5 | 35.8 |
| PU | 34.4 | ||
| GFRP | 42 | ||
Disclaimer/Publisher’s Note: The statements, opinions and data contained in all publications are solely those of the individual author(s) and contributor(s) and not of MDPI and/or the editor(s). MDPI and/or the editor(s) disclaim responsibility for any injury to people or property resulting from any ideas, methods, instructions or products referred to in the content. |
© 2023 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pathak, S.M.; Kumar, V.P.; Bonu, V.; Mishnaevsky, L., Jr.; Lakshmi, R.V.; Bera, P.; Barshilia, H.C. Development of Cellulose-Reinforced Polyurethane Coatings: A Novel Eco-Friendly Approach for Wind Turbine Blade Protection. Energies 2023, 16, 1730. https://doi.org/10.3390/en16041730
Pathak SM, Kumar VP, Bonu V, Mishnaevsky L Jr., Lakshmi RV, Bera P, Barshilia HC. Development of Cellulose-Reinforced Polyurethane Coatings: A Novel Eco-Friendly Approach for Wind Turbine Blade Protection. Energies. 2023; 16(4):1730. https://doi.org/10.3390/en16041730
Chicago/Turabian StylePathak, Shrirang M., V. Praveen Kumar, Venkataramana Bonu, Leon Mishnaevsky, Jr., R. V. Lakshmi, Parthasarathi Bera, and Harish C. Barshilia. 2023. "Development of Cellulose-Reinforced Polyurethane Coatings: A Novel Eco-Friendly Approach for Wind Turbine Blade Protection" Energies 16, no. 4: 1730. https://doi.org/10.3390/en16041730
APA StylePathak, S. M., Kumar, V. P., Bonu, V., Mishnaevsky, L., Jr., Lakshmi, R. V., Bera, P., & Barshilia, H. C. (2023). Development of Cellulose-Reinforced Polyurethane Coatings: A Novel Eco-Friendly Approach for Wind Turbine Blade Protection. Energies, 16(4), 1730. https://doi.org/10.3390/en16041730