
Numerical and Experimental Investigation on Safety of Downhole Solid–Liquid Separator for Natural Gas Hydrate Exploitation

Abstract
:1. Introduction
2. The Method and Process Experiment and Simulation
2.1. Reasons for Failure of a Downhole Solid–Liquid Separator for NGH
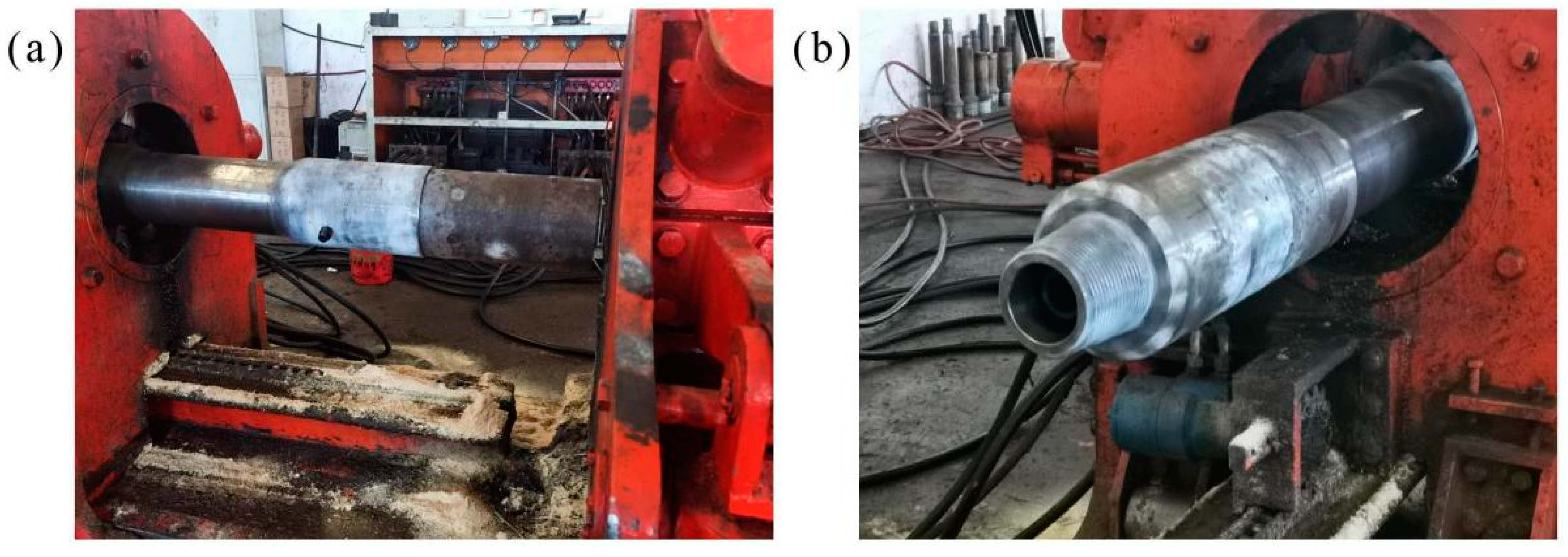
2.2. Twisting Test
2.3. Numerical Examples and Analysis
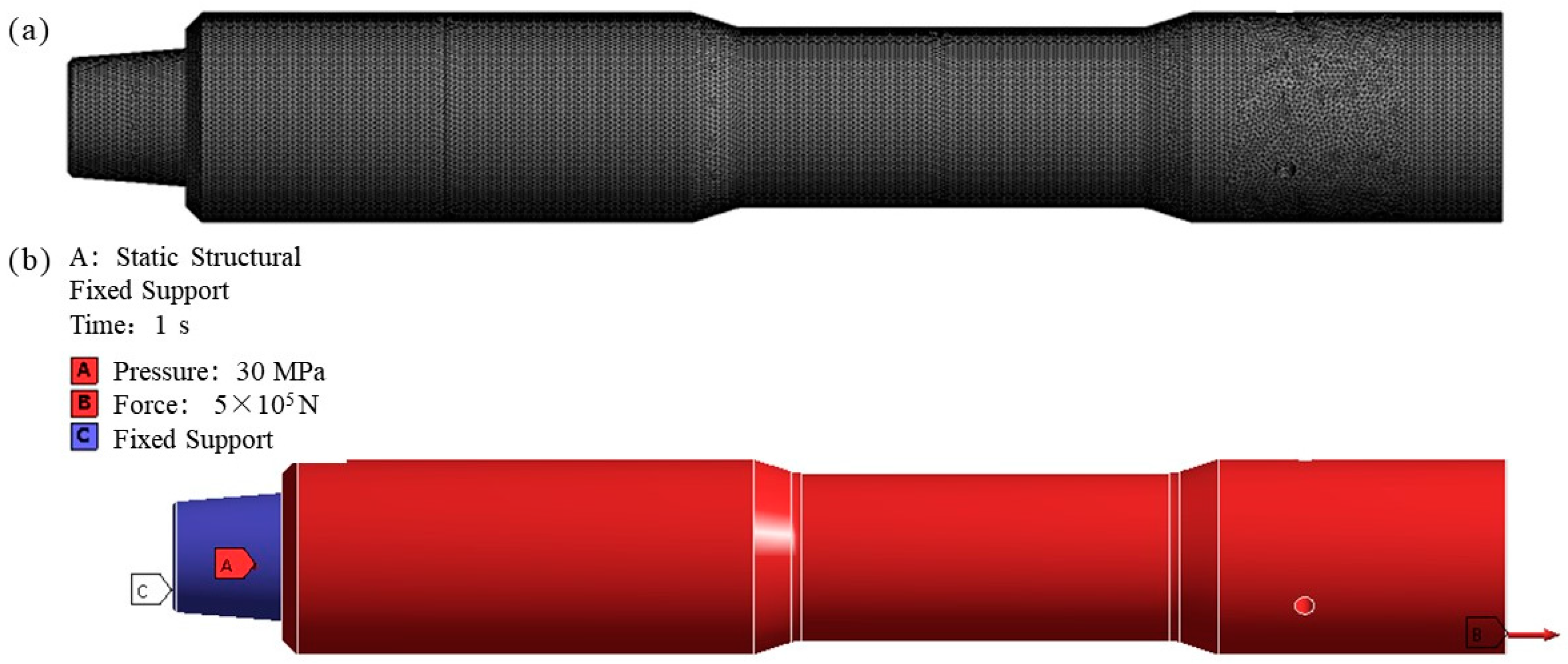
2.3.1. Tension and Compression Simulation Analysis
2.3.2. Modal Simulation Analysis
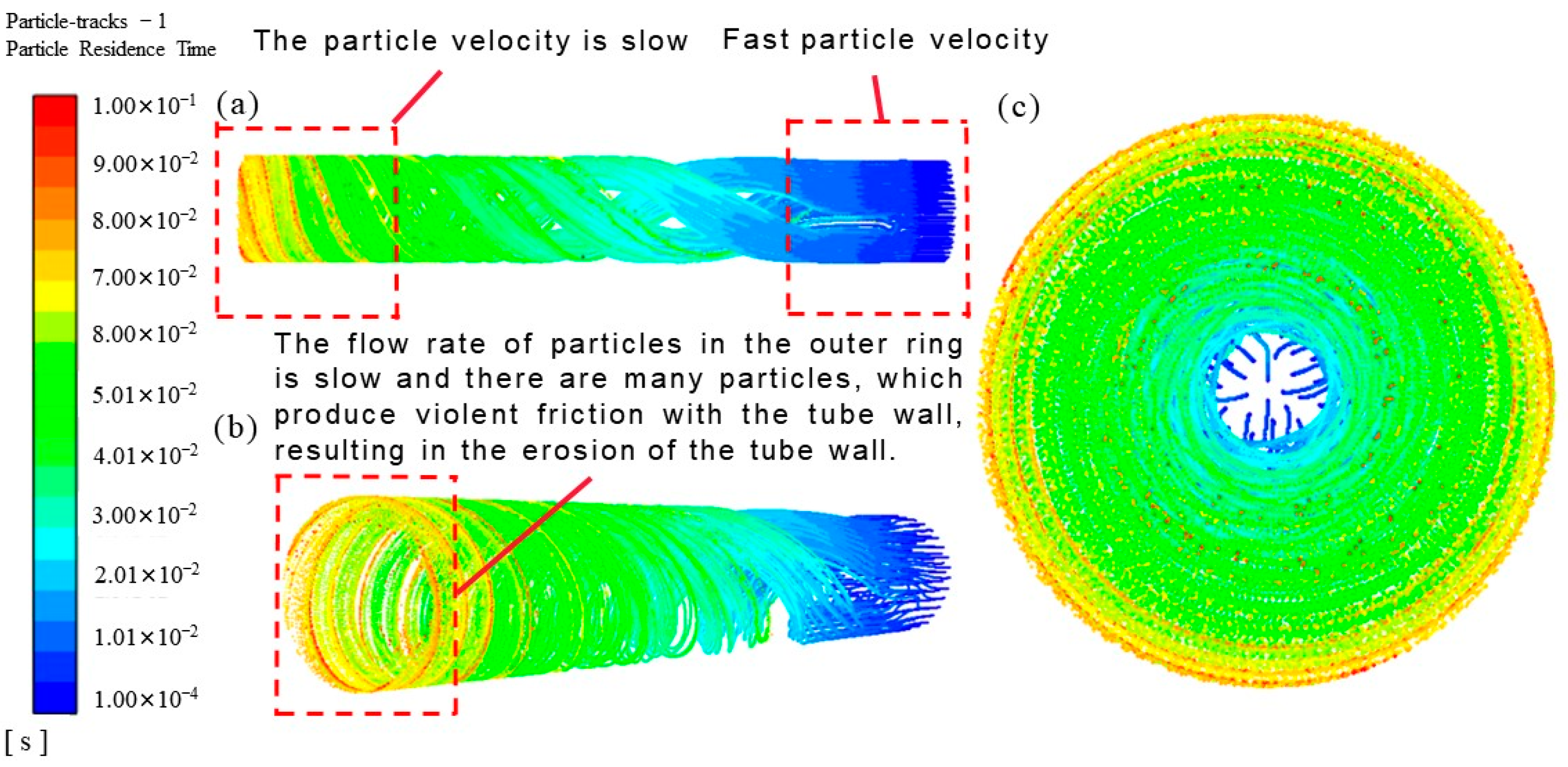
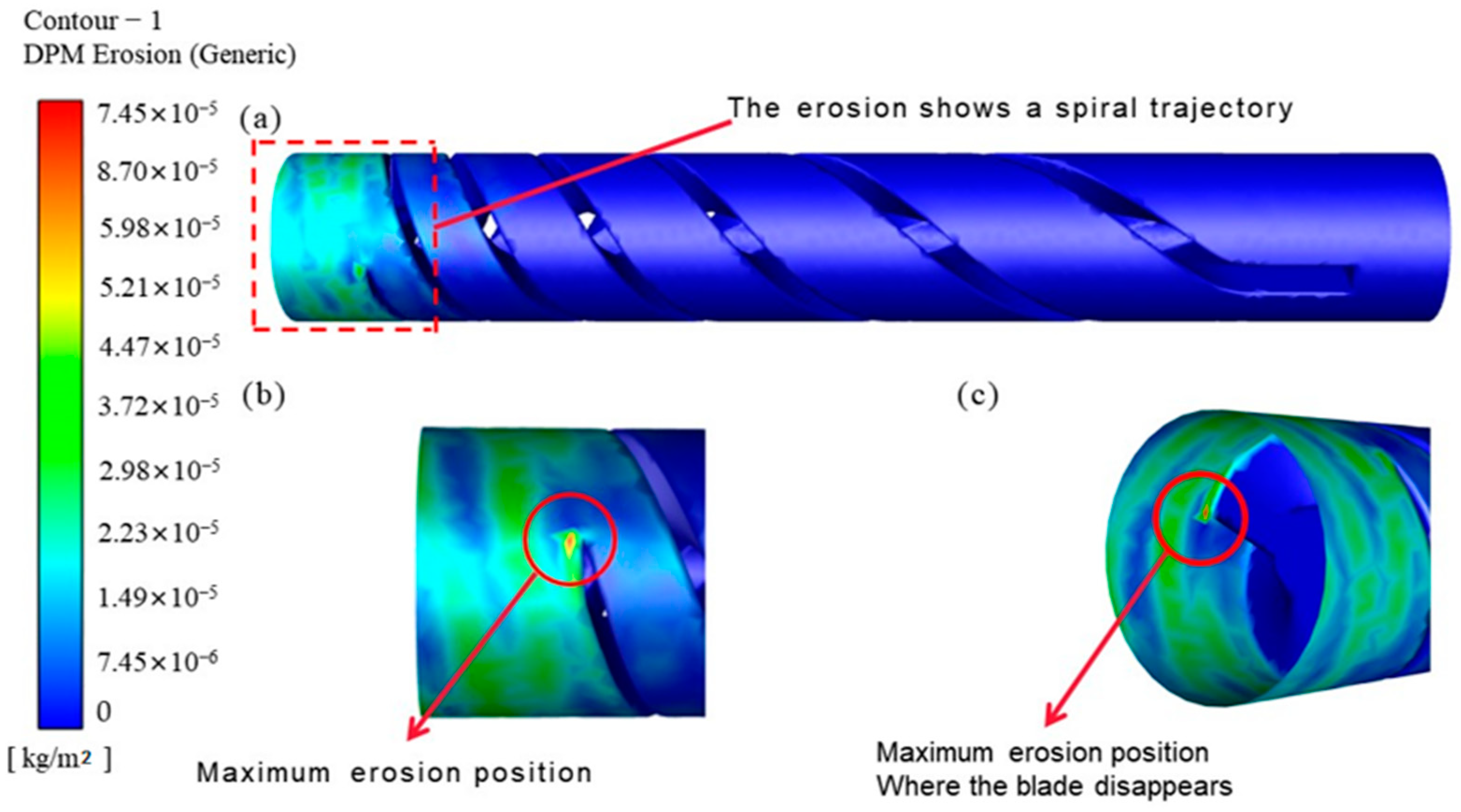
2.3.3. Erosion Analysis
3. Results and Discussion
3.1. Torsional Performance Evaluation
3.2. Evaluation of Tension and Compression Performance
3.3. Modal Performance Evaluation
3.4. Erosion Performance Evaluation
4. Conclusions
- (1)
- The axial annulus in situ desander was not damaged by the magnetic particle detection test before and after the test. By observing the distribution of magnetic particles on the axial annulus in situ desander shell surface and the oscillation of the magnetic particle detector pointer, it was proved that the axial annulus in situ desander was not damaged.
- (2)
- Through the numerical simulation of tension and pressure, it is shown that the maximum stress of the shell of the downhole solid–liquid separator is 116.56 MPa and the maximum deformation is about 0.001 mm under the combined action of 30 MPa bottom hole pressure and 5 × 105 N tension, which is not more than the allowable stress of the material. It is proven that the downhole solid–liquid separator is safe.
- (3)
- Through the modal analysis of the downhole solid–liquid separator, the first six modes are obtained. In the practical engineering application, the six frequencies of 92.96 Hz, 93.00 Hz, 481.09 Hz, 481.17 Hz, 623.39 Hz, and 1019.20 Hz should be avoided to prevent damage to the downhole solid–liquid separator that is caused by resonance.
- (4)
- The torsional experiment of the downhole solid–liquid separator is to estimate the torque that it can withstand by using the relevant formula, and then the relevant experiments are carried out to prove that it can be used normally under the normal condition of 30 KN/m torque, and there is no damage after the pre-test and post-test.
- (5)
- Through the erosion numerical analysis of the downhole solid–liquid separator, the maximum erosion rate under normal conditions is obtained by numerical simulation, and the erosion area is measured. The service life is estimated to be 2.3 years by the formula.
Author Contributions
Funding
Conflicts of Interest
Nomenclature
| NGH | natural gas hydrate | [K] | stiffness matrix | L | erosion depth |
| δ | stress value | P | test pressure | ρb | density |
| FN | positive stress | M | torque | T | service life |
| EA | tensile stiffness | D | outer diameter | D | allowable erosion depth |
| l | total length | d | inner diameter | k | ratio |
| ∆l | elongation after tension | ER | maximum erosion rate | S | erosion area |
| [M] | mass matrix | ω | vibration mode frequency |
References
- Vedachalam, N.; Srinivasalu, S.; Rajendran, G.; Ramadass, G.A.; Atmanand, M.A. Review of unconventional hydrocarbon resources in major energy consuming countries and efforts in realizing natural gas hydrates as a future source of energy. J. Nat. Gas Sci. Eng. 2015, 26, 163–175. [Google Scholar] [CrossRef]
- Wang, W.C.; Wang, X.Y.; Li, Y.X.; Liu, S.; Yao, S.P.; Song, G.C. Study on the characteristics of natural gas hydrate crystal structures during decomposition process. Fuel 2020, 271, 117537. [Google Scholar] [CrossRef]
- Chong, Z.R.; Yang, S.H.B.; Babu, P.; Linga, P.; Li, X.S. Review of natural gas hydrates as an energy resource: Prospects and challenges. Appl. Energy 2016, 162, 1633–1652. [Google Scholar] [CrossRef]
- Fang, Y.X.; Wei, J.G.; Lu, H.L.; Liang, J.Q.; Lu, J.A.; Fu, J.; Cao, J. Chemical and structural characteristics of gas hydrates from the Haima cold seeps in the Qiongdongnan Basin of the South China Sea. J. Asian Earth Sci. 2019, 182, 103924. [Google Scholar] [CrossRef]
- Wu, Z.R.; Liu, W.G.; Zheng, J.A.; Li, Y.H. Effect of methane hydrate dissociation and reformation on the permeability of clayey sediments. Appl. Energy 2020, 261, 114479. [Google Scholar] [CrossRef]
- Ma, S.H.; Zheng, J.N.; Tang, D.W.; Lv, X.; Li, Q.P.; Yang, M.J. Experimental investigation on the decomposition characteristics of natural gas hydrates in South China Sea sediments by a micro-differential scanning calorimeter. Appl. Energy 2019, 254, 113653. [Google Scholar] [CrossRef]
- Wei, J.G.; Fang, Y.X.; Lu, H.L.; Lu, H.F.; Lu, J.A.; Liang, J.Q.; Yang, S.X. Distribution and characteristics of natural gas hydrates in the Shenhu Sea Area, South China Sea. Mar. Petrol. Geol. 2018, 98, 622–628. [Google Scholar] [CrossRef]
- Tang, Y.; Sun, P.; Wang, G.R.; Fu, B.W.; Yao, J.X. Rock-breaking mechanism and efficiency of straight-swirling mixed nozzle for the nondiagenetic natural gas hydrate in deep-sea shallow. Energy Sci. Eng. 2020, 8, 3740–3752. [Google Scholar] [CrossRef]
- Wang, L.Z.; Wang, G.R.; Mao, L.J.; Fu, Q.; Zhong, L. Experimental research on the breaking effect of natural gas hydrate sediment for water jet and engineering applications. J. Pet. Sci. Eng. 2020, 184, 106553. [Google Scholar] [CrossRef]
- Kuang, Y.M.; Yang, L.; Li, Q.P.; Lv, X.; Li, Y.P.; Yu, B.; Leng, S.D.; Song, Y.C.; Zhao, J.F. Physical characteristic analysis of unconsolidated sediments containing gas hydrate recovered from the Shenhu Area of the South China sea. J. Pet. Sci. Eng. 2019, 181, 106173. [Google Scholar] [CrossRef]
- Zhou, S.W.; Li, Q.P.; Lv, X.; Fu, Q.; Zhu, J.L. Key issues in development of offshore natural gas hydrate. Front. Energy 2020, 14, 433–442. [Google Scholar] [CrossRef]
- Qiu, S.Z.; Wang, G.R. Effects of Reservoir Parameters on Separation Behaviors of the Spiral Separator for Purifying Natural Gas Hydrate. Energies 2020, 13, 5346. [Google Scholar] [CrossRef]
- Qiu, S.Z.; Wang, G.R.; Zhou, S.W.; Liu, Q.Y.; Zhong, L.; Wang, L.Z. The downhole hydrocyclone separator for purifying natural gas hydrate:structure design, optimization, and performance. Sep. Sci. Technol. 2020, 55, 564–574. [Google Scholar] [CrossRef]
- Chang, Y.L.; Ti, W.Q.; Wang, H.L.; Zhou, S.W.; Huang, Y.; Li, J.P.; Wang, G.R.; Fu, Q.; Lin, H.T.; Wu, J.W. Hydrocyclone used for in-situ sand removal of natural gas-hydrate in the subsea. Fuel 2021, 285, 119075. [Google Scholar] [CrossRef]
- Karagoz, I.; Avci, A.; Surmen, A.; Sendogan, O. Design and performance evaluation of a new cyclone separator. J. Aerosol Sci. 2013, 59, 57–64. [Google Scholar] [CrossRef]
- Misiulia, D.; Antonyuk, S.; Andersson, A.G.; Lundstrom, T.S. High-efficiency industrial cyclone separator: A CFD study. Powder Technol. 2020, 364, 943–953. [Google Scholar] [CrossRef]
- Wang, S.Y.; Li, H.L.; Wang, R.C.; Wang, X.; Tian, R.C.; Sun, Q.J. Effect of the inlet angle on the performance of a cyclone separator using CFD-DEM. Adv. Powder Technol. 2019, 30, 227–239. [Google Scholar] [CrossRef]
- Xiong, Z.Y.; Ji, Z.L.; Wu, X.L. Development of a cyclone separator with high efficiency and low pressure drop in axial inlet cyclones. Powder Technol. 2014, 253, 644–649. [Google Scholar] [CrossRef]
- Zhang, P.; Chen, G.H.; Duan, J.H.; Wang, W.W. Experimental evaluation of separation performance of fine particles of circulatory circumfluent cyclone separator system. Sep. Purif. Technol. 2019, 210, 231–235. [Google Scholar] [CrossRef]
- Li, L.; Yang, Y.; Cai, X.; Kang, Y.H. Investigation on the Formation Mechanism of Crack Indications and the Influences of Related Parameters in Magnetic Particle Inspection. Appl. Sci. 2020, 10, 6805. [Google Scholar] [CrossRef]
- Ahmed, S.; Salehi, S.; Ezeakacha, C.; Teodoriu, C. Experimental investigation of elastomers in downhole seal elements: Implications for safety. Polym. Test. 2019, 76, 350–364. [Google Scholar] [CrossRef]
- Zhang, J.X.; Kang, J.; Fan, J.C.; Gao, J.C. Study on erosion wear of fracturing pipeline under the action of multiphase flow in oil & gas industry. J. Nat. Gas Sci. Eng. 2016, 32, 334–346. [Google Scholar]
- Tang, Y.; Yao, J.X.; He, Y.; Sun, P.; Jin, X. Study on pressure-controlled sliding sleeve of jet breaking for natural gas hydrate mining based on throttle pressure drop principle. Energy Sci. Eng. 2020, 8, 1422–1437. [Google Scholar] [CrossRef]
- Tang, Y.; Zhao, P.; Li, X.S.; Fang, X.Y.; Yang, P. Numerical Simulation and Experimental Test of the Sliding Core Dynamics of a Pressure Controlled Jet Crushing Tool for Natural Gas Hydrate Exploitation. Processes 2022, 10, 1033. [Google Scholar] [CrossRef]
- Wang, Q.B.; Wang, R.; Sun, J.X.; Sun, J.S.; Lu, C.; Lv, K.; Wang, J.T.; Wang, J.L.; Yang, J.; Qu, Y.Z. Effect of Drilling Fluid Invasion on Natural Gas Hydrate Near-Well Reservoirs Drilling in a Horizontal Well. Energies 2021, 14, 7075. [Google Scholar] [CrossRef]
- Zhao, X.; Qiu, Z.; Wang, M.; Xu, J.; Huang, W. Experimental investigation of the effect of drilling fluid on wellbore stability in shallow unconsolidated formations in deep water. J. Pet. Sci. Eng. 2019, 175, 595–603. [Google Scholar] [CrossRef]
- Saasen, A.; Ding, S.X.; Amundsen, P.A.; Tellefsen, K. The Shielding Effect of Drilling Fluids on Measurement While Drilling Tool Downhole Compasses-The Effect of Drilling Fluid Composition, Contaminants, and Rheology. J. Energy Resour. Technol. 2016, 138, 052907. [Google Scholar] [CrossRef]
- Zheng, M.M.; Liu, T.L.; Jiang, G.S.; Wei, M.; Huo, Y.X.; Liu, L. Large-scale and high-similarity experimental study of the effect of drilling fluid penetration on physical properties of gas hydrate-bearing sediments in the Gulf of Mexico. J. Pet. Sci. Eng. 2020, 187, 106832. [Google Scholar] [CrossRef]
- Kou, J.; Li, Z.Y. Numerical Simulation of New Axial Flow Gas-Liquid Separator. Processes 2022, 10, 64. [Google Scholar] [CrossRef]
- Wang, Y.G. Analysis for spiral vortex and effect of profile of nozzle and swirler on performance of supersonic separator. Chem. Eng. Process.-Process Intensif. 2020, 147, 107676. [Google Scholar] [CrossRef]
- Liu, Y.; Ma, T.S.; Chen, P.; Yang, C. Method and apparatus for monitoring of downhole dynamic drag and torque of drill-string in horizontal wells. J. Pet. Sci. Eng. 2018, 164, 320–332. [Google Scholar] [CrossRef]
- Parvaz, F.; Hosseini, S.H.; Elsayed, K.; Ahmadi, G. Numerical investigation of effects of inner cone on flow field, performance and erosion rate of cyclone separators. Sep. Purif. Technol. 2018, 201, 223–237. [Google Scholar] [CrossRef]
- Aloisio, A.; Di Pasquale, A.; Alaggio, R.; Fragiacomo, M. Assessment of Seismic Retrofitting Interventions of a Masonry Palace Using Operational Modal Analysis. Int. J. Archit. Herit. 2022, 16, 692–704. [Google Scholar] [CrossRef]
- Dziedziech, K.; Mendrok, K.; Kurowski, P.; Barszcz, T. Multi-Variant Modal Analysis Approach for Large Industrial Machine. Energies 2022, 15, 1871. [Google Scholar] [CrossRef]





{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Part | Materials |
|---|---|
| Desander adapter | 42CrMo |
| Desander conversion connector internals | 40CrNiMoA |
| Desander housing | 42CrMo |
| Desander sand discharge nozzle | 40CrNiMoA |
| Desander female internal connector | 40CrNiMoA |
| Desander outlet conduit | 40CrNiMoA |
| Helical blade | 40CrNiMoA |
| Desander inner pipe | 40CrNiMoA |
| Desander male inner connector | 40CrNiMoA |
| Degree | Frequency/Hz | Shape Change/mm |
|---|---|---|
| First order | 92.96 | 4.8721 |
| Second order | 93.00 | 4.8725 |
| Third order | 481.09 | 4.8614 |
| Fourth order | 481.17 | 4.8609 |
| Fifth order | 623.39 | 4.5748 |
| Sixth order | 1019.20 | 3.5501 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Nie, Q.; Zhang, S.; Huang, Y.; Yi, X.; Wu, J. Numerical and Experimental Investigation on Safety of Downhole Solid–Liquid Separator for Natural Gas Hydrate Exploitation. Energies 2022, 15, 5649. https://doi.org/10.3390/en15155649
Nie Q, Zhang S, Huang Y, Yi X, Wu J. Numerical and Experimental Investigation on Safety of Downhole Solid–Liquid Separator for Natural Gas Hydrate Exploitation. Energies. 2022; 15(15):5649. https://doi.org/10.3390/en15155649
Chicago/Turabian StyleNie, Qi, Shifan Zhang, Yuan Huang, Xianzhong Yi, and Jiwei Wu. 2022. "Numerical and Experimental Investigation on Safety of Downhole Solid–Liquid Separator for Natural Gas Hydrate Exploitation" Energies 15, no. 15: 5649. https://doi.org/10.3390/en15155649
APA StyleNie, Q., Zhang, S., Huang, Y., Yi, X., & Wu, J. (2022). Numerical and Experimental Investigation on Safety of Downhole Solid–Liquid Separator for Natural Gas Hydrate Exploitation. Energies, 15(15), 5649. https://doi.org/10.3390/en15155649