
Concept for the Use of Cotton Waste Hydrolysates in Fermentation Media for Biofuel Production

 ,
,  ,
,  ,
,  , ,
, , 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Materials
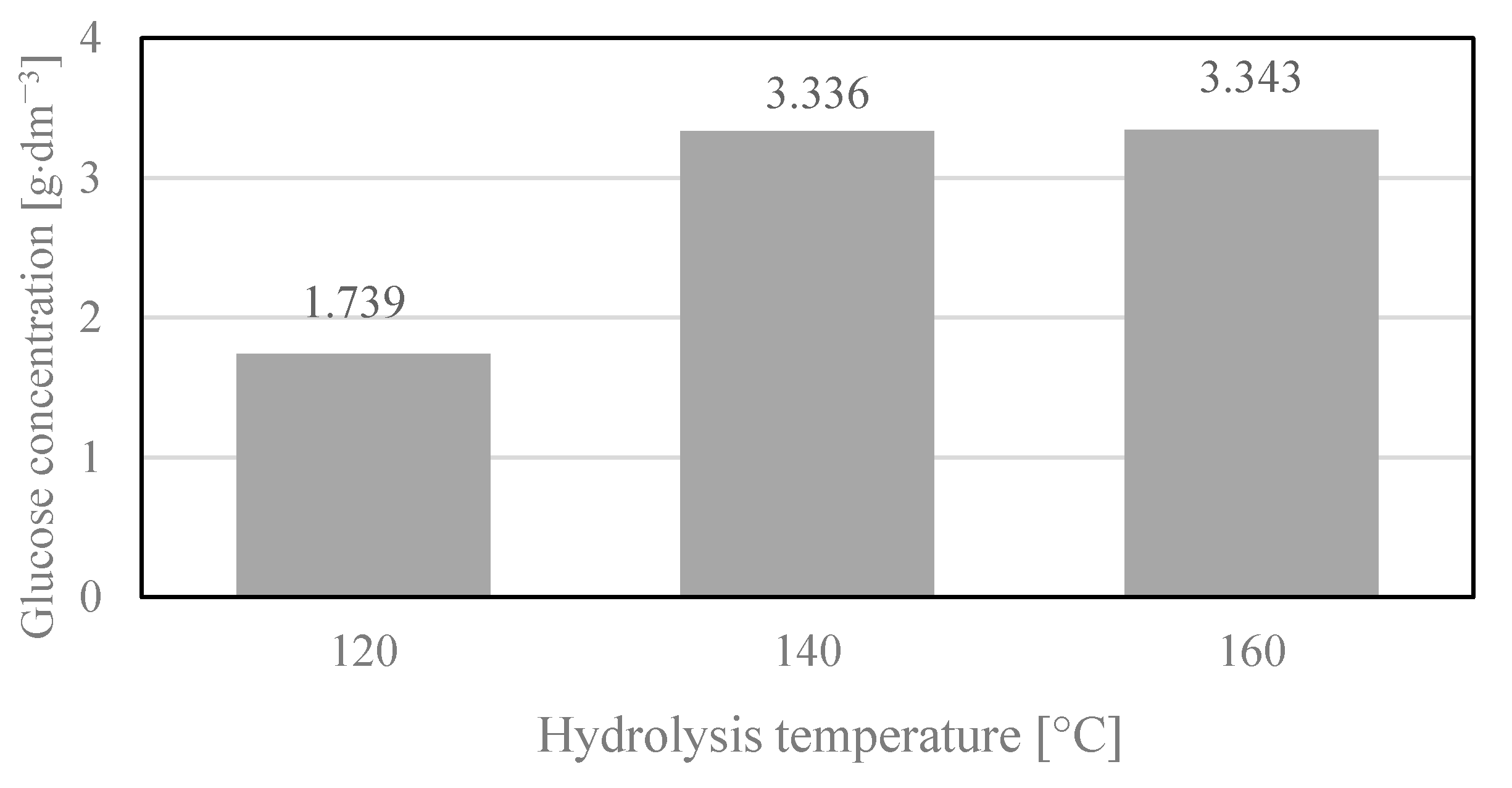
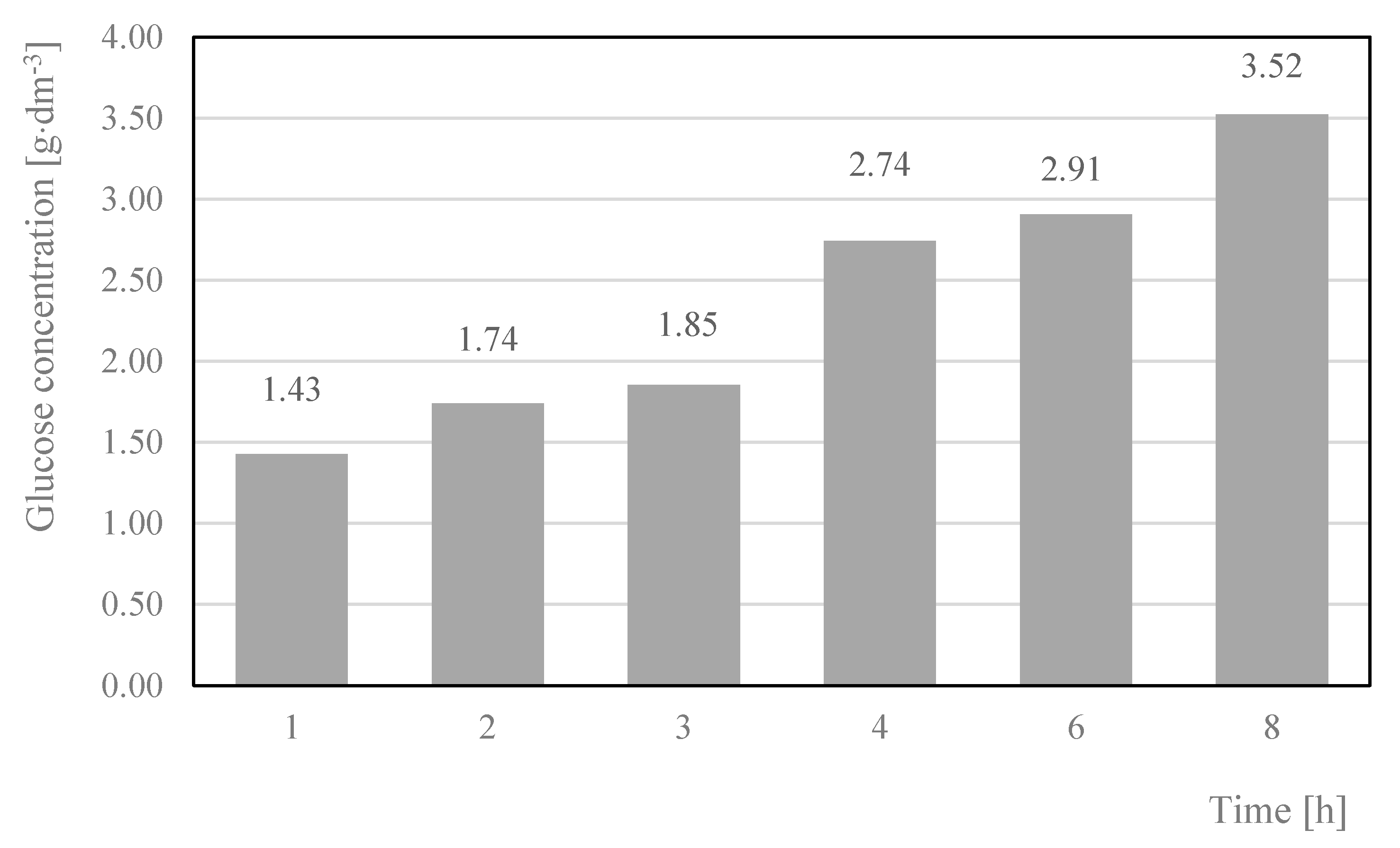
2.2. Acid Hydrolysis of Cotton
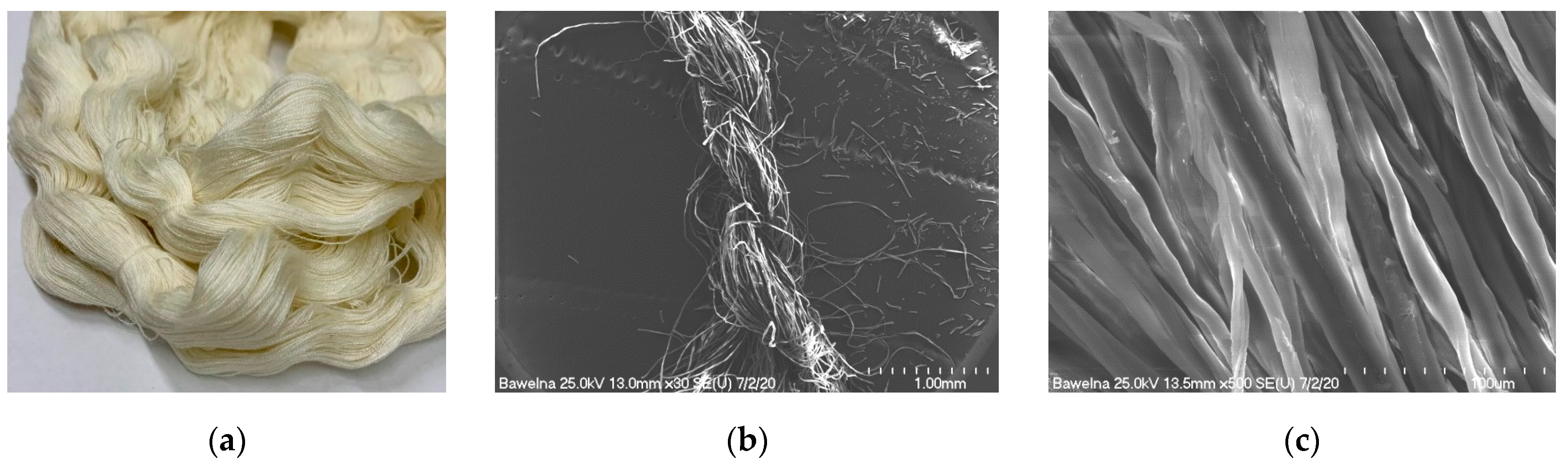
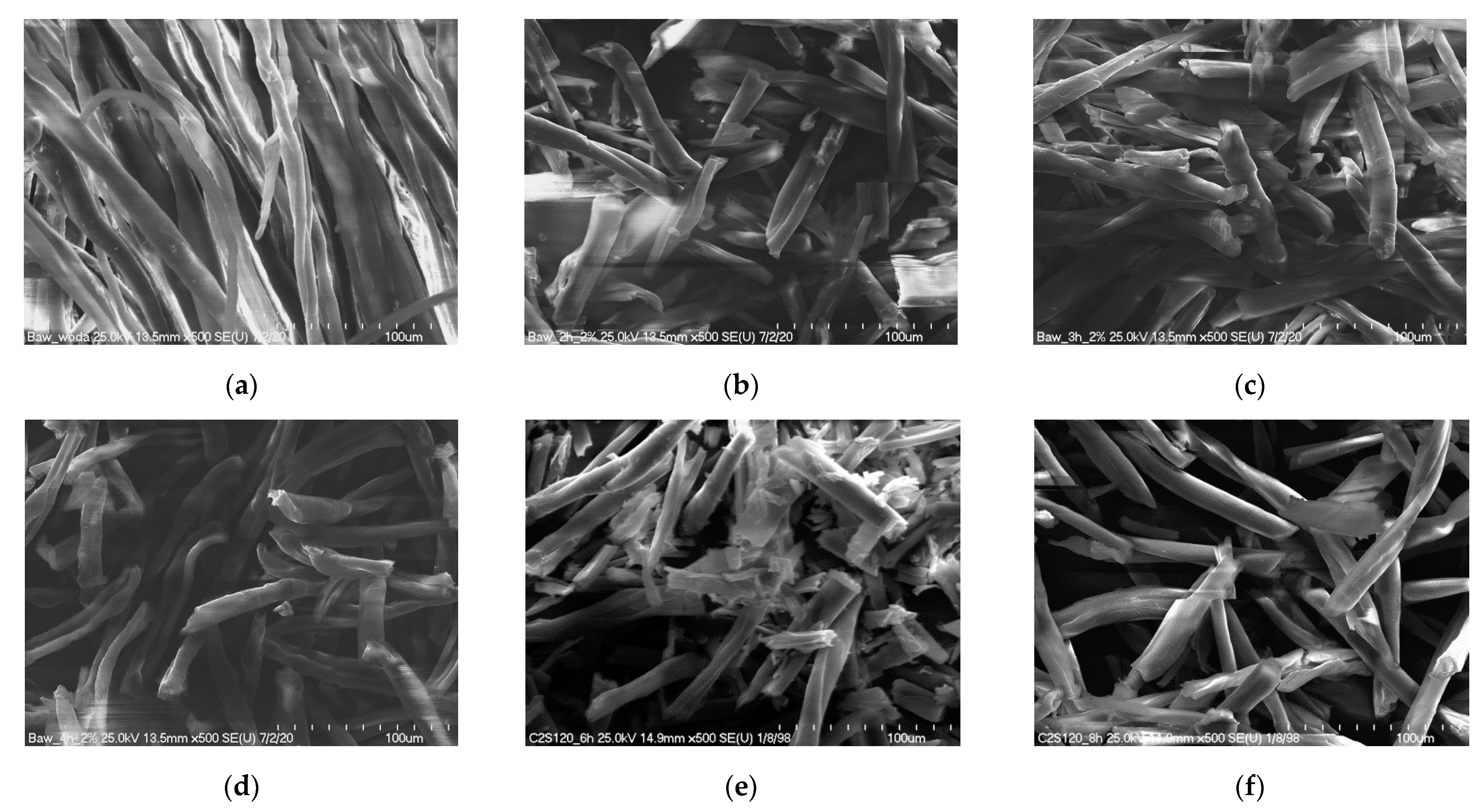
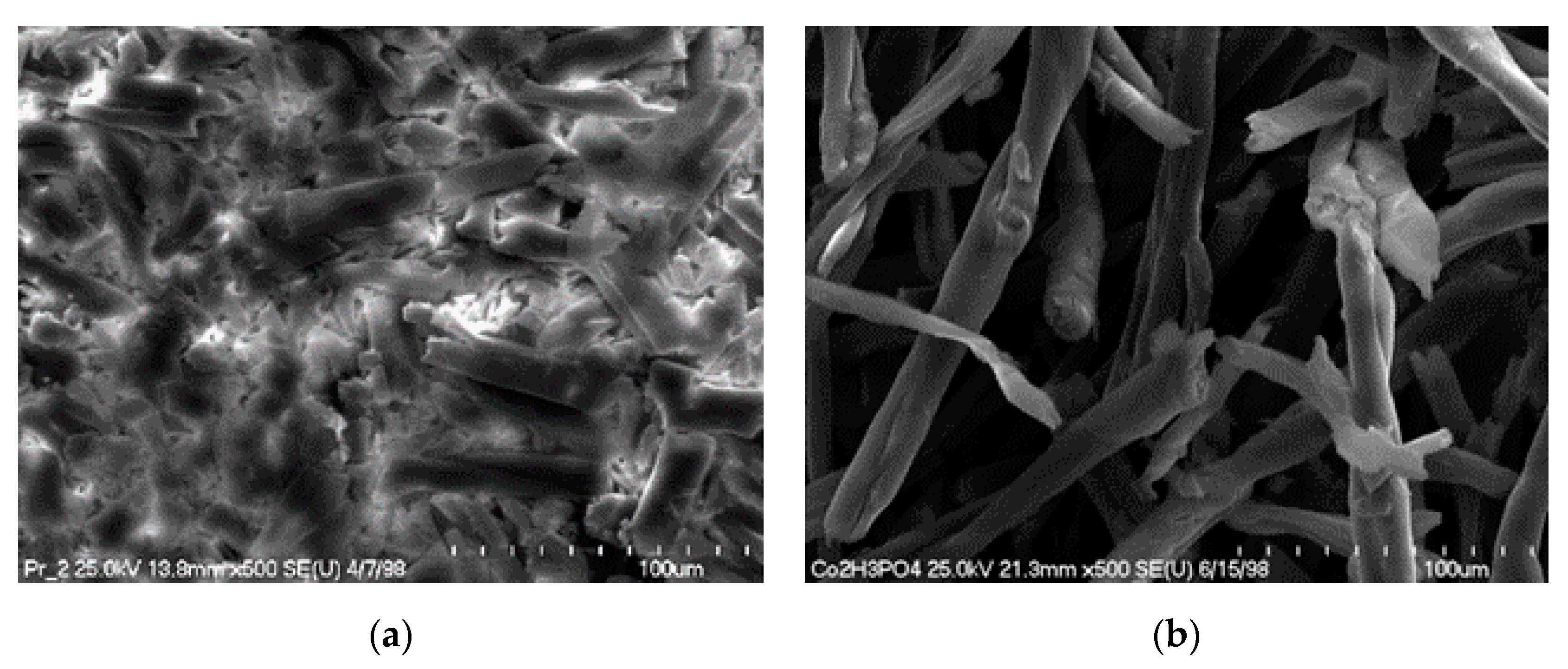
2.3. SEM-EDS
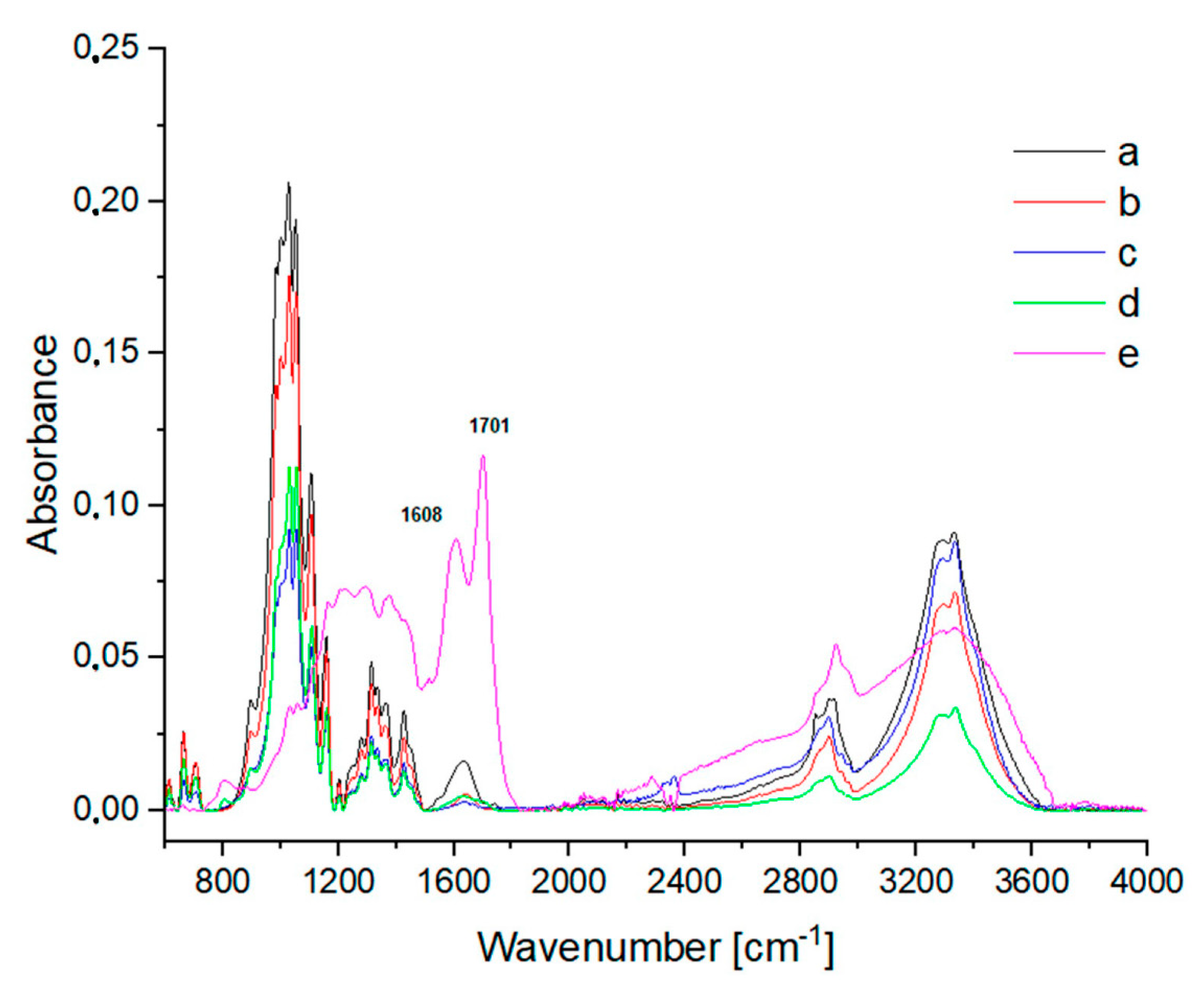
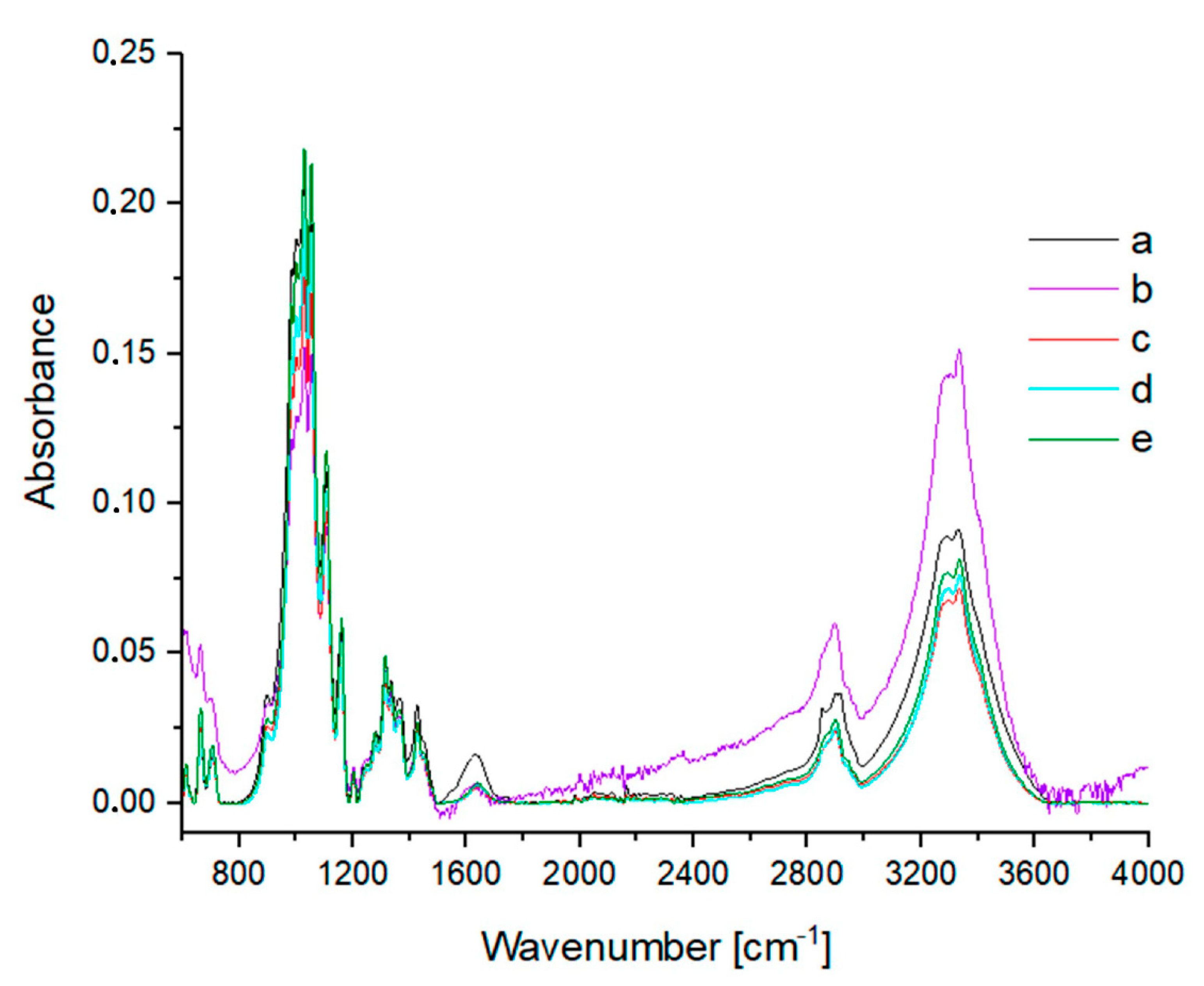
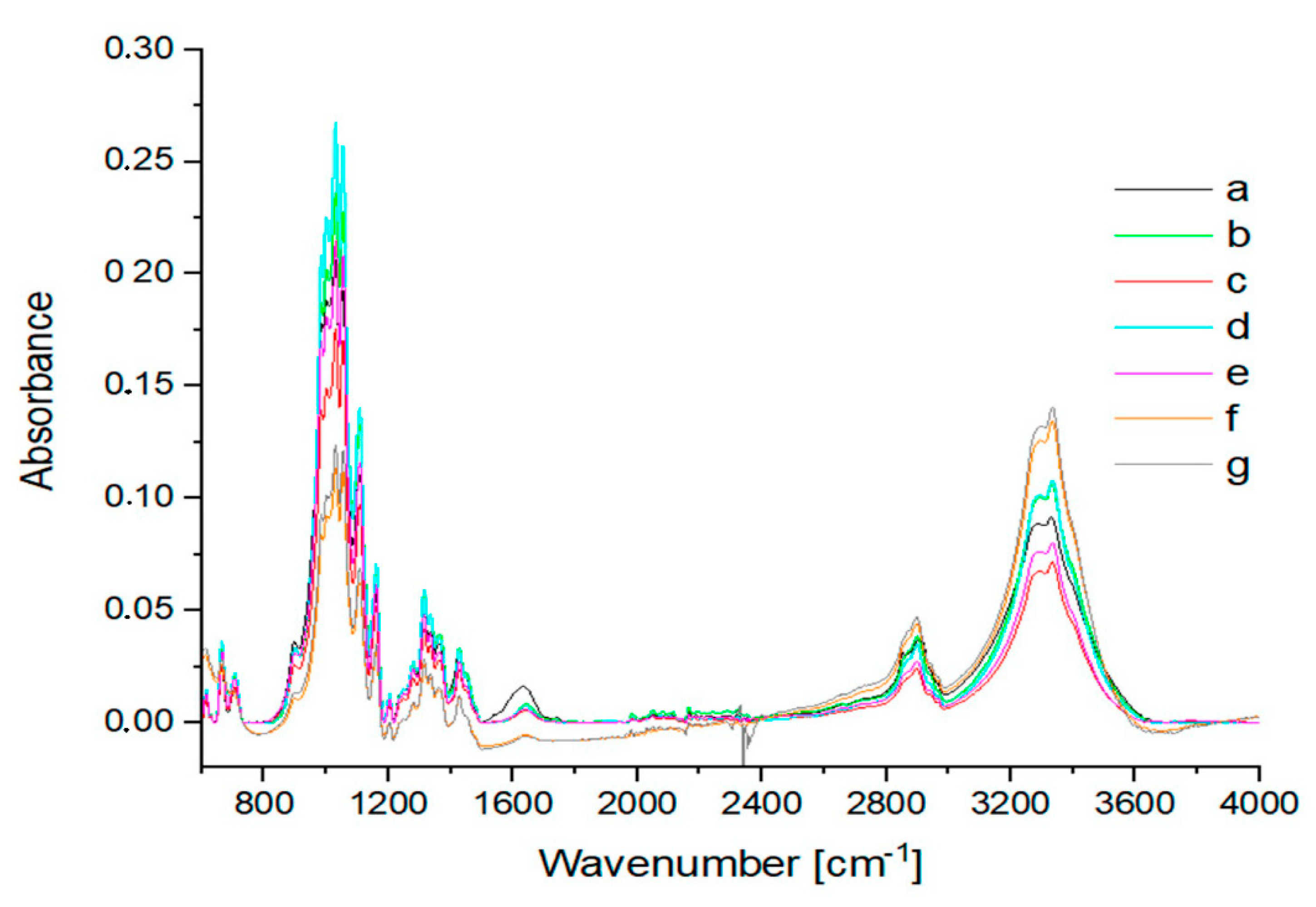
2.4. FTIR-ATR Spectroscopy
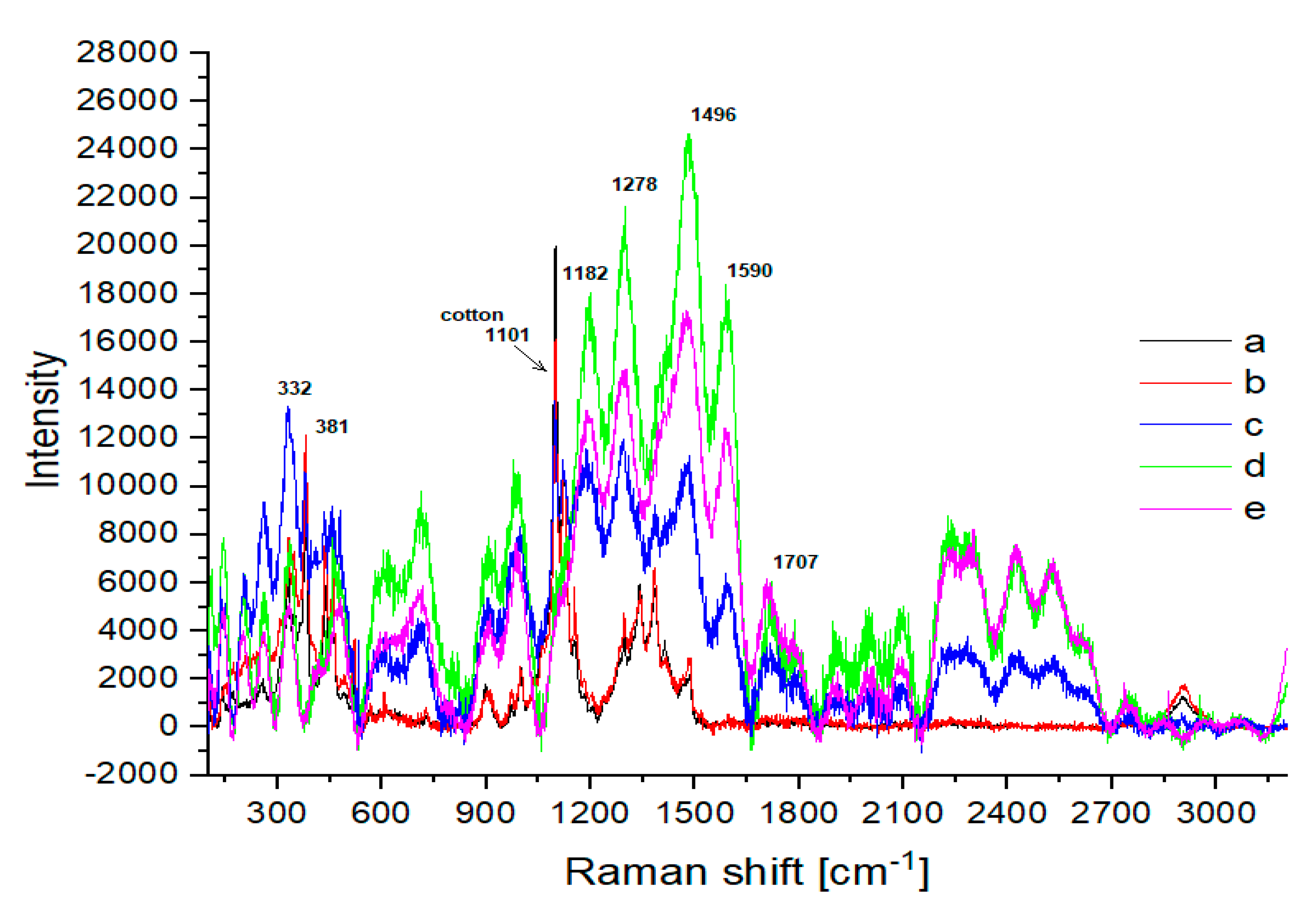
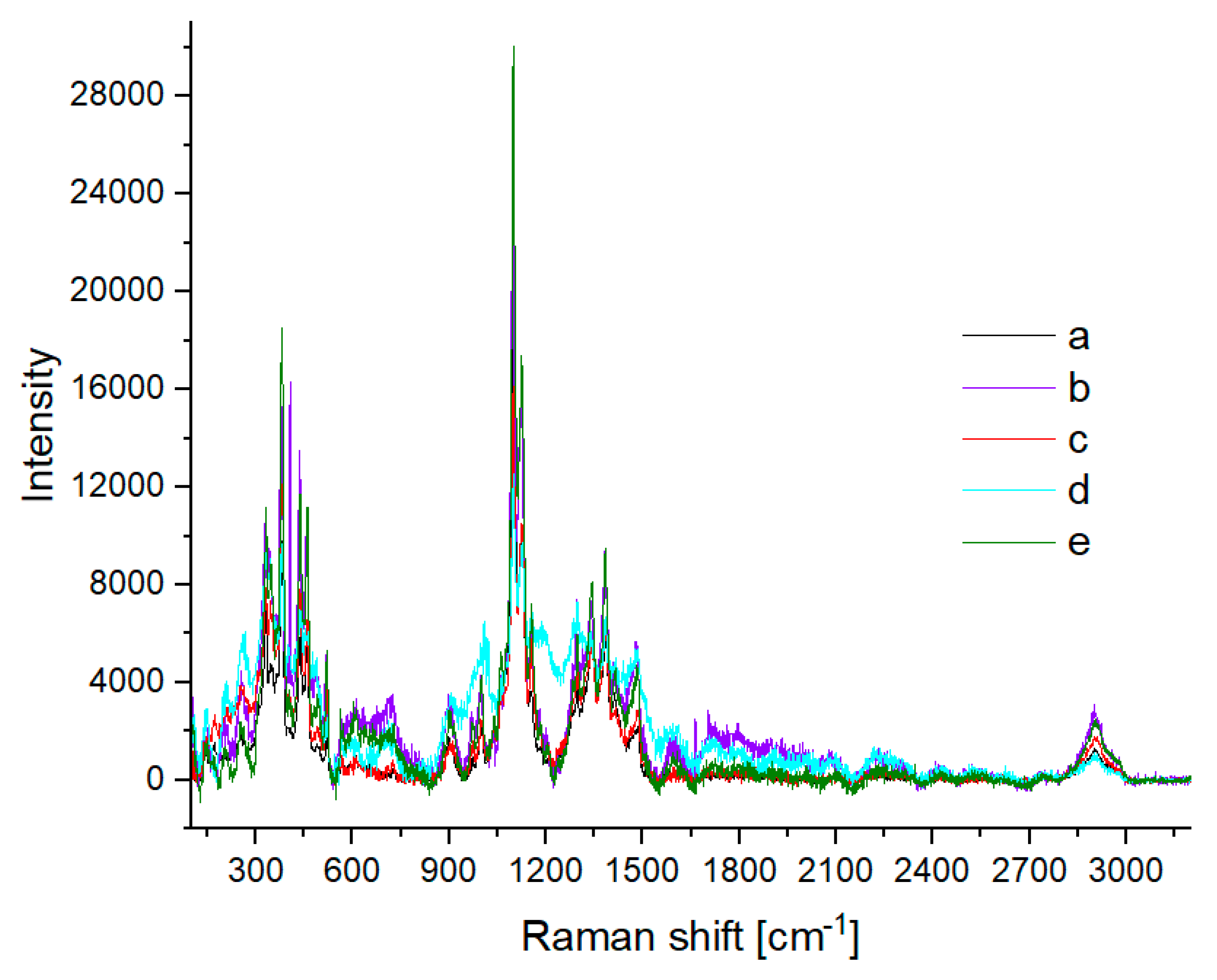
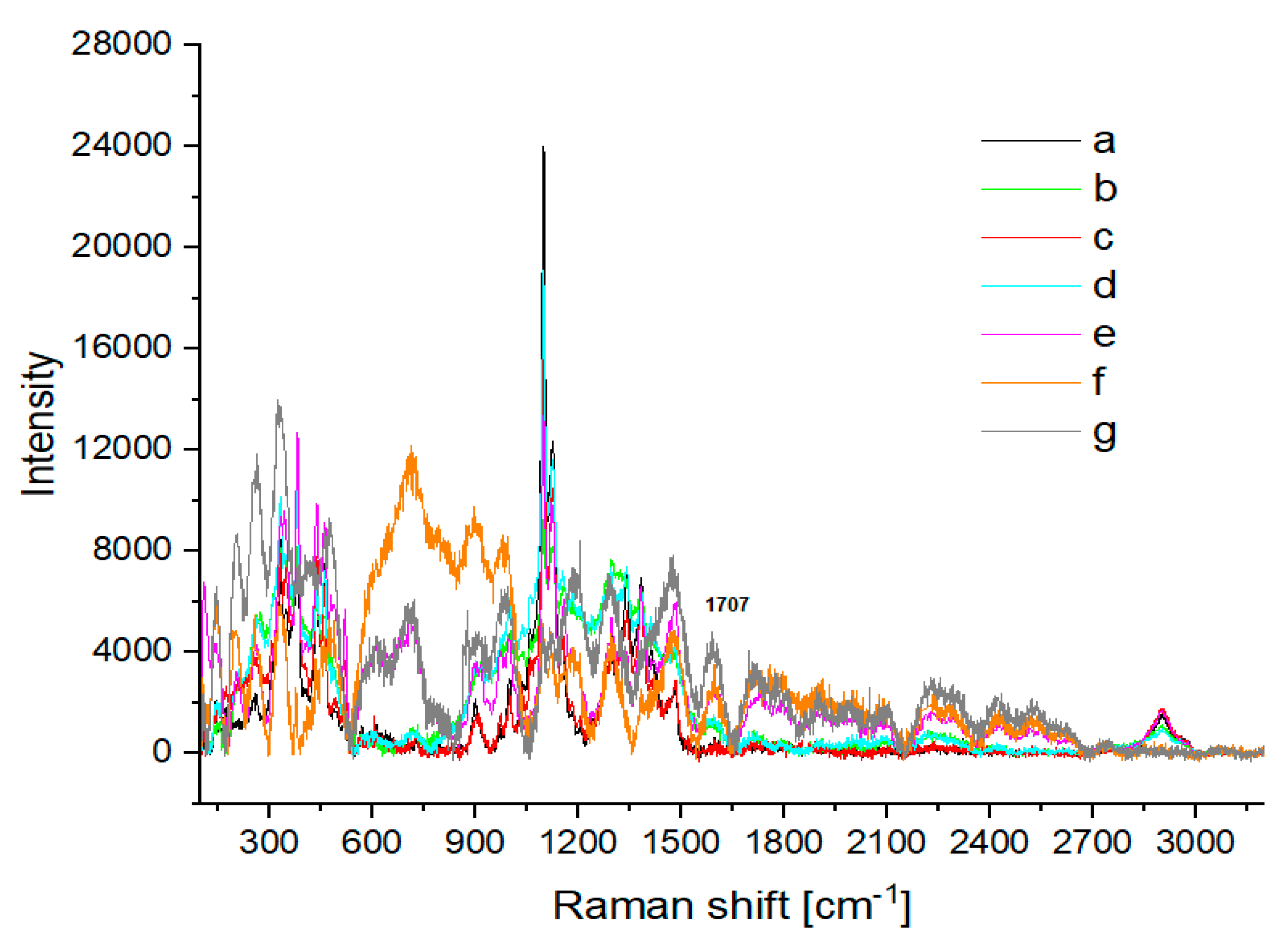
2.5. Raman Spectroscopy
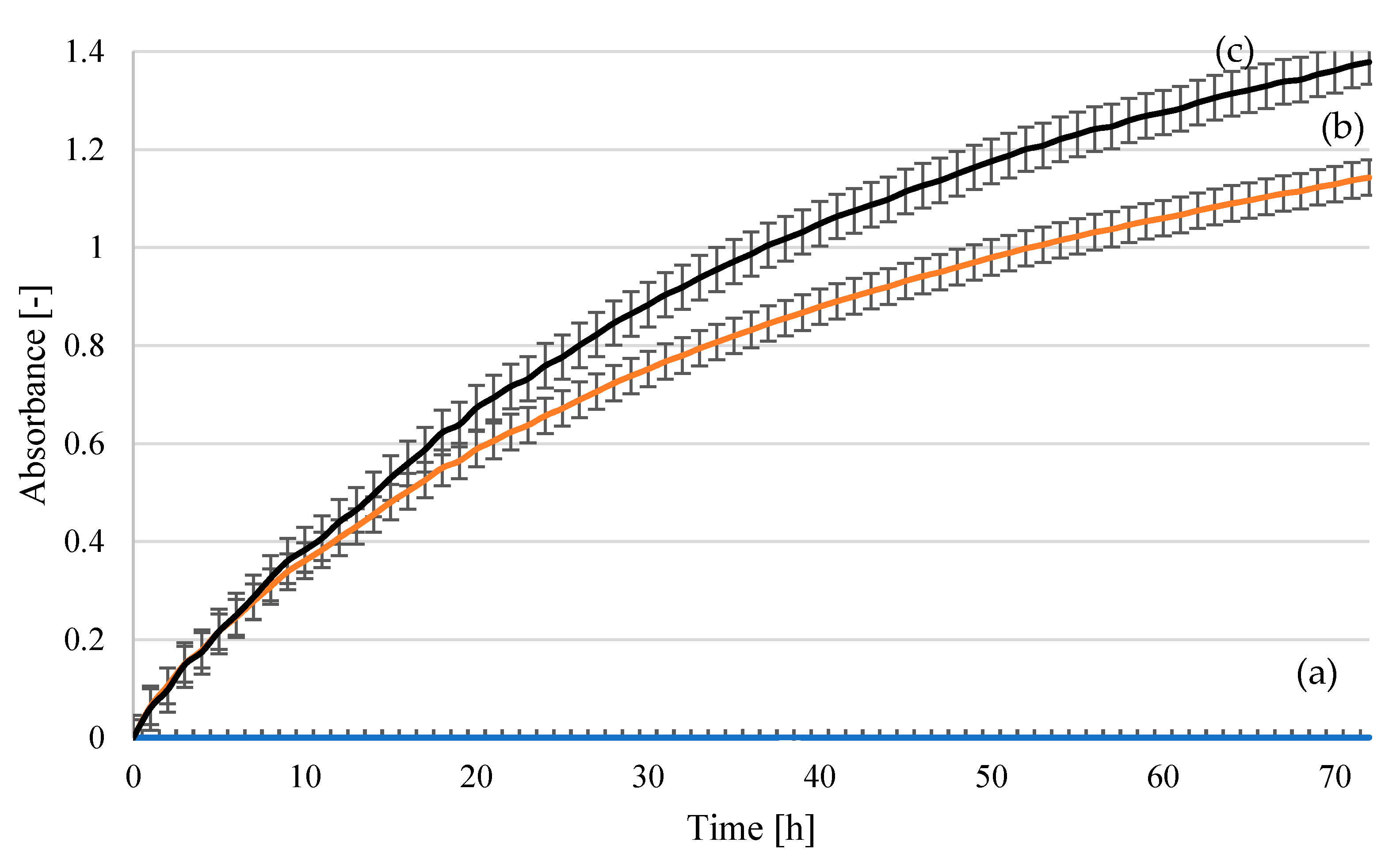
2.6. Yeast Cell Multiplication Using Cotton Hydrolysates as the Cultivation Medium
2.7. Cultivation of a Microorganism Consortium for Methane and Hydrogen Production
3. Results and Discussion
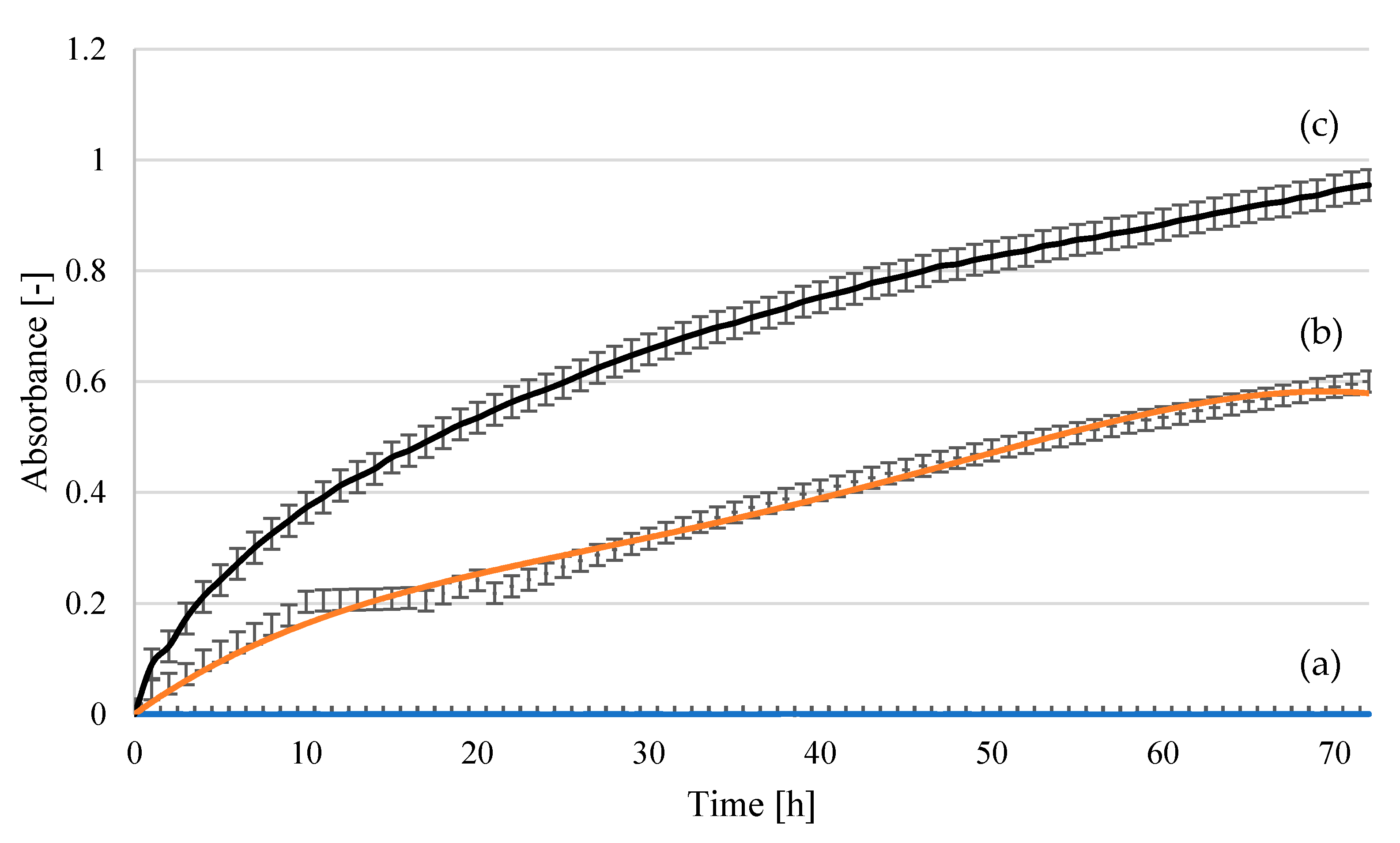
3.1. Yeast Cultivation on Cotton Substrates
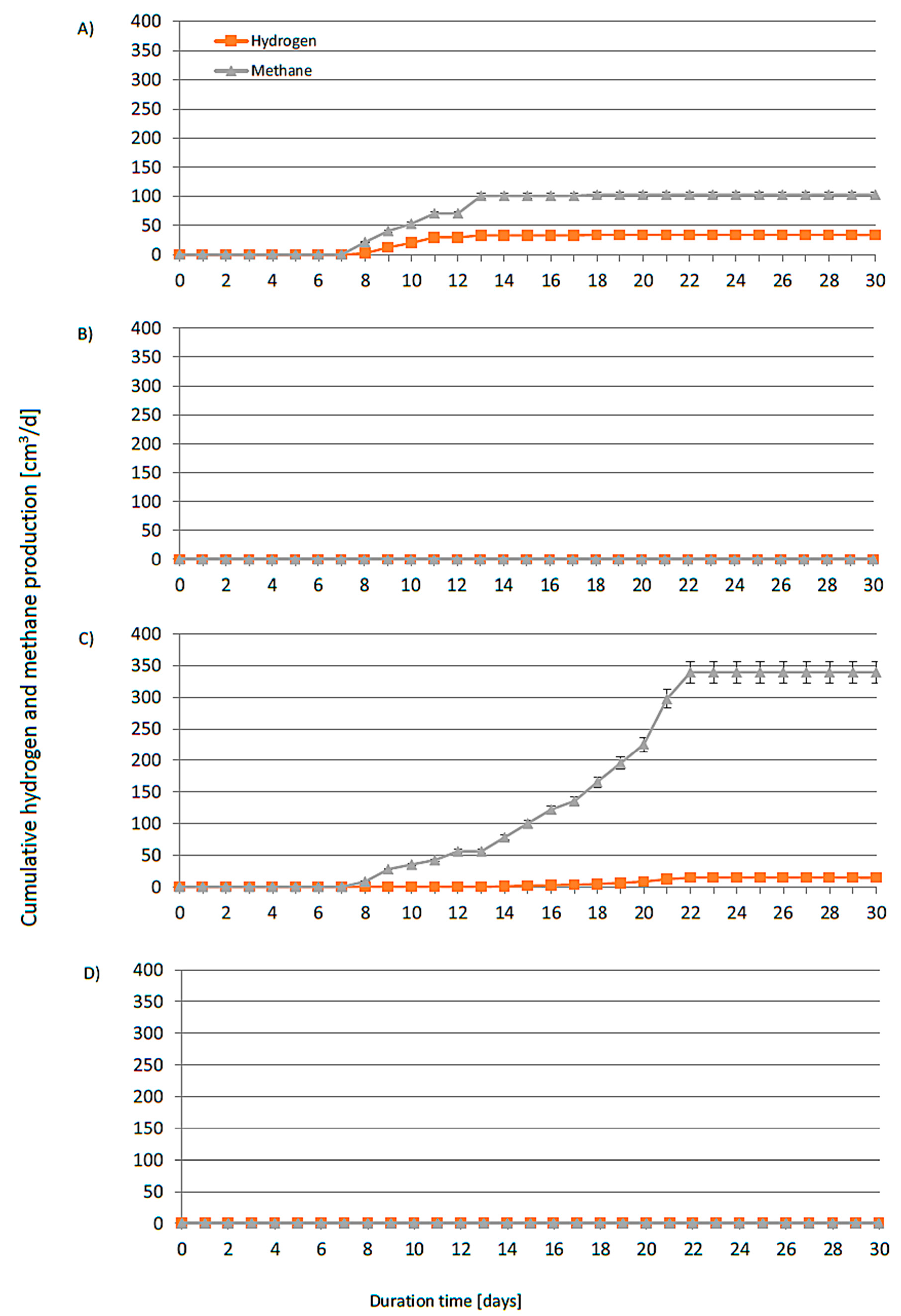
3.2. Cultivation of a Consortium of Microorganisms for the Production of Methane and Hydrogen on Substrates from Cotton Yarn Hydrolysates
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| AD | anaerobic digestion |
| BT | batch test |
| COD | chemical oxygen demand |
| DF | dark fermentation |
| SGP | specific gas production |
| SHP | specific hydrogen production |
| SMP | specific methane production |
| TAN | total ammonium nitrogen |
| TS | total solids |
| VFA | volatile fatty acids |
| VS | volatile solids |
References
- Tiseo, I. Global Waste Generation—Statistics & Facts. Available online: https://www.statista.com/topics/4983/waste-generation-worldwide/ (accessed on 18 January 2022).
- Ruiz, L. Global Textile Fibre Demand: Trends and Forecast. Available online: www.icac.org (accessed on 18 January 2022).
- Sanchis-Sebastiá, M.; Ruuth, E.; Stigsson, L.; Galbe, M.; Wallberg, O. Novel sustainable alternatives for the fashion industry: A method of chemically recycling waste textiles via acid hydrolysis. Waste Manag. 2021, 121, 248–254. [Google Scholar] [CrossRef] [PubMed]
- Apparel and Textiles: Trade Statistics. Available online: https://globaledge.msu.edu/industries/apparel-and-textiles/tradestats (accessed on 18 January 2022).
- Sandin, G.; Peters, G.M. Environmental impact of textile reuse and recycling—A review. J. Clean. Prod. 2018, 184, 353–365. [Google Scholar] [CrossRef]
- The Fiber Year 2009/10 A World Survey on Textile and Nonwovens Industry. Oerlikon May. 2010. Available online: https://www.oerlikon.com/ecomaXL/get_blob.php?name=The_Fibre_Year_2010_en_0607.pdf (accessed on 18 January 2022).
- Pensupa, N.; Leu, S.Y.; Hu, Y.; Du, C.; Liu, H.; Jing, H.; Wang, H.; Lin, C.S.K. Recent Trends in Sustainable Textile Waste Recycling Methods: Current Situation and Future Prospects. In Chemistry and Chemical Technologies in Waste Valorization; Springer, Ed.; Springer International Publishing: Cham, Switzerland, 2017; Volume 375, pp. 189–228. [Google Scholar]
- Ghaly, A.E.; Ananthashankar, R.; Alhattab, M.V.V.R.; Ramakrishnan, V.V. Production, Characterization and Treatment of Textile Effluents: A Critical Review. J. Chem. Eng. Process Technol. 2014, 5, 1–19. [Google Scholar] [CrossRef]
- The Lenzing Group. The Global Fiber Market. Available online: http://www.lenzing.com/en/investors/equity-story/global-fiber-market.html (accessed on 18 January 2022).
- Paul, R. Functional Finishes for Textiles: Improving Comfort, Performance and Protection; Woodhead Publishing: Cambridge, UK, 2015. [Google Scholar]
- Giesz, P.; Mackiewicz, E.; Grobelny, J.; Celichowski, G.; Cieślak, M. Multifunctional hybrid functionalization of cellulose fabrics with AgNWs and TiO2. Carbohydr. Polym. 2017, 177, 397–405. [Google Scholar] [CrossRef]
- Giesz, P.; Celichowski, G.; Puchowicz, D.; Kamińska, I.; Grobelny, J.; Batory, D.; Cieślak, M. Microwave-assisted TiO2: Anatase formation on cotton and viscose fabric surfaces. Cellulose 2016, 23, 2143–2159. [Google Scholar] [CrossRef] [Green Version]
- Giesz, P.; Mackiewicz, E.; Nejman, A.; Celichowski, G.; Cieślak, M. Investigation on functionalization of cotton and viscose fabrics with AgNWs. Cellulose 2017, 24, 409–422. [Google Scholar] [CrossRef] [Green Version]
- Nørup, N.; Pihl, K.; Damgaard, A.; Scheutz, C. Evaluation of a European textile sorting centre: Material flow analysis and life cycle inventory. Resour. Conserv. Recycl. 2019, 143, 310–319. [Google Scholar] [CrossRef]
- Subramanian, K.; Chopra, S.S.; Cakin, E.; Li, X.; Lin, C.S.K. Environmental life cycle assessment of textile bio-recycling—Valorizing cotton-polyester textile waste to pet fiber and glucose syrup. Resour. Conserv. Recycl. 2020, 161, 104989. [Google Scholar] [CrossRef]
- Leal Filho, W.; Ellams, D.; Han, S.; Tyler, D.; Boiten, V.J.; Paco, A.; Moora, H.; Balogun, A.L. A review of the socio-economic advantages of textile recycling. J. Clean. Prod. 2019, 218, 10–20. [Google Scholar] [CrossRef]
- Xu, Z.; Qi, R.; Xiong, M.; Zhang, D.; Gu, H.; Chen, W. Conversion of cotton textile waste to clean solid fuel via surfactant-assisted hydrothermal carbonization: Mechanisms and combustion behaviors. Bioresour. Technol. 2021, 321, 124450. [Google Scholar] [CrossRef]
- Alay, E.; Duran, K.; Korlu, A. A sample work on green manufacturing in textile industry. Sustain. Chem. Pharm. 2016, 3, 39–46. [Google Scholar] [CrossRef]
- Campbell, B.T.; Saha, S.; Percy, R.; Frelichowski, J. Status of the global cotton germplasm resources (Crop Science, (2010), 10, (1161-1179)). Crop Sci. 2010, 50, 1161–1179. [Google Scholar] [CrossRef] [Green Version]
- Leading Cotton Producing Countries Worldwide in 2019/2020. Available online: https://www.statista.com/statistics/263055/cotton-production-worldwide-by-top-countries/ (accessed on 18 January 2022).
- Ward, G.D.; Hewitt, A.D.; Russell, S.J. Fibre composition of donated post-consumer clothing in theUK. Proc. Inst. Civ. Eng. Waste Resour. Manag. 2013, 166, 29–37. [Google Scholar] [CrossRef]
- Patti, A.; Cicala, G.; Acierno, D. Eco-sustainability of the textile production: Waste recovery and current recycling in the composites world. Polymers 2021, 13, 134. [Google Scholar] [CrossRef]
- Wanassi, B.; Azzouz, B.; Hassen, M. Ben Value-added waste cotton yarn: Optimization of recycling process and spinning of reclaimed fibers. Ind. Crops Prod. 2016, 87, 27–32. [Google Scholar] [CrossRef]
- Cuiffo, M.; Jung, H.J.; Skocir, A.; Schiros, T.; Evans, E.; Orlando, E.; Lin, Y.C.; Fang, Y.; Rafailovich, M.; Kim, T.; et al. Thermochemical degradation of cotton fabric under mild conditions. Fash. Text. 2021, 8, 1–14. [Google Scholar] [CrossRef]
- Schmidt, H.; Cieślak, M. Concrete with carpet recyclates: Suitability assessment by surface energy evaluation. Waste Manag. 2008, 28, 1182–1187. [Google Scholar] [CrossRef]
- Wagaye, B.T.; Adamu, B.F.; Jhatial, A.K. Recycled Cotton Fibers for Melange Yarn Manufacturing. In Cotton Science and Processing Technology. Textile Science and Clothing Technology; Springer: Singapore, 2020; pp. 529–546. [Google Scholar]
- Bedez Ute, T.; Celik, P.; Bunyamin Uzumcu, M. Utilization of Cotton Spinning Mill Wastes in Yarn Production. In Textile Industry and Environment; IntechOpen: London, UK, 2019; pp. 1–13. [Google Scholar]
- Béchir, W.; Béchir, A.; Mohamed, B.H. Industrial cotton waste: Recycling, Reclaimed fiber behavior and quality prediction of its blend. Text. Appar. 2018, 28, 14–20. [Google Scholar]
- Wang, S.; Yu, X.; Chen, X.; Hou, W.; Niu, M. Recycling of Cotton Fibers Separated from the Waste Blend Fabric. J. Nat. Fibers 2020, 17, 520–531. [Google Scholar] [CrossRef]
- Sun, X.; Lu, C.; Liu, Y.; Zhang, W.; Zhang, X. Melt-processed poly(vinyl alcohol) composites filled with microcrystalline cellulose from waste cotton fabrics. Carbohydr. Polym. 2014, 101, 642–649. [Google Scholar] [CrossRef]
- Low, J.H.; Rahman, W.A.W.A. Plant fibers: Renewable reinforcing filler in polyolefin bio-composites. In Natural Fibers; Kozlowski, R.M., Muzyczek, M., Eds.; Nova Science Publishers, Inc.: Hauppauge, NY, USA, 2017; pp. 303–324. ISBN 978-1-53612-071-4. [Google Scholar]
- Hsieh, Y.L. Chemical structure and properties of cotton. Cott. Sci. Technol. 2006, 3–34. [Google Scholar] [CrossRef]
- Degani, O. Synergism between Cutinase and Pectinase in the Hydrolysis of Cotton Fibers’ Cuticle. Catalysts 2021, 11, 84. [Google Scholar] [CrossRef]
- Szymański, Ł.; Grabowska, B.; Kurleto, Ż.; Kaczmarska, K. Celuloza i jej pochodne—Zastosowanie w przemyśle. Arch. Foundry Eng. 2015, 15, 129–132. [Google Scholar]
- Huang, Y.B.; Fu, Y. Hydrolysis of cellulose to glucose by solid acid catalysts. Green Chem. 2013, 15, 1095–1111. [Google Scholar] [CrossRef]
- Håkansson, H.; Ahlgren, P. Acid hydrolysis of some industrial pulps: Effect of hydrolysis conditions and raw material. Cellulose 2005, 12, 177–183. [Google Scholar] [CrossRef]
- Sasaki, C.; Kiyokawa, A.; Asada, C.; Nakamura, Y. Glucose and Valuable Chemicals Production from Cotton Waste Using Hydrothermal Method. Waste Biomass Valorization 2019, 10, 599–607. [Google Scholar] [CrossRef]
- Dahlbo, H.; Aalto, K.; Eskelinen, H.; Salmenperä, H. Increasing textile circulation—Consequences and requirements. Sustain. Prod. Consum. 2017, 9, 44–57. [Google Scholar] [CrossRef]
- Ioelovich, M. Study of Cellulose Interaction with Concentrated Solutions of Sulfuric Acid. ISRN Chem. Eng. 2012, 2012, 428974. [Google Scholar] [CrossRef] [Green Version]
- Nguyen, T.M.; Chang, S.C.; Condon, B.; Thomas, T.P.; Azadi, P. Thermal decomposition reactions of cotton fabric treated with piperazine-phosphonates derivatives as a flame retardant. J. Anal. Appl. Pyrolysis 2014, 110, 122–129. [Google Scholar] [CrossRef]
- Puchowicz, D.; Nejman, A.; Kamińska, I.; Cieślak, M. Effect of Reactive Dyeing on Fabrics Modification with Silver Nanowires (AgNWs). ACS Omega 2021, 6, 26077–26085. [Google Scholar] [CrossRef]
- Binczarski, M.J.; Malinowska, J.; Stanishevsky, A.; Severino, C.J.; Yager, R.; Cieslak, M.; Witonska, I.A. A Model Procedure for Catalytic Conversion of Waste Cotton into Useful Chemicals. Materials 2021, 14, 1981. [Google Scholar] [CrossRef] [PubMed]
- Woo, K.S.; Kim, H.Y.; Hwang, I.G.; Lee, S.H.; Jeong, H.S. Characteristics of the Thermal Degradation of Glucose and Maltose Solutions. Prev Nutr Food Sci. 2015, 20, 102–109. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Garside, P.; Wyeth, P. Identification of cellulosic fibres by FTIR spectroscopy: Differentiation of flax and hemp by polarized ATR FTIR. Stud. Conserv. 2006, 51, 205–211. [Google Scholar] [CrossRef]
- Kavkler, K.; Demšar, A. Examination of cellulose textile fibres in historical objects by micro-Raman spectroscopy. Spectrochim. Acta—Part A Mol. Biomol. Spectrosc. 2011, 78, 740–746. [Google Scholar] [CrossRef]
- Puchowicz, D.; Cieslak, M. Raman Spectroscopy in the Analysis of Textile Structures. In Recent Developments in Atomic Force Microscopy and Raman Spectroscopy for Materials Characterization; IntechOpen: London, UK, 2022. [Google Scholar]
- Modelska, M.; Berlowska, J.; Kregiel, D.; Cieciura, W.; Antolak, H.; Tomaszewska, J.; Binczarski, M.; Szubiakiewicz, E.; Witonska, I.A. Concept for Recycling Waste Biomass from the Sugar Industry for Chemical and Biotechnological Purposes. Molecules 2017, 22, 1544. [Google Scholar] [CrossRef] [Green Version]
- Wakelyn, P.J.; Bertoniere, N.R.; French, A.D.; Thibodeaux, D.P.; Triplett, B.A.; Rousselle, M.A.; Goynes, W.R., Jr.; Edwards, J.V.; Hunter, L.; McAlister, D.D. Cotton Fiber Chemistry and Technology; CRC Press: Boca Raton, 2007; ISBN 9780429141263. [Google Scholar]
- Cieciura-Włoch, W.; Binczarski, M.; Tomaszewska, J.; Borowski, S.; Domański, J.; Dziugan, P.; Witońska, I. The use of acid hydrolysates after furfural production from sugar waste biomass as a fermentation medium in the biotechnological production of hydrogen. Energies 2019, 12, 3222. [Google Scholar] [CrossRef] [Green Version]
- Cieciura-Włoch, W.; Borowski, S.; Domański, J. Dark fermentative hydrogen production from hydrolyzed sugar beet pulp improved by nitrogen and phosphorus supplementation. Bioresour. Technol. 2021, 340, 125622. [Google Scholar] [CrossRef]
- Cieciura-Włoch, W.; Borowski, S. Biohydrogen production from wastes of plant and animal origin via dark fermentation. J. Environ. Eng. Landsc. Manag. 2019, 27, 101–113. [Google Scholar] [CrossRef]
- Searmsirimongkol, P.; Rangsunvigit, P.; Leethochawalit, M.; Chavadej, S. Hydrogen production from alcohol distillery wastewater containing high potassium and sulfate using an anaerobic sequencing batch reactor. Int. J. Hydrogen Energy 2011, 36, 12810–12821. [Google Scholar] [CrossRef]
- Zou, J.; Zhang, G.; Xu, X. One-pot photoreforming of cellulosic biomass waste to hydrogen by merging photocatalysis with acid hydrolysis. Appl. Catal. A Gen. 2018, 563, 73–79. [Google Scholar] [CrossRef]
- Muñoz-Páez, K.M.; Alvarado-Michi, E.L.; Buitrón, G.; Valdez-Vazquez, I. Distinct effects of furfural, hydroxymethylfurfural and its mixtures on dark fermentation hydrogen production and microbial structure of a mixed culture. Int. J. Hydrogen Energy 2019, 44, 2289–2297. [Google Scholar] [CrossRef]
- Civelek Yoruklu, H.; Koroglu, E.O.; Ozdemir, O.K.; Demir, A.; Ozkaya, B. Bioenergy production from cotton straws using different pretreatment methods. Int. J. Hydrogen Energy 2020, 45, 34720–34729. [Google Scholar] [CrossRef]






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| IR [cm−1] | Description [44] | Raman [cm−1] | Description [45,46] |
|---|---|---|---|
| 330, 383 | CCC, CCO ring deformation | ||
| 1029 | C-OH alcohol stretching | 437, 461 | CCC ring deformation |
| 1053 | C-OH alcohol stretching | 523 | COC glycosidic linkage deformation |
| 1106 | COC in glycosodic linkage stretching | 902, 1001 | CH skeletal rotation |
| 1160 | CCC ring asymmetric stretching | 1101 | COC glycosidic ring breathing symmetric stretching |
| 1314 | CH bending | 1122 | COC glycosodic ring breathing asymmetric stretching |
| 1426 | CH bending | 1344 | CH2 vibration |
| 1600 | H2O adsorbed | 1385 | CH2 vibration |
| 2916 | CH stretching | 1484 | CH2 vibration |
| 3333 | OH stretching | 2900 | CH stretching |
| Strain | Cultivation Time | Medium | ||
|---|---|---|---|---|
| Hydrolysate following Treatment at 140 °C, 2 h, 2% H2SO4 | Hydrolysate following Treatment at 140 °C, 2 h, 2% H3PO4 | |||
| Colony forming units [cfu/cm3] | Saccharomyces cerevisiae Ethanol Red | 0 h | 1.8 · 106 | 1.7 · 106 |
| 48 h | 6.8 · 107 | 8.6 · 107 | ||
| 72 h | 9.2 · 107 | 1.0 · 108 | ||
| Saccharomyces cerevisiae Tokay ŁOCK0204 | 0 h | 1.1 · 106 | 1.4 · 106 | |
| 48 h | 3.5 · 107 | 5.5 · 107 | ||
| 72 h | 5.2 · 107 | 8.7 · 107 | ||
| Indicator | Unit | Inoculum | Cotton Hydrolysate (H2SO4) | Cotton Hydrolysate (H3PO4) |
|---|---|---|---|---|
| pH | - | 7.47 ± 0.12 | 5.51 ± 0.15 | 5.83 ± 0.09 |
| Total solids | g/kg | 17.81 ± 0.68 | 29.04 ± 1.08 | 27.64 ± 1.21 |
| Volatile solids | g/kg | 11.85 ± 0.39 | 26.48 ± 1.11 | 25.03 ± 1.36 |
| COD | gO2/kg | 3.14 ± 0.04 | 7.18 ± 0.06 | 6.45 ± 0.02 |
| Glucose | g/dm3 | - | 2.48 ± 0.05 | 10.56 ± 0.02 |
| TAN | mgN/dm3 | 233.82 ± 0.12 | 2.13 ± 0.01 | 1.79 ± 0.02 |
| P-PO43- | mgP/dm3 | 308.25 ± 3.77 | 0.76 ± 0.01 | 4.89 ± 0.01 |
| Iron | mgFe/dm3 | 0.30 ± 0.01 | 0.28 ± 0.01 | 0.35 ± 0.01 |
| Experimental Run | |||||||||
|---|---|---|---|---|---|---|---|---|---|
| Indicator | Unit | AD-1 | AD-2 | AD-3 | AD-4 | DF-1 | DF-2 | DF-3 | DF-4 |
| TS | g/kg | 67.16 ± 1.08 | 70.06 ± 0.52 | 50.90 ± 0.67 | 52.99 ± 1.25 | 67.16 ± 1.08 | 70.06 ± 0.52 | 50.90 ± 0.67 | 52.99 ± 1.25 |
| VS | g/kg | 36.77 ± 1.11 | 35.65 ± 0.87 | 32.07 ± 0.97 | 32.64 ± 1.35 | 36.77 ± 1.11 | 35.65 ± 0.87 | 32.07 ± 0.97 | 32.64 ± 1.35 |
| Hydrolysis | 2% H2SO4 | 2% H2SO4 | 2% H3PO4 | 2% H3PO4 | 2% H2SO4 | 2% H2SO4 | 2% H3PO4 | 2% H3PO4 | |
| NaOH | KOH | NaOH | KOH | NaOH | KOH | NaOH | KOH | ||
| X/S * | gVS/gVS | 2:1 | 2:1 | 2:1 | 2:1 | 2:1 | 2:1 | 2:1 | 2:1 |
| Inoculum | g | 300 ± 0.25 | 300 ± 0.25 | 300 ± 0.25 | 300 ± 0.25 | 200 ± 0.25 | 200 ± 0.25 | 200 ± 0.25 | 200 ± 0.25 |
| Substrate | g | 48.34 ± 1.25 | 49.86 ± 2.47 | 55.43 ± 1.82 | 54.46 ± 2.15 | 48.34 ± 1.25 | 49.86 ± 2.47 | 55.43 ± 1.82 | 54.46 ± 2.15 |
| pHinitial | - | 7.11 ± 0.09 | 7.02 ± 0.12 | 7.09 ± 0.17 | 7.12 ± 0.08 | 5.51 ± 0.15 | 5.48 ± 0.06 | 5.53 ± 0.18 | 5.47 ± 0.15 |
| pHend | - | 7.61 ± 0.05 | 6.33 ± 0.10 | 6.52 ± 0.08 | 67.32 ± 0.15 | 7.25 ± 0.02 | 6.50 ± 0.13 | 6.22 ± 0.24 | 7.10 ± 0.23 |
| Duration | days | 30 | 30 | 30 | 30 | 30 | 30 | 30 | 30 |
| Cumulative biogas volume | cm3/d | 785.00 ± 8.05 | 694.00 ± 6.02 | 1940.00 ± 10.54 | 1160.00 ± 9.25 | 500.00 ± 4.12 | 249.00 ± 1.08 | 100.00 ± 0.56 | 630.00 ± 2.68 |
| SGP | Ndm3/kgVSfeed | 435.69 ± 3.45 | 198.67 ± 3.15 | 687.61 ± 7.28 | 407.18 ± 2.70 | 316.36 ± 4.62 | 217.47 ± 2.49 | 318.99 ± 1.47 | 138.20 ± 3.58 |
| SHP | Ndm3H2/kgVS | 20.64 ± 1.52 | 10.53 ± 0.98 | 42.47 ± 2.45 | 9.15 ± 0.96 | 18.18 ± 0.92 | 0.00 ± 0.00 | 5.08 ± 0.58 | 0.00 ± 0.00 |
| SMP | Ndm3CH4/kgVS | 195.56 ± 6.48 | 86.59 ± 9.56 | 277.61 ± 15.04 | 94.97 ± 1.20 | 56.86 ± 1.00 | 0.00 ± 0.00 | 120.22 ± 8.44 | 0.00 ± 0.00 |
| H2 content | % | 4.93 ± 0.25 | 5.31 ± 0.48 | 6.55 ± 0.78 | 3.92 ± 1.28 | 9.15 ± 1.06 | 0.00 ± 0.00 | 2.59 ± 0.54 | 0.00 ± 0.00 |
| CH4 content | % | 45.83 ± 2.02 | 45.76 ± 3.25 | 27.01 ± 2.01 | 35.10 ± 2.00 | 21.04 ± 2.00 | 0.00 ± 0.00 | 44.00 ± 1.77 | 0.00 ± 0.00 |
| CO2 content | % | 16.00 ± 0.62 | 12.00 ± 0.14 | 11.00 ± 0.68 | 9.00 ± 0.20 | 5.00 ± 0.54 | 0.00 ± 0.00 | 12.00 ± 1.08 | 5.00 ± 0.04 |
| H2S content | ppm | 986.00 ± 0.00 | 640.00 ± 0.09 | 21.00 ± 0.08 | 10.00 ± 0.14 | 26.00 ± 0.05 | 21.00 ± 0.00 | 39.00 ± 2.56 | 13.00 ± 0.53 |
| TAN | mgN/dm3 | 120.24 ± 0.02 | 138.35 ± 0.02 | 159.76 ± 0.02 | 85.65 ± 0.02 | 230.59 ± 0.02 | 293.18 ± 0.02 | 224.00 ± 0.02 | 105.41 ± 0.02 |
| P-PO43− | mgP/dm3 | 156.63 ± 0.02 | 132.48 ± 0.02 | 206.88 ± 0.02 | 301.52 ± 0.02 | 229.73 ± 0.02 | 168.38 ± 0.02 | 194.48 ± 0.02 | 246.04 ± 0.02 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Binczarski, M.J.; Malinowska, J.Z.; Berlowska, J.; Cieciura-Wloch, W.; Borowski, S.; Cieslak, M.; Puchowicz, D.; Witonska, I.A. Concept for the Use of Cotton Waste Hydrolysates in Fermentation Media for Biofuel Production. Energies 2022, 15, 2856. https://doi.org/10.3390/en15082856
Binczarski MJ, Malinowska JZ, Berlowska J, Cieciura-Wloch W, Borowski S, Cieslak M, Puchowicz D, Witonska IA. Concept for the Use of Cotton Waste Hydrolysates in Fermentation Media for Biofuel Production. Energies. 2022; 15(8):2856. https://doi.org/10.3390/en15082856
Chicago/Turabian StyleBinczarski, Michal J., Justyna Z. Malinowska, Joanna Berlowska, Weronika Cieciura-Wloch, Sebastian Borowski, Malgorzata Cieslak, Dorota Puchowicz, and Izabela A. Witonska. 2022. "Concept for the Use of Cotton Waste Hydrolysates in Fermentation Media for Biofuel Production" Energies 15, no. 8: 2856. https://doi.org/10.3390/en15082856
APA StyleBinczarski, M. J., Malinowska, J. Z., Berlowska, J., Cieciura-Wloch, W., Borowski, S., Cieslak, M., Puchowicz, D., & Witonska, I. A. (2022). Concept for the Use of Cotton Waste Hydrolysates in Fermentation Media for Biofuel Production. Energies, 15(8), 2856. https://doi.org/10.3390/en15082856