

Thermal Degradation and Organic Chlorine Removal from Mixed Plastic Wastes


Abstract
:1. Introduction
2. Materials and Methods
2.1. Materials
2.2. Ash Content
2.3. Sample Preparation for Thermal Degradation
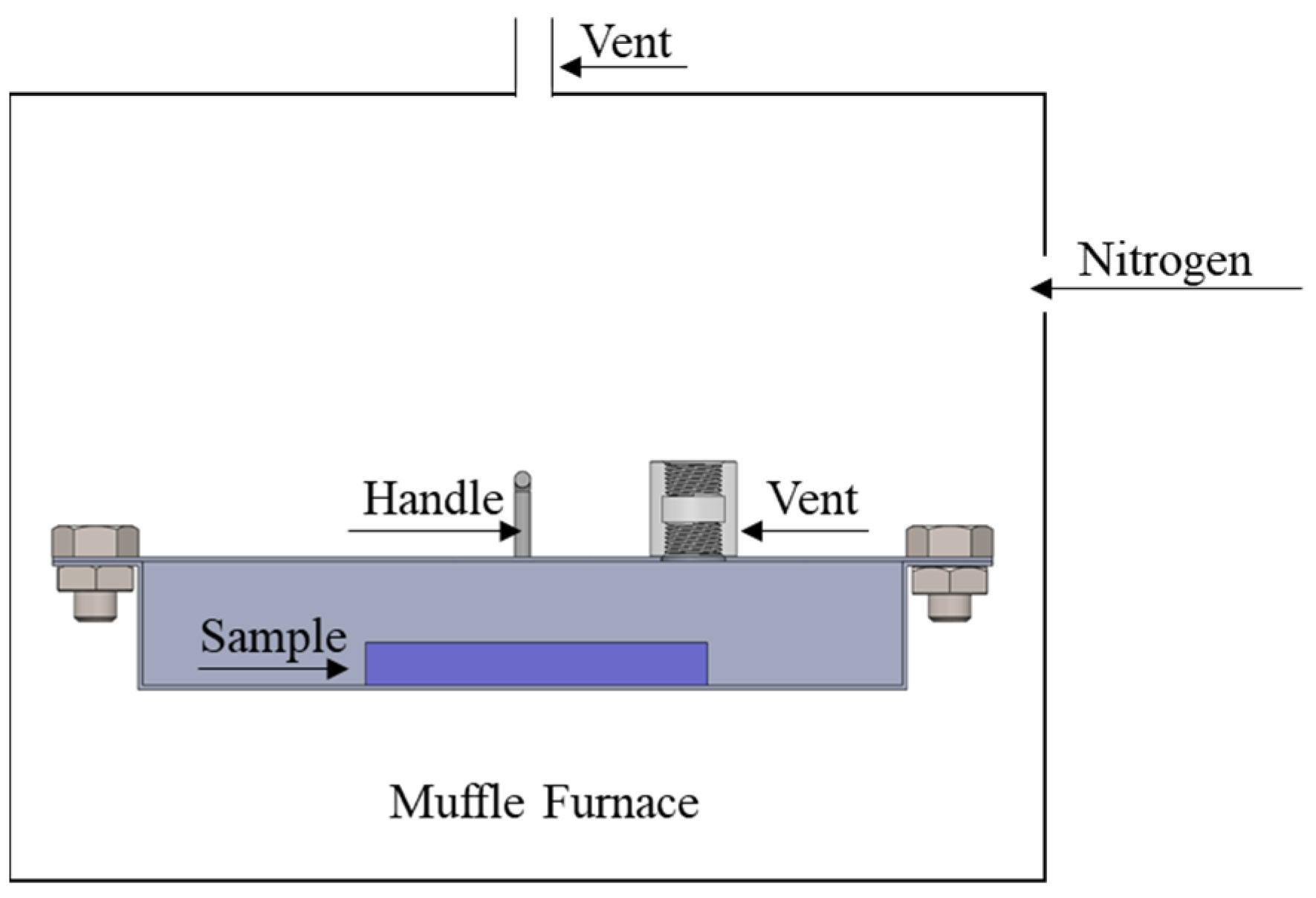
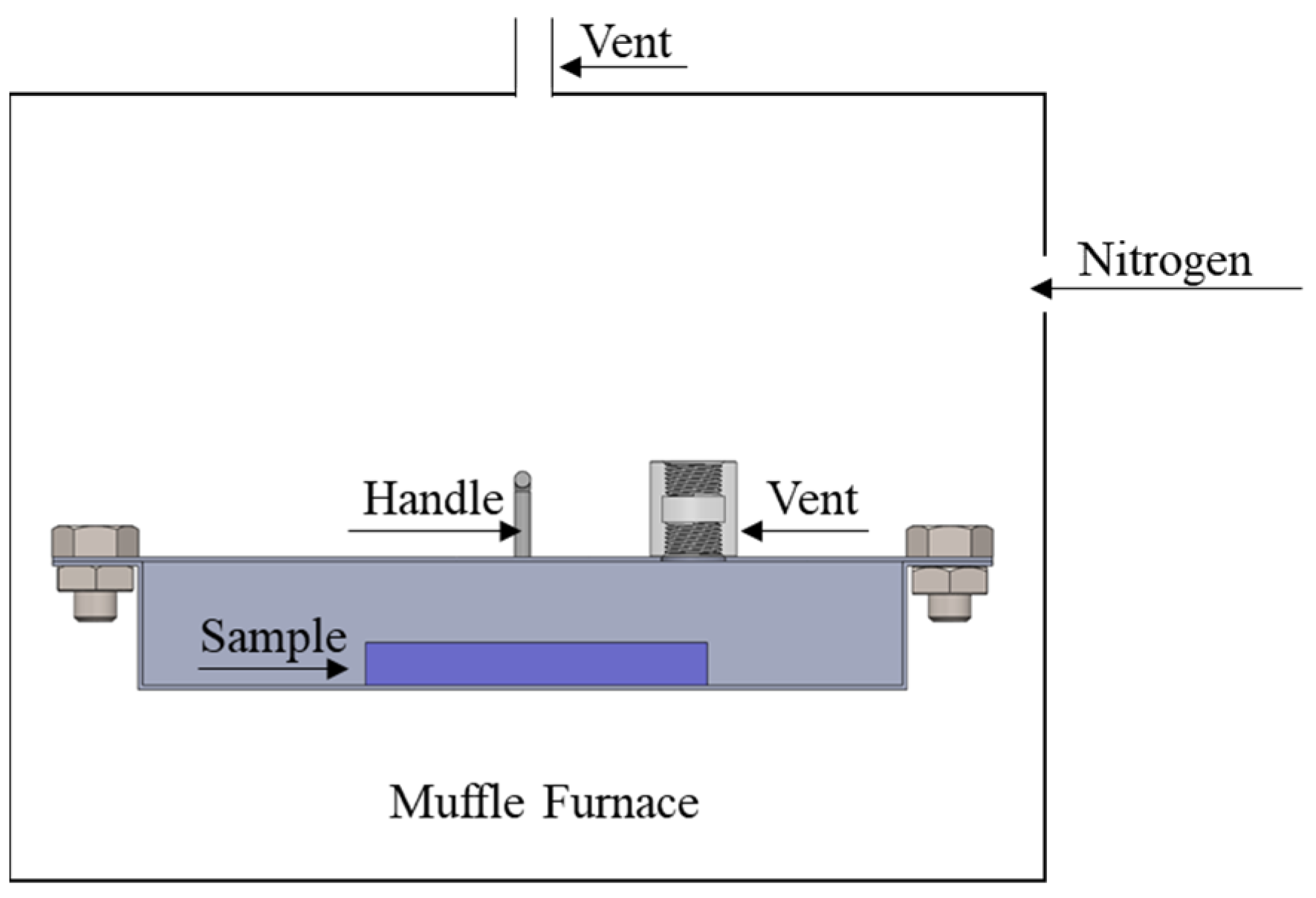
2.4. Experimental Setup for Thermal Degradation
2.5. Elemental Composition Analysis
2.6. Thermogravimetric Analysis (TGA)
2.7. Heat Content
2.8. Chlorine Content
2.9. FTIR Spectroscopy
3. Heat Transfer Modeling
4. Results and Discussion
4.1. MPW Composition
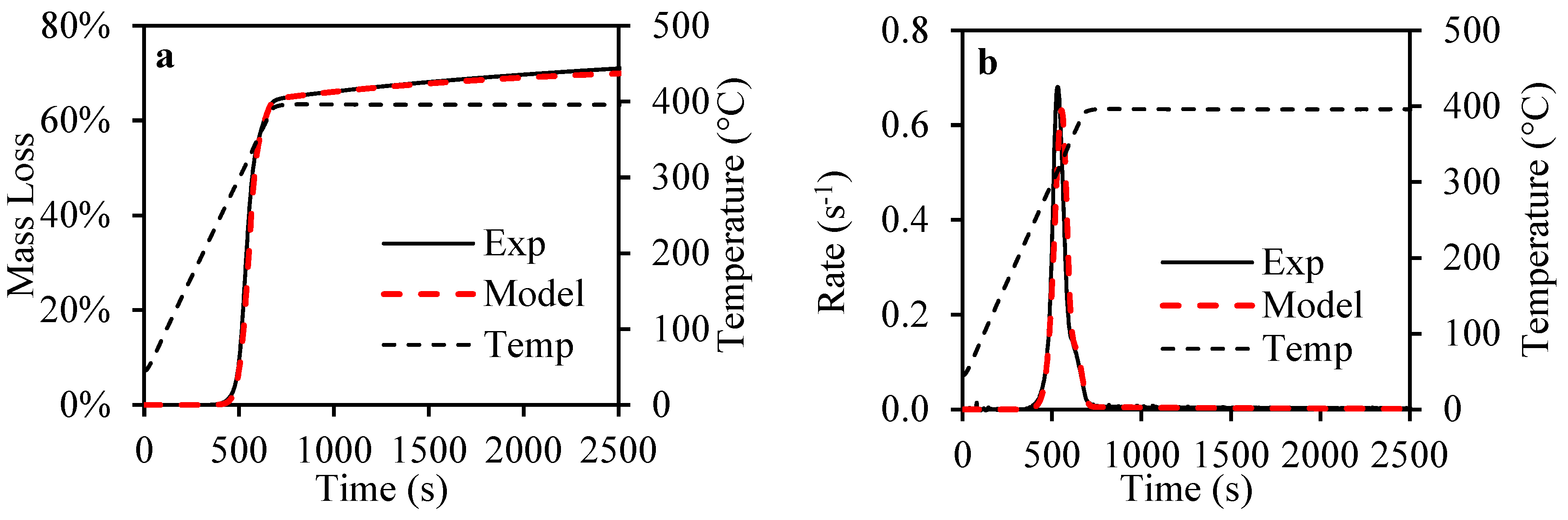
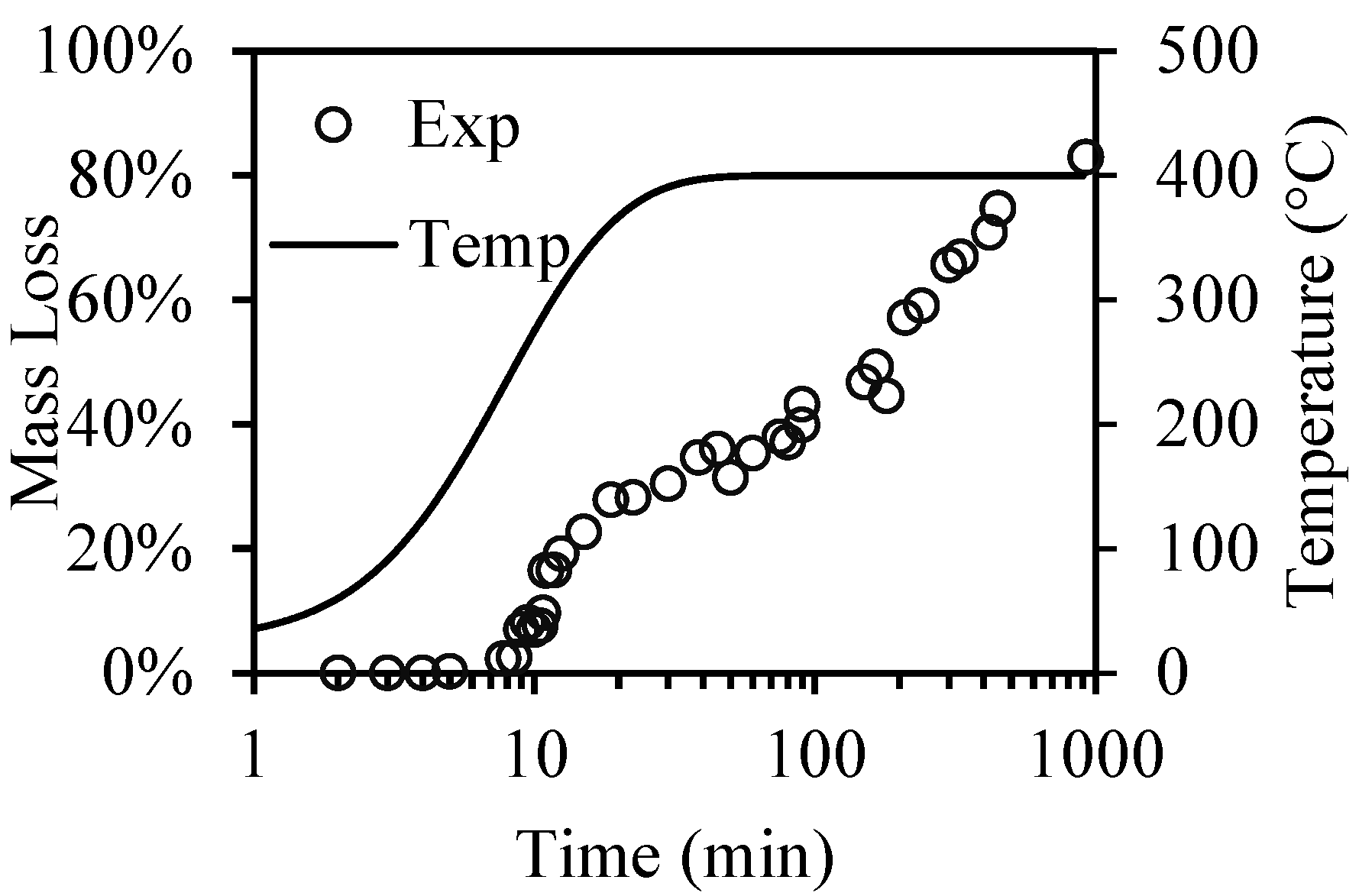
4.2. Mass Loss and Temperature Transient
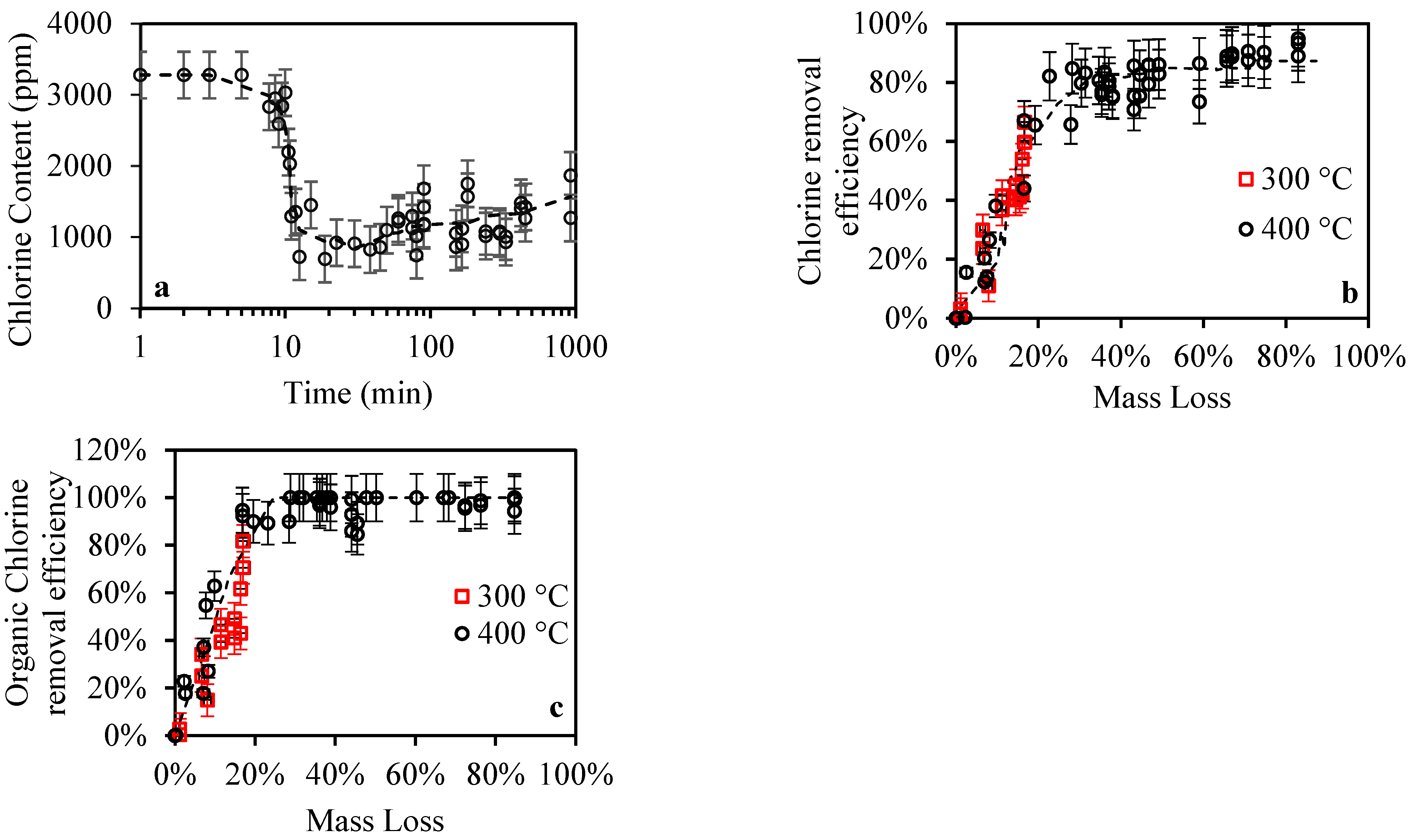
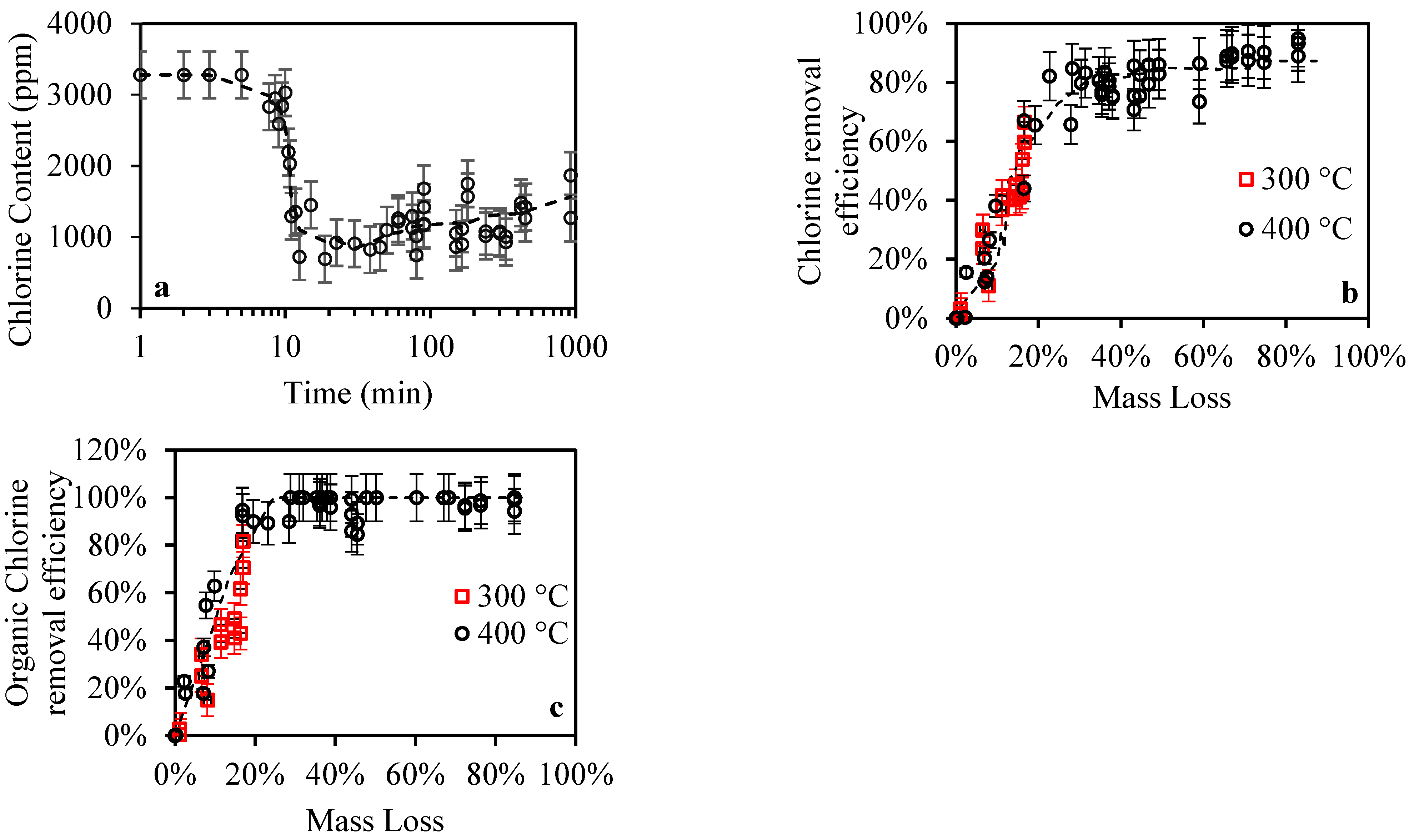
4.3. Organic Chlorine Removal
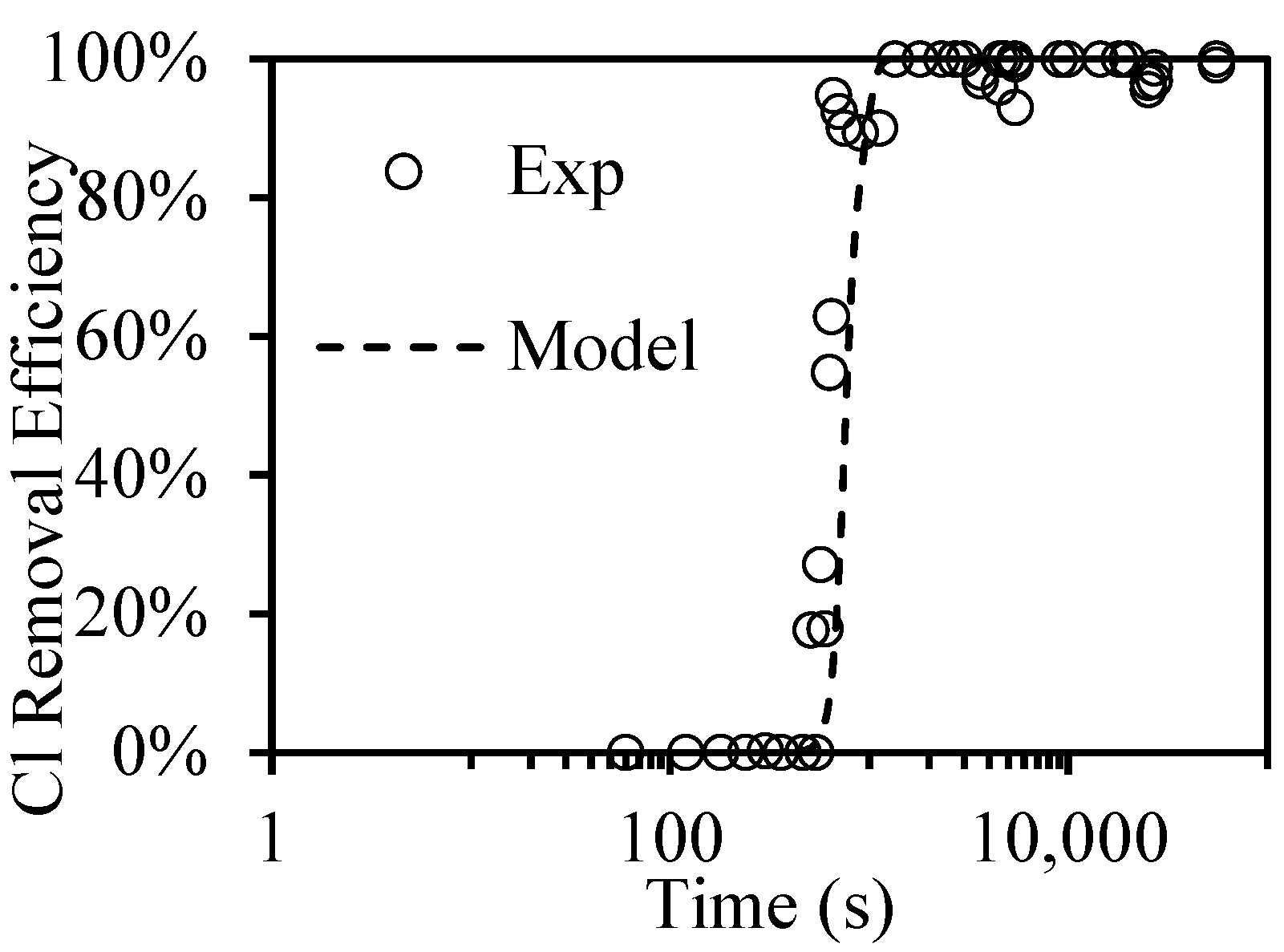
4.4. Kinetic Modeling of MPW Organic De-Chlorination
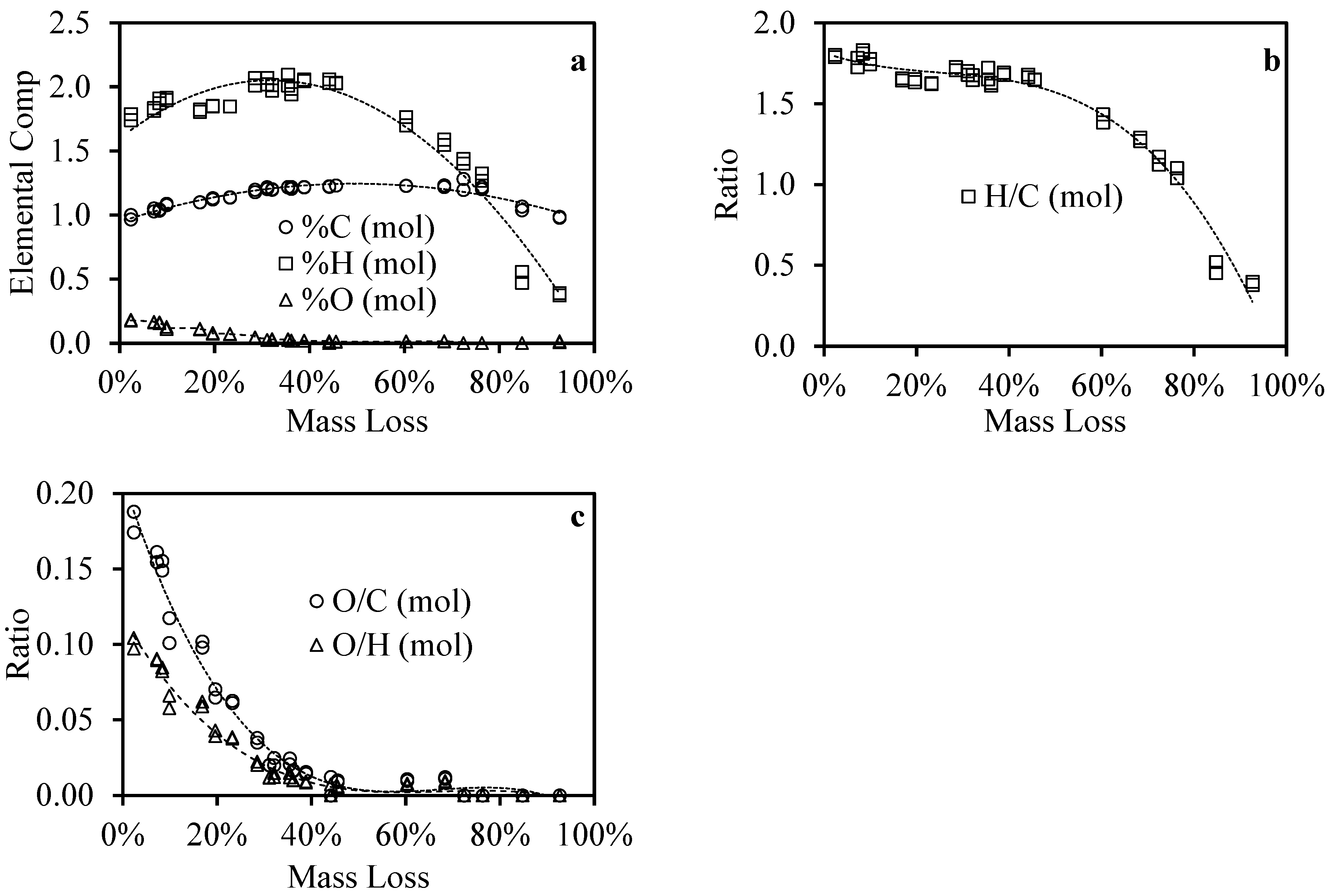
4.5. Elemental Composition Analysis
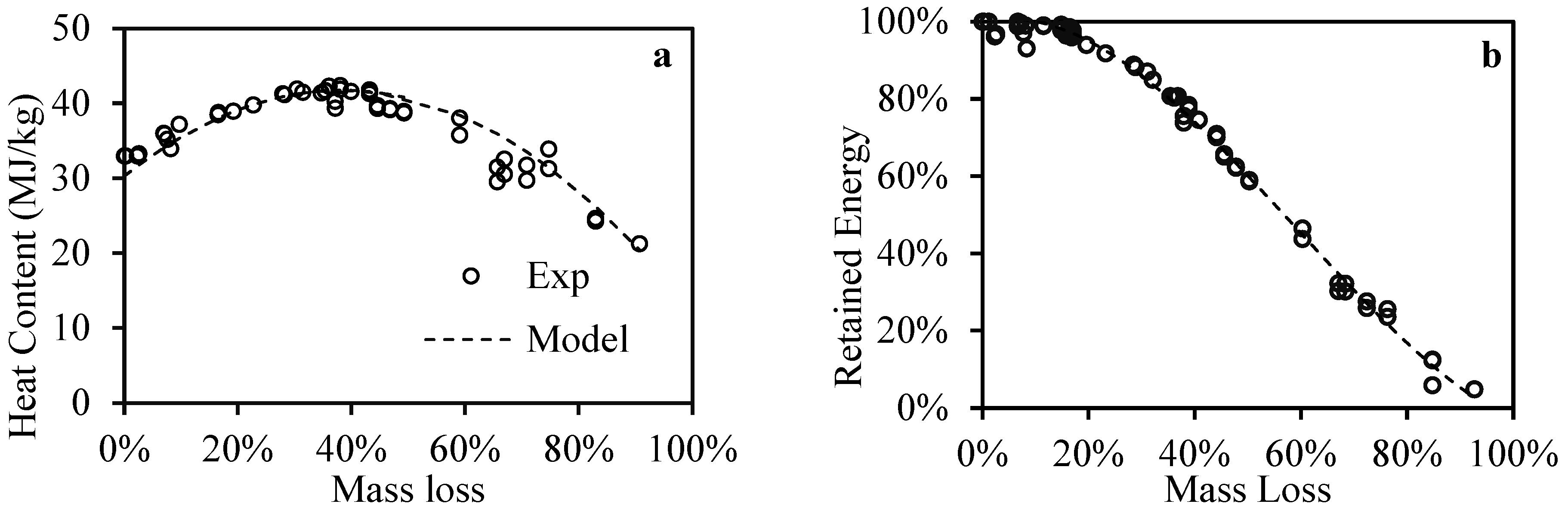
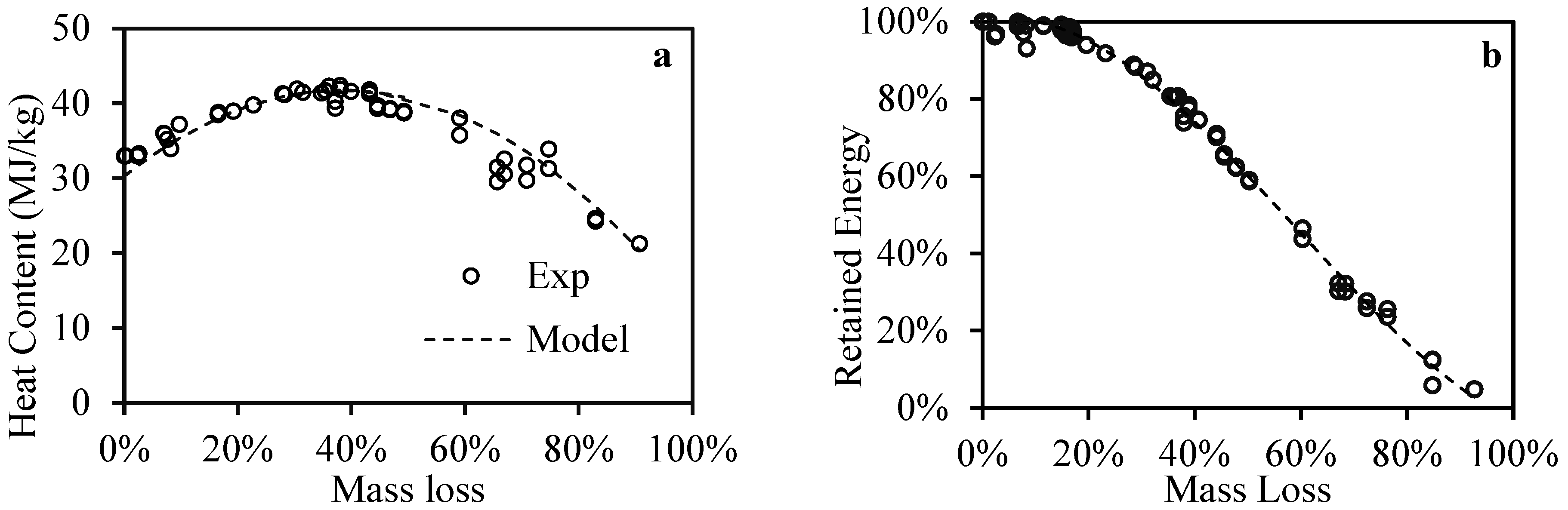
4.6. Heat Content
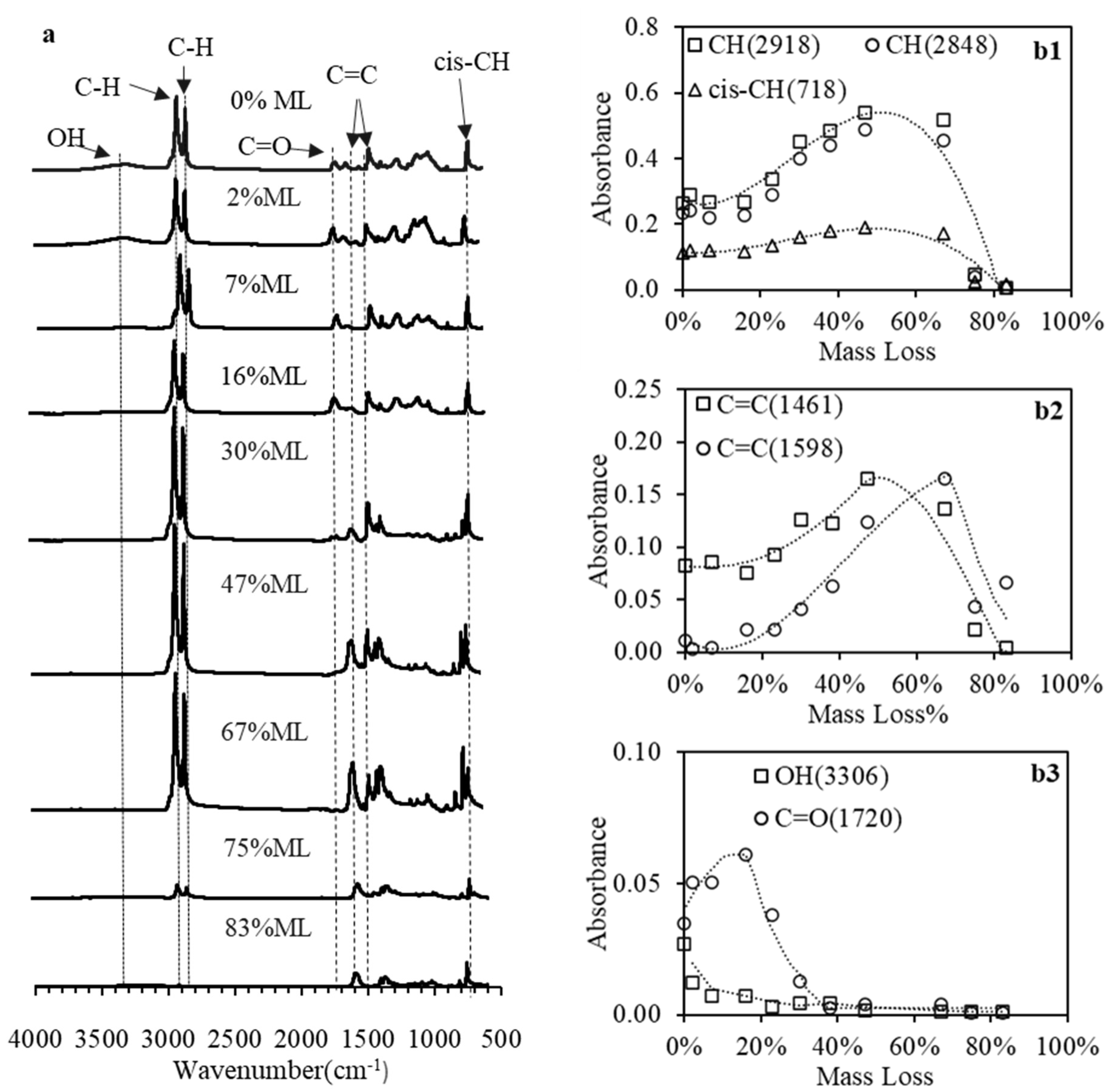
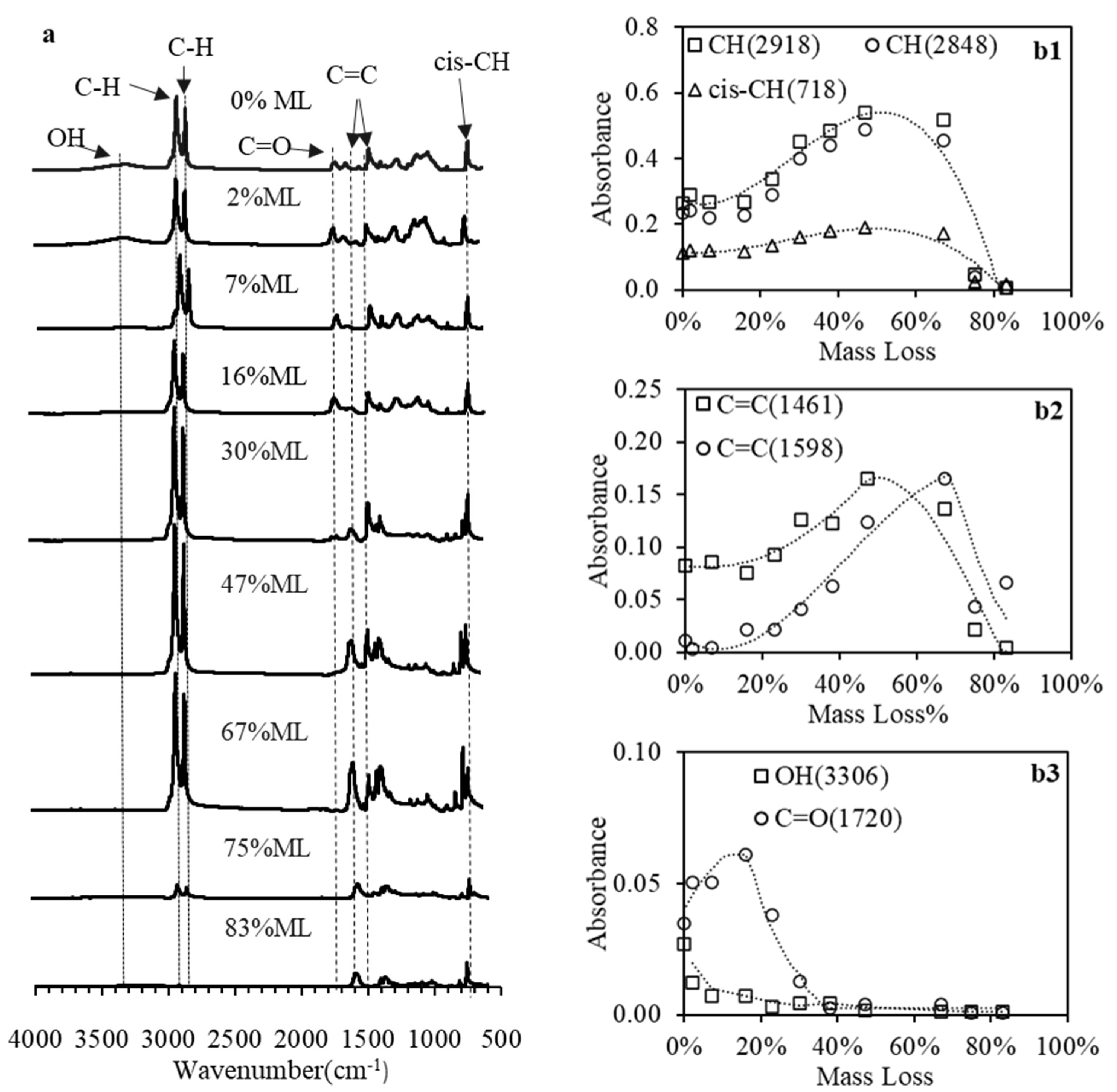
4.7. FTIR Characterization
5. Conclusions
Supplementary Materials
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Hahladakis, J.N.; Iacovidou, E. Closing the loop on plastic packaging materials: What is quality and how does it affect their circularity? Sci. Total Environ. 2018, 630, 1394–1400. [Google Scholar] [CrossRef] [PubMed]
- Yu, S.; Su, W.; Wu, D.; Yao, Z.; Liu, J.; Tang, J.; Wu, W. Thermal treatment of flame retardant plastics: A case study on a waste TV plastic shell sample. Sci. Total Environ. 2019, 675, 651–657. [Google Scholar] [CrossRef] [PubMed]
- Al-Salem, S.M.; Lettieri, P.; Baeyens, J. Recycling and recovery routes of plastic solid waste (PSW): A review. Waste Manag. 2009. [Google Scholar] [CrossRef] [PubMed]
- US EPA. EPA Advancing Sustainable Materials Management: 2018 Fact Sheet; United States Environmental Protection Agency: Washington, DC, USA, 2020. [Google Scholar]
- Sonawane, Y.B.; Shindikar, M.R.; Khaladkar, M.Y. High Calorific Value Fuel from Household Plastic Waste by Catalytic Pyrolysis. Nat. Environ. Pollut. Technol. 2017, 16, 879–882. [Google Scholar]
- He, P.; Chen, L.; Shao, L.; Zhang, H.; Lü, F. Municipal solid waste (MSW) landfill: A source of microplastics? -Evidence of microplastics in landfill leachate. Water Res. 2019, 159, 38–45. [Google Scholar] [CrossRef]
- Kunwar, B.; Moser, B.R.; Chandrasekaran, S.R.; Rajagopalan, N.; Sharma, B.K. Catalytic and thermal depolymerization of low value post-consumer high density polyethylene plastic. Energy 2016, 111, 884–892. [Google Scholar] [CrossRef]
- Fivga, A.; Dimitriou, I. Pyrolysis of plastic waste for production of heavy fuel substitute: A techno-economic assessment. Energy 2018, 149, 865–874. [Google Scholar] [CrossRef]
- Anuar Shafferina, S.D.; Abnisa, F.; Wan Daud, W.M.A.; Aroua, M.K. A review on pyrolysis of plastic wastes. Energy Convers. Manag. 2016, 115, 308–326. [Google Scholar] [CrossRef]
- Sharma, B.K.; Moser, B.R.; Vermillion, K.E.; Doll, K.M.; Rajagopalan, N. Production, characterization and fuel properties of alternative diesel fuel from pyrolysis of waste plastic grocery bags. Fuel Process. Technol. 2014, 122, 79–90. [Google Scholar] [CrossRef]
- Senthil Kumar, P.; Bharathikumar, M.; Prabhakaran, C.; Vijayan, S.; Ramakrishnan, K. Conversion of waste plastics into low-emissive hydrocarbon fuels through catalytic depolymerization in a new laboratory scale batch reactor. Int. J. Energy Environ. Eng. 2017, 8, 167–173. [Google Scholar] [CrossRef] [Green Version]
- Almeida, D.; de Fátima Marques, M. Thermal and catalytic pyrolysis of plastic waste. Polímeros 2016, 26, 44–51. [Google Scholar] [CrossRef]
- Yang, Z.; Zhang, Q.; Luo, G.; Huang, J.-Q.; Zhao, M.-Q.; Wei, F. Coupled process of plastics pyrolysis and chemical vapor deposition for controllable synthesis of vertically aligned carbon nanotube arrays. Appl. Phys. A 2010, 100, 533–540. [Google Scholar] [CrossRef]
- Keane, M.A.; Park, C.; Menini, C. Structure Sensitivity in the Hydrodechlorination of Chlorobenzene Over Supported Nickel. Catal. Lett. 2003, 88, 89–94. [Google Scholar] [CrossRef]
- Lisi, L.; Lasorella, G.; Malloggi, S.; Russo, G. Single and combined deactivating effect of alkali metals and HCl on commercial SCR catalysts. Appl. Catal. B Environ. 2004, 50, 251–258. [Google Scholar] [CrossRef]
- Veksha, A.; Giannis, A.; Oh, W.D.; Chang, V.W.C.; Lisak, G. Upgrading of non-condensable pyrolysis gas from mixed plastics through catalytic decomposition and dechlorination. Fuel Process. Technol. 2018, 170, 13–20. [Google Scholar] [CrossRef]
- Xu, Z.; Albrecht, J.W.; Kolapkar, S.S.; Zinchik, S.; Bar-Ziv, E. Chlorine Removal from U.S. Solid Waste Blends through Torrefaction. Appl. Sci. 2020, 10, 3337. [Google Scholar] [CrossRef]
- Castro, A.; Soares, D.; Vilarinho, C.; Castro, F. Kinetics of thermal de-chlorination of PVC under pyrolytic conditions. Waste Manag. 2012, 32, 847–851. [Google Scholar] [CrossRef] [Green Version]
- US EPA. EPA Advancing Sustainable Materials Management: 2018 Tables and Figures; United States Environmental Protection Agency: Washington, DC, USA, 2020. [Google Scholar]
- Inoue, T.; Miyazaki, M.; Kamitani, M.; Kano, J.; Saito, F. Mechanochemical dechlorination of polyvinyl chloride by co-grinding with various metal oxides. Adv. Powder Technol. 2004, 15, 215–225. [Google Scholar] [CrossRef]
- Xu, Z.; Kolapkar, S.; Zinchik, S.; Bar-Ziv, E.; Mcdonald, A. Comprehensive Kinetic Study of Thermal Degradation of Polyvinylchloride (PVC). Polym. Degrad. Stab. 2020, 176, 109148. [Google Scholar] [CrossRef]
- Marcilla, A.; Beltrán, M. Thermogravimetric kinetic study of poly(vinyl chloride) pyrolysis. Polym. Degrad. Stab. 1995, 48, 219–229. [Google Scholar] [CrossRef]
- Sánchez-Jiménez, P.E.; Perejón, A.; Criado, J.M.; Diánez, M.J.; Pérez-Maqueda, L.A. Kinetic model for thermal dehydrochlorination of poly(vinyl chloride). Polym. Guildf. 2010, 51, 3998–4007. [Google Scholar] [CrossRef] [Green Version]
- Beltrán, M.; Marcilla, A. Fourier transform infrared spectroscopy applied to the study of PVC decomposition. Eur. Polym. J. 1997, 33, 1135–1142. [Google Scholar] [CrossRef]
- Masuda, Y.; Uda, T.; Terakado, O.; Hirasawa, M. Pyrolysis study of poly(vinyl chloride)–metal oxide mixtures: Quantitative product analysis and the chlorine fixing ability of metal oxides. J. Anal. Appl. Pyrolysis 2006, 77, 159–168. [Google Scholar] [CrossRef]
- Kakuta, Y.; Hirano, K.; Sugano, M.; Mashimo, K. Study on chlorine removal from mixture of waste plastics. Waste Manag. 2008, 28, 615–621. [Google Scholar] [CrossRef]
- Cho, M.-H.; Jung, S.-H.; Kim, J.-S. Pyrolysis of Mixed Plastic Wastes for the Recovery of Benzene, Toluene, and Xylene (BTX) Aromatics in a Fluidized Bed and Chlorine Removal by Applying Various Additives. Energy Fuels 2009, 24, 1389–1395. [Google Scholar] [CrossRef]
- Park, K.B.; Oh, S.J.; Begum, G.; Kim, J.S. Production of clean oil with low levels of chlorine and olefins in a continuous two-stage pyrolysis of a mixture of waste low-density polyethylene and polyvinyl chloride. Energy 2018, 157, 402–411. [Google Scholar] [CrossRef]
- Angyal, A.; Miskolczi, N.; Bartha, L. Petrochemical feedstock by thermal cracking of plastic waste. J. Anal. Appl. Pyrolysis 2007, 79, 409–414. [Google Scholar] [CrossRef]
- Miskolczi, N.; Bartha, L.; Deák, G.; Jóver, B. Thermal degradation of municipal plastic waste for production of fuel-like hydrocarbons. Polym. Degrad. Stab. 2004, 86, 357–366. [Google Scholar] [CrossRef]
- Bhaskar, T.; Uddin, M.A.; Murai, K.; Kaneko, J.; Hamano, K.; Kusaba, T.; Muto, A.; Sakata, Y. Comparison of thermal degradation products from real municipal waste plastic and model mixed plastics. J. Anal. Appl. Pyrolysis 2003, 70, 579–587. [Google Scholar] [CrossRef]
- Muhammad, C.; Onwudili, J.A.; Williams, P.T. Thermal degradation of real-world waste plastics and simulated mixed plastics in a two-stage pyrolysis-catalysis reactor for fuel production. Energy Fuels 2015, 29, 2601–2609. [Google Scholar] [CrossRef]
- Nanda, S.; Berruti, F. Thermochemical conversion of plastic waste to fuels: A review. Environ. Chem. Lett. 2021, 19, 123–148. [Google Scholar] [CrossRef]
- Zinchik, S.; Xu, Z.; Kolapkar, S.S.; Bar-Ziv, E.; McDonald, A.G. Properties of pellets of torrefied U.S. waste blends. Waste Manag. 2020, 104, 130–138. [Google Scholar] [CrossRef] [PubMed]
- Peterson, J.D.; Vyazovkin, S.; Wight, C.A. Kinetics of the thermal and thermo-oxidative degradation of polystyrene, polyethylene and poly(propylene). Macromol. Chem. Phys. 2001, 202, 775–784. [Google Scholar] [CrossRef]
- Latifa, B.; Zohra, F.F.; Said, H. Study of Raw and Recycled Polyethylene Terephthalate by Meaning of TGA and Computer Simulation. Adv. Polym. Technol. 2020, 2020, 1–7. [Google Scholar] [CrossRef]
- Rimez, B.; Rahier, H.; Van Assche, G.; Artoos, T.; Biesemans, M.; Van Mele, B. The thermal degradation of poly(vinyl acetate) and poly(ethylene-co-vinyl acetate), Part I: Experimental study of the degradation mechanism. Polym. Degrad. Stab. 2008, 93, 800–810. [Google Scholar] [CrossRef] [Green Version]
- Ma, W.; Hoffmann, G.; Schirmer, M.; Chen, G.; Rotter, V.S. Chlorine characterization and thermal behavior in MSW and RDF. J. Hazard. Mater. 2010, 178, 489–498. [Google Scholar] [CrossRef]
- Lu, P.; Huang, Q.; Bourtsalas, A.T.; Themelis, N.J.; Chi, Y.; Yan, J. Review on fate of chlorine during thermal processing of solid wastes. J. Environ. Sci. 2019, 78, 13–28. [Google Scholar] [CrossRef]
- Dai, Q.; Bai, S.; Wang, Z.; Wang, X.; Lu, G. Catalytic combustion of chlorobenzene over Ru-doped ceria catalysts. Appl. Catal. B Environ. 2012, 126, 64–75. [Google Scholar] [CrossRef]
- Lu, S.Y.; Yan, J.H.; Li, X.D.; Ni, M.J.; Cen, K.F.; Dai, H.F. Effects of inorganic chlorine source on dioxin formation using fly ash from a fluidized bed incinerator. J. Environ. Sci. 2007, 19, 756–761. [Google Scholar] [CrossRef]
- Addink, R.; Espourteille, F.; Altwicker, E.R. Role of Inorganic Chlorine in the Formation of Polychlorinated Dibenzo-p-dioxins/Dibenzofurans from Residual Carbon on Incinerator Fly Ash. Environ. Sci. Technol. 1998, 32, 3356–3359. [Google Scholar] [CrossRef]
- Mazurek, I.; Skawińska, A.; Sajdak, M. Analysis of chlorine forms in hard coal and the impact of leaching conditions on chlorine removal. J. Energy Inst. 2021, 94, 337–351. [Google Scholar] [CrossRef]
- Li, M.; Bi, F.; Xu, Y.; Hao, P.; Xiang, K.; Zhang, Y.; Chen, S.; Guo, J.; Guo, X.; Ding, W. Effect of Residual Chlorine on the Catalytic Performance of Co3O4 for CO Oxidation. ACS Catal. 2019, 9, 11676–11684. [Google Scholar] [CrossRef]
- Xu, Z.; Kolapkar, S.S.; Zinchik, S.; Bar-Ziv, E.; Klinger, J.; Fillerup, E.; Schaller, K.; Pilgrim, C. Kinetic Study of Paper Waste Thermal Degradation. Polym. Degrad. Stab. 2021, 191, 109681. [Google Scholar] [CrossRef]
- Yoshioka, T.; Saitoh, N.; Okuwaki, A. Temperature Dependence on the Activation Energy of Dechlorination in Thermal Degradation of Polyvinylchloride. Chem. Lett. 2005, 34, 70–71. [Google Scholar] [CrossRef]
- Komilis, D.; Evangelou, A.; Giannakis, G.; Lymperis, C. Revisiting the elemental composition and the calorific value of the organic fraction of municipal solid wastes. Waste Manag. 2012, 32, 372–381. [Google Scholar] [CrossRef]
- Xu, Z.; Zinchik, S.; Kolapkar, S.; Bar-ziv, E.; Hansen, T.; Conn, D. Properties of Torrefied U.S. Waste Blends. Front. Energy Res. 2018, 6, 65. [Google Scholar] [CrossRef] [Green Version]
- Nandiyanto, A.B.D.; Oktiani, R.; Ragadhita, R. How to read and interpret ftir spectroscope of organic material. Indones. J. Sci. Technol. 2019, 4, 97–118. [Google Scholar] [CrossRef]
- Vahur, S.; Kriiska, A.; Leito, I. Investigation of the adhesive residue on the flint insert and the adhesive lump found from the pulli early mesolithic settlement site (Estonia) by micro-ATR-FT-IR spectroscopy. Est. J. Archaeol. 2011, 15, 3–17. [Google Scholar] [CrossRef] [Green Version]
- Mialon, L.; Pemba, G.A.; Miller, S.A. Biorenewable polyethylene terephthalate mimics derived from lignin and acetic acid. Green Chem. 2010, 12, 1704–1706. [Google Scholar] [CrossRef]
- Mayo, W.D.; Miller, A.F.; Hannah, W.R. Course Notes on the Interpretation of Infrared and Raman Spectra. In Course Notes on the Interpretation of Infrared and Raman Spectra; John Wiley & Sons: Hoboken, NJ, USA, 2004; pp. 33–72. ISBN 9786468600. [Google Scholar]
- Bergman, T.L.; Incropera, F.P.; DeWitt, D.P.; Lavine, A.S. Fundamentals of Heat and Mass Transfer; Wiley: New York, NY, USA, 2011; pp. 983–1011. [Google Scholar]
- De Carvalho, G.; Frollini, E.; Dos Santos, W.N. Thermal conductivity of polymers by hot-wire method. J. Appl. Polym. Sci. 1996, 62, 2281–2285. [Google Scholar] [CrossRef]
- Peet, M.J.; Hasan, H.S.; Bhadeshia, H.K.D.H. Prediction of thermal conductivity of steel. Int. J. Heat Mass Transf. 2011, 54, 2602–2608. [Google Scholar] [CrossRef] [Green Version]
- Zhao, W.; Liu, D.; Zhang, Y. Study on the Influence of Pressure-Assisted Thermal Processing on PET/PE via the Change of Melting Enthalpy. J. Food Process. Preserv. 2017, 41, e13135. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Ea (kJ/mol) | A | α | |
|---|---|---|---|
| Reaction 1 | 113.6 ± 2.3 | 2.08 × 108 | 0.90 |
| Reaction 2 | 111.3 ± 1.1 | 4.59 × 108 | 0.47 |
| Reaction 3 | 140.3 ± 2.3 | 1.59 × 1010 | 0.77 |
| Reaction 4 | 144.9 ± 2.1 | 3.48 × 107 | 0.44 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Xu, Z.; Ierulli, V.; Bar-Ziv, E.; McDonald, A.G. Thermal Degradation and Organic Chlorine Removal from Mixed Plastic Wastes. Energies 2022, 15, 6058. https://doi.org/10.3390/en15166058
Xu Z, Ierulli V, Bar-Ziv E, McDonald AG. Thermal Degradation and Organic Chlorine Removal from Mixed Plastic Wastes. Energies. 2022; 15(16):6058. https://doi.org/10.3390/en15166058
Chicago/Turabian StyleXu, Zhuo, Victor Ierulli, Ezra Bar-Ziv, and Armando G. McDonald. 2022. "Thermal Degradation and Organic Chlorine Removal from Mixed Plastic Wastes" Energies 15, no. 16: 6058. https://doi.org/10.3390/en15166058
APA StyleXu, Z., Ierulli, V., Bar-Ziv, E., & McDonald, A. G. (2022). Thermal Degradation and Organic Chlorine Removal from Mixed Plastic Wastes. Energies, 15(16), 6058. https://doi.org/10.3390/en15166058