
CFD-DEM Simulation of Particle Fluidization Behavior and Glycerol Gasification in a Supercritical Water Fluidized Bed
Abstract
:1. Introduction
- (1)
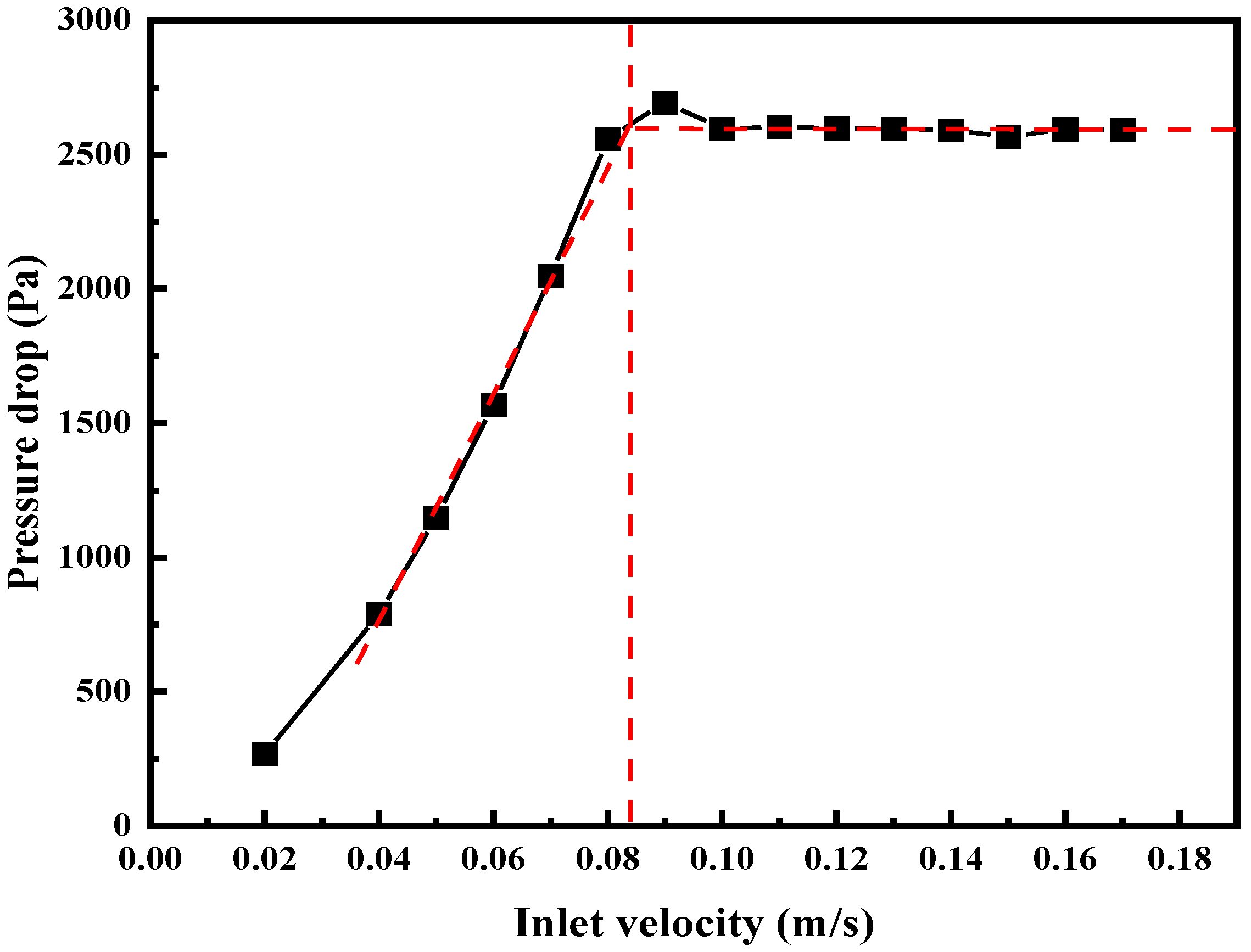
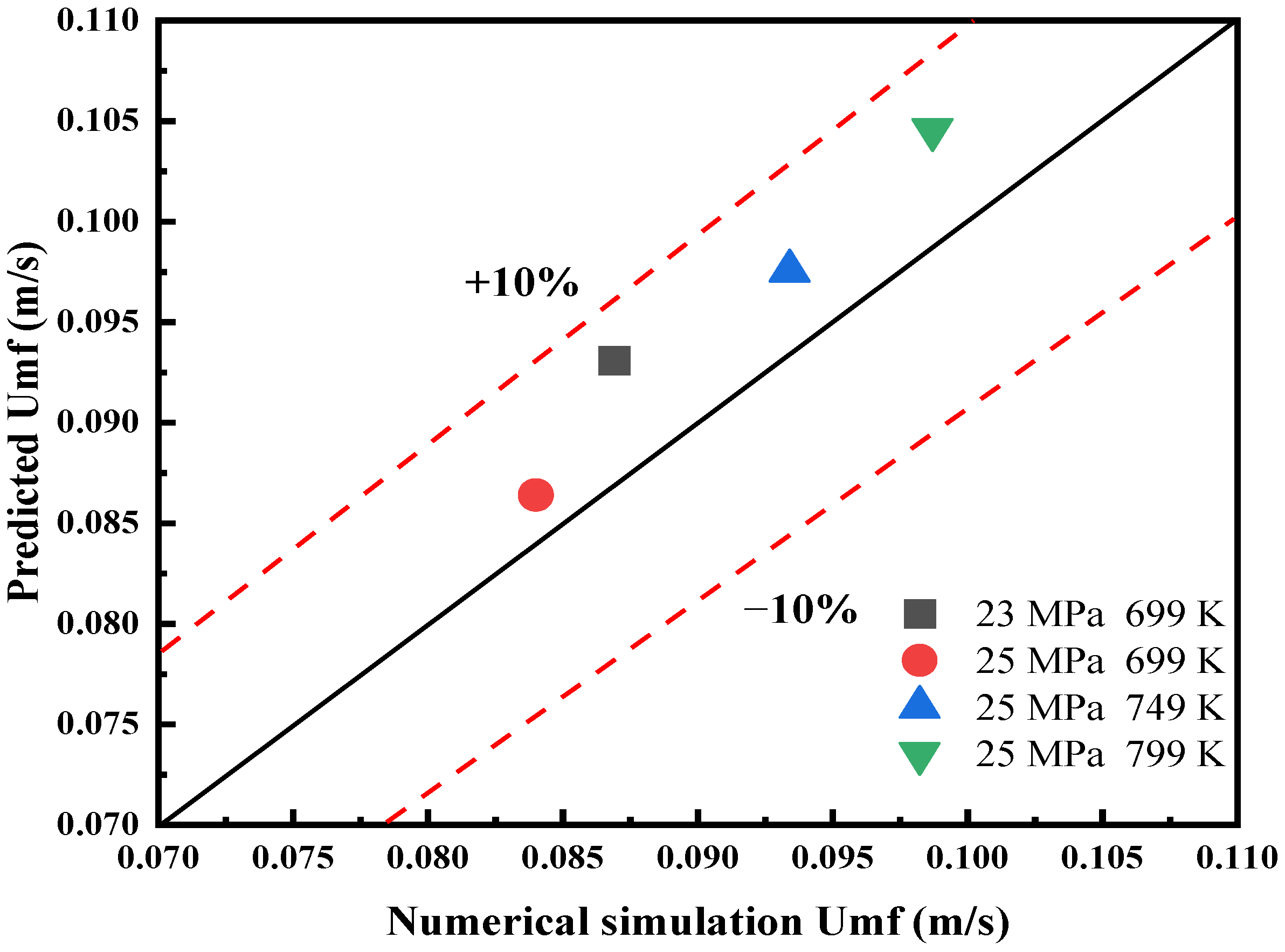
- A supercritical water fluidized bed reactor model considering flow, heat transfer, and glycerol gasification reaction was established, and the model was verified by using the predictive correlation of the minimum fluidization velocity of the supercritical water fluidized bed.
- (2)
- The effect of initial bed height and feeding method on the characteristics of bed particle distribution and residence time distribution in fluidized bed reactor were studied.
- (3)
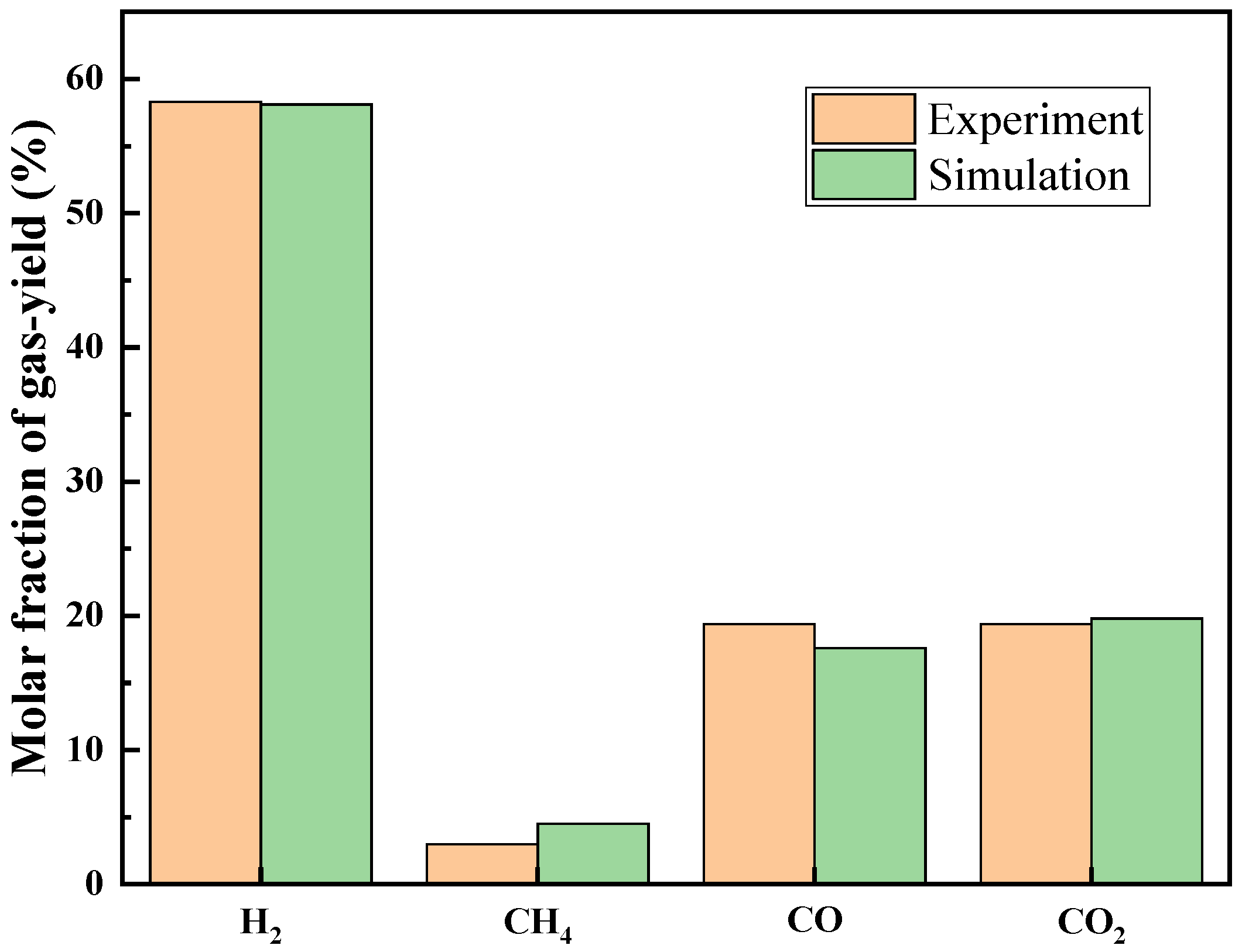
- CFD-DEM was coupled with the reaction kinetic model of supercritical water gasification of glycerol to predict the gasification results under different wall temperatures.
2. Model Description
2.1. Fluid Phase
2.2. Particle Phase
2.3. Interphase Force
2.4. Chemical Reaction Kinetics Model
- (1)
- Glycerol pyrolysis.
- (2)
- Intermediates steam reforming.
- (3)
- Intermediates pyrolysis.
- (4)
- Reaction between gases.
2.5. Analysis Method
2.5.1. Probability Density Function and Cumulative Distribution Function
2.5.2. Residence Time Distribution
2.5.3. Nonuniformity Index
2.5.4. Expansion Ratio
2.5.5. Gas Yield
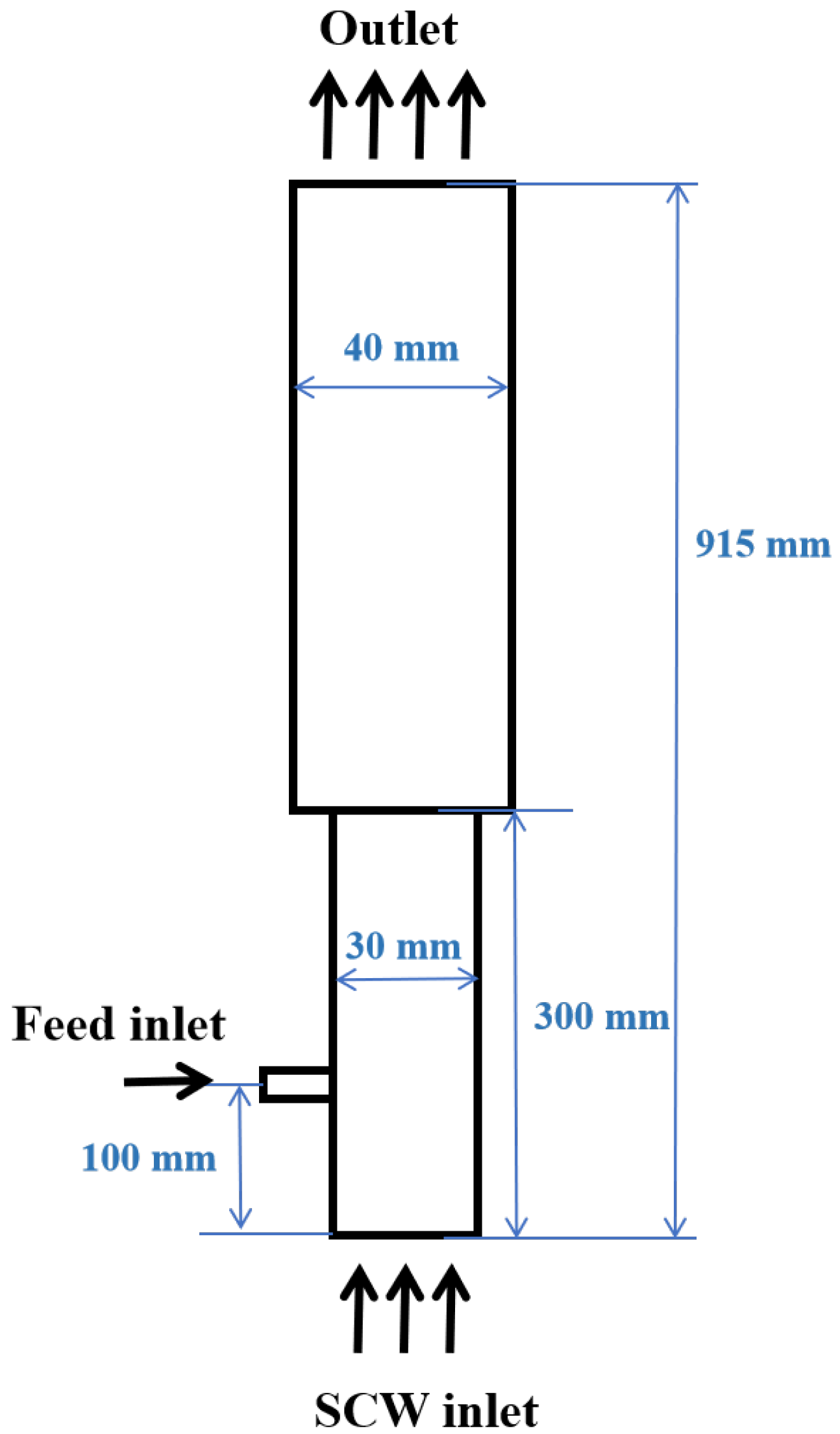
3. Numerical Method and Model Validation
4. Result and Discussion
4.1. Based Case
4.2. The Influence of Initial Bed Height
4.3. The Influence of Feeding Structure
4.4. Chemical Reaction
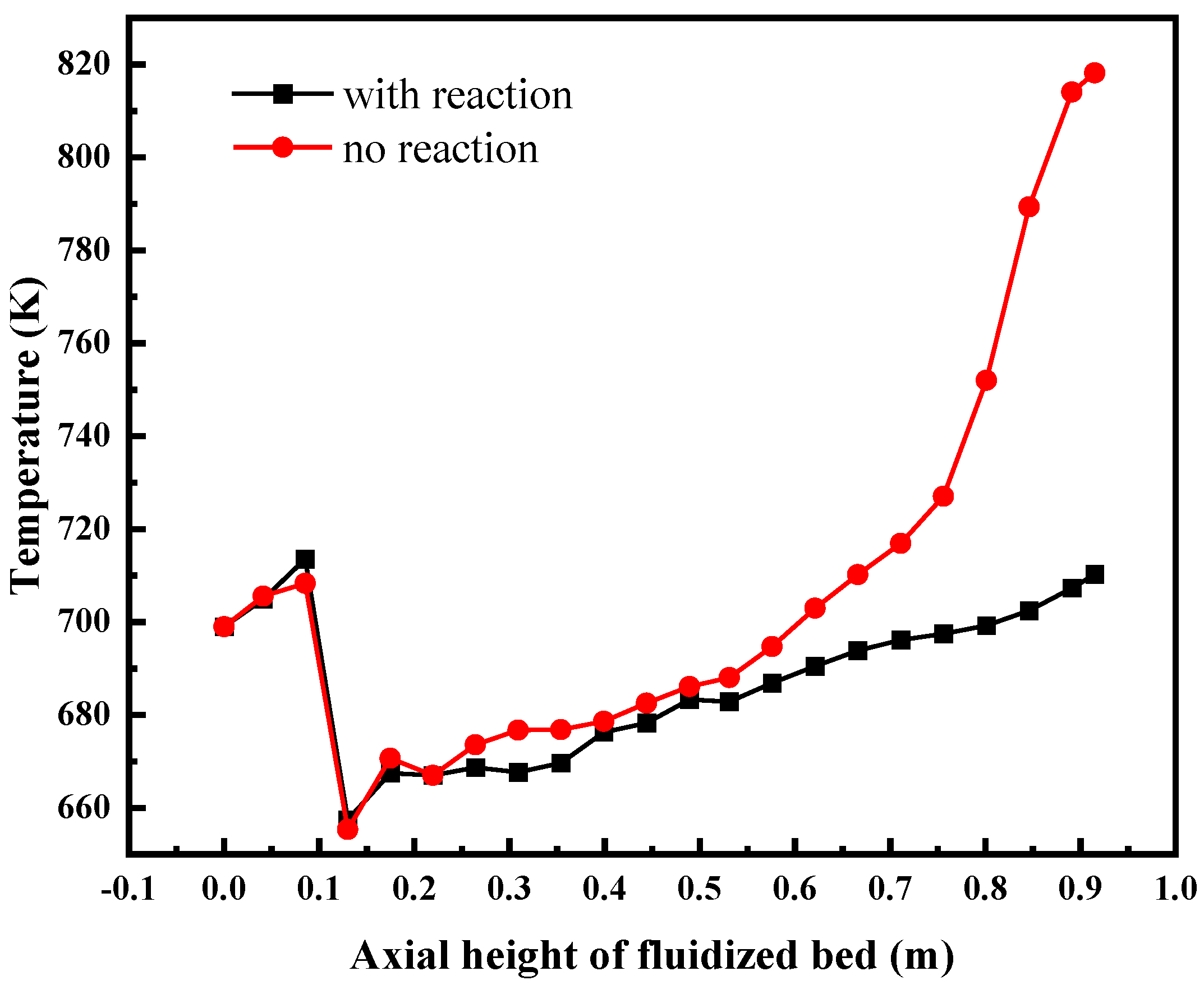
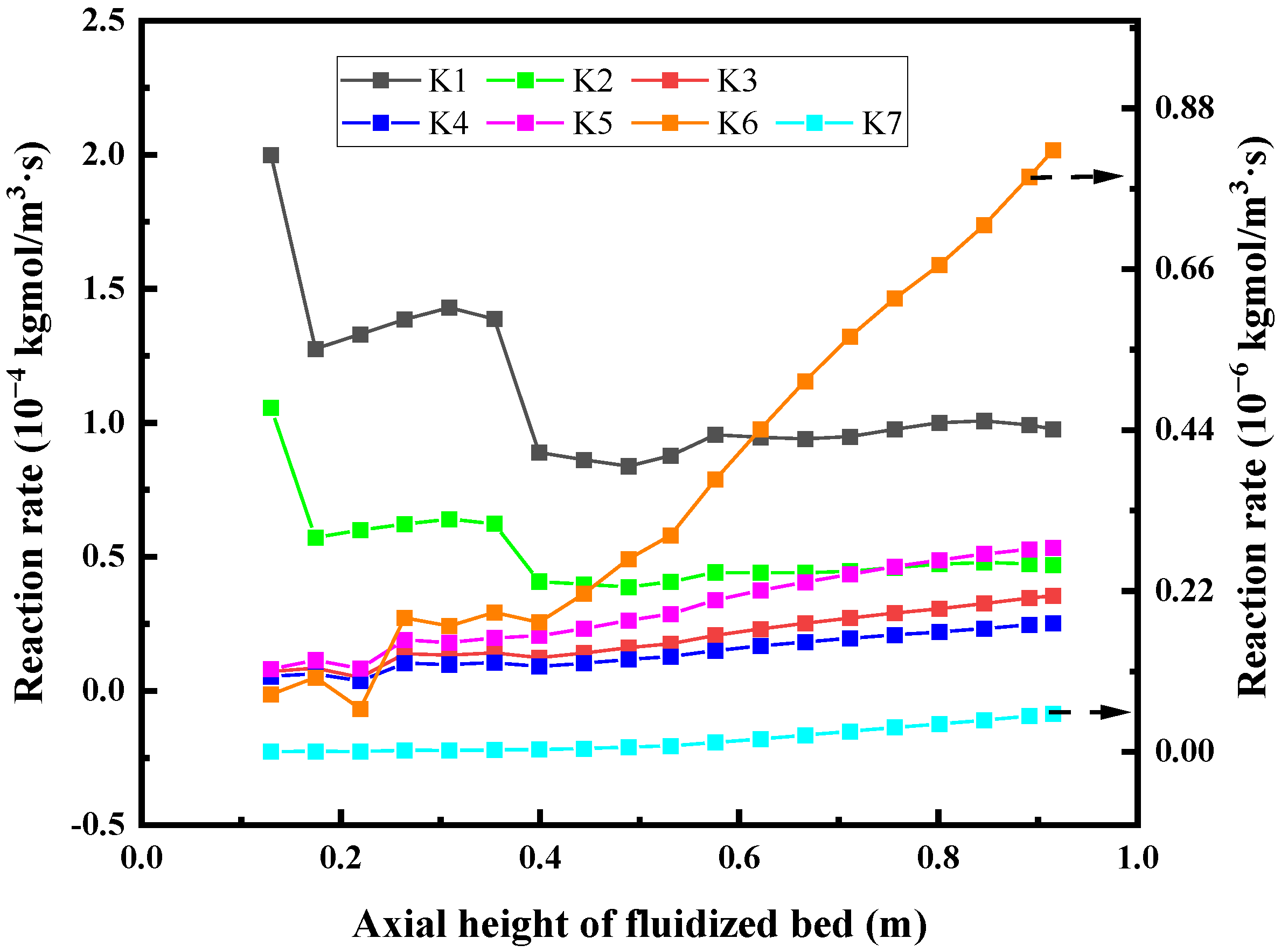
4.4.1. Typical Reaction Case Analysis
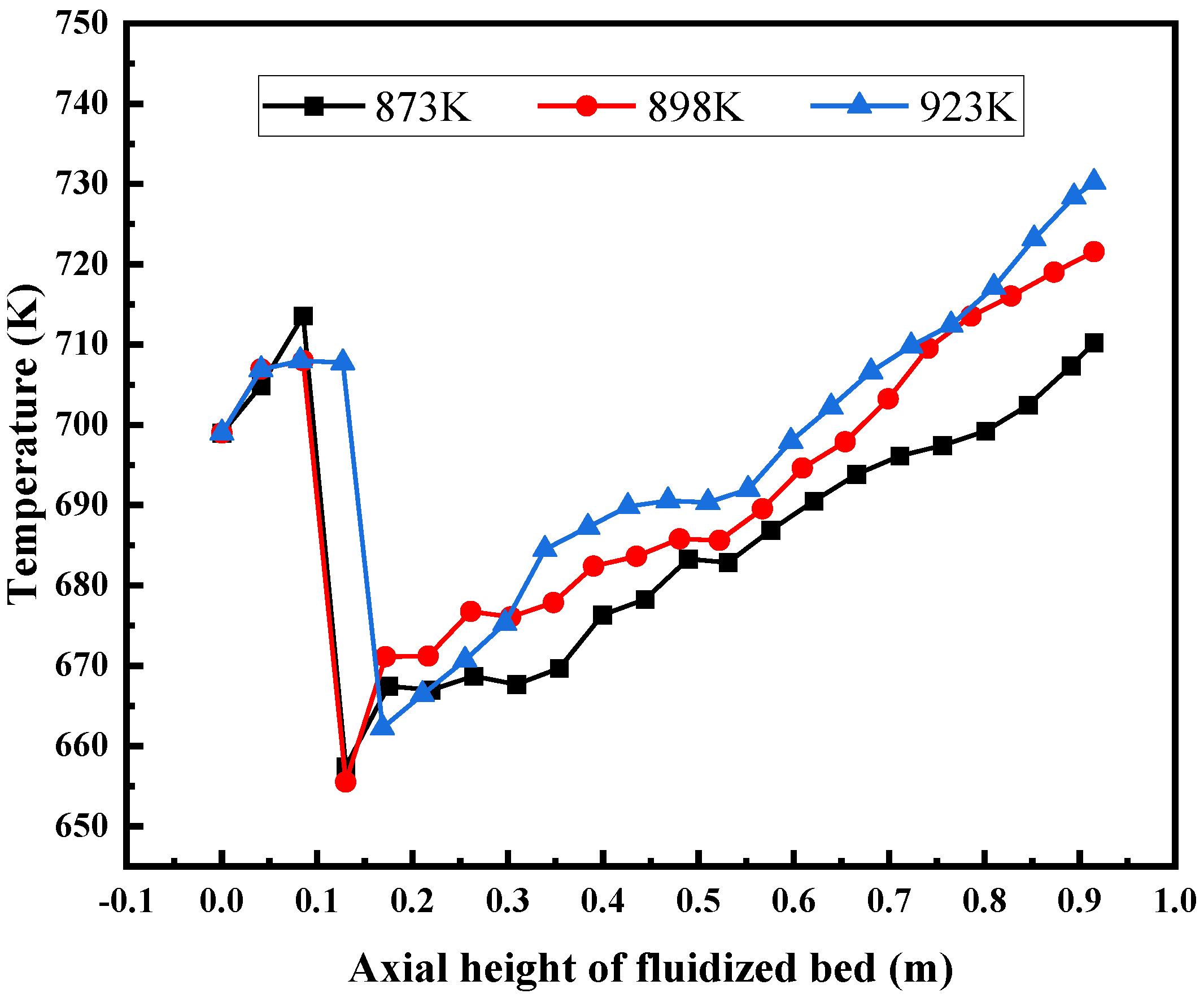
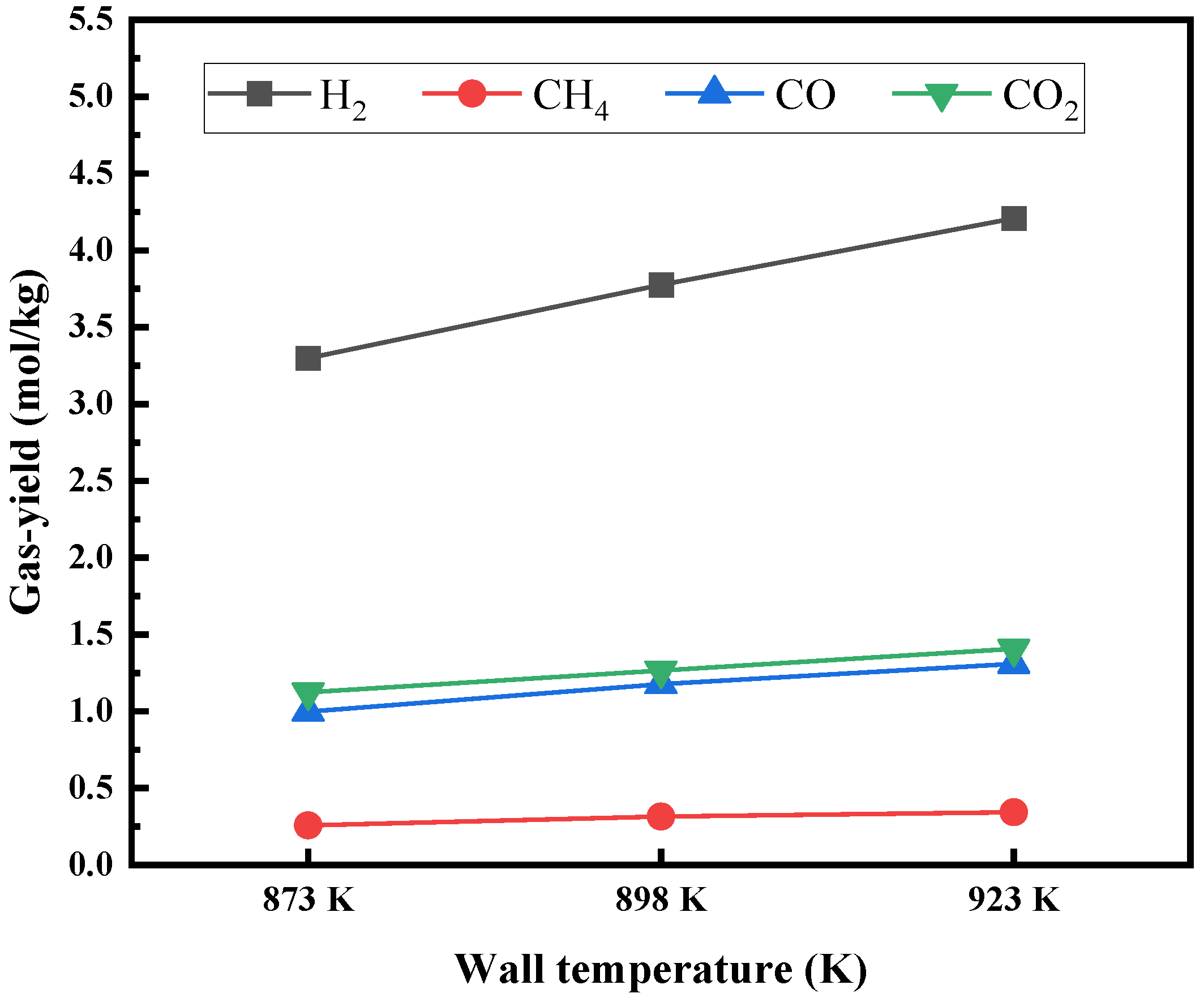
4.4.2. Influence of Wall Temperature
5. Conclusions
- (1)
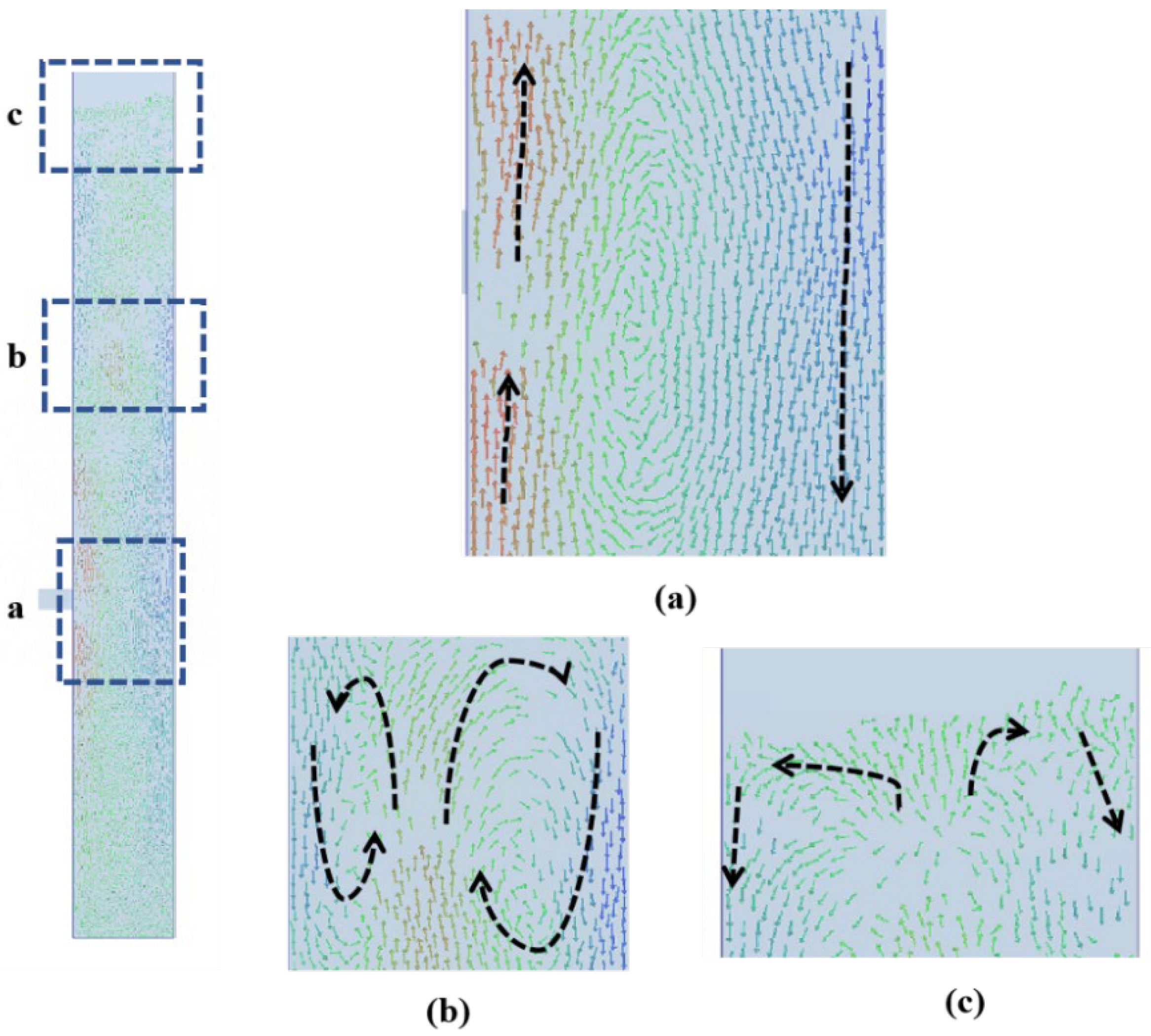
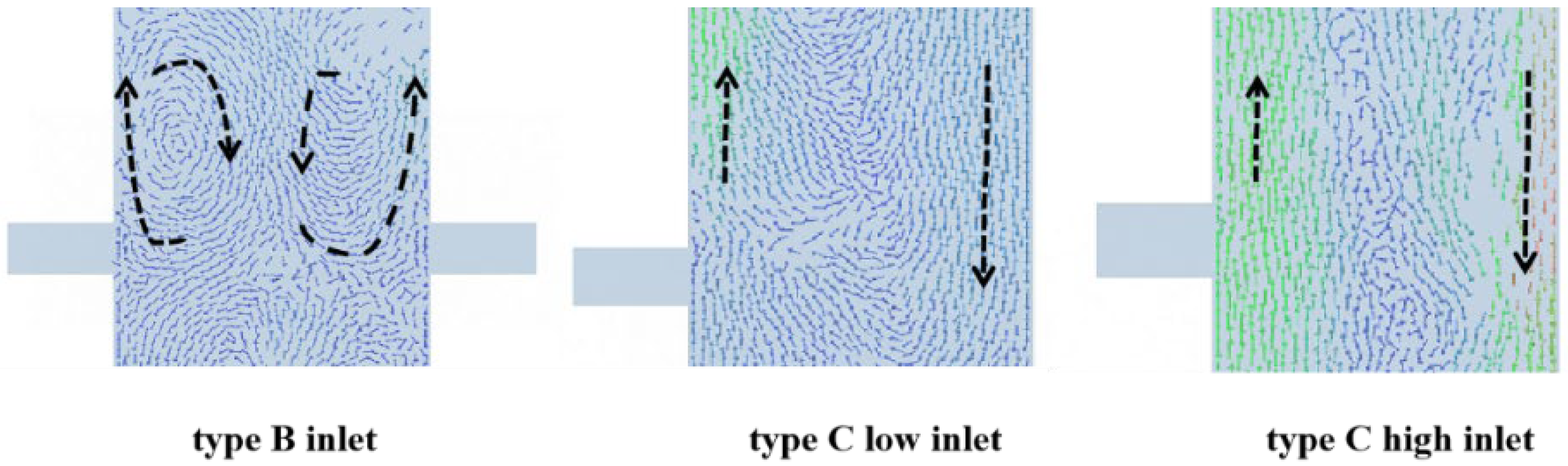
- The feed pipe of the fluidized bed has a greater influence on the particle flow in the upper zone but has less influence on the lower zone. The bubble channel is easy to form on the feed pipe side of the fluidized bed, and the gulf stream is easy to form on the side without the feed pipe.
- (2)
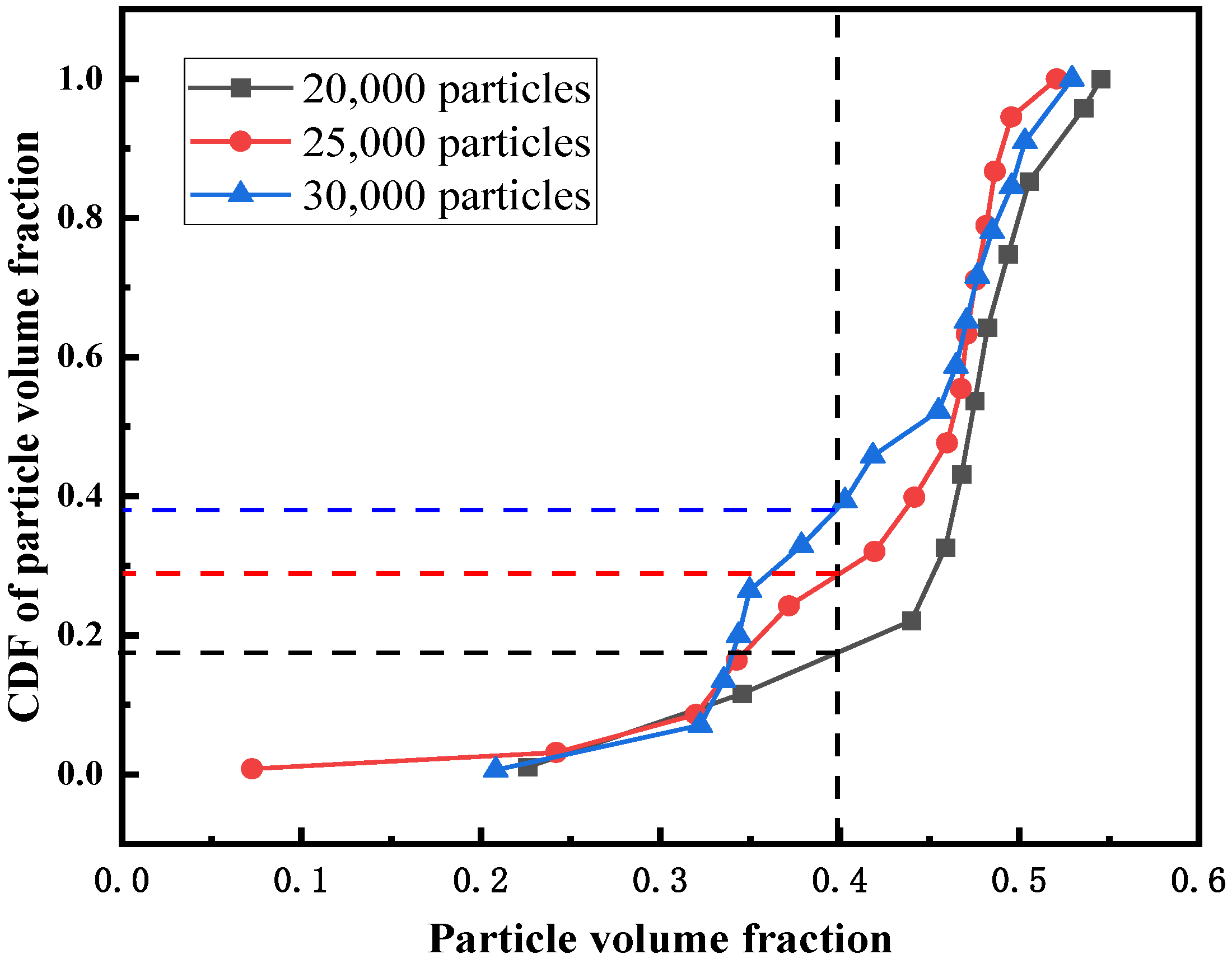
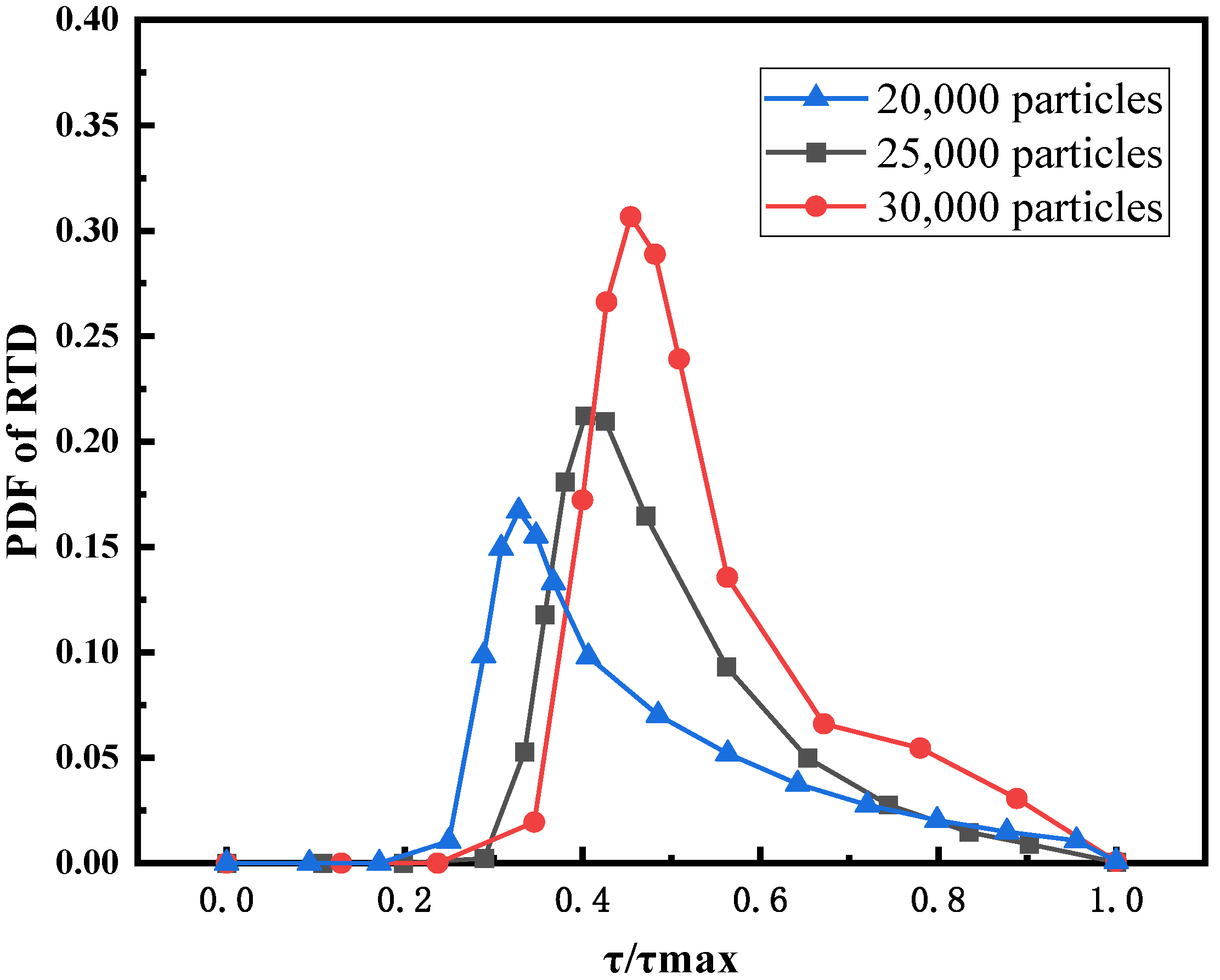
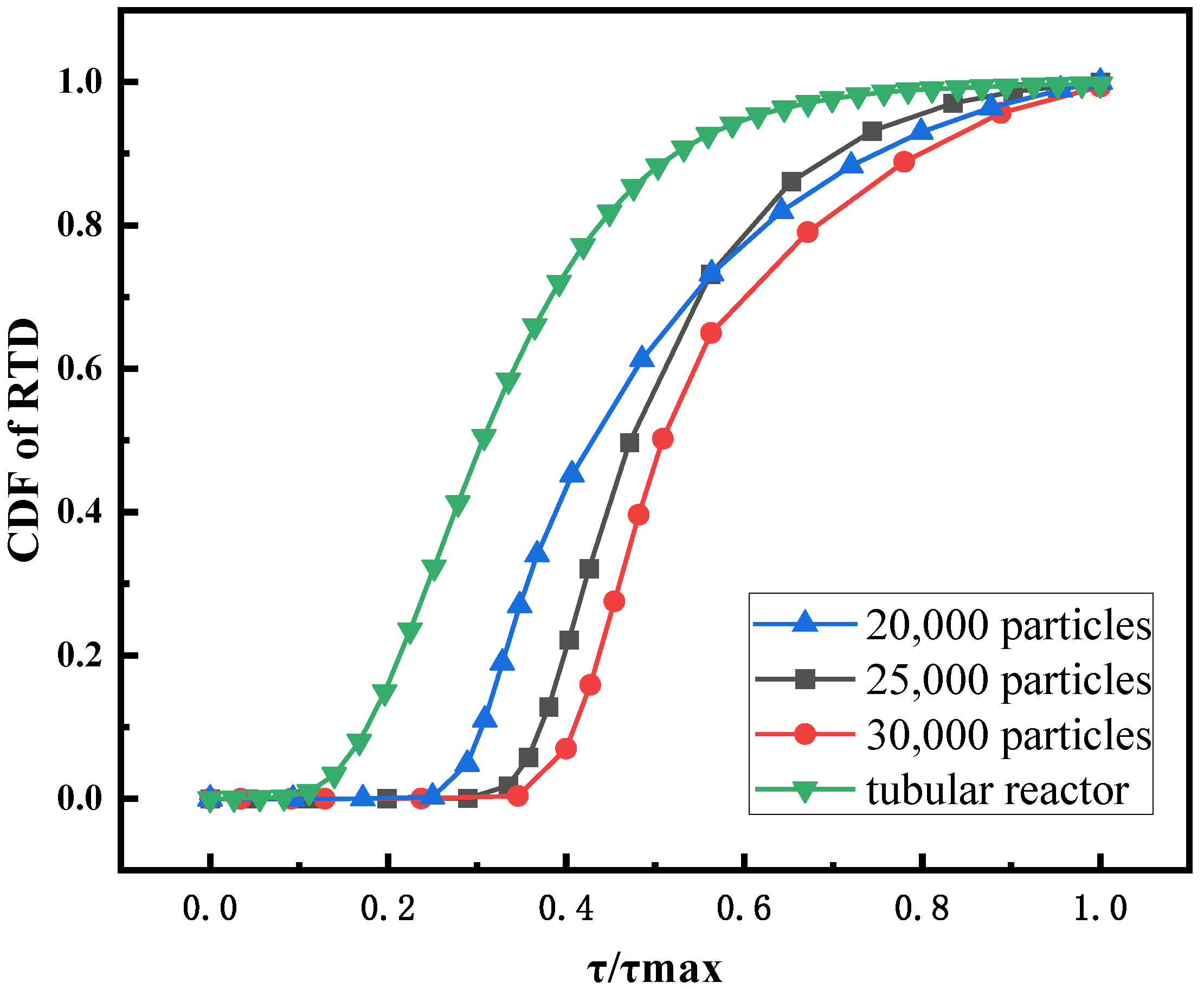
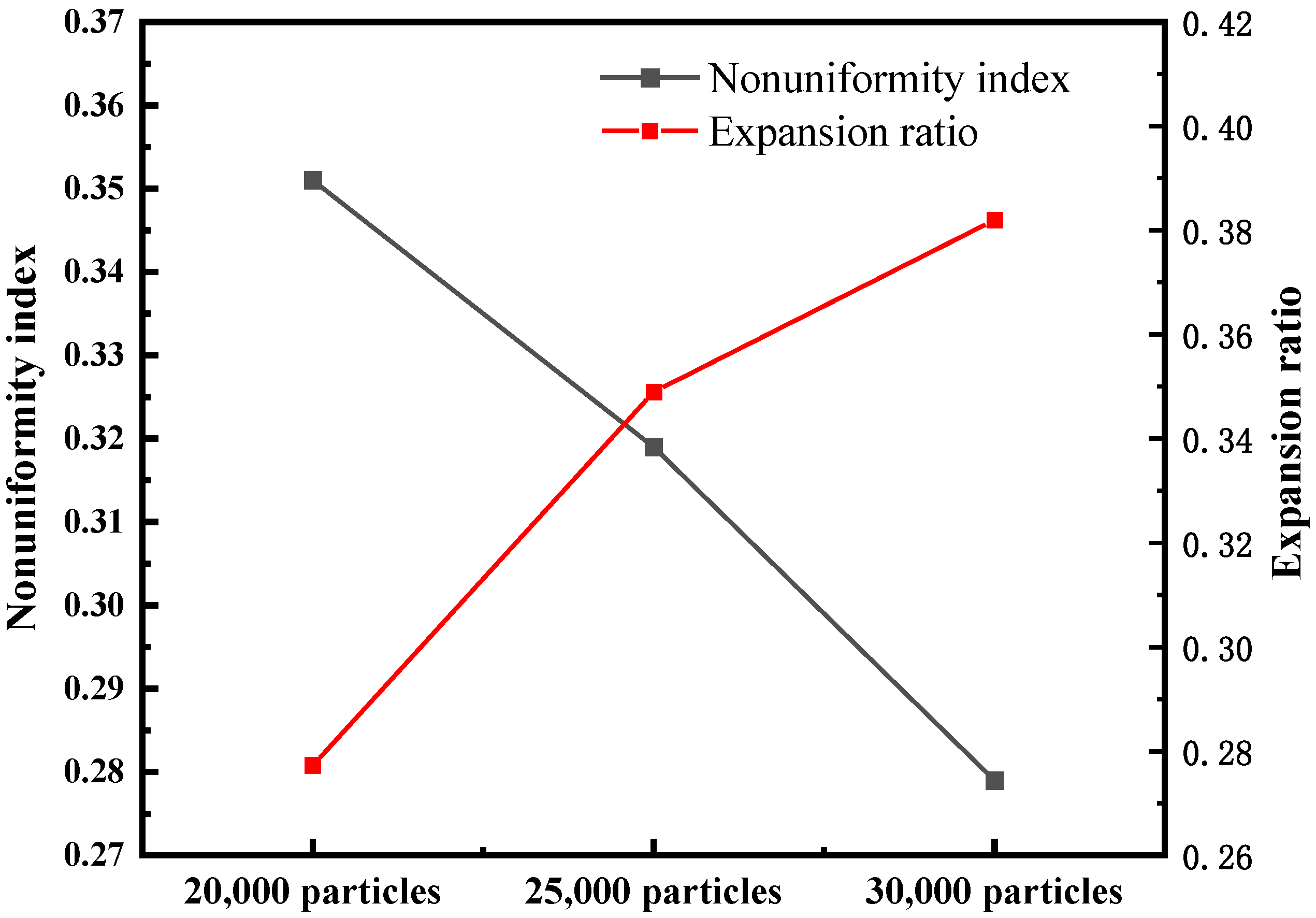
- The higher the initial bed height of the fluidized bed, the more uniform the internal flow field, and the longer the residence time of the feedstock in the fluidized bed.
- (3)
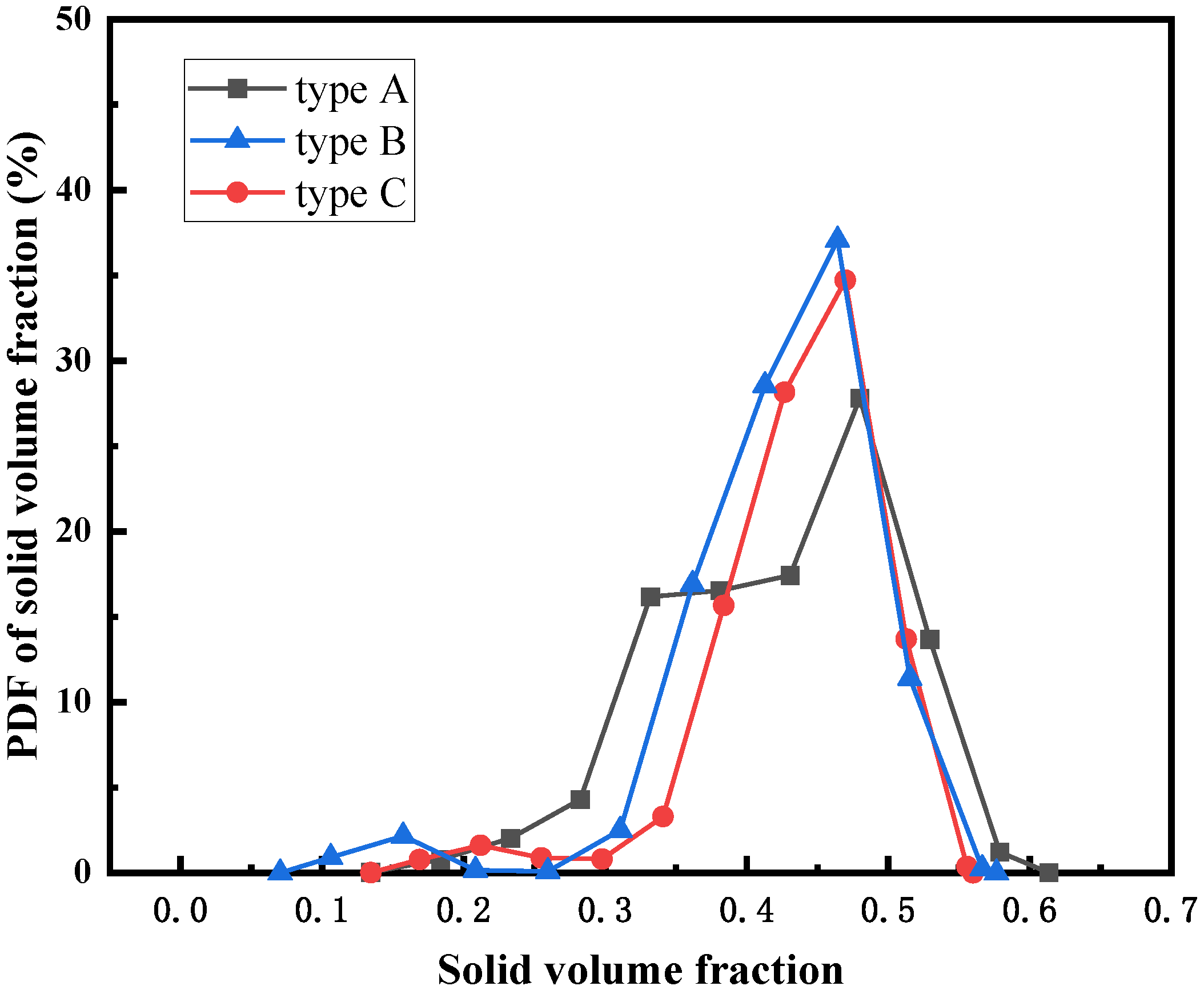
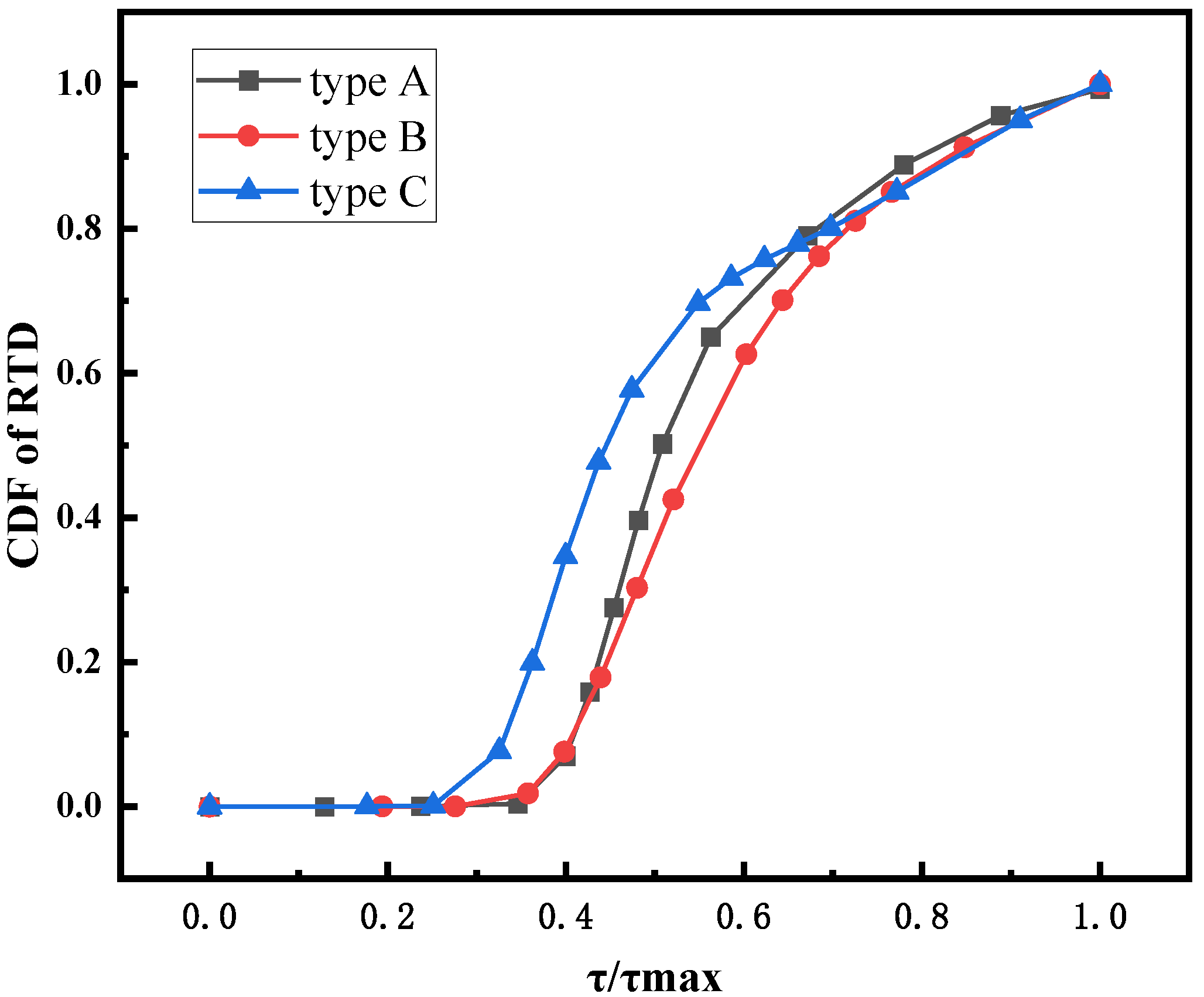
- The residence time of the fluidized bed with the symmetric double inlet structure is longer because the convective interaction can inhibit the formation of large bubbles. However, the fluidized bed with a single-side, double inlet, feeding structure shows better uniformity due to the improved feed distribution in the axial direction.
- (4)
- The total thermal effect of supercritical water gasification of glycerol is endothermic. The pyrolysis reaction of glycerol mainly occurs in the middle and lower part of the fluidized bed, while the water gas shift reaction and methanation reaction have the highest reaction rates near the outlet. The production of each gas at the outlet of the fluidized bed increases with the increase of wall temperature.
Author Contributions
Funding
Conflicts of Interest
References
- Wei, L.; Lu, Y.; Wei, J. Hydrogen production by supercritical water gasification of biomass: Particle and residence time distribution in fluidized bed reactor. Int. J. Hydrogen Energy 2013, 38, 13117–13124. [Google Scholar] [CrossRef]
- Lu, Y.; Huang, J.; Zheng, P. Fluid hydrodynamic characteristics in supercritical water fluidized bed: A DEM simulation study. Chem. Eng. Sci. 2014, 117, 283–292. [Google Scholar] [CrossRef]
- Fan, C.; Guo, S.; Jin, H. Numerical study on coal gasification in supercritical water fluidized bed and exploration of complete gasification under mild temperature conditions. Chem. Eng. Sci. 2019, 206, 134–145. [Google Scholar] [CrossRef]
- Guo, S.; Guo, L.; Cao, C.; Yin, J.; Lu, Y.; Zhang, X. Hydrogen production from glycerol by supercritical water gasification in a continuous flow tubular reactor. Int. J. Hydrogen Energy 2012, 37, 5559–5568. [Google Scholar] [CrossRef]
- Ostermeier, P.; Fischer, F.; Fendt, S.; DeYoung, S.; Spliethoff, H. Coarse-grained CFD-DEM simulation of biomass gasification in a fluidized bed reactor. Fuel 2019, 255, 115790. [Google Scholar] [CrossRef]
- Jin, H.; Guo, S.; Guo, L.; Cao, C. A mathematical model and numerical investigation for glycerol gasification in supercritical water with a tubular reactor. J. Supercrit. Fluids 2016, 107, 526–533. [Google Scholar] [CrossRef]
- Lu, Y.J.; Jin, H.; Guo, L.J.; Zhang, X.M.; Cao, C.Q.; Guo, X. Hydrogen production by biomass gasification in supercritical water with a fluidized bed reactor. Int. J. Hydrogen Energy 2008, 33, 6066–6075. [Google Scholar] [CrossRef]
- Lu, Y.; Zhao, L.; Han, Q.; Wei, L.; Zhang, X.; Guo, L.; Wei, J. Minimum fluidization velocities for supercritical water fluidized bed within the range of 633–693K and 23–27MPa. Int. J. Multiph. Flow 2013, 49, 78–82. [Google Scholar] [CrossRef]
- Zou, Z.; Zhao, Y.; Zhao, H.; Li, H.; Zhu, Q.; Xie, Z.; Li, Y. Numerical analysis of residence time distribution of solids in a bubbling fluidized bed based on the modified structure-based drag model. Particuology 2017, 32, 30–38. [Google Scholar] [CrossRef]
- Li, S.; Zhao, P.; Xu, J.; Zhang, L.; Wang, J. CFD-DEM simulation of polydisperse gas-solid flow of Geldart A particles in bubbling micro-fluidized beds. Chem. Eng. Sci. 2022, 253, 117551. [Google Scholar] [CrossRef]
- Kalaga, D.V.; Reddy, R.K.; Joshi, J.B.; Dalvi, S.V.; Nandkumar, K. Liquid phase axial mixing in solid–liquid circulating multistage fluidized bed: CFD modeling and RTD measurements. Chem. Eng. J. 2012, 191, 475–490. [Google Scholar] [CrossRef]
- Wang, S.; Shen, Y. CFD-DEM study of biomass gasification in a fluidized bed reactor: Effects of key operating parameters. Renew. Energy 2020, 159, 1146–1164. [Google Scholar] [CrossRef]
- Su, X.; Jin, H.; Guo, S.; Guo, L. Numerical study on biomass model compound gasification in a supercritical water fluidized bed reactor. Chem. Eng. Sci. 2015, 134, 737–745. [Google Scholar] [CrossRef]
- Yao, L.; Lu, Y. Supercritical water gasification of glucose in fluidized bed reactor: A numerical study. Int. J. Hydrogen Energy 2017, 42, 7857–7865. [Google Scholar] [CrossRef]
- Wu, Y.; Zhang, H.; An, X.; Chen, Z. Numerical investigation on cold flow dynamics of supercritical water fluidized bed reactor with inclined distributor: Design and scale up. Particuology 2022, 67, 90–102. [Google Scholar] [CrossRef]
- Ostermeier, P.; DeYoung, S.; Vandersickel, A.; Gleis, S.; Spliethoff, H. Comprehensive investigation and comparison of TFM, DenseDPM and CFD-DEM for dense fluidized beds. Chem. Eng. Sci. 2019, 196, 291–309. [Google Scholar] [CrossRef]
- Lu, Y.; Huang, J.; Zheng, P.; Jing, D. Flow structure and bubble dynamics in supercritical water fluidized bed and gas fluidized bed: A comparative study. Int. J. Multiph. Flow 2015, 73, 130–141. [Google Scholar] [CrossRef]
- Zhao, L.; Lu, Y. Hydrogen production by biomass gasification in a supercritical water fluidized bed reactor: A CFD-DEM study. J. Supercrit. Fluids 2018, 131, 26–36. [Google Scholar] [CrossRef]
- Zhang, H.; Huang, Y.; An, X.; Yu, A.; Xie, J. Numerical prediction on the minimum fluidization velocity of a supercritical water fluidized bed reactor: Effect of particle size distributions. Powder Technol. 2021, 389, 119–130. [Google Scholar] [CrossRef]
- Huang, Y.; Zhang, H.; An, X.; Ye, X. Numerical prediction on minimum fluidization velocity of a supercritical water fluidized bed reactor: Effect of particle shape. Powder Technol. 2022, 403, 117397. [Google Scholar] [CrossRef]
- Zhang, T.; Lu, Y. Wall-to-bed heat transfer in supercritical water fluidized bed using CFD-DEM. Particuology 2021, 56, 113–123. [Google Scholar] [CrossRef]
- Zhang, T.; Lu, Y. A method to deal with constant wall flux boundary condition in a fluidized bed by CFD-DEM. Chem. Eng. J. 2021, 406, 126880. [Google Scholar] [CrossRef]
- Vargas, W.L.; Mccarthy, J.J. Heat conduction in granular materials. Mrs Proc. 2000, 627, 1052–1059. [Google Scholar] [CrossRef]
- Chaudhuri, B.; Muzzio, F.J.; Tomassone, M.S. Modeling of heat transfer in granular flow in rotating vessels. Chem. Eng. Sci. 2006, 61, 6348–6360. [Google Scholar] [CrossRef]
- Hertz, H. On the contact of elastic solids. J. Für Die Reine Angew. Math. 1880, 92, 156–171. [Google Scholar]
- Tsuji, Y.; Kawaguchi, T.; Tanaka, T. Discrete particle simulation of two-dimensional fluidized bed. Powder Technol. 1993, 77, 79–87. [Google Scholar] [CrossRef]
- Wei, L.; Gu, Y.; Wang, Y.; Lu, Y. Multi-fluid Eulerian simulation of fluidization characteristics of mildly-cohesive particles: Cohesive parameter determination and granular flow kinetic model evaluation. Powder Technol. 2020, 364, 264–275. [Google Scholar] [CrossRef]
- Lu, Y.; Wei, L.; Wei, J. A numerical study of bed expansion in supercritical water fluidized bed with a non-spherical particle drag model. Chem. Eng. Res. Des. 2015, 104, 164–173. [Google Scholar] [CrossRef]
- Gidaspow, D. Multiphase Flow and Fluidization: Continuum and Kinetic Theory Descriptions; Academic Press: Cambridge, MA, USA, 1994. [Google Scholar]
- Guo, S.; Guo, L.; Yin, J.; Jin, H. Supercritical water gasification of glycerol: Intermediates and kinetics. J. Supercrit. Fluids 2013, 78, 95–102. [Google Scholar] [CrossRef]
- Chen, S.; Fan, Y.; Yan, Z.; Wang, W.; Liu, X.; Lu, C. CFD optimization of feedstock injection angle in a FCC riser. Chem. Eng. Sci. 2016, 153, 58–74. [Google Scholar] [CrossRef]
- Zhu, L.-T.; Lei, H.; Ouyang, B.; Luo, Z.-H. Using mesoscale drag model-augmented coarse-grid simulation to design fluidized bed reactor: Effect of bed internals and sizes. Chem. Eng. Sci. 2022, 253, 117547. [Google Scholar] [CrossRef]
- Tripathy, A.; Sahu, A.K.; Biswal, S.K.; Mishra, B.K. A model for expansion ratio in liquid–solid fluidized beds. Particuology 2013, 11, 789–792. [Google Scholar] [CrossRef]
- Wagner, W.; Cooper, J.R.; Dittmann, A.; Kijima, J.; Kretzschmar, H.J.; Kruse, A.; Mareš, R.; Oguchi, K.; Sato, H.; Stöcker, I. The IAPWS Industrial Formulation 1997 for the Thermodynamic Properties of Water and Steam. J. Eng. Gas Turbines Power 2000, 122, 150–184. [Google Scholar] [CrossRef]
- Van, W. Fundamentals of Classical Thermodynamics; John Wiley and Sons Ltd.: Hoboken, NJ, USA, 1985. [Google Scholar]
- Chung, T.H.; Ajlan, M.; Lee, L.L.; Starling, K.E. Generalized multiparameter correlation for nonpolar and polar fluid transport properties. Ind. Eng. Chem. Res. 1988, 27, 671–679. [Google Scholar] [CrossRef]
- Chao-Hong; He; Yong-Sheng; Yu, New Equation for Infinite-Dilution Diffusion Coefficients in Supercritical and High-Temperature Liquid Solvents. Ind. Eng. Chem. Res. 1998, 37, 3793–3798. [CrossRef]
- Zbib, H.; Ebrahimi, M.; Ein-Mozaffari, F.; Lohi, A. Hydrodynamic Behavior of a 3-D Liquid-Solid Fluidized Bed Operating in the Intermediate Flow Regime—Application of Stability Analysis, Coupled CFD-DEM, and Tomography. Ind. Eng. Chem. Res. 2018, 57, 16944–16957. [Google Scholar] [CrossRef]
- Cao, X. Numerical Simulation of Flow and Mixing Characteristics in Tubular Stirred Reactor Using CFD Method. Ph.D. Thesis, Northeastern University, Boston, MA, USA, 2009. [Google Scholar]







{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Reaction Number | A (s−1) | Ea (kJ·mol−1) | Reaction Rate Expression |
|---|---|---|---|
| Reaction 1 | 102.60 | 53.3 | K1 = 102.60 exp (−53.3 × 107/RT) [C3H8O3] |
| Reaction 2 | 102.76 | 59.8 | K2 = 102.76 exp (−59.8 × 107/RT) [C3H8O3] |
| Reaction 3 | 106.63 | 114.1 | K3 = 106.63 exp (−114.1 × 107/RT) [Int][H2O] |
| Reaction 4 | 106.15 | 109.6 | K4 = 106.15 exp (−109.6 × 107/RT) [Int][H2O] |
| Reaction 5 | 104.13 | 66.7 | K5 = 104.13 exp (−66.7 × 107/RT) [Int] |
| Reaction 6 | 102.11 | 76.5 | K6 = 102.11 exp (−76.5 × 107/RT) [CO][H2O] |
| Reaction 7 | 104.42 | 74.3 | K7 = 104.42 exp (−74.3 × 107/RT) [CO][H2] |
| Term | Parameter | Value |
|---|---|---|
| Particle phase | Particle shape | Spherical |
| Particle density | 2650 kg/m3 | |
| Particle diameter | 1 mm | |
| Number of particles | 20,000/25,000/30,000 | |
| Poisson‘s ratio | 0.25 | |
| Coefficient of Restitution | 0.9 | |
| Coefficient of Static Friction | 0.15 | |
| Coefficient of Rolling Friction | 1 × 10−5 | |
| Heat capacity | 630 J/kg·K | |
| Thermal conductivity | 10 W/m2·K | |
| Fluid phase | Pressure | 25 MPa |
| Temperature at the feed inlet | 699 K | |
| Temperature at the SCW inlet | 300 K | |
| Velocity at the feed inlet | 0.0262 m/s | |
| Velocity at the SCW inlet | 0.12 m/s | |
| Concentration of feed (wt%) | 1 | |
| Operating condition | Solid phase time step | 8 × 10−6 s |
| Fluid phase time step | 8 × 10−4 s | |
| Grid size | 2.5 mm × 2.5 mm × 3 mm |
| Condition | Density | Viscosity |
|---|---|---|
| 23 MPa 699 K | 108.49 kg/m3 | 2.79 × 10−5 Pa·s |
| 25 Mpa 699 K | 125.87 kg/m3 | 2.86 × 10−5 Pa·s |
| 25 MPa 749 K | 97.42 kg/m3 | 3.00 × 10−5 Pa·s |
| 25 MPa 799 K | 83.32 kg/m3 | 3.18 × 10−5 Pa·s |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Luo, J.; Chen, J.; Yi, L. CFD-DEM Simulation of Particle Fluidization Behavior and Glycerol Gasification in a Supercritical Water Fluidized Bed. Energies 2022, 15, 7128. https://doi.org/10.3390/en15197128
Luo J, Chen J, Yi L. CFD-DEM Simulation of Particle Fluidization Behavior and Glycerol Gasification in a Supercritical Water Fluidized Bed. Energies. 2022; 15(19):7128. https://doi.org/10.3390/en15197128
Chicago/Turabian StyleLuo, Jia, Jingwei Chen, and Lei Yi. 2022. "CFD-DEM Simulation of Particle Fluidization Behavior and Glycerol Gasification in a Supercritical Water Fluidized Bed" Energies 15, no. 19: 7128. https://doi.org/10.3390/en15197128
APA StyleLuo, J., Chen, J., & Yi, L. (2022). CFD-DEM Simulation of Particle Fluidization Behavior and Glycerol Gasification in a Supercritical Water Fluidized Bed. Energies, 15(19), 7128. https://doi.org/10.3390/en15197128