3.1. Grey Scale Analysis
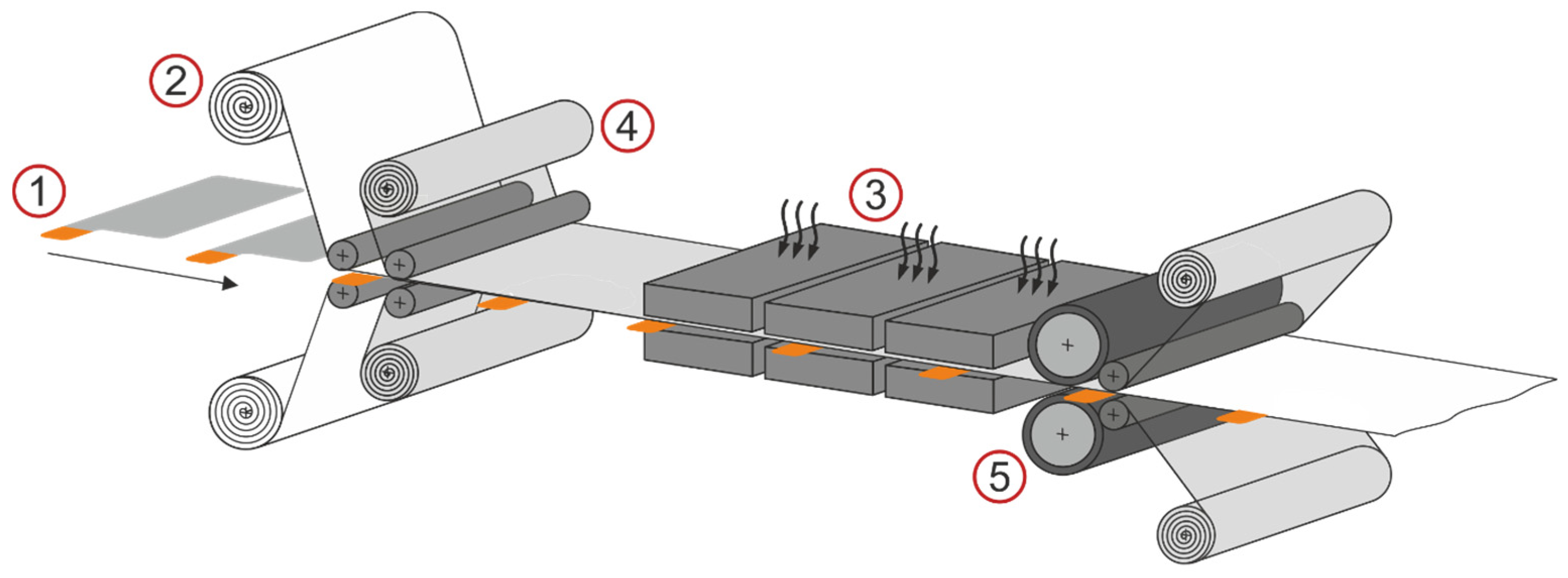
To investigate the relationship between the optical surface properties of cathode–separator laminates and the process parameters of the lamination process (lamination pressure and temperature), a total of 72 laminates were subjected to a grey scale analysis. Ten parameter pairings were examined for a total of three separators, a nonwoven separator (separator A), a membrane-based monolayer (separator B) and a membrane-based trilayer (separator C), whose structural design is different. The sample size for each parameter pairing was three. The roller configuration of the lamination system consists of an upper roller with an aluminum core with a fluoroelastomer coating (hardness of 70 Sh) and a lower roller with an aluminum core with a non-stick coating. The process parameters varied were the lamination temperature in the range of 60 °C to 150 °C and the lamination pressure in the range of 4 Nmm
−2 to 7 Nmm
−2.
Figure 3 shows the average grey values of the laminated surfaces and the corresponding standard deviations of the three separators for the respective parameter pairings.
Table A1 in
Appendix A shows the numerical values.
For all electrode–separator composites investigated, the grey values differ between the three types of separator, regardless of the process parameters. Electrode separator laminates produced with separator A (nonwoven separator impregnated with ceramic particles) have an average grey value of approximately 180 and contact pressure and temperature have no significant influence on the grey value in the process parameter range investigated. The pressure and temperature range in which separator A can be processed according to this grey scale value investigation without a change in the optical properties and thus possible damage to the separator extends from 60 °C up to 150 °C for all three tested pressure levels (see red box in
Figure 3).
Separator B (membrane-based monolayer) was stable in terms of its optical transparency in the temperature range from 60 °C to 130 °C and achieved an average grey value of approximately 160 at all three pressure levels. Only at temperatures above 130 °C did the measured grey value of the separator surface drop to values below 140. The grey scale images in
Figure 3 illustrate this observation. While there was no clear difference between the grey scale images at 100 °C (a) and 130 °C (b), the decrease of the grey value at 150 °C (c) is clearly visible in the grey scale images. The linear patterns (PVdF coating) also became increasingly distinct as the temperature rises. The separator became optically more transparent due to thermal stress and the dark cathode surface was more clearly visible, which results in a reduction of the grey value. Based on the results of this grey value analysis, the temperature range from 60 °C to 130 °C can be considered suitable for separator B for all three pressure levels (see red box in
Figure 3). It should be noted that it is important to verify that the mechanical adhesion between separator and electrode is also sufficient in the entire temperature range from 60 °C to 130 °C and that there are no limitations on the electrochemical properties of the electrode–separator laminates in this range.
The largest temperature-dependent differences in grey value were measured for separator C (membrane-based trilayer). At a lamination temperature of 60 °C, the grey value for all three pressure levels is approximately 140. At this temperature, no material bond between separator and cathode was formed, and thus, no laminate was produced. Above a temperature of 80 °C, electrode–separator laminates with sufficient bonding between cathode and separator could be produced. The grey value reaches 120 at a lamination temperature of 80 °C and remains constant at this value until a temperature of 120 °C. Starting at 130 °C, the measured grey value of the laminate surface drops significantly and reaches its minimum value of approximately 85 at 150 °C and a lamination pressure of 5.5 Nmm−2. With regard to the different pressure levels, it is evident that the lamination pressure has an effect on the grey value for separator C from temperatures above 130 °C, although no systematic correlations are evident from the data collected.
The results of the grey value measurements allow an assignment of the process parameters lamination temperature to surface grey values of different separators only partially or only in certain process parameter ranges. It could not be proven that the lamination pressure has an effect on the optical transparency of laminated separators.
While it was not possible for separator A to assign certain lamination temperatures to certain grey values, an assignment can be made to some extent for separators B and C. With separator B, the decrease in the grey value from 130 °C also represents the beginning of the thermally-induced destruction of the separator. Here, the decrease in grey value is a useful indicator of the limit of the lamination process range. With regards to separator C, this thermal destruction of the separator already begins at a lamination temperature of 120 °C and is also indicated by a clear decrease in the grey value. In addition, the grey value at 60 °C for separator C can be attributed to incomplete lamination of the electrode and separator, as it was not possible to create a material bond between the two joining partners, electrode and separator at this lamination temperature. As a result, a grey value of around 120 can be used as a desirable value for Separator C.
Furthermore, the grey scale measurement results show that by measuring the optical transparency of membrane-based laminable separators, it is possible to indirectly determine the lamination temperature and to analyse whether lamination was performed within a certain temperature range (see red boxes in
Figure 3). Further investigation is needed to show whether similar relationships can also be derived for other process parameters such as the lamination pressure or the feed rate.
The relatively short measuring time of the grey scale value measurements allows the use as an inline-capable method for the analysis of electrode–separator laminates and can thus be an option for cost-effective process monitoring that can also be adapted to existing lamination systems. Moreover, the grey value measurement could then have the potential to be used long term as a metrology tool to optimize the output material and the process in large-scale battery production.
3.2. High-Potential Test
Different from the previous method, high-potential tests were carried out to investigate the influence of three feed rates (1.0 m min−1, 0.5 m min−1, 0.1 m min−1) during lamination on the electrical resistance of the separator. For that, separators B (membrane-based monolayer) and C (membrane-based trilayer) were examined. Since the grey scale results for these separators were not stable at high temperatures and pressure, the lamination pressure and temperature were kept constant at 5.5 Nmm−2 and 100 °C, respectively. The separators were laminated on cathodes and processed into 1-compartment cell stacks consisting of one anode and one cathode–separator laminate. A non-laminated cell stack was used as a baseline for each separator and the roller configuration of the lamination system is the same as for the grey scale experiments.
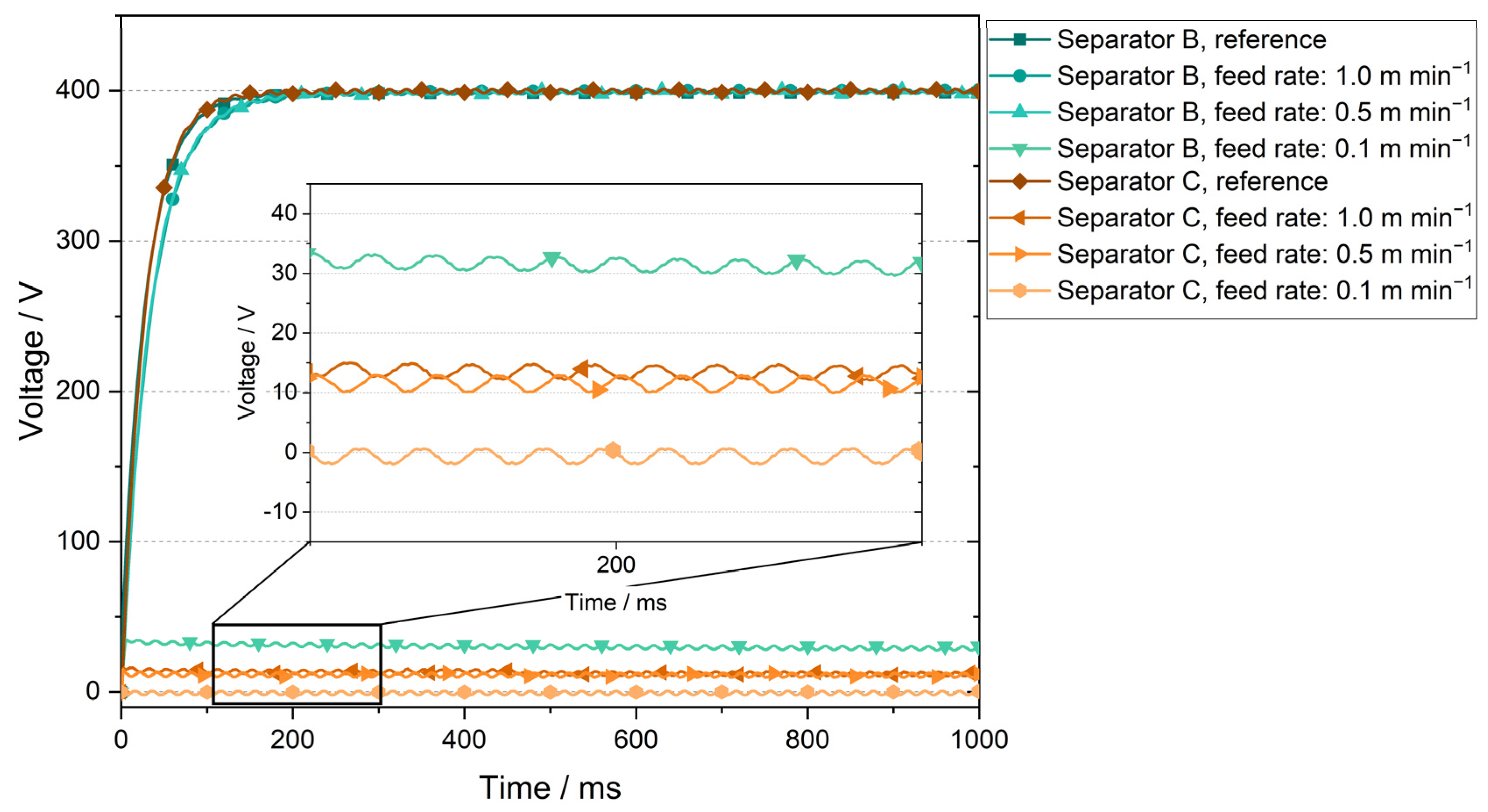
Results of the high potential test can be seen in
Figure 4, where the measured voltage for each cell stack is plotted over the measurement period of 1 s. The initial rise in voltage in the first 100 ms results from the test setup. For clarity, a section of the voltage range from 0 V to 40 V is shown enlarged.
In the reference setup, separator B showed the expected voltage curve over the one-second measurement period, maintaining the specified voltage of 400 V without discharges. The same behavior was observed at material feed rates of 1.0 m min
−1 and 0.5 m min
−1. At a feed rate of 0.1 m min
−1, the separator B withstood a voltage of approximately 32 V for the entire test duration. The reference cell stack produced with separator C presented the same expected voltage curve as the separator B reference. At a feed rate of 1.0 m min
−1 during lamination, separator C could not maintain the desired voltage of 400 V and the results showed a voltage of about 14 V. At a material feed rate of 0.5 m min
−1, separator C could withstand 12 V. At a 0.1 m min
−1 feed rate, the maintained voltage was close to zero (approximately 0.15 V). This behavior of withstanding lower voltages was not observed in the previous high potential experiments done by Hoffmann et al. [
19].
In cell operations, the expected voltage for the electrodes used in this work was approximately 3.6 V. Consequently, cell failure, e.g., due to short-circuit, would not be expected when using the laminates produced with material feed rates of 1.0 m min−1 and 0.5 m min−1. For separator B, an immediate short-circuit would not be expected to occur even for a material feed rate of 0.1 m min−1 as the separator can withstand 32 V constantly. However, the high-potential results for separator C showed a significant reduction in the electrical resistance at the slower feed rate of 0.1 m min−1 and a short-circuit in cell operation is, therefore, expected.
Overall, high potential tests confirm to be a viable method to study optimal lamination process parameters since it allows damage-free analysis of the separator electrical resistance. The results of the presented investigation show that the material feed rate during lamination considerably affects the condition of the separator as an electrical resistor. Moreover, the resistance with respect to the adjustment of the material feed varies for each separator type with separator C (membrane-based trilayer) presenting poorer resistance than separator B (membrane-based monolayer) at low feed rates. Although lower voltages will probably not present short-circuits for an operation under 3.6 V, the longevity of the separator during several charging and discharging processes as well as the unexpected behavior of the voltage curve, especially for separator C, needs to be thoroughly investigated and verified. For this purpose, the electrical chemical properties of a cell produced with separator C will be investigated in the next section.
3.3. Measurements of Electrochemical Cell Properties
As part of the ageing tests of one-compartment cells consisting of a cathode laminated with separator C (membrane-based trilayer separator) and an anode, five cells were produced for each of the nine parameter pairings. For this purpose, the three lamination temperatures 80 °C, 100 °C and 120 °C were combined (full factorial) with three lamination pressures 10 Nmm
−2, 20 Nmm
−2 and 30 Nmm
−2. An upper and lower roller with an aluminum core with non-stick coating was chosen as the roller configuration of the lamination system. As a reference, cells were used that were manufactured with the same membrane-based trilayer separator, but the separator was not laminated to the cathode.
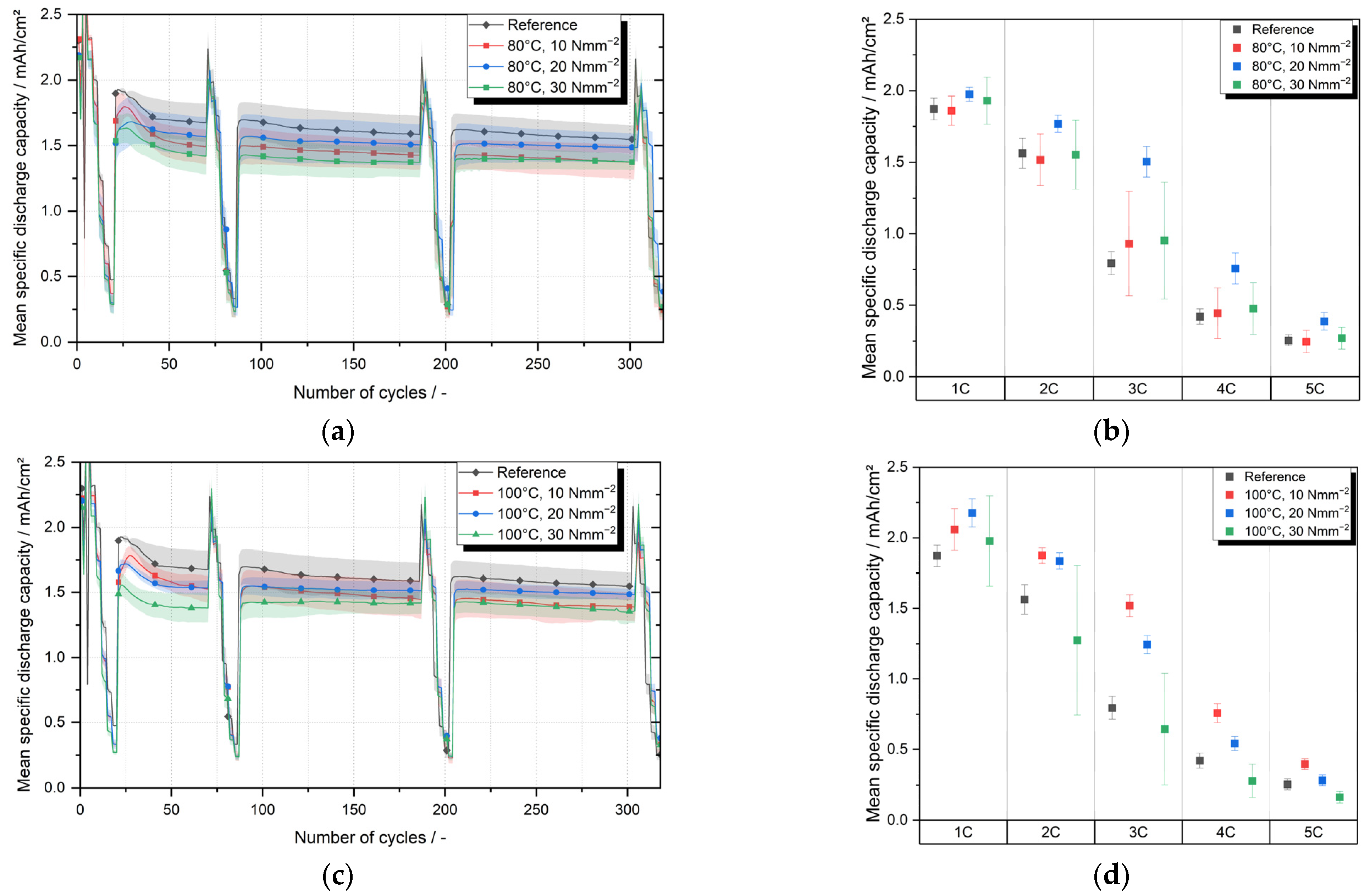
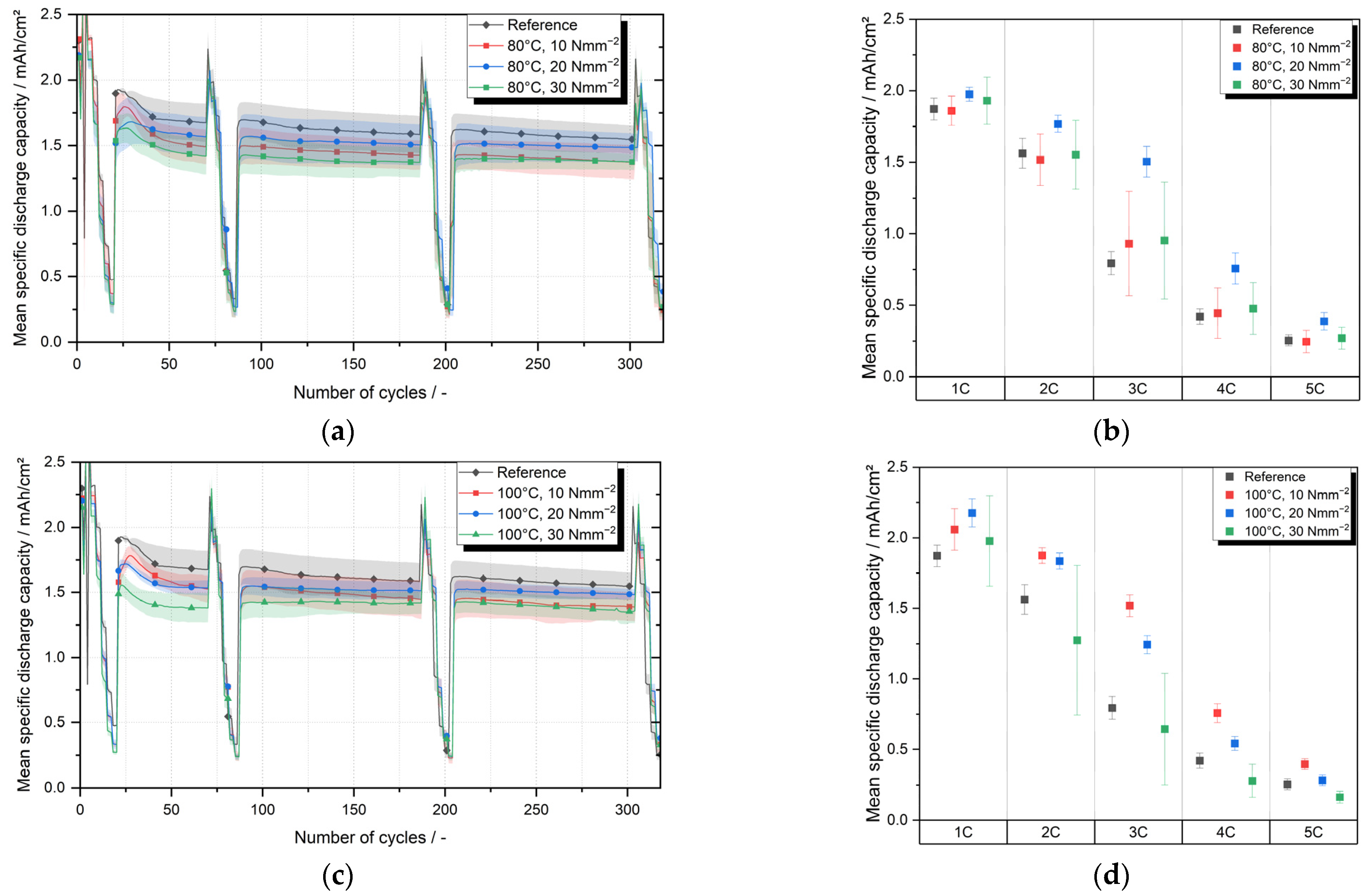
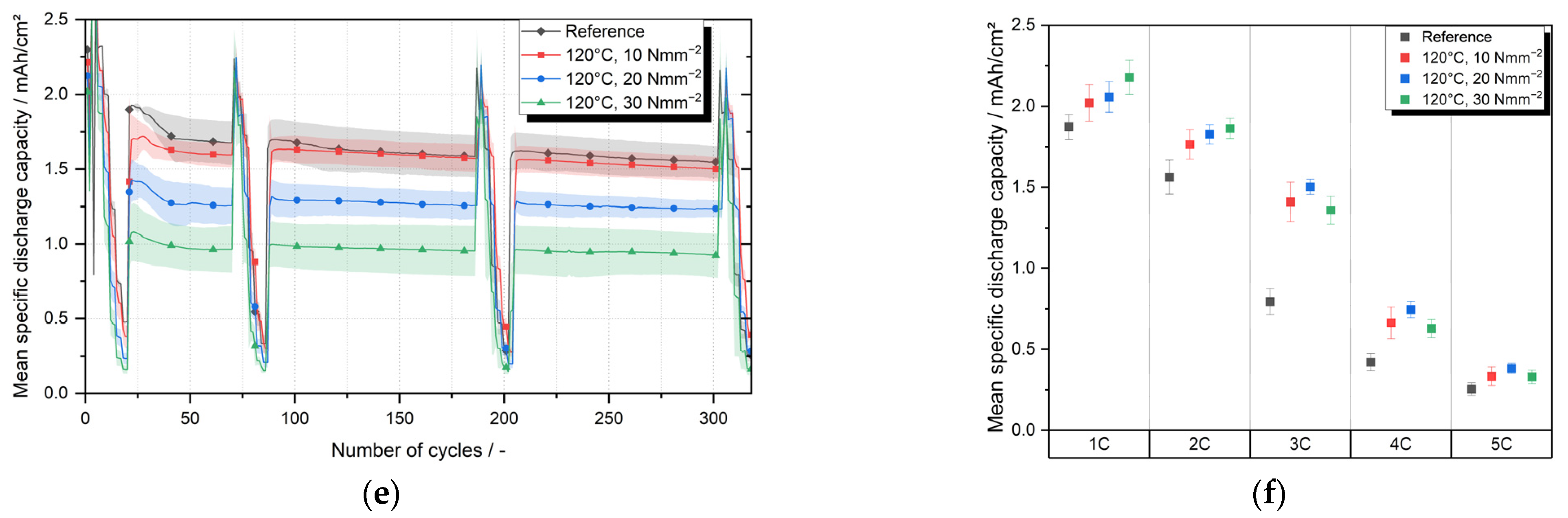
Figure 5a,c,e shows the mean specific discharge capacities over 300 cycles of the cells whose cathode–separator laminates were laminated at 80 °C, 100 °C and 120 °C.
Table 1 lists the average discharge capacities after 30 cycles (after the first C-rate test) and after 300 cycles.
After 300 cycles, the laminates laminated at 80 °C and with 10 Nmm−2 reach an average specific discharge capacity of 1.373 mAh cm−2 and thus 89% of the discharge capacity of the reference after 300 cycles. The laminates produced at 80 °C with a lamination pressure of 20 Nmm−2 and 30 Nmm−2 reached a discharge capacity of 1.487 mAh cm−2 and 1.375 mAh cm−2, respectively, and thus 96% and also 89% of the discharge capacity of the reference. At a lamination temperature of 100 °C the average specific discharge capacity after 300 cycles reaches 1.392 mAh cm−2 or 90% of the reference value for a lamination pressure of 10 Nmm−2, 1.485 mAh cm−2 or 96% of the reference value for a lamination pressure of 20 Nmm−2 and 1.350 mAh cm−2 or 87% for a lamination pressure of 30 Nmm−2. The average specific discharge capacity for cells with cathode–separator laminates produces at a lamination temperature of 120 °C differed considerably for the three pressure levels investigated. While discharge capacity for the lamination pressure of 10 Nmm−2 was 1.500 mAh cm−2 and thus 97% of the reference value, the average specific discharge capacities for 20 Nmm−2 and 30 Nmm−2 were 1.235 mAh cm−2 and 0.924 mAh cm−2 respectively. Compared to the reference value, this corresponds to 80% and 60%, respectively.
In order to detect static differences between the data sets, t-tests were carried out between the data set of the reference and the respective data sets of the individual parameter pairs. Prior to all t-tests, all data sets were tested for normal distribution. The evaluation of the t-tests shows that at lamination temperatures of 80 °C and 100 °C in combination with lamination pressures of 10 Nmm−2 and 20 Nmm−2, no significant (significance level α = 5%) differences between the samples is evident. Only at a lamination pressure of 30 Nmm−2 do the measured discharge capacities at 80 °C and 100 °C differ significantly from the discharge capacities of the reference, although these significant differences are marginal. The average specific discharge capacity of cathode–separator laminates processed at a lamination temperature of 120 °C, on the other hand, differs significantly between all three pressure levels tested. While no differences can be statistically proven between the reference and pressure level 10 Nmm−2, the difference between the reference respectively 10 Nmm−2 and the two other lamination pressures, 20 Nmm−2 and 30 Nmm−2, is significant.
The evaluation shows that the lamination parameters temperature and contact pressure can have a significant impact on the discharge capacity of battery cells consisting of laminated cathode and anode. The impact, however, only becomes visible at higher pressures (30 Nmm−2) or high temperatures (120 °C). The reason for this could be a change in the pore structure of the separator due to high pressures or high temperatures during the lamination process. The temperature-related closing of pores and the resulting reduction in the electrode surface area involved in the electrochemical processes can be the cause of the reduced capacity. Further investigations are required to substantiate these assumptions and, if necessary, to identify specific correlations.
It can therefore be stated that the process step of lamination can negatively influence the electrochemical performance of battery cells if the improper process parameters of lamination are selected. The study also showed that if the process parameters are chosen correctly, the cycle stability is not reduced by lamination of the cathode and separator compared to a reference. Extending the parameter study presented by including laminated anodes could be promising, as Frankenberg et al. [
17] have shown that laminated anodes can have a positive effect on the cyclic aging of battery cells.
Figure 5b,d,f displaces a detailed view of the C-rate tests performed after 300 cycles. The mean specific discharge capacities and the corresponding standard deviations are shown separately for each parameter pair and each 1C-rate, varying from 1C up to 5C. Compared to the cycling tests, the cells show higher discharge capacities during the C-rate test at 1C. These higher measured discharge capacities result from a regeneration during the C-rate procedure, in which the cells are charged and discharged with 1/10C before the actual C-rate test in order to decouple the C-rate test from the cycling.
Regarding the cells with laminates produced at 80 °C, a significant difference can be observed between the pressure level 20 Nmm
−2 and the reference cells for C-rates of 2C, 3C and 4C (see
Figure 5b). For all other C-rates tested, there are no significant differences. Likewise, no significant differences between laminated cells and the reference can be seen for the pressure levels 10 Nmm
−2 and 30 Nmm
−2. At a lamination temperature of 100 °C (see
Figure 5d), there is a tendency for the laminated cells to have higher mean discharge capacities, in some cases up to twice as high (see 20 Nmm
−2 at 3C), compared to the not laminated reference cells. At 10 Nmm
−2 for the C-rates 2C to 5C and at 20 Nmm
−2 for the C-rates 2C to 4C, this tendency is also statistically significant. At 30 Nmm
−2, a statistically significant difference between reference and laminated cells cannot be proven due to high standard deviations. The discharge capacities of the cells with cathode–separator laminated at 120 °C are significantly better than the reference at 2C, 3C and 4C. At 3C, discharge capacities are almost twice as high (see
Figure 5e). At 1C and 5C, an increase in the discharge capacity of the laminated cells cannot be statistically proven with certainty. However, the discharge capacity of the reference tends to be lower than the discharge capacity of the cells with laminated cathode even at these C-rates. As Frankenberg was able to show, the surface resistance is reduced by lamination of the cathode. Whether a variation of the lamination process parameters can influence the surface resistance is not yet known, but it would be a possible explanation for the change in the average discharge capacities during the C-rate tests since the surface resistance is a crucial cell property. In principle, it is suspected that the lamination has improved the ionic conductivity of the separator or the separator-elector-dense interface and thus improved the C-rate performance, particularly at high C-rates. Further research should be conducted to verify that lamination process parameters can influence the surface resistance at the electrode–separator interface.
Overall, trends and often significant differences can be seen that cells with laminated cathode show better discharge capacities in the C-rate tests compared to the non-laminated reference cells. Due to the partly high standard deviations, the significant differences are not verifiable for all lamination temperatures and not for all C-rates.


 ,
, 


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}