
Impact of Hydrogen/Natural Gas Blends on Partially Premixed Combustion Equipment: NOx Emission and Operational Performance

Abstract
:1. Introduction
2. Background
2.1. Equipment Testing Data
- All unadjusted equipment will see reductions in heating output with increased hydrogen added. For steady-state (i.e., on/off) equipment, manual adjustments are possible, but may not be necessary. For equipment meeting a thermal demand, equipment may be manually or automatically adjusted to compensate, and unadjusted equipment will compensate with longer runtimes.
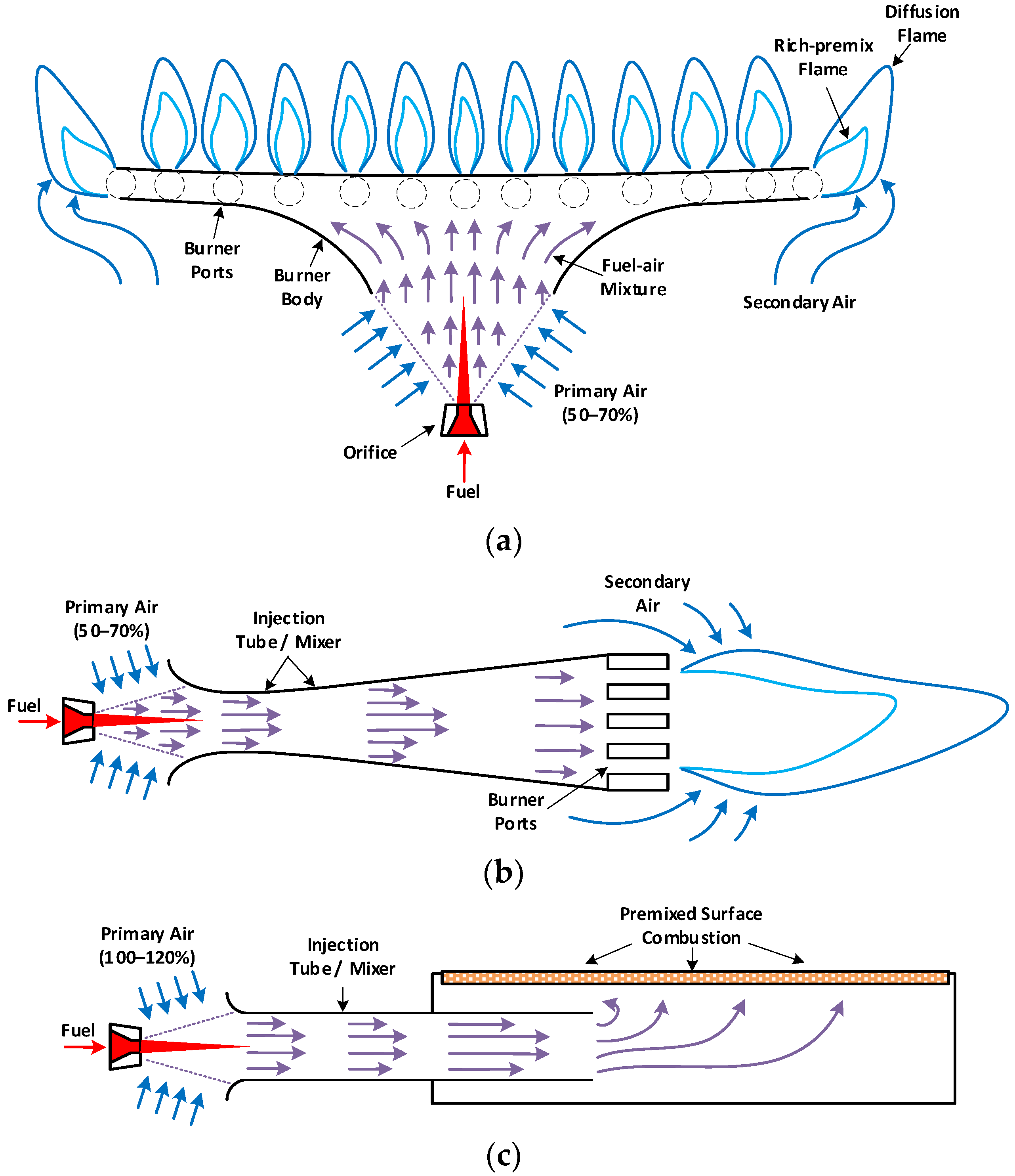
- Partially premixed combustion systems will likely see an increase in primary aeration, resulting in the potential for concerns with flame stability and temperature, leading to flashback and increased thermal NOx emissions, respectively. However, the available test data show that for moderate ranges of blending (<30%), flame stability is generally not an issue and NOx emissions are stable or decline [22,23], as will also be shown later in this paper. As a class, these are the most common combustion system types in North America, due to low cost and high reliability, including most furnaces, water heaters, boilers, cooking equipment, and hearth products.
- Premixed combustion system impacts will vary by the control of fuel/air mixing, as the impact of hydrogen addition varies accordingly. For common pneumatically controlled fuel/air mixing, the air flow remains approximately constant as hydrogen is added, and thus combustion shifts to being leaner (λ increases), which can counteract the impact hydrogen has on flame temperature, speed, and stability. For electronically (or “digitally”) controlled fuel/air mixing, often a constant-λ approach is employed, the equipment automatically compensates for the change in fuel properties with added hydrogen, requiring additional compensation to avoid flame stability issues. Premixed systems are commonly used in high-efficiency equipment where the precise control and modulation can be valued, and pressurization of the combustion chamber(s) is needed to overcome heat exchanger pressure losses. Examples of common equipment classes that utilize premixed combustion include tankless water heaters, combi boilers, fuel-fired heat pumps, micro-combined heat and power, and equipment required to meet ultra-low emission requirements (<14 ng NOx/J).
- Non-premixed (diffusion) combustion systems have a greater tendency towards flame lift, though these have been observed to be minor in practice at moderate ranges of blending (up to 30%). While there are many examples of non-premixed combustion in daily life, from candle flames to wood fires, these are not common with gaseous fuels due to the poor combustion control. Examples are limited to decorative flames (e.g., gas lights), log lighters, and individual pilot lights.
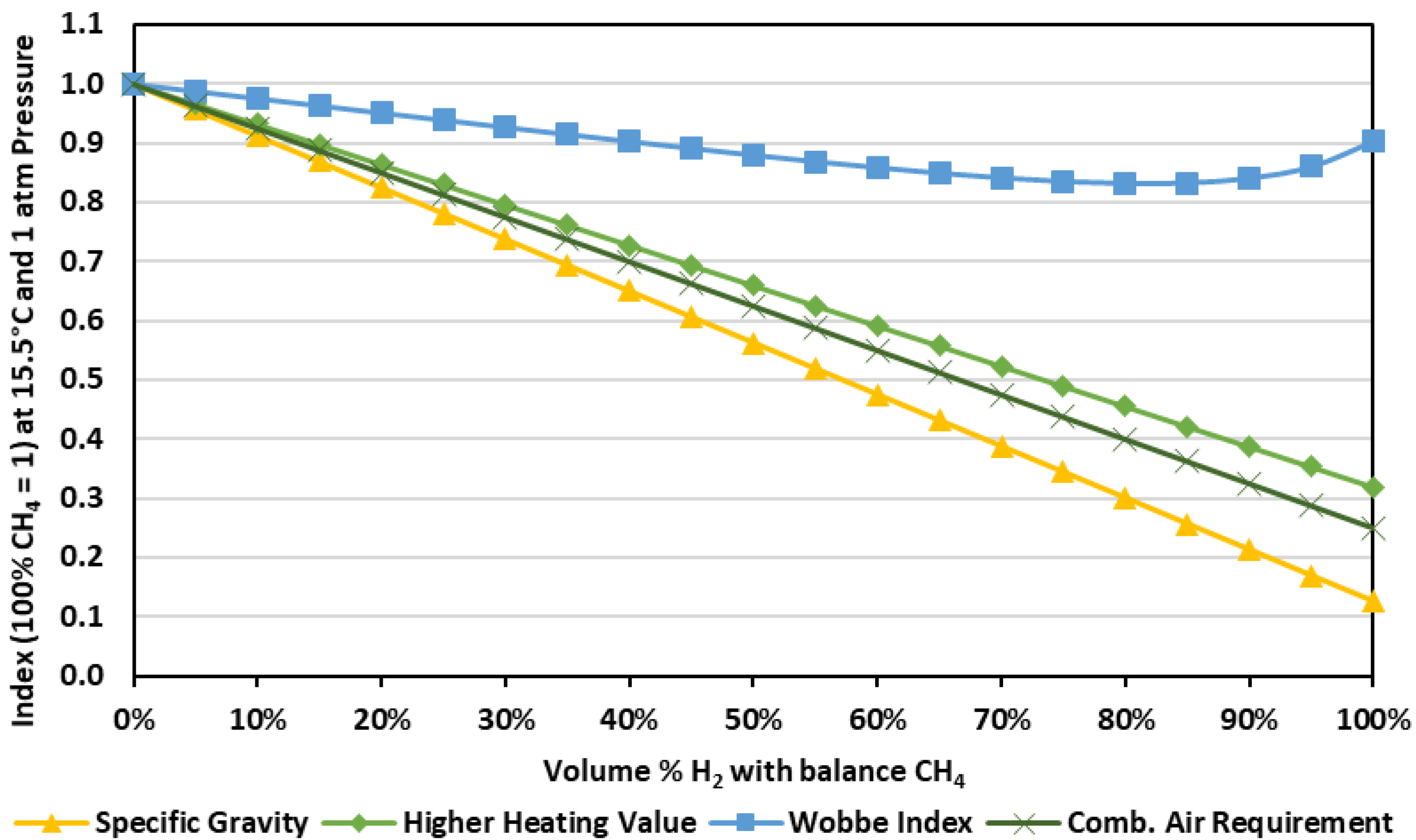
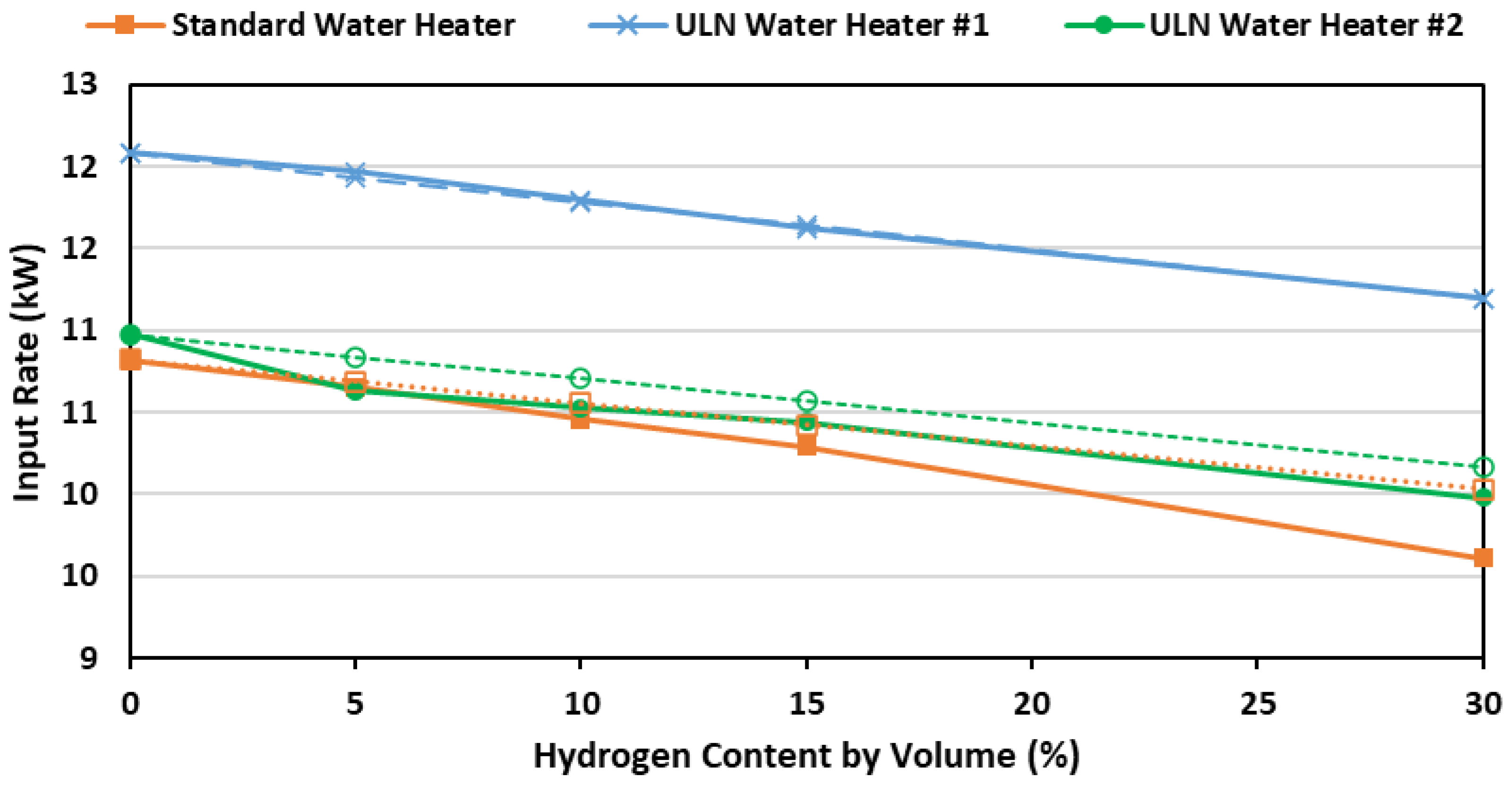
- Equipment de-rating was a consistent result, wherein hydrogen blending decreases the input rate of equipment that the shift in Wobbe Index generally underpredicts, where more than a 3.5% de-rate is observed at 15% H2 in most instances.
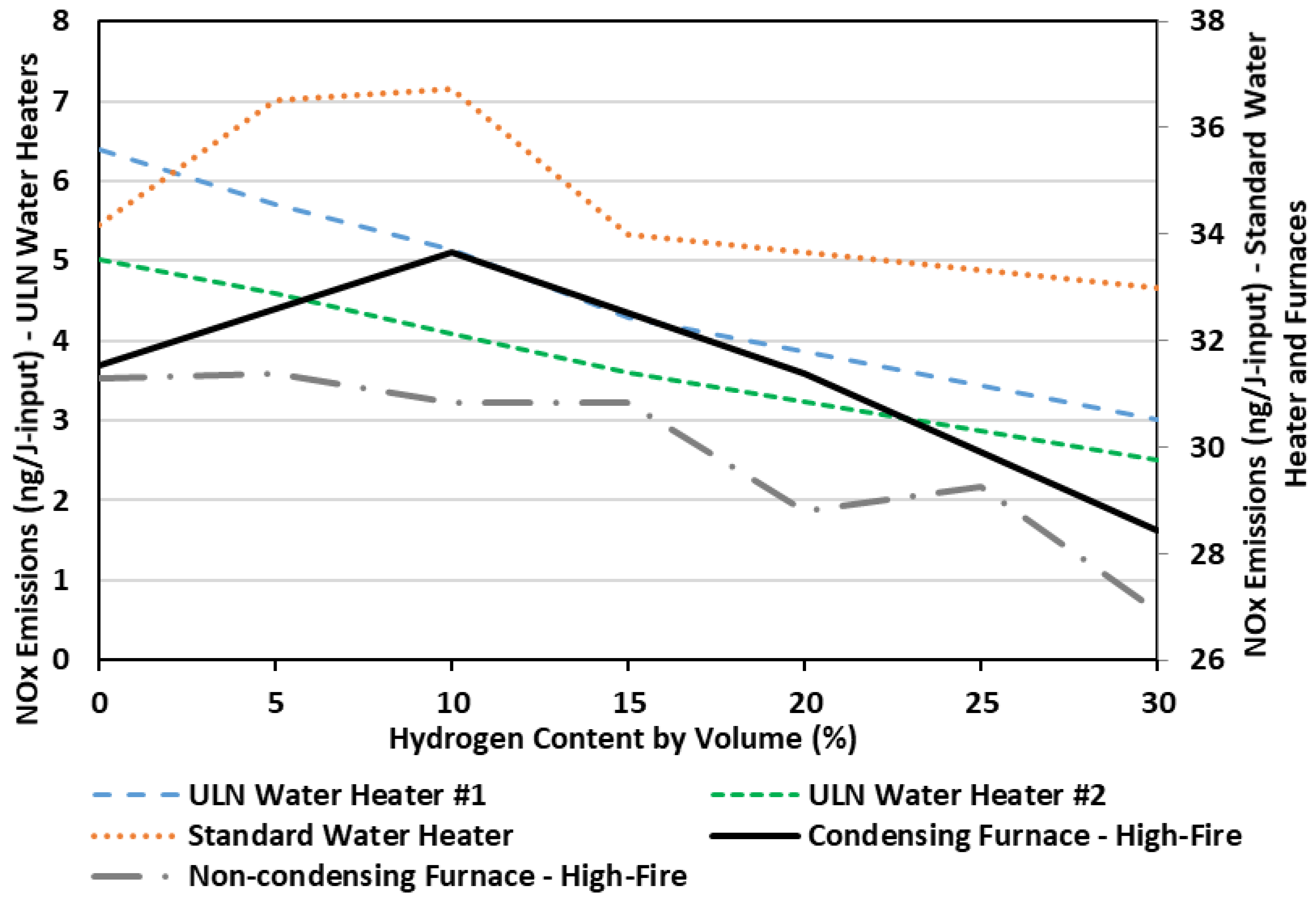
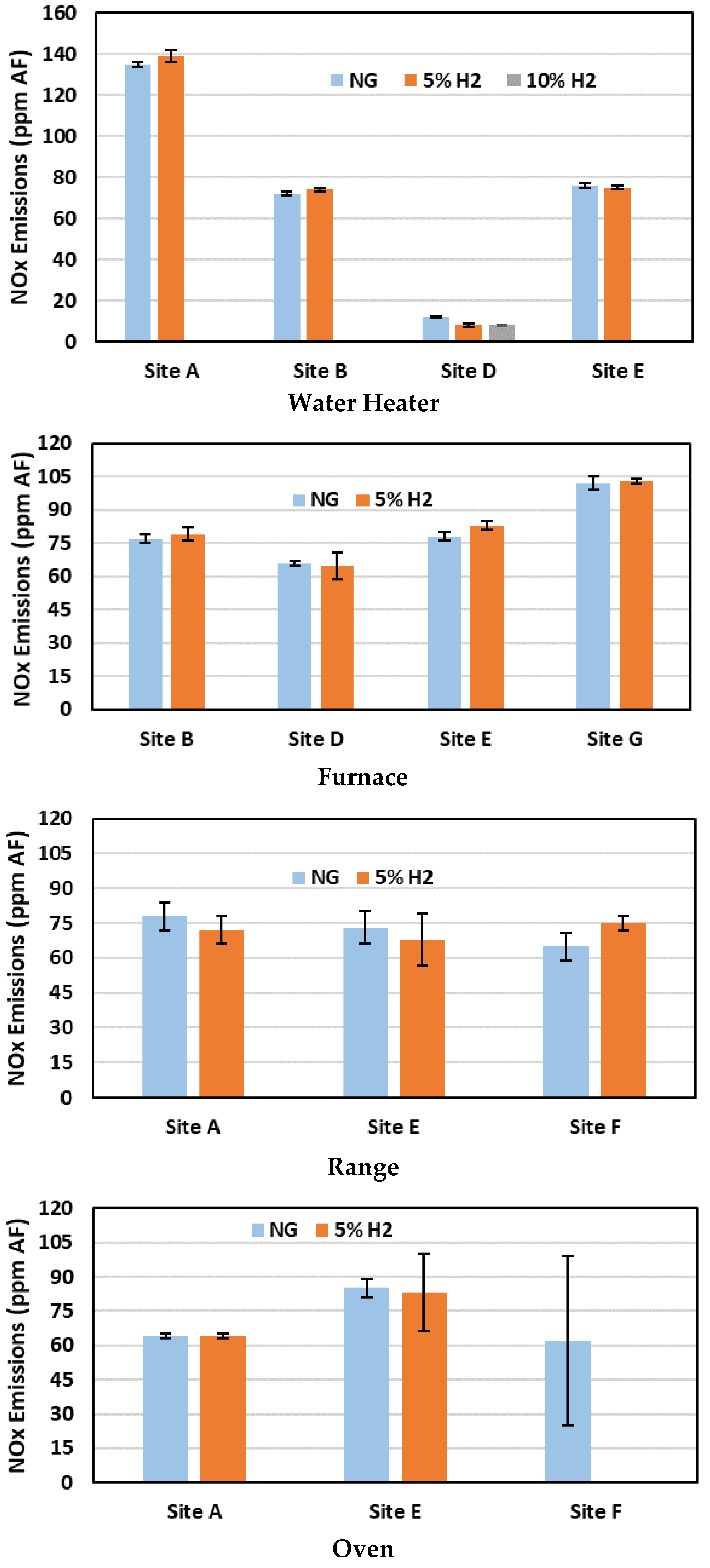
- The impact on CO and NOx emissions from unadjusted equipment with hydrogen blending is inherently complex and it is a common misconception, particularly for NOx, that hydrogen blending rates are proportional to rates of emissions. In principle, unadjusted partially premixed equipment will experience competing factors towards CO and NOx emission increases owing to the shifts in the gas quality and availability and distribution of combustion air. In most cases, for the furnaces, boilers, and water heaters, the 15% H2 case had CO emissions within ±10 ppm air-free (AF) from baseline and NOx emissions ±5 ppm AF from baseline, though some boilers saw significant decreases from the baseline of both. In all cases, the overall fuel/air ratio shifted lower as predicted, as observed with stack O2 and CO2 measured.
2.2. Partially Premixed Burner Typologies
3. Methods
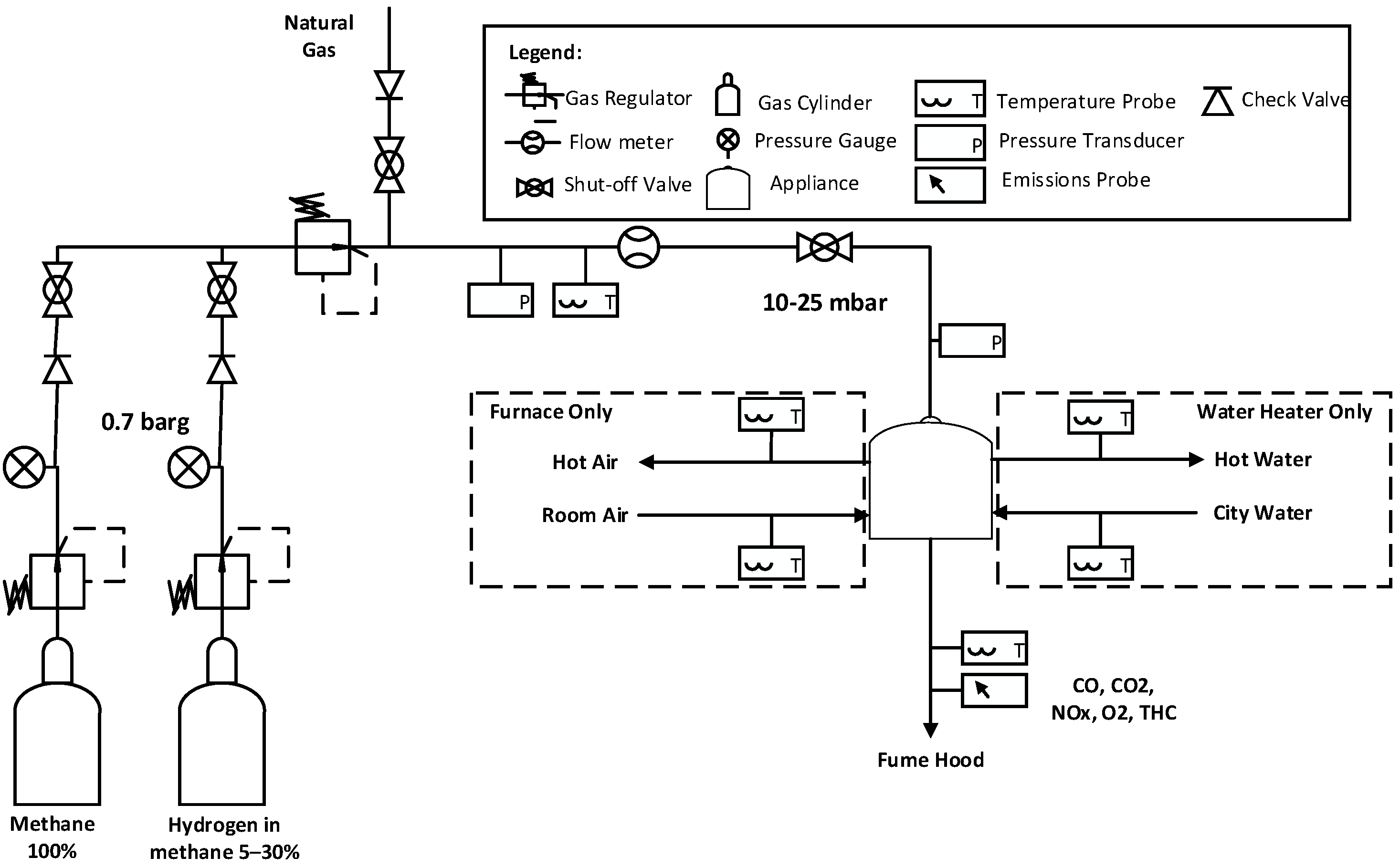
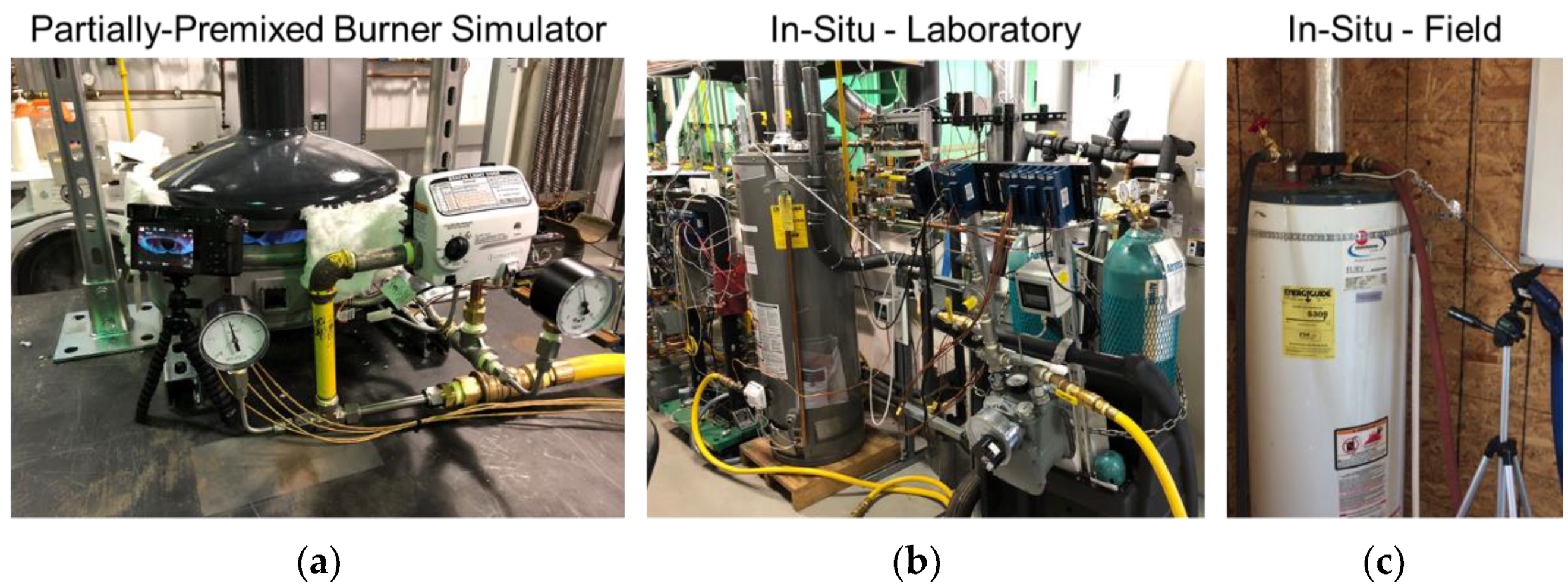
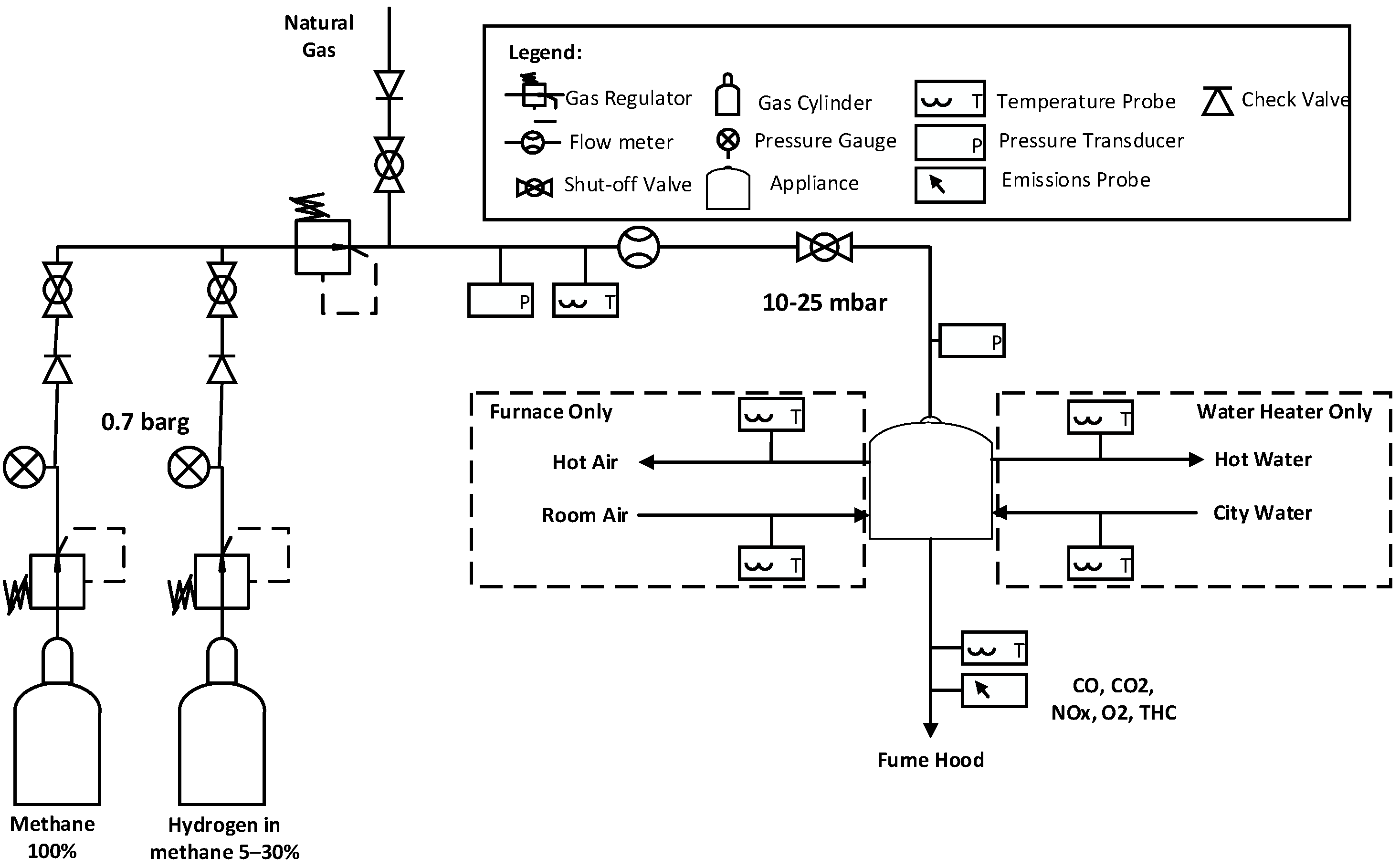
3.1. Laboratory Testing
3.1.1. Simulator Testing Details
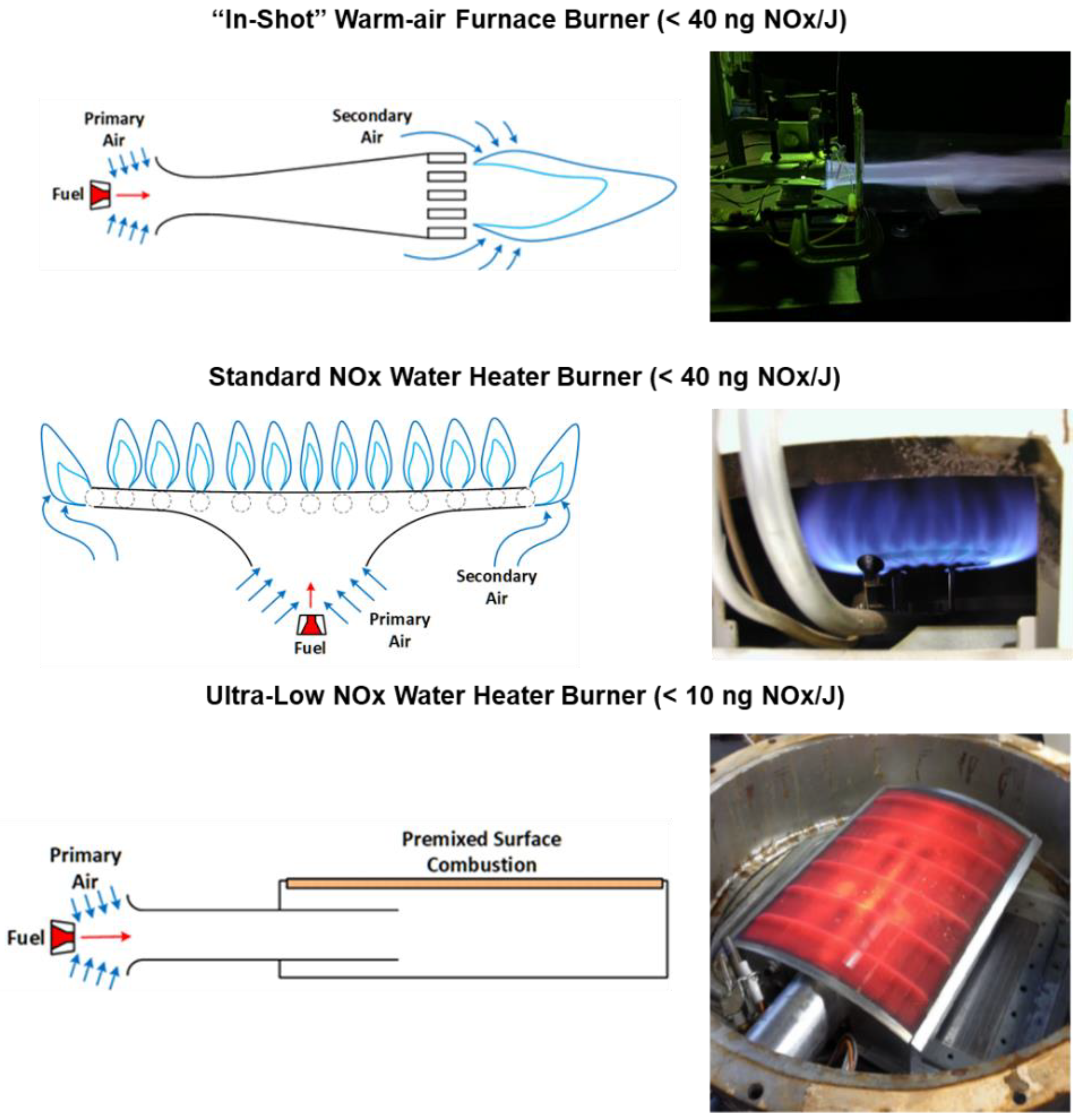
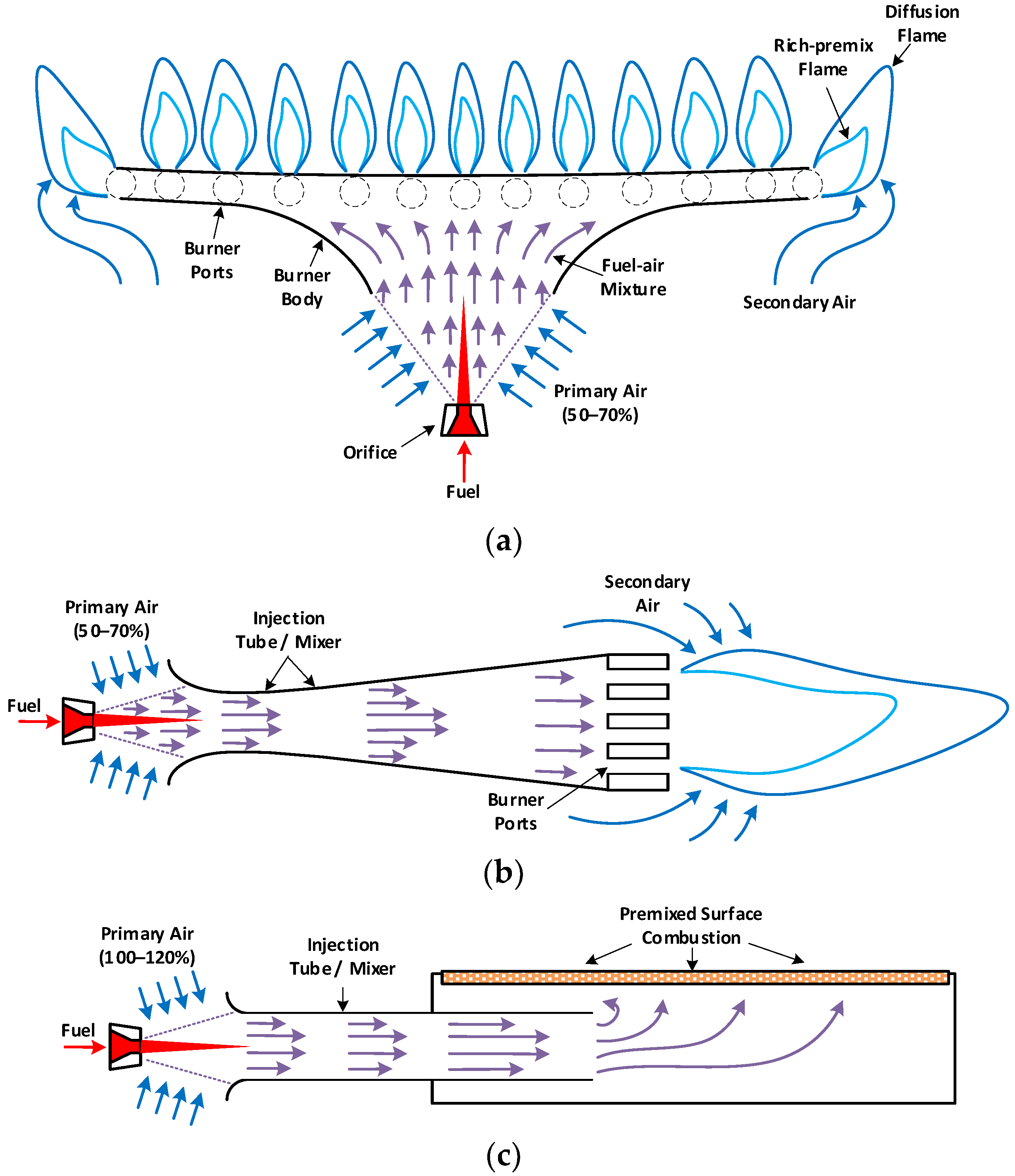
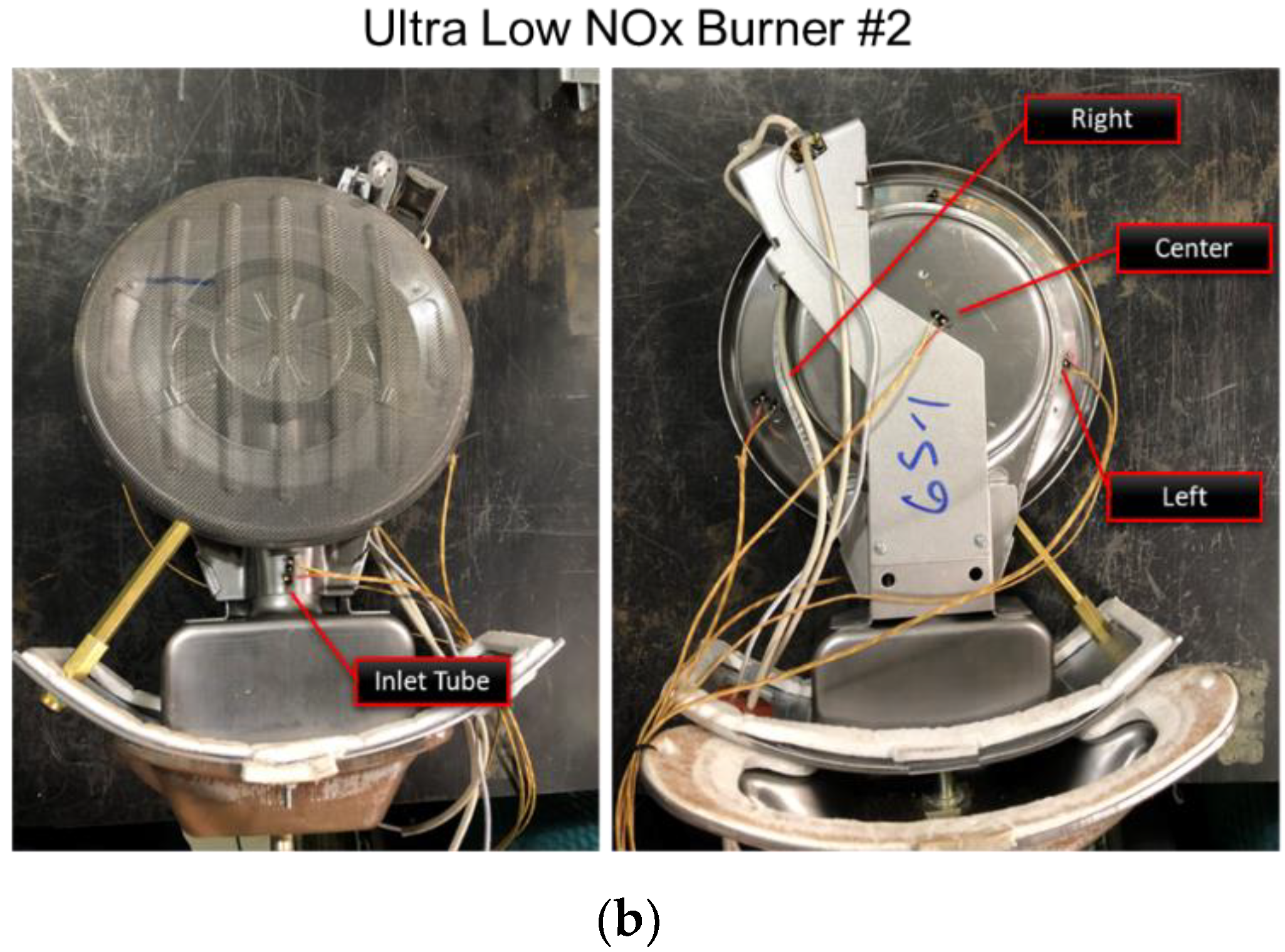
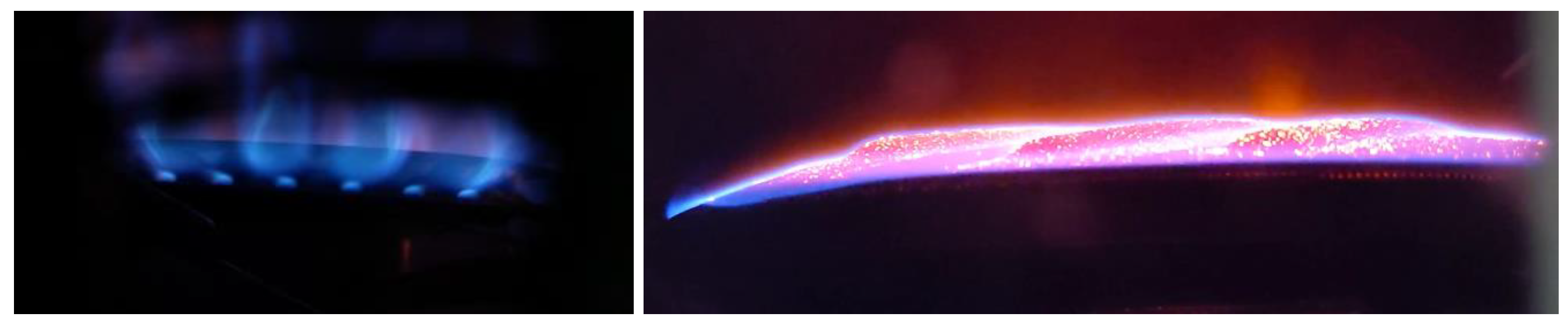
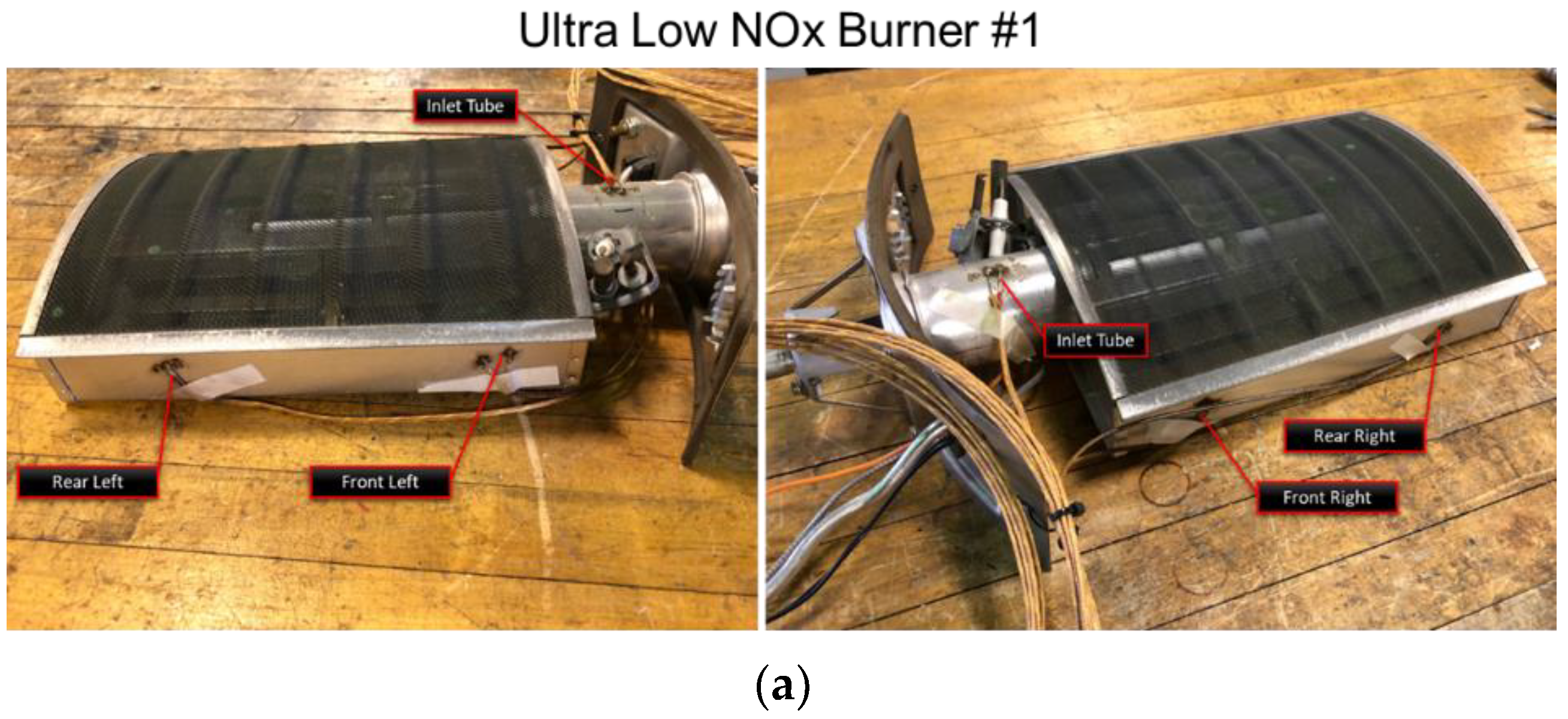
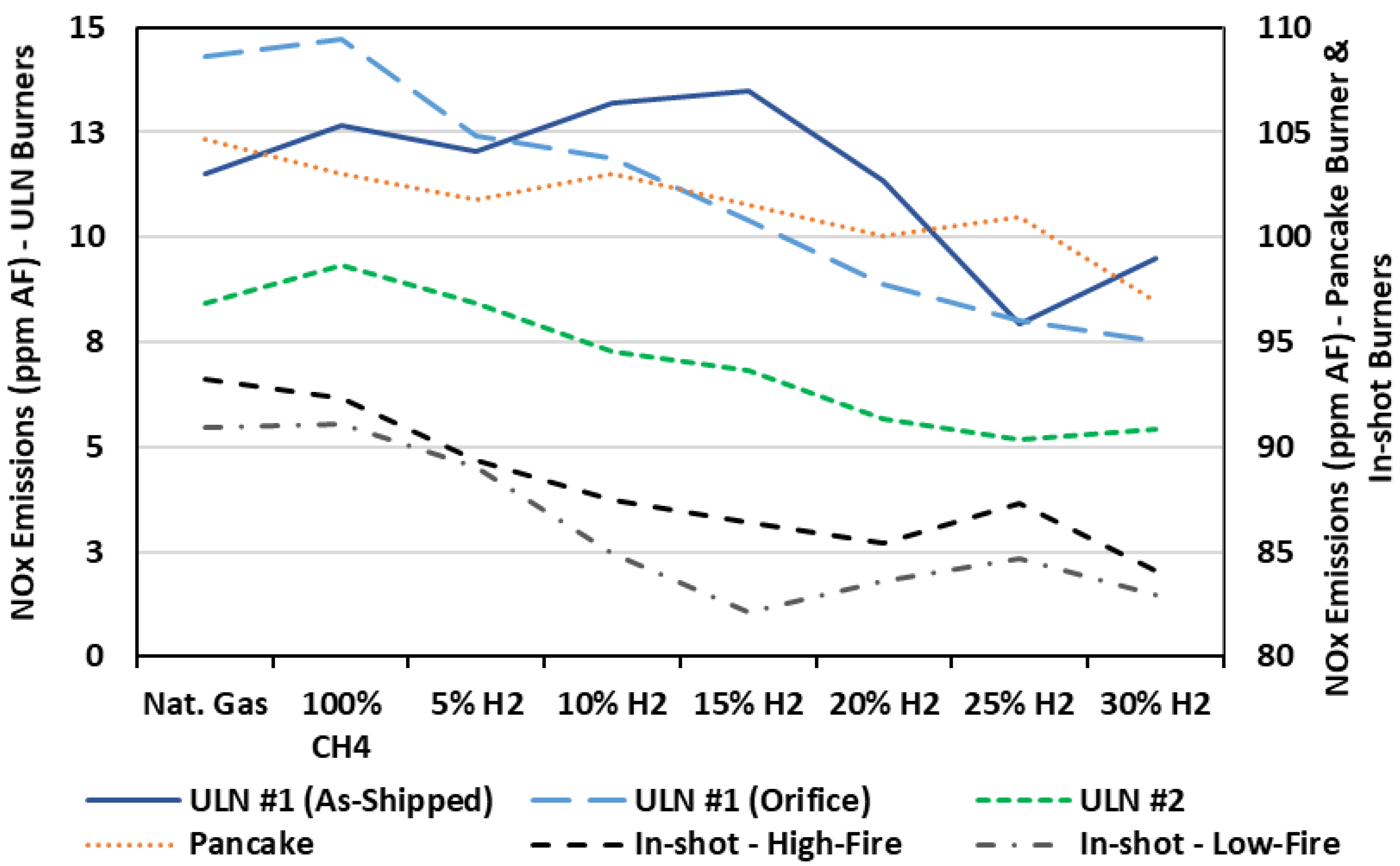
- Uneven flame distribution and hot spots: particularly for ultra-low NOx burners. These burners have a larger burner port/flame holder surface area to decrease the flame temperature for NOx control.
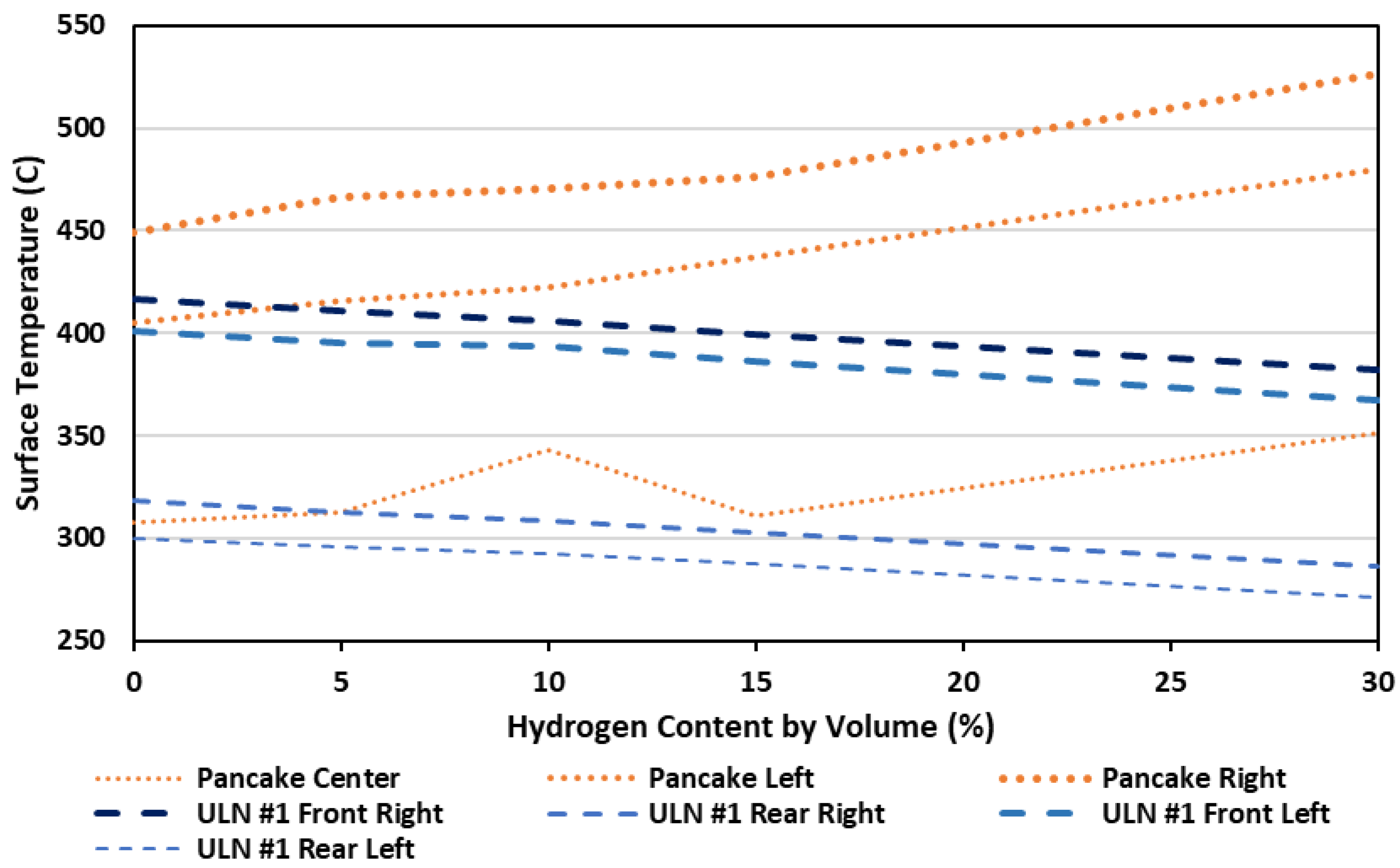
- Overheating of burner material: this could occur in any of the burners, but most readily in the “pancake” and “in-shot” burners because of the higher port loading compared to the other burners.
- Flashback and/or formation of a diffusion flame at the burner orifice: The higher flame speed and wider flammability range of hydrogen makes it possible for a flame to occur where it would otherwise not be possible with methane or natural gas. The simple flow-through design of the “in-shot” furnace burners makes them particularly susceptible to this.
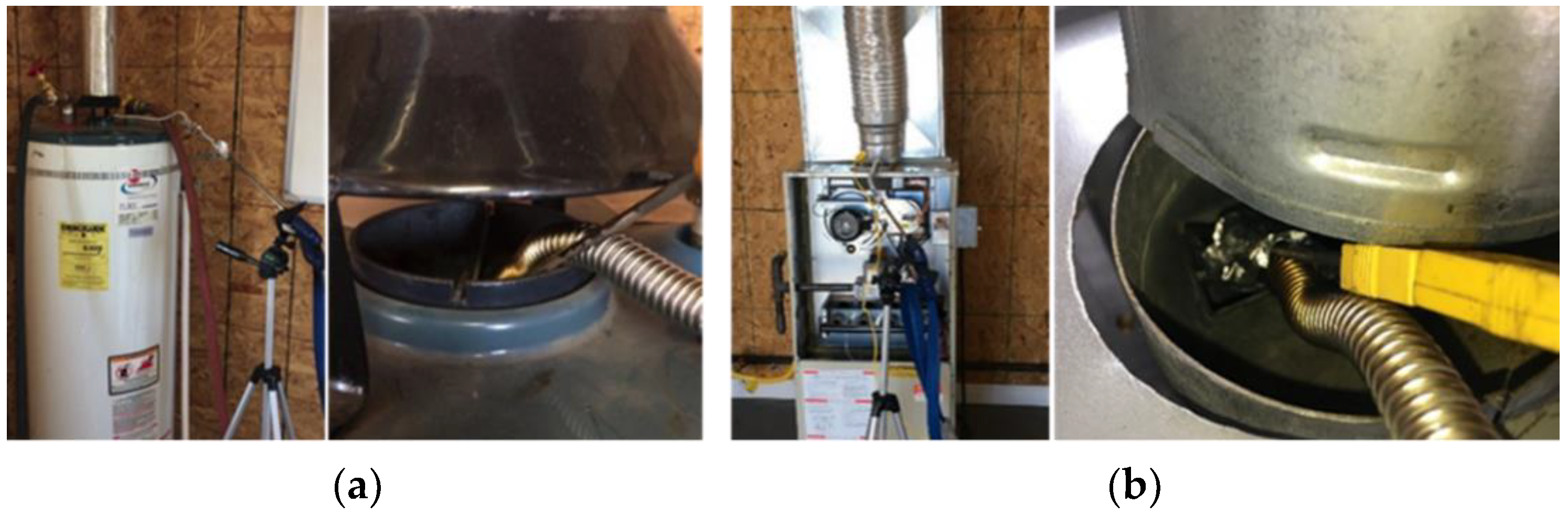
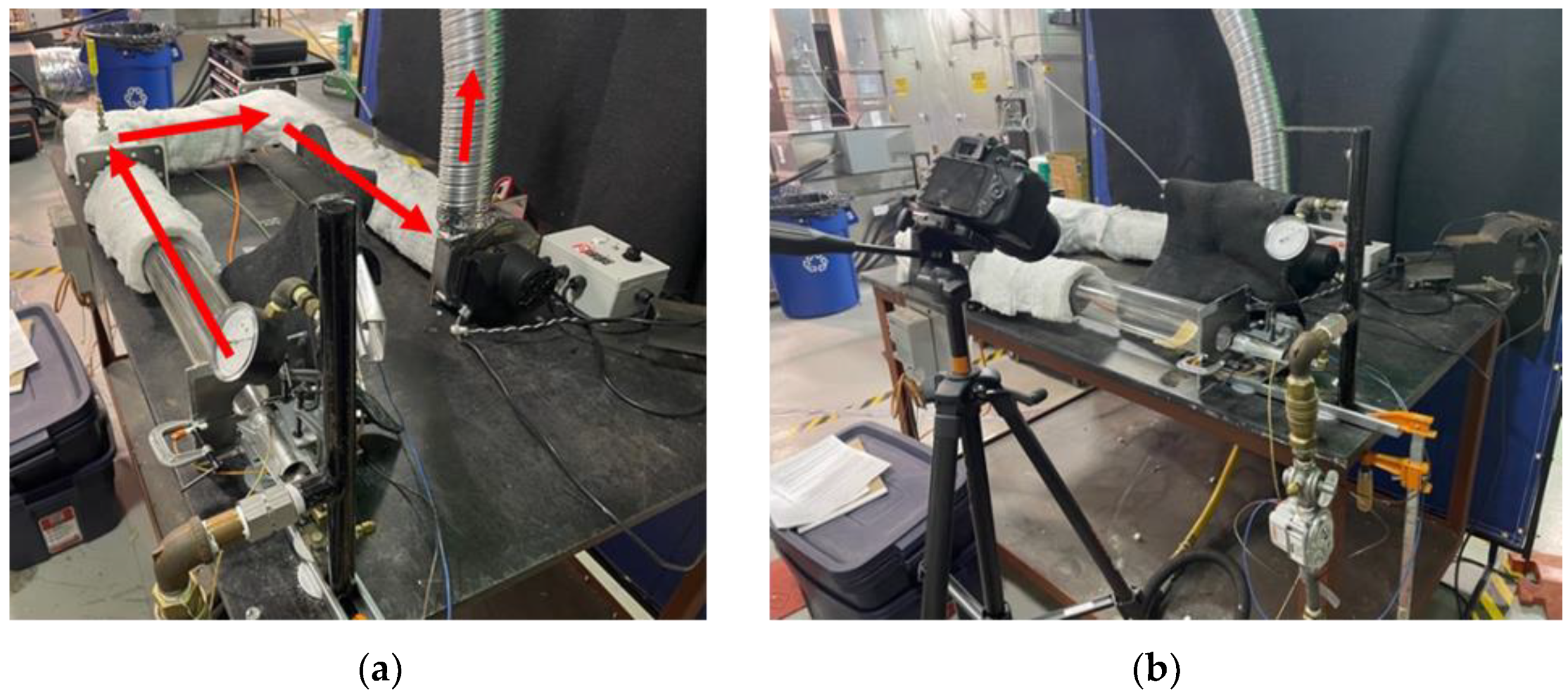
3.1.2. In Situ Testing Details
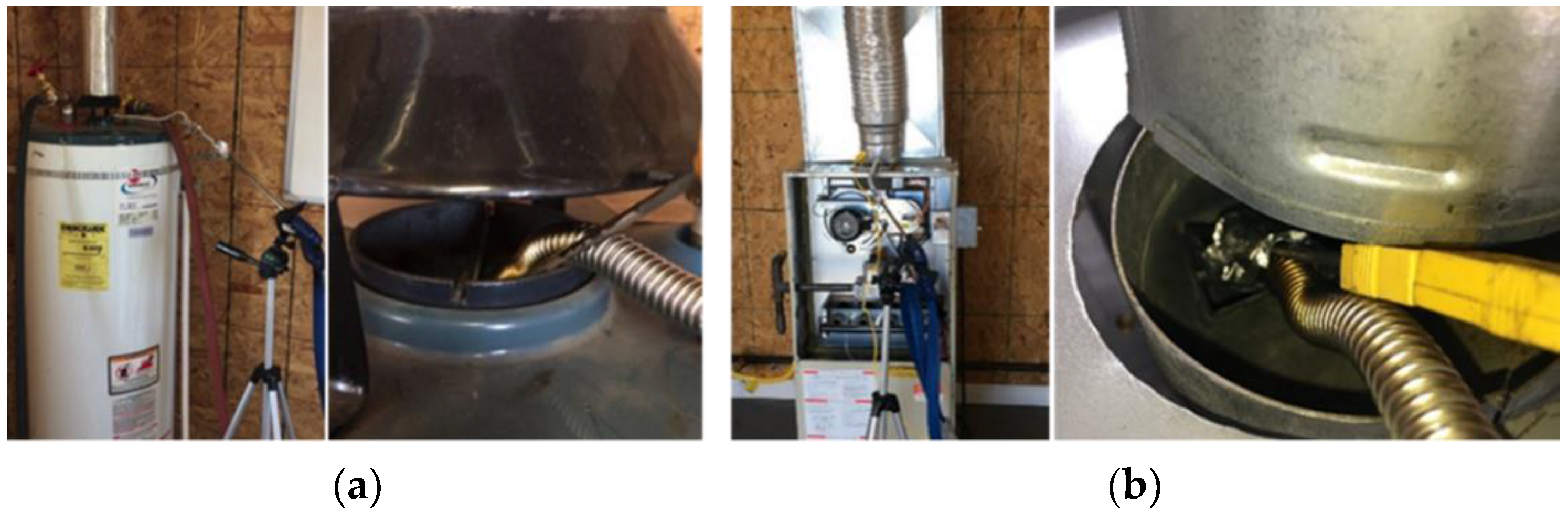
3.2. Field Equipment Sampling
4. Results
4.1. Laboratory Testing
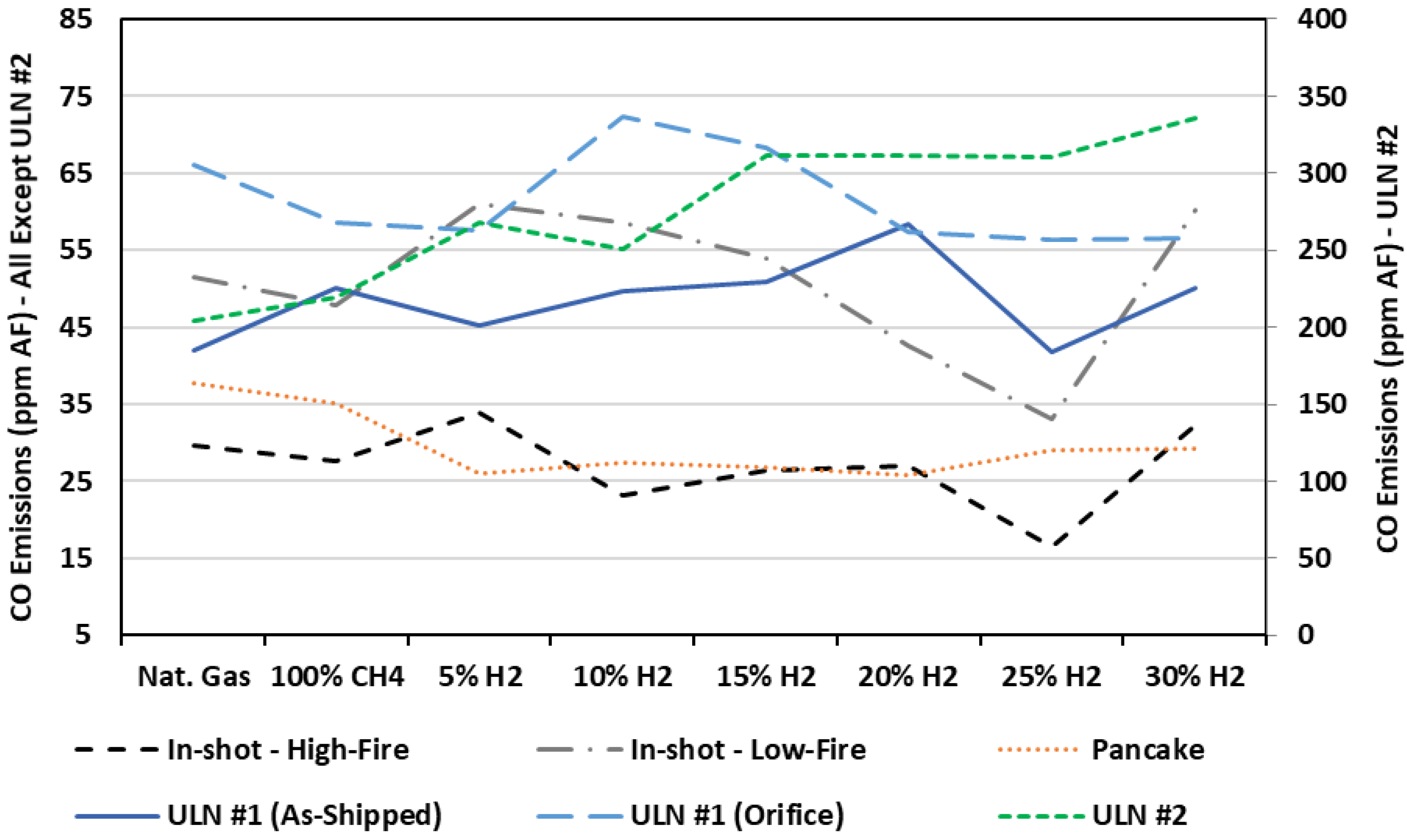
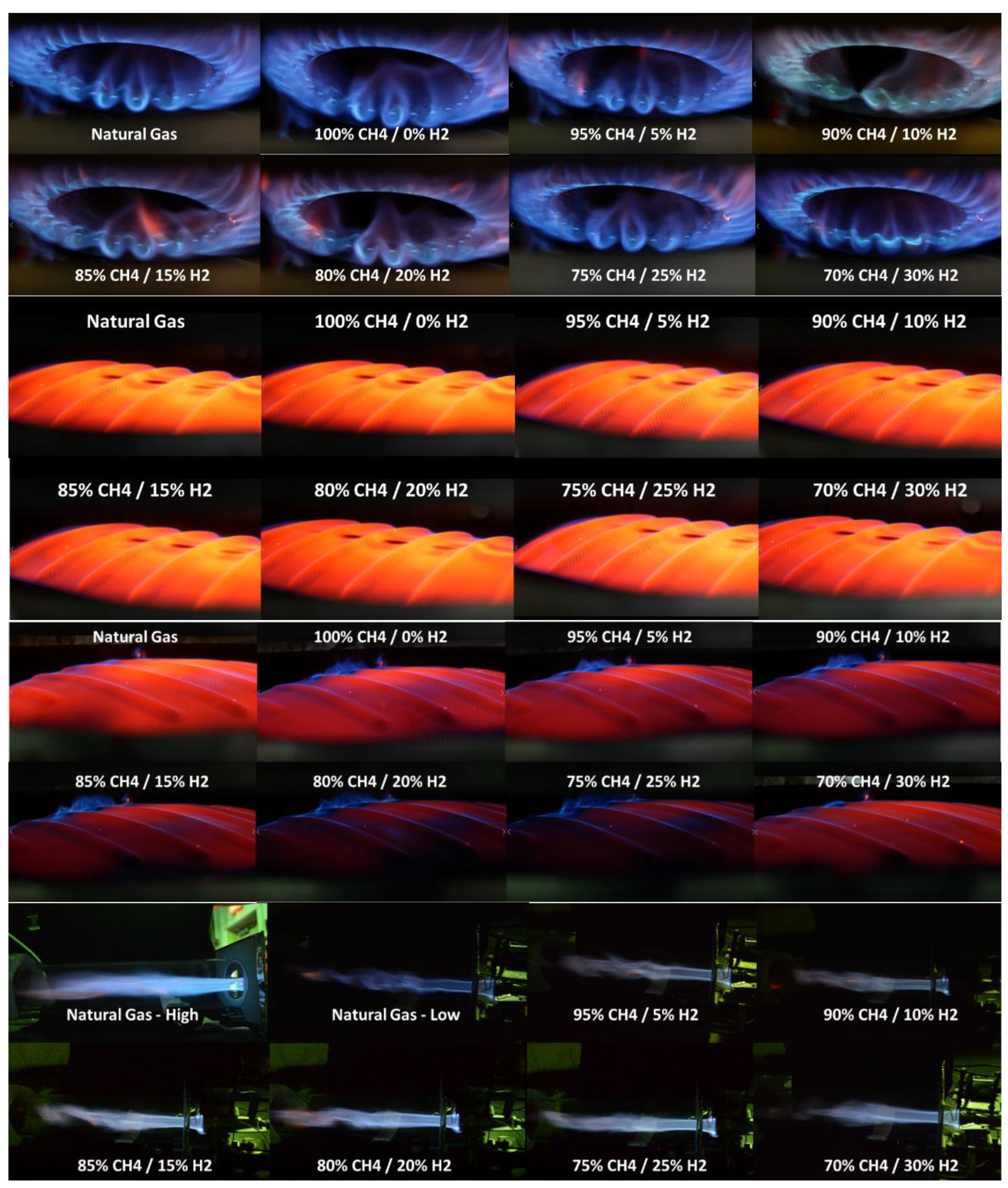
4.1.1. Simulator Test Results
4.1.2. In Situ Test Results
4.2. Field Equipment Sampling
5. Summary
5.1. Conclusions
- The combustion stability of the burners and appliances tested was not impacted by up to 30% of H2 by volume, as evidenced by lack of flashback, flame lift, and CO emissions above 400 ppm AF.
- While de-rating of appliances can be approximated by the WI comparison, it is not exact and higher levels of de-rate are likely to be observed in the field.
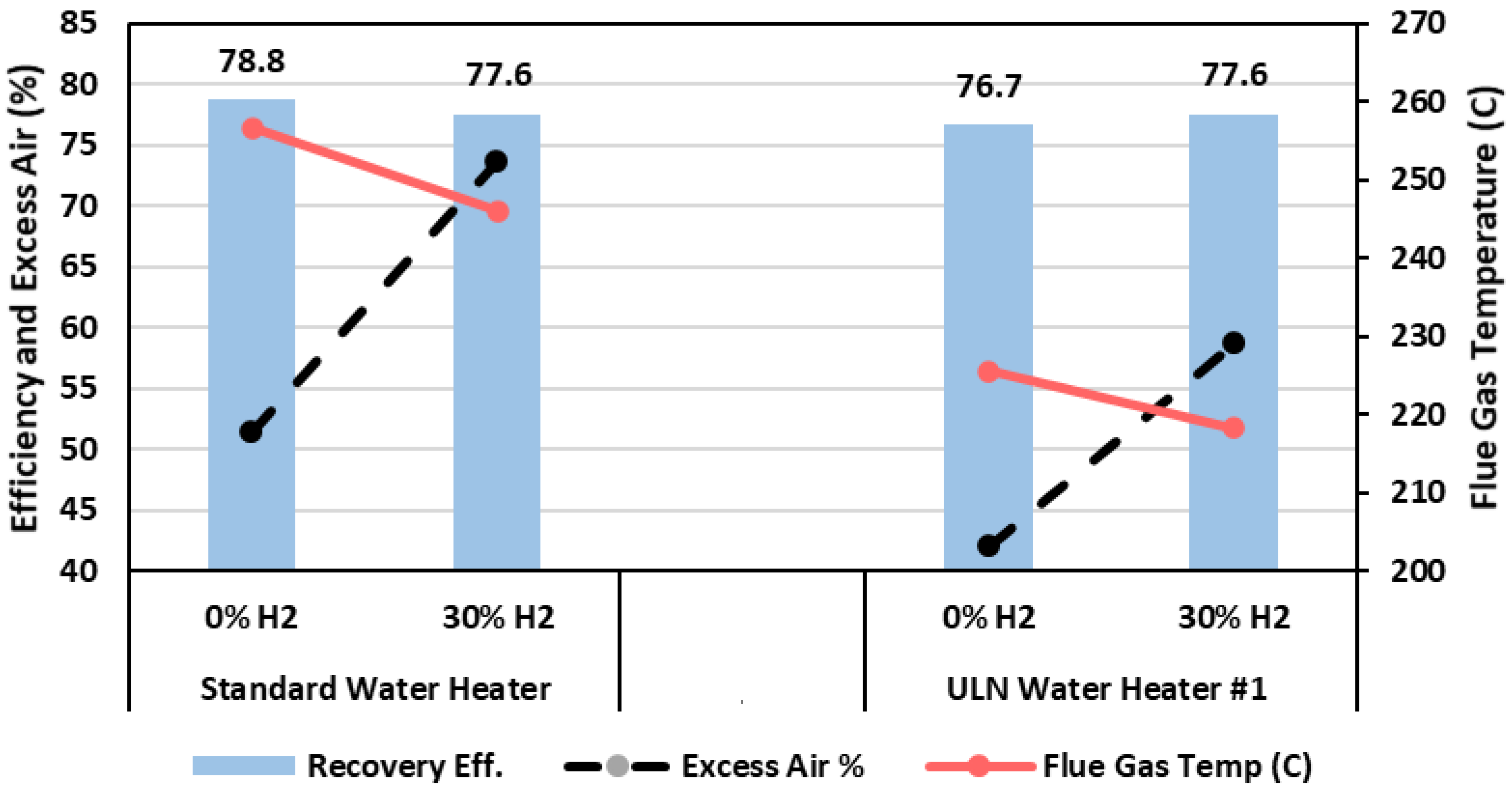
- The efficiency of the appliances tested only varied by ~1–1.5% with 0 to 30% hydrogen-blended fuels, which is consistent with prior observations, though the changes in flue gas temperature and excess aeration did not always point to the same result. The overall efficiency ratings should be investigated in more detail; the decarbonization benefit of H2 blending can be decreased or increased by changes in appliance efficiency.
- Within the limits of the instrumentation and procedures used, NOx emissions from laboratory and field measurements point to either no change or a decrease with increasing blends of hydrogen up to 30% by volume.
- The most sensitive burners to hydrogen blending were of the “in-shot” variety, used by warm-air furnaces, tested in the laboratory. Flashback events observed were inconsistent and likely caused by either test procedures or sensitivities of the specific test stands used. Further investigation into these burners is recommended.
5.2. Recommendations
- Expand the dataset: further quantify the emissions, efficiency, and safety impacts on a wider range of equipment types, including a greater diversity of water and space heating equipment, cooking equipment, and other miscellaneous fuel-fired appliances. Additionally, expand the scope of testing, including higher hydrogen blends, the impact of the balance fuel (e.g., natural gas), indoor and equipment component, new versus aged equipment, emerging technologies (e.g., fuel-fired heat pumps), and explore the operating envelope (fuel pressure, over/under-firing, venting matters, environmental conditions, etc.).
- Quantify long-term impacts: long-term impacts are even more poorly understood, ranging from hydrogen-blended natural gas impacts on equipment operating life, maintenance needs, material and component degradation, and on the infrastructure (e.g., piping, venting).
- Gain experience in the field: true in situ testing will be valuable in the field, to verify laboratory-based findings, in addition to (a) quantifying impacts on installation, operation, and maintenance of equipment, (b) establishing best practices concerning re-commissioning and troubleshooting equipment issues, (c) implementing simple retrofit packages to enable hydrogen-blended fuel tolerance, and (d) establishing the use case(s) for enhanced sensors for equipment and building systems.
- Modernize codes and standards: to operate the equipment in this study with a 30% hydrogen/natural gas blend is to go outside its certification for safety, performance, and possibly efficiency and emissions. Modernization of these associated codes and standards is essential in parallel to expanding these laboratory and field datasets.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Appendix A
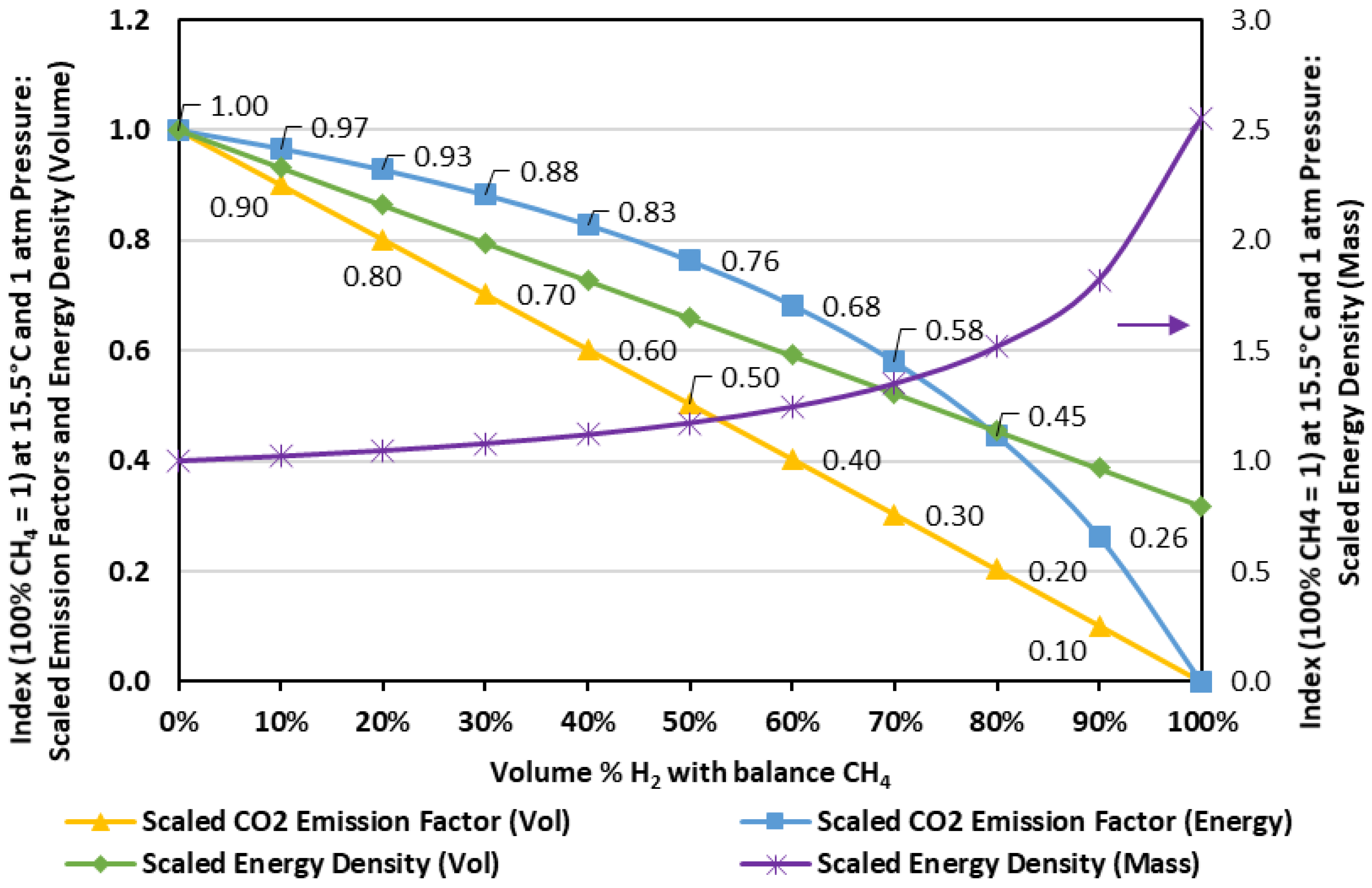
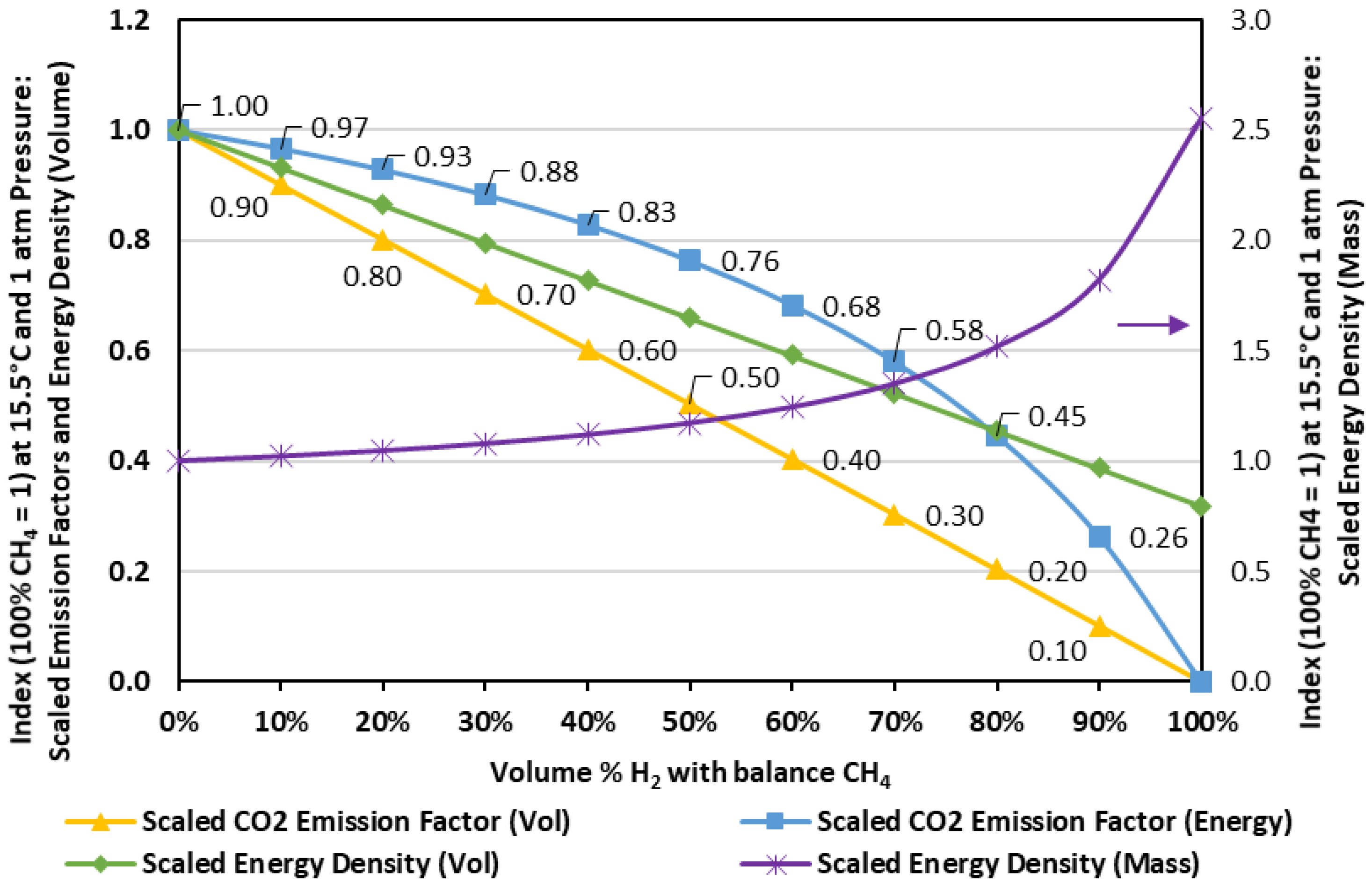
- Scaling to a mass basis is not common, as the delivered fuel is measured on a volumetric basis (ft3, m3). Nonetheless, hydrogen’s significantly higher energy density on a mass basis (e.g., Btu/lb, MJ/kg) is shown to increase by more than 2.5 times for pure hydrogen. However, when plotted as a function of volume of hydrogen added (horizontal axis), the CO2 emission factor on a mass basis is highly non-linear.
- Scaling to a volumetric basis is appropriate in some circumstances, and with zero on-site CO2 emissions from hydrogen, the emission factor declines proportionately with blending (e.g., 10% blend reduces CO2 emissions by 10%). In practice, this is only appropriate when there is not manual or automatic compensation for the reduced heating rate (e.g., decorative gas fixtures).
- Scaling to an energy basis is appropriate in most cases, where the fuel-fired equipment manually or automatically compensates for the reduced heating rate. For example, in a furnace operating normally as controlled by a thermostat for a given heat demand, the furnace will consume more blended fuel with longer operating times to compensate for the fuel’s reduced heating value, yielding a net CO2 reduction of 7.2% at 20% H2 (energy basis).
References
- Natural Resources Canada (NRCan). Hydrogen Strategy for Canada: Seizing the Opportunities for Hydrogen. 2020. Available online: https://www.nrcan.gc.ca/sites/www.nrcan.gc.ca/files/environment/hydrogen/NRCan_Hydrogen-Strategy-Canada-na-en-v3.pdf (accessed on 12 December 2021).
- U.S. Department of Energy (DOE). Secretary Granholm Launches Hydrogen Energy Earthshot to Accelerate Breakthroughs Toward a Net-Zero Economy. Available online: https://www.energy.gov/articles/secretary-granholm-launches-hydrogen-energy-earthshot-accelerate-breakthroughs-toward-net (accessed on 12 December 2021).
- U.S. Energy Information Administration (EIA). Natural gas explained. Available online: https://www.eia.gov/energyexplained/natural-gas/natural-gas-pipelines.php (accessed on 12 December 2021).
- Canadian Gas Association (CGA). Natural Gas Statistics. Available online: https://www.cga.ca/natural-gas-statistics/ (accessed on 12 December 2021).
- Lawrence Livermore National Laboratory (LLNL). Carbon Flow Charts. Available online: https://flowcharts.llnl.gov/commodities/carbon (accessed on 12 December 2021).
- Canadian National Energy Use Database (NEUD). NEUD Tables. Available online: https://oee.nrcan.gc.ca/corporate/statistics/neud/dpa/data_e/databases.cfm (accessed on 12 December 2021).
- Fuel Cell and Hydrogen Energy Association (FCHEA). Road Map to a US Hydrogen Economy. 2020. Available online: https://www.fchea.org/us-hydrogen-study (accessed on 12 December 2021).
- Fuel Cells and Hydrogen—Joint Undertaking (FCH-JU). Hydrogen Roadmap: Europe. 2019. Available online: https://www.fch.europa.eu/news/hydrogen-roadmap-europe-sustainable-pathway-european-energy-transition (accessed on 12 December 2021).
- Saeedmanesh, A.; MacKinnon, M.; Brouwer, J. Hydrogen is Essential for Sustainability. Curr. Opin. Electrochem. 2018, 12, 166–181. [Google Scholar] [CrossRef]
- Institute of Gas Technology (IGT). A Hydrogen–Energy System; Report prepared for the American Gas Association; Catalog No. L21173; Institute of Gas Technology: Des Plaines, IL, USA, 1972. [Google Scholar]
- Tarr, J. Transforming an Energy System: The Evolution of the Manufactured Gas Industry and the Transition to Natural Gas in the United States (1807–1954). In The Governance of Large Technical Systems; Coutard, O., Ed.; Routledge: London, UK, 1999; pp. 19–37. [Google Scholar]
- ATCO Gas. Fort Saskatchewan Hydrogen Blending Project. Available online: https://www.atco.com/content/dam/web/projects/projects-overview/fort-sask-hydrogen-blending-info-sheet.pdf (accessed on 12 December 2021).
- Enbridge Gas. Clean Hydrogen Enters the Markham Energy Mix. Available online: https://www.enbridge.com/stories/2022/january/hydrogen-blending-project-enbridge-gas-cummins-operational-markham-ontario (accessed on 9 December 2021).
- SoCalGas. Prepared Direct Testimony of Kevin Woo, David McQuilling, and Kevin Lang. Available online: https://www.socalgas.com/sites/default/files/2020-11/H2_Application-Chapter_4-Technical.pdf (accessed on 9 December 2021).
- Dominion Energy. Hydrogen. Available online: https://www.dominionenergy.com/projects-and-facilities/hydrogen (accessed on 9 December 2021).
- NW Natural. VISION 2050: Destination Zero. Available online: https://www.nwnatural.com/-/media/nwnatural/pdfs/vision2050bronov2021final.pdf?la=en&hash=85E02B181494D79DD7F2225778612E47 (accessed on 9 December 2021).
- Hawaii Gas. Synthetic Natural Gas (SNG). Available online: https://www.hawaiigas.com/clean-energy/synthetic-natural-gas/ (accessed on 12 December 2021).
- Melaina, M.; Antonia, O.; Penev, M. Blending Hydrogen into Natural Gas Pipeline Networks: A Review of Key Issues; Technical Report NREL/TP-5600-51995 prepared under Contract No. DE-AC36-08GO28308 for the U.S. Dept. of Energy; National Renewable Energy Laboratory: Golden, CO, USA, 2013.
- Needley, P.; Peronski, L. Assessment of Hydrogen Enriched Natural Gas; Report AHRI-8024 prepared for the Air-Conditioning Heating and Refrigeration Institute; Air-Conditioning Heating and Refrigeration Institute: Arlington, VA, USA, 2021. [Google Scholar]
- De Vries, H.; Florisson, O.; Thiekstra, G.C. Safe Operation of Natural Gas Appliances Fueled with Hydrogen/Natural Gas Mixtures (Progress Obtained in the NaturalHy-Project). In Proceedings of the International Conference on Hydrogen Safety, San Sebastian, Spain, 11–13 September 2007. [Google Scholar]
- Schaffert, J.; Fischer, P.; Leicher, J.; Burmeister, F.; Flayyih, M.; Cigarida, H.; Albus, R.; Görner, K.; Mili, P.; Carpentier, S.; et al. Impact of Hydrogen Admixture on Combustion Processes—Part II: Practice. Deliverable D2.3 as Submitted from the THyGA Project. 2020. Available online: https://thyga-project.eu/wp-content/uploads/20201211-D2.3-Impact-of-Hydrogen-in-Practice_final.pdf (accessed on 12 December 2021).
- McDonell, V.; Zhao, Y.; Choudhury, S. Implications of Increased Renewable Natural Gas on Appliance Emissions and Stability; Report CEC-500-2020-070 prepared for the California Energy Commission under Contract PIR-16-017; California Energy Commission: Sacramento, CA, USA, 2020.
- Suchovsky, C.J.; Ericksen, L.; Williams, T.A.; Nikolic, D.J. Appliance and Equipment Performance with Hydrogen-Enriched Natural Gases; Report prepared for the Canadian Standards Association; Canadian Standards Association: Toronto, ON, Canada, 2021. [Google Scholar]
- Glanville, P.; Fridlyand, A.; Keinath, C.; Garrabrant, M. Demonstration and Simulation of Gas Heat Pump-Driven Residential Combination Space and Water Heating System Performance. ASHRAE Trans. 2019, 125, 264–272. [Google Scholar]
- Southwest Research Institute. Compressed Natural Gas Vehicle Fuel Survey; Report prepared for the CRC under Project No. PC-2-12; Southwest Research Institute: San Antonio, TX, USA, 2014. [Google Scholar]
- Choudhury, S.; McDonell, V.; Samuelsen, S. Combustion performance of low-NOx and conventional storage water heaters operated on hydrogen enriched natural gas. Int. J. Hydrog. Energy 2020, 45, 2405–2417. [Google Scholar] [CrossRef]
- Zhao, Y.; McDonell, V.; Samuelsen, S. Assessment of the combustion performance of a room furnace operating on pipeline natural gas mixed with simulated biogas or hydrogen. Int. J. Hydrog. Energy 2020, 45, 11368–11379. [Google Scholar] [CrossRef]
- Zhao, Y.; McDonell, V.; Samuelsen, S. Influence of hydrogen addition to pipeline natural gas on the combustion performance of a cookop burner. Int. J. Hydrog. Energy 2019, 44, 12239–12253. [Google Scholar] [CrossRef]
- Jones, H.R.N. Chaper 3—Partially aerated burners. In The Application of Combustion Principles to Domestic Gas Burner Design; E. & F.N.Spon: London, UK, 1990; pp. 30–75. [Google Scholar]
- Pritchard, R.; Guy, J.J.; Connor, N.E. Chapter 7—Gas burners and burner systems. In Handbook of Industrial Gas Utilization: Engineering Principles and Practice; Van Nostrand Reinhold Company: New York, NY, USA, 1977; pp. 216–313. [Google Scholar]
- Glassman, I.; Yetter, R.A. Appendix F—Laminar Flame Speeds. In Combustion, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2008; pp. 713–720. [Google Scholar]
- Glassman, I.; Yetter, R.A. Chapter 8—Environmental Combustion Considerations. In Combustion, 4th ed.; Elsevier: Amsterdam, The Netherlands, 2008; pp. 409–494. [Google Scholar]
- U.S. Department of Energy (DOE). Appliance and Equipment Standards Rulemakings and Notices—Consumer Water Heaters. Available online: https://www1.eere.energy.gov/buildings/appliance_standards/standards.aspx?productid=32 (accessed on 12 December 2021).
- U.S. Department of Energy (DOE). Appliance and Equipment Standards Rulemakings and Notices—Consumer Furnaces. Available online: https://www1.eere.energy.gov/buildings/appliance_standards/standards.aspx?productid=59&action=viewlive (accessed on 12 December 2021).













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Location | Details of Demonstration * |
|---|---|
| Canada—Alberta [12] | ATCO Gas will inject 5% of H2 by volume starting in late 2022, in a section of its customer network serving approximately 2000 customers. |
| Canada—Ontario [13] | Enbridge Gas will inject 2% H2 by volume in a network serving approximately 3600 customers in the Toronto metropolitan area in 2022. |
| US—California [14] | A joint effort of San Diego Gas & Electric and SoCalGas to perform multiple demonstrations of blending initially from 1 to 5% H2 by volume up to 20%, in multiple portions of their networks, from 2021 to 2026. |
| US—Utah [15] | Beginning with 5% H2 injection at a training facility in the Salt Lake City region, Dominion Energy may expand to customer networks starting in 2022. |
| US—Oregon [16] | Testing at training facility at 5% H2 blended, NW Natural may also expand into customer networks into 2022–2023. |
| US—Hawaii [17] | Not a blending demonstration per se, but Hawaii Gas has long operated a distribution network on Oahu delivering a manufactured gas containing 10–15% H2 by volume serving approximately 30,000 customers. |
| Measurement | Instrument/Analyzer Used | Calibration Range/ Instrument Accuracy |
|---|---|---|
| Total Hydrocarbons (THC) | Rosemount Analytical 400A | 800 ppm |
| NOx (NO and NO2) | Ecophysics CLD 700EL | 80 ppm NO |
| O2 | Rosemount Analytical X-Stream | 8% O2 |
| CO/CO2 | Rosemount Analytical X-Stream | 400 ppm CO, 18% CO2 |
| Fuel Pressure | Dwyer ISDP-008 | ±31.1 Pa |
| Fuel Flow | Elster DTM-200A Gas Meter | ±1% of reading (prec.: 17.7 pulses per L) |
| Gas/Air Temperatures | T-type/K-type thermocouples | ±0.75% of reading |
| Atmospheric Pressure | Traceable Excursion-Trac Barometer | ±406 Pa |
| Water pressure | Ashcroft G2 (0–6.9 bar) | ±1.0% full scale |
| Water Temperatures | Omega P-M-1/10-1/8-6-0-P-3 RTDs | 1/10 DIN (less than ± 0.08 °C at 60 °C, less than ± 0.04 °F at 10 °C) |
| Supply Water Flow | Dwyer MFS2-3 | ±1% of reading |
| Equipment Name | Burner Type | Description and Key Features |
|---|---|---|
| Standard Water Heater | “Pancake” Burner | Standard NOx, 0.62 UEF, 189 L, 11.7 kW input |
| ULN Water Heater #1 | ULN Burner #1 | Ultra-low NOx, 0.64 UEF, 151 L, 11.7 kW r input |
| ULN Water Heater #2 | ULN Burner #2 | Ultra-low NOx, 0.58 UEF, 151 L, 11.1 kW input |
| Non-Condensing Furnace | “In-Shot” Burners | Standard NOx, 80% AFUE, High Fire = 23.4 kW, Low Fire = 18.8 kW |
| Condensing Furnace | “In-Shot” Burners | Standard NOx, 95% AFUE, Input (Single Stage) = 16.4 kW |
| Location | Equipment Name | Burner Type | Description and Key Features |
|---|---|---|---|
| A | Water Heater #1 | “Pancake” Burner | Standard NOx, 0.59 UEF, 151 L, 11.7 kW input |
| B | Water Heater #2 | “Pancake” Burner | Standard NOx, 0.59 UEF, 151 L, 11.7 kW input |
| D | Water Heater #3 | ULN Burner #2 | Ultra-low NOx, 0.62 UEF, 144 L, 10.6 kW input |
| E | Water Heater #4 | “Pancake” Burner | Standard NOx, 0.59 UEF, 151 L, 10.6 kW input |
| D | Furnace #1 | “In-shot” Burners | Standard NOx, 80% AFUE, Input (Single Stage) = 25.8 kW |
| E | Furnace #2 | “In-shot” Burners | Standard NOx, 80% AFUE, High Fire = 14.7 kW, Low Fire = 10.3 kW |
| B | Wall Furnace #1 | “In-shot” Burners | 66% AFUE, Input = 14.7 kW |
| G | Wall Furnace #2 | “Ribbon” Burners | Input = 23.4 kW |
| C | Fireplace #1 | Perforated Burner | Input = 8.8 kW |
| A | Range/Oven #1 | Standard Range Burner | Max. Input = 15.5 kW |
| E | Range/Oven #2 | Standard Range Burner | Max. Input = 19.9 kW |
| F | Range/Oven #3 | Standard Range Burner | Max. Input = 19.2 kW |
| Sampling Day | Hydrogen Blend (Actual %) | Heating Value (Average, MJ/m3) |
|---|---|---|
| 1 * | 4.49 | 37.63 |
| 2 | 5.18 ± 0.39 | 37.56 ± 0.15 |
| 3 | 0.00 | 38.90 ± 0.26 |
| 4 ** | 10.02 ± 0.43 | 35.95 ± 0.11 |
| Qty. | Range | Resolution | Accuracy | Response Time |
|---|---|---|---|---|
| O2 | 0 to 20.9% | 0.1% | ±0.3 % | T90 < 20 s |
| CO | 0 to 10,000 ppm | 1 ppm | ±10 ppm (0 to 200) ±5% reading (201 to 2000) | T90 < 40 s |
| NO | 0 to 3000 ppm | 1 ppm | ±3 ppm (0 to 50) ±5% reading (51 to 2000) | T90 < 30 s |
| NO2 | 0 to 500 ppm | 1 ppm | ±3 ppm (0 to 50) ±5% reading (51 to 500) | T90 < 40 s |
| Tflue | −20 °C to 1200 °C | 0.05 °C | ±0.5 °C | T90 < 70 s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Glanville, P.; Fridlyand, A.; Sutherland, B.; Liszka, M.; Zhao, Y.; Bingham, L.; Jorgensen, K. Impact of Hydrogen/Natural Gas Blends on Partially Premixed Combustion Equipment: NOx Emission and Operational Performance. Energies 2022, 15, 1706. https://doi.org/10.3390/en15051706
Glanville P, Fridlyand A, Sutherland B, Liszka M, Zhao Y, Bingham L, Jorgensen K. Impact of Hydrogen/Natural Gas Blends on Partially Premixed Combustion Equipment: NOx Emission and Operational Performance. Energies. 2022; 15(5):1706. https://doi.org/10.3390/en15051706
Chicago/Turabian StyleGlanville, Paul, Alex Fridlyand, Brian Sutherland, Miroslaw Liszka, Yan Zhao, Luke Bingham, and Kris Jorgensen. 2022. "Impact of Hydrogen/Natural Gas Blends on Partially Premixed Combustion Equipment: NOx Emission and Operational Performance" Energies 15, no. 5: 1706. https://doi.org/10.3390/en15051706
APA StyleGlanville, P., Fridlyand, A., Sutherland, B., Liszka, M., Zhao, Y., Bingham, L., & Jorgensen, K. (2022). Impact of Hydrogen/Natural Gas Blends on Partially Premixed Combustion Equipment: NOx Emission and Operational Performance. Energies, 15(5), 1706. https://doi.org/10.3390/en15051706