
Assessment of Plant Origin By-Products as Lightweight Aggregates for Bio-Composite Bounded by Starch Binder




1
Institute of Materials and Structures, Riga Technical University, Kalku 1, LV-1658 Riga, Latvia
2
Institute of Numerical Modelling, University of Latvia, Jelgavas 3, LV-1004 Riga, Latvia
3
Institute of Building Materials, Vilnius Gediminas Technical University, Sauletekio av. 11, LT-10223 Vilnius, Lithuania
*
Authors to whom correspondence should be addressed.
Energies 2022, 15(15), 5330; https://doi.org/10.3390/en15155330
Submission received: 30 May 2022
/
Revised: 2 July 2022
/
Accepted: 18 July 2022
/
Published: 22 July 2022
(This article belongs to the Special Issue Advanced Building Materials for Energy Saving)
Abstract
:Thermal insulation bio-composites made of plant origin by-products as bio-aggregates are one of the ways to decrease the impact of the building and construction sector on CO2 emissions. In this study, three bio-aggregates were analysed for their potential use in the production of bio-composites with potato starch binder. Technologically important properties, such as particle size, shape and compacted bulk density, as well as properties of the resulting bio-composites were identified. The main characteristics of the aggregates are relatively similar: density of 80–100 kg/m3, thermal conductivity of 0.042–0.045 W/m∙K, specific heat capacity of 1240–1330 J/g∙K, kinetic water absorption from 456–584%. This leads to similar basic properties of the produced bio-composites: density around 200 kg/m3, thermal conductivity 0.053–0.062 W/m∙K, specific heat capacity 1250–1450 J/kg∙K, with a difference in compressive strength ranging from 0.2 to 0.8 MPa. Created starch binder and agricultural by-product filler materials could be used in the production of boards where strength is required, for example, envelope and wind barrier boards, and thermal insulation boards under floors.
1. Introduction
The Energy and Climate Framework 2030 of the European Union (EU) [1] and the EU‘s climate law [2] sets requirements for customers and legislators in terms of sustainability. As the Circular Economy Action Plan [3] indicates that the construction industry is responsible for more than 35% of the EU’s total waste and greenhouse gas (GHG) emissions, it is increasingly emphasising renewable natural resources’ role in building materials manufacturing and focusing on low-energy, eco-friendly construction. An excellent way to improve the sustainability of building materials is to replace non-renewable natural resources with renewable ones. In this context, bio-based insulation materials made from agricultural waste and by-products are a sustainable alternative to those derived from non-renewable natural resources, such as glass or stone wool.
Plant origin residues that are not further processed into food or feed are generally defined as agricultural waste or by-products. If waste and by-products accumulate in large quantities without practical use, they can place an additional burden on the primary processing industry, both from an environmental and economic point of view. To improve resource efficiency and the management of plant origin by-products in primary production, it is considered extremely important to promote the introduction of a circular economy.
Properties of plant origin residues or bio-aggregates such as straw [4,5], flax [6], cork [7], rapeseed [8], corn stalk and cob [9], cotton stalks [9], jute [10], date palm wood [11] or hemp shives.
Hemp shives (HS) have been studied by many groups of researchers, depending on the local availability of bio-aggregates [12,13,14,15,16].
Bio-aggregates have a fibrous or porous structure that ensures the low thermal conductivity of building materials made from them. However, thermal conductivity is not the only property to be considered when choosing raw materials to produce ecological thermal insulation materials. Water vapour permeability, sound absorption coefficient, water resistance, resistance to microorganisms and fungi and fire resistance are also important. Several review articles summarise just the thermal conductivity values and sound absorption coefficients of bio-aggregates as the most important parameters to be considered for choosing them as raw materials for the production of bio-composites. However, their technological properties are also important, e.g., compaction, binder compatibility, stability over time, size, shape and structure, since they will influence the final properties of the insulation materials. This is highlighted by other authors who reported that bio-composites made of the right bio-aggregates have higher mechanical properties, lower thermal conductivity and density, and are cheaper, more environmentally friendly and easier to recycle compared to traditional and analogue building materials [17,18,19].
Research by Mati-Baouche et al. focused on the development of thermal insulation bio-composite materials made of sunflower stem particles and chitosan binder [20]. The samples with thermal conductivity of 0.06 W/m·K, a tensile strength of 2 MPa and a density of 150 kg/m3 were obtained. The excellent properties of the obtained material were explained by the outer layer of sunflower stems having high mechanical properties, while their inner part has good thermal properties due to their high porosity.
Rojas et al. tested wheat straw and corn husk insulation prototypes obtained through the pulping method. They found that wheat straw insulation material has a thermal conductivity of 0.046 W/m·K, and corn cob kernels have that of 0.047 W/m·K [21]. These values are very close to the values of expanded polystyrene (EPS) with a density of around 10 kg/m3 and thermal conductivity of 0.043 W/m·K [22]. The mechanical properties for the optimal prototypes of wheat straw and corn husk were compared with those of EPS of a density of 25 kg/m3 and whose properties are detailed in the regulation ASTM 578 Standard Specification for Rigid, Cellular Polystyrene Thermal Insulation. Therefore, the fibres studied can be used for thermal insulation materials, which will contribute to the energy efficiency and thermal comfort of homes. It should also be noted that the treatment and shredding of bio-aggregates before their use is an important parameter that affects the mechanical and thermal properties of the obtained construction products [23].
Korjenic et al. researched to develop new insulation materials from jute, flax and hemp. The results showed that the samples made using combinations of different natural raw materials are equivalent to traditional thermal insulation materials, i.e., their mechanical and thermal properties are comparable [24].
Liuzzi et al. conducted a literature review on hemp, straw and olive waste products and concluded that they can be successfully used in the production of energy-efficient and cost-effective bio-composites with high thermal performance. In addition, these materials have excellent hygrothermal properties, although they depend on the number of fibres in the material [25].
Bio-composites made from HS have been traditionally used as building materials all over the world [26,27]. In European countries, hempcrete has become more widely used in the last decades [28,29]. Hemp combines multiple beneficial properties [30,31,32], as well as being one of the most cultivated plants for hundreds of years. It is estimated that Europe yields around a quarter of total world production [33]. For example, T. Jami et al. claimed that hemp concrete is very close to being mature enough to be adopted by the mainstream construction industry and that all nations must include bio-aggregate-based concretes in their building standards [34].
Several researchers developed insulation materials from HS by using different types of bio-binders (corn starch, potato starch, etc.). Bourdot et al. studied the effect of hemp shive size and hemp shive-starch ratio on the properties of insulation materials, including hygrothermal and mechanical properties [35]. Thermal measurements have shown that hemp starch insulation materials have a low thermal conductivity of about 0.06–0.07 W/(m·K) and high specific heat of 1280 J/(kg·K). If the proportion of HS in the composition is increased from 15% to 30% at a constant hemp shive-starch ratio, the thermal conductivity of the samples decreased significantly. This was explained by the fact that the overall porosity of the insulation material increases. This is also confirmed by other studies describing the excellent hygrothermal properties of hemp starch insulation materials [36,37]. Properties of obtained insulation materials can be comparable with properties of traditional insulation materials.
Depending on the type of manufacturing process and technology employed for hemp fibre production, the HS particle shape and size can vary widely, which leads to the following statement. The properties of bio-composites produced by the same method, but with different HS, may differ significantly. I. Pundiene et al. investigated the effects of HS on the properties of bio-composites, including the hydro-thermal properties [38]. The in-depth study was conducted to examine the structure, physical properties and particle size of HS. It was discovered that for obtaining material with higher compressive strength, HS with smaller dimensions should be used. However, when their enhanced thermal properties are required, HS with longer particles should be used. This means that the size and shape of bio-aggregates can significantly affect the technological parameters and properties of the final product, including the thermal properties.
A negative aspect that must be noted is that the durability of lightweight bio-composites (insulation materials) compared to traditional ones may be relatively lower or may decrease over time, as these materials may be degraded by moisture, bacteria, fungi, etc. The water vapour permeability, fire resistance and moisture resistance of these materials must also be considered in the evaluation of their sustainability [24]. Of course, there are possibilities to use additions of flame retardants and biocides to bio-composites, which can improve the durability of the materials, but it can significantly increase their environmental impact [39,40].
In this study, three bio-aggregates (two types of HS and one type of flax shives (FS)) are analysed for potential use in the production of bio-composites bonded with potato starch. In addition to the main characteristics of bio-aggregates, other technologically important properties (such as particle size and shape, and compacted bulk density) that may affect the technological performance of thermal insulation materials are identified and analysed. Obtained bio-composites are compared to other traditional and new eco-friendly building materials.
2. Materials and Methods
2.1. Materials
2.1.1. Plant Origin Aggregates
Two types of HS have been studied (Figure 1). HS1 are commercially available HS grown and processed in Latvia (Zalers, Latvia) as a by-product of hemp fibre production. HS2 are commercially available HS grown and processed in Lithuania (Naturalus Pluostas). As HS are the most used plant origin aggregates, two HS of different origins are chosen, with the aim of ascertaining whether the properties of HS significantly affect the properties of the resulting bio-composite. The studied FS have been taken from a local flax fibre producer (Baltiks East, Latvia), where FS have been obtained as an industrial by-product (Figure 1).
2.1.2. Starch-Based Binder
As a binder for bio-composite evaluation from the point of aggregates, commercially available potato starch (PS, made by Aloja Starkelsen, Aloja, Latvia) with a bulk density of 595 kg/m3, amylose content of 26.9%, moisture content of 15.1% and gelatinisation temperature of 64 °C has been used.
2.2. Compositions and Preparation Process of Bio-Composites
To evaluate the potential of plant origin by-product usage in the production of building materials, studied plant origin by-products have been used as aggregates for bio-composite production. Three series of bio-composites have been made, one for each studied plant origin by-product, respectively: BC-HS1, BC-HS2 and BC-FS. The aggregates/binder ratio was chosen as the lowest possible. It was 1:3, so the plate-shaped sample could withstand the self-weight and not collapse after curing (Table 1).
First, the relevant aggregates were pre-treated in hot water. A certain number of aggregates were placed in a container and soaked in boiling water (100 °C). After one hour, the excess water was drained, and a starch-based binder was poured into the container.
To obtain the starch-based binder, first, 2.5 mass parts of PS were added to 4.3 mass parts of water, and the resulting slurry was continuously stirred and heated to 55–59 °C. Thereafter, the rest of the water (3.2 mass parts of water) was added, and the obtained gel was heated with constant stirring until the gel began to clarify. Then the heating was stopped, and gelatinised PS was poured into the container together with the aggregates and mixed for five minutes to obtain a homogenous mix. After mixing, the prepared mix was poured into a special wooden mould. The bottom and side parts of the form were lubricated with oil. Furthermore, the prepared mixture was distributed throughout the whole form. After that, the upper part of the form was placed on the surface of the mixture and the mixture was pressed up to 60 vol.%.
After the preparation, the form with the sample was thermally treated in a ventilated oven at 110 °C for 72 h. After the thermal treatment, samples were cooled down to room temperature (20 ± 2 °C) and taken out of the form.
2.3. Testing Methods
2.3.1. Visual and Structural Assessment
The studied samples (plant origin by-products and obtained bio-composites) were visually evaluated to qualitatively characterise their composition, the particle surface structure and, in the case of bio-composites, also the adhesion of the surface of the filler to the binder. To evaluate the samples visually, a digital microscope Veho Discovery Dx-3 USB was used. Macrostructure was studied at different magnifications.
All samples were characterised by X-ray computed microtomography (Scanco µCT50, Zurich, Switzerland). All studied samples (loose and prismatic (50 × 50 × 50 mm) samples) were tested using a sample holder with a diameter of 73 mm and height of 100 mm, scanned using 70 μA.
2.3.2. Particle Size Distribution
To obtain the particle size distribution of plant origin by-products, first, a certain amount of sample (100 g) was taken and sieved through a sieve with a 1 mm mesh size. The residue on the sieve was manually divided by types and sizes as follows: fibres, skins and leaves, particles < 1 mm and shives (with lengths 1–5 mm, 5–10 mm, 10–15 mm, 15–20 mm, 20–25 mm, 25–30 mm, 30–35 mm and 35–40 mm).
2.3.3. Density
In the case of plant origin by-products, bulk density and compacted bulk density were determined. The first container with a volume of 3 L (the standard container for aggregate testing) was taken and the sample (certain plant origin by-products) was poured into the container, and allowed to fall freely from a height of 20 cm above the container. Then the mass of the poured sample was measured, and bulk density was calculated as mass and volume division. As normally bulk materials compact under the influence of self-weight or another mechanical action, thereby compacted bulk density was also determined. To obtain compacted bulk density, first, the container with a volume of 3 L was filled with a freely falling sample; then, the full container was subjected to mechanical action. It was raised to a height of 5 cm and released in free fall ten times. The volume and mass were measured and compacted bulk density was calculated as mass and volume division.
The material density of bio-composites was determined according to EN 1602 [41] for plate-shaped specimens with dimensions 25 mm × 25 mm × 5 mm.
2.3.4. Humidity Absorption and Water Absorption
To characterise the humidity absorption of studied plant origin by-products, first, a sample (50 g) was dried at 95 °C for 24 h and the mass of the dried sample was measured. Then, the sample was kept in the laboratory at 20 ± 2 °C and 40% RH. After 24 h, the mass of the sample was measured again, and the percentage mass change was taken as humidity absorption. Before the other studied plant origin by-product tests, the samples were dried at 95 °C for 24 h and then kept at 20 ± 2 °C and 40% RH for 24 h.
To evaluate the water absorption ability of plant origin by-products, kinetic water absorption was tested. For this test, air-dried samples were taken, and five parallel measurements were made for each plant origin by-product. A fixed amount of sample (20 g) was taken and inserted into a bag made of nylon. The nylon bag was tightly closed during the test to avoid weight loss of the sample. Water absorption was calculated as a percentage change in mass from the time before immersion (air-dried sample) to the time of measurement (impregnated sample). Measurements were taken after 1, 2, 5, 10, 20, 30 min and 1, 2, 4, 8, 24, 48 h. The water absorption after immersion into water for 48 h was accepted as total water absorption.
2.3.5. Compressive Strength
Compressive stress at 10% bio-composite deformation was tested according to the EN 826 method [42] using a computerised machine H10KS (Hounsfield, Surrey, UK) with a maximum loading force of 10 kN, a loading accuracy of ±0.5% and a loading speed accuracy of ±0.05%. Three specimens for each composition with a size of 100 mm × 100 mm × d mm3 (d meaning the thickness of the specimen) were prepared. Before the test, specimens were conditioned for not less than 6 h at 23 ± 5 °C. Then, the specimen was aligned onto the bottom support and loaded with an initial loading of 250 ± 10 Pa. The loading speed during the tests was 0.1 d min−1, and the specimen was compressed to 10% deformation.
2.3.6. Thermal Properties: Thermal Conductivity, Specific Heat Capacity and Thermal Diffusivity
To characterise the thermal properties of studied plant origin by-products and bio-composites, thermal conductivity λ (W/(m·K)) and specific heat capacity cp (J/(kg·K)) were determined experimentally. The following calculations of thermal diffusivity α (m2/s) were also made.
In this work, Netzsch HFM 446 Lambda Small was used to determine the thermal conductivity using a heat flow meter principle. Thermal conductivity λ (W/(m·K)) was measured at 5 mean temperatures: 10, 15, 20, 25 and 30 °C (Figure 2). λ value at 10 °C (λ10) is often used as declared thermal conductivity λD. The heat flow Q (W) through the specimen with thickness l (m) and surface area S (m2) is measured by two calibrated heat flux transducers integrated into horizontal plates on both sides of the specimen. After reaching thermal equilibrium, the heat flow value is used for the calculation of thermal conductivity λ using Equation (1):
The same apparatus was used for the determination of another thermal property: the specific heat capacity cp (J/(kg·K)). Such measurements are based on the so-called step heat method [43] considering the thermal mass of the plates. This method consists of three steps:
- Increasing the temperature from T1 to T2 in the empty chamber and measuring of delivered energy QE (W);
- Placing the specimen with mass m (kg) in a chamber and repeating the first step at the same temperatures, resulting in greater energy supplied Q (W);
- Calculation of the specimen’s specific heat capacity cp from energy difference ΔQ = Q − QE according to Equation (2):where is the heat flux sensor calibration factor.
A visual illustration of determining the cp using the step heat method is shown in Figure 3. The red curve represents the heat flow versus time for a heating step between 10 °C and 20 °C (green line). Integration of Q peak (orange area) gives the total energy needed to increase the temperature in a system, and the specific heat capacity cp can be determined using a mean temperature of 15 °C. The measurement of specific heat capacity in this research was carried out at three different mean temperatures: 15, 25 and 35 °C.
Another parameter, thermal diffusivity α (mm2/s), characterises the ability of a material to conduct heat relative to the heat stored per unit volume. It is calculated by the following Equation (3), where ρ means bulk density (kg/m3):
2.3.7. Bio-Deterioration
The bio-deterioration test was performed on three parallel separated portions (~30 g per portion) of each plant origin by-product and three parallel cubic samples measuring 50 mm × 50 mm × 50 mm for each composition of studied bio-composites. At the start of the test, the samples were immersed in water for 2 h to increase the moisture content. Afterwards, they were placed in separate plastic containers at 22 ± 2 °C with water at the bottom and loosely covered with a plastic lid to allow air to circulate, avoiding drying of the samples by keeping them in 99% RH. After 1, 2, 3, 7, 10, 14 and 21 days, samples were examined, and the degree of mould growth was assessed. Samples were analysed with a VEHO VMS-08-DX3 digital microscope at 30× and 120× magnification.
Bio-deterioration was evaluated according to the ASTM C1338-96 Standard test method for determining the fungi resistance of insulation materials and facings [44] using the five-point grade scale, where:
- 0—no growth detected microscopically;
- 1—microscopically detected growth;
- 2—microscopically detected growth covering the whole surface;
- 3—macroscopic (visible to the naked eye) growth present;
- 4—macroscopic growth covering >80% surface.
3. Results
3.1. Evaluation of Plant Origin By-Products as Lightweight Aggregates
In the production process of building materials, the properties of aggregates have an important role. To save time and resources, visual assessment can sometimes make important observations (Figure 4).
Different components of HS1 can be seen in Figure 4. From a visual point of view, it mostly consists of shives (Figure 4) with a rough surface and potentially large surface area. Such a surface should promote adhesion to the binder. A closer look shows how shives consist of a denser part (outside the stem) and parts with a more porous structure (inside the stem). During the processing of hemp plants (fibre extraction), the stems have been broken; thus, shives more likely present an irregular plate shape. Their porous structure possibly indicates high water absorption.
The presence of short hemp strands (fibres) has also been observed. They are relatively short and fine. Too high a content of fibres could cause some problems during the bio-composite production process related to the mixing and ensuring of a homogeneous structure.
Aside from the shive particles and fibres, HS1 has some irregular plate shapes, very thin and quite brittle particles of the hemp plant cuticle, particles of another plant origin (Figure 4) and very few straw particles.
Like HS1, HS2 also consists mainly of shives (Figure 4). At the same time, it is obvious that HS2 has some dense flake shape particles (Figure 4) that in appearance resemble straw. In the case of HS1, there were just a few such particles all over the package. In HS2, such particles are very visible. Denser particles could cause lower water absorption, as well as denser compaction and thus lower thermal conductivity.
The FS (Figure 4) has more fibres compared to HS1 and HS2. The high fibre content in aggregate composition can cause problems with the composite mixing process. Bundles can be formed during fibre mixing with a binder, so the resulting material (bio-composite) could not be mixed evenly, and its structure may be inhomogeneous. Studied plant origin by-products are quite different from each other in view alone. The different origins and behaviour of components could impact the way these materials behave as aggregates in bio-composites.
In Figure 5, 3-D models of studied plant origin by-products are presented. All samples have been placed into sample holders with compacted density. From the results of X-ray µCT, the most potentially appropriate plant origin by-products for usage as aggregates are HS (HS1 and HS2, respectively). Voids of HS1 and HS2 are, respectively, 65.02% and 69.26% of bulk volume, while FS presents 83.33% of the bulk volume occupied by voids.
As mentioned before, HS1 and HS2 mostly consist of hemp shive particles. Shive particles in both cases (HS1 and HS2) are quite porous, which is mainly caused by capillaries. The denser part of the shive particle (outside the stem) has capillaries with a diameter of about 15–70 µm (HS1) and 15–80 µm (HS2). The inner stem part of the shives has an open porous structure and a diameter of up to 50 µm.
The straw particles have a dense surface that covers the capillaries and inside the void. A closer look at the microstructure of straw particles using X-ray µCT proves the statement made above that these particles (straw particles) could reduce the water absorption ability of bulk HS. While shive particles can absorb water through their capillaries and open porous structure, straw particles can absorb water through capillaries and inside the void. So these particles may absorb water only through the edges of particles, while shive particles can absorb water through the edges and the surface of the inner stem.
In the case of FS shive particles, the microstructure is relatively similar to the microstructure of hemp shive particles. They essentially consist of a 220–230 µm thick part with capillaries (outside the stem) and a porous part (inside the stem).
As mentioned above, HS1, HS2 and FS mostly consist of shives. Following the results presented in Table 2, HS1 mainly consists of shives (96.69%) (Figure 4) with dimensions ranging from 1–25 mm. Compared to the other two shive-based plant origin by-products (HS2 and FS, respectively), HS1 has the lowest content of fibres at 0.76% and the lowest content of particles < 1 mm at 0.33%). Additionally, HS1 has 1.70% of hemp skins and leaves.
HS2 presents longer shives (Figure 4) in its composition (with the longest dimension being 40 mm) compared to HS1 and FS. In addition to shives, HS2 also contains 2.49% of fibres, 2.39% of skins and leaves and 2.00% of particles < 1 mm. Compared to HS1, HS2 has many more straw particles (8.80% in total with sizes from 1–15 mm).
The FS has the highest number of fibres compared to HS1 and HS2, as well as the highest number of skins, leaves and seeds (4.00%) and particles < 1 mm (6.00%) (Table 2, Figure 4). It presents shives with the longest dimension being 40 mm. Unlike HS1 and HS2, the FS does not have dense flake shape particles in its composition. Above 1 mm, the particle size distribution of FS is evenly distributed, but particles from 1 to 10 mm (8.37%) account for a significantly lower percentage compared to HS1 (59.35%) and HS2 (43.02%).
Figure 6 shows the cumulative particle size distribution of studied plant origin by-products. In the graph, skins, leaves, seeds and fibres have not been considered. Particle size distribution is one of the most important characteristics of aggregates. Thus, cumulative particle size distribution curves are very common indicators by which to choose aggregates for building material production. At the same time (highly visible in this study), this curve does not represent the true situation. Figure 4 presents that particles can be significantly different in the points of shape, structure and surface along with size distribution.
The bulk density and compacted bulk density of studied plant origin by-products are given in Figure 7a. After compaction, the bulk density increases by 18–45% depending on the type of plant origin by-product. The lowest changes in the bulk density caused by compaction are presented by FS (26%, respectively) while HS2 presents the highest bulk density changes caused by compaction (38%). The compacted bulk density reflects more accurately the true situation in the industry and the material production process compared to the bulk density. Thus, compacted bulk density was used for testing thermal properties as well as for bio-composite production.
The percentage of humidity absorption of the studied plant origin by-products examined by mass is as follows:
- HS1: 5.05%.
- HS2: 4.92%.
- FS: 5.90%.
The behaviour of the kinetic water absorption, depending on the duration of the immersion time, can be seen in Figure 7b. For all studied plant origin by-products, very intense water absorption was observed during the first hour of immersion in water. The above statement that the straw particles of HS2 presented in Figure 4 could reduce water absorption has been confirmed by the results of the water absorption. Figure 7b shows that from all three plant origin by-products, HS2 presents the lowest water absorption after 48 h of immersion, 456% (while HS1 is 584% and FS is 497%). Within 48 h (the duration of immersion time), the highest water absorption is presented by HS1 (584%).
When plant origin by-products are considered as aggregates, it is important to make sure that these aggregates will not absorb water from the binder during the mixing and curing. For each type of binder that is used for bio-composite production, the amount of water in the composition and its role in the hardening of the binder and the formation of the basic matrix of the binder is different. However, for all binders, water is an important component. Thus, the possibility of water absorption by aggregates from the binder should be minimised. A common option is to wet the plant origin aggregates [45] for bio-composite production from HS and lime binder. In the mentioned study, water is added to HS (1:1 to 1.25:1 by mass) before adding HS to the binder.
To characterise the thermal properties of studied plant origin by-products in this study, thermal conductivity and specific heat capacity have been determined. Measured thermal conductivity λ of analysed plant origin by-products are within the range from 0.042 to 0.045 W/(m∙K) (Table 3), which is close to the literature data [46,47,48]. The measured specific heat capacity for all the samples is in the relatively narrow range of 1240–1330 J/kg·K (Table 3) and is not depending on density due to cp rationing to mass. Specific heat capacity for similar natural materials is in the range of 1200–1700 J/kg·K [46,47,48], which agrees with measured values. As shown in Table 3, studied plant origin by-products have thermal diffusivity in a range from 0.308 to 0.330 mm2/s.
No matter how ecologically and environmentally friendly the use of plant origin particles in the production of bio-composites can be, we must consider the serious risks of low bio-deterioration. As plant origin by-products consist of carbohydrates, i.e., sugars and cellulose, they serve as a source of nutrients for various microorganisms, including fungi (moulds and yeasts) [49]. Table 4 shows the results (mould growth on the surface of studied plant origin by-products) of bio-deterioration of studied plant origin by-products. According to the results, HS2 presents mould growth earlier than HS1 and FS. However, by the test on Day 21, all three plant origin by-products are covered by different types of moulds (Figure 8).
It is not clear why the moulds develop earlier on HS2, but the mould growth on shive particles might be reduced by mineralisation pre-treatment before their use in the preparation of bio-composites by reducing the number of free sugars on the surface of the particles [50,51].
First, mould that resembled net threads was detected. Mould growth became clearly visible to the naked eye on Day 7 in the case of HS2 and on Day 10 in the cases of HS1 and FS, when mould that resembled net threads had grown in thicker layers. Mould needs nutrients to grow, which explains the more intense mould growth concentrated at the cut ends of shives. Shives by themselves contain sugars and cellulose which are the main nutrients for mould [49]. HS have some free sugars on their surface that promote mould growth, but later mould needs more nutrients, so it concentrates on the cut ends where it is easier to reach nutrients from the shive structure.
3.2. Behaviour of Plant Origin By-Products in Bio-Composites
To evaluate the potential of plant origin by-product usage in the production of building materials, studied plant origin by-products have been used for bio-composite production (Figure 9). Obtained materials were produced by combining studied plant origin by-products (as lightweight aggregates) and potato starch (as binding material). In all cases, the minimal possible amount of binding material was used to ensure a more visible effect of lightweight aggregates on the properties of the resulting bio-based building material. The amount of binding material was accepted as the smallest possible when obtained bio-composite samples (plate-shaped with dimensions 250 mm × 250 mm × 50 mm) were able to withstand self-load when based on the perimeter of a plate-shaped sample. The obtained bio-composites can be seen in Figure 9.
As the starch binder is transparent, the binder on the surfaces of obtained bio-composites is not visible to the naked eye (Figure 9). In the case of all samples, aggregates are mainly oriented in the horizontal direction of plates, which can be explained by the bio-composite preparation process. As shown in Figure 10, the structure of obtained bio-composites is homogenous. In all cases, shive particles in bio-composites are oriented parallel to the principal plane.
The material density of obtained bio-composites is given in Figure 11a. As shown in the graph, all three shive-based bio-composites present a relatively similar bulk density. They are, respectively, BC-HS1 (208 kg/m3), BC-HS2 (208 kg/m3) and BC-FS (215 kg/m3).
Obtained bio-composites present compressive strength from 0.22 to 0.82 MPa depending on which plant origin by-product was used (Figure 11b). As shown in Figure 11, there is no relation between bulk density and the compressive strength of studied bio-composites. Although BC-HS1 and BC-HS2 present the same bulk densities (as with HS1 and HS2), compressive strength is different for 0.09 MPa (HS1 is 0.82 MPa and HS2 is 0.73 MPa). As a percentage of the total compressive strength of the samples (HS1 and HS2), this is a noteworthy difference that can be explained by the different properties of these two plant origin by-products used in bio-composite production as aggregates. This difference can be explained by the different compositions of HS1 and HS2, as HS1 has 0.52% of grass straw particles (1–10 mm) in its composition, while HS2 has 8.80% (1–15 mm) (Figure 4, Table 2). The straw particles have a smooth surface and quite a brittle structure, compared to shive particles. These particles cannot provide compressive strength as high as that of shive particles.
In addition, the compressive strength difference of shive-based bio-composites (BC-HS1, BC-HS2 and BC-FS) could be affected by the fibre content in the plant origin by-product (Table 2). The higher fibre content causes lower compressive strength. In the case of BC-FS, compressive strength is lower (0.23 MPa), but fibre content in FS is the highest (5.98%). HS1 presents the lowest fibre content (0.76%) and BC-HS1 the highest compressive strength (0.82 MPa) (Table 2).
Obtained bio-composites present thermal conductivity in the range 0.053–0.062 W/(m∙K) (Table 5) and specific heat capacity in the range 1250–1450 J/kg·K (Table 5). As shown in Table 5, obtained bio-composites have thermal diffusivity in a range of 0.197–0.216 mm2/s.
Table 6 shows the results of the bio-deterioration of studied bio-composites. Following Sedlbauer, bio-composites obtained in this study can be defined as I category substrate for mould growth potential. This means that studied bio-composites are biologically recyclable building materials with a potentially high risk of mould growth on the surface at conditions of RH > 75% and temperatures ranging from 5–40 °C [52]. Table 6 shows how mould growth develops from the first day and that it is much more pronounced than in the case of plant origin by-products (Table 4, Figure 12).
First, mould was detected that resembled net threads. Mould growth became clearly visible to the naked eye on Day 7 in the case of HS2 and on Day 10 in the cases of HS1 and FS, when moulds that resembled net threads had grown in a thicker layer. As mould needs nutrients to grow, this explains the more intense mould growth concentrated at the cut ends of shives. Shives by themselves contain sugars and cellulose, the main nutrients for mould [49]. HS have some free sugars on their surface that promote mould growth, but later mould needs more nutrients, so it concentrates on the cut ends where it is easier to reach nutrients from the shive structure.
4. Discussion
The combination of studied plant origin by-products with potato starch as a binding material results in an increase in thermal conductivity values for obtained bio-composites (Table 5, Figure 9 and Figure 13a,b), compared to loose plant origin by-products due to a smaller proportion of air cavities in specimens. A small increase in specific heat capacity is explained by the addition of starch with a higher cp value above 2000 J/kg∙K [53]. As the changes in λ, cp and density are not equal, calculated thermal diffusivity is decreased by up to 45%.
As shown in Figure 13a, in all cases, to obtain bio-composites it is necessary to increase the material density compared to the compacted bulk density of relevant plant origin by-product. Along with a denser package of fillers and the presence of a binder, bio-composites also have higher thermal conductivity compared to relevant plant origin by-products (Figure 13a).
Another noteworthy observation is that HS1 have higher thermal conductivity than HS2, but, after preparation of the bio-composite samples (so also after closer packing of HS aggregates) the behaviour changes and BC-HS2 has higher thermal conductivity than BC-HS1.
Compared to plant origin by-products, obtained bio-composites (Figure 13c–e) present notably lower bio-deterioration, i.e., the faster growth of fungi on the surface of the sample, which could be explained by the fact that the starch binder is an organic binder with nutrients (carbohydrates) for moulds. As M. D’Orazio mentioned, carbohydrates (sugars, starch or cellulose) in the composition of building materials can promote the growth of moulds, as moulds feed on carbohydrates [54]. As plant origin by-products by themselves contain carbohydrates (sugars and cellulose), it should be valuable from the bio-deterioration point of view to use a binder with low or zero carbohydrate content in its composition to minimise the possibility of moulds growing on the surface of the bio-composite. As mentioned before, mould needs sugars, cellulose, or starch as nutrients. In this study, potato starch-based binder was used for the bio-composite, but, from the point of bio-deterioration, this binder should be modified, or another type of binder should be used.
As shown in Figure 13c–e, the starch binder increased the bio-deterioration of the bio-composite made of FS (BC-FS) the most comparable to the relevant plant by-product (FS). Similar behaviour is presented by BC-HS1, while, in the case of BC-HS2, bio-deterioration is somewhat similar to the bio-deterioration presented by HS2 during the first seven test days.
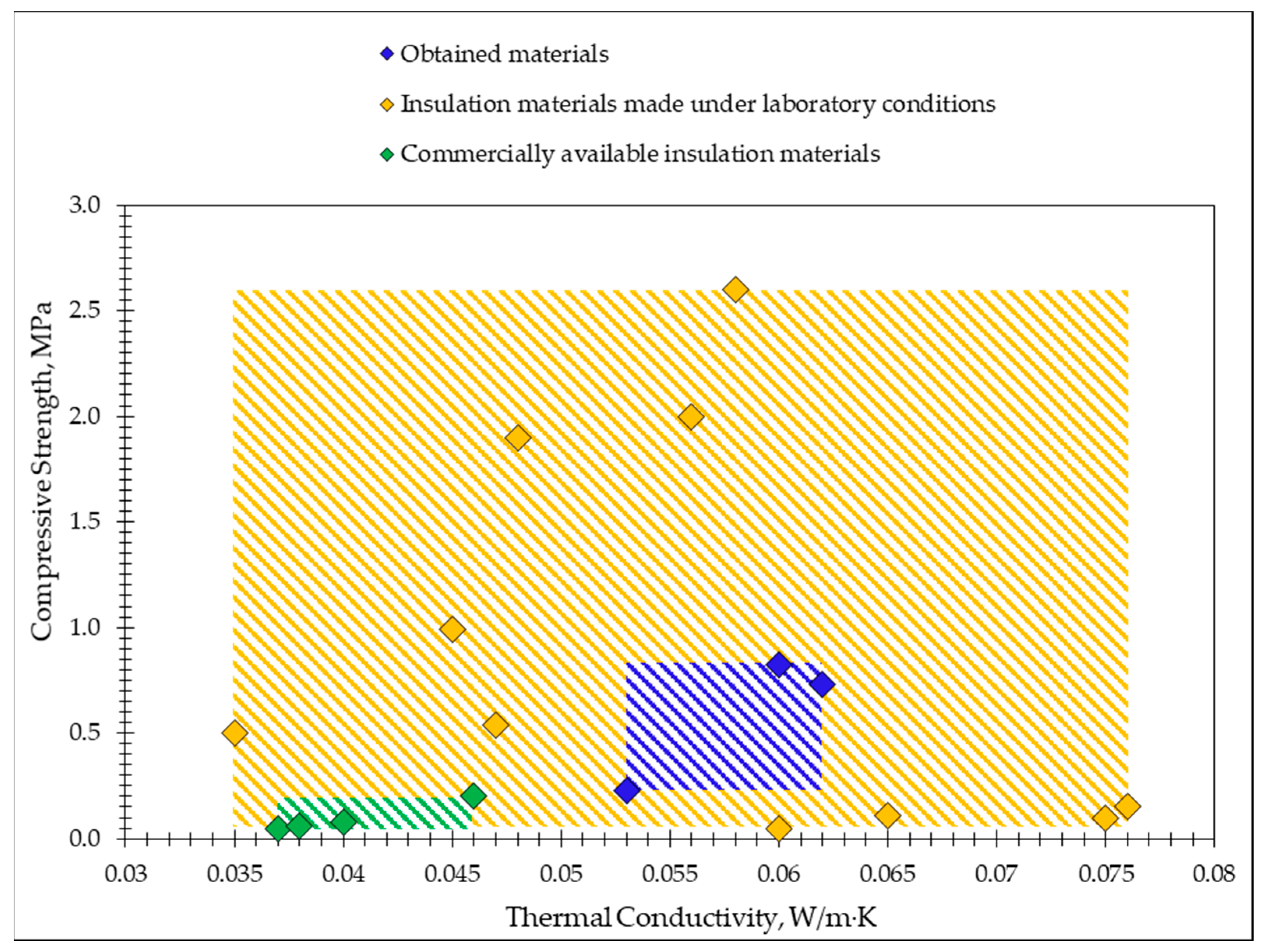
To evaluate the properties of the obtained bio-composites, they are compared with similar commercial fibre-based insulation materials and materials made under laboratory conditions. The limit value is the density in the range of 100 to 300 kg/m3. The properties are shown in Table 7, and the relationship between compressive strength and thermal conductivity is shown graphically in Figure 14.
Compared to insulation materials made under laboratory conditions, their properties are relatively similar. The properties of the obtained bio-composites in all categories fall approximately in the middle of these properties. This indicates that the obtained materials have a high potential for applicability. Compared to commercially available insulation materials, the resulting bio-composites have a higher density and thermal conductivity, as well as strength. As the density of the aggregates themselves is around 100 kg/m3 and the bio-composites are produced by compression, it is not technologically possible to significantly reduce their density. However, these materials have relatively high strength at the obtained density of ~200 kg/m3. This is more than 0.8 MPa, which is more than commercially available insulation materials used as insulation. Thus, such starch binder and agronomic by-product filler materials can be used in the production of boards where more strength is needed. This includes insulating sheets for soft or bulk insulation, windproof sheets and thermal insulation sheets under floors.
The obtained bio-composites are produced using pressure, but the selected pressure is not the maximum. It could be extruded to obtain a higher density. Such a higher density material (density around 400 kg/m3) would also have a higher strength, and the resulting board materials would be analogous to wood wool boards, which are used as an acoustic, suspended ceiling, decorative and structural enclosing sheets. Cement is used as a binder in the production of these sheets. The resulting advantage of bio-composite over wood wool boards would be the direct use of the binder, as previous studies have shown that starch has a significantly lower environmental impact than cement, accounting for only 47% of greenhouse gas emissions from the analogue cement composite [64].
5. Conclusions
In this study, three bio-aggregates were analysed for potential use in the production of bio-composites with potato starch binder. The main characteristics of bio-aggregates and technologically important properties (such as particle size and shape, and compacted bulk density) were identified and analysed. The selected bio-aggregates had relatively different granulometry to evaluate their effect on other properties and on the bio-composites. The different granulometry had a relatively small effect on the bulk (~80 kg/m3) and compacted bulk density (~100 kg/m3) of the aggregates, and the thermal conductivity of all materials is similar (0.042–0.045 W/m∙K), as well as the specific heat capacity (1240–1330 J/g∙K) explained by the similar chemical composition of the material and the corresponding granulometry. The kinetic water absorption is also relatively similar, ranging from 456 to 584%. The bio-deterioration of all aggregates is similar, which is also explained by the relatively similar chemical composition.
The basic properties of the produced bio-composites are also similar: density of about 200 kg/m3, thermal conductivity from 0.053 to 0.062 W/m∙K and specific heat capacity of 1250–1450 J/kg∙K, (which is explained by the similarly obtained packaging). There is a difference in strength; the compressive strength of HS bio-composites is over 0.7 MPa, while FS reach only 0.2 MPa. This can be explained by the different fibre content, which is the highest for FS, or the additional negative effect of the chemicals released from FS or the lower relative strength of the fillers themselves.
Unlike lime normally used with bio-based fillers, the potato starch binder and filler used were both bio-based, thus containing nutrients, so that mould could form on their surface under the appropriate conditions of humidity and temperature. In the experiments performed during the study, a relatively rapid formation of growth was observed. To ensure the protection of materials and wider applicability, a modified binder or additional substances that increase biological stability should be used.
The obtained bio-composites had a higher density and thermal conductivity than the commercially used fibre-based thermal insulation materials. However, the obtained materials also have a higher compressive strength. Due to the production process and raw materials, the density of the obtained bio-composites cannot be significantly reduced. However, at the obtained density of ~200 kg /m3, the strength is relatively high. It is more than 0.8 MPa, which is more than commercially available insulation materials. Thus, such starch binder and agricultural by-product filler materials could be used in the production of boards where strength is required, such as envelope and wind barrier boards or thermal insulation boards under floors. As it would be possible to increase the density in the production process by compressing the material more, thus obtaining an even higher strength, it would be possible to obtain a material analogous to a wood wool board with a cement binder. In addition, the advantage of the resulting bio-composite over wood wool boards would be the binder used, as starch has a significantly lower environmental impact than cement.
The following recommendations regarding the production of bio-composites with starch binder and plant origin by-product fillers can be drawn from the study:
- The thermal properties of bio-composites depend on the thermal properties of the filler used. When composites are produced by the compression method and the starch binder, their thermal conductivity will be 20 to 40% higher than that of the filler, but the effect on the specific heat capacity will be relatively small.
- The bio-deterioration of bio-composites depends on both the resistance to fungal growth of the filler and the binder used. If it is not possible to choose a filler with a higher resistance, then a modified starch binder or biocides that can reduce bio-deterioration should be used.
- Hemp shives provide higher compressive strength than flax shives. granulometry of hemp shives, if most are between 1 and 20 mm, does not affect the strength of the bio-composites.
- To select plant origin fillers, it is necessary to start by determining the thermal properties and assessing their compliance with the required bio-composite properties. As it is possible to increase the pressing force in the production process and thus increase the density, strength and thermal conductivity, it is not possible to reduce the thermal conductivity below that of the aggregates.
- It is necessary to perform a Life Cycle Analysis bearing in mind such factors as a considerable amount of water for potato starch binder preparation and cure at a certain temperature to prepare bio-composite.
Author Contributions
Conceptualization, L.V., M.S. and D.B.; methodology, L.V., I.P. and D.B.; validation, M.S.; formal analysis, L.V., S.G. and I.P.; investigation, L.V. and I.P.; resources, D.B.; data curation, L.V.; writing—original draft preparation, L.V.; writing—review and editing, L.V., I.P., S.G., M.S. and D.B.; visualization, L.V.; supervision, D.B.; project administration, D.B.; funding acquisition, D.B. All authors have read and agreed to the published version of the manuscript.
Funding
This research was funded by the European Regional Development Fund project “A new concept for low-energy eco-friendly house”, grant number 1.1.1.1/19/A/017.
Data Availability Statement
Not applicable.
Acknowledgments
This publication was created with the support of the European Regional Development Fund project “A new concept for low-energy eco-friendly house”, Grant Agreement No. 1.1.1.1/19/A/017. The authors would like to thank the Baltic Biomaterials Centre of Excellence and Rudolfs Cimdins Riga Biomaterials Innovations and Development Centre, RTU, especially Janis Locs for the possibility of using the X-ray μCT equipment and Marika Mosina for technical assistance with the X-ray μCT equipment.
Conflicts of Interest
The authors declare no conflict of interest.
References
- European Council. Conclusions on 2030 Climate and Energy Policy Framework; EUCO 169/14; European Council: Brussels, Belgium, 2014. [Google Scholar]
- European Commission. Proposal for a Regulation of the European Parliament and of the Council Establishing the Framework for Achieving Climate Neutrality and Amending Regulation (EU) 2018/1999 (European Climate Law); 4.3.2020 COM(2020); European Commission: Brussels, Belgium, 2020. [Google Scholar]
- European Commission. Communication from the Commission to the European Parliament, the Council, the European Economic and Social Committee and the Committee of the Regions; A New Circular Economy Action Plan for a Cleaner and More Competitive Europe; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- Ashour, T.; Georg, H.; Wu, W. Performance of straw bale wall: A case of study. Energy Build. 2011, 43, 1960–1967. [Google Scholar] [CrossRef]
- González, A.D. Energy and carbon embodied in straw and clay wall blocks produced locally in the Andean Patagonia. Energy Build. 2014, 70, 15–22. [Google Scholar] [CrossRef]
- Rahim, M.; Douzane, O.; Tran Le, A.D.; Promis, G.; Laidoudi, B.; Crigny, A.; Dupre, B.; Langlet, T. Characterization of flax lime and hemp lime concretes: Hygric properties and moisture buffer capacity. Energy Build. 2015, 88, 91–99. [Google Scholar] [CrossRef]
- Silva, S.P.; Sabino, M.A.; Fernandes, E.M.; Correlo, V.M.; Boesel, L.F.; Reis, R.L. Cork: Properties, capabilities and applications. Int. Mater. Rev. 2005, 50, 345–365. [Google Scholar] [CrossRef] [Green Version]
- Rahim, M.; Douzane, O.; Tran Le, A.D.; Promis, G.; Langlet, T. Characterization and comparison of hygric properties of rape straw concrete and hemp concrete. Constr. Build. Mater. 2016, 102, 679–687. [Google Scholar] [CrossRef]
- Binici, H.; Aksogan, O.; Demirhan, C. Mechanical, thermal and acoustical characterizations of an insulation composite made of bio-based materials. Sustain. Cities Soc. 2016, 20, 17–26. [Google Scholar] [CrossRef]
- Korjenic, A.; Zach, J.; Hroudová, J. The use of insulating materials based on natural fibers in combination with plant facades in building constructions. Energy 2016, 116, 45–58. [Google Scholar] [CrossRef]
- Agoudjil, B.; Benchabane, A.; Boudenne, A.; Ibos, L.; Fois, M. Renewable materials to reduce building heat loss: Characterization of date palm wood. Energy Build. 2011, 43, 491–497. [Google Scholar] [CrossRef]
- Obuka, V.; Sinka, M.; Nikolajeva, V.; Kostjukova, S.; Ozola-Davidane, R.; Klavins, M. Microbiological Stability of Bio-Based Building Materials. J. Ecol. Eng. 2021, 22, 296–313. [Google Scholar] [CrossRef]
- Hussain, A.; Calabria-Holley, J.; Lawrence, M.; Ansell, M.P.; Jiang, Y.; Schorr, D.; Blanchet, P. Development of novel building composites based on hemp and multi-functional silica matrix. Compos. Part B Eng. 2019, 156, 266–273. [Google Scholar] [CrossRef]
- Sinka, M.; Korjakins, A.; Bajare, D.; Sahmenko, G. Life cycle assessment of bio-based construction panels with magnesium binder. In Proceedings of the SynerCrete’18 International Conference on Interdisciplinary Approaches for Cement-Based Materials and Structural Concrete, Funchal, Portugal, 24–26 October 2018. [Google Scholar]
- Zou, S.; Li, H.; Wang, S.; Jiang, R.; Zou, J.; Zhang, X.; Liu, L.; Zhang, G. Experimental research on an innovative sawdust biomass-based insulation material for buildings. J. Clean. Prod. 2020, 260, 121029. [Google Scholar] [CrossRef]
- Haque, M.E.; Khan, M.W.; Kabir Chowdhury, M.N. Synthesis, characterization, biocompatibility, thermal and mechanical performances of sawdust reinforced composite. Polym. Test. 2020, 91, 106764. [Google Scholar] [CrossRef]
- Ashori, A. Effects of nanoparticles on the mechanical properties of rice straw/polypropylene composites. J. Compos. Mater. 2012, 47, 149–154. [Google Scholar] [CrossRef]
- Madurwar, M.V.; Ralegaonkar, R.V.; Mandavgane, S.A. Application of agro-waste for sustainable construction materials: A review. Constr. Build. Mater. 2013, 38, 872–878. [Google Scholar] [CrossRef]
- Díaz, M.J.; Cara, C.; Ruiz, E.; Pérez-Bonilla, M.; Castro, E. Hydrothermal pre-treatment and enzymatic hydrolysis of sunflower stalks. Fuel 2011, 90, 3225–3229. [Google Scholar] [CrossRef]
- Mati-Baouche, N.; De Baynast, H.; Lebert, A.; Sun, S.; Lopez-Mingo, C.J.S.; Leclaire, P.; Michaud, P. Mechanical, thermal and acoustical characterizations of an insulating bio-based composite made from sunflower stalks particles and chitosan. Ind. Crops Prod. 2014, 58, 244–250. [Google Scholar] [CrossRef] [Green Version]
- Rojas, C.; Cea, M.; Iriarte, A.; Valdés, G.; Navia, R.; Cárdenas-R, J.P. Thermal insulation materials based on agricultural residual wheat straw and corn husk biomass, for application in sustainable buildings. Sustain. Mater. Technol. 2019, 20, e00102. [Google Scholar] [CrossRef]
- Gnip, I.; Vejelis, S.; Vaitkus, S. Thermal conductivity of expanded polystyrene (EPS) at 10 °C and its conversion to temperatures within interval from 0 to 50 °C. Energy Build. 2012, 52, 107–111. [Google Scholar] [CrossRef]
- Sandrine, U.B.; Isabelle, V.; Hoang, M.T.; Maalouf, C. Influence of chemical modification on hemp–starch concrete. Constr. Build. Mater. 2015, 81, 208–215. [Google Scholar] [CrossRef]
- Korjenic, A.; Petránek, V.; Zach, J.; Hroudová, J. Development and performance evaluation of natural thermal-insulation materials composed of renewable resources. Energy Build. 2011, 43, 2518–2523. [Google Scholar] [CrossRef]
- Liuzzi, S.; Sanarica, S.; Stefanizzi, P. Use of agro-wastes in building materials in the Mediterranean area: A review. Energy Procedia 2017, 126, 242–249. [Google Scholar] [CrossRef]
- Bhat, K.M.; Rajagopalan, J.; Mallikarjunaiah, R.; Rao, N.N.; Sharma, A. Eco-Friendly and Biodegradable Green Composites. In Biocomposites, 2nd ed.; Kumar, B., Ed.; IntechOpen: London, UK, 2021. [Google Scholar] [CrossRef]
- Mitra, B.C. Environment friendly composite materials: Biocomposites and green composites. Def. Sci. J. 2014, 64, 244–261. [Google Scholar] [CrossRef]
- Bedlivá, H.; Isaacs, N. Hempcrete—An Environmentally Friendly Material? Adv. Mat. Res. 2014, 1041, 83–86. [Google Scholar] [CrossRef]
- Hornby, R. A Review of Alternative Building Materials in Comparison to CMU: Hempcrete, Woodcrete, Papercrete; The University of Arizona: Tucson, AZ, USA, 2017; Available online: https://repository.arizona.edu/handle/10150/628568 (accessed on 26 May 2022).
- Walker, R.; Pavia, S.; Mitchell, R. Mechanical properties and durability of hemp-lime concretes. Constr. Build. Mater. 2014, 61, 340–348. [Google Scholar] [CrossRef]
- De Fazio, D.; Cuomo, S.; Boccarusso, L.; Pinto, F.; Durante, M.; Meo, M. Design and characterization of hybrid hemp/carbon laminates with improved impact resistance. In Proceedings of the 12th International Conference on Composite Science and Technology, ICCST 2019, Sorrento, Italy, 8–10 May 2019. [Google Scholar] [CrossRef]
- Arrigoni, A.; Pelosato, R.; Meli, P.; Ruggieri, G.; Sabbadini, S.; Dotelli, G. Life cycle assessment of natural building materials: The role of carbonation, mixture components and transport in the environmental impacts of hempcrete blocks. J. Clean. Prod. 2017, 149, 1051–1061. [Google Scholar] [CrossRef]
- Tang, K. Agronomy and Photosynthesis Physiology of Hemp (Cannabis sativa L.). Ph.D. Thesis, Wageningen University, Wageningen, The Netherlands, 2018. [Google Scholar] [CrossRef]
- Jami, T.; Karade, S.R.; Singh, L.P. A review of the properties of hemp concrete for green building applications. J. Clean. Prod. 2019, 239, 117852. [Google Scholar] [CrossRef]
- Bourdot, A.; Moussa, T.; Gacoin, A.; Maalouf, C.; Vazquez, P.; Thomachot-Schneider, C.; Bliard, C.; Merabtine, A.; Lachi, M.; Douzane, O.; et al. Characterization of a hemp-based agro-material: Influence of starch ratio and hemp shive size on physical, mechanical, and hygrothermal properties. Energy Build. 2017, 153, 501–512. [Google Scholar] [CrossRef]
- Moussa, T.; Maalouf, C.; Lachi, M.; Umurigirwa, S.; Mai, T.H.; Henry, J.F. Development and performance evaluation of a hemp–starch composite. J. Build. Phys. 2016, 40, 278–295. [Google Scholar] [CrossRef]
- Maalouf, C.; Umurigirwa, B.; Viens, N.; Lachi, M.; Mai, T. Study of the Hygric Behaviour and Moisture Buffering Performance of a Hemp–Starch Composite Panel for Buildings. Bioresources 2014, 10, 336–347. [Google Scholar] [CrossRef]
- Pundiene, I.; Vitola, L.; Pranckeviciene, J.; Bajare, D. Hemp Shive-Based Bio-Composites Bounded by Potato Starch Binder: The Roles of Aggregate Particle Size and Aspect Ratio. J. Ecol. Eng. 2022, 23, 220–234. [Google Scholar] [CrossRef]
- Schiavoni, S.; D’Alessandro, F.; Bianchi, F.; Asdrubali, F. Insulation materials for the building sector: A review and comparative analysis. Renew. Sustain. Energy Rev. 2016, 62, 988–1011. [Google Scholar] [CrossRef]
- Benfratello, S.; Capitano, C.; Peri, G.; Rizzo, G.; Scaccianoce, G.; Sorrentino, G. Thermal and structural properties of a hemp–lime biocomposite. Constr. Build. Mater. 2013, 48, 745–754. [Google Scholar] [CrossRef]
- DIN EN 1602—European Standards. Available online: https://www.en-standard.eu/din-en-1602-thermal-insulating-products-for-building-applications-determination-of-the-apparent-density/?gclid=Cj0KCQiA5aWOBhDMARIsAIXLlkc2Qc1sUX7jjO7uIKzgRIDC9IO9Z4ZxEXKHFitcvhBJsyzXUUCxuVgaAvEkEALw_wcB (accessed on 27 December 2021).
- DIN EN 826—European Standards. Available online: https://www.en-standard.eu/din-en-826-thermal-insulating-products-for-building-applications-determination-of-compression-behaviour/?gclid=Cj0KCQiA5aWOBhDMARIsAIXLlkf5Zd-Qde2rIKIHO-tEedpi0ZqlwbTj_7PI-NwofWZ3rC7weRiXl8YaAv7sEALw_wcB (accessed on 27 December 2021).
- Gembarovic, J.; Taylor, R.E. A method for thermal diffusivity determination of thermal insulators. Int. J. Thermophys. 2007, 28, 2164–2175. [Google Scholar] [CrossRef]
- Klamer, M.; Morsing, E.; Husemoen, T. Fungal growth on different insulation materials exposed to different moisture regimes. Int. Biodeterior. Biodegrad. 2004, 54, 277–282. [Google Scholar] [CrossRef]
- Obuka, V.; Sinka, M.; Nikolajeva, V.; Kostjukova, S.; Lazdina, L.; Klavins, M. Sapropel and Lime as Binders for Development of Composite Materials. In Proceedings of the 25th European Biomass Conference, Stockholm, Sweden, 12–15 June 2017. [Google Scholar] [CrossRef]
- Zhao, R.; Guo, H.; Yi, X.; Gao, W.; Zhang, H.; Bai, Y.; Wang, T. Research on Thermal Insulation Properties of Plant Fiber Composite Building Material: A Review. Int. J. Thermophys. 2020, 41, 1–18. [Google Scholar] [CrossRef]
- Jiang, Y.; Hussain, A.; Heidari, D.M.; Lawrence, M.; Ansell, M. Physico-chemical Characterization and Development of Hemp Aggregates for Highly Insulating Construction Building Materials. In Sustainable Agriculture Reviews 42; Crini, G., Lichtfouse, E., Eds.; Springer: Cham, Switzerland, 2020; Volume 42, pp. 147–170. [Google Scholar] [CrossRef]
- Asdrubali, F.; D’Alessandro, F.; Schiavoni, S. A review of unconventional sustainable building insulation materials. Sustain. Mater. Technol. 2015, 4, 1–17. [Google Scholar] [CrossRef]
- Vacher, S.; Hernandez, C.; Bärtschi, C.; Poussereau, N. Impact of paint and wall-paper on mould growth on plasterboards and aluminum. Build. Environ. 2010, 45, 916–921. [Google Scholar] [CrossRef]
- Diquélou, Y.; Gourlay, E.; Arnaud, L.; Kurek, B. Impact of hemp shiv on cement setting and hardening: Influence of the extracted components from the aggregates and study of the interfaces with the inorganic matrix. Cem. Concr. Compos. 2015, 55, 112–121. [Google Scholar] [CrossRef]
- Balčiunas, G.; Pundiene, I.; Lekunaite-Lukošiune, L.; Vejelis, S.; Korjakins, A. Impact of hemp shives aggregate mineralization on physical–mechanical properties and structure of composite with cementitious binding material. Ind. Crops Prod. 2015, 77, 724–734. [Google Scholar] [CrossRef]
- Sedlbauer, K. Prediction of Mould Fungus Formation on the Surface of and Inside Building Components. Ph.D. Thesis, Stuttgart University, Stuttgart, Germany, 2001. [Google Scholar]
- Hwang, C.H.; Heldman, D.R.; Chao, R.R.; Taylor, T.A. Changes in specific heat of corn starch due to gelatinization. J. Food Sci. 1999, 64, 141–144. [Google Scholar] [CrossRef]
- D’Orazio, M.; Palladini, M.; Aquilanti, L.; Clementi, F. Experimental evaluation of the growth rate of mould on finishes for indoor housing environments: Effects of the 2002/91/EC directive. Build. Environ. 2009, 44, 1668–1674. [Google Scholar] [CrossRef]
- Walker, R.; Pavía, S. Moisture transfer and thermal properties of hemp–lime concretes. Constr. Build. Mater. 2014, 64, 270–276. [Google Scholar] [CrossRef]
- Lawrence, M.; Fodde, E.; Paine, K.; Walker, P. Hygrothermal performance of an experimental hemp-lime building. Key Eng. Mater. 2012, 517, 413–421. [Google Scholar] [CrossRef] [Green Version]
- Elfordy, S.; Lucas, F.; Tancret, F.; Scudeller, Y.; Goudet, L. Mechanical and thermal properties of lime and hemp concrete (‘hempcrete’) manufactured by a projection process. Constr. Build. Mater. 2008, 22, 2116–2123. [Google Scholar] [CrossRef]
- Sinka, M.; Sahmenko, G.; Korjakins, A.; Upeniece, L. Artificial hydraulic lime binder and its impact on properties of hemp-lime compositions. In Proceedings of the International Conference on Innovative Materials, Structures and Technologies, Riga, Latvia, 8 November 2013. [Google Scholar] [CrossRef] [Green Version]
- Abbas, M.S.; McGregor, F.; Fabbri, A.; Ferroukhi, M.Y. The use of pith in the formulation of lightweight bio-based composites: Impact on mechanical and hygrothermal properties. Constr. Build. Mater. 2020, 259, 120573. [Google Scholar] [CrossRef]
- Anjos, O.; Rodrigues, C.; Morais, J.; Pereira, H. Effect of density on the compression behaviour of cork. Mater. Des. 2014, 53, 1089–1096. [Google Scholar] [CrossRef]
- Jones, D.; Brischke, C. Performance of Bio-Based Building Materials, 1st ed.; Woodhead Publishing: Cambridge, UK, 2017; pp. 1–633. [Google Scholar] [CrossRef]
- Products: STEICO. Available online: https://www.steico.com/en/products/insulation/insulation-systems-for-roofs/above-rafter-insulation/steicotherm-dry (accessed on 28 December 2021).
- HardRock. Available online: https://www.rockwool.com/en-cn/products-and-applications/product-overview/roofs/flat-roof/hardrock/?selectedCat=document%20downloads#Productproperties&Specifications (accessed on 28 December 2021).
- Bumanis, G.; Vitola, L.; Pundienė, I.; Sinka, M.; Bajare, D. Gypsum, geopolymers, and starch-alternative binders for bio-based building materials: A review and life-cycle assessment. Sustainability 2020, 12, 5666. [Google Scholar] [CrossRef]
Figure 1.
Studied plant origin by-products: two types of hemp shives (HS1 and HS2) and flax shives (FS).
Figure 1.
Studied plant origin by-products: two types of hemp shives (HS1 and HS2) and flax shives (FS).

Figure 2.
Loosely filled bulk samples above on the left and plate-shaped bio-composite sample on the upper-right, ready for measurements in a Netzsch HFM 446 Lambda Small device. The lower graph presents measured λ values at different mean temperatures.
Figure 2.
Loosely filled bulk samples above on the left and plate-shaped bio-composite sample on the upper-right, ready for measurements in a Netzsch HFM 446 Lambda Small device. The lower graph presents measured λ values at different mean temperatures.

Figure 3.
Heat flow and temperature data during the running of the step heat method.

Figure 4.
Visual and microstructure assessment of studied plant origin by-products.

Figure 5.
Three-dimensional models of studied plant origin by-products obtained by X-ray µCT.

Figure 6.
Cumulative particle size distribution of studied plant origin by-products.

Figure 7.
Properties of studied plant origin by-products: (a) the bulk density, (b) the kinetic water absorption.
Figure 7.
Properties of studied plant origin by-products: (a) the bulk density, (b) the kinetic water absorption.

Figure 8.
Different types of moulds were detected on the surface of studied plant origin by-products during the bio-deterioration test.
Figure 8.
Different types of moulds were detected on the surface of studied plant origin by-products during the bio-deterioration test.

Figure 9.
Obtained bio-based building material samples with different types of plant origin by-products.
Figure 9.
Obtained bio-based building material samples with different types of plant origin by-products.

Figure 10.
The macrostructure of obtained bio-composites.

Figure 11.
Properties of studied bio-composites; (a) the material density, (b) the compressive strength at 10% deformation.
Figure 11.
Properties of studied bio-composites; (a) the material density, (b) the compressive strength at 10% deformation.

Figure 12.
Different types of moulds were detected on the surface of obtained bio-composites during the bio-deterioration test.
Figure 12.
Different types of moulds were detected on the surface of obtained bio-composites during the bio-deterioration test.

Figure 13.
Comparison of properties presented by plant origin by-products and bio-composites; (a) thermal conductivity depending on the density, (b) specific heat capacity depending on the density, (c) bio-deterioration of HS1 and BC-HS1, (d) bio-deterioration of HS2 and BC-HS2, (e) bio-deterioration of FS and BC-FS.
Figure 13.
Comparison of properties presented by plant origin by-products and bio-composites; (a) thermal conductivity depending on the density, (b) specific heat capacity depending on the density, (c) bio-deterioration of HS1 and BC-HS1, (d) bio-deterioration of HS2 and BC-HS2, (e) bio-deterioration of FS and BC-FS.

Figure 14.
Obtained bio-composites compared to other experimental and commercial plate-shaped materials with material density from 100 to 300 kg/m3 from the point of thermal conductivity and compressive strength.
Figure 14.
Obtained bio-composites compared to other experimental and commercial plate-shaped materials with material density from 100 to 300 kg/m3 from the point of thermal conductivity and compressive strength.


{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
Table 1.
Composition design of studied bio-composites.
| Composition | Components, Mass Part | ||||
|---|---|---|---|---|---|
| Binder | Bio-Aggregate | ||||
| Starch | Water | HS1 | HS2 | FS | |
| BC-HS1 | 2.5 | 7.5 | 8.5 | ||
| BC-HS2 | 2.5 | 7.5 | 8.5 | ||
| BC-FS | 2.5 | 7.5 | 8.5 | ||
Table 2.
Particle size distribution of plant origin aggregates, percentage of the mass.
| Shive Particle Size Distribution, % of Mass | |||||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Fibres | Skins, Leaves, Seeds | <1 mm | 1–5 mm | 5–10 mm | 10–15 mm | 15–20 mm | 20–25 mm | 25–30 mm | 30–35 mm | 35–40 mm | |
| HS1 | 0.76 | 1.70 | 0.33 | a 16.35 | a 42.48 | a 26.67 | a 7.59 | a 3.60 | - | - | - |
| b 0.32 | b 0.20 | - | - | - | |||||||
| HS2 | 2.49 | 2.39 | 2.00 | a 13.57 | a 21.95 | a 15.47 | a 12.77 | a 4.58 | a 5.64 | a 4.19 | a 6.15 |
| b 2.57 | b 4.93 | b 1.30 | - | - | - | - | - | ||||
| FS | 5.98 | 4.00 | 6.00 | a 2.18 | a 6.19 | a 14.13 | a 13.37 | a 10.36 | a 12.68 | a 25.12 | - |
a—shive particles; b—straw particles.
Table 3.
Thermal properties of plan origin by-products.
| Plant Origin By-Products | Thermal Conductivity, W/m∙K | Specific Heat Capacity, J/g∙K | Thermal Diffusivity, mm2/s |
|---|---|---|---|
| HS1 | 0.045 | 1240 | 0.330 |
| HS2 | 0.043 | 1270 | 0.308 |
| FS | 0.042 | 1330 | 0.351 |
Table 4.
Mould growth on studied plant origin by-products during the 21-day period.
| Plant Origin By-Products | Time (Days)/Evaluation Grade (0–4) | MC (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 7 | 10 | 14 | 21 | ||
| HS1 | 0.0 | 0.5 | 1.0. | 2.5 | 3.0 | 3.5 | 4.0 | 80 |
| HS2 | 0.5 | 1.0 | 2.0 | 3.0 | 3.3 | 3.8 | 4.0 | 90 |
| FS | 0.0 | 0.5 | 1.0 | 2.0 | 3.0 | 3.7 | 4.0 | 85 |
Table 5.
Thermal properties of obtained bio-based building material depending on different plant origin by-products.
Table 5.
Thermal properties of obtained bio-based building material depending on different plant origin by-products.
| Composition | Thermal Conductivity, W/m∙K | Specific Heat Capacity, J/kg∙K | Thermal Diffusivity, mm2/s |
|---|---|---|---|
| BC-HS1 | 0.060 | 1450 | 0.199 |
| BC-HS2 | 0.062 | 1380 | 0.216 |
| BC-FS | 0.053 | 1250 | 0.197 |
Table 6.
Mould growth on obtained bio-composites during the 21-day period.
| Sample | Time (Days)/Evaluation Grade (1–4) | MC (%) | ||||||
|---|---|---|---|---|---|---|---|---|
| 1 | 2 | 3 | 7 | 10 | 14 | 21 | ||
| BC-HS1 | 1.0 | 2.0 | 2.5 | 3.0 | 3.8 | 4.0 | 4.0 | 90 |
| BC-HS2 | 1.0 | 2.0 | 2.5 | 3.0 | 4.0 | 4.0 | 4.0 | 100 |
| BC-FS | 1.0 | 2.0 | 3.0 | 3.5 | 4.0 | 4.0 | 4.0 | 100 |
Table 7.
The comparison of the obtained bio-composites with other plate-shaped thermal insulation materials with material density in the range of 100 to 300 kg/m3.
Table 7.
The comparison of the obtained bio-composites with other plate-shaped thermal insulation materials with material density in the range of 100 to 300 kg/m3.
| Material | Binder | Material Density, kg/m3 | Thermal Conductivity, W/m∙°K | Specific Heat Capacity, J/kg∙°K | Thermal Diffusivity, mm2/s | Compressive Strength, MPa | Ref. | |
|---|---|---|---|---|---|---|---|---|
| Obtained materials | BC-HS1 | Starch | 208 | 0.06 | 1450 | 0.199 | 0.823 | - |
| BC-HS2 | Starch | 208 | 0.062 | 1380 | 0.216 | 0.732 | - | |
| BC-FS | Starch | 215 | 0.053 | 1250 | 0.197 | 0.225 | - | |
| Insulation materials made under laboratory conditions | Chitosan/sunflower stalks particles bio-composites | Chitosan | 150–200 | 0.056–0.058 | - | - | 2.0–2.6 | [20] |
| Hempcrete | Lime | 212–300 | 0.060–0.076 | 1350 | 0.201–0.222 | 0.05–0.4 | [40,55,56,57,58] | |
| Maize pith and cement-lime bio-composites | Cement, lime | 160 | 0.075 | - | - | 0.10 | [59] | |
| Cork bio-composite | - | 110–250 | 0.035–0.045 | 1900–2000 | 0.095–0.159 | 0.50–0.99 | [60,61] | |
| Peat bio-composite | - | 230–240 | 0.047–0.048 | 1880–1900 | 0.108–0.105 | 0.54–1.90 | [61] | |
| Sunflower pith and cement-lime bio-composites | Cement, lime | 150 | 0.065 | - | - | 0.11 | [59] | |
| Commercially available insulation materials | Wood wool (STEICO) | Bitumen, paraffin | 110–210 | 0.037–0.045 | 2100 | 0.102–0.160 | 0.05–0.20 | [62] |
| Stone wool (HardRock) | Phenol-urea-formaldehyde | 100–180 | 0.038–0.040 | 1030 | 0.216–0.369 | 0.06–0.08 | [63] | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
MDPI and ACS Style
Vitola, L.; Gendelis, S.; Sinka, M.; Pundiene, I.; Bajare, D. Assessment of Plant Origin By-Products as Lightweight Aggregates for Bio-Composite Bounded by Starch Binder. Energies 2022, 15, 5330. https://doi.org/10.3390/en15155330
AMA Style
Vitola L, Gendelis S, Sinka M, Pundiene I, Bajare D. Assessment of Plant Origin By-Products as Lightweight Aggregates for Bio-Composite Bounded by Starch Binder. Energies. 2022; 15(15):5330. https://doi.org/10.3390/en15155330
Chicago/Turabian StyleVitola, Laura, Stanislavs Gendelis, Maris Sinka, Ina Pundiene, and Diana Bajare. 2022. "Assessment of Plant Origin By-Products as Lightweight Aggregates for Bio-Composite Bounded by Starch Binder" Energies 15, no. 15: 5330. https://doi.org/10.3390/en15155330
Note that from the first issue of 2016, this journal uses article numbers instead of page numbers. See further details here.