
Measurement of Gas Flow Rate at Gasification of Low-Melting Materials in a Flow-Through Gas Generator



Abstract
:1. Introduction
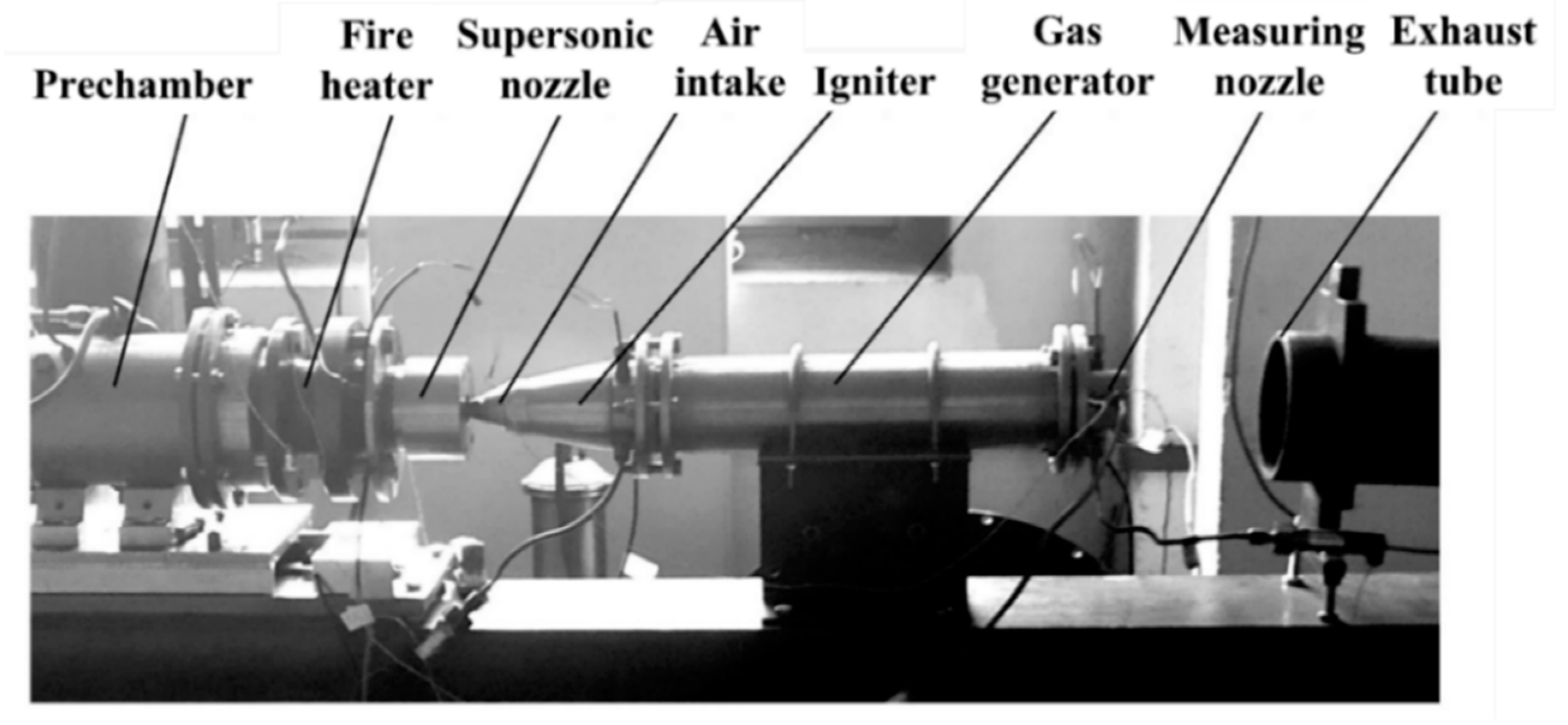
2. Experimental Setup
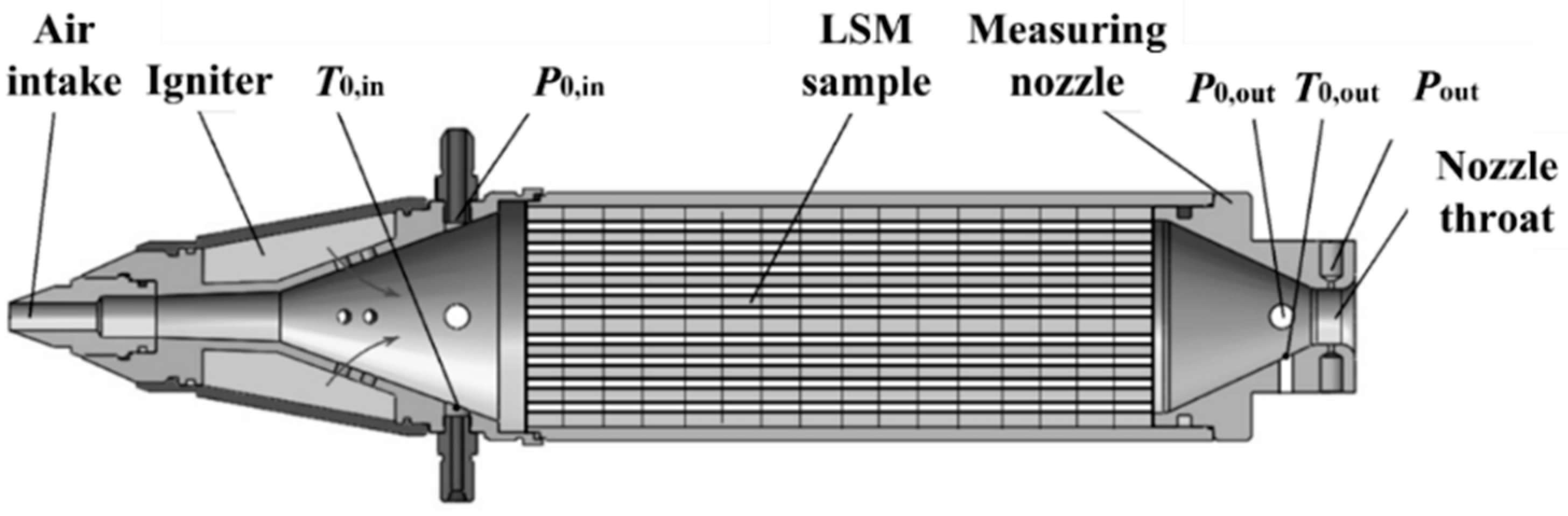
3. Gas Generator Design
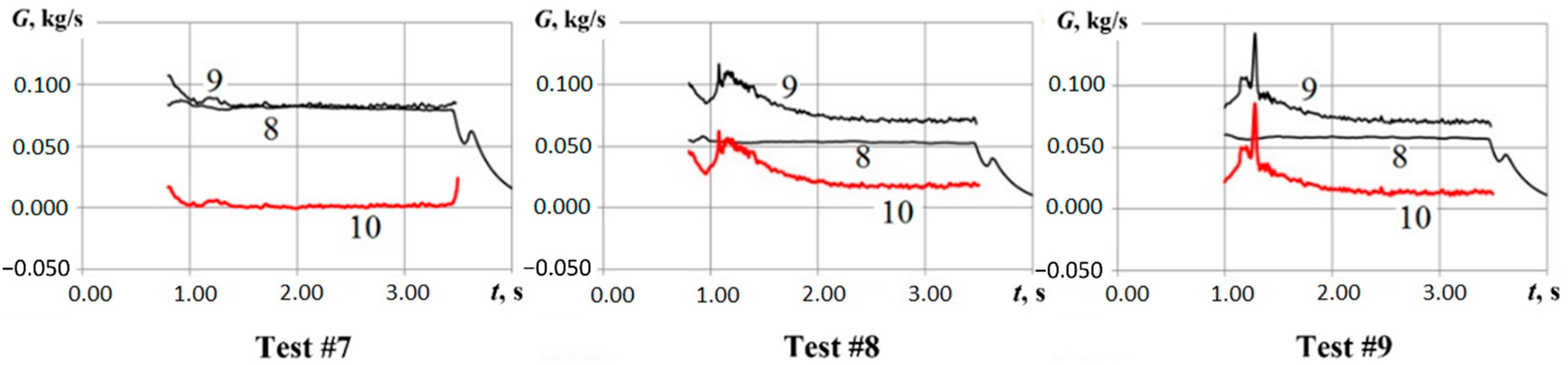
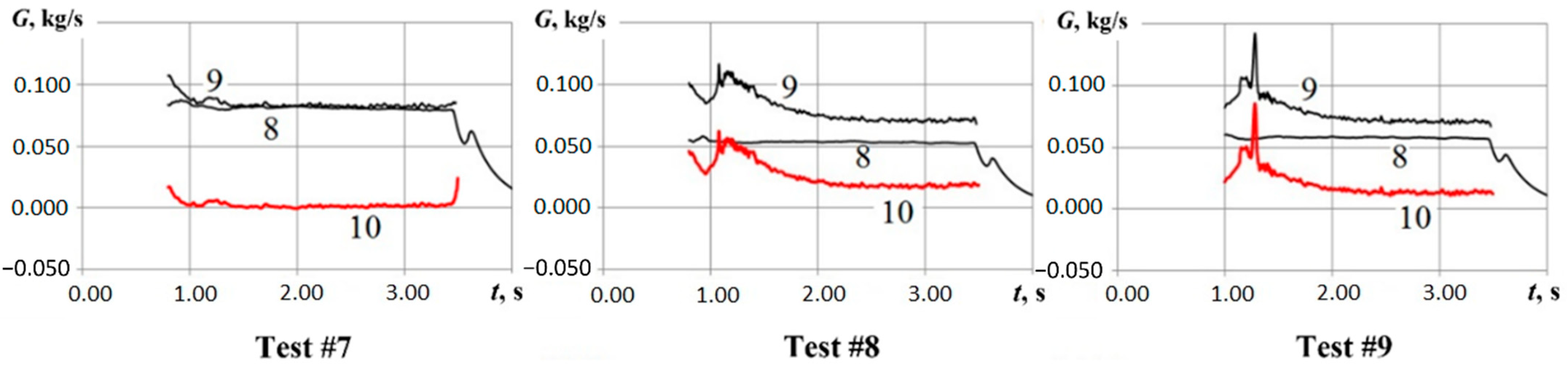
4. Test Results
5. Processing of Test Results
5.1. Calculation of Gas Flow Rate at GG Intake
φFinM1π(M1)τ(M1)−1/2(γ/R)P0(t)T0(t)−1/2
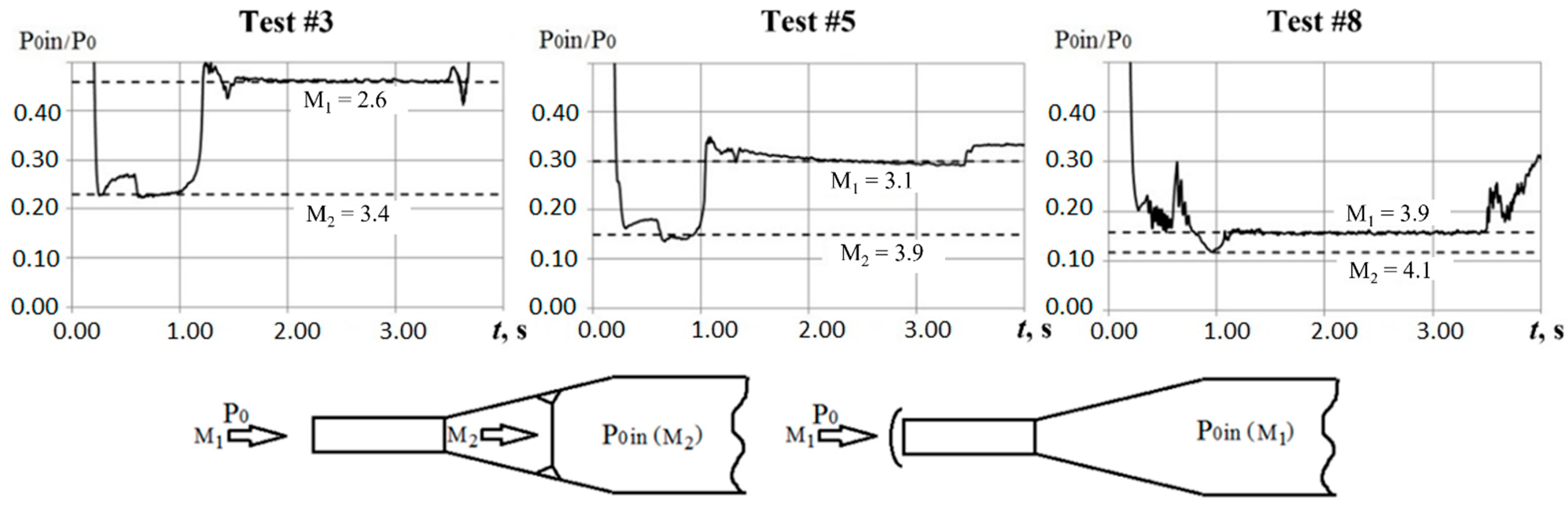
5.2. Contraction Ratio of GG Intake
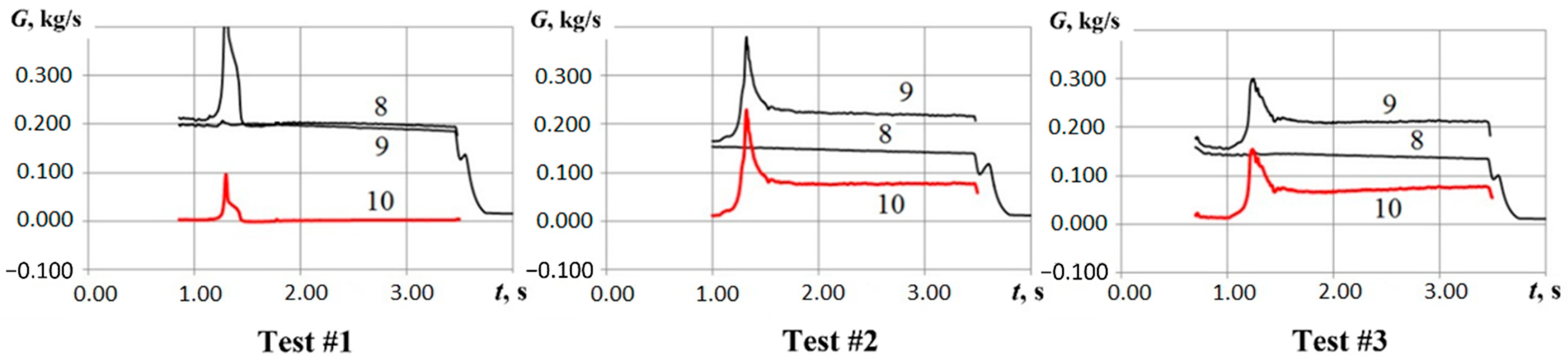
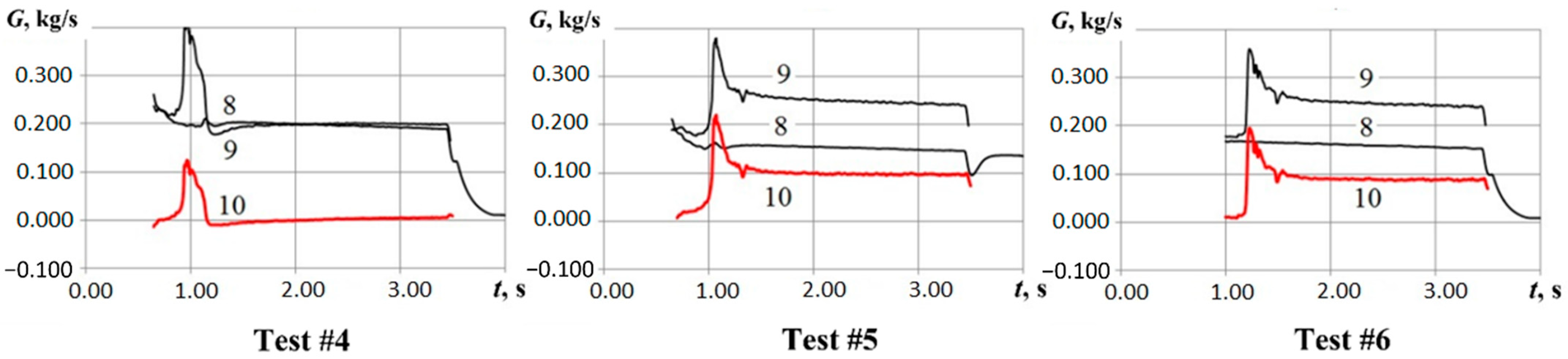
5.3. Calculation of Gas Flow Rate at GG Outlet
5.4. Flow Rate of Polypropylene Gasification Products
6. Amendment
7. Conclusions
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations and Nomenclature
| ADC | Analog-to-digital converter | |
| GG | Gas generator | |
| LSM | Low-melting solid material | |
| MAF | Model Aerodynamic Facility | |
| ITAM SB RAS | Khristianovich Institute of Theoretical and Applied Mechanics of the Siberian Branch of the Russian Academy of Sciences | |
| c* | Characteristic exhaust velocity | m/s |
| M0 | Design nozzle Mach number | - |
| M1 | Air flow Mach number at the nozzle exit | - |
| M2 | Mach number before the normal shock in diffuser | - |
| P0′ | Pitot pressure at the nozzle exit | Pa |
| P0 | Total pressure of the air flow | Pa |
| T0 | Total (stagnation) temperature of the flow | K |
| G0 | Mass flow rate | kg/s |
| P0,in | Total pressure at the entrance of LSM sample | Pa |
| T0,in | Total temperature at the entrance of LSM sample | K |
| P0,out | Total pressure at the exit of LSM sample | Pa |
| T0,out | Total temperature at the exit of LSM sample | K |
| Pout | Static pressure at the sound nozzle | Pa |
| Fin | Area of intake entrance cross-section | m2 |
| F* | Area of sonic nozzle throat cross-section | m2 |
| Gin | Air flow rate through intake | kg/s |
| Gout | Gas flow rate at the sonic nozzle throat | kg/s |
| φ | Contraction ratio of intake | - |
| R | Gas constant for air | J/kg/K |
| R* | Gas constant for gas mixture | J/kg/K |
| γ | Specific heat ratio for air | - |
| γ* | Specific heat ratio for gas mixture | - |
| π(M1) | Gas-dynamic function | - |
| τ(M1) | Gas-dynamic function | - |
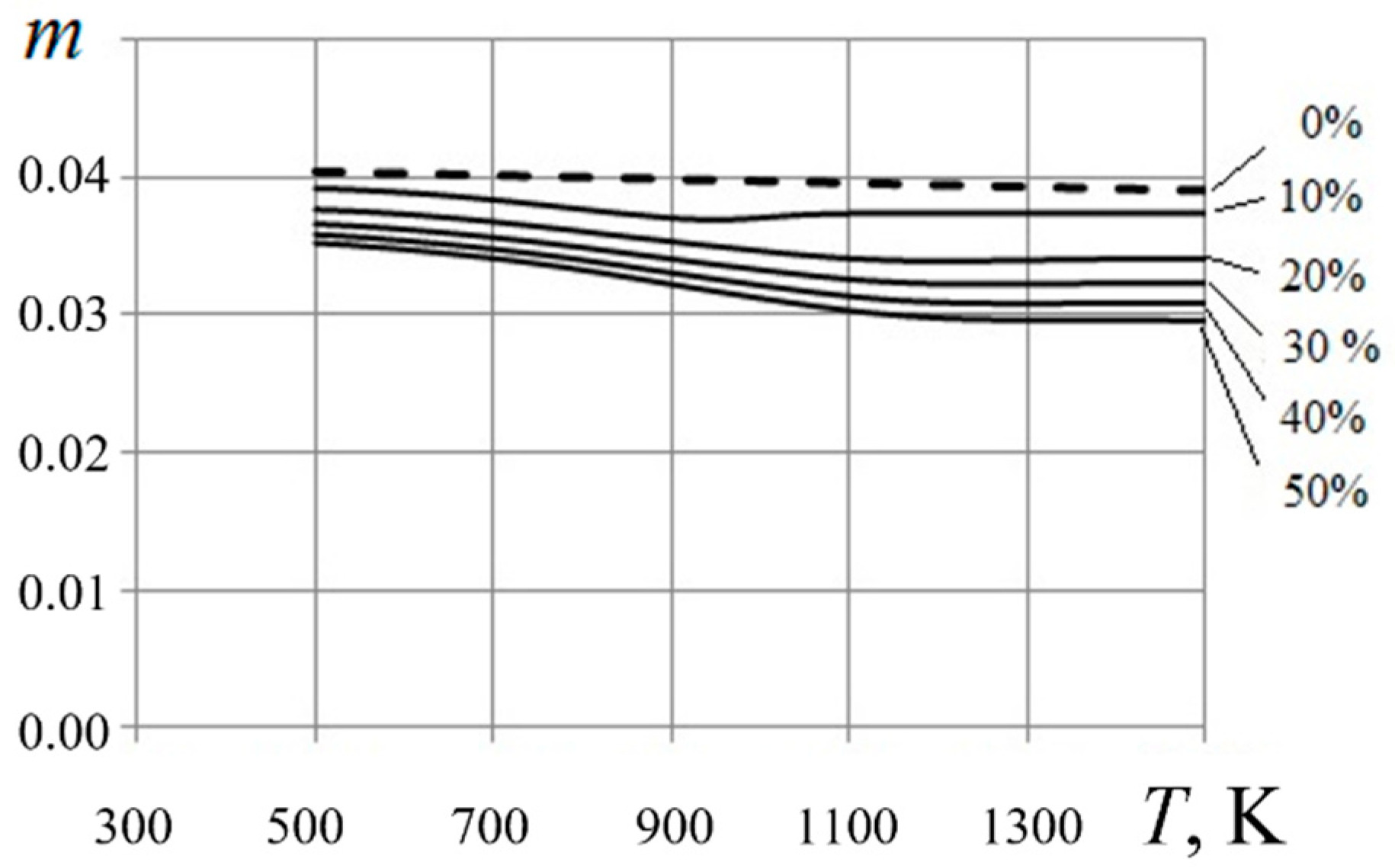
| m | Dimensional coefficient | - |
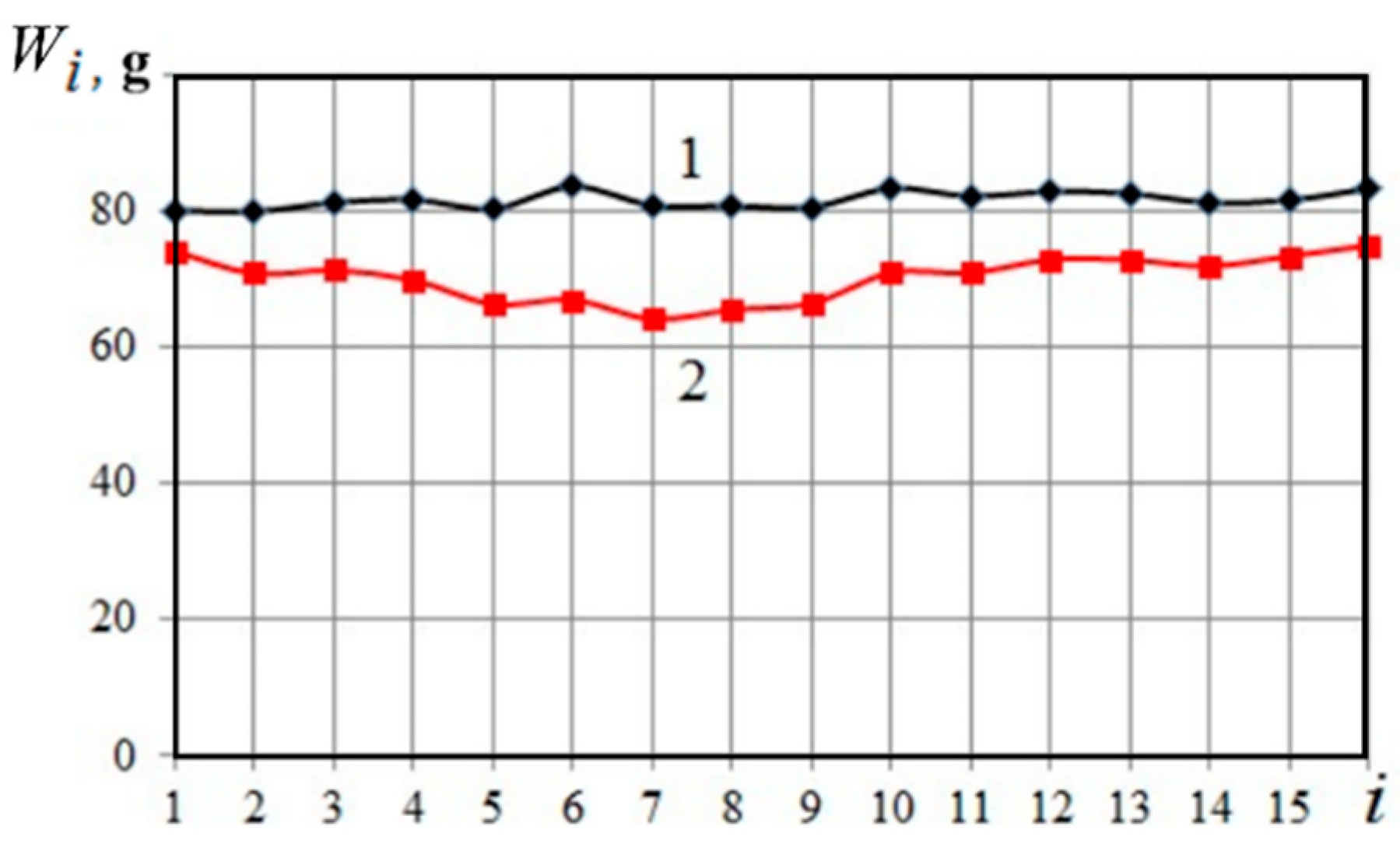
| W1 | Sample mass before test | kg |
| W2 | Sample mass after test | kg |
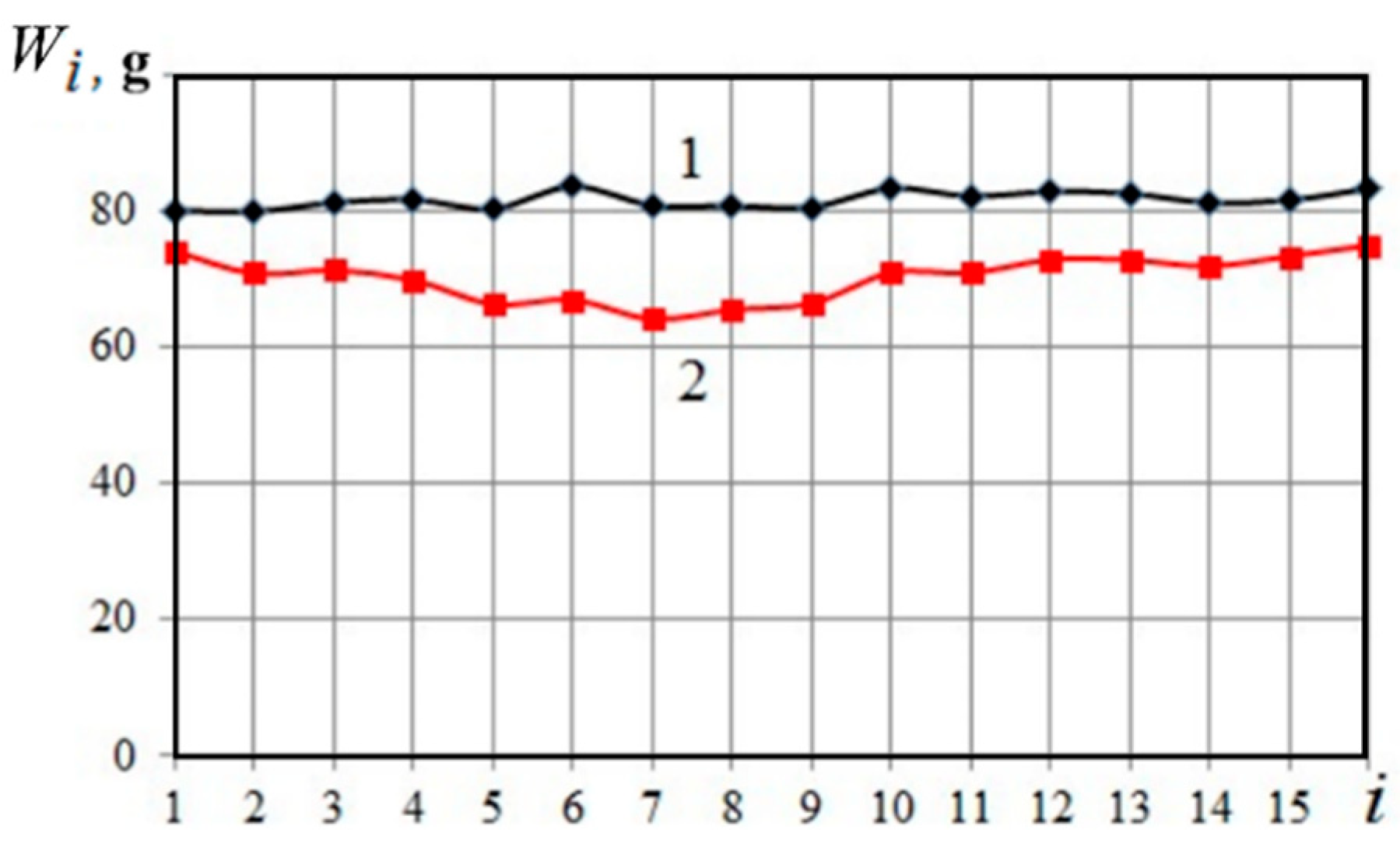
| Wi | Masses of individual blocks in the LSM sample | g |
References
- Schmitt, R.G.; Butler, P.B.; Freesmeier, J.J. Performance and CO Production of a Non-Azide Airbag Propellant in a Pre-Pressurized Gas Generator. Combust. Sci. Technol. 1997, 122, 305–330. [Google Scholar] [CrossRef]
- Freesmeier, J.J.; Butler, P.B. Analysis of a Hybrid Dual-Combustion-Chamber Solid-Propellant Gas Generator. J. Propuls. Power 1999, 15, 552–561. [Google Scholar] [CrossRef]
- Wu, W.T.; Hsieh, W.H.; Huang, C.H.; Wang, C.H. Theoretical Simulation of Combustion and Inflation Processes of Two-Stage Airbag Inflators. Combust. Sci. Technol. 2005, 177, 383–412. [Google Scholar] [CrossRef]
- Galfetti, L.; Merotto, L.; Boiocchi, M.; Maggi, F.; DeLuca, L.T. Experimental investigation of paraffin-based fuels for hybrid rocket propulsion. Prog. Propuls. Phys. 2013, 4, 59–74. [Google Scholar] [CrossRef] [Green Version]
- Wada, Y.; Kawabata, Y.; Kato, R.; Kato, N.; Hori, K. Observation of combustion behavior of low melting temperature fuel for a hybrid rocket using double slab motor. Int. J. Energetic Mater. Chem. Propuls. 2016, 15, 351–369. [Google Scholar] [CrossRef]
- Lee, D.; Lee, C. Hybrid Gas Generator for a Staged Hybrid Rocket Engine. J. Propuls. Power 2017, 33, 204–212. [Google Scholar] [CrossRef]
- Cheng, C.; Zhang, X.; Wang, C.; Wang, L. Numerical investigation on cooling performance of filter in a pyrotechnic gas generator. Def. Technol. 2020, 17, 343–351. [Google Scholar] [CrossRef]
- Frolov, S.; Shamshin, I.; Kazachenko, M.; Aksenov, V.; Bilera, I.; Ivanov, V.; Zvegintsev, V. Polyethylene Pyrolysis Products: Their Detonability in Air and Applicability to Solid-Fuel Detonation Ramjets. Energies 2021, 14, 820. [Google Scholar] [CrossRef]
- Mahinpey, N.; Gomez, A. Review of gasification fundamentals and new findings: Reactors, feedstock, and kinetic studies. Chem. Eng. Sci. 2016, 148, 14–31. [Google Scholar] [CrossRef]
- Zhang, Y.; Xu, P.; Liang, S.; Liu, B.; Shuai, Y.; Li, B. Exergy analysis of hydrogen production from steam gasification of biomass: A review. Int. J. Hydrogen Energy 2019, 44, 14290–14302. [Google Scholar] [CrossRef]
- Indrawan, N.; Kumar, A.; Moliere, M.; Sallam, K.A.; Huhnke, R.L. Distributed power generation via gasification of biomass and municipal solid waste: A review. J. Energy Inst. 2020, 93, 2293–2313. [Google Scholar] [CrossRef]
- Srivastava, D. Advances in biofuel technology: A review. IOSR J. Eng. 2021, 11, 32–41. [Google Scholar]
- Ku, X.; Li, T.; Løvås, T. CFD–DEM simulation of biomass gasification with steam in a fluidized bed reactor. Chem. Eng. Sci. 2015, 122, 270–283. [Google Scholar] [CrossRef] [Green Version]
- Liu, H.; Cattolica, R.J.; Seiser, R. CFD studies on biomass gasification in a pilot-scale dual fluidized-bed system. Int. J. Hydrogen Energy 2016, 41, 11974–11989. [Google Scholar] [CrossRef]
- Qi, T.; Lei, T.; Yan, B.; Chen, G.; Li, Z.; Fatehi, H.; Wang, Z.; Bai, X.-S. Biomass steam gasification in bubbling fluidized bed for higher-H2 syngas: CFD simulation with coarse grain model. Int. J. Hydrogen Energy 2019, 44, 6448–6460. [Google Scholar] [CrossRef]
- Yang, S.; Fan, F.; Wei, Y.; Hu, J.; Wang, H.; Wu, S. Three-dimensional MP-PIC simulation of the steam gasification of biomass in a spouted bed gasifier. Energy Convers. Manag. 2020, 210, 112689. [Google Scholar] [CrossRef]
- Rashkovskiy, S.; Yakush, S. Numerical simulation of low-melting temperature solid fuel regression in hybrid rocket engines. Acta Astronaut. 2020, 176, 710–716. [Google Scholar] [CrossRef]
- Salgansky, E.; Lutsenko, N. Effect of solid fuel characteristics on operating conditions of low-temperature gas generator for high-speed flying vehicle. Aerosp. Sci. Technol. 2020, 109, 106420. [Google Scholar] [CrossRef]
- Shiplyuk, A.; Zvegintsev, V.; Frolov, S.; Vnuchkov, D.; Kiseleva, T.; Kislovsky, V.; Lukashevich, S.; Melnikov, A.Y.; Nalivaychenko, D. Gasification of low-melting hydrocarbon material in the airflow heated by hydrogen combustion. Int. J. Hydrogen Energy 2020, 45, 9098–9112. [Google Scholar] [CrossRef]
- Shiplyuk, A.N.; Zvegintsev, V.I.; Frolov, S.M.; Vnuchkov, D.A.; Kislovsky, V.A.; Kiseleva, T.A.; Lukashevich, S.V.; Melnikov, A.Y.; Nalivaychenko, D.G. Gasification of Low-Melting Fuel in a High-Temperature Flow of Inert Gas. J. Propuls. Power 2021, 37, 20–28. [Google Scholar] [CrossRef]
- Kuo, K.K.; Chiaverini, M.J. Challenges of Hybrid Rocket Propulsion in the 21st Century. In Fundamentals of Hybrid Rocket Combustion and Propulsion; Chiaverini, M.J., Kuo, K.K., Eds.; Progress in astronautics and aeronautics; American Institute of Aeronautics and Astronautics: Reston, VA, USA, 2007; pp. 593–638. [Google Scholar]
- Frederick, R.A.; Greiner, B.E. Laboratory-scale hybrid rocket motor uncertainty analysis. J. Propuls. Power 1996, 12, 605–611. [Google Scholar] [CrossRef]
- Wernimont, E.J.; Heister, S.D. Reconstruction Technique for Reducing Hybrid-Rocket Combustion Test Data. J. Propuls. Power 1999, 15, 128–136. [Google Scholar] [CrossRef]
- George, P.; Krishnan, S.; Varkey, P.M.; Ravindran, M.; Ramachandran, L. Fuel regression rate in hydrox-yl-terminated-polybutadiene/gaseous-oxygen hybrid rocket motors. Propuls. Power 2001, 17, 35–42. [Google Scholar] [CrossRef]
- Nagata, H.; Nakayama, H.; Watanabe, M.; Wakita, M.; Totani, T. Accuracy and applicable range of a reconstruction technique for hybrid rockets. Adv. Aircr. Spacecr. Sci. 2014, 1, 273–289. [Google Scholar] [CrossRef] [Green Version]
- Carmicino, C.; Sorge, A.R. Role of injection in hybrid rockets regression rate behavior. Propuls. Power 2005, 21, 606–612. [Google Scholar] [CrossRef]
- Saito, Y.; Kamps, L.T.; Komizu, K.; Bianchi, D.; Nasuti, F.; Nagata, H. The accuracy of reconstruction techniques for determining hybrid rocket fuel regression rate. In Proceedings of the Joint Propulsion Conference AIAA Paper 2018–4923, AIAA Propulsion and Energy Forum, Cincinnati, OH, USA, 9–11 July 2018. [Google Scholar] [CrossRef]
- Zvegintsev, V.I. Short-Duration Gas-dynamic Facilities. In Part 1. Facilities for Scientific Research; Parallel Publishing: Novosibirsk, Russia, 2014. (In Russian) [Google Scholar]
- Trusov, B.G. Modeling Chemical and Phase Equilibria at High Temperatures “Astra 4.”; Bauman Moscow State Technical University: Moscow, Russia, 1991. (In Russian) [Google Scholar]








{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Designed M0 | Mean P0′/P0 | Measured M1 | P0, MPa | T0, K | G0, kg/s |
|---|---|---|---|---|---|
| 2.5 | 0.528 | 2.43 | 1.90 | 665 | 0.85 |
| 3.0 | 0.346 | 2.94 | 3.20 | 830 | 0.79 |
| 4.0 | 0.163 | 3.81 | 3.00 | 850 | 0.32 |
| Test | φ | ʃGindt, kg | m | ΔW, kg | ʃΔGdt, kg | ʃGindt/ʃΔGdt |
|---|---|---|---|---|---|---|
| 2 | 0.751 | 0.330 | 0.0306 | 0.187 | 0.186 | 1.77 |
| 3 | 0.728 | 0.326 | 0.0308 | 0.176 | 0.174 | 1.86 |
| 5 | 0.774 | 0.444 | 0.0311 | 0.276 | 0.273 | 1.61 |
| 6 | 0.810 | 0.372 | 0.0312 | 0.219 | 0.216 | 1.70 |
| 8 | 0.662 | 0.133 | 0.0344 | 0.064 | 0.064 | 2.10 |
| 9 | 0.717 | 0.144 | 0.0344 | 0.050 | 0.050 | 2.86 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Vnuchkov, D.A.; Zvegintsev, V.I.; Nalivaichenko, D.G.; Frolov, S.M. Measurement of Gas Flow Rate at Gasification of Low-Melting Materials in a Flow-Through Gas Generator. Energies 2022, 15, 5741. https://doi.org/10.3390/en15155741
Vnuchkov DA, Zvegintsev VI, Nalivaichenko DG, Frolov SM. Measurement of Gas Flow Rate at Gasification of Low-Melting Materials in a Flow-Through Gas Generator. Energies. 2022; 15(15):5741. https://doi.org/10.3390/en15155741
Chicago/Turabian StyleVnuchkov, Dmitry A., Valery I. Zvegintsev, Denis G. Nalivaichenko, and Sergey M. Frolov. 2022. "Measurement of Gas Flow Rate at Gasification of Low-Melting Materials in a Flow-Through Gas Generator" Energies 15, no. 15: 5741. https://doi.org/10.3390/en15155741
APA StyleVnuchkov, D. A., Zvegintsev, V. I., Nalivaichenko, D. G., & Frolov, S. M. (2022). Measurement of Gas Flow Rate at Gasification of Low-Melting Materials in a Flow-Through Gas Generator. Energies, 15(15), 5741. https://doi.org/10.3390/en15155741