
Advanced Design of Integrated Heat Recovery and Supply System Using Heated Water Storage for Textile Dyeing Process


Abstract
1. Introduction
2. Methodology
2.1. Process Description
2.1.1. Case 1
2.1.2. Case 2
2.1.3. Case 3
2.2. Energy Analysis Method
2.3. Cost Analysis Method

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
3. Results and Discussion
3.1. Energy Analysis
3.2. Economic Analysis
4. Conclusions
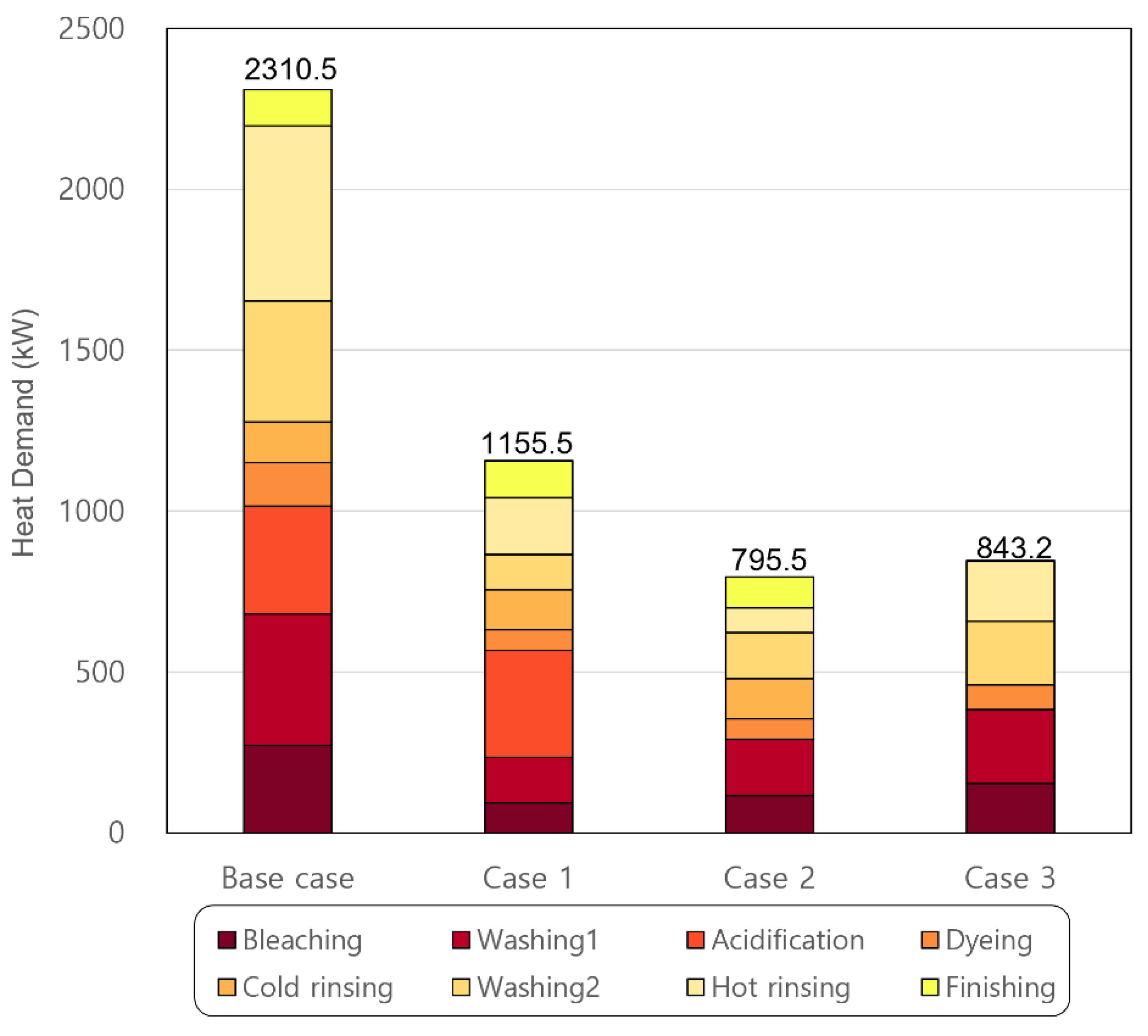
- The integrated system showed a reduced heat demand compared with the base case because heat was recovered and utilized. There was a trade-off between the quantity and quality of the recovered heat. If waste heat in the lower temperature range was recovered, the heat quantity increased but the heat quality decreased. In addition, if the amount of heated-water was excessive, heat loss in the storage tank and freshwater drainage occurred. As a result of the energy analysis, it was found that Case 2 was well-balanced in these factors and had the lowest heat demand among the proposed processes.
- The total cost of Case 2 was USD 1.89 million, which was the lowest among the three cases and was 63.2% lower than that of the base case. Although the systems used additional equipment that incurred more cost, the processes were advantageous in terms of cost because the reduction in steam cost was greater than the additional equipment cost.
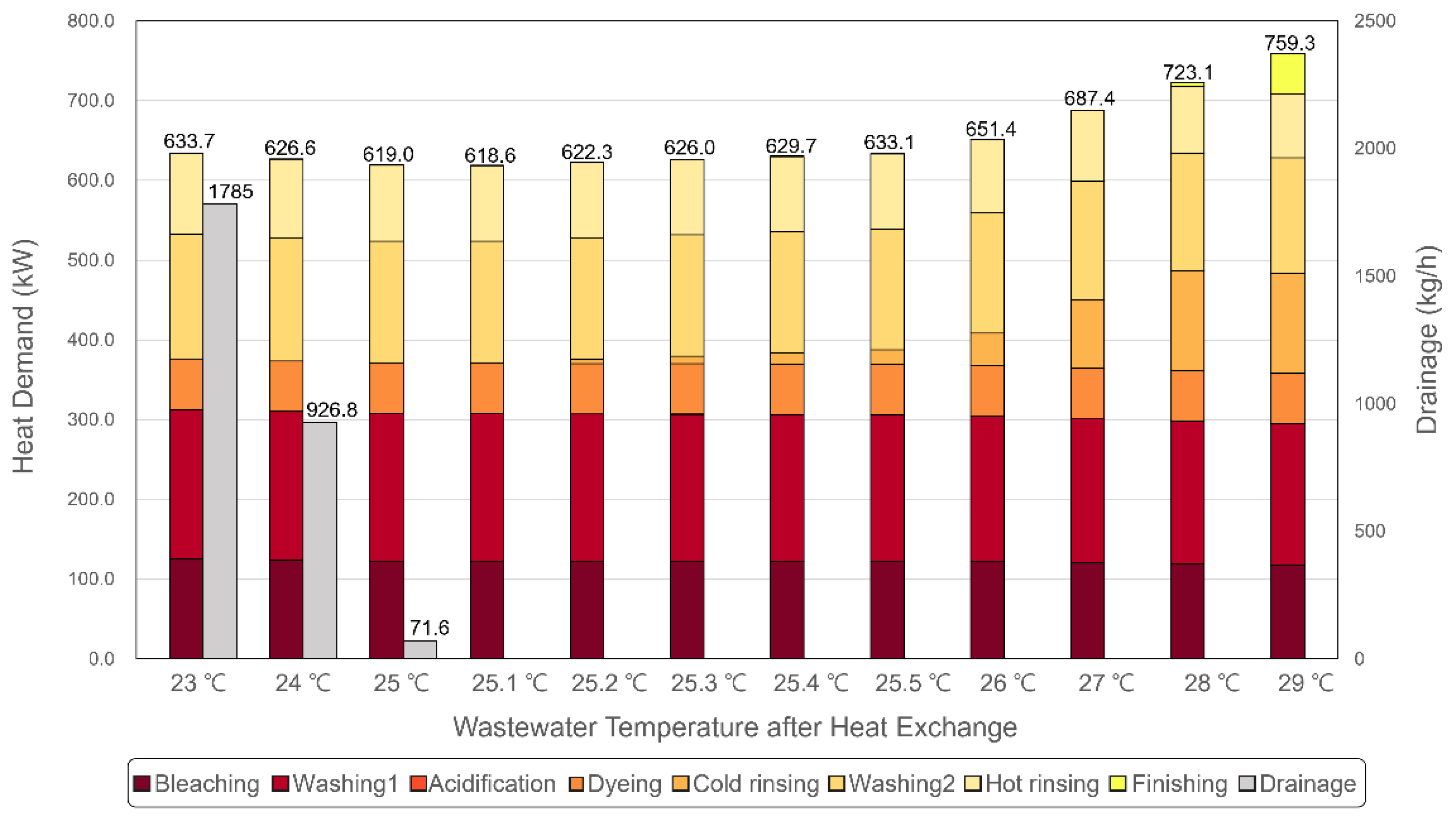
- To determine the most energy- and cost-saving conditions, Case 2, which showed the best results in terms of energy and cost, was detail-analyzed for temperature. The results showed that, at 25.1 °C, the required energy decreased by 18.6% to 618.6 kW and cost decreased by 19.6% to USD 1.52 million.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| Abbreviations | |
| CAPEX | capital expenditure (-) |
| CEPCI | chemical engineering plant cost index (-) |
| HTHP | high temperature heat pump |
| MTD | minimum temperature difference (°C) |
| OPEX | operating expenditure |
| PL | plant operating life (yr) |
| TAC | total annualized cost |
| WWHR | wastewater heat recovery |
| Symbols | |
| heat transfer area (m2) | |
| bare module factor (-) | |
| capital cost (USD) | |
| equipment purchase cost (USD) | |
| maintenance cost (USD/yr) | |
| annual operating cost (USD/yr) | |
| steam cost (USD/yr) | |
| equipment type | |
| plant operating life (yr) | |
| steam price (USD/kJ) | |
| heat demand (kW) | |
| interest rate | |
| operating hours per year (hr/yr) | |
| volume (m3) | |
| Subscripts | |
| counters | |
| base year | |
| shell-and tube-type heat exchanger | |
| water storage tank | |
| cost per year |
References
- Palanichamy, C.; Babu, N.S. Second Stage Energy Conservation Experience with a Textile Industry. Energy Policy 2005, 33, 603–609. [Google Scholar] [CrossRef]
- Lim, J.; Lee, H.; Cho, H.; Shim, J.Y.; Lee, H.; Kim, J. Novel Waste Heat and Oil Recovery System in the Finishing Treatment of the Textile Process for Cleaner Production with Economic Improvement. Int. J. Energy Res. 2022. [Google Scholar] [CrossRef]
- Kim, Y.; Lim, J.; Shim, J.Y.; Lee, H.; Cho, H.; Kim, J. Optimizing Wastewater Heat Recovery Systems in Textile Dyeing Processes Using Pinch Analysis. Appl. Therm. Eng. 2022, 214, 118880. [Google Scholar] [CrossRef]
- Jouhara, H.; Khordehgah, N.; Almahmoud, S.; Delpech, B.; Chauhan, A.; Tassou, S.A. Waste Heat Recovery Technologies and Applications. Therm. Sci. Eng. Prog. 2018, 6, 268–289. [Google Scholar] [CrossRef]
- Hammond, G.P.; Norman, J.B. Heat Recovery Opportunities in UK Industry. Appl. Energy 2014, 116, 387–397. [Google Scholar] [CrossRef]
- Pulat, E.; Etemoglu, A.B.; Can, M. Waste-Heat Recovery Potential in Turkish Textile Industry: Case Study for City of Bursa. Renew. Sustain. Energy Rev. 2009, 13, 663–672. [Google Scholar] [CrossRef]
- Wu, X.; Xing, Z.; He, Z.; Wang, X.; Chen, W. Performance Evaluation of a Capacity-Regulated High Temperature Heat Pump for Waste Heat Recovery in Dyeing Industry. Appl. Therm. Eng. 2016, 93, 1193–1201. [Google Scholar] [CrossRef]
- Kannoh, S. Heat Recovery from Warm Waste Water at Dyeing Process by Absorption Heat Pump. J. Heat Recover. Syst. 1982, 2, 443–451. [Google Scholar] [CrossRef]
- Kiran-Ciliz, N. Reduction in Resource Consumption by Process Modifications in Cotton Wet Processes. J. Clean. Prod. 2003, 11, 481–486. [Google Scholar] [CrossRef]
- Rakib, M.I.; Saidur, R.; Mohamad, E.N.; Afifi, A.M. Waste-Heat Utilization—The Sustainable Technologies to Minimize Energy Consumption in Bangladesh Textile Sector. J. Clean. Prod. 2017, 142, 1867–1876. [Google Scholar] [CrossRef]
- Kandilli, C.; Koclu, A. Assessment of the Optimum Operation Conditions of a Plate Heat Exchanger for Waste Heat Recovery in Textile Industry. Renew. Sustain. Energy Rev. 2011, 15, 4424–4431. [Google Scholar] [CrossRef]
- Dehghani, M.J.; Kyoo Yoo, C. Modeling and Extensive Analysis of the Energy and Economics of Cooling, Heat, and Power Trigeneration (CCHP) from Textile Wastewater for Industrial Low-Grade Heat Recovery. Energy Convers. Manag. 2020, 205, 112451. [Google Scholar] [CrossRef]
- Kim, Y.; Lim, J.; Shim, J.Y.; Hong, S.; Lee, H.; Cho, H. Optimization of Heat Exchanger Network via Pinch Analysis in Heat Pump-Assisted Textile Industry Wastewater Heat Recovery System. Energies 2022, 15, 3090. [Google Scholar] [CrossRef]
- Zuberi, M.J.S.; Olsen, D.; Liem, P.; Wellig, B.; Patel, M.K. Heat Integration of a Multi-Product Batch Process by Means of Direct and Indirect Heat Recovery Using Thermal Energy Storage. Appl. Therm. Eng. 2020, 167, 114796. [Google Scholar] [CrossRef]
- Sun, T.; Takbiri-Borujeni, A.; Nourozieh, H.; Gu, M. Application of Peng-Robinson Equation of State for Modelling the Multiphase Equilibrium Properties in Athabasca Bitumen/Ethane Mixtures. Fuel 2019, 252, 439–447. [Google Scholar] [CrossRef]
- Escobedo, S.; Kong, J.; Lopez-Zamora, S.; de Lasa, H. Synthetic Naphtha Recovery from Water Streams: Vapour-Liquid–Liquid Equilibrium (VLLE) Studies in a Dynamic VL-Cell Unit with High Intensity Mixing. Can. J. Chem. Eng. 2022, 100, 607–625. [Google Scholar] [CrossRef]
- Li, C.; Zhang, Z.; Li, Y.; Cao, J. Study on Dyeing Wastewater Treatment at High Temperature by MBBR and the Thermotolerant Mechanism Based on Its Microbial Analysis. Process Biochem. 2015, 50, 1934–1941. [Google Scholar] [CrossRef]
- Fettaka, S.; Thibault, J.; Gupta, Y. Design of Shell-and-Tube Heat Exchangers Using Multiobjective Optimization. Int. J. Heat Mass Transf. 2013, 60, 343–354. [Google Scholar] [CrossRef]
- Lozano, M.A.; Mancini, C.; Serra, L.M.; Verda, V. Exergy and Thermoeconomic Analysis of a Solar Air Heating Plant. In Proceedings of the ASME 2014 12th Biennial Conference on Engineering Systems Design and Analysis, ESDA 2014, Copenhagen, Denmark, 25–27 June 2014; Volume 2, pp. 1–12. [Google Scholar]
- Park, S.; Noh, W.; Park, J.; Park, J.; Lee, I. Efficient Heat Exchange Configuration for Sub-Cooling Cycle of Hydrogen Liquefaction Process. Energies 2022, 15, 4560. [Google Scholar] [CrossRef]
- Park, J.; Lee, I.; You, F.; Moon, I. Economic Process Selection of Liquefied Natural Gas Regasification: Power Generation and Energy Storage Applications. Ind. Eng. Chem. Res. 2019, 58, 4946–4956. [Google Scholar] [CrossRef]
- Trisha, V.; Koh, K.S.; Ng, L.Y.; Chok, V.S. Heat Exchanger Network Retrofit of an Oleochemical Plant through a Cost and Energy Efficiency Approach. ChemEngineering 2021, 5, 17. [Google Scholar] [CrossRef]
- Noh, W.; Park, S.; Kim, J.; Lee, I. Comparative Design, Thermodynamic and Techno-Economic Analysis of Utilizing Liquefied Natural Gas Cold Energy for Hydrogen Liquefaction Processes. Int. J. Energy Res. 2022, 46, 12926–12947. [Google Scholar] [CrossRef]
- The Chemical Engineering Plant Cost Index. Available online: https://chemengonline.com/ (accessed on 15 August 2022).








| Stage | Process | Process Time (Min) | Temperature (°C) | Mass Flow Rate (kg/h) |
|---|---|---|---|---|
| 1 | Bleaching | 30 | 96 | 2900 |
| 2 | Washing | 20 | 96 | 4350 |
| 3 | Acidification | 10 | 50 | 8700 |
| 4 | Dyeing | 60 | 96 | 1450 |
| 5 | Cold rinsing | 10 | 30 | 8700 |
| 6 | Washing | 20 | 90 | 4350 |
| 7 | Hot rinsing | 10 | 70 | 8700 |
| 8 | Finishing | 20 | 40 | 4350 |
| Parameter | Value |
|---|---|
| Fresh water temperature | 18 °C |
| Fresh water pressure | 101.3 kPa |
| Equipment pressure drop | 0 kPa |
| Temperature decreases in tank due to heat loss | 5 °C |
| Maximum temperature of discharged wastewater | 40 °C |
| Heat exchanger | |
| Equipment type | Shell and tube |
| Heat loss | None |
| Minimum temperature difference | 5 °C |
| Fresh Water | Mass Flow Rate (kg/h) | Temperature (°C) |
|---|---|---|
| Bleaching to tank | 2231 | 91 |
| Washing1 to tank | 3346 | 91 |
| Acidification to tank | 3225 | 45 |
| Dyeing to tank | 1115 | 91 |
| Washing2 to tank | 3254 | 85 |
| Hot rinsing to tank | 5562 | 65 |
| Total | 18,730 | 74.37 |
| Heated-Water | Mass Flow Rate (kg/h) | Temperature (°C) |
|---|---|---|
| Tank to Bleaching | 2900 | 69.37 |
| Tank to washing1 | 4350 | 69.37 |
| Tank to dyeing | 1180 | 69.37 |
| Tank to washing2 | 4350 | 69.37 |
| Tank to hot rinsing | 5953 | 69.37 |
| Fresh Water | Mass Flow Rate (kg/h) | Temperature (°C) |
|---|---|---|
| Bleaching to tank | 2626 | 91 |
| Washing1 to tank | 3939 | 91 |
| Acidification to tank | 6447 | 45 |
| Dyeing to tank | 1313 | 91 |
| Washing2 to tank | 3901 | 85 |
| Hot rinsing to tank | 7411 | 65 |
| Finishing to tank | 2559 | 35 |
| Total | 28,200 | 67.79 |
| Heated-Water | Mass Flow Rate (kg/h) | Temperature (°C) |
|---|---|---|
| Tank to bleaching | 2900 | 62.79 |
| Tank to washing1 | 4350 | 62.79 |
| Tank to acidification | 6210 | 62.79 |
| Tank to dyeing | 1359 | 62.79 |
| Tank to washing2 | 4350 | 62.79 |
| Tank to hot rinsing | 8700 | 62.79 |
| Tank to Finishing | 328.5 | 62.79 |
| Fresh Water | Mass Flow Rate (kg/h) | Temperature (°C) |
|---|---|---|
| Bleaching to tank | 2903 | 91 |
| Washing1 to tank | 4355 | 91 |
| Acidification to tank | 8702 | 45 |
| Dyeing to tank | 1452 | 91 |
| Cold rinsing to tank | 8699 | 25 |
| Washing2 to tank | 4354 | 85 |
| Hot rinsing to tank | 8705 | 65 |
| Finishing to tank | 4350 | 35 |
| Total | 43,520 | 57.28 |
| Heated-Water | Mass Flow Rate (kg/h) | Temperature (°C) |
|---|---|---|
| Tank to bleaching | 2900 | 52.28 |
| Tank to washing1 | 4350 | 52.28 |
| Tank to Acidification | 8120 | 52.28 |
| Tank to dyeing | 1450 | 52.28 |
| Tank to cold rinsing | 3044 | 52.28 |
| Tank to washing2 | 4350 | 52.28 |
| Tank to hot rinsing | 8700 | 52.28 |
| Tank to Finishing | 2790 | 52.28 |
| Drainage | 7816 | 52.28 |
| Parameter | Value |
|---|---|
| Bare module factor | |
| Water tank [19] | 1.3 |
| Heat exchanger [23] | 3.17 |
| Chemical engineering plant cost index (CEPCI) [24] | |
| 2022 (Base year) | 806.3 |
| 2021 (Steam) | 686.7 |
| 2014 (Tank) | 576.1 |
| 1996 (Shell-and-tube type exchanger) | 382.0 |
| Cost (USD Million) | Additional Capital Cost | Operating Cost | Total Cost | ||
|---|---|---|---|---|---|
| Heat Exchanger | Water Tank | Additional Maintenance Cost | Steam Cost | ||
| Base case | - | - | - | 5.128 | 5.128 |
| Case 1 | 0.047 | 0.036 | 0.010 | 2.564 | 2.659 |
| Case 2 | 0.066 | 0.047 | 0.014 | 1.766 | 1.893 |
| Case 3 | 0.075 | 0.063 | 0.019 | 1.871 | 2.048 |
| Kim et al., 2022 [13] | Kim et al., 2022 [3] | This Work | |
|---|---|---|---|
| Heat recovery methodology | HEN * synthesis with pinch | HEN * synthesis with pinch | Single heat exchanger, single tank |
| Design consideration | Wastewater merging into 2 streams | Wastewater merging into 3 streams | Fresh water heating and storage |
| Fresh water usage in one cycle | 11,600 kg | 11,600 kg | 11,600 kg |
| Additional equipment requirement | |||
| heat exchanger | 4 | 6 | 1 |
| heat pump cycle | 1 | 1 | - |
| heat storage tank | - | - | 1 |
| Utility reduction | 51.5% | 73.7% | 65.6% |
| Total cost reduction | 43.1% | 28.6% | 63.2% |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Seo, J.; Mun, H.; Shim, J.Y.; Hong, S.I.; Lee, H.D.; Lee, I. Advanced Design of Integrated Heat Recovery and Supply System Using Heated Water Storage for Textile Dyeing Process. Energies 2022, 15, 7298. https://doi.org/10.3390/en15197298
Seo J, Mun H, Shim JY, Hong SI, Lee HD, Lee I. Advanced Design of Integrated Heat Recovery and Supply System Using Heated Water Storage for Textile Dyeing Process. Energies. 2022; 15(19):7298. https://doi.org/10.3390/en15197298
Chicago/Turabian StyleSeo, Juyeong, Haneul Mun, Jae Yun Shim, Seok Il Hong, Hee Dong Lee, and Inkyu Lee. 2022. "Advanced Design of Integrated Heat Recovery and Supply System Using Heated Water Storage for Textile Dyeing Process" Energies 15, no. 19: 7298. https://doi.org/10.3390/en15197298
APA StyleSeo, J., Mun, H., Shim, J. Y., Hong, S. I., Lee, H. D., & Lee, I. (2022). Advanced Design of Integrated Heat Recovery and Supply System Using Heated Water Storage for Textile Dyeing Process. Energies, 15(19), 7298. https://doi.org/10.3390/en15197298