
An Analysis of the Performance Characteristics of Different Cylinder Temperatures for Ni-W and Ni-W-BN(h) Plated Piston Rings in an Air-Cooled Engine


Abstract
:1. Introduction
2. Experimental Procedure
2.1. Coating Preparation and Mechanical Properties
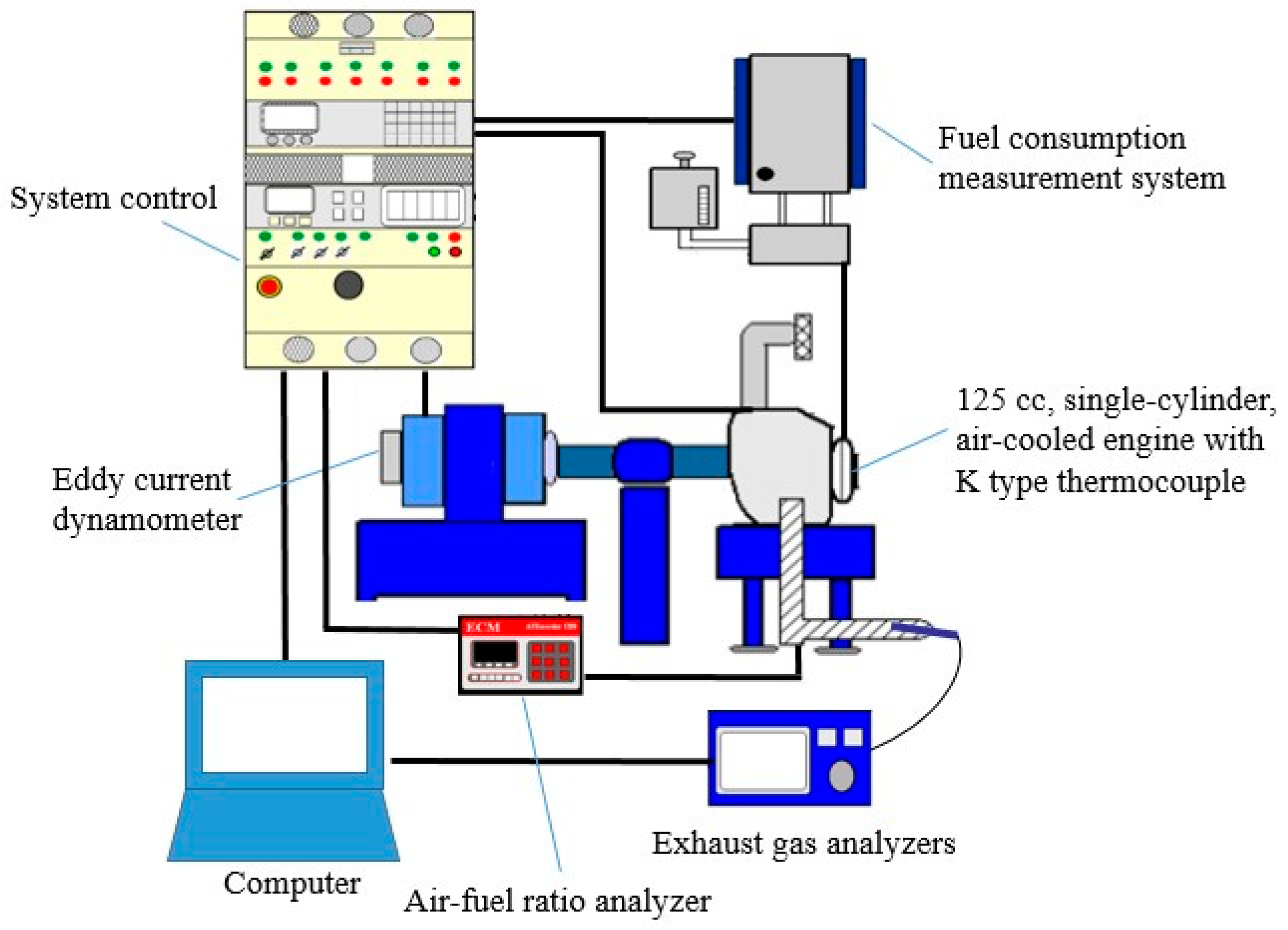
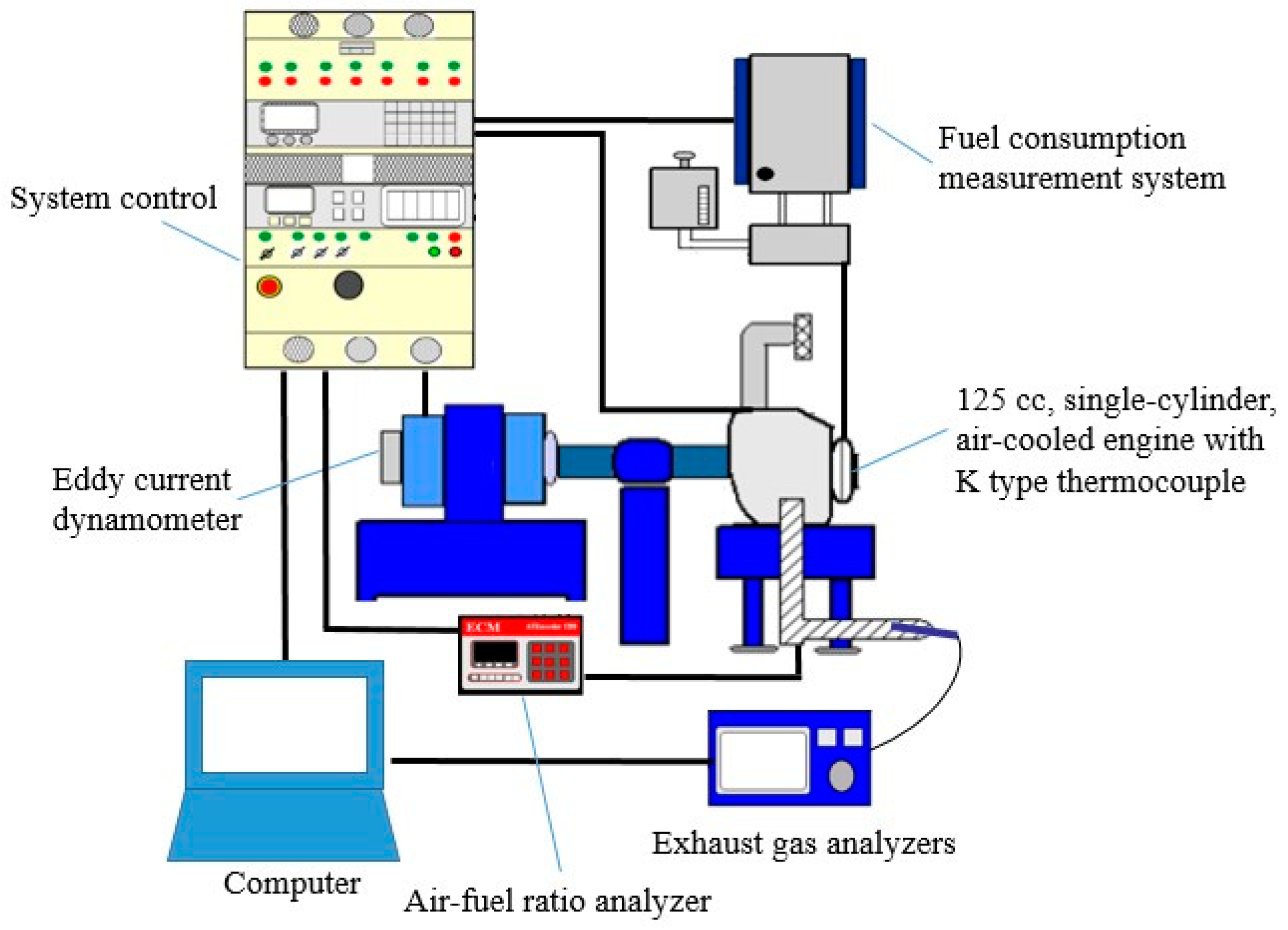
2.2. Engine Performance Test
3. Results and Discussion
3.1. Mechanical Properties of the Coatings
3.2. Analysis of Engine Performance Characteristics
3.3. Engine Exhaust Analysis
4. Conclusions
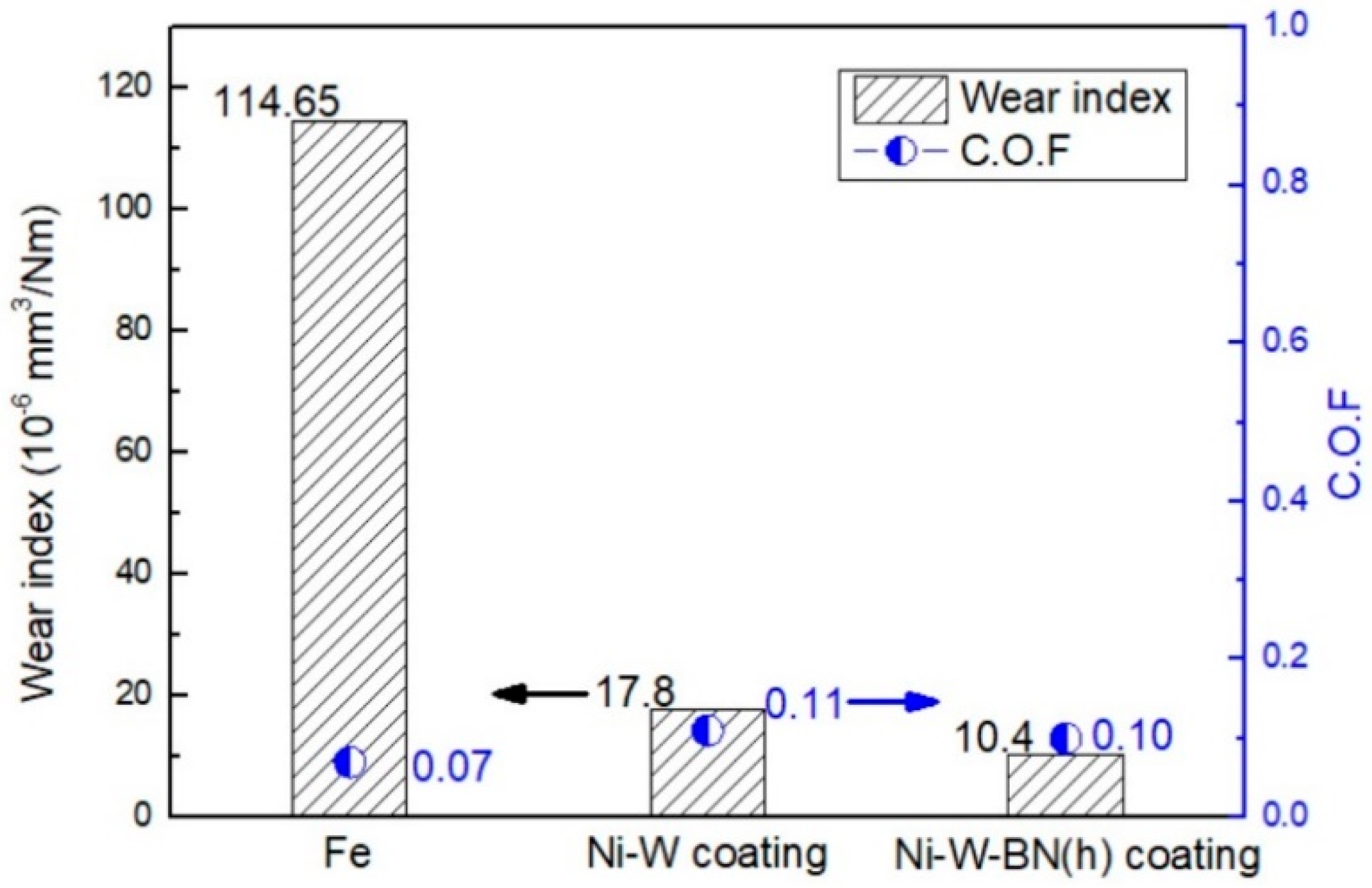
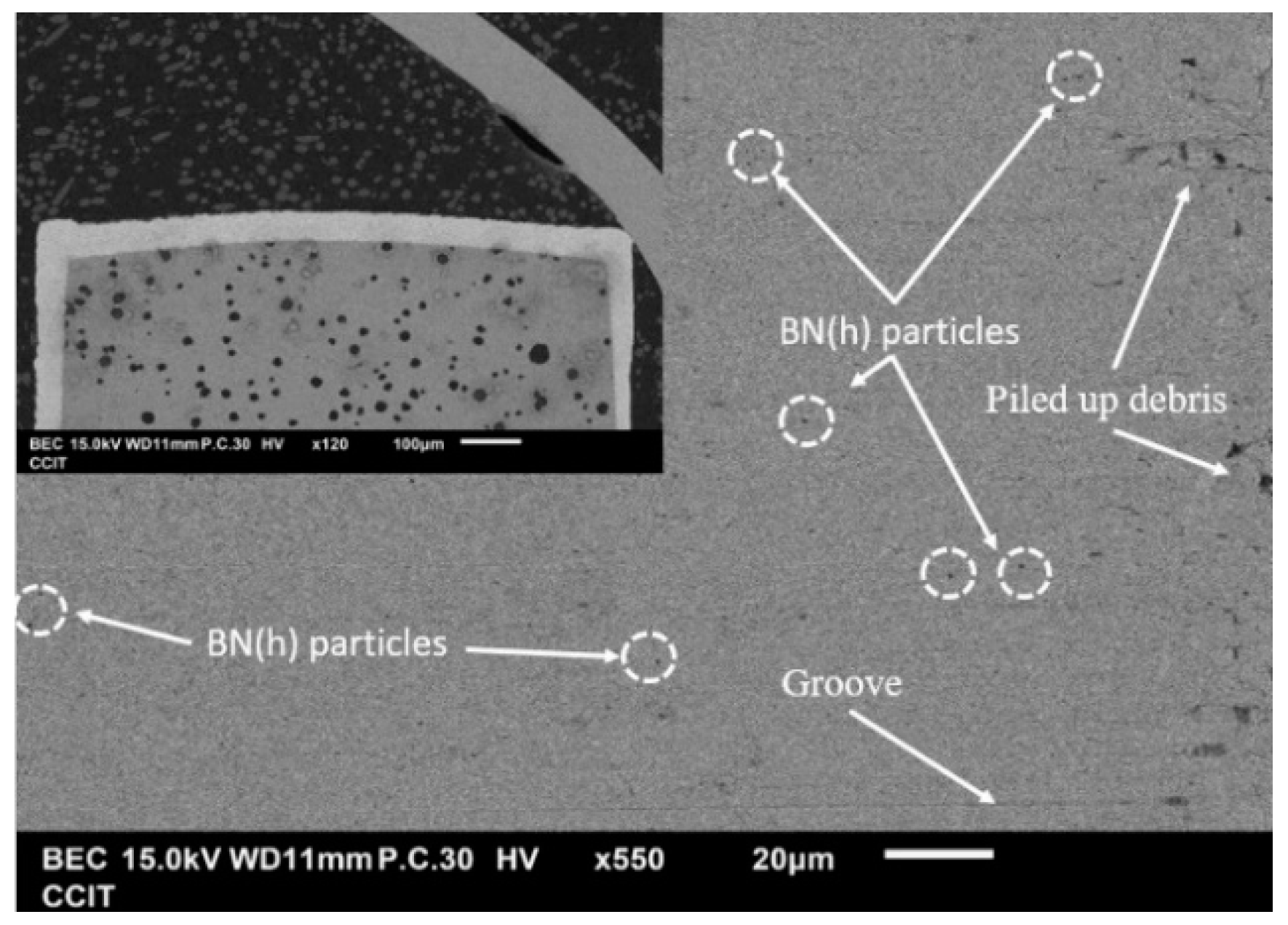
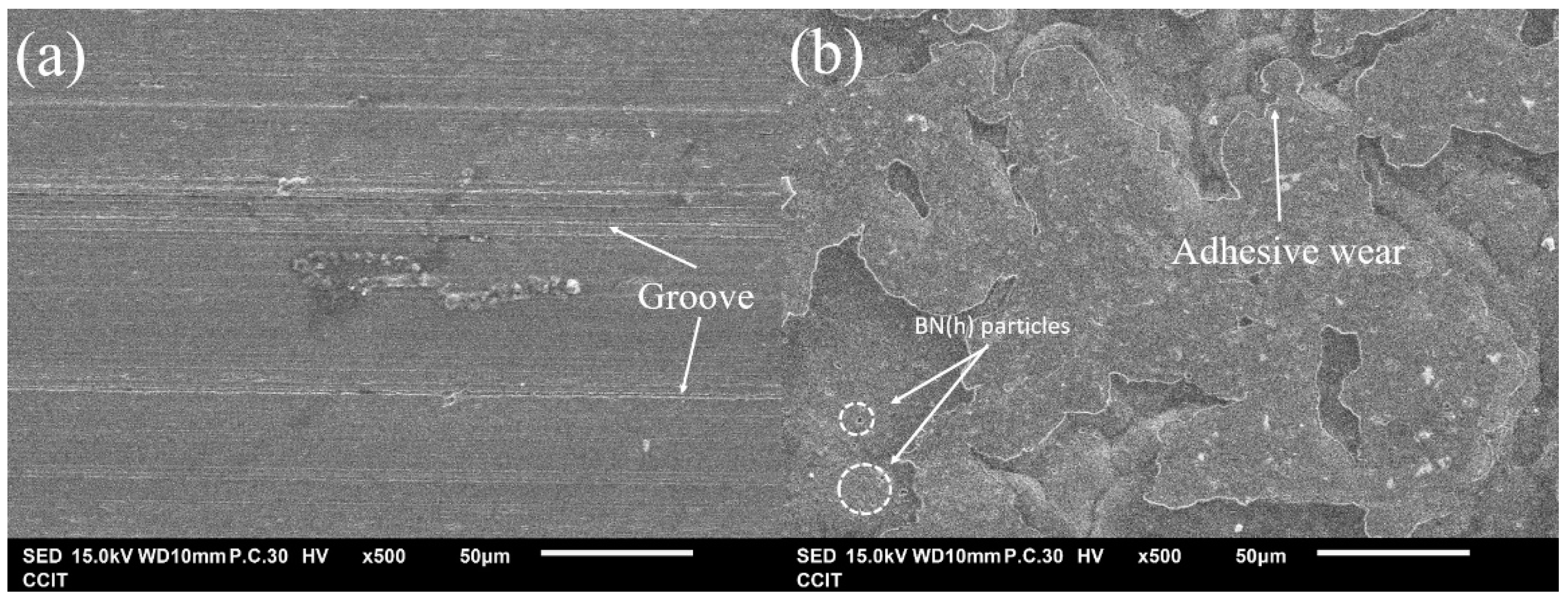
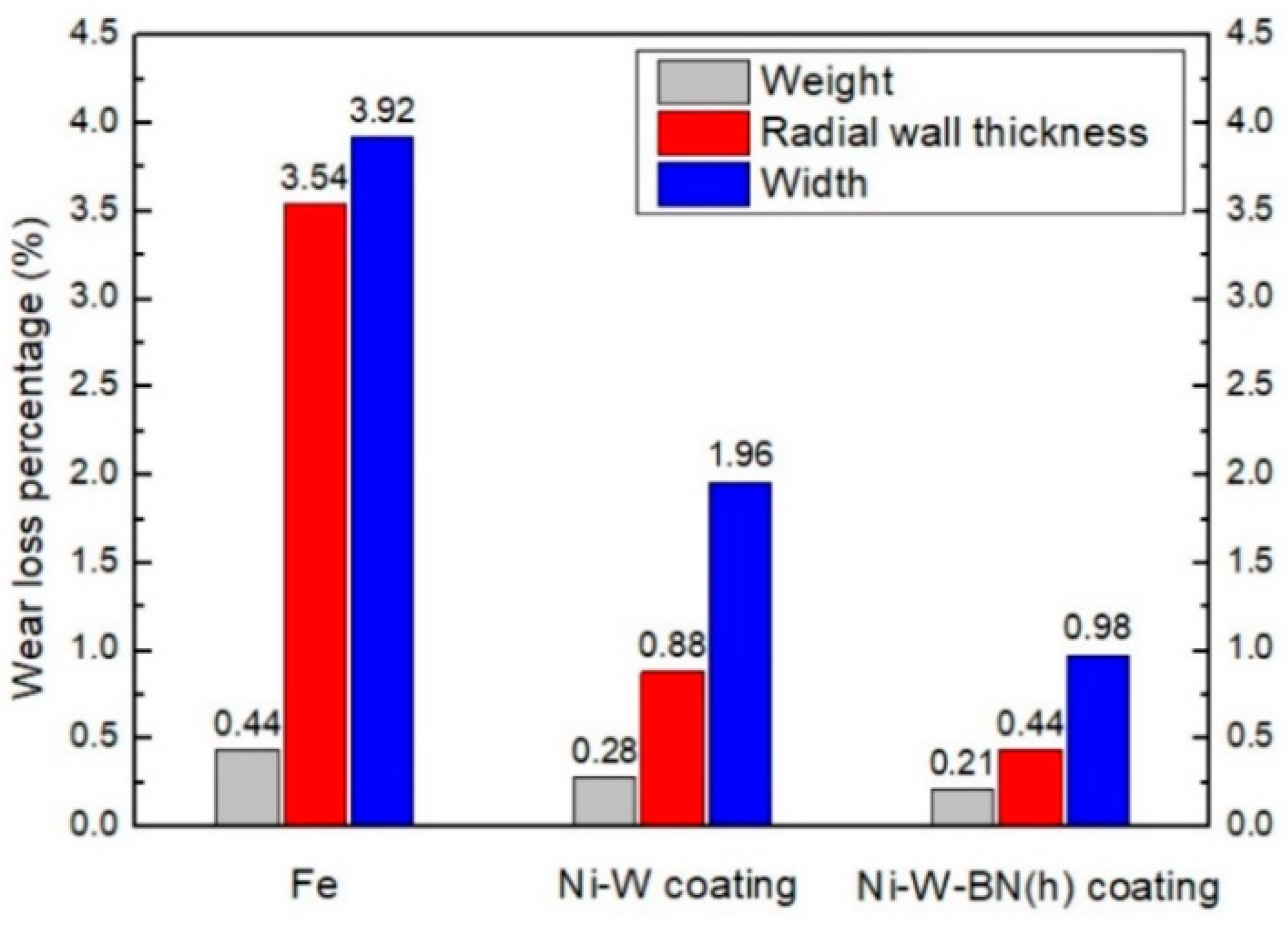
- The results of the friction test show that a Ni-W alloy and a Ni-W-BN(h) composite coating protect the substrate material. Compared with the Fe substrate, the Ni-W alloy and Ni-W-BN(h) composite coating are respectively 6.44 and 11.02 times more resistant to wear. The coatings are applied to the piston rings, and the results of an engine dynamometer test show that the Ni-W alloy and the Ni-W-BN(h) composite coating have good wear resistance;
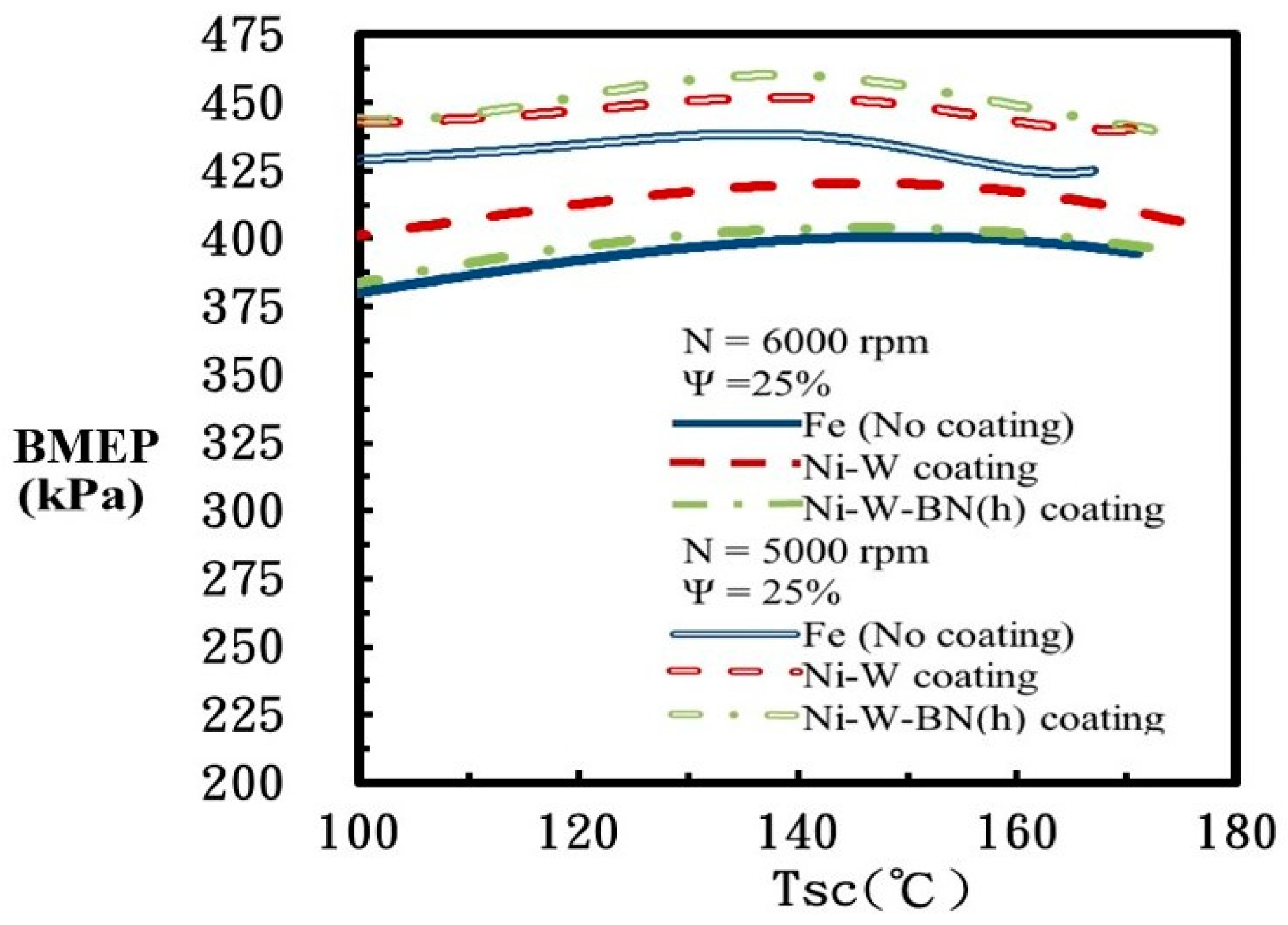
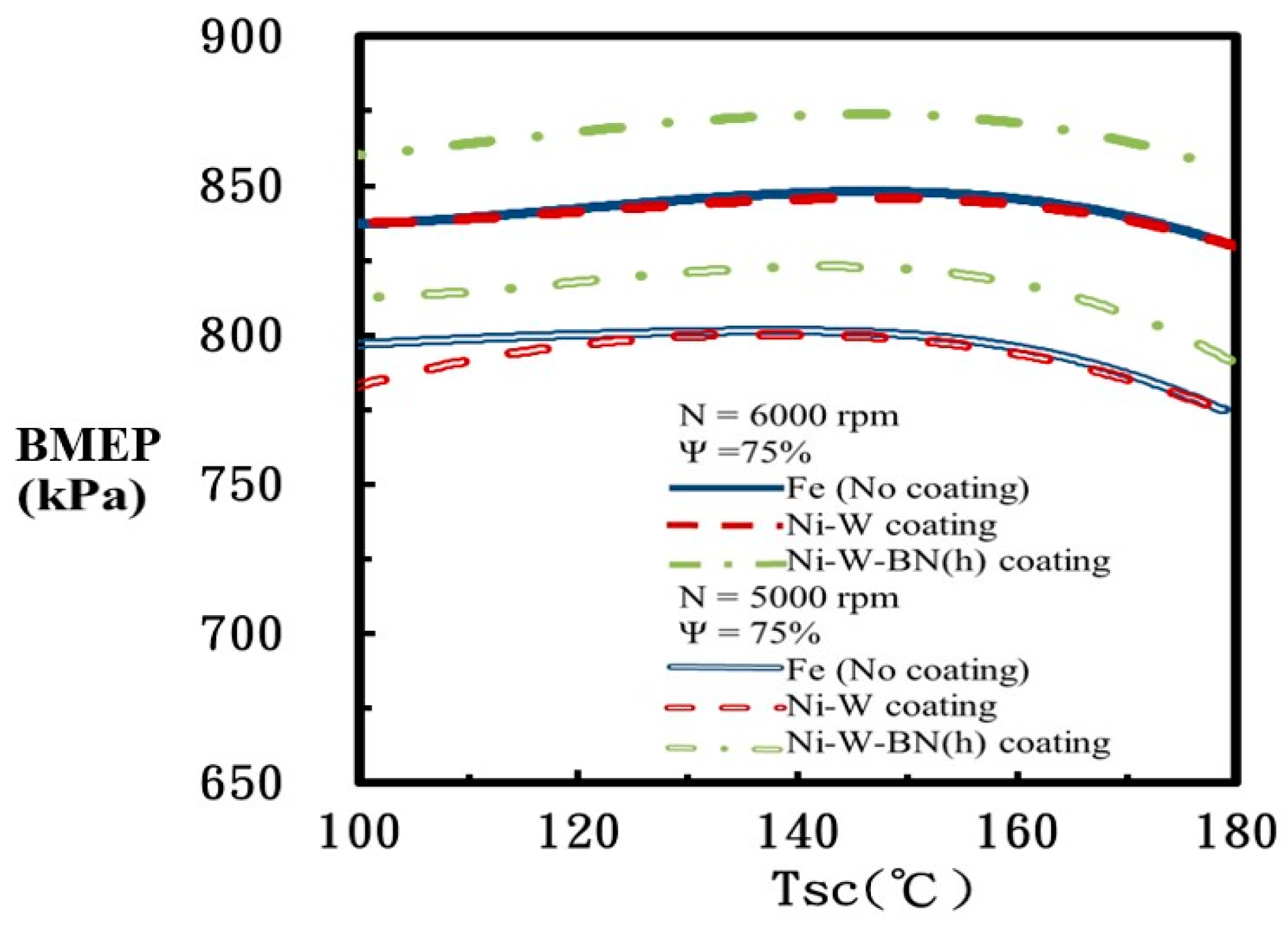
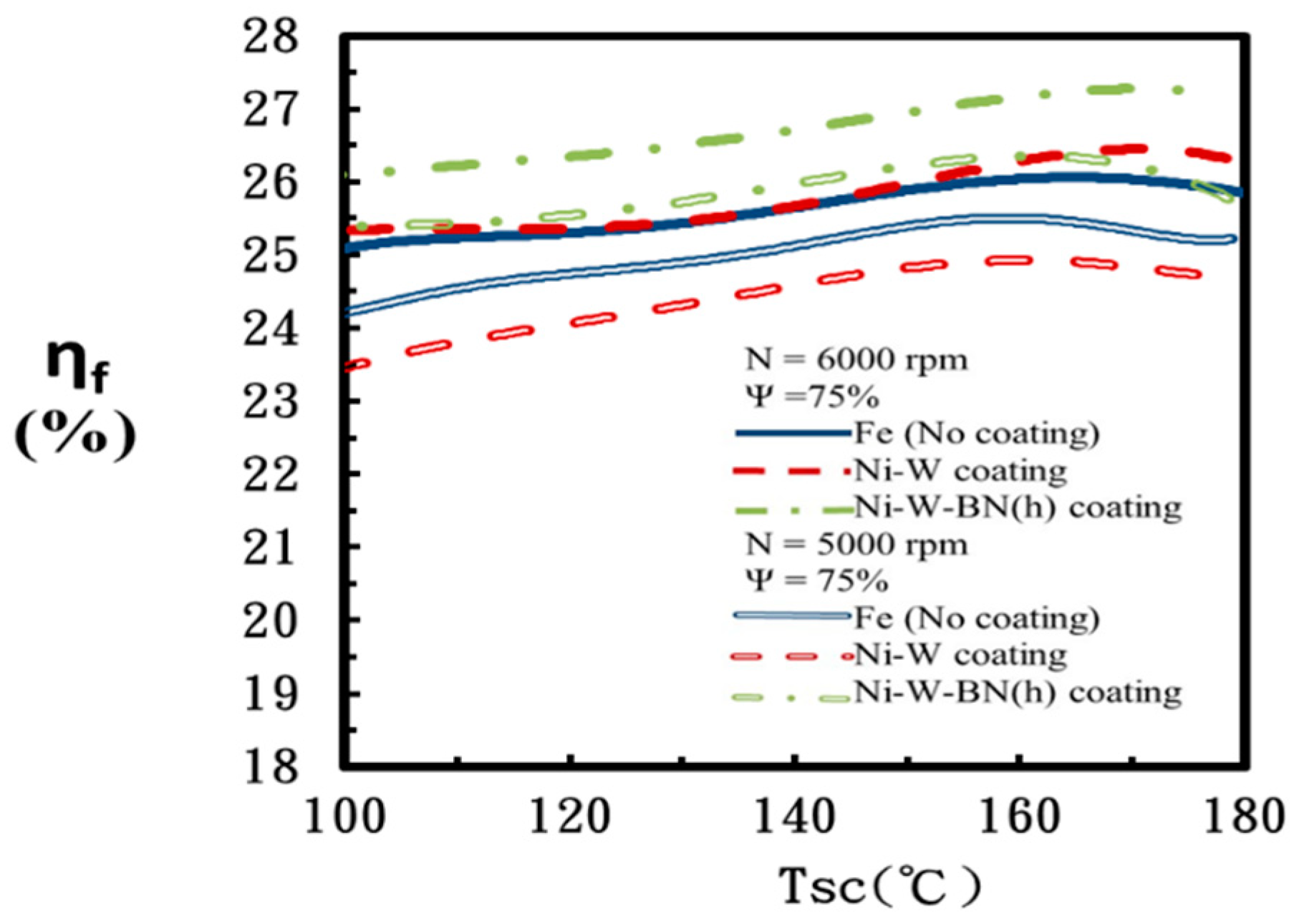
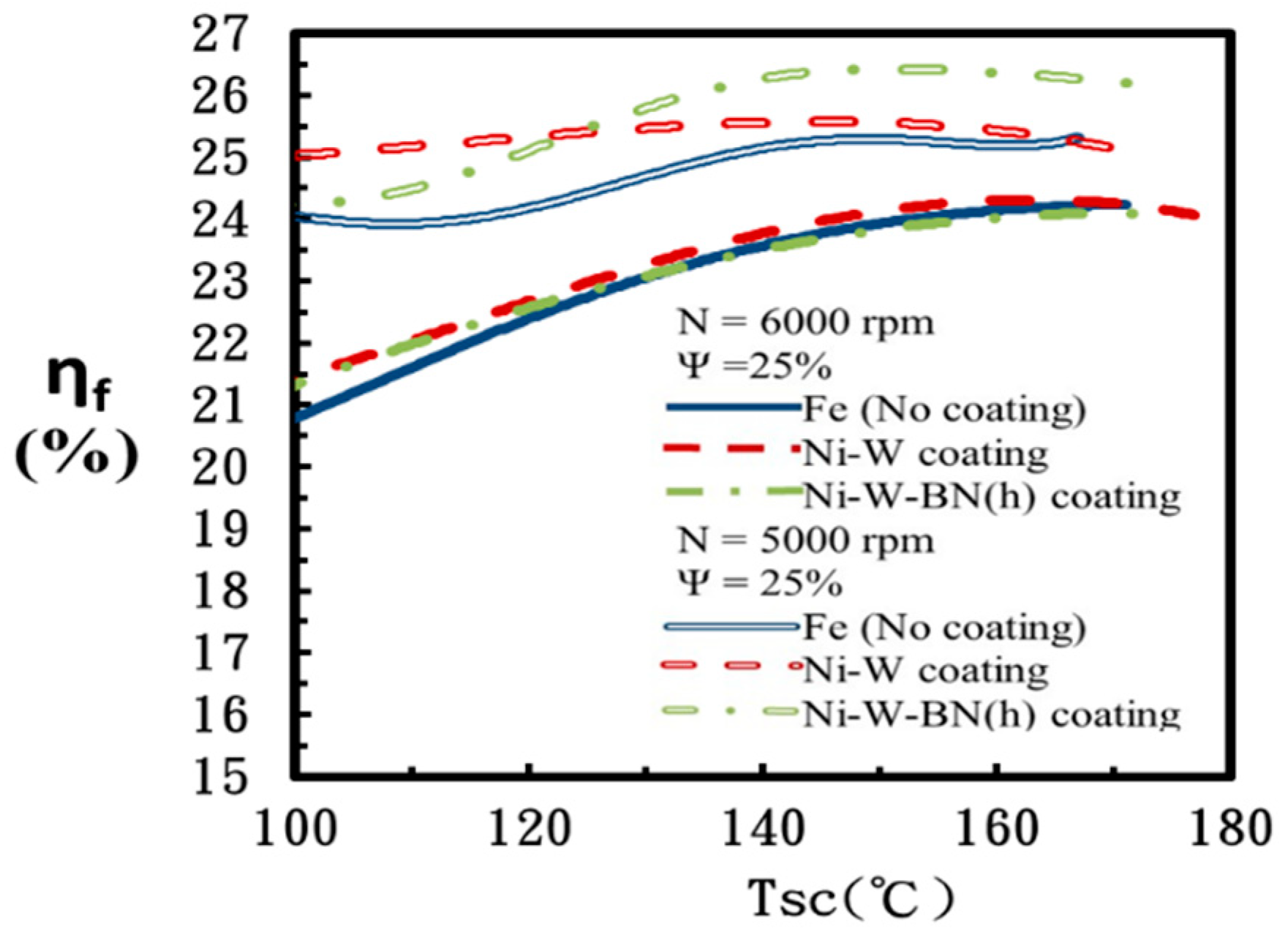
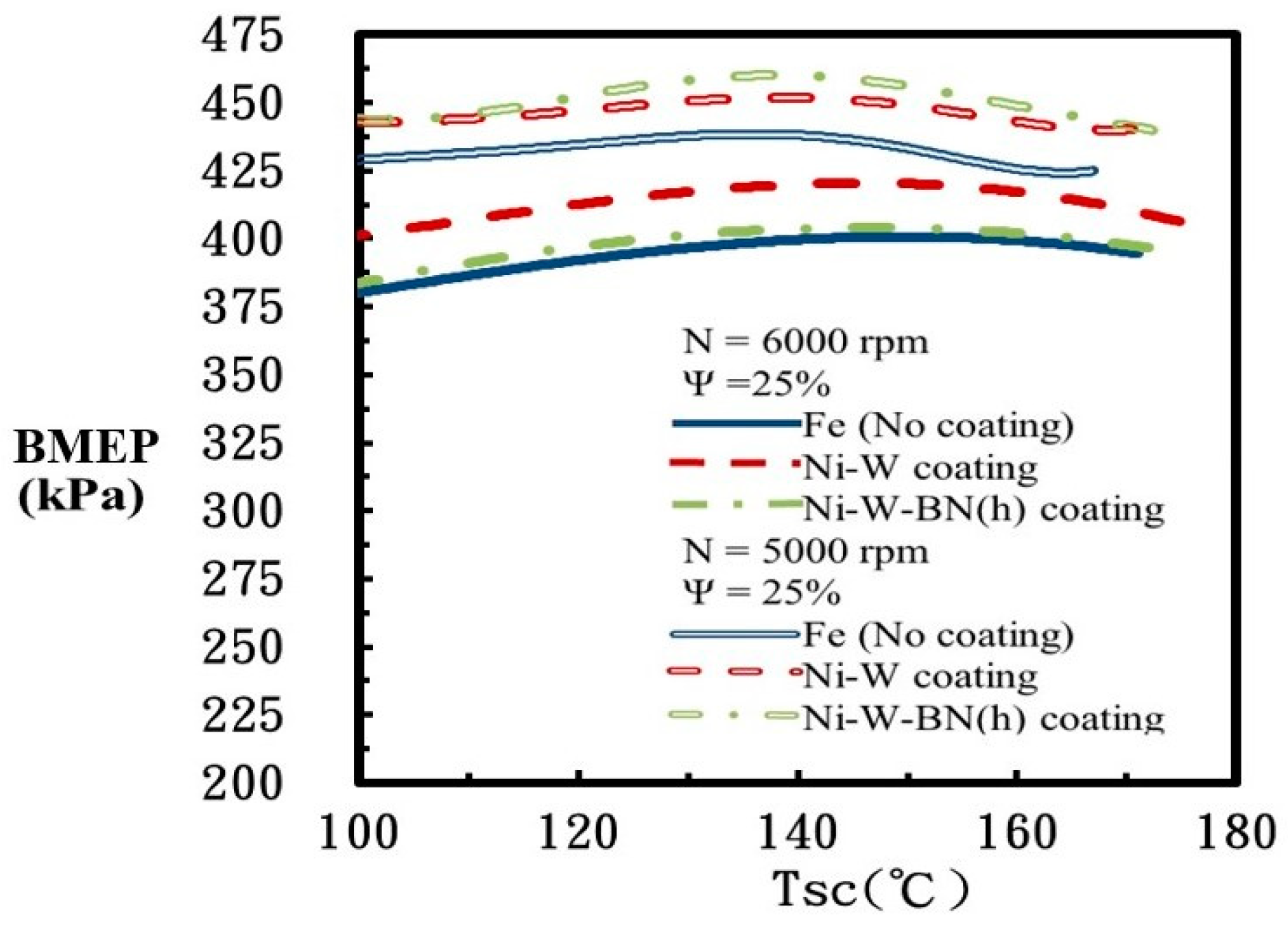
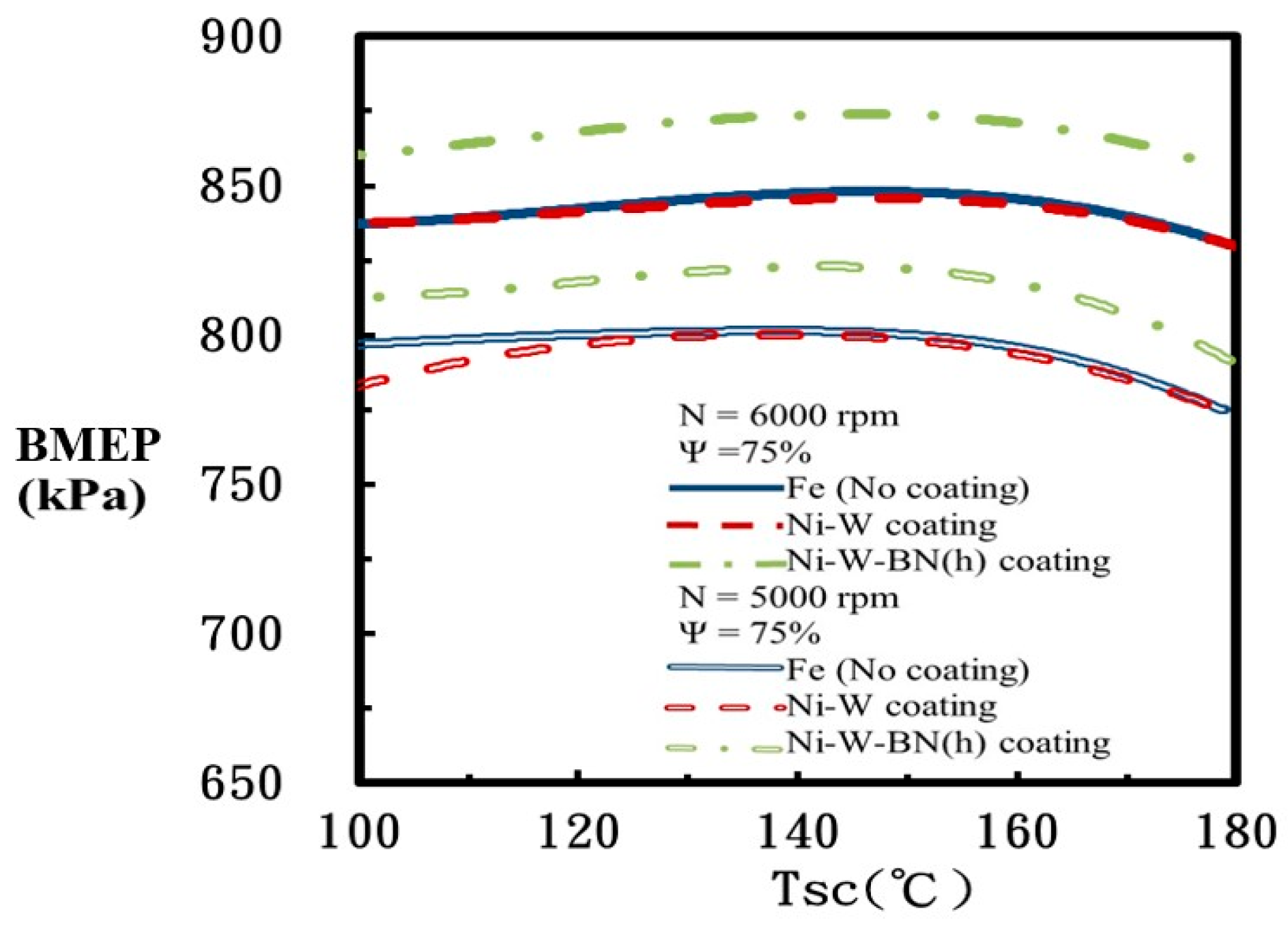
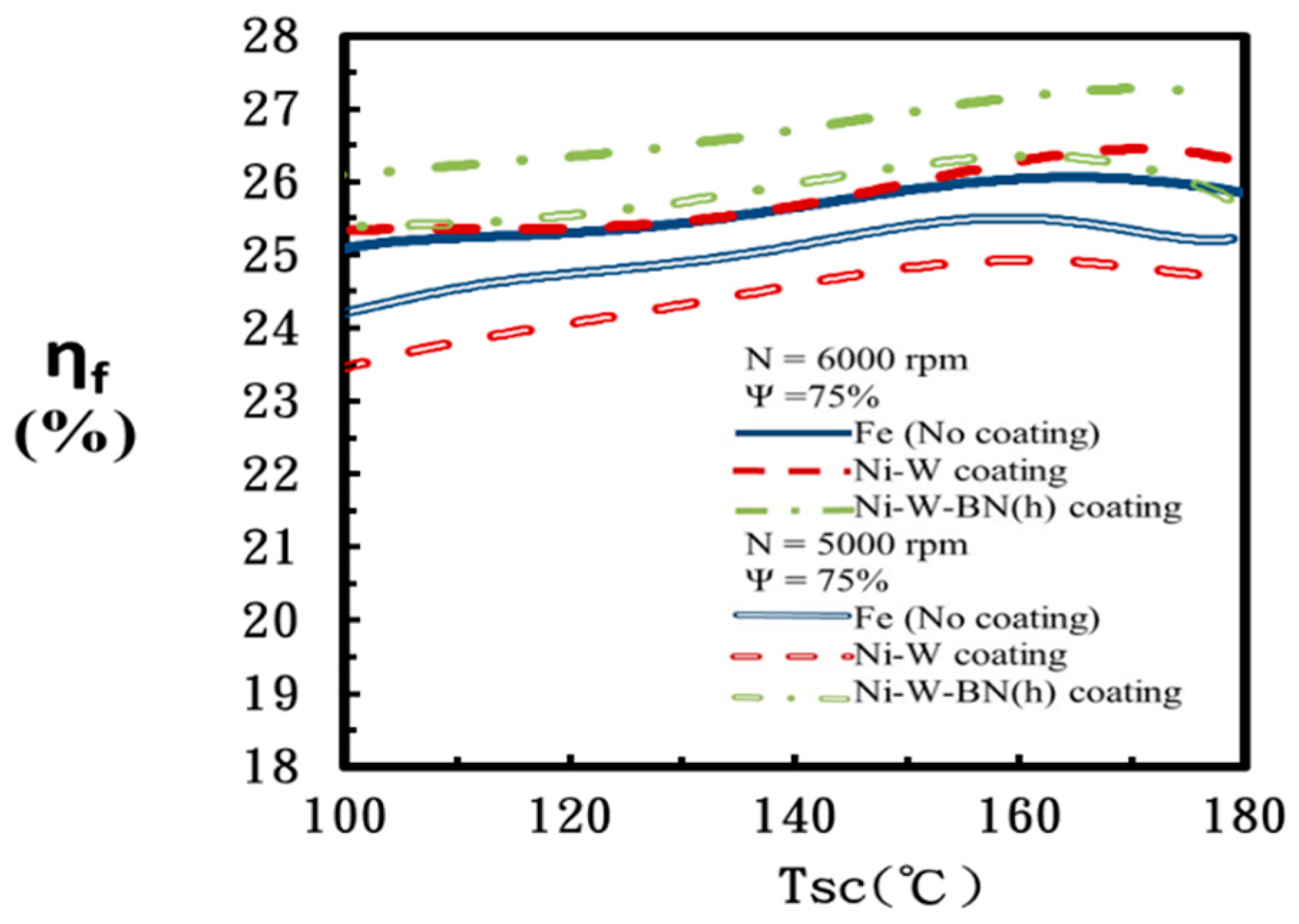
- Ni-W-BN(h) composite coating contains boron nitride self-lubricating particles, reducing frictional energy losses under mixing or boundary lubrication conditions. At the optimum cylinder temperature, the engine produces more BMEP under all operating conditions, and power output increases and fuel consumption is reduced, so fuel conversion efficiency (ηf) is increased;
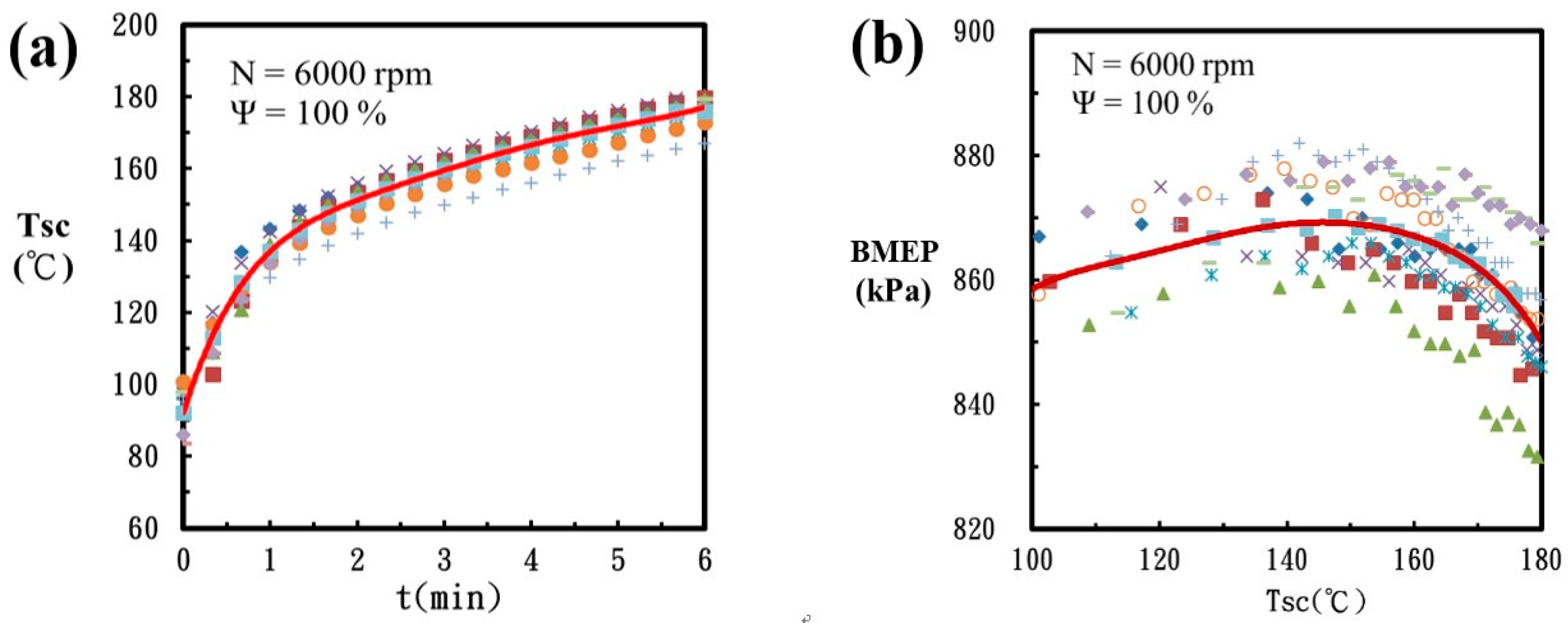
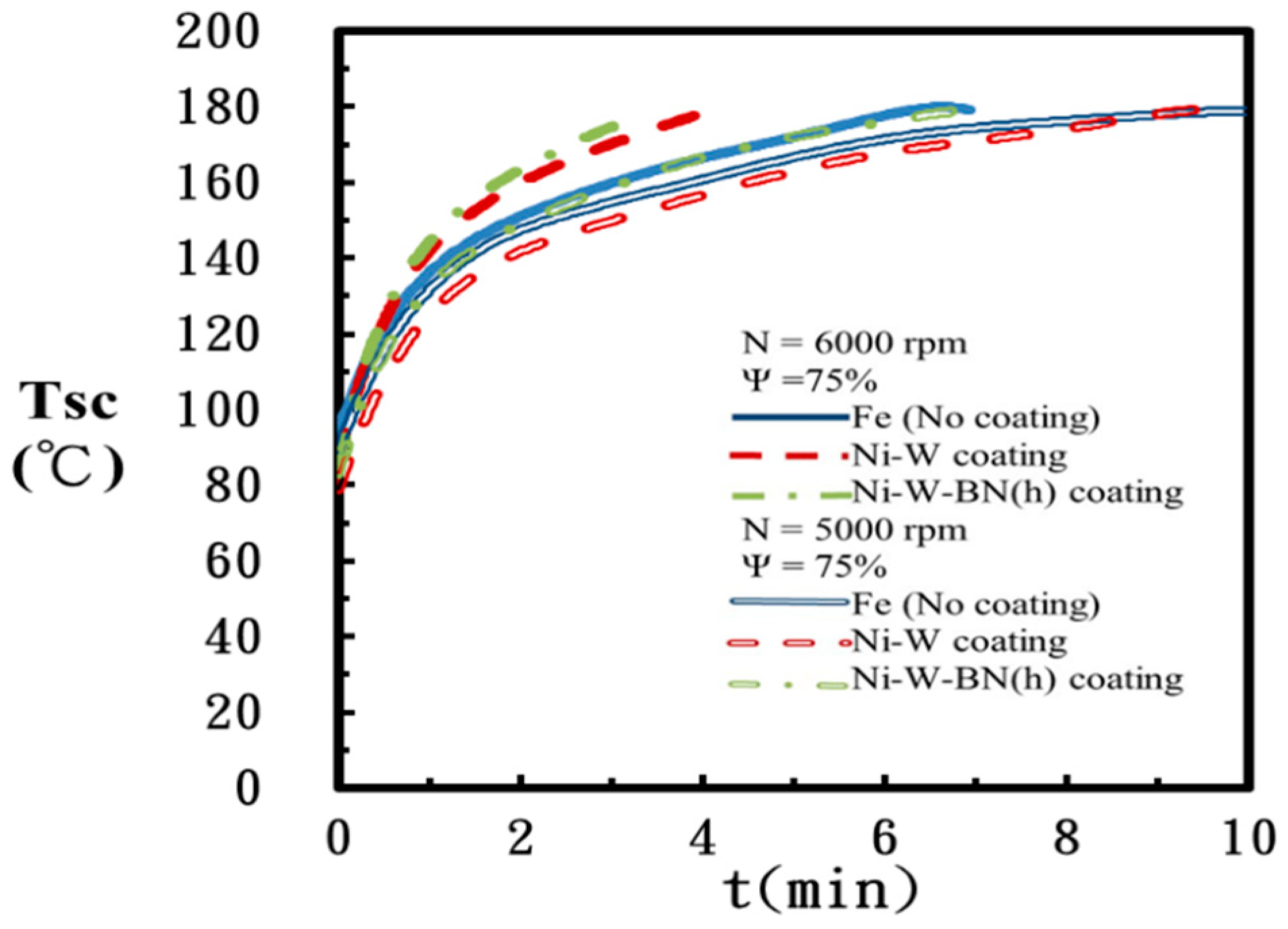
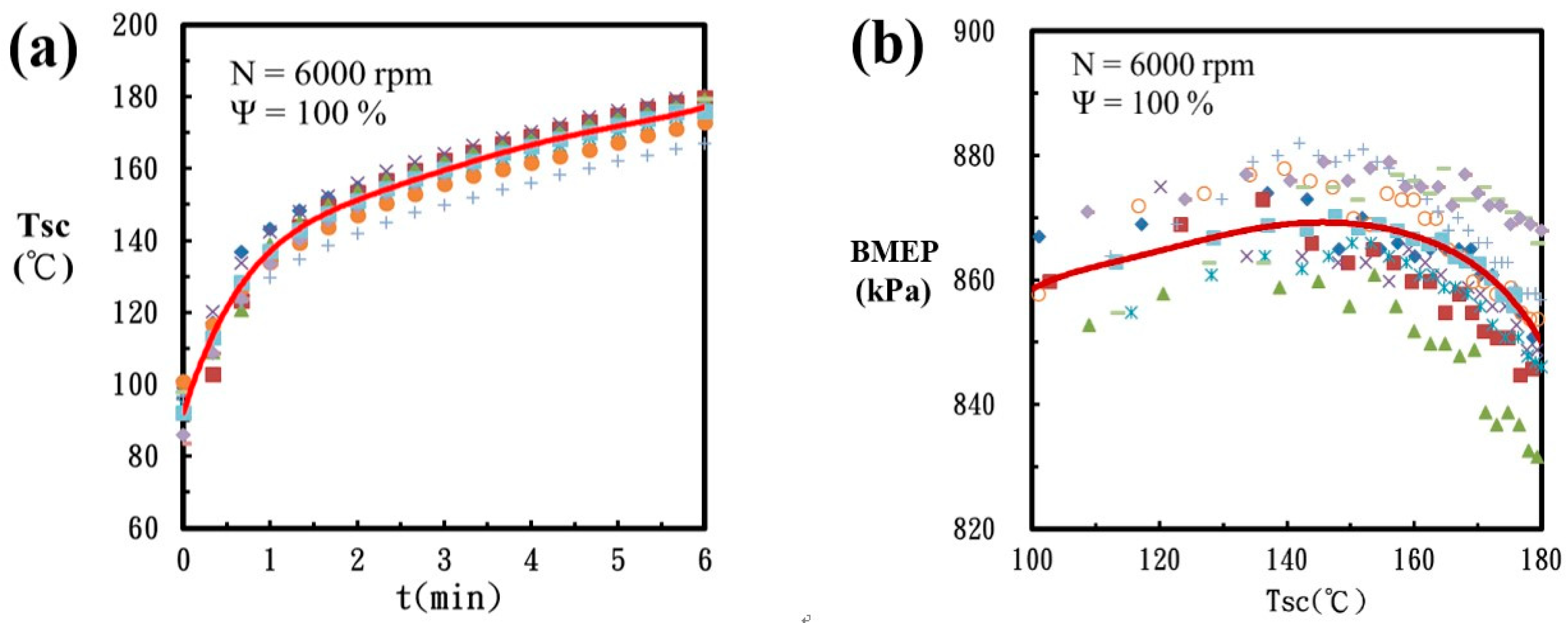
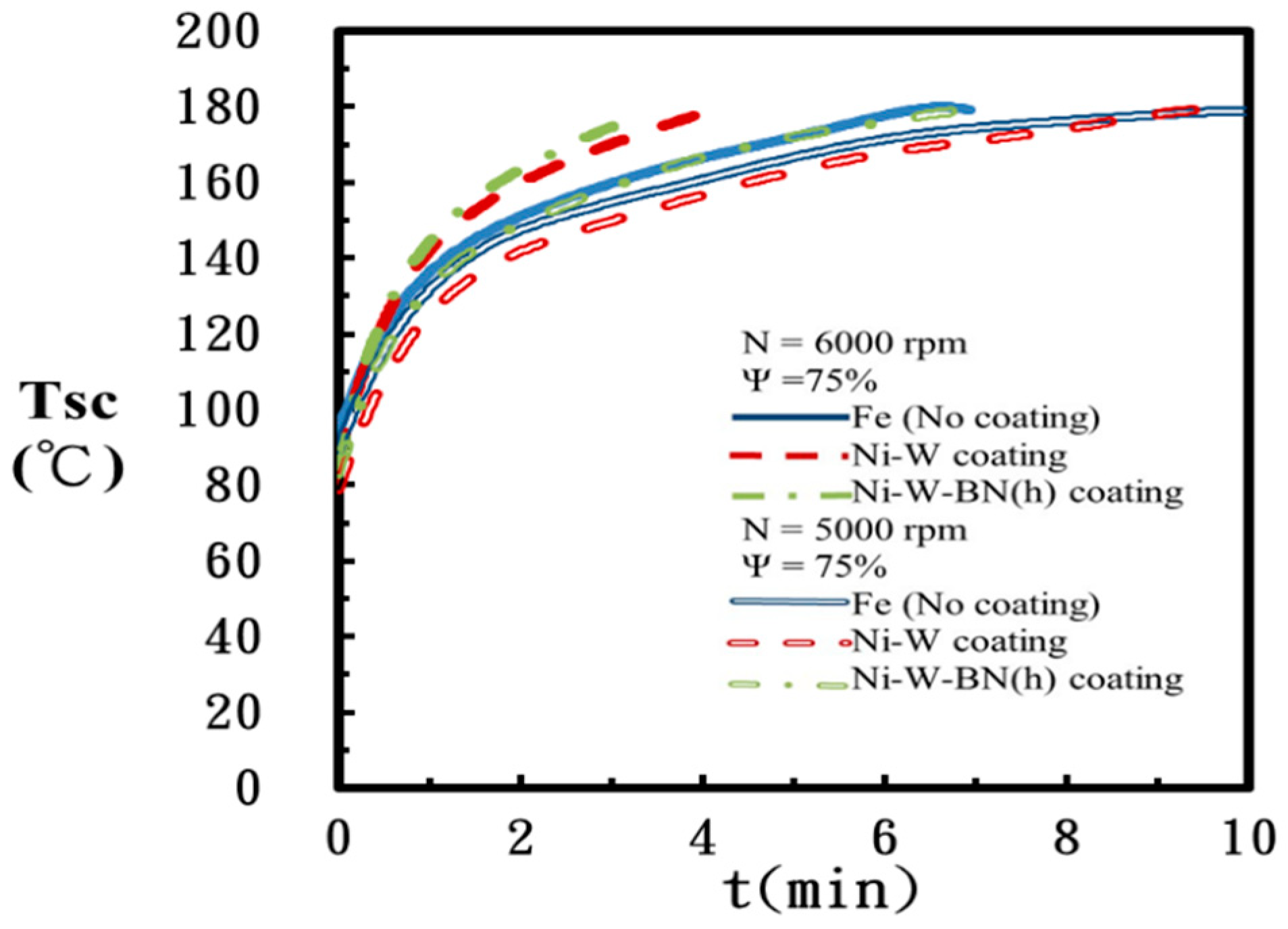
- For engines that use piston rings with a Ni-W-BN(h) composite coating, the optimal cylinder temperature range that gives the best BMEP is between 132 °C and 150 °C. The best fuel conversion efficiency (ηf) is achieved at a cylinder temperature of between 150 °C and 170 °C. Therefore, the best BMEP and fuel conversion efficiency (ηf) is achieved at a cylinder temperature of about 150 °C. This is crucial information for the design of an engine;
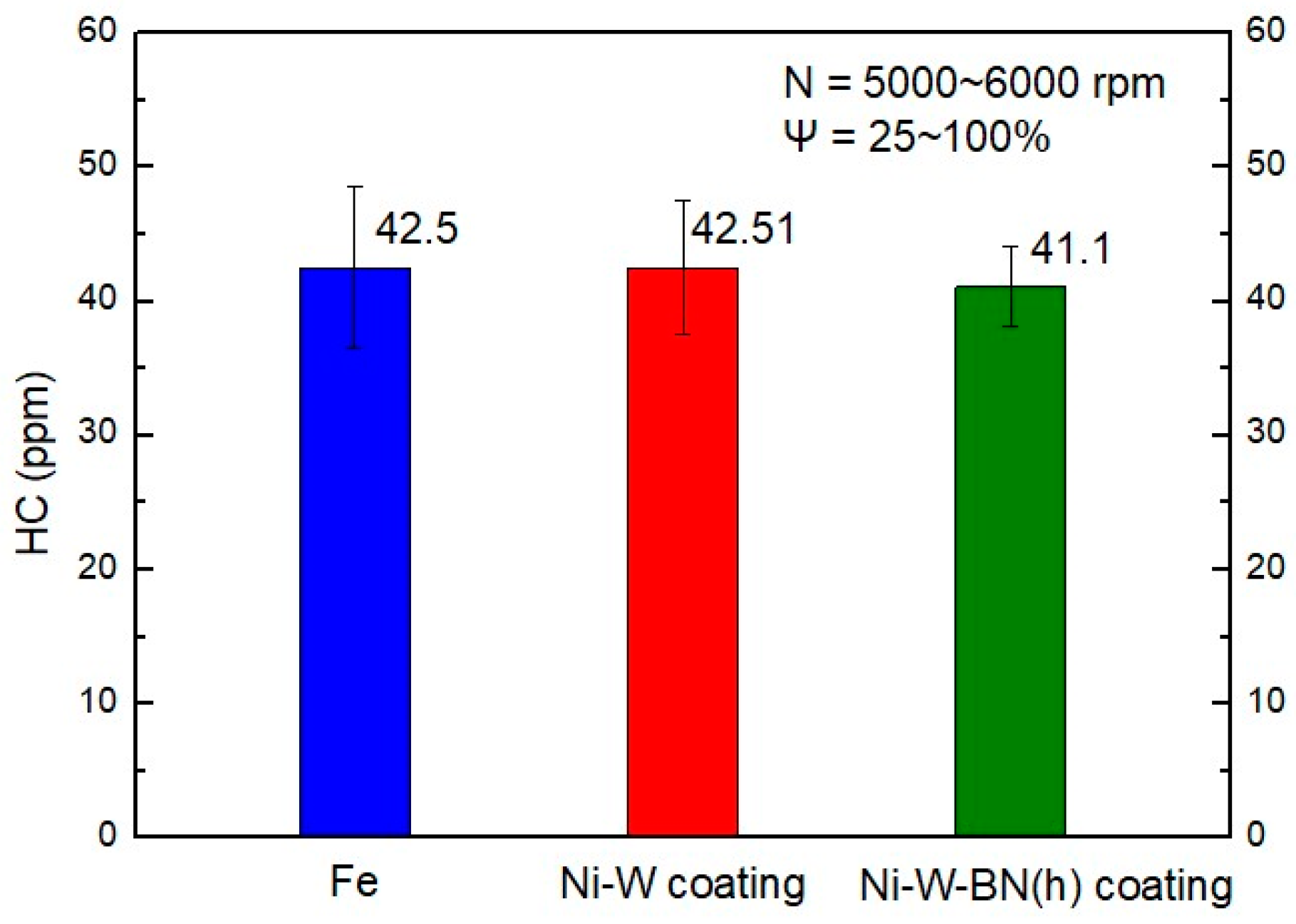
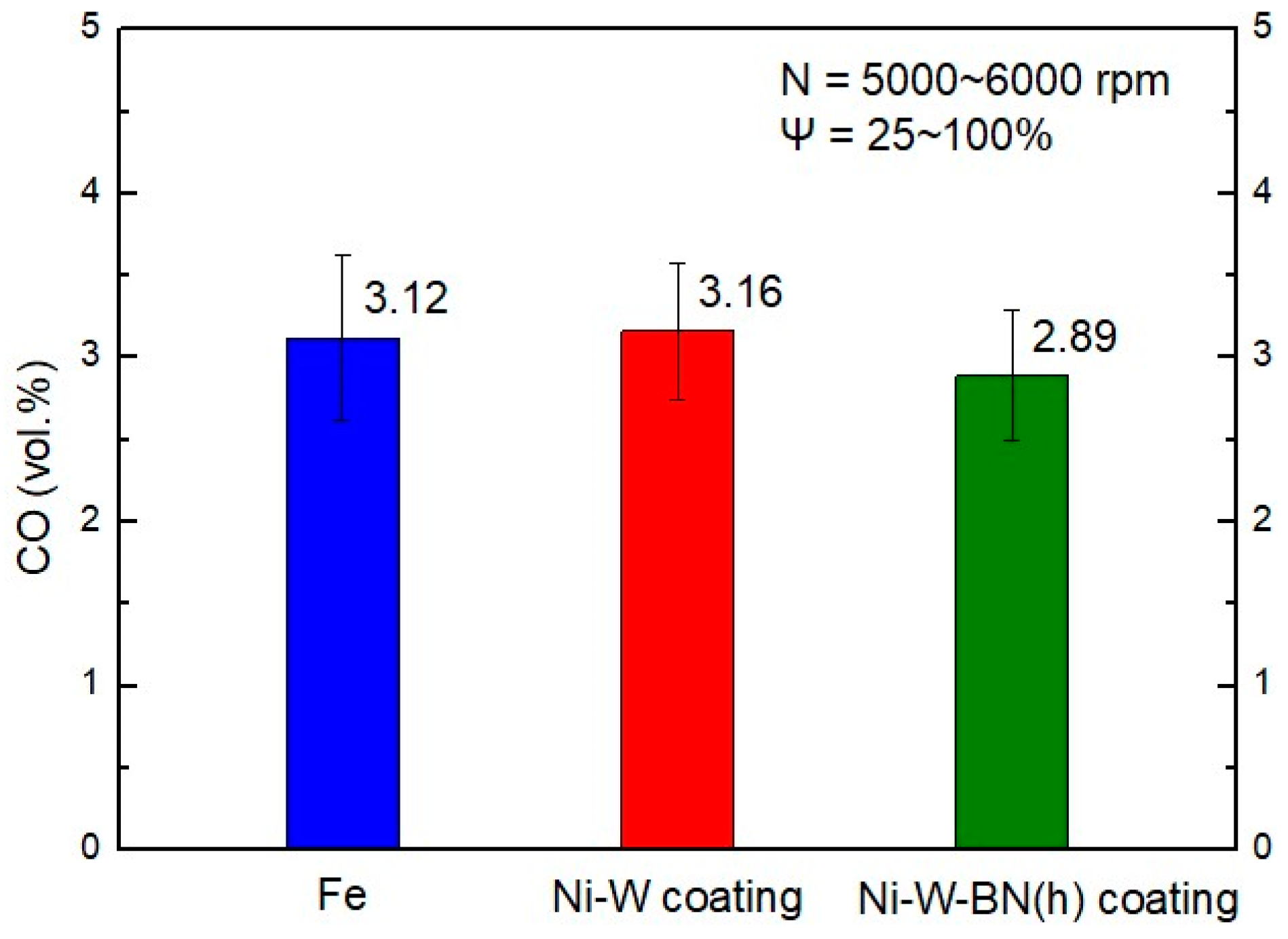
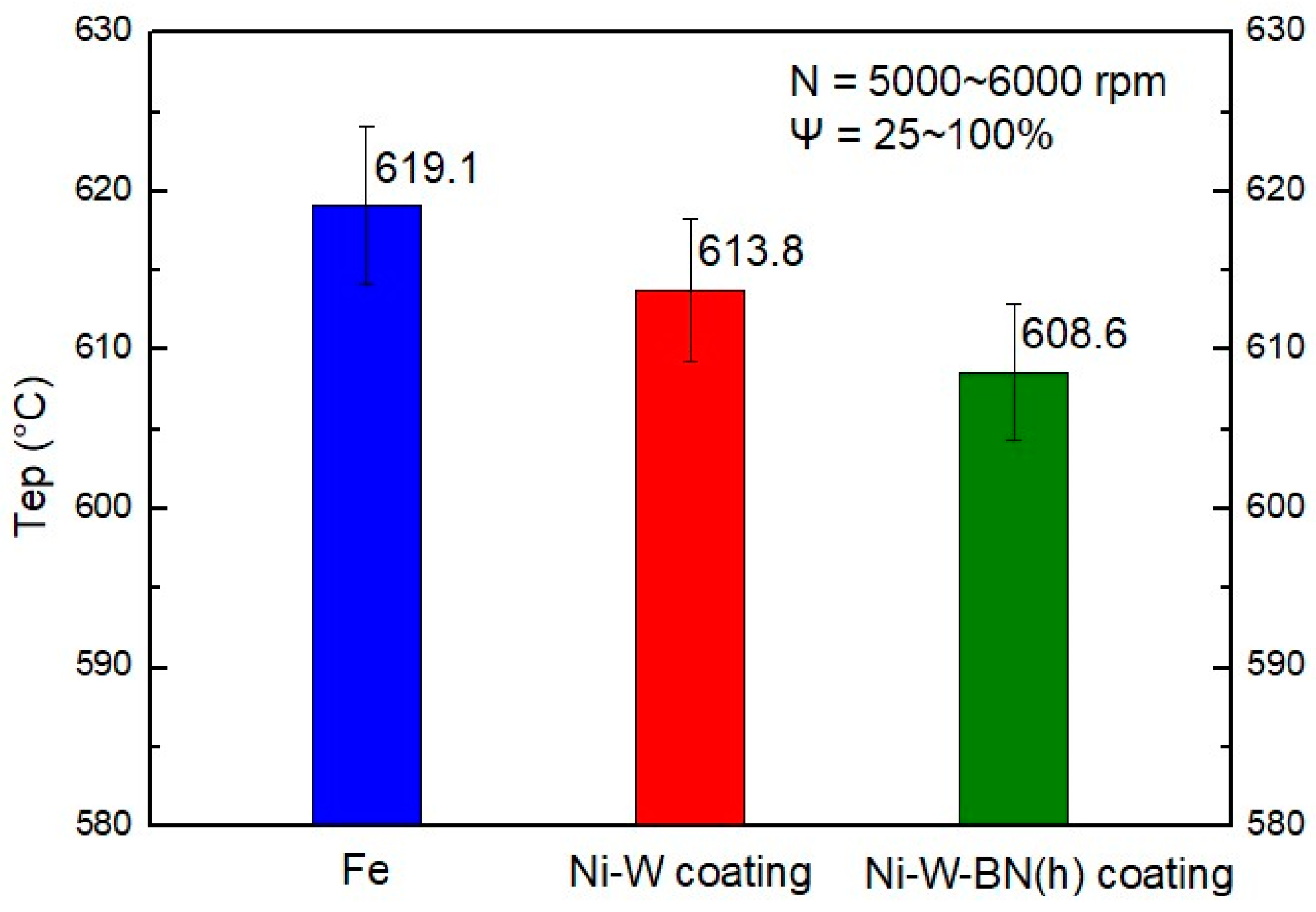
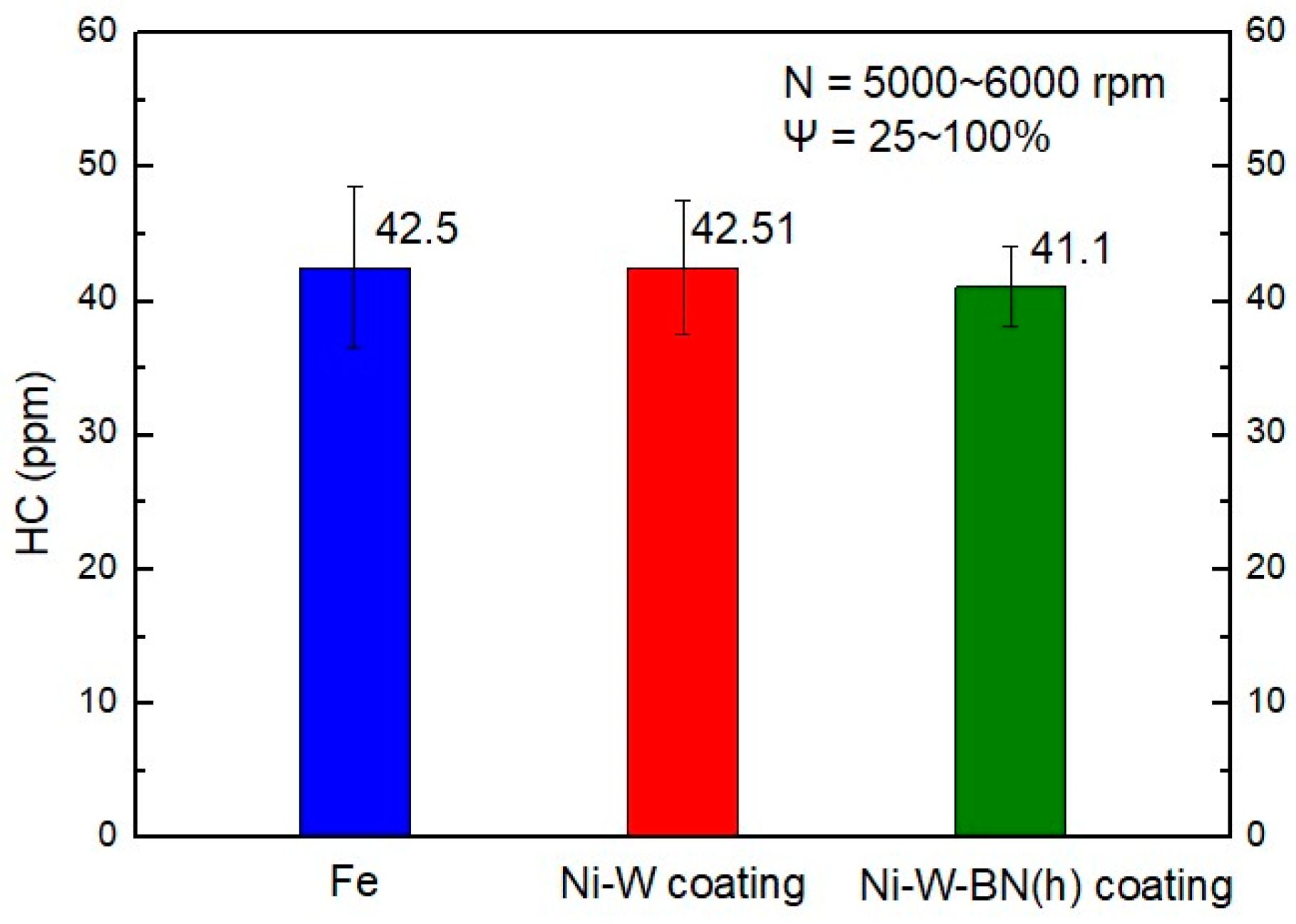
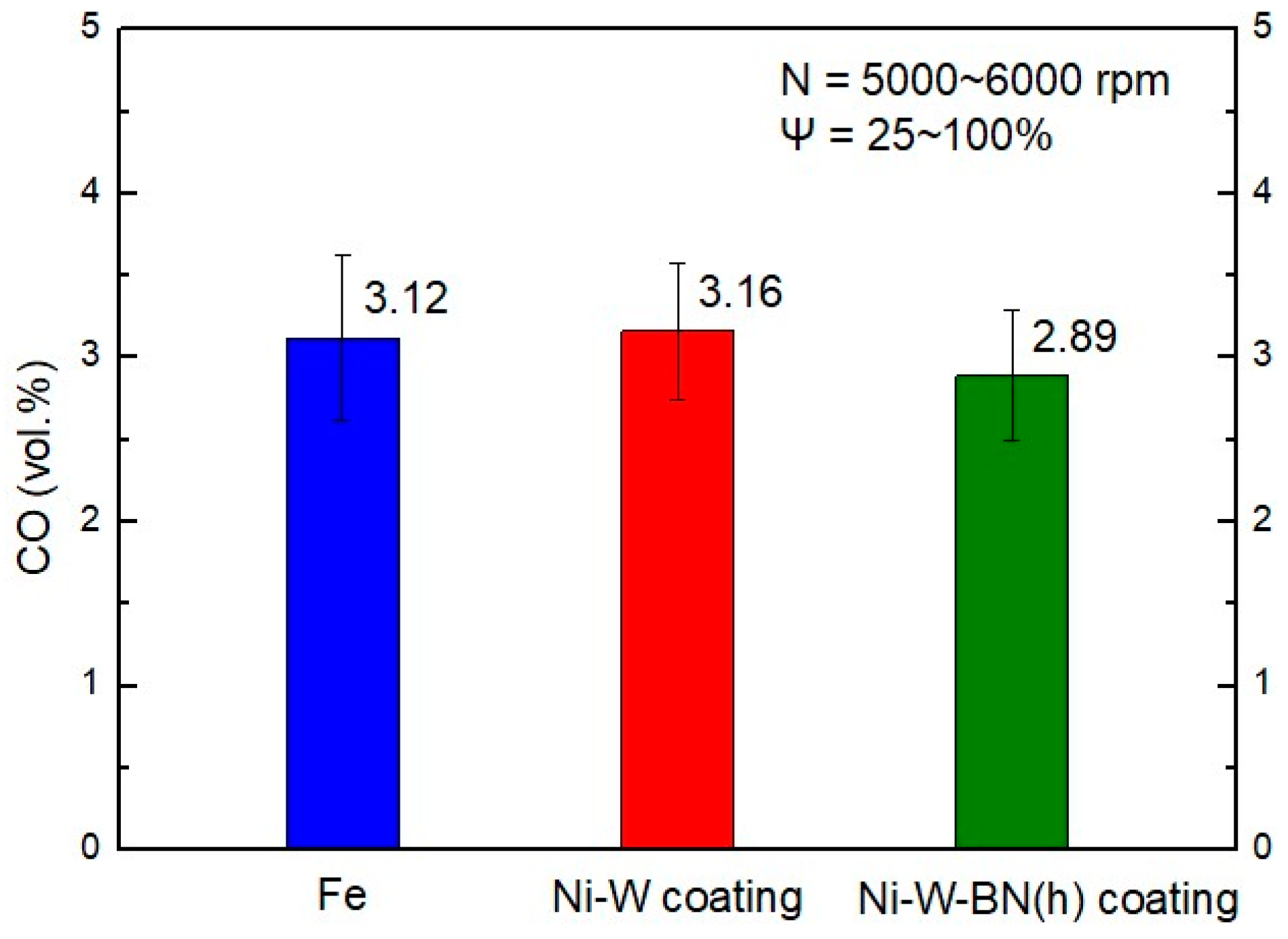
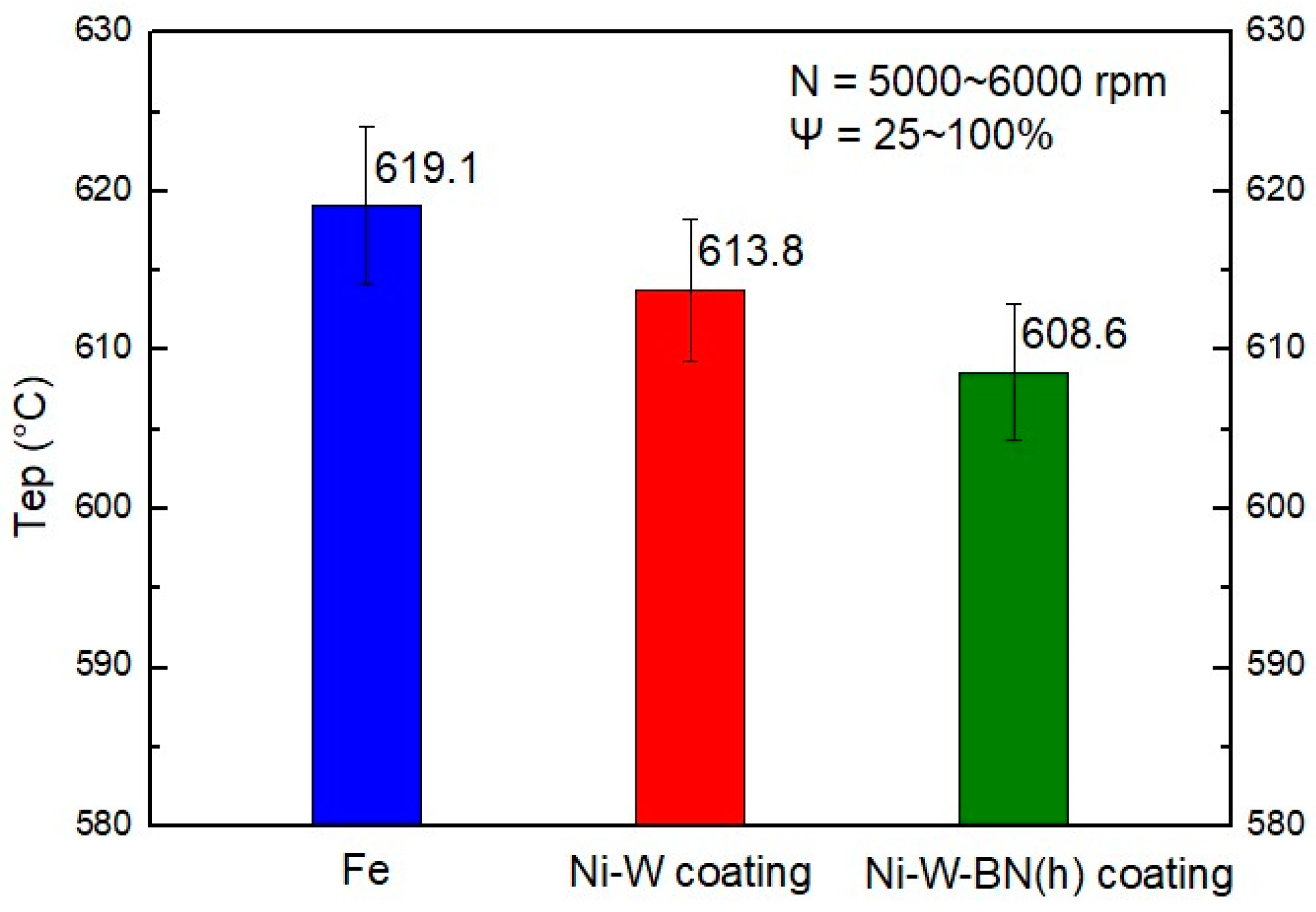
- A piston ring with Ni-W-BN(h) composite coating piston ring produces the least hydrocarbons (HC) and carbon monoxide (CO). Compared with an engine that uses an uncoated piston ring, the exhaust temperature (Tep) is reduced by 1.69%, so it is eminently suited to use in low-heat rejection engines.
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Pulkrabek, W.W. Engineering fundamentals of the internal combustion engine. Prentice Hall 2004, 126, 69–438. [Google Scholar]
- Rosenberg, R.C. General Friction Considerations for Engine Design; SAE Technical Paper; SAE International: Warrendale, PA, USA, 1982. [Google Scholar]
- Allmaier, H.; Knauder, C.; Salhofer, S.; Reich, F.M.; Schalk, E.; Ofner, H.; Wagner, A. An experimental study of the load and heat influence from combustion on engine friction. Int. J. Engine Res. 2016, 17, 347–353. [Google Scholar] [CrossRef]
- Sandoval, D.; Heywood, J.B. An improved friction model for spark-ignition engines. SAE Trans. 2003, 112, 1041–1052. [Google Scholar]
- Taraza, D.; Henein, N.A.; Ceausu, R.; Bryzik, W. Engine Friction Model for Transient Operation of Turbocharged, Common Rail Diesel Engines; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2007. [Google Scholar]
- Patton, K.J.; Nitschke, R.G.; Heywood, J.B. Development and Evaluation of a Friction Model for Spark-Ignition Engines. SAE Trans. 1989, 98, 1441–1461. [Google Scholar]
- Richardson, D.E. Review of power cylinder friction for diesel engines. J. Eng. Gas Turbines Power 2000, 122, 506–519. [Google Scholar] [CrossRef]
- Vinoth, I.S.; Detwal, S.; Umasankar, V.; Sarma, A. Tribological studies of automotive piston ring by diamond-like carbon coating. Tribol.-Mater. Surf. Interfaces 2019, 13, 31–38. [Google Scholar] [CrossRef]
- Andersson, P.; Tamminen, J.; Sandström, C.-E. Piston Ring Tribology: A Literature Survey; VTT Technical Research Centre of Finland: Espoo, Finland, 2002. [Google Scholar]
- Malathi, M.; Mabel, J.H.; Rajendran, R.; Gowrishankar, N. Ni-P Composite Plating on Piston Ring for Improved Wear Performance; SAE Technical Paper; SAE International: Warrendale, PA, USA, 2017. [Google Scholar]
- Karamış, M.; Yıldızlı, K.; Çakırer, H. An evaluation of surface properties and frictional forces generated from Al–Mo–Ni coating on piston ring. Appl. Surf. Sci. 2004, 230, 191–200. [Google Scholar] [CrossRef]
- Hirapara, B.B.; Patel, V.C.; Sharma, H.R.; Ranjan, R.K.; Patel, P. A Technical research on piston ring coating of single cylinder four stroke SI engine fuelled with compressed natural gas. Int. J. Sci. Technol. Eng. 2015, 1, 270–275. [Google Scholar]
- Ghouse, M. Wear Characteristics of Sediment Co-Deposited Nickel-SiC Composite Coatings. Met. Finish. 1984, 82, 33–37. [Google Scholar]
- Liue, C.Y.; Wang, J.W.; Peng, Y.M.; Chen, H.J.; Shen, J.H. Ni-SiC Composite Plating. MRL Bull. Res. Dev. 1990, 4, 31–34. [Google Scholar]
- Tański, T.; Snopiński, P.; Pakieła, W. Structure and properties of ultra fine grained aluminium alloys after laser surface treatment: Struktur und Eigenschaften von ultrafeinkörnigen Aluminiumlegierungen nach Laseroberflächenbehandlung. Mater. Und Werkst. 2016, 47, 419–427. [Google Scholar] [CrossRef]
- Allahyarzadeh, M.; Aliofkhazraei, M.; Rezvanian, A.; Torabinejad, V.; Rouhaghdam, A.S. Ni-W electrodeposited coatings: Characterization, properties and applications. Surf. Coat. Technol. 2016, 307, 978–1010. [Google Scholar] [CrossRef]
- Bąkowski, H. Wear mechanism of spheroidal cast iron piston ring-aluminum matrix composite cylinder liner contact. Arch. Metall. Mater. 2018, 63, 481–490. [Google Scholar]
- Mahathanabodee, S.; Palathai, T.; Raadnui, S.; Tongsri, R.; Sombatsompop, N. Dry Sliding Wear Behavior of SS316L Composites Containing h-BN and MoS2 Solid Lubricants. Wear 2014, 316, 37–48. [Google Scholar] [CrossRef]
- Heywood, J.B. Combustion Engine Fundamentals, 1st ed.; McGraw-Hill Education: New York, NY, USA, 1988; pp. 50–53. [Google Scholar]
- Huang, P.C.; Chou, C.C.; Hsu, L.S. Preparation and tribological research of the electrodeposited Ni W alloy coatings for piston ring application. Surf. Coat. Technol. 2021, 411, 126980. [Google Scholar] [CrossRef]
- Sangeetha, S.; Kalaignan, G.P. Tribological and electrochemical corrosion behavior of Ni–W/BN (hexagonal) nano-composite coatings. Ceram. Int. 2015, 41, 10415–10424. [Google Scholar] [CrossRef]


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Plating Solution Composition | |
|---|---|
| NiSO4·6H2O | 0.06 mol/L |
| Na2WO4·2H2O | 0.14 mol/L |
| Na3C6H5O7 | 0.4 mol/L |
| NH4Cl | 0.5 mol/L |
| BN(h) | 2 g/L |
| CTAB | 60 mg/L |
| Coating Type | Coating Composition | Mechanical Properties | ||||
|---|---|---|---|---|---|---|
| Ni (wt.%) | W (wt.%) | BN(h) (vol.%) | Hardness (HV) | C.O.F | Wear Index (10−6 mm3/Nm) | |
| Fe Substrate | - | - | - | 128.3 ± 1.1 | 0.07 ± 0.0034 | 114.65 ± 0.63 |
| Ni-W | 59.4 ± 0.9 | 40.6 ± 1.1 | - | 1049.12 ± 28.3 | 0.11 ± 0.0024 | 17.8 ± 0.97 |
| Ni-W-BN(h) | 56.5 ± 0.2 | 43.3 ± 0.11 | 5.13 ± 0.6 | 989.1 ± 16.1 | 0.10 ± 0.0017 | 10.4 ± 0.65 |
| Coating Type | BMEP (kPa) | ηf (%) | |
|---|---|---|---|
| Fe Substrate | 669 | 25.39 | 2600 |
| Ni-W | 706.2 | 25.47 | 2608 |
| Ni-W-BN(h) | 718.3 | 26.01 | 2590 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Chou, C.-C.; Huang, P.-C.; Dai, H.-B. An Analysis of the Performance Characteristics of Different Cylinder Temperatures for Ni-W and Ni-W-BN(h) Plated Piston Rings in an Air-Cooled Engine. Energies 2022, 15, 1026. https://doi.org/10.3390/en15031026
Chou C-C, Huang P-C, Dai H-B. An Analysis of the Performance Characteristics of Different Cylinder Temperatures for Ni-W and Ni-W-BN(h) Plated Piston Rings in an Air-Cooled Engine. Energies. 2022; 15(3):1026. https://doi.org/10.3390/en15031026
Chicago/Turabian StyleChou, Chih-Cheng, Pao-Chang Huang, and Huang-Bin Dai. 2022. "An Analysis of the Performance Characteristics of Different Cylinder Temperatures for Ni-W and Ni-W-BN(h) Plated Piston Rings in an Air-Cooled Engine" Energies 15, no. 3: 1026. https://doi.org/10.3390/en15031026
APA StyleChou, C.-C., Huang, P.-C., & Dai, H.-B. (2022). An Analysis of the Performance Characteristics of Different Cylinder Temperatures for Ni-W and Ni-W-BN(h) Plated Piston Rings in an Air-Cooled Engine. Energies, 15(3), 1026. https://doi.org/10.3390/en15031026