1. Introduction
Polyurethanes are a group of materials widely used as insulating materials [
1]. One of the most frequently chosen thermal insulation materials is rigid polyurethane foam (RPUF). Polyurethane foams are most often produced by the intensive mixing of two components: polyether or polyester polyol with polyisocyanate (toluene diisocyanate, methylenediphenylene) [
2]. In addition, other ingredients are added such as blowing agents, which are responsible for the formation of closed cells, catalysts, and surfactants, which are used to unify the formed foam cells [
3]. Apart from the relatively easy and quick synthesis of the material, RPUF is characterized by very good functional properties. In addition, RPUF is characterized by the lowest thermal conductivity coefficient of all available thermal insulation materials and has a very good biological and chemical resistance [
4].
Due to the sustainable development implemented in many countries and the importance of environmental protection, plastics, including RPUF, are problematic. It has been estimated that by 2050, the weight of plastic in the oceans will exceed the total weight of the fish living there. Therefore, the possibility for the partial replacement of petrochemical products with environmentally friendly and recycled materials should be pursued.
In accordance with the principle of the circular economy, polyurethane foams can be made more environmentally friendly by replacing some petrochemicals with waste e.g., fly ash, bio-based fillers [
5,
6] and other natural substances. The main problem with this approach is that often the natural materials used in RPUF technology negatively affect the properties of the foams. Therefore, it is very important to properly select the fillers. In order to increase, i.a., mechanical strength, the literature describes the use of fillers in the form of fibers, nanoparticles, and solid particles. Among the fibers described in the literature, synthetic or natural fibers can be distinguished. The group of synthetic fibers includes, among others, aramid fibers, which, due to their unique properties, positively affect the properties of polymeric materials [
7]. Currently, however, more emphasis is placed on the use of natural fibers, which have a similar effect on the final properties of polyurethane composites but are safer for human health and the environment. Natural fibers described in the literature include jute, flax, betelnut fiber, banana fiber, and kenaf fiber [
8,
9]. Another group of fillers reported in the literature are nanofillers. The introduction of nanofillers to polyurethane foams results in the creation of both light and strong materials with good mechanical properties. The group of nanofillers used in the technology of rigid polyurethane foams includes nanosilica, nanocalcium carbonate, and nanoclay [
10].
A simple and economical approach is to introduce particulate fillers into the RPUF system. These types of fillers improve the properties of the foams, and due to the fact that they are most often waste that requires management, they reduce the production cost of polyurethane materials. The literature describes the use of such fillers as talc, calcium carbonate, dolomite, egg shells, and various types of nut shells [
1,
11]. Ribeiro Da Silva et al. [
12] described the possibility of using rice husk ash as a filler, which is another example of a particulate filler. It has been noted that this filler contains a large amount of silica. Additionally, even a small addition of rice husk ash has a positive effect on the physicochemical properties of polyurethane foams, i.e., thermal conductivity, density, and morphology. Kairytė et al. [
13,
14] described the possibility of using biomass ash as a filler in polyurethane composites. They found that the addition of this type of filler lowered the thermal conductivity of the materials as a result of structure modification. The biomass ash also had a beneficial effect on the mechanical properties of the foams [
15].
This work proposes to apply two forms of filler: natural fibers derived from sunflower husks (SHs) and a particulate filler in the form of sunflower husk ash (SHA) into the RPUFs production. SHs are waste biomass generated in the food industry. They are a waste widely available due to the fact that sunflower oil is one of the most common types of cooking oil. Currently, SHs are mainly thermally recycled, as a result of which, SHA is formed [
16]. This is an important topic from an energy standpoint, as it allows for the production of green energy. SHs are an excellent fuel that has a high energy value due to the fat content in its composition. Our work also points to opportunities to solve the problem of ash storage. SHs are a desirable filler in RPUF technology because they contain a large amount of cellulose (48.4%), one of the naturally occurring polymers. Due to the fact that it has hydroxyl groups in its structure, it is possible to reduce the amount of petrochemical substances during the production of RPUFs. The hydroxyl groups have a positive effect on the reactivity of the polyol mixture with filler and isocyanate. In addition, SHs contain a large amount of lignin (17.0%) and trace amounts of K, Ca, and Mg [
15]. Lignin and cellulose are compounds that decompose at high temperatures (lignin at 280–500 °C and cellulose at 250–350 °C). Due to the fact that SHs contain large amounts of these compounds, it may also increase the thermal stability of the obtained composites [
6,
17]. However, in the studies presented so far, the effect of ash from SHs on the properties of RPUFs has not been analyzed. This is an important topic from the point of view of waste management because Poland is one of the largest producers of sunflower oil in the world. Therefore, a lot of waste is generated, which is then subjected to thermal conversion. In order to avoid ash storage, a good solution would be to use it as a filler in polyurethane foams.
4. Conclusions
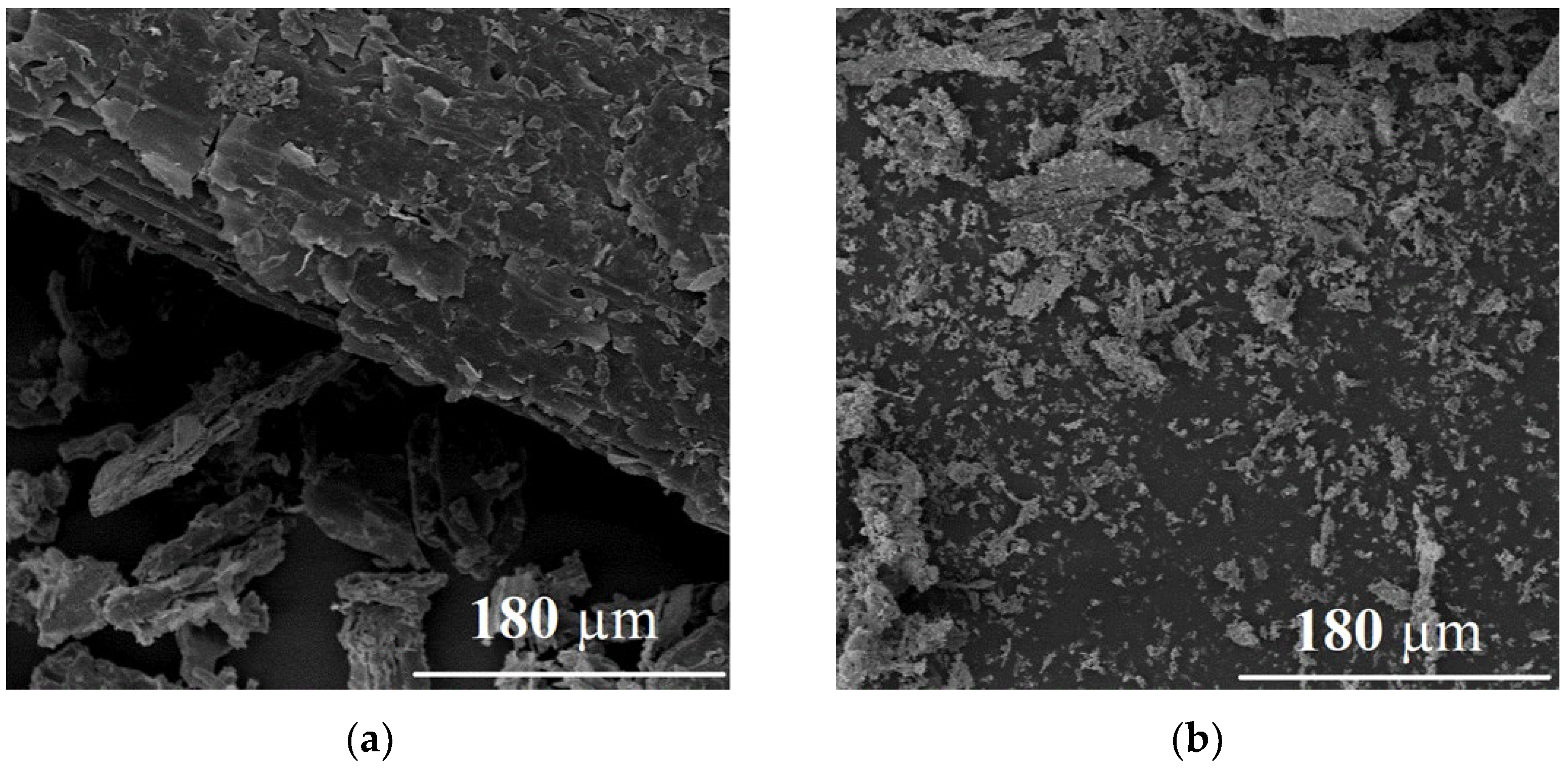
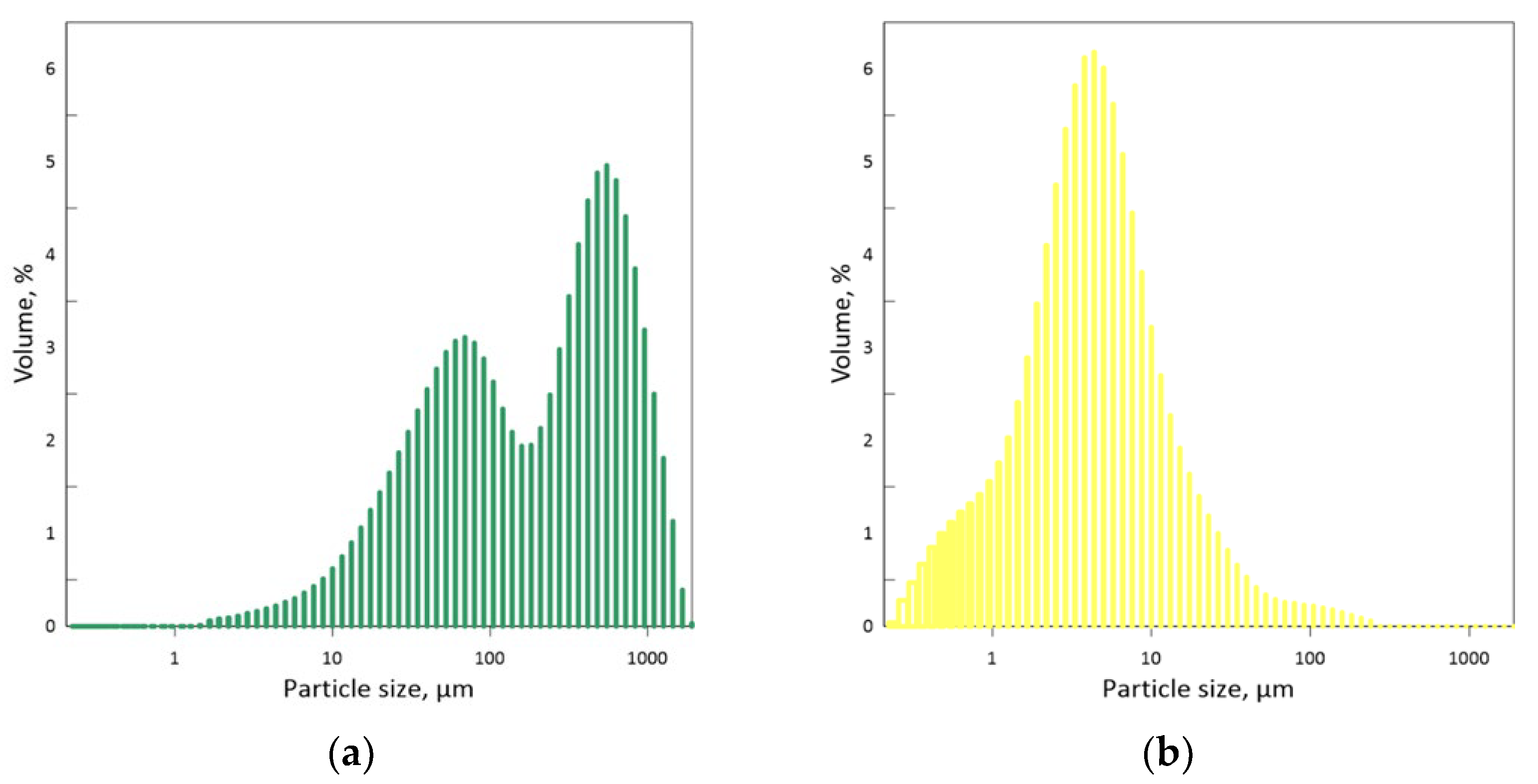
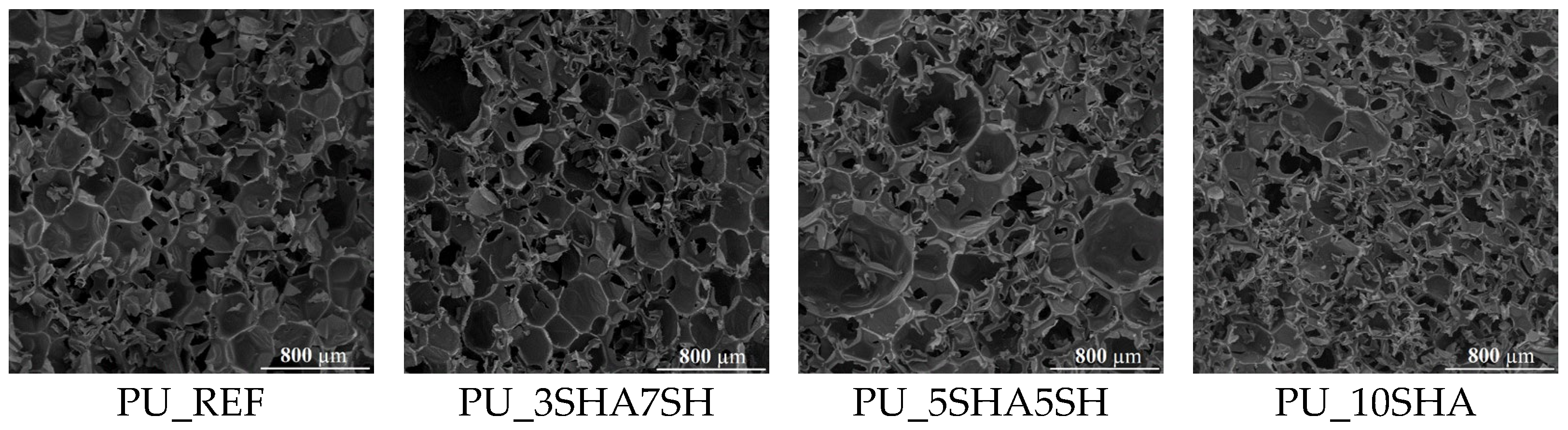
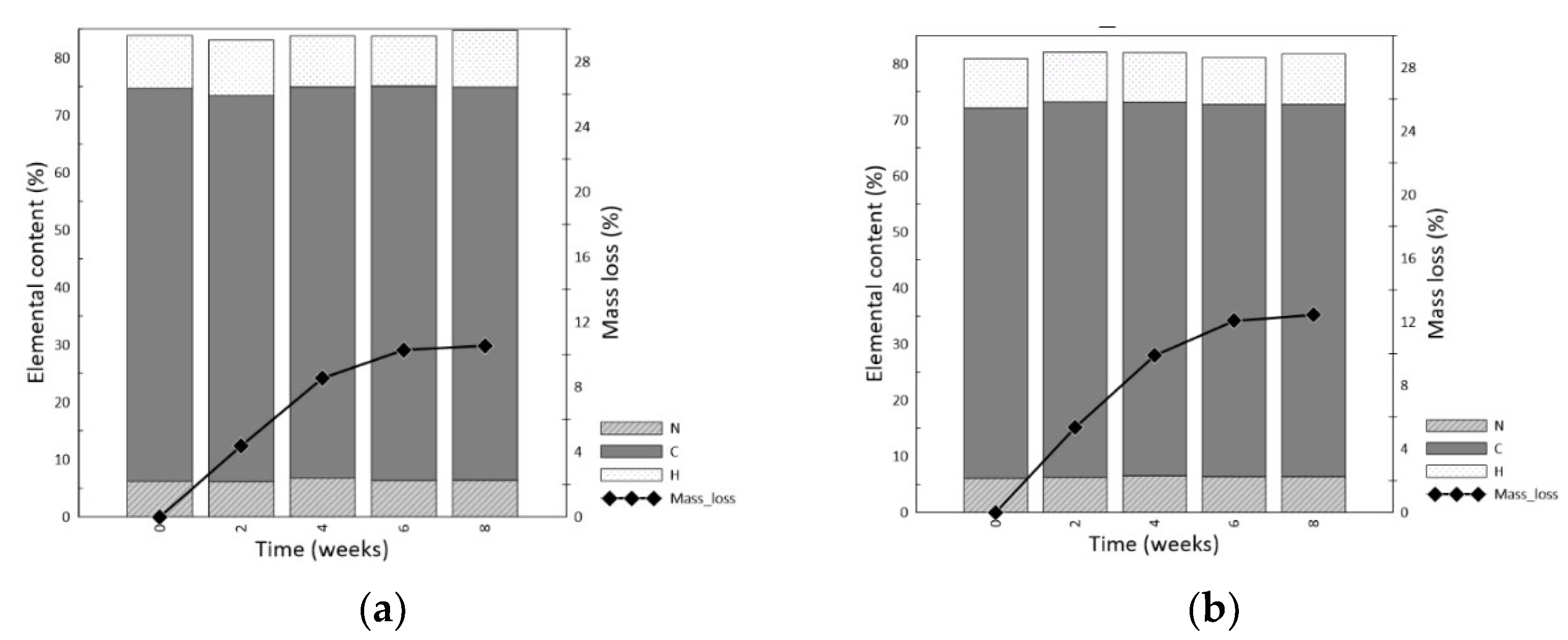
The influence of waste from the food industry and the thermal utilization of biomass on the properties of rigid polyurethane foams was investigated. Elemental analysis showed that SHs have more than ten times the carbon content of SHA. SHs also had a higher nitrogen and hydrogen content than SHA. The SH biomass contained larger particles (100–1000 µm) than the ash from this biomass (10–100 µm). The morphology showed that the structure of SHs was developed and had longitudinal fibers, while in SHA, no spherical particles, which are typical for coal ash, were observed. The XRF analysis showed that the raw biomass mainly contained K (43.0%) and Ca (16.8%). Similarly, the ash from this biomass also contained the same inorganic compounds K (34.7%) and Ca (26.2%). In the second stage, the influence of the fillers used on the most important properties of the foams was examined. It was found that the filler amplified the apparent density value. The highest value of the apparent density was characteristic of PU_10SHA foam (44.9 kg/m3), whereas PU_REF had an apparent density of (36.2 kg/m3). The fillers also caused a modification in the structure of the foams, which was characterized by lower homogeneity, a smaller cell diameter, and thicker ribs. The mechanical properties deteriorated, the brittleness of foams with fillers maximally doubled, and the hardness decreased. On the other hand, the fillers contributed to the improvement in dimensional stability by eliminating the unfavorable phenomenon of the so-called “shrinkage” of foams that was observed only for PU_REF. The positive effect of fillers was also observed in the case of thermal stability up to 250 °C. RPUFs are usually used at these temperatures. In addition, fillers increased the rate of foam biodegradation. For PU_REF, the weight loss after seven weeks was about 10%, while for PU_10SHA, the weight loss over the same period was about 30%.
In conclusion, it was found that the addition of SHs and SHA fillers had a positive effect on most properties of RPUFs. Therefore, these fillers can be successfully used in the synthesis of foams.







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}