1. Introduction
Steel is an essential material for modern industrial enterprises, and the development of Chinese society cannot take place without steel. The steel industry has emerged as a key socio-economic industry, enjoying the reputation of “the backbone of the nation” [
1,
2,
3]. In 2021, the NDRC (National Development and Reform Commission) stated that China’s crude steel production had reached about 1 billion tons, still ranking first in the world [
4,
5]. The energy consumption and carbon emissions of the steel industry had also become a concern due to such an enormous production capacity. The 2020 energy use in China’s steel industry was approximately 668.51 million tons of standard coal, accounting for approximately 13.4% of China’s total energy use, and was steadily expanding as the result of the gradual increase in production. Coke, as the main fuel for blast furnace (BF) production, plays the role of heating agent, reducing agent, column skeleton, and carburization of iron in the iron-making process [
6]. It is one of the essential raw materials for smelting in BFs and a non-renewable source of fossil energy. Currently, the increasing scarcity of coking coal resources for the production of high-quality metallurgical coke is becoming a problem, while the price of coke is still high [
7]. The search for a new fuel to replace some of the coke is thus an unavoidable trend in the development of the iron industry. Pulverized coal injection technology (PCI) in BF ironmaking has become an important technical means of strengthening BF smelting as well as reducing the use of coke, saving energy, and reducing the cost of making iron [
8]. PCI for BF has been widely used in major iron and steel companies in China to promote the advancement of China’s iron and steel industry. Meanwhile, it can effectively mitigate the detrimental effects on environmental protection and overconsumption of resources caused by the use of coking coal in the metallurgical production process in China [
9,
10,
11,
12]. Pulverized coal injection in the BF may function as a reducing agent, heating agent and carburizing agent, and is a major contributor to reduced coke ratios and energy savings [
13].
The application of PCI in BF is not restricted to certain coal samples. Solid fuels that can be used for BF injecting include bituminous coal, anthracite coal, upgraded pulverized coal, semi-coke, and even biomass and waste plastics. More and more possible injecting resources are either employed directly for BF injection or are processed before being sprayed into the BF with the creative development of PCI. There have been numerous earlier investigations into this. Thermogravimetric analysis has been used by Bi et al. [
14] to research the combustibility of semi-coke blended coal; combustion process kinetics of different coal blending schemes were analyzed using KSA iso-conversions, and an optimum of 30–40% semi-coke ratio in the blended coal was found. Wang et al. [
15] carried out industrial tests under the condition of studying the basic properties of upgraded pulverized coal, and the results showed that the BF coal ratio increased and the coke ratio and the cost per ton of iron smelting decreased after injecting upgraded pulverized coal. Research and test results by Wang [
16] et al. on bag dust of the material feeding system showed that 5% bag dust dispensation did not have a large impact on the size of coal particles blown by BF, the composition of the bag dust or the condition of the BF and fuel consumption. Wang [
17] et al. used the hydrothermal method to prepare hydrochar from corn straw as fuel for BF; the hydrochar had a more compact carbonaceous structure and enhanced orderliness compared to the feedstock, and the combustion had a higher ignition point and greater stability. Hydrothermal carbonization (HTC) technology has been used by Ning [
18] et al. to convert polyvinyl chloride to hydrochar, and the results demonstrated that the products had a richer pore structure and higher carbon order, and the heating value increased with increasing HTC temperature. The hydrochar produced by HTC of waste plastics and biomass is similar to bituminous coal and can replace part of it for blast furnace injection.
At present, there are few reports on the research and application of coke breeze in BF production, and the use of coke breeze as BF injection fuel has not been widely adopted. In the brief report, it was stated that Bensteel, through the comparison study and analysis of coke powder and pulverized coal, had confirmed the viability of replacing part of anthracite coal with coke powder for blending and injecting. Bensteel had added 5–10% coke powder to the blended coal for the corresponding production practice, which had produced positive economic results [
19]. Ansteel performed industrial tests for BF injection with coke powder at 5–15% level and coal blending optimization experiments. After injection, the gas utilization rate increased and the fuel ratio fell [
20]. Han et al. [
21] proposed that the ideal coke powder addition was roughly 15% by evaluating the combustion and kinetic characteristics under various coke powder addition settings. The replacement of anthracite by coke breeze in PCI is theoretically possible given the similarities of the two fuels, coke powder and coke breeze. Coke breeze is primarily obtained by sieving the coke, and is the byproduct of the coking production process, which has the characteristics of large particle size, high fixed carbon content, high ash content and low volatile content. It is currently used primarily in the production of sinter to replace sinter coal as fuel [
22,
23,
24]. The green production system is represented by a large pellet ratio in the charge production of Shougang Jingtang United Iron & Steel Co., Ltd. (SGJT), which reduced the proportion of sintered ore, leading to the large excess of coke breeze. Resource recovery of coke breeze in the blast furnace injecting process was considered. In September 2022, SGJT conducted a 3% injection test of finely ground coke breeze in three BFs. After the first BF was stabilized, the proportion of coke breeze was gradually increased to 6% and added to three BFs at the same time. This effectively relieves resource constraints, reuses waste, stabilizes the composition of PCI, and reduces production cost.
In the present study, coke breeze, anthracite and bituminous coal have been analyzed by proximate analysis, ultimate analysis, ignition point test, explosive test and grindability test to determine the similarities and differences between coke breeze and other coal samples. In addition, the combustion characteristics of different samples have been investigated by thermogravimetric analysis (TGA). Moreover, at Shougang Jingtang, using three BFs a one-month industrial trial of fine ground coke breeze BF injection was conducted, and the production data from the industrial tests were analyzed and evaluated. The resultant data may be used to enhance the understanding of the industrial uses for coke breeze.
2. Material and Methods
2.1. Material Preparation and Analysis
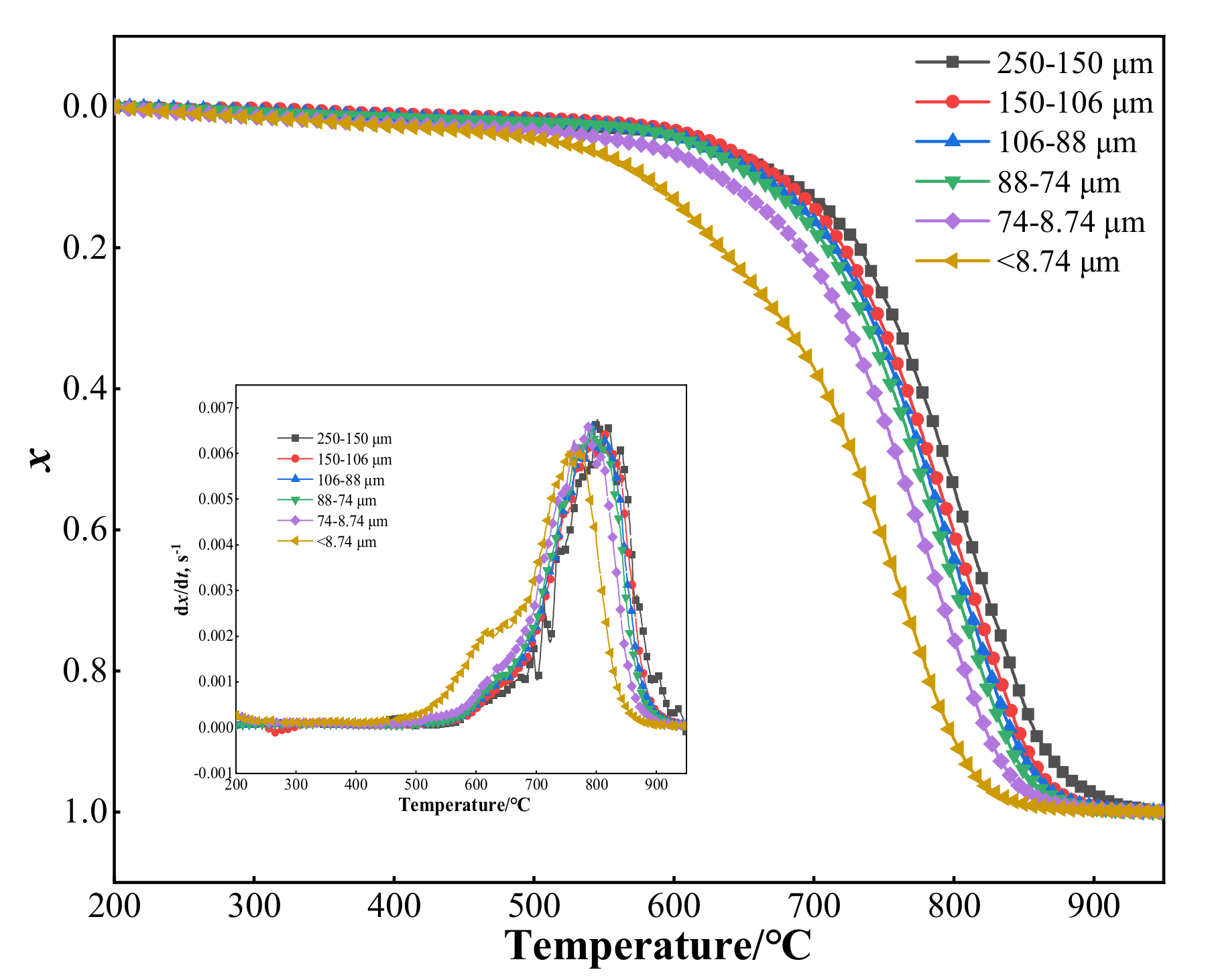
Four anthracites (AC1, AC2, AC3, AC4) and Shenhua bituminous coal (SB) were chosen as the comparison coals, and the coke breeze produced by the coking of SGJT. Coal samples were dried at 105 °C for 8 h in an electric oven to remove free water prior to compositional analysis, and then crushed and sieved to obtain specimens with particle sizes of 0.074 mm or smaller. The samples of coke breeze (CB, obtained by sieving the coke) were selected for particle size analysis.
The properties of pulverized coal will have a greater impact on the PCI technology, such as elemental composition, ignition point and explosivity, grindability, combustibility, and so on. These properties will not only affect the combustion efficiency and the coal-coke replacement ratio, but also cause wearing of the pipe during production and transport, affecting the injection safety etc. Ultimate and proximate analyses of the pulverized coal are according to the methods in GB/T 30732-2014 [
25] and GB/T 31391-2015 [
26], where the difference approach is used to determine the O content; Equation (1) serves as the computation formula. The higher heating value (HHV) of the samples is estimated using the following Equation (2) by combining the results of ultimate and proximate analyses [
27]. The ignition point test uses the solid oxidizer method, pulverized coal and sodium nitrite is in the 4:3 ratio for blending, and in the micro electric furnace pulverized coal ignition point test apparatus; the explosive test uses the long tube type pulverized coal explosive determination apparatus. The determination of grindability is made using the Hastelloy (Hastelloy Grove) scheme. The samples in the certain particle size range are ground finely in the Hastelloy grinder meter, and then the grindability index of the samples is obtained by sieving, weighing and calculating. The calculation formula is shown in Equation (3) [
28].
where
C,
H,
N,
O,
S and
A represent carbon, hydrogen, nitrogen, oxygen, sulfur and ash content, %, respectively.
M is the mass of samples collected after sieving under 0.074 mm, in g.
2.2. Thermogravimetric Analysis
Thermogravimetric analysis [
29,
30,
31,
32] was used to determine the combustibility of samples. The non-isothermal method uses a thermogravimetric simultaneous thermal analyzer (HCT-3, Henven Scientific Instrument Factory, Beijing, China). The thermogravimetric synchronous analyzer had a microbalance sensitivity of less than ±0.1 mg and a temperature precision of ±0.5 °C. (5 ± 0.2) mg sample was placed in the alumina crucible of the differential heat balance prior to the start of the experiment. The pulverized coal was heated to 900 °C for combustion with a 60 mL/min flow rate and a 20 °C/min heating rate [
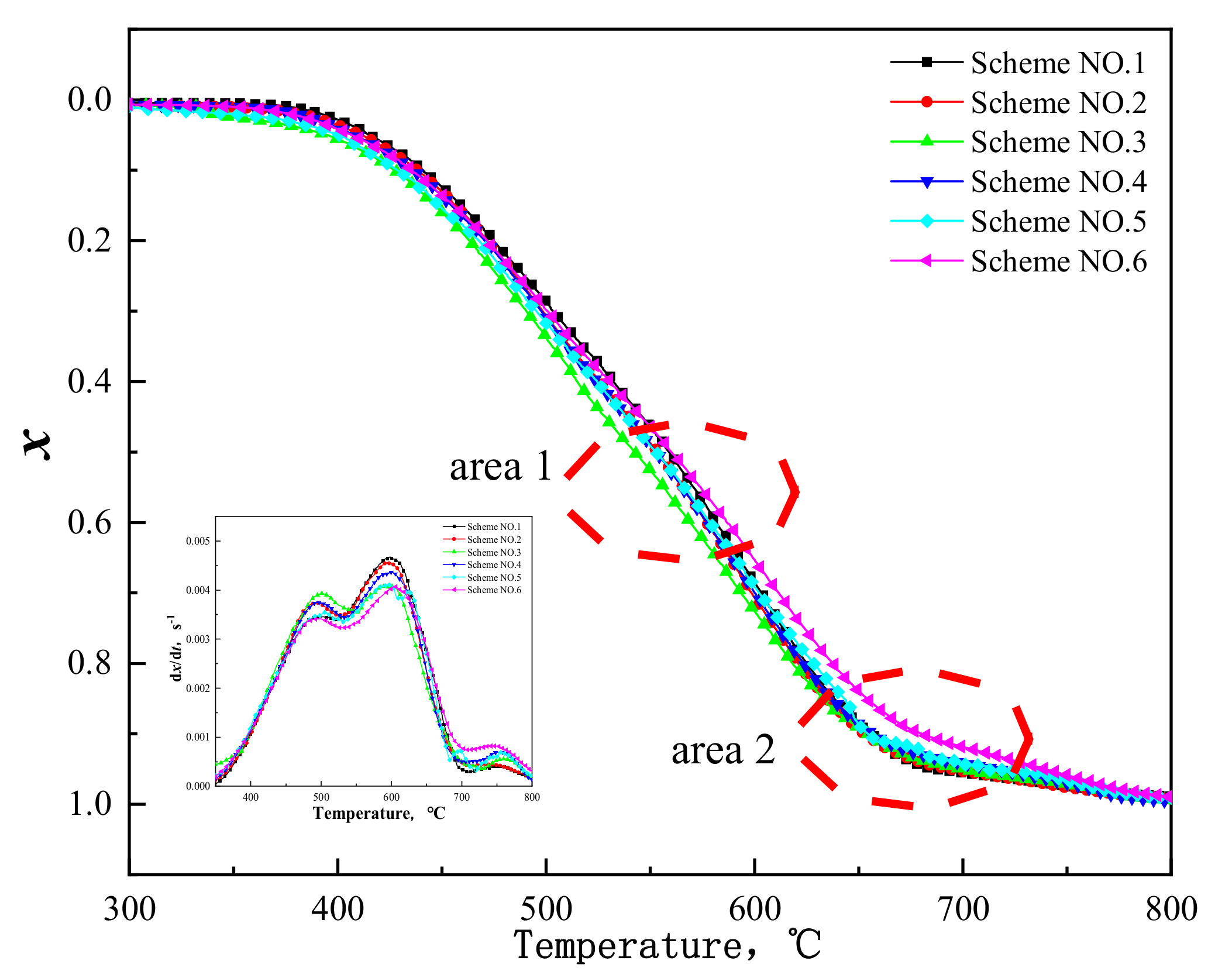
33]. Conversion rate curves and reaction rate curves were plotted from the weight loss data collected. Each sample test was repeated at least three times to ensure good reproducibility of the experimental results. The mass loss and reaction rate of the samples were represented as a function of temperature.
The sample combustion conversion (
x) (on ash-free basis) was calculated according to the following Equation (4):
where
m0 is the initial mass of the sample, mg;
mt is the mass at time t, mg;
m∞ is the final mass at the end of the test, mg.
2.3. Industrial Test
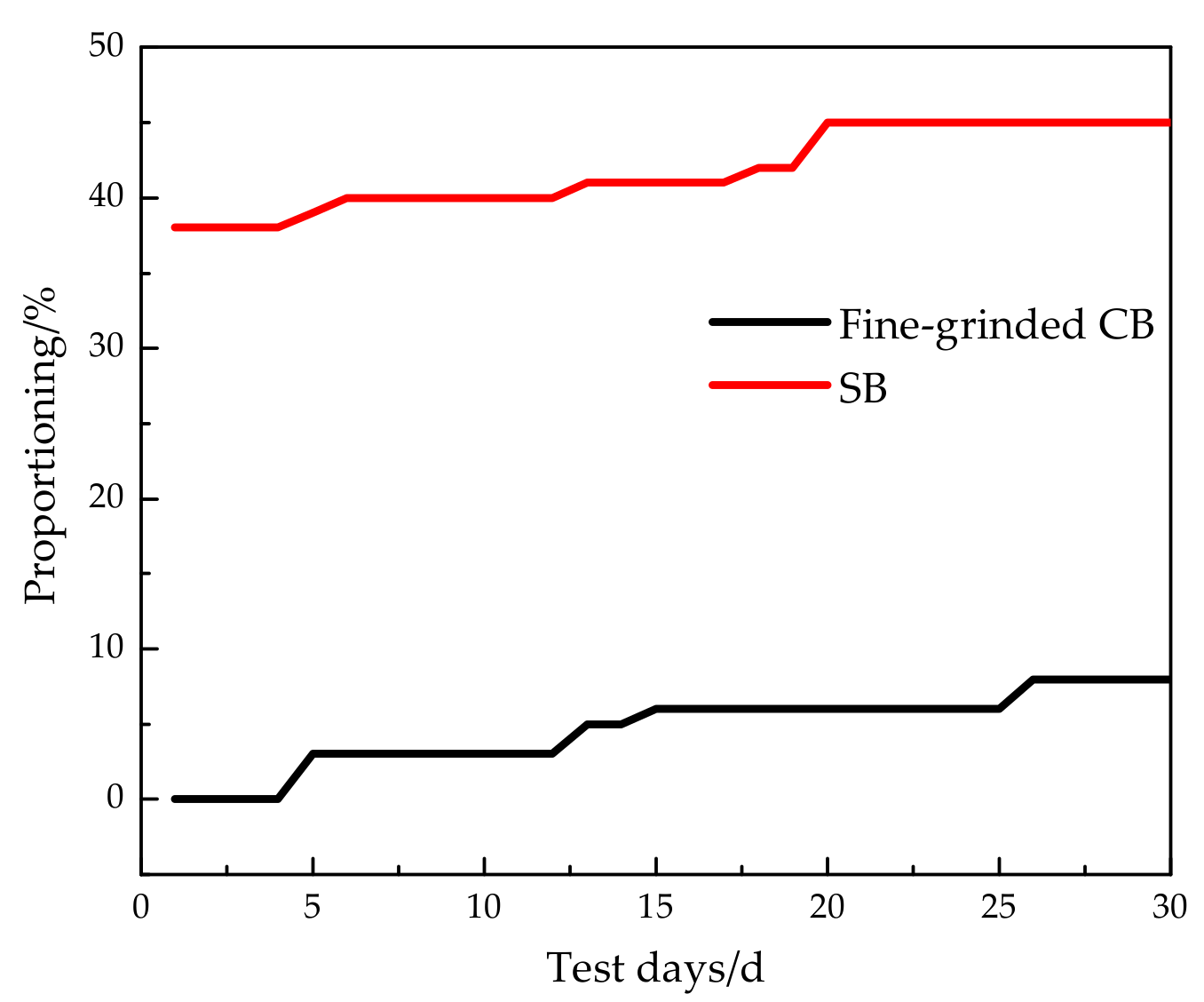
Three BFs (5500 m3) was chosen for industrial testing. In order to investigate the impact of injecting CB on BF production, the tests added CB during the existing coal blending in the ironmaking plant. The base period was the normal production period of the 3 BFs. Based on the above experimental analysis, the tests were carried out in stages. In the first stage, 3% CB was added. In the second stage, 5% CB was added. In the third stage, 6% CB was added, and in the fourth stage, 8% CB. The tests gradually raised the proportion of SB to reduce the detrimental effects of adding CB on the combustion performance of pulverized coal.
Statistics on various data of BF production during the CB blending period were collected. These include: daily iron production, BF differential pressure, stability index, molten iron temperature, gas utilization rate and oxygen enrichment rate during the industrial test to determine the impact of CB addition on furnace conditions and stability. In order to assess the economics of CB addition comprehensively, changes in the BF fuel ratio and coal ratio during the industrial tests were also counted.











{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}