
The Fractionation of Corn Stalk Components by Hydrothermal Treatment Followed by Ultrasonic Ethanol Extraction

 , and
, and
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Raw Materials and Analytical Methods
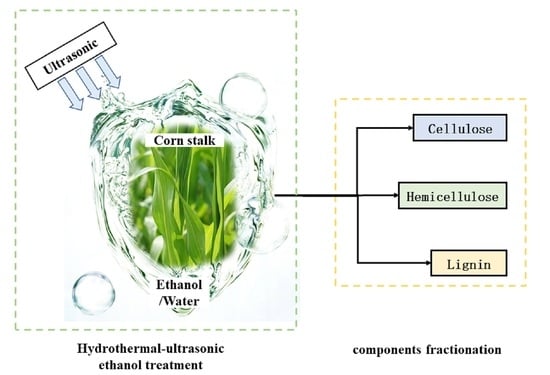
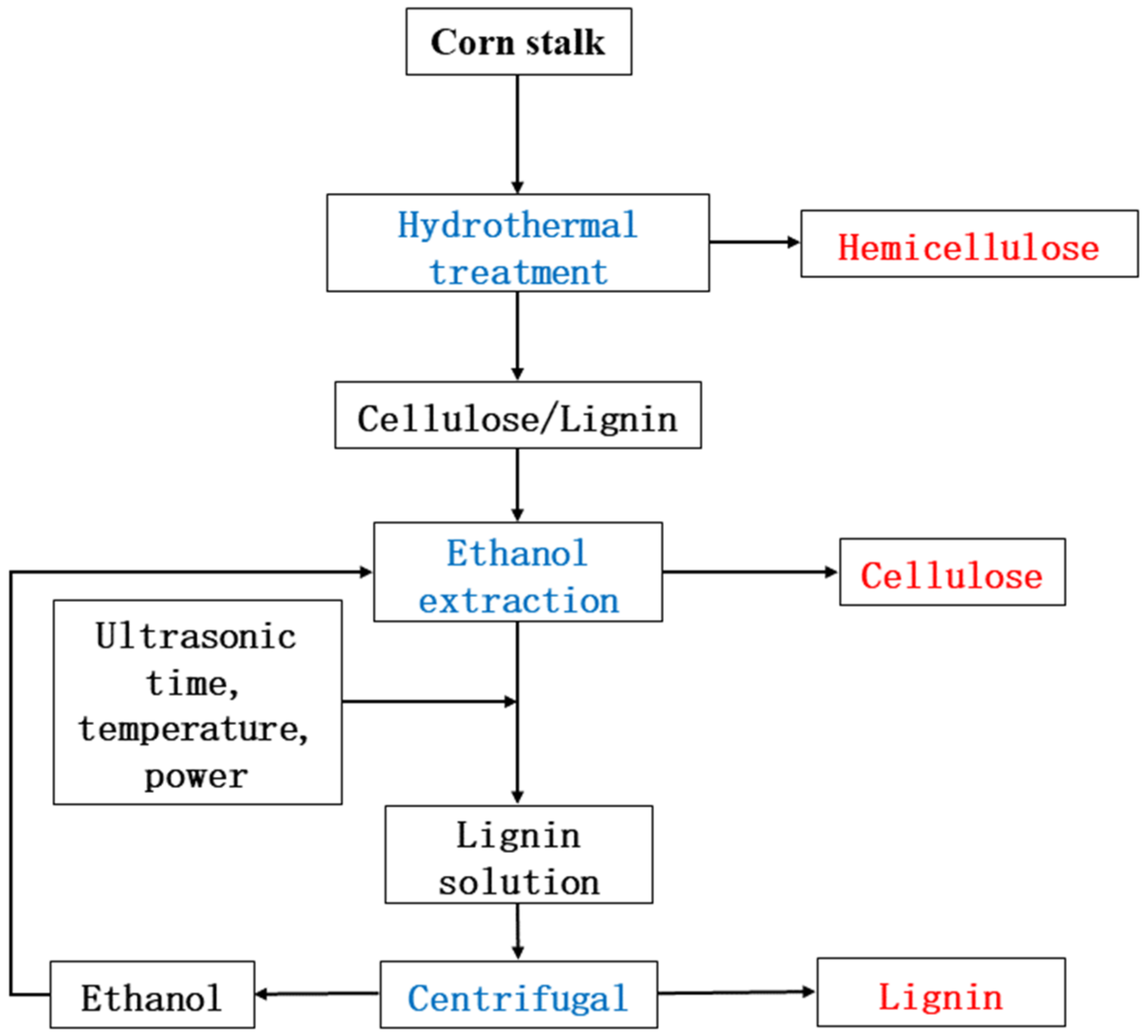
2.2. Ultrasonic-Assisted Ethanol Treatment of Hydrothermal Straw
2.3. Analysis and Calculation Methods
2.3.1. Hydrolysate Composition Analysis
2.3.2. Fourier Transform Infrared Spectrometry (FT-IR) Analysis
2.3.3. Content of Cellulose, Lignin, and Hemicellulose Fractions in Solid Products
2.3.4. X-ray Diffractometry (XRD) Analysis
2.3.5. Calculation Methods of Evaluation Indicators
3. Results and Discussion
3.1. Characteristics of Raw Materials
3.2. Effect of Different Conditions of Ultrasonic Ethanol Treatment on Solid Products
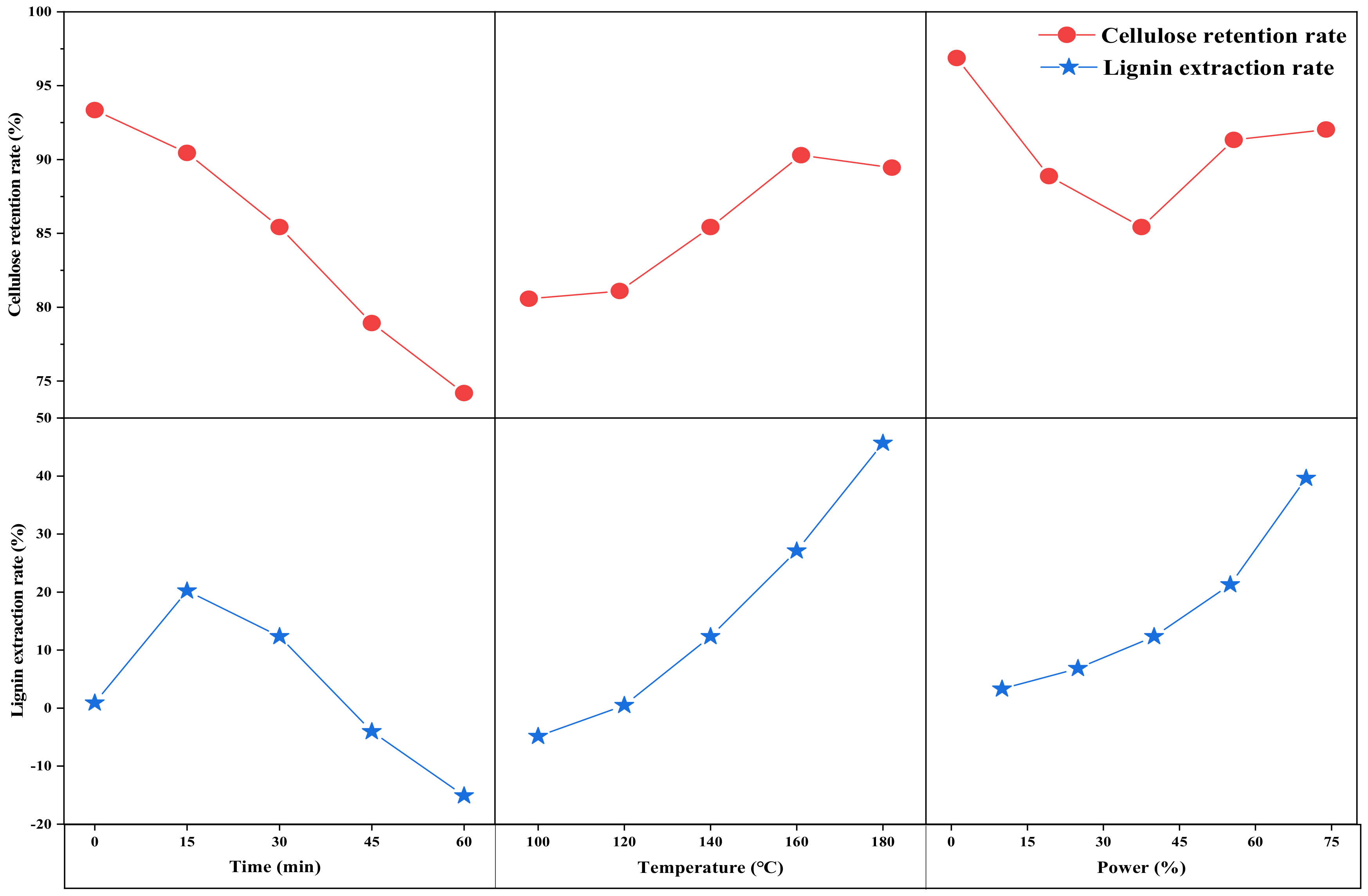
3.2.1. Effect of Different Times of Ultrasonic Ethanol Treatment on a Solid Product
3.2.2. Effect of Ultrasonic Ethanol Treatment at Different Temperatures on a Solid Product
3.2.3. Effect of the Different Powers of Ultrasonic Ethanol Treatment on a Solid Product
3.3. Effect of Different Conditions of Ultrasonic Ethanol Treatment on the Properties of Solid Products
3.4. Effect of Different Conditions of Ultrasonic Ethanol Treatment on the Characteristics of Liquid Products
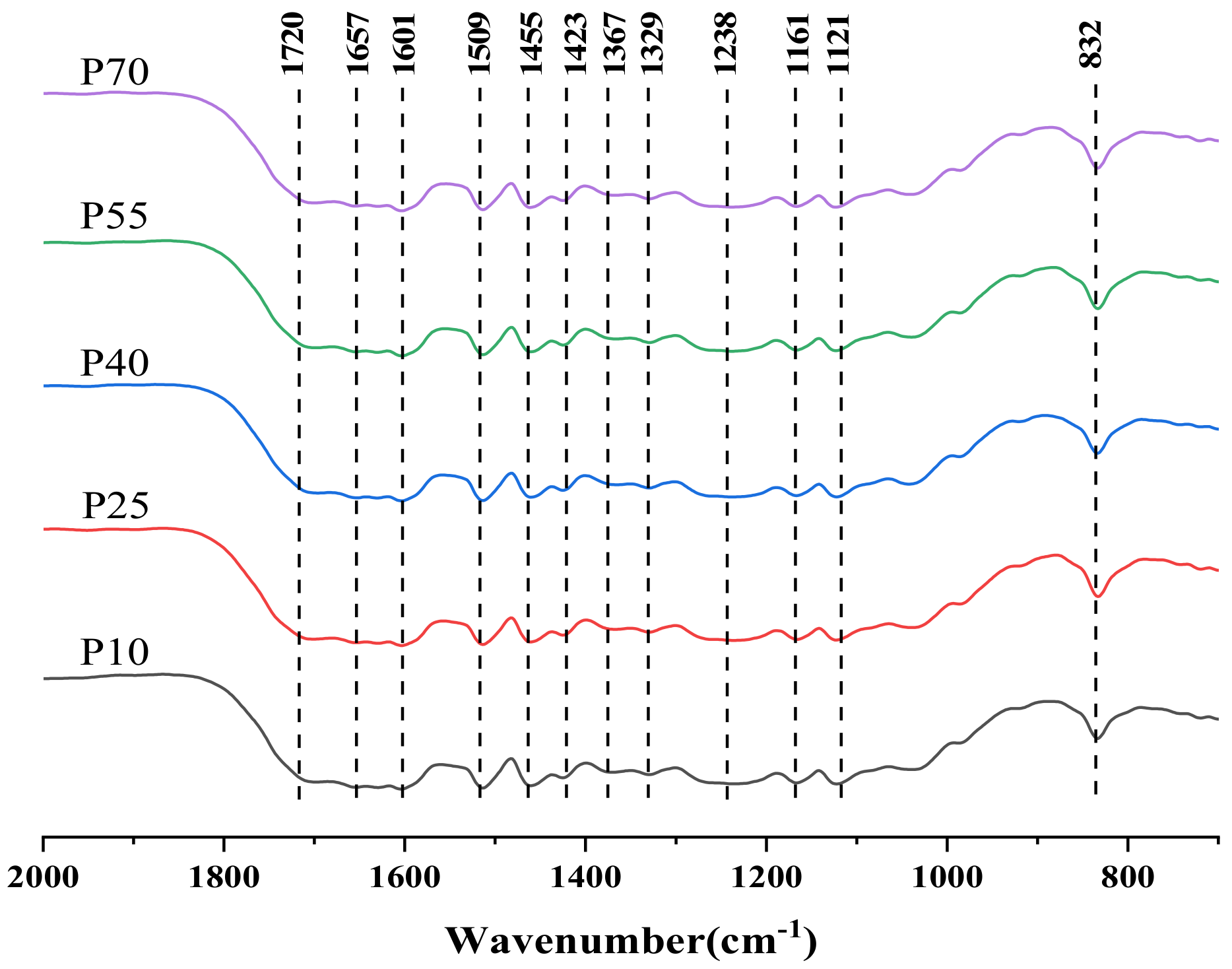
3.5. Characterization of Ethanol Lignin
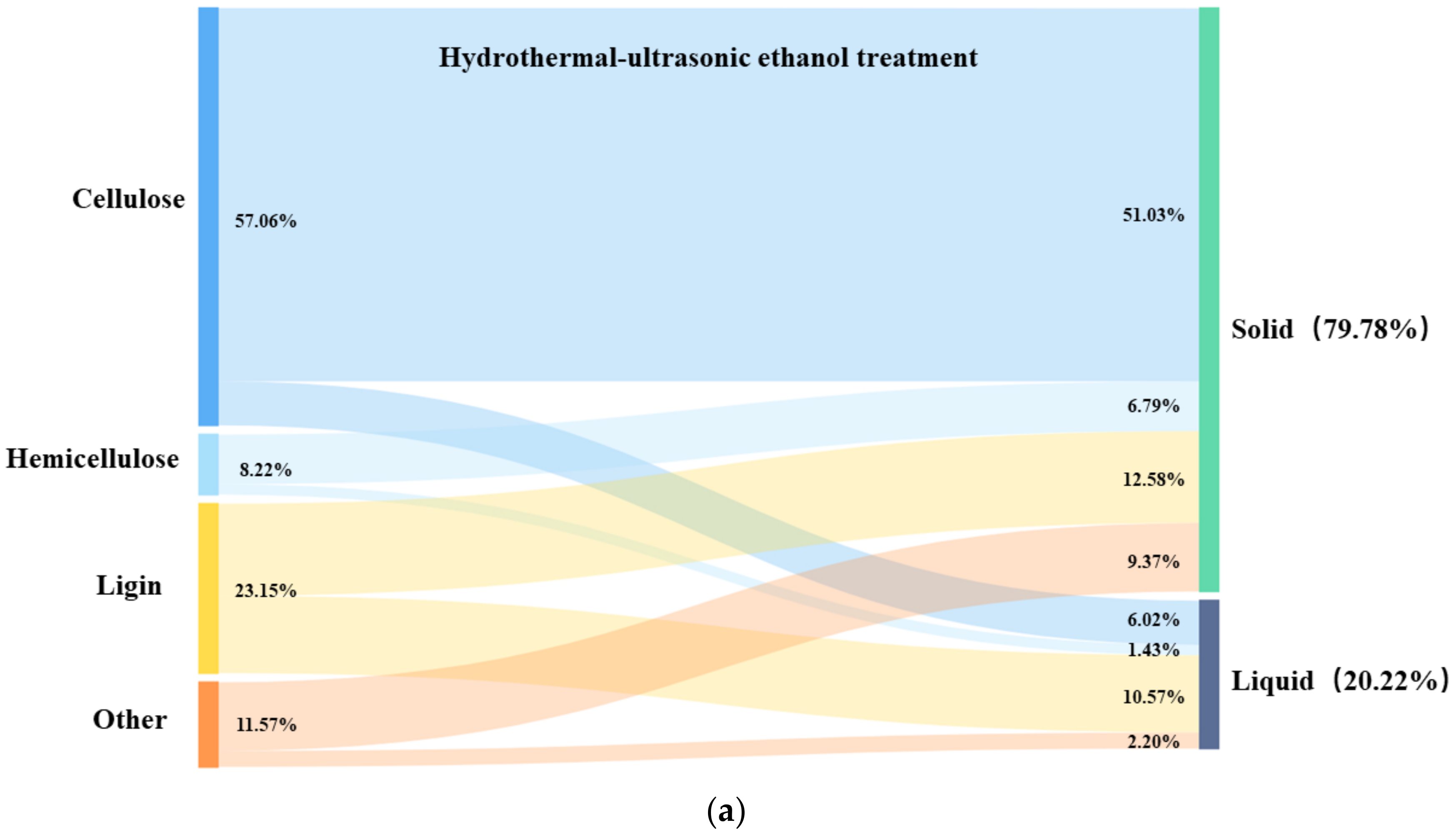
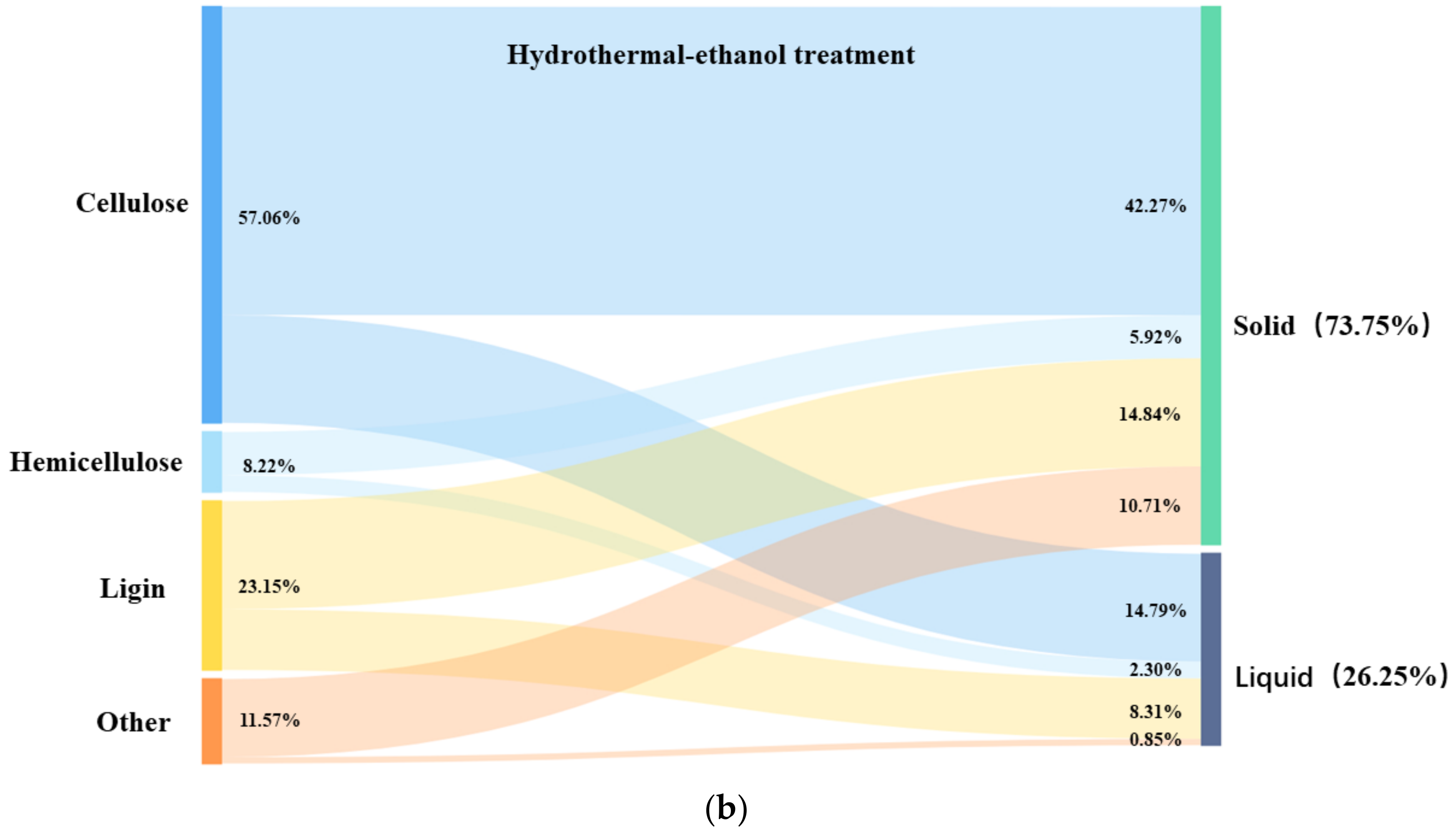
3.6. Hydrothermal–Ultrasonic Ethanol Method for Mass Flow Analysis
4. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- Bhatia, S.K.; Jagtap, S.S.; Bedekar, A.A.; Bhatia, R.K.; Patel, A.K.; Pant, D.; Rajesh Banu, J.; Rao, C.V.; Kim, Y.; Yang, Y. Recent developments in pretreatment technologies on lignocellulosic biomass: Effect of key parameters, technological improvements, and challenges. Bioresour. Technol. 2020, 300, 122724. [Google Scholar] [CrossRef] [PubMed]
- Haldar, D.; Purkait, M.K. A review on the environment-friendly emerging techniques for pretreatment of lignocellulosic biomass: Mechanistic insight and advancements. Chemosphere 2021, 264, 128523. [Google Scholar] [CrossRef] [PubMed]
- Kumar, B.; Bhardwaj, N.; Agrawal, K.; Chaturvedi, V.; Verma, P. Current perspective on pretreatment technologies using lignocellulosic biomass: An emerging biorefinery concept. Fuel Process. Technol. 2020, 199, 106244. [Google Scholar] [CrossRef]
- Soltanian, S.; Aghbashlo, M.; Almasi, F.; Hosseinzadeh-Bandbafha, H.; Nizami, A.; Ok, Y.S.; Lam, S.S.; Tabatabaei, M. A critical review of the effects of pretreatment methods on the exergetic aspects of lignocellulosic biofuels. Energy Convers. Manag. 2020, 212, 112792. [Google Scholar] [CrossRef]
- Vu, H.P.; Nguyen, L.N.; Vu, M.T.; Johir MA, H.; Mclaughlan, R.; Nghiem, L.D. A comprehensive review on the framework to valorise lignocellulosic biomass as biorefinery feedstocks. Sci. Total Environ. 2020, 743, 140630. [Google Scholar] [CrossRef] [PubMed]
- Alonso, D.M.; Hakim, S.H.; Zhou, S.; Won, W.; Hosseinaei, O.; Tao, J.; Garcia-Negron, V.; Motagamwala, A.H.; Mellmer, M.A.; Huang, K.; et al. Increasing the revenue from lignocellulosic biomass: Maximizing feedstock utilization. Sci. Adv. 2017, 3, 1603301. [Google Scholar] [CrossRef] [Green Version]
- Sankaran, R.; Parra Cruz, R.A.; Pakalapati, H.; Show, P.L.; Ling, T.C.; Chen, W.; Tao, Y. Recent advances in the pretreatment of microalgal and lignocellulosic biomass: A comprehensive review. Bioresour. Technol. 2020, 298, 122476. [Google Scholar] [CrossRef]
- Sheng, Y.; Lam, S.S.; Wu, Y.; Ge, S.; Wu, J.; Cai, L.; Huang, Z.; Le, Q.V.; Sonne, C.; Xia, C. Enzymatic conversion of pretreated lignocellulosic biomass: A review on influence of structural changes of lignin. Bioresour. Technol. 2021, 324, 124631. [Google Scholar] [CrossRef]
- Hoang, A.T.; Nizetic, S.; Ong, H.C.; Chong, C.T.; Atabani, A.E.; Pham, V.V. Acid-based lignocellulosic biomass biorefinery for bioenergy production: Advantages, application constraints, and perspectives. J. Environ. Manag. 2021, 296, 113194. [Google Scholar] [CrossRef]
- Ab Rasid, N.S.; Shamjuddin, A.; Abdul Rahman, A.Z.; Amin NA, S. Recent advances in green pre-treatment methods of lignocellulosic biomass for enhanced biofuel production. J. Clean. Prod. 2021, 321, 129038. [Google Scholar] [CrossRef]
- Haldar, D.; Purkait, M.K. Lignocellulosic conversion into value-added products: A review. Process Biochem. 2020, 89, 110–133. [Google Scholar] [CrossRef]
- Meng, X.; Bhagia, S.; Wang, Y.; Zhou, Y.; Pu, Y.; Dunlap, J.R.; Shuai, L.; Ragauskas, A.J.; Yoo, C.G. Effects of the advanced organosolv pretreatment strategies on structural properties of woody biomass. Ind. Crops Prod. 2020, 146, 112144. [Google Scholar] [CrossRef]
- Ong, V.Z.; Wu, T.Y. An application of ultrasonication in lignocellulosic biomass valorisation into bio-energy and bio-based products. Renew. Sustain. Energy Rev. 2020, 132, 109924. [Google Scholar] [CrossRef]
- Huerta, R.R.; Silva, E.K.; Ekaette, I.; El-Bialy, T.; Saldaña MD, A. High-intensity ultrasound-assisted formation of cellulose nanofiber scaffold with low and high lignin content and their cytocompatibility with gingival fibroblast cells. Ultrason. Sonochem. 2020, 64, 104759. [Google Scholar] [CrossRef]
- Bundhoo, Z.M.A.; Mohee, R. Ultrasound-assisted biological conversion of biomass and waste materials to biofuels: A review. Ultrason. Sonochem. 2018, 40, 298–313. [Google Scholar] [CrossRef]
- Li, J.; Feng, P.; Xiu, H.; Zhang, M.; Li, J.; Du, M.; Zhang, X.; Kozliak, E.; Ji, Y. Wheat straw components fractionation, with efficient delignification, by hydrothermal treatment followed by facilitated ethanol extraction. Bioresour. Technol. 2020, 316, 123882. [Google Scholar] [CrossRef]
- Li, J.; Feng, P.; Xiu, H.; Li, J.; Yang, X.; Ma, F.; Li, X.; Zhang, X.; Kozliak, E.; Ji, Y. Morphological changes of lignin during separation of wheat straw components by the hydrothermal-ethanol method. Bioresour. Technol. 2019, 294, 122157. [Google Scholar] [CrossRef]
- Choi, J.; Park, S.; Kim, J.; Cho, S.; Jang, S.; Hong, C.; Choi, I. Selective deconstruction of hemicellulose and lignin with producing derivatives by sequential pretreatment process for biorefining concept. Bioresour. Technol. 2019, 291, 121913. [Google Scholar] [CrossRef]
- Yin, S.; Zhang, N.; Tian, C.; Yi, W.; Yuan, Q.; Fu, P.; Zhang, Y.; Li, Z. Effect of Accumulative Recycling of Aqueous Phase on the Properties of Hydrothermal Degradation of Dry Biomass and Bio-Crude Oil Formation. Energies 2021, 14, 285. [Google Scholar] [CrossRef]
- Guo, X.; Liu, S.; Wang, Z.; Zhang, G. Ultrasonic-assisted extraction of polysaccharide from Dendrobium officinale: Kinetics, thermodynamics and optimization. Biochem. Eng. J. 2022, 177, 108227. [Google Scholar] [CrossRef]
- Akhlisah, Z.N.; Yunus, R.; Abidin, Z.Z.; Lim, B.Y.; Kania, D. Pretreatment methods for an effective conversion of oil palm biomass into sugars and high-value chemicals. Biomass Bioenergy 2021, 144, 105901. [Google Scholar] [CrossRef]
- Xu, J.; Zhang, S.; Shi, Y.; Zhang, P.; Huang, D.; Lin, C.; Wu, Y. Upgrading the wood vinegar prepared from the pyrolysis of biomass wastes by hydrothermal pretreatment. Energy 2021, 244, 122631. [Google Scholar] [CrossRef]
- Silva, A.C.; Barbosa, M.S.; Barral, U.M.; Silva BP, C.; Fernandes JS, C.; Viana AJ, S.; Filho CV, M.; Bispo DF, A.; Christófaro, C.; Ragonezi, C.; et al. Organic matter composition and paleoclimatic changes in tropical mountain peatlands currently under grasslands and forest clusters. CATENA 2019, 180, 69–82. [Google Scholar] [CrossRef]
- Xu, Q.; Zhao, M.; Yu, Z.; Yin, J.; Li, G.; Zhen, M.; Zhang, Q. Enhancing enzymatic hydrolysis of corn cob, corn stalk and sorghum stalk by dilute aqueous ammonia combined with ultrasonic pretreatment. Ind. Crops Prod. 2017, 109, 220–226. [Google Scholar] [CrossRef]
- Manzato, L.; Rabelo LC, A.; De Souza, S.M.; Da Silva, C.G.; Sanches, E.A.; Rabelo, D.; Mariuba LA, M.; Simonsen, J. New approach for extraction of cellulose from tucumã’s endocarp and its structural characterization. J. Mol. Struct. 2017, 1143, 229–234. [Google Scholar] [CrossRef]
- Rizwan, M.; Gilani, S.R.; Durrani, A.I.; Naseem, S. Cellulose extraction of Alstonia scholaris: A comparative study on efficiency of different bleaching reagents for its isolation and characterization. Int. J. Biol. Macromol. 2021, 191, 964–972. [Google Scholar] [CrossRef]
- Chen, X.; Li, H.; Sun, S.; Cao, X.; Sun, R. Co-production of oligosaccharides and fermentable sugar from wheat straw by hydrothermal pretreatment combined with alkaline ethanol extraction. Ind. Crops Prod. 2018, 111, 78–85. [Google Scholar] [CrossRef]
- Rao, M.V.; Sengar, A.S.; CK, S.; Rawson, A. Ultrasonication—A green technology extraction technique for spices: A review. Trends Food Sci. Technol. 2021, 116, 975–991. [Google Scholar] [CrossRef]
- Muthuvelu, K.S.; Rajarathinam, R.; Kanagaraj, L.P.; Ranganathan, R.V.; Dhanasekaran, K.; Manickam, N.K. Evaluation and characterization of novel sources of sustainable lignocellulosic residues for bioethanol production using ultrasound-assisted alkaline pre-treatment. Waste Manag. 2019, 87, 368–374. [Google Scholar] [CrossRef] [PubMed]
- Luo, J.; Fang, Z.; Smith, R.L. Ultrasound-enhanced conversion of biomass to biofuels. Prog. Energy Combust. Sci. 2014, 41, 56–93. [Google Scholar] [CrossRef]
- Louis AC, F.; Venkatachalam, S. Energy efficient process for valorization of corn cob as a source for nanocrystalline cellulose and hemicellulose production. Int. J. Biol. Macromol. 2020, 163, 260–269. [Google Scholar] [CrossRef]
- Koutsianitis, D.; Mitani, C.; Giagli, K.; Tsalagkas, D.; Halász, K.; Kolonics, O.; Gallis, C.; Csóka, L. Properties of ultrasound extracted bicomponent lignocellulose thin films. Ultrason. Sonochem. 2015, 23, 148–155. [Google Scholar] [CrossRef]
- Wang, Q.; Niu, L.; Jiao, J.; Guo, N.; Zang, Y.; Gai, Q.; Fu, Y. Degradation of lignin in birch sawdust treated by a novel Myrothecium verrucaria coupled with ultrasound assistance. Bioresour. Technol. 2017, 244, 969–974. [Google Scholar] [CrossRef]
- Wang, S.; Li, F.; Zhang, P.; Jin, S.; Tao, X.; Tang, X.; Ye, J.; Nabi, M.; Wang, H. Ultrasound assisted alkaline pretreatment to enhance enzymatic saccharification of grass clipping. Energy Convers. Manag. 2017, 149, 409–415. [Google Scholar] [CrossRef]
- Singh, S.; Agarwal, M.; Bhatt, A.; Goyal, A.; Moholkar, V.S. Ultrasound enhanced enzymatic hydrolysis of Parthenium hysterophorus: A mechanistic investigation. Bioresour. Technol. 2015, 192, 636–645. [Google Scholar] [CrossRef]
- Bussemaker, M.J.; Xu, F.; Zhang, D. Manipulation of ultrasonic effects on lignocellulose by varying the frequency, particle size, loading and stirring. Bioresour. Technol. 2013, 148, 15–23. [Google Scholar] [CrossRef]
- Zhou, Z.; Liu, D.; Zhao, X. Conversion of lignocellulose to biofuels and chemicals via sugar platform: An updated review on chemistry and mechanisms of acid hydrolysis of lignocellulose. Renew. Sustain. Energy Rev. 2021, 146, 111169. [Google Scholar] [CrossRef]
- Zhou, M.; Tian, X. Development of different pretreatments and related technologies for efficient biomass conversion of lignocellulose. Int. J. Biol. Macromol. 2022, 10, 2741. [Google Scholar] [CrossRef]
- Xu, Y.; Li, M. Hydrothermal liquefaction of lignocellulose for value-added products: Mechanism, parameter and production application. Bioresour. Technol. 2021, 342, 126035. [Google Scholar] [CrossRef]
- Sun, Q.; Chen, W.; Pang, B.; Sun, Z.; Lam, S.S.; Sonne, C.; Yuan, T. Ultrastructural change in lignocellulosic biomass during hydrothermal pretreatment. Bioresour. Technol. 2021, 341, 125807. [Google Scholar] [CrossRef]
- Sarker, T.R.; Pattnaik, F.; Nanda, S.; Dalai, A.K.; Meda, V.; Naik, S. Hydrothermal pretreatment technologies for lignocellulosic biomass: A review of steam explosion and subcritical water hydrolysis. Chemosphere 2021, 284, 131372. [Google Scholar] [CrossRef]
- Shchukin, D.G.; Skorb, E.; Belova, V.; Möhwald, H. Ultrasonic Cavitation at Solid Surfaces. Adv. Mater. 2011, 23, 1922–1934. [Google Scholar] [CrossRef]
- García, A.; Erdocia, X.; González Alriols, M.; Labidi, J. Effect of ultrasound treatment on the physicochemical properties of alkaline lignin. Chem. Eng. Process. Process Intensif. 2012, 62, 150–158. [Google Scholar] [CrossRef]
- Sun, R.; Tomkinson, J. Comparative study of lignins isolated by alkali and ultrasound-assisted alkali extractions from wheat straw. Ultrason. Sonochem. 2002, 9, 85–93. [Google Scholar] [CrossRef]
- García, A.; Alriols, M.G.; Llano-Ponte, R.; Labidi, J. Ultrasound-assisted fractionation of the lignocellulosic material. Bioresour. Technol. 2011, 102, 6326–6330. [Google Scholar] [CrossRef]
- Liu, X.; Jiang, Z.; Feng, S.; Zhang, H.; Li, J.; Hu, C. Catalytic depolymerization of organosolv lignin to phenolic monomers and low molecular weight oligomers. Fuel 2019, 244, 247–257. [Google Scholar] [CrossRef]
- Wang, K.; Wang, B.; Hu, R.; Zhao, X.; Li, H.; Zhou, G.; Song, L.; Wu, A. Characterization of hemicelluloses in Phyllostachys edulis (moso bamboo) culm during xylogenesis. Carbohydr. Polym. 2019, 221, 127–136. [Google Scholar] [CrossRef]
- Choi, J.; Jang, S.; Kim, J.; Park, S.; Kim, J.; Jeong, H.; Kim, H.; Choi, I. Simultaneous production of glucose, furfural, and ethanol organosolv lignin for total utilization of high recalcitrant biomass by organosolv pretreatment. Renew. Energy 2019, 130, 952–960. [Google Scholar] [CrossRef]
- Kawamata, Y.; Yoshikawa, T.; Aoki, H.; Koyama, Y.; Nakasaka, Y.; Yoshida, M.; Masuda, T. Kinetic analysis of delignification of cedar wood during organosolv treatment with a two-phase solvent using the unreacted-core model. Chem. Eng. J. 2019, 368, 71–78. [Google Scholar] [CrossRef]
- Utekar, P.G.; Kininge, M.M.; Gogate, P.R. Intensification of delignification and enzymatic hydrolysis of orange peel waste using ultrasound for enhanced fermentable sugar production. Chem. Eng. Process. Process Intensif. 2021, 168, 108556. [Google Scholar] [CrossRef]
- Wu, H.; Dai, X.; Zhou, S.L.; Gan, Y.Y.; Xiong, Z.Y.; Qin, Y.H.; Ma, J.; Yang, L.; Wu, Z.K.; Wang, T.L. Ultrasound-assisted alkaline pretreatment for enhancing the enzymatic hydrolysis of rice straw by using the heat energy dissipated from ultrasonication. Bioresour. Technol. 2017, 241, 70–74. [Google Scholar] [CrossRef] [PubMed]
- Mongkolpichayarak, I.; Jiraroj, D.; Anutrasakda, W.; Ngamcharussrivichai, C.; Samec JS, M.; Tungasmita, D.N. Cr/MCM-22 catalyst for the synthesis of levulinic acid from green hydrothermolysis of renewable biomass resources. J. Catal. 2022, 405, 373–384. [Google Scholar] [CrossRef]
- Fang, W.; Riisager, A. Efficient valorization of biomass-derived furfural to fuel bio-additive over aluminum phosphate. Appl. Catal. B Environ. 2021, 298, 120575. [Google Scholar] [CrossRef]
- El Hage, R.; Brosse, N.; Chrusciel, L.; Sanchez, C.; Sannigrahi, P.; Ragauskas, A. Characterization of milled wood lignin and ethanol organosolv lignin from miscanthus. Polym. Degrad. Stab. 2009, 94, 1632–1638. [Google Scholar] [CrossRef]
- Liu, L.; Patankar, S.C.; Chandra, R.P.; Sathitsuksanoh, N.; Saddler, J.N.; Renneckar, S. Valorization of Bark Using Ethanol–Water Organosolv Treatment: Isolation and Characterization of Crude Lignin. ACS Sustain. Chem. Eng. 2020, 8, 4745–4754. [Google Scholar] [CrossRef]
- Cheng, X.; Guo, X.; Qin, Z.; Wang, X.; Liu, H.; Liu, Y. Structural features and antioxidant activities of Chinese quince (Chaenomeles sinensis) fruits lignin during auto-catalyzed ethanol organosolv pretreatment. Int. J. Biol. Macromol. 2020, 164, 4348–4358. [Google Scholar] [CrossRef] [PubMed]
- Zevallos Torres, L.A.; Lorenci Woiciechowski, A.; De Andrade Tanobe, V.O.; Karp, S.G.; Guimarães Lorenci, L.C.; Faulds, C.; Soccol, C.R. Lignin as a potential source of high-added value compounds: A review. J. Clean. Prod. 2020, 263, 121499. [Google Scholar] [CrossRef]
- Sheng, Y.; Ma, Z.; Wang, X.; Han, Y. Ethanol organosolv lignin from different agricultural residues: Toward basic structural units and antioxidant activity. Food Chem. 2022, 376, 131895. [Google Scholar] [CrossRef]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Components | Corn Stalk | Hydrothermal Stalk |
|---|---|---|
| Chemical composition (daf%) | ||
| Hemicellulose | 31.31 ± 0.69 | 8.22 ± 0.14 |
| Cellulose | 40.13 ± 0.40 | 57.06 ± 1.11 |
| Lignin | 9.74 ± 0.87 | 23.15 ± 0.56 |
| CrI-I | CrI-II | ||
|---|---|---|---|
| HT | 35.54 | 37.64 | |
| Time (min) | 0 | 34.47 | 38.22 |
| 15 | 34.06 | 39.05 | |
| 30 | 36.48 | 39.79 | |
| 45 | 40.43 | 44.06 | |
| 60 | 39.93 | 39.56 | |
| Temperature (°C) | 100 | 30.01 | 30.70 |
| 120 | 29.49 | 32.24 | |
| 140 | 36.48 | 39.79 | |
| 160 | 38.05 | 41.16 | |
| 180 | 40.39 | 42.67 | |
| Power (%) | 10 | 35.54 | 38.62 |
| 25 | 33.44 | 37.74 | |
| 40 | 36.48 | 39.79 | |
| 55 | 37.28 | 39.94 | |
| 70 | 28.92 | 35.03 | |
| RT (min) | 3.85 | 4.74 | 5.77 | 7.37 | 27.62 | |
|---|---|---|---|---|---|---|
| Formic acid, ethenyl ester | Ethyl formate | Ethyl Acetate | 1,1-diethoxy-Ethane, | 2-methyl-Benzaldehyde, | ||
| C3H4O2 | C3H6O2 | C4H8O2 | C6H14O2 | C8H8O | ||
| Time (min) | 0 | 4.65 | 87.58 | 1.14 | 3.16 | 3.48 |
| 15 | 6.38 | 88.62 | 1.23 | 3.77 | - | |
| 30 | 5.90 | 90.69 | - | 3.41 | - | |
| 45 | 4.72 | 85.47 | 1.28 | 3.69 | 4.84 | |
| 60 | 5.50 | 88.33 | 0.92 | 4.11 | 1.13 | |
| Temperature (°C) | 100 | 3.69 | 92.56 | 0.93 | 2.82 | - |
| 120 | 3.54 | 93.28 | 1.11 | 2.07 | - | |
| 140 | 5.90 | 90.69 | - | 3.41 | - | |
| 160 | 4.97 | 85.58 | 1.82 | 5.34 | 2.29 | |
| 180 | 20.96 | 46.26 | 3.66 | 19.18 | 9.95 | |
| Power (%) | 10 | 19.28 | 58.37 | 12.19 | 10.16 | - |
| 25 | 36.00 | 30.77 | 20.37 | 12.87 | - | |
| 40 | 5.90 | 90.69 | - | 3.41 | - | |
| 55 | 8.87 | 74.86 | 8.50 | 7.76 | - | |
| 70 | 30.25 | 22.17 | 15.45 | 7.78 | 24.35 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, N.; Tian, C.; Fu, P.; Yuan, Q.; Zhang, Y.; Li, Z.; Yi, W. The Fractionation of Corn Stalk Components by Hydrothermal Treatment Followed by Ultrasonic Ethanol Extraction. Energies 2022, 15, 2616. https://doi.org/10.3390/en15072616
Zhang N, Tian C, Fu P, Yuan Q, Zhang Y, Li Z, Yi W. The Fractionation of Corn Stalk Components by Hydrothermal Treatment Followed by Ultrasonic Ethanol Extraction. Energies. 2022; 15(7):2616. https://doi.org/10.3390/en15072616
Chicago/Turabian StyleZhang, Nianze, Chunyan Tian, Peng Fu, Qiaoxia Yuan, Yuchun Zhang, Zhiyu Li, and Weiming Yi. 2022. "The Fractionation of Corn Stalk Components by Hydrothermal Treatment Followed by Ultrasonic Ethanol Extraction" Energies 15, no. 7: 2616. https://doi.org/10.3390/en15072616
APA StyleZhang, N., Tian, C., Fu, P., Yuan, Q., Zhang, Y., Li, Z., & Yi, W. (2022). The Fractionation of Corn Stalk Components by Hydrothermal Treatment Followed by Ultrasonic Ethanol Extraction. Energies, 15(7), 2616. https://doi.org/10.3390/en15072616