
Environmental and Economic Assessment of a Novel Solvolysis-Based Biorefinery Producing Lignin-Derived Marine Biofuel and Cellulosic Ethanol

 ,
, 
Abstract
:
1. Introduction
2. Materials and Methods
2.1. Feedstock Supply Model
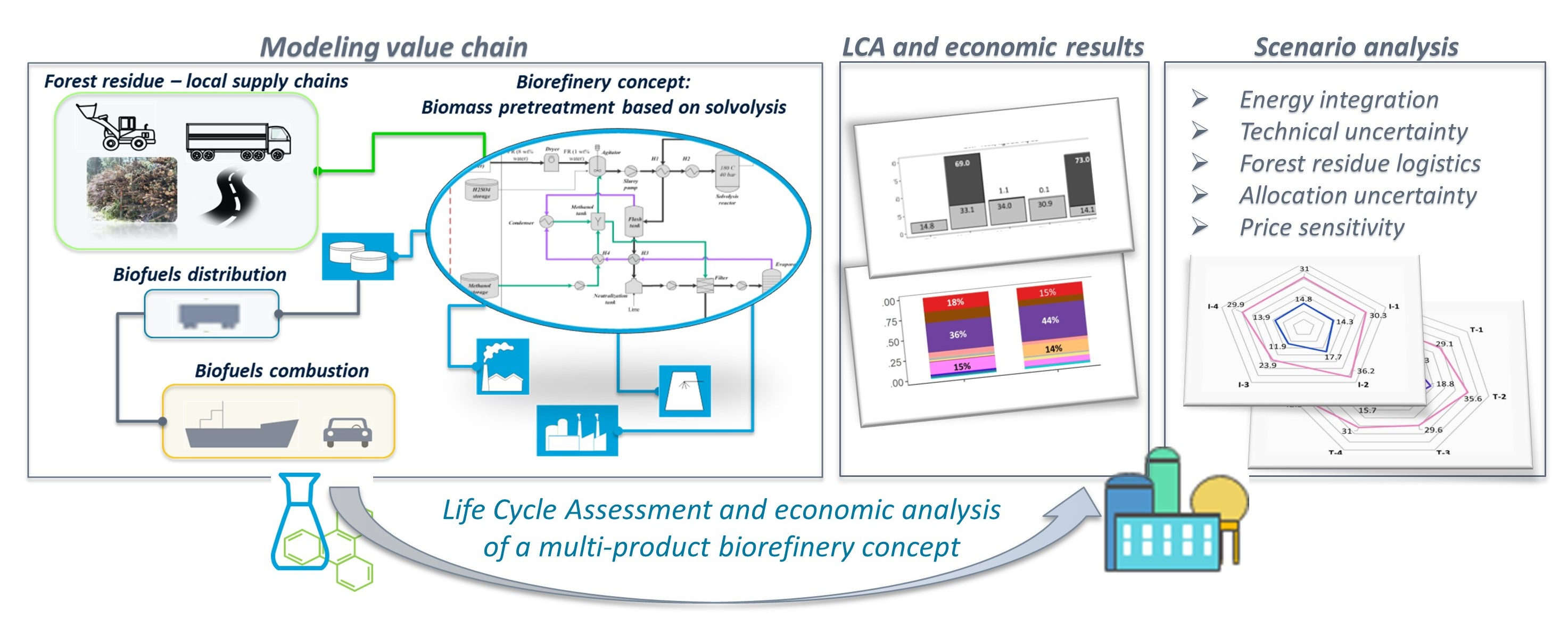
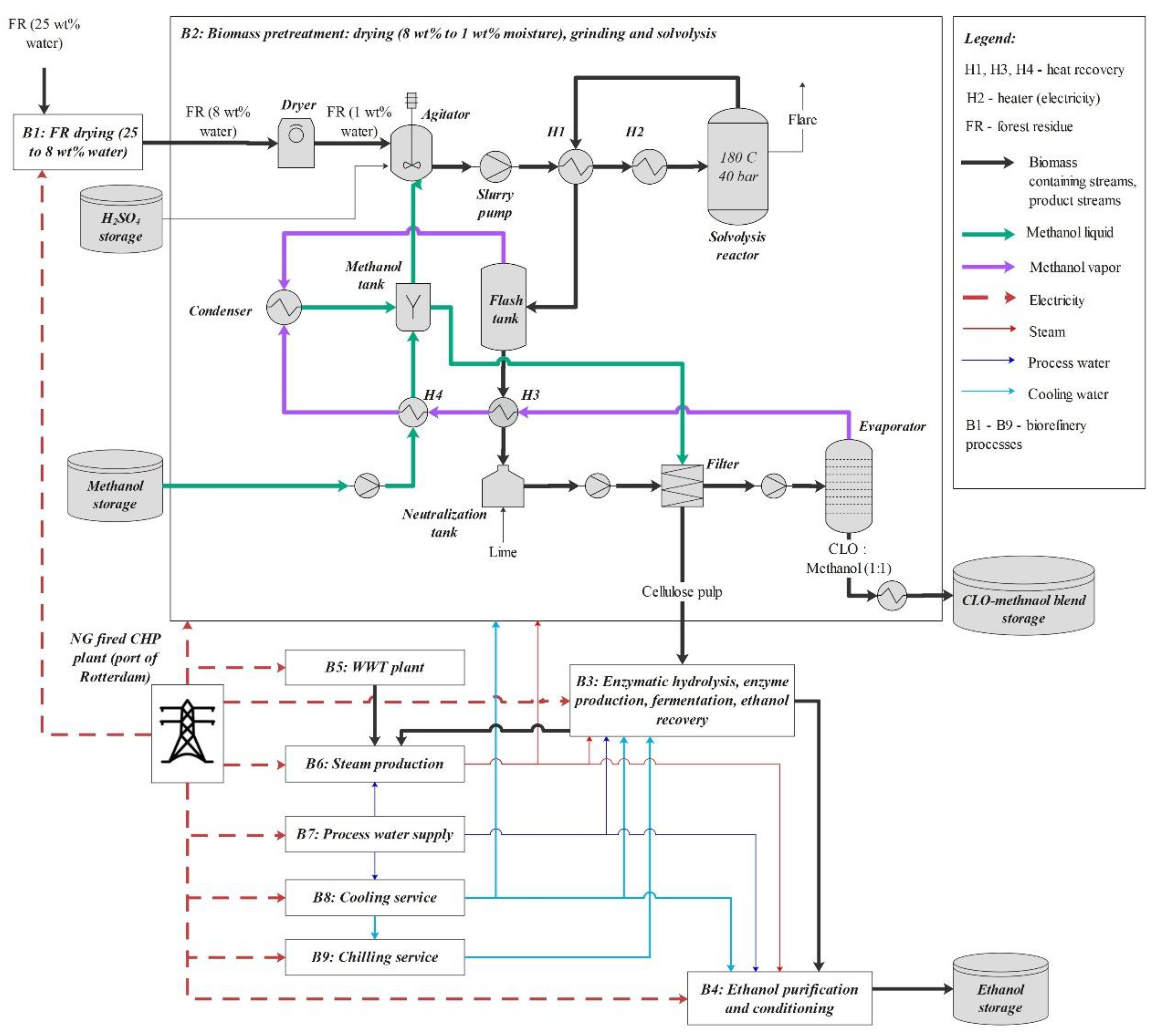
2.2. Biorefinery Model
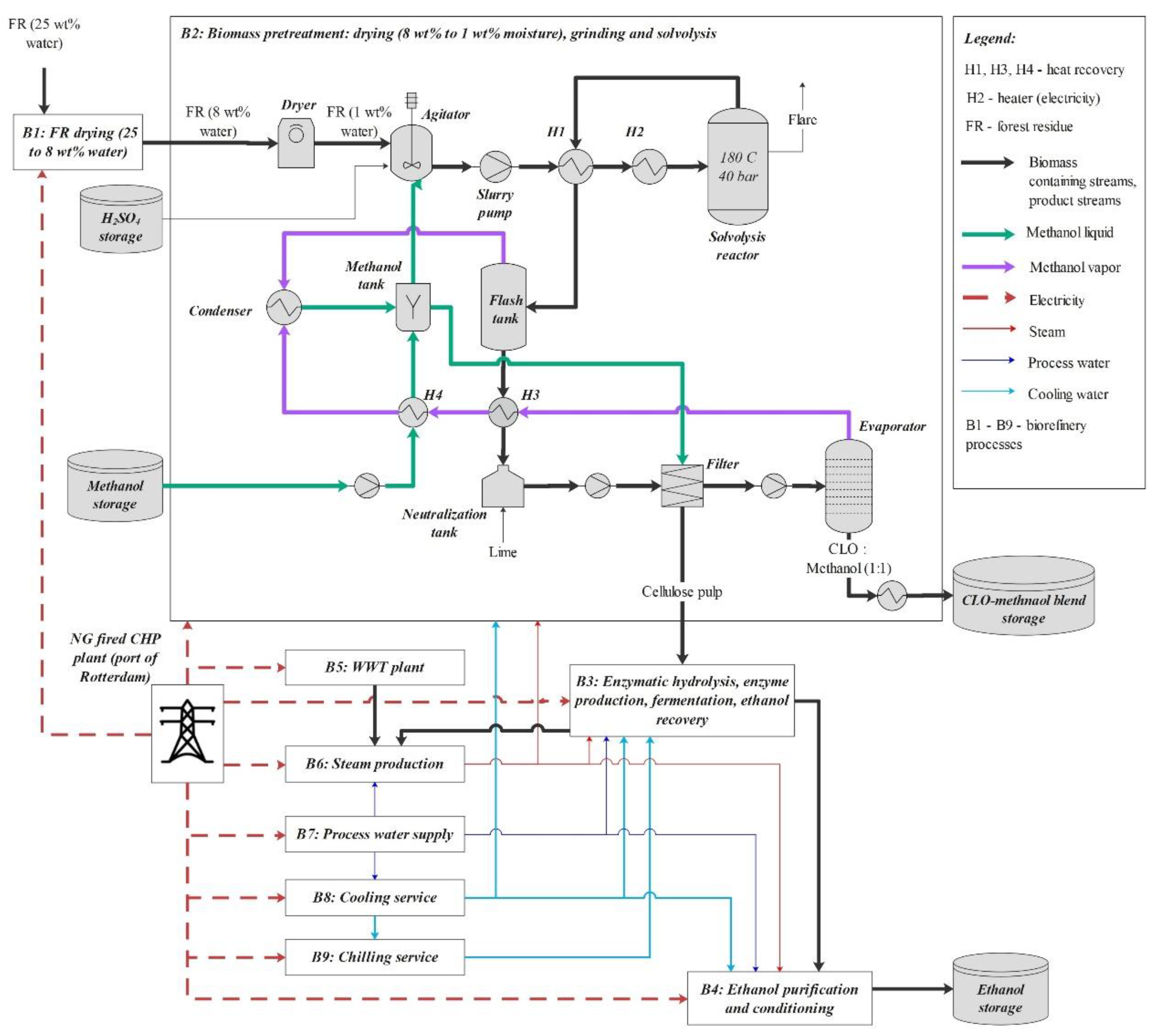
2.3. Life Cycle Assessment and Economic Models
2.4. Scenarios
2.4.1. Biorefinery Integration into the Energy Network
Heat Network Integration
Electricity Network Integration and Future Power Mix
Methanol Origin
2.4.2. Technical Parameters Uncertainty
2.4.3. Forest Residue Supply Chain Uncertainty
2.4.4. Methodological Uncertainty-Allocation Procedure
2.5. Distribution of Biofuels and Biofuel Combustion
2.6. Dealing with Functionality
2.7. Impact Assessment
3. Results and Discussion
3.1. Base Scenario
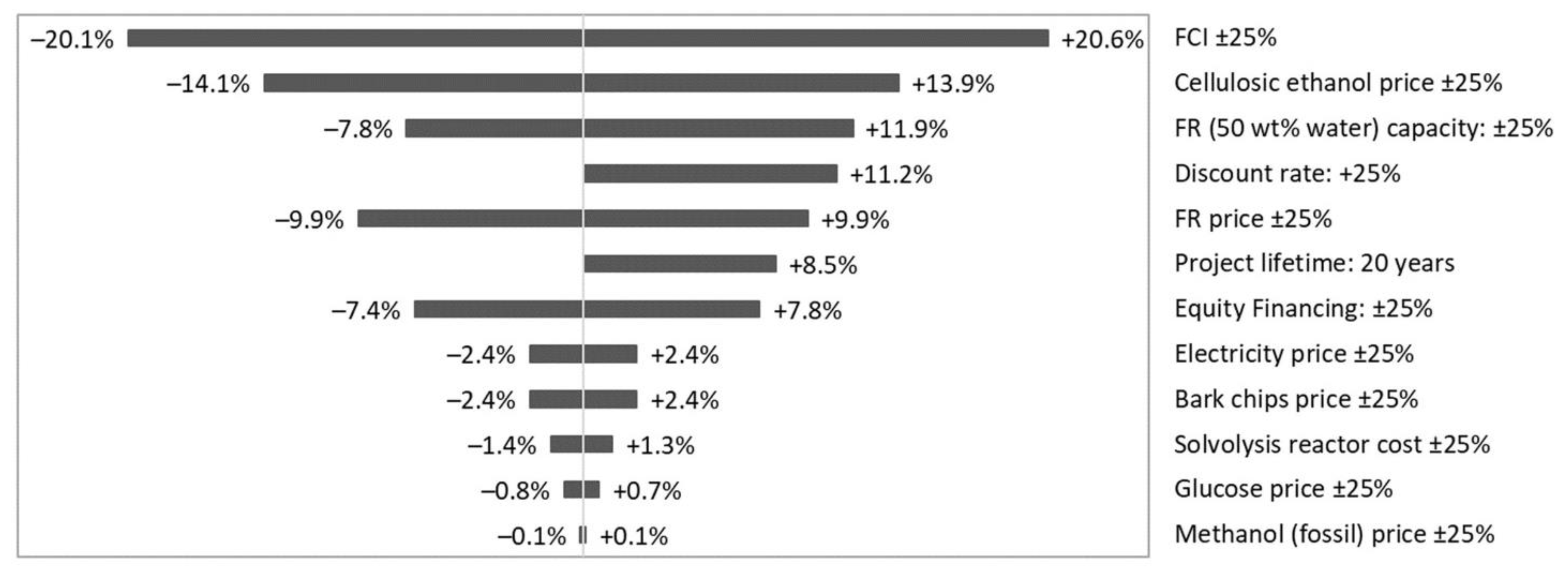
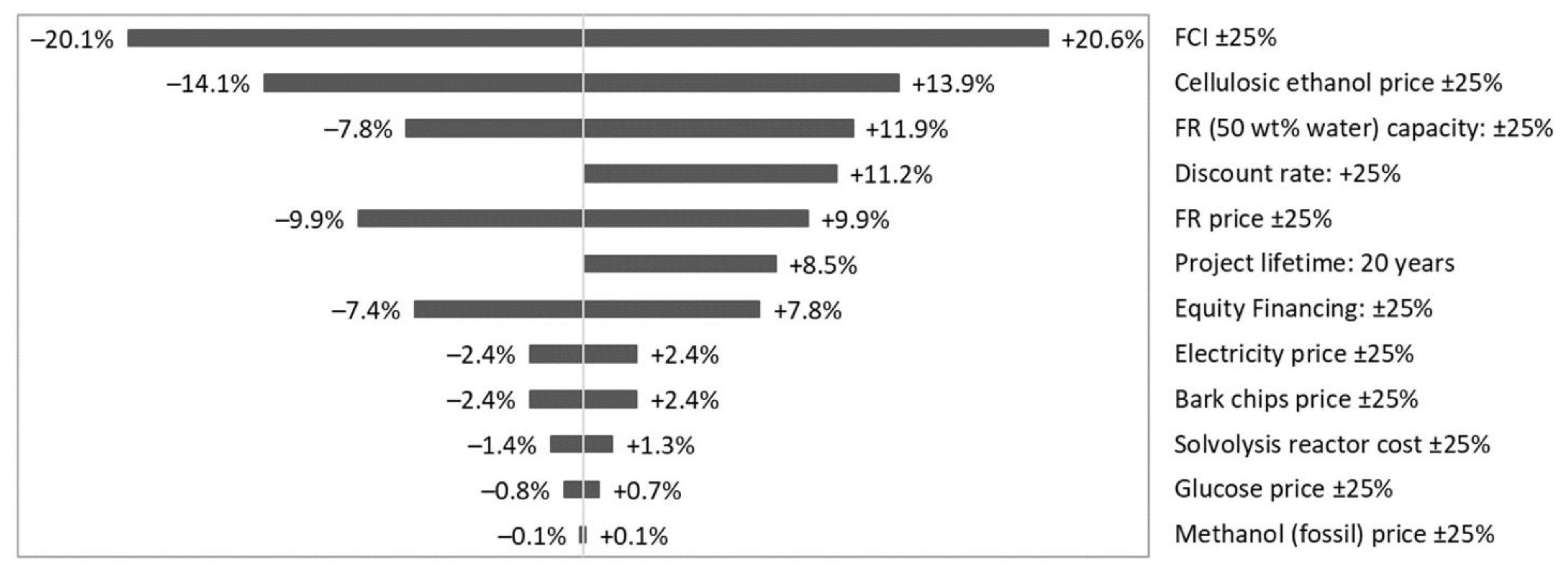
3.1.1. Minimum Selling Price and Costs
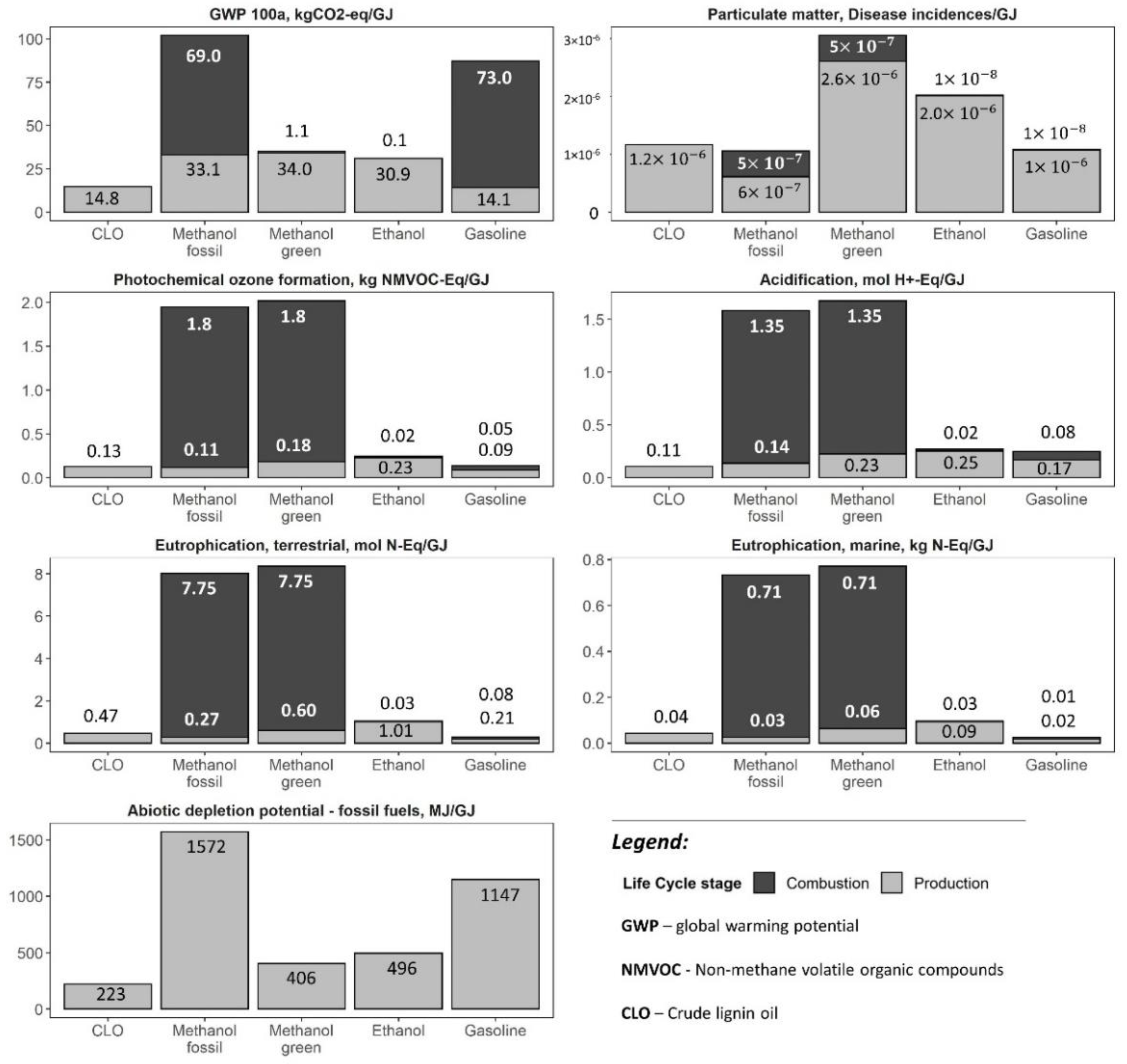
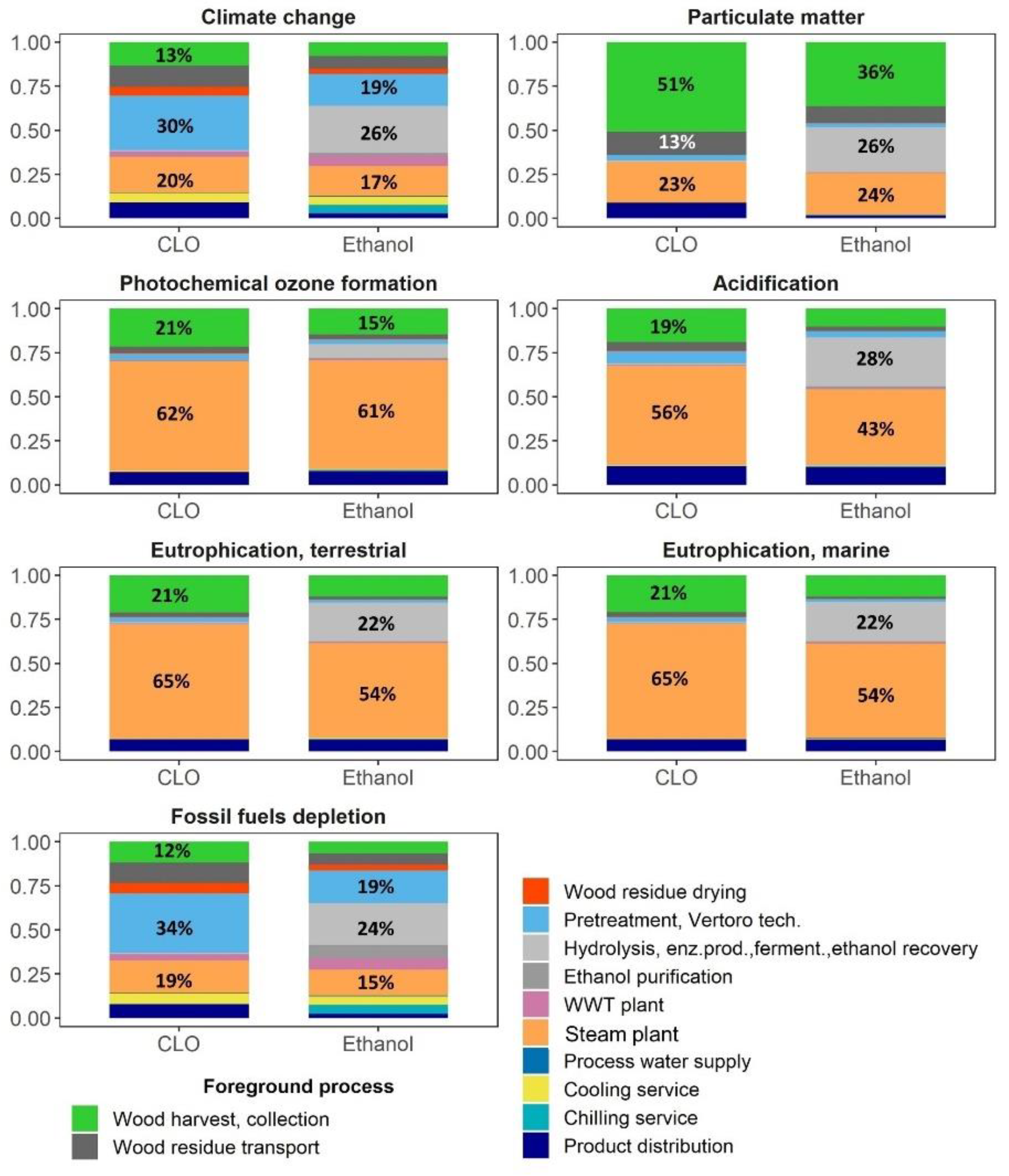
3.1.2. LCA Results
3.2. Scenario Analysis
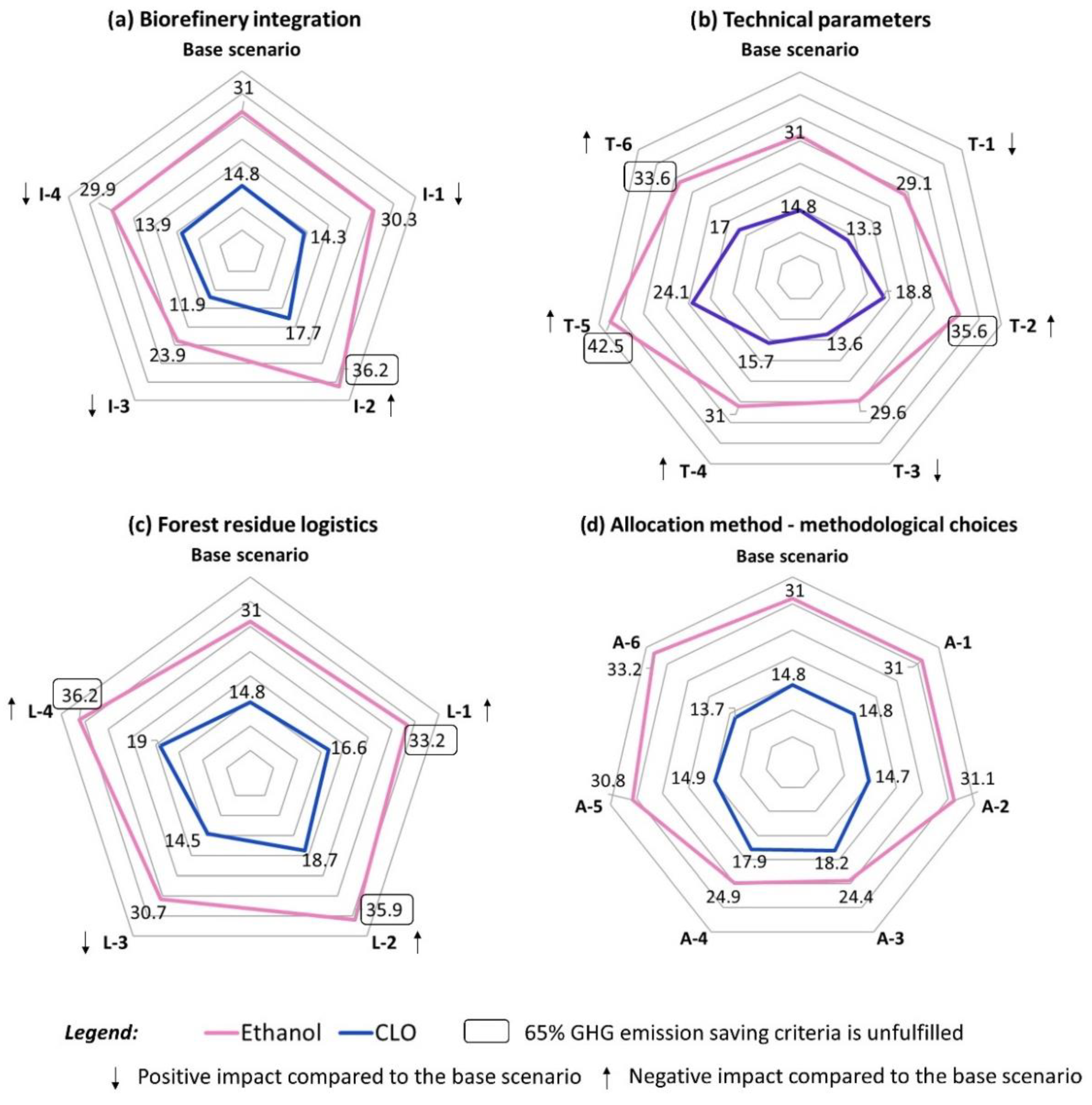
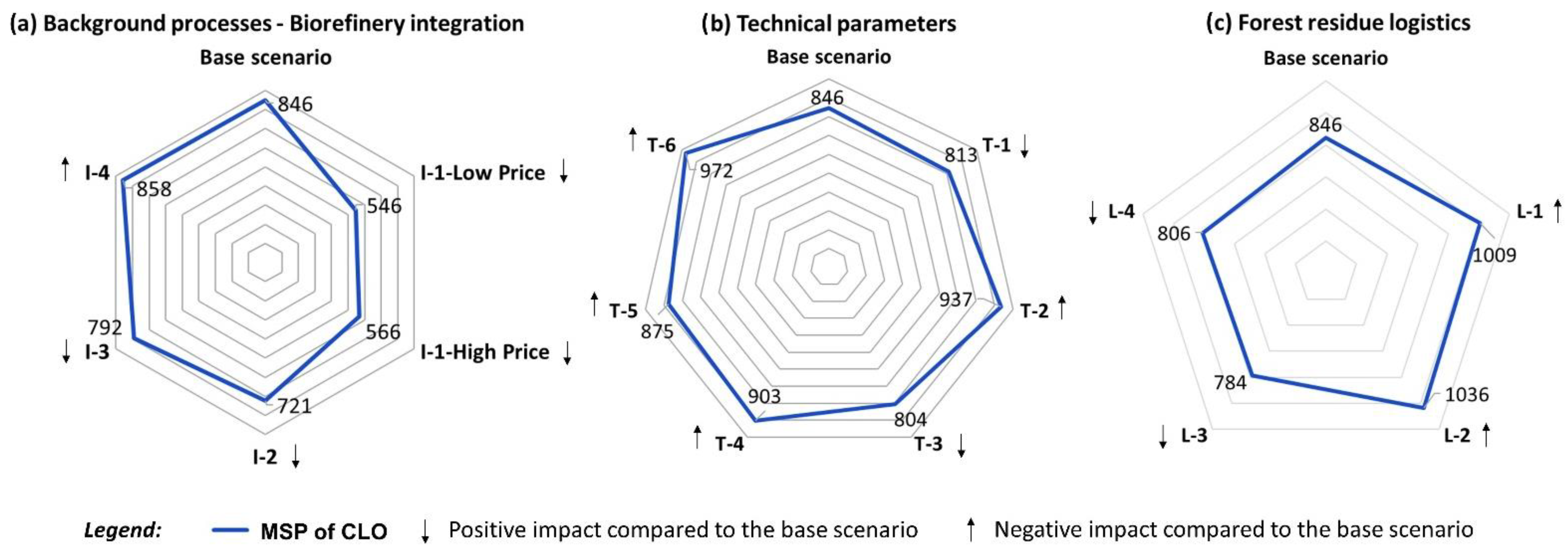
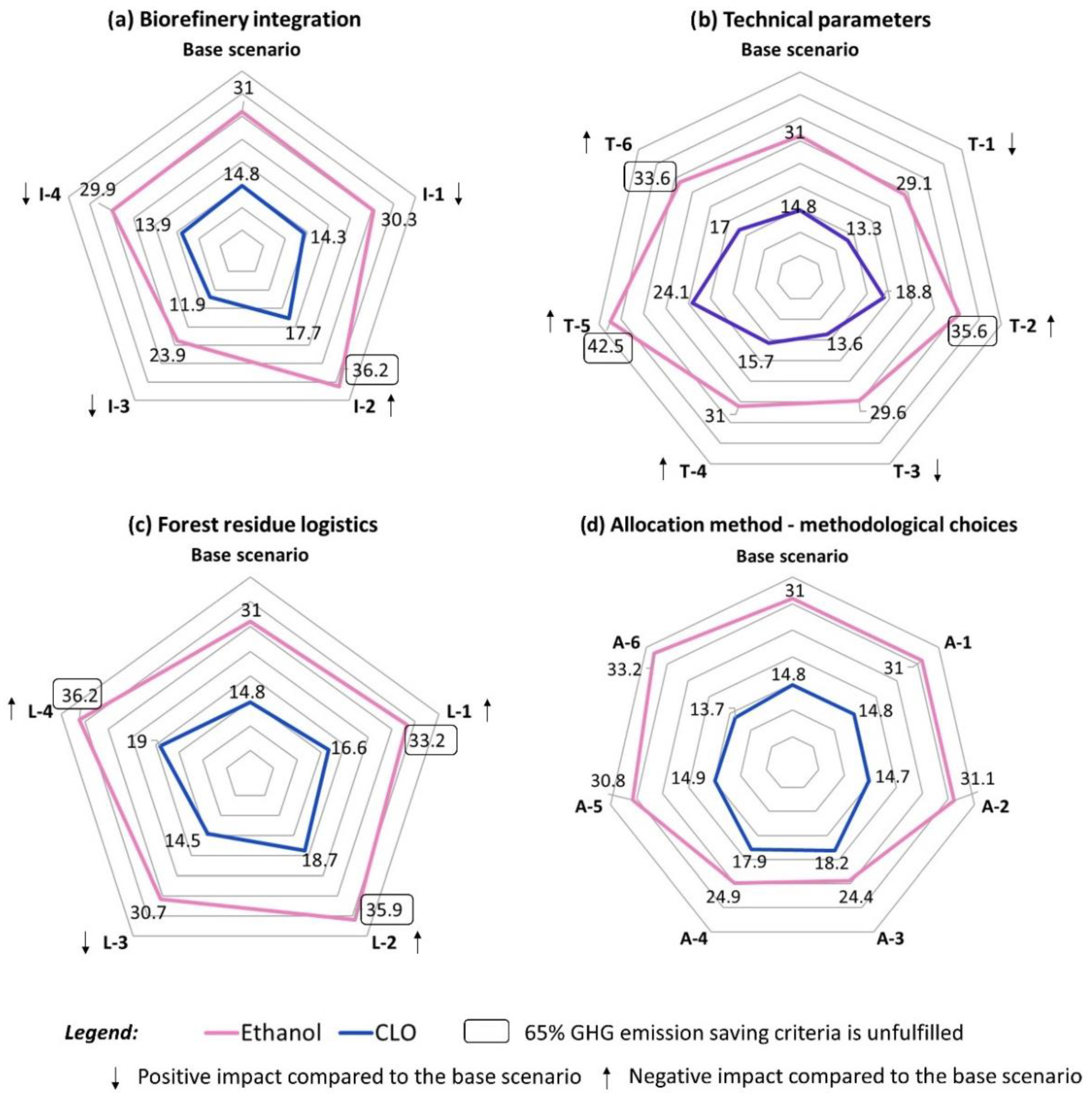
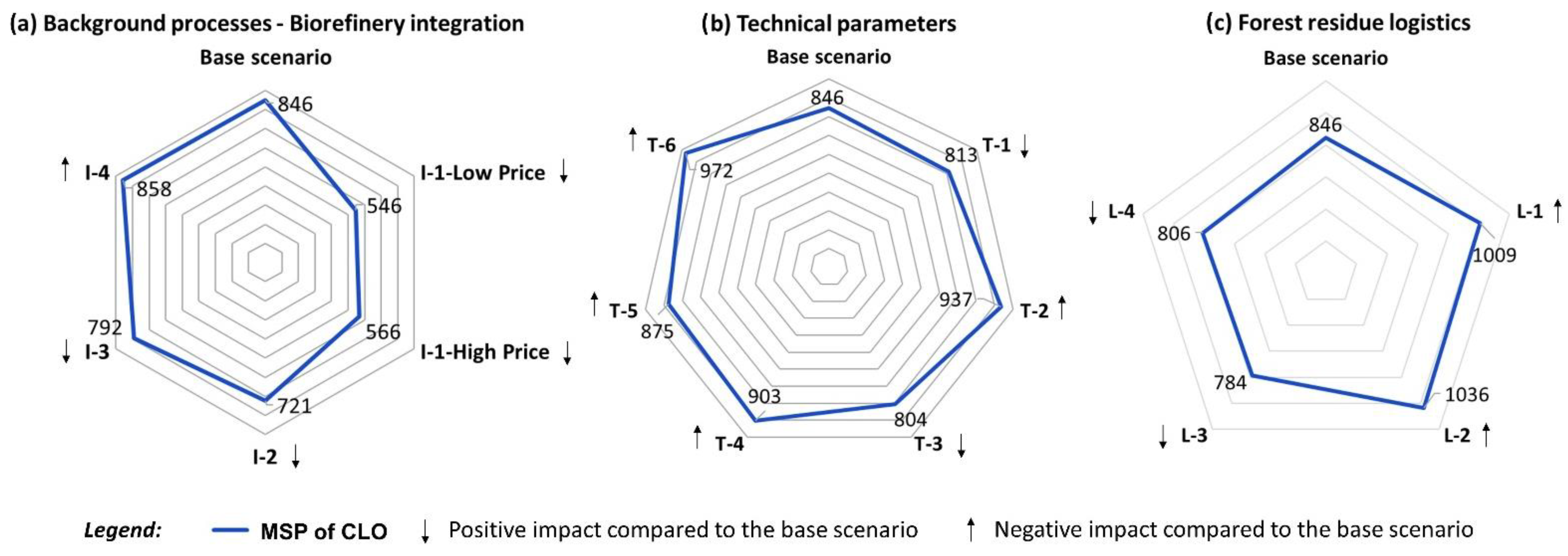
3.2.1. Biorefinery Integration into Infrastructure
3.2.2. Sensitivity to Technical Parameters
3.2.3. Sensitivity to the Logistics of Forest Residues
3.2.4. Sensitivity to Allocation Methods
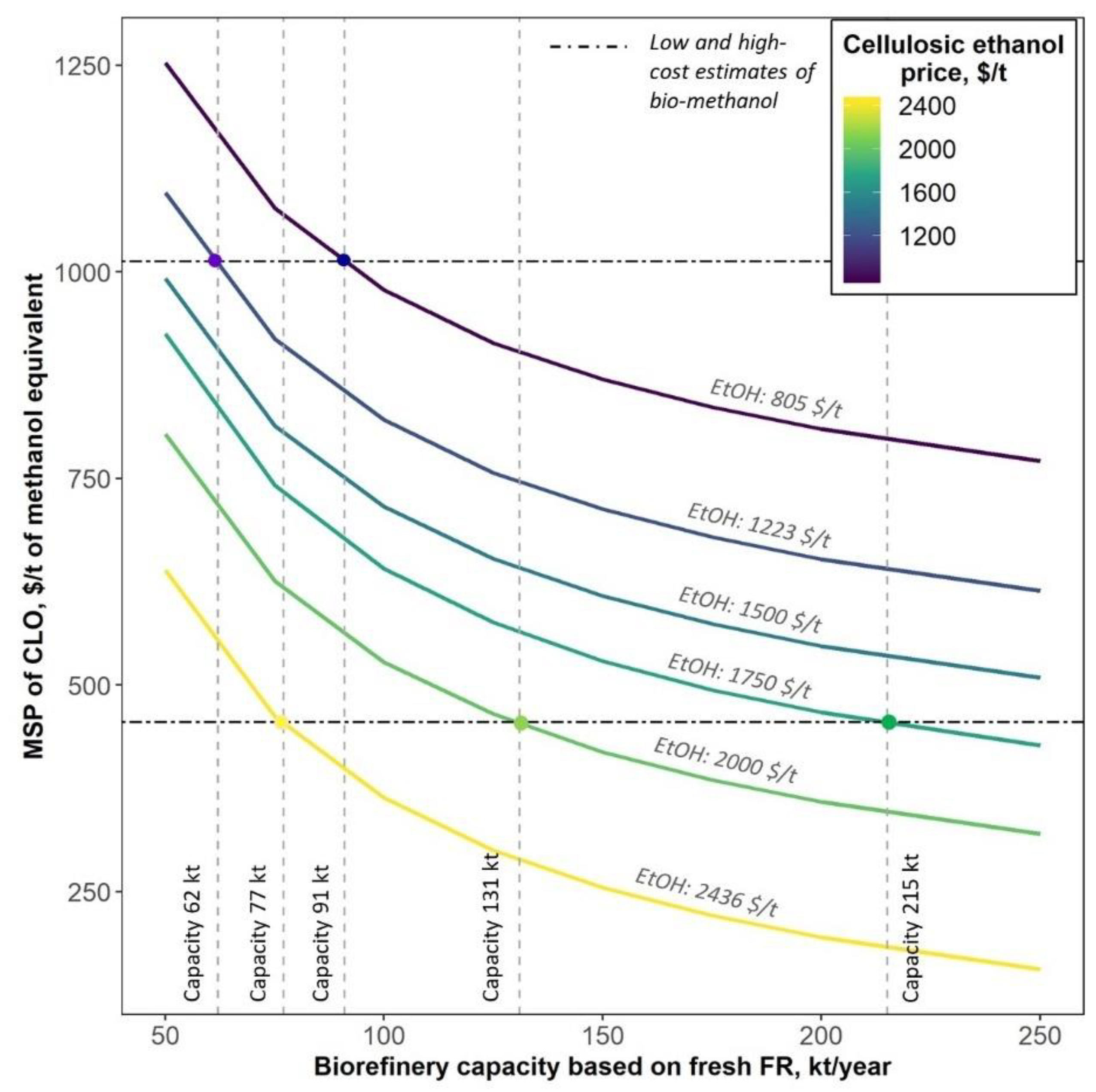
3.2.5. Biorefinery Capacity, Financing and Price Elasticity

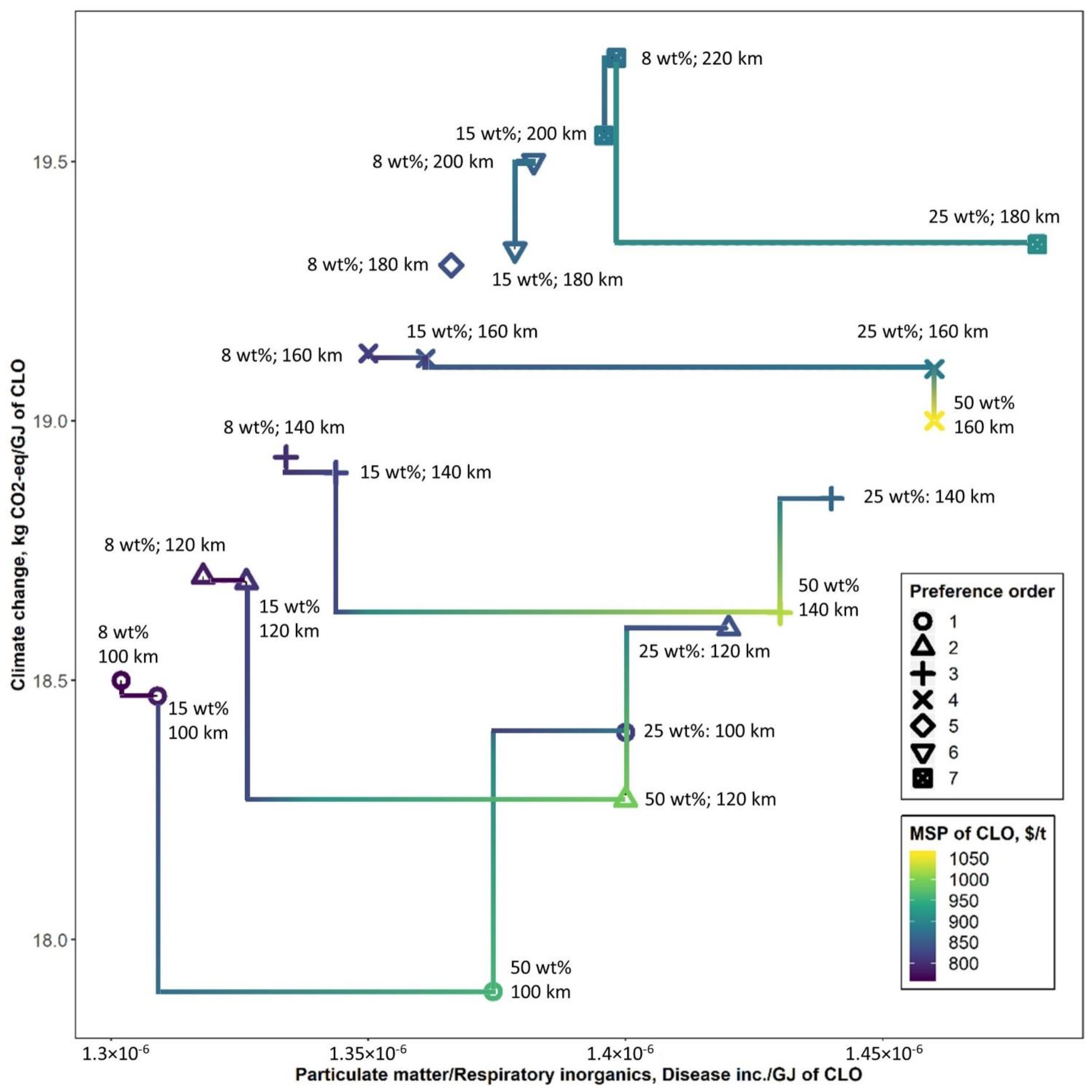
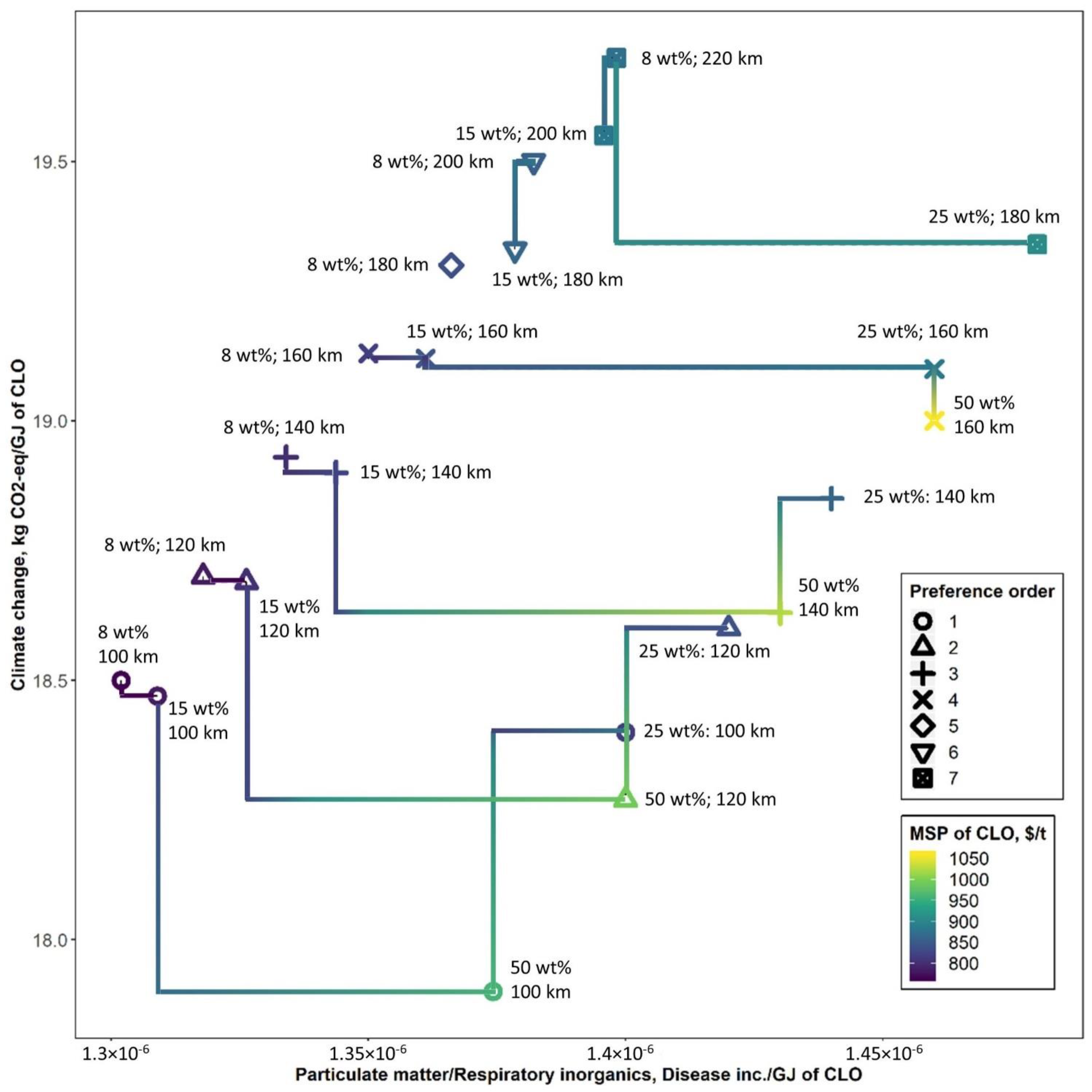
3.3. Biorefinery Capacity and Shipping
4. Conclusions
Supplementary Materials
Author Contributions
Funding
Data Availability Statement
Conflicts of Interest
Nomenclature
| AF | allocation factor |
| CAPEX | capital expenditures |
| CHP | combined heat and power |
| CLO | crude lignin oil |
| DL | degree of delignification |
| FCI | fixed capital investments |
| FR | forest residue |
| GHG | greenhouse gases |
| GWP | global warming potential |
| ISO | the International Organization for Standardization |
| LCA | life-cycle assessment |
| LHV | lower heating value |
| ME | methanol equivalent |
| MSP | minimum selling price |
| MVC | mass of valuable components |
| NMVOC | non-methane volatile organic compounds |
| NPV | net present value |
| NREL | the National Renewable Energy Laboratory |
| PM | particulate matter |
| RED | EU Renewable Energy Directive |
| TEU | twenty-foot equivalent unit |
Appendix A
Appendix A.1. LCA–Background Processes

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Product/Activity | System Boundary | Geography * | System Model |
|---|---|---|---|
| Chemicals and materials | |||
| Methanol fossil | Market for methanol | GLO | Allocation, cut-off by classification |
| Bio-methanol | Market for methanol | RoW | Allocation, cut-off by classification |
| Sulphuric acid | Market for sulphuric acid | RER | Allocation, cut-off by classification |
| Sodium hydroxide to generic market for neutralizing agent | Market for neutralizing agent | GLO | Allocation, cut-off by classification |
| Corn steep liquor (of project US life cycle inventory database) | Production | RNA | Allocation, cut-off by classification |
| Diammonium phosphate | Market for diammonium phosphate | RER | Allocation, cut-off by classification |
| Glucose | Market for glucose | GLO | Allocation, cut-off by classification |
| Ammonia anhydrous, liquid | Market for ammonia anhydrous, liquid | RER | Allocation, cut-off by classification |
| Sulphur dioxide, liquid | Market for sulphur dioxide, liquid | RER | Allocation, cut-off by classification |
| Quicklime, milled, packed | Market for quicklime, milled, packed | RER | Allocation, cut-off by classification |
| Gasoline (denaturant) | Market for petroleum | GLO | Allocation, cut-off by classification |
| Water, completely softened | Market for water, completely softened | RER | Allocation, cut-off by classification |
| Bark chips, wet, measured as dry mass | Market for bark chips, wet, measured as dry mass | Europe without Switzerland | Allocation, cut-off by classification |
| Diesel, burned in building machine | Market for diesel, burned in building machine | GLO | Allocation, cut-off by classification |
| Heavy fuel oil | Market group for heavy fuel oil | RER | Allocation, cut-off by classification |
| Energy supply | |||
| Electricity, medium voltage | Market for electricity, medium voltage | NL | Allocation, cut-off by classification |
| Electricity - heat and power co-generation, natural gas, conventional power plant, 400 MW | Production | NL | Allocation, cut-off by classification |
| Heat- heat and power co-generation, natural gas, conventional power plant, 400 MW | Production | NL | Allocation, cut-off by classification |
| Transportation | |||
| Transport, freight, lorry 16–32 metric ton, EURO6 | Market for transport, freight, lorry 16–32 metric ton, EURO6 | RER | Allocation, cut-off by classification |
| Transport, freight, sea, tanker for petroleum | Market for transport, freight, sea, tanker for petroleum | GLO | Allocation, cut-off by classification |
| Transport, pipeline, onshore, petroleum | Market for transport, pipeline, onshore, petroleum | RER | Allocation, cut-off by classification |
| Transport, freight train | Market group for transport, freight train | RER | Allocation, cut-off by classification |
| Transport, freight, inland waterways, barge tanker | Market for transport, freight, inland waterways, barge tanker | RER | Allocation, cut-off by classification |
| Transport, freight, light commercial vehicle | Market group for transport, freight, light commercial vehicle | RER | Allocation, cut-off by classification |
Appendix A.2. Allocation Methods
[nCO2·echCO2 + nH2O·echH2O(l) + nN2·echN2 + nSO2·echSO2 − nO2·echO2]
| Product * | Mass, kg/h | LHV, MJ/kg | Cost, $/t |
|---|---|---|---|
| CP | 2765 | 15.5 | 376 |
| CLO, excluding methanol | 3164 | 20.5 | 510 |
| CLO, including methanol | 6265 | 20.0 | - |
| DE | 2371 | 13.3 | 687 |
| LR | 681.6 | 2.92 | 141 |
| CLO-methanol blend composition (wt%): | |||
| Lignin oligomers and C5 sugars | 49.5 | ||
| Methanol | 49.5 | ||
| Water | 1.00 | ||
| CP composition (wt%): | |||
| Cellulose | 93.0 | ||
| Lignin | 3.0 | ||
| Ash | 4.0 | ||
| DE composition (wt%): | |||
| Ethanol | 50.0 | ||
| Water | 50.0 | ||
| LR composition (wt%): | |||
| Water | 35.1 | ||
| Ash | 22.5 | ||
| Lignin | 11.6 | ||
| Cellulose | 17.5 | ||
| Glucose | 0.15 | ||
| Lactic acid | 0.27 | ||
| Other combustible compounds | 12.9 | ||
| Standard chemical exergy (ech) at 25°C and 1 atm, kJ/mol: | |||
| Sulphur dioxide (SO2) | 313.4 | ||
| Oxygen (O2) | 3.97 | ||
| Nitrogen (N2) | 0.72 | ||
| Carbon dioxide | 19.87 | ||
| Water (liquid) | 0.9 | ||
| Gibbs function of formation (g) at 25°C and 1 atm, kJ/mol: | |||
| Lignin | −267.1 | ||
| Xylan | −721.3 | ||
| Cellulose | 2.38 × 10−13 | ||
| Glucose | −930.5 | ||
| Ethanol | −174.2 | ||
| Lactic acid | −526.4 | ||
| Sulphur dioxide (SO2) | −300.1 | ||
| Oxygen (O2) | 0 | ||
| Nitrogen (N2) | 0 | ||
| Carbon dioxide | −394.4 | ||
| Water | −237.2 | ||
| Process | Product * | Allocation Method and Scenario | ||||||
|---|---|---|---|---|---|---|---|---|
| Energy, Excl. Methanol (Base Scenario) | MVC (Scenario A-1) | Total Mass Excl. Methanol (Scenario A-2) | Total Mass Incl. Methanol (Scenario A-3) | Energy, Incl. Methanol (Scenario A-4) | Economic Value (Scenario A-5) | Exergy, Excl. Methanol (Scenario A-6) | ||
| Biomass pretreatment | CP | 39.8% | 45.3% | 46.6% | 30.6% | 25.5% | 39.2% | 47.2% |
| CLO | 60.2% | 54.7% | 53.4% | 69.4% | 74.5% | 60.8% | 52.8% | |
| Ethanol recovery | DE | 94.1% | 80.4% | 77.7% | 77.7% | 94.2% | 94.4% | 88.1% |
| LR | 5.9% | 19.6% | 22.3% | 22.3% | 5.8% | 5.6% | 11.9% | |
Appendix B
| Description | Unit | Base Value | Ref. |
|---|---|---|---|
| Installed equipment cost | |||
| Biomass handling | M$ | 6.1 | [24] |
| Biomass pretreatment (solvolysis) | M$ | 13.9 | Vendor quotations and own calculations |
| Enzymatic hydrolysis, fermentation | M$ | 6.4 | [24] |
| Enzyme production | M$ | 3.1 | [24] |
| Ethanol, solids recovery and ethanol conditioning | M$ | 3.9 | [24] |
| WWT plant | M$ | 8.2 | [24] |
| Steam production | M$ | 19.6 | [24] |
| Process water supply, cooling, and chilling services | M$ | 2.5 | [24] |
| Ethanol and CLO storage | M$ | 3.2 | [24] |
| Annual operational expenses | |||
| Cost of feedstock | M$ | 8.9 | Calculated |
| Cost of chemicals, energy, and materials, excluding feedstock | M$ | 5.5 | Calculated |
| Fixed operating costs (wages, labour burden, maintenance, insurance) | M$ | 4.8 | Calculated |
| Depreciation | |||
| Biorefinery | |||
| Declining balance rate | % | 200 | [24] |
| Recovery period | years | 7 | [24] |
| Steam production | |||
| Declining balance rate | % | 150 | [24] |
| Recovery period | years | 20 | [24] |
| Annual production | |||
| CLO | kt | 26.6 | Calculated |
| Cellulosic ethanol | kt | 10.3 | Calculated |
| General | |||
| Project year | year | 2021 | - |
| Number of operating hours | h/year | 8410 | [24] |
| Discount rate | % | 10 | [24,52] |
| Equity Financing | % | 40 | [24] |
| Number of years for loan | % | 10 | [24] |
| Construction period | years | 3 | [24] |
| Start-up time | months | 3 | [24] |
| Corporate income tax rate | % | 25 | [53] |
| Input | Unit | Base Scenario | Ref. |
|---|---|---|---|
| Chemicals and material prices | |||
| Methanol fossil | $/t | 175 | [9] |
| Bio-methanol | $/t | 734 | [9] |
| Glucose | $/t | 712 | [24] |
| Cellulosic ethanol | $/t | 1223 | [46,47] |
| FR at biorefinery gate (25 wt% moisture) | $/t | 137 | Calculated based on data from [22,49] |
| Bark chips | $/GJ | 5 | [9] |
| Sulphuric acid | $/t | 110 | [24] |
| Corn steep liquor | $/t | 108 | [24] |
| Diammonium phosphate | $/t | 1298 | [24] |
| Ammonia | $/t | 550 | [24] |
| Sulphur dioxide | $/t | 428 | [24] |
| Cellulase nutrient mix | $/t | 1007 | [24] |
| Sorbitol | $/t | 1481 | [24] |
| Boiler chemicals | $/t | 6126 | [24] |
| Cooling tower chemicals | $/t | 3671 | [24] |
| Disposal of ash | $/t | 39 | [24] |
| Calcium oxide | $/t | 77 | Calculated based on data from [31] |
| Calcium hydroxide | $/t | 245 | [24] |
| Gasoline | $/t | 222 | [35] |
| Water | $/t | 0.311 | [24] |
| Energy prices | |||
| Electricity price 2021 | $/MWh | 125.2 | [35] |
| Low pressure steam (3 bar) | $/MJ | 6.84∙10−4 (min) 2.44∙10−3 (max) | Calculated based on data from [33] |
| Steam from natural gas | $/MJ | 1.59∙10−2 | [35] |
| Position | Number of Employees |
|---|---|
| Plant manager | 1 |
| Plant engineer | 1 |
| Maintenance supervisor | 1 |
| Maintenance technician | 1 |
| Lab manager | 1 |
| Lab technician | 2 |
| Shift supervisor | 5 |
| Shift operator | 25 |
| Yard employee | 1 |
| Clerk, secretary | 1 |
References
- International Transport Forum. ITF Transport Outlook 2019; OECD: Paris, France, 2019. [Google Scholar] [CrossRef]
- Hsieh, C.-W.C.; Felby, C. Biofuels for the Marine Shipping Sector; IEA Bioenergy: Copenhagen, Denmark, 2017; Available online: https://www.ieabioenergy.com/wp-content/uploads/2018/02/Marine-biofuel-report-final-Oct-2017.pdf (accessed on 12 June 2022).
- International Transport Forum. ITF Transport Outlook 2021; OECD: Paris, France, 2021. [Google Scholar] [CrossRef]
- International Energy Agency. Energy Technology Perspectives 2020; IEA: Paris, France, 2020; Available online: https://www.iea.org/reports/energy-technology-perspectives-2020 (accessed on 6 June 2022).
- Initial IMO Strategy on Reduction of GHG Emissions from Ships. 2018. Available online: https://wwwcdn.imo.org/localresources/en/OurWork/Environment/Documents/Resolution%20MEPC.304%2872%29_E.pdf (accessed on 6 June 2022).
- European Environment Agency. European Maritime Transport Environmental Report 2021; EEA: Copenhagen, Denmark, 2021. [Google Scholar] [CrossRef]
- Forsyth, A. All at Sea—Methanol and Shipping. 2022. Available online: https://www.methanol.org/wp-content/uploads/2022/01/Methanol-and-Shipping-Longspur-Research-25-Jan-2022.pdf (accessed on 6 June 2022).
- Methanol as an Alternative Fuel for Vessels. 2018. Available online: https://sustainableworldports.org/wp-content/uploads/MKC-TNO-and-TU-Delft_2018_Methanol-as-an-alternative-fuel-for-vessels-report.pdf (accessed on 6 June 2022).
- Innovation Outlook: Renewable Methanol; IRENA: Abu Dhabi, United Arab Emirates, 2021; Available online: https://www.irena.org/-/media/Files/IRENA/Agency/Publication/2021/Jan/IRENA_Innovation_Renewable_Methanol_2021.pdf (accessed on 6 June 2022).
- Raj, T.; Chandrasekhar, K.; Naresh Kumar, A.; Rajesh Banu, J.; Yoon, J.J.; Kant Bhatia, S.; Yang, Y.H.; Varjani, S.; Kim, S.H. Recent advances in commercial biorefineries for lignocellulosic ethanol production: Current status, challenges and future perspectives. Bioresour. Technol. 2022, 344, 126292. [Google Scholar] [CrossRef] [PubMed]
- Obydenkova, S.V.; Kouris, P.; Hensen, E.J.M.; Heeres, H.J.; Boot, M.D. Environmental economics of lignin derived transport fuels. Bioresour. Technol. 2017, 243, 589–599. [Google Scholar] [CrossRef] [PubMed]
- Kouris, P.D.; Huang, X.; Ouyang, X.; van Osch, D.J.G.P.; Cremers, G.J.W.; Boot, M.D.; Hensen, E.J.M. The impact of biomass and acid loading on methanolysis during two-step lignin-first processing of birch wood. Catalysts 2021, 11, 750. [Google Scholar] [CrossRef]
- Vertoro Takes Step towards Large-Scale Production of ‘Green Oil’ in a Pilot Plant. Available online: https://www.tue.nl/en/news/news-overview/29-06-2020-vertoro-takes-step-towards-large-scale-production-of-green-oil-in-a-pilot-plant/ (accessed on 5 April 2022).
- Whittaker, C.; Mortimer, N.; Murphy, R.; Matthews, R. Energy and greenhouse gas balance of the use of forest residues for bioenergy production in the UK. Biomass Bioenergy 2011, 35, 4581–4594. [Google Scholar] [CrossRef] [Green Version]
- Vonk, M.; Theunissen, M. The Harvest of Logging Residues in the Dutch Forests and Landscape. 2007. Available online: https://www.probos.net/biomassa-upstream/pdf/finalmeetingpaperharvestofloggingresidues.pdf (accessed on 15 January 2022).
- Han, J.E.A.; Palou-Rivera, I.; Dunn, J.B.; Wang, M.Q. Well-to-Wheels Analysis of Fast Pyrolysis Pathways with GREET; Argonne National Laboratory: Lemont, IL, USA, 2011. Available online: https://greet.es.anl.gov/publication-wtw_fast_pyrolysis (accessed on 5 April 2022).
- Phyllis2 Database. Available online: https://phyllis.nl/Browse/Standard/ECN-Phyllis#pine%20wood (accessed on 17 October 2021).
- Elsayed, M.A.; Matthews, R.; Mortimer, N.D. Carbon and Energy Balances for a Range of Biofuels Options; Resources Research Unit Sheffield Hallam University: Sheffield, UK, 2003. Available online: https://www.osti.gov/etdeweb/servlets/purl/20359706 (accessed on 30 January 2021).
- Wang, J.; Gao, J.; Brandt, K.L.; Wolcott, M.P. Energy consumption of two-stage fine grinding of Douglas-fir wood. J. Wood Sci. Off. J. Jpn. Wood Res. Soc./Jpn. Wood Res. Soc. 2018, 64, 338–346. [Google Scholar] [CrossRef] [Green Version]
- Nordhagen, E. Drying of Wood Chips with Surplus Heat from Two Hydroelectric Plants in Norway. 2011. Available online: http://citeseerx.ist.psu.edu/viewdoc/download?doi=10.1.1.1075.1756&rep=rep1&type=pdf (accessed on 6 June 2022).
- De Kam, M.J.; Vance Morey, R.; Tiffany, D.G. Biomass Integrated Gasification Combined Cycle for heat and power at ethanol plants. Energy Convers. Manag. 2009, 50, 1682–1690. [Google Scholar] [CrossRef]
- Meulen, S.V.D.; Grijspaardt, T.; Mars, W.; Geest, W.V.D.; Roest-Crollius, A.; Kiel, J. Cost Figures for Freight Transport—Final Report. 2020. Available online: https://www.kimnet.nl/publicaties/formulieren/2020/05/26/cost-figures-for-freight-transport (accessed on 10 April 2022).
- Davis, R.; Tao, L.; Scarlata, C.; Tan, E.C.D.; Ross, J.; Lukas, J.; Sexton, D. Process Design and Economics for the Conversion of Lignocellulosic Biomass to Hydrocarbons: Dilute-Acid and Enzymatic Deconstruction of Biomass to Sugars and Catalytic Conversion of Sugars to Hydrocarbons; NREL/TP-5100-62498; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2015. Available online: https://www.osti.gov/servlets/purl/1176746 (accessed on 6 June 2022)NREL/TP-5100-62498.
- Humbird, D.; Davis, R.; Tao, L.; Kinchin, C.; Hsu, D.; Aden, A.; Schoen, P.; Lukas, J.; Olthof, B.; Worley, M.; et al. Process Design and Economics for Biochemical Conversion of Lignocellulosic Biomass to Ethanol: Dilute-Acid Pretreatment and Enzymatic Hydrolysis of Corn Stover; NREL/TP-5100-47764; National Renewable Energy Lab. (NREL): Golden, CO, USA, 2011. Available online: https://www.osti.gov/servlets/purl/1013269 (accessed on 6 June 2022).
- ISO 14040:2006; Environmental Management—Life Cycle Assessment—Principles and Framework. ISO: Geneva, Switzerland, 2006. Available online: https://www.iso.org/obp/ui/#iso:std:iso:14040:ed-2:v1:en (accessed on 6 June 2022).
- Directive (EU) 2018/2001 of the European Parliament and of the Council of 11 December 2018 on the Promotion of the Use of Energy from Renewable Sources (Recast) (Text with EEA Relevance). 2018. Available online: https://eur-lex.europa.eu/eli/dir/2018/2001/oj#d1e32-147-1 (accessed on 6 June 2022).
- Obydenkova, S.V.; Kouris, P.D.; Smeulders, D.M.J.; Boot, M.D.; Meer, Y. Modeling life-cycle inventory for multi-product biorefinery: Tracking environmental burdens and evaluation of uncertainty caused by allocation procedure. Biofuels Bioprod. Biorefining 2021, 15, 1281–1300. [Google Scholar] [CrossRef]
- Obydenkova, S.V.; Kouris, P.D.; Smeulders, D.M.J.; Boot, M.D.; Meer, Y. Evaluation of environmental and economic hotspots and value creation in multi-product lignocellulosic biorefinery. Biomass Bioenergy 2022, 159, 106394. [Google Scholar] [CrossRef]
- Plant Cost Index. Available online: https://www.chemengonline.com/site/plant-cost-index/ (accessed on 5 April 2022).
- Enecogen. Welcome to Enecogen. Available online: https://enecogen.nl/en/general-information/ (accessed on 21 February 2022).
- Ecoinvent v.3.8. Available online: https://ecoinvent.org/the-ecoinvent-database/ (accessed on 1 May 2022).
- CO2 Emissiefactoren. Lijst Emissiefactoren. Available online: https://www.co2emissiefactoren.nl/lijst-emissiefactoren/ (accessed on 21 February 2022).
- Ali, H.; Eldrup, N.H.; Normann, F.; Andersson, V.; Skagestad, R.; Mathisen, A.; Øi, L.E. Cost estimation of heat recovery networks for utilization of industrial excess heat for carbon dioxide absorption. Int. J. Greenh. Gas Control 2018, 74, 219–228. [Google Scholar] [CrossRef]
- Hammingh, P.; Daniels, B.; Koutstaal, P.; Schure, K.; Hekkenberg, M.; Menkveld, M. Netherlands Climate and Energy Outlook 2020 Summary. 2020. Available online: https://www.pbl.nl/sites/default/files/downloads/pbl-2020-netherlands-climate-and-energy-outlook-2020-summary-4299.pdf (accessed on 5 April 2022).
- StatLine. Available online: https://www.cbs.nl/en-gb (accessed on 6 April 2022).
- Afman, M.; Hers, S.; Scholten, T. Energy and Electricity Price Scenarios 2020–2023–2030. Input to Power to Ammonia Value Chains and Business Cases. 2017. Available online: https://cedelft.eu/wp-content/uploads/sites/2/2021/04/CE_Delft_3H58_Energy_and_electricity_price_scenarios_DEF.pdf (accessed on 5 April 2022).
- ANL. Life Cycle Analysis of Conventional and Alternative Marine Fuels in GREET™. 2013. Available online: https://greet.es.anl.gov/publication-marine-fuels-13 (accessed on 5 April 2022).
- GREET® Model. The Greenhouse Gases, Regulated Emissions, and Energy Use in Technologies Model. Available online: https://greet.es.anl.gov/ (accessed on 2 February 2022).
- 2013/179/EU. Commission Recommendation of 9 April 2013 on the Use of Common Methods to Measure and Communicate the Life Cycle Environmental Performance of Products and Organisations Text with EEA Relevance. 2013. Available online: https://eur-lex.europa.eu/legal-content/EN/TXT/?uri=CELEX%3A32013H0179 (accessed on 12 February 2022).
- Schau, E.; Castellani, V.; Fazio, S.; Diaconu, E.; Sala, S.; Zampori, L.; Secchi, M. Supporting Information to the Characterisation Factors of Recommended EF Life Cycle Impact Assessment Methods: New Methods and Differences with ILCD; European Commission: Brussels, Belgium, 2018. [Google Scholar] [CrossRef]
- Zhang, Z.; Kouris, G.D.; Kouris, P.D.; Hensen, E.J.M.; Boot, M.D.; Wu, D. Investigation of the combustion and emissions of lignin derived aromatic oxygenates in a marine diesel engine. Biofuels Bioprod. Biorefining 2021, 15, 1709–1724. [Google Scholar] [CrossRef]
- Roocks, P. Computing Pareto Frontiers and Database Preferences with the rPref Package. R J. 2016, 8, 393–404. [Google Scholar] [CrossRef] [Green Version]
- Moretti, C.; Corona, B.; Edwards, R.; Junginger, M.; Moro, A.; Rocco, M.; Shen, L. Reviewing ISO Compliant Multifunctionality Practices in Environmental Life Cycle Modeling. Energies 2020, 13, 3579. [Google Scholar] [CrossRef]
- Cai, H.; Han, J.; Wang, M.; Davis, R.; Biddy, M.; Tan, E. Life-cycle analysis of integrated biorefineries with co-production of biofuels and bio-based chemicals: Co-product handling methods and implications. Biofuels Bioprod. Biorefining 2018, 12, 815–833. [Google Scholar] [CrossRef]
- Tschulkow, M.; Compernolle, T.; Van den Bosch, S.; Van Aelst, J.; Storms, I.; Van Dael, M.; Van den Bossche, G.; Sels, B.; Van Passel, S. Integrated techno-economic assessment of a biorefinery process: The high-end valorization of the lignocellulosic fraction in wood streams. J. Clean. Prod. 2020, 266, 122022. [Google Scholar] [CrossRef]
- E4tech. Ramp up of Lignocellulosic Ethanol in Europe to 2030. 2017. Available online: https://www.e4tech.com/resources/127-ramp-up-of-lignocellulosic-ethanol-in-europe-to-2030.php (accessed on 5 April 2022).
- Germany Ethyl Alcohol Prices. Available online: https://www.selinawamucii.com/insights/prices/germany/ethyl-alcohol/ (accessed on 3 June 2022).
- IRENA. Global Bioenergy Supply and Demand Projections: A Working Paper for REmap 2030. 2014. Available online: https://www.irena.org/publications/2014/Sep/Global-Bioenergy-Supply-and-Demand-Projections-A-working-paper-for-REmap-2030#:~:text=Global%20biomass%20supply%20potential%20in,(37%2D66%20EJ) (accessed on 5 April 2022).
- BioBoost. Biomass Based Energy Intermediates Boosting Biofuel Production. 2013. Available online: https://www.bioboost.eu/ (accessed on 6 April 2022).
- Sweden Ethanol Prices, 30-May-2022. Available online: https://www.globalpetrolprices.com/Sweden/ethanol_prices/ (accessed on 3 June 2022).
- Moran, M.J.; Shapiro, H.N.; Boettner, D.D.; Bailey, M.B. Principles of Engineering Thermodynamics 7th Edition SI Version; Wiley: Hoboken, NJ, USA, 2011. [Google Scholar]
- Van Dael, M.; Kuppens, T.; Lizin, S.; Van Passel, S. Techno-economic Assessment Methodology for Ultrasonic Production of Biofuels. In Production of Biofuels and Chemicals with Ultrasound; Fang, Z., Smith, J.R.L., Qi, X., Eds.; Springer: Dordrecht, The Netherlands, 2015; pp. 317–345. [Google Scholar] [CrossRef]
- Netherlands Corporate-Taxes on Corporate Income. Available online: https://taxsummaries.pwc.com/netherlands/corporate/taxes-on-corporate-income#:~:text=Standard%20corporate%20income%20tax%20(CIT,to%20the%20first%20income%20bracket (accessed on 20 April 2022).



| Input | Unit | Value | Output | Unit | Value |
|---|---|---|---|---|---|
| B1: FR drying (25 wt% to 8 wt% moisture) | |||||
| FR, 25 wt% water | t | 2.455 | FR, 8 wt% water | t | 2.00 |
| Electricity | GJ | 0.233 | |||
| B2: Biomass pretreatment: drying (8 wt% to 1 wt% moisture), grinding and solvolysis | |||||
| FR, 8 wt% water 1 | t | 2.00 | Cellulose pulp 2 | t | 0.874 |
| Methanol | t | 1.002 | CLO-methanol blend, incl.: | t | 1.980 |
| Sulphuric acid | kg | 9.033 | CLO 3 | t | 1 |
| Calcium oxide | kg | 5.162 | Methanol | t | 0.980 |
| Electricity | GJ | 0.913 | Emissions: CO2 fossil | kg | 30.33 |
| Cooling service | GJ | 10.56 | |||
| Heat | GJ | 11.41 | |||
| B3: Enzymatic hydrolysis, enzyme production, fermentation, ethanol recovery | |||||
| Cellulose pulp | t | 0.874 | Diluted ethanol 4 | t | 0.759 |
| Corn steep liquor | kg | 4.646 | Solid residues (LHV = 2.9 MJ/kg) | t | 0.215 |
| Diammonium phosphate | kg | 0.258 | |||
| Glucose | kg | 36.97 | |||
| Ammonia | kg | 1.742 | |||
| Sulphur dioxide | kg | 0.258 | |||
| Sorbitol | kg | 0.452 | |||
| Corn oil antifoam | kg | 0.194 | |||
| Electricity | GJ | 0.338 | |||
| Heat | GJ | 1.649 | |||
| Cooling service | GJ | 0.367 | |||
| Chilling service | GJ | 0.910 | |||
| Process water | t | 3.088 | |||
| B4: Ethanol purification | |||||
| Diluted ethanol | t | 0.759 | Ethanol denatured (ethanol 97.4 wt%, LHV = 27 MJ/kg) | t | 0.388 |
| Gasoline | kg | 8.066 | |||
| Electricity | GJ | 0.022 | |||
| Heat | GJ | 0.397 | |||
| Process water | t | 0.306 | |||
| Cooling service | GJ | 0.569 | |||
| B5: WWT plant | |||||
| Electricity | GJ | 0.250 | Biogas | t | 0.082 |
| Emissions: CH4 | kg | 0.032 | |||
| B6: Steam production | |||||
| Biogas | t | 0.082 | Heat to: | ||
| Solid residues | t | 0.215 | B2 | % | 84.8 |
| Bark chips | t | 3.301 | B3 | % | 12.3 |
| Calcium hydroxide | kg | 0.493 | B4 | % | 2.9 |
| Electricity | GJ | 0.126 | Emissions: | ||
| Process water | t | 0.227 | CO2 fossil | kg | 0 |
| NOx | kg | 2.32 | |||
| CO | kg | 2.322 | |||
| SO2 | kg | 0.032 | |||
| B7: Process water supply | |||||
| Well water | t | 4.413 | Process water to: | ||
| Electricity | GJ | 0.006 | B3 | % | 37.1 |
| B4 | % | 3.7 | |||
| B6 | % | 2.7 | |||
| B8 | % | 56.5 | |||
| B8: Cooling service | |||||
| Process water | t | 4.701 | Cooling service to: | ||
| Electricity | GJ | 0.273 | B2 | % | 85.1 |
| B3 | % | 3.0 | |||
| B4 | % | 4.6 | |||
| B9 | % | 7.3 | |||
| B9: Chilling service | |||||
| Cooling | GJ | 0.91 | Chilling service to: | ||
| Electricity | GJ | 0.145 | B3 | % | 100 |
| Parameter | Scenario | Scenario Description |
|---|---|---|
| Biorefinery integration into energy and material infrastructure | ||
| Heat | Base scenario | Internally produce biogas and Imported bark chips |
| I-1 1 | Biogas (internal) and imported steam from waste heat recovery system | |
| I-2 | Biogas (internal) and imported heat from natural gas fired CHP plant | |
| Electricity | Base scenario | From 400 MW NG fired CHP plant |
| I-3 | 2030 electricity mix | |
| Methanol origin | Base scenario | Fossil |
| I-4 | Biomass | |
| Technical parameters uncertainty | ||
| Methanol to dry FR mass ratio in solvolysis section | Base scenario | 4:1 |
| T-1 | 3:1 | |
| T-2 | 7:1 | |
| Washing methanol to cellulose mass ratio in separation section | Base scenario | 6:1 |
| T-3 | 3:1 | |
| DL, wt% | Base scenario | 95 |
| T-4 | 80 | |
| Methanol losses with cellulose pulp (wt% methanol wet cellulose) | Base scenario | 0 |
| T-5 | 15 (fossil methanol) | |
| T-6 | 15 (bio-methanol) | |
| Forest residue logistics | ||
| Delivery distance, km | Base scenario | 145 |
| L-1 | 300 | |
| Moisture content of FR (wet base) as delivered, wt% | Base scenario | 25 |
| L-2 | 50 | |
| L-3 | 8 | |
| L-4 2 | 8 | |
| Natural drying of FR | Base scenario | yes |
| L-1 | yes | |
| L-2 | no | |
| L-3 | yes | |
| L-4 2 | no | |
| Methodological uncertainty | ||
| Allocation method | Base scenario | Energy, excluding methanol |
| A-1 | Mass of valuable components (MVC) | |
| A-2 | Total mass excluding methanol | |
| A-3 | Total mass including methanol | |
| A-4 | Energy, including methanol | |
| A-5 | Economic value | |
| A-6 | Exergy, excluding methanol | |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Obydenkova, S.V.; Defauw, L.V.E.; Kouris, P.D.; Smeulders, D.M.J.; Boot, M.D.; van der Meer, Y. Environmental and Economic Assessment of a Novel Solvolysis-Based Biorefinery Producing Lignin-Derived Marine Biofuel and Cellulosic Ethanol. Energies 2022, 15, 5007. https://doi.org/10.3390/en15145007
Obydenkova SV, Defauw LVE, Kouris PD, Smeulders DMJ, Boot MD, van der Meer Y. Environmental and Economic Assessment of a Novel Solvolysis-Based Biorefinery Producing Lignin-Derived Marine Biofuel and Cellulosic Ethanol. Energies. 2022; 15(14):5007. https://doi.org/10.3390/en15145007
Chicago/Turabian StyleObydenkova, Svetlana V., Lucie V. E. Defauw, Panos D. Kouris, David M. J. Smeulders, Michael D. Boot, and Yvonne van der Meer. 2022. "Environmental and Economic Assessment of a Novel Solvolysis-Based Biorefinery Producing Lignin-Derived Marine Biofuel and Cellulosic Ethanol" Energies 15, no. 14: 5007. https://doi.org/10.3390/en15145007
APA StyleObydenkova, S. V., Defauw, L. V. E., Kouris, P. D., Smeulders, D. M. J., Boot, M. D., & van der Meer, Y. (2022). Environmental and Economic Assessment of a Novel Solvolysis-Based Biorefinery Producing Lignin-Derived Marine Biofuel and Cellulosic Ethanol. Energies, 15(14), 5007. https://doi.org/10.3390/en15145007