
Simulation of a Pilot Scale Power-to-Liquid Plant Producing Synthetic Fuel and Wax by Combining Fischer–Tropsch Synthesis and SOEC




Abstract
:1. Introduction
- High energy density;
- Applicability for existing technologies;
- Suitability for heavy-duty applications;
- Quick deployment, since no infrastructural adaptions are required.

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Name | Location | CO2 Source | Power Source | Electrolyzer | Synthesis | mProducts 1 | Source |
|---|---|---|---|---|---|---|---|
| Haru Oni | Magellanes, CHL | DAC | Wind power | PEM | Methanol | - 2 | [13] |
| George Olah Plant | Svartsengi, IS | Geothermal | Geothermal | Alkaline | Methanol | 4000 t/a | [14] |
| MefCO2 | Niederaussem, GER | Coal plant | Surplus el. | PEM | Methanol | 365 t/a | [15] |
| Norsk e-fuel | Mosjøen, NOR | DAC | Wind power | SOEC | Fischer–Tropsch | 12.5 t/a | [16] |
| - 2 | Werlte, GER | Biogas + DAC | Renewable | - 2 | Fischer–Tropsch | 350 t/a | [17] |
| - 2 | Frankfurt, GER | Biogas plant | - 2 | - 2 | Fischer–Tropsch | 3500 t/a | [18] |
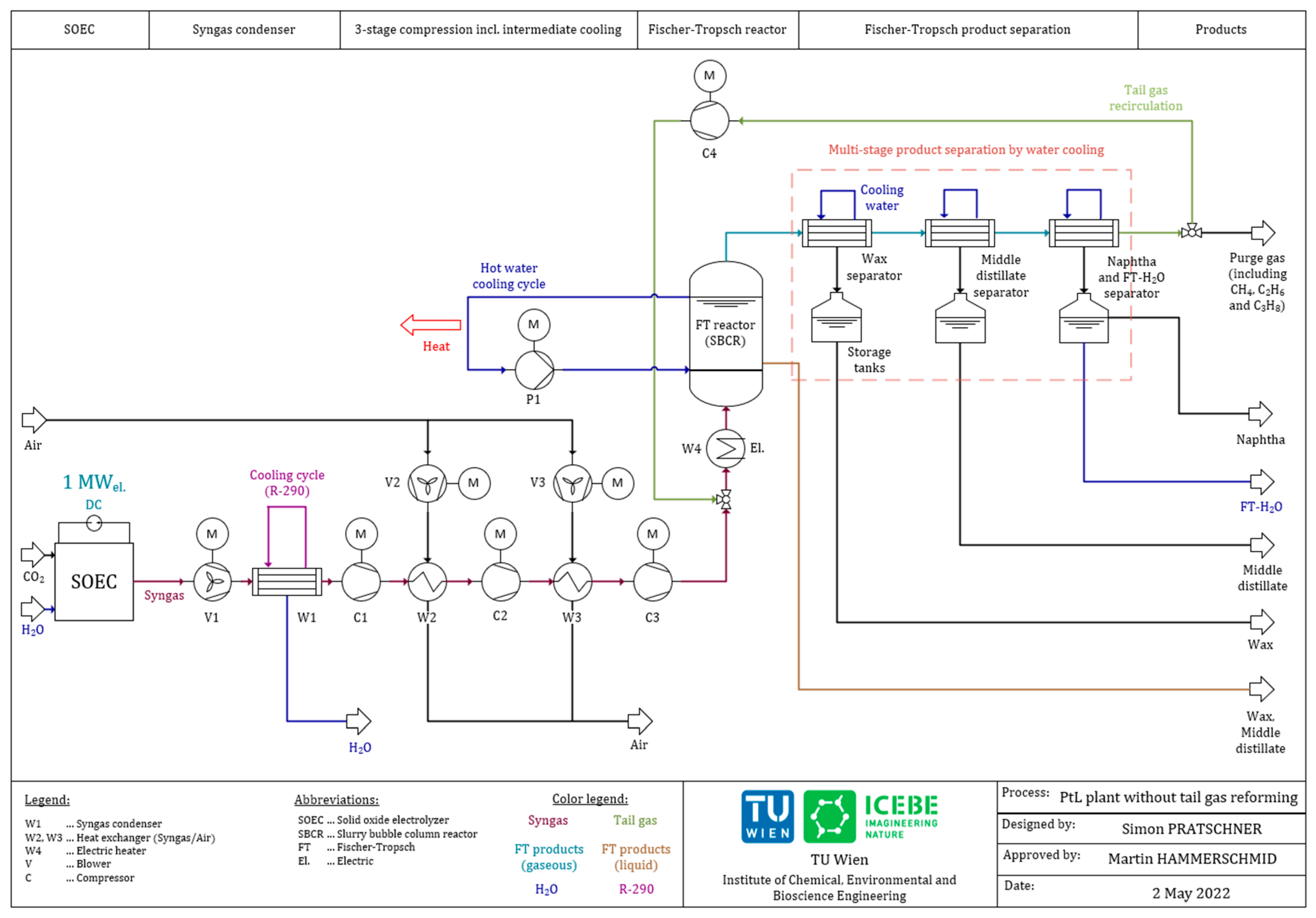
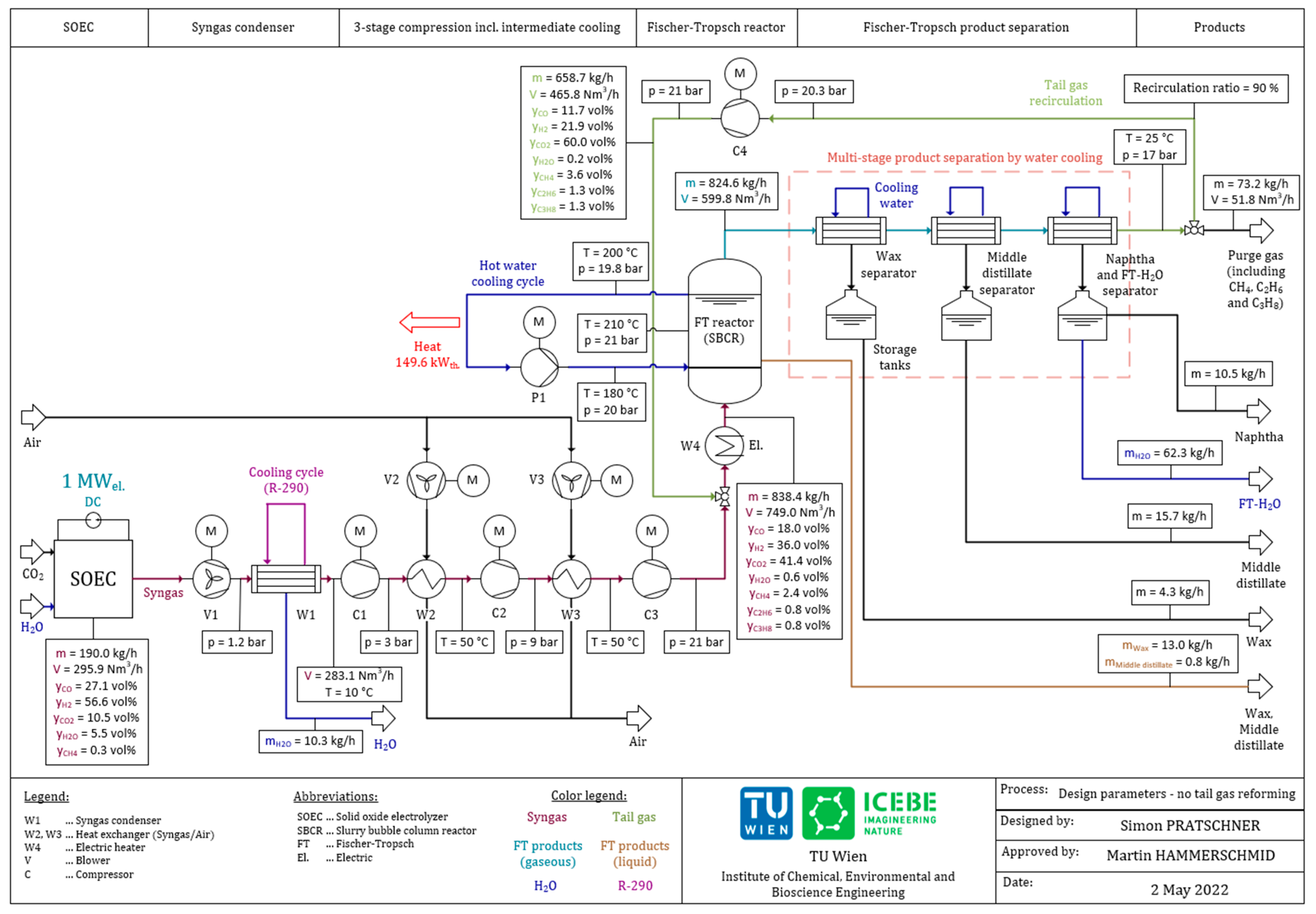
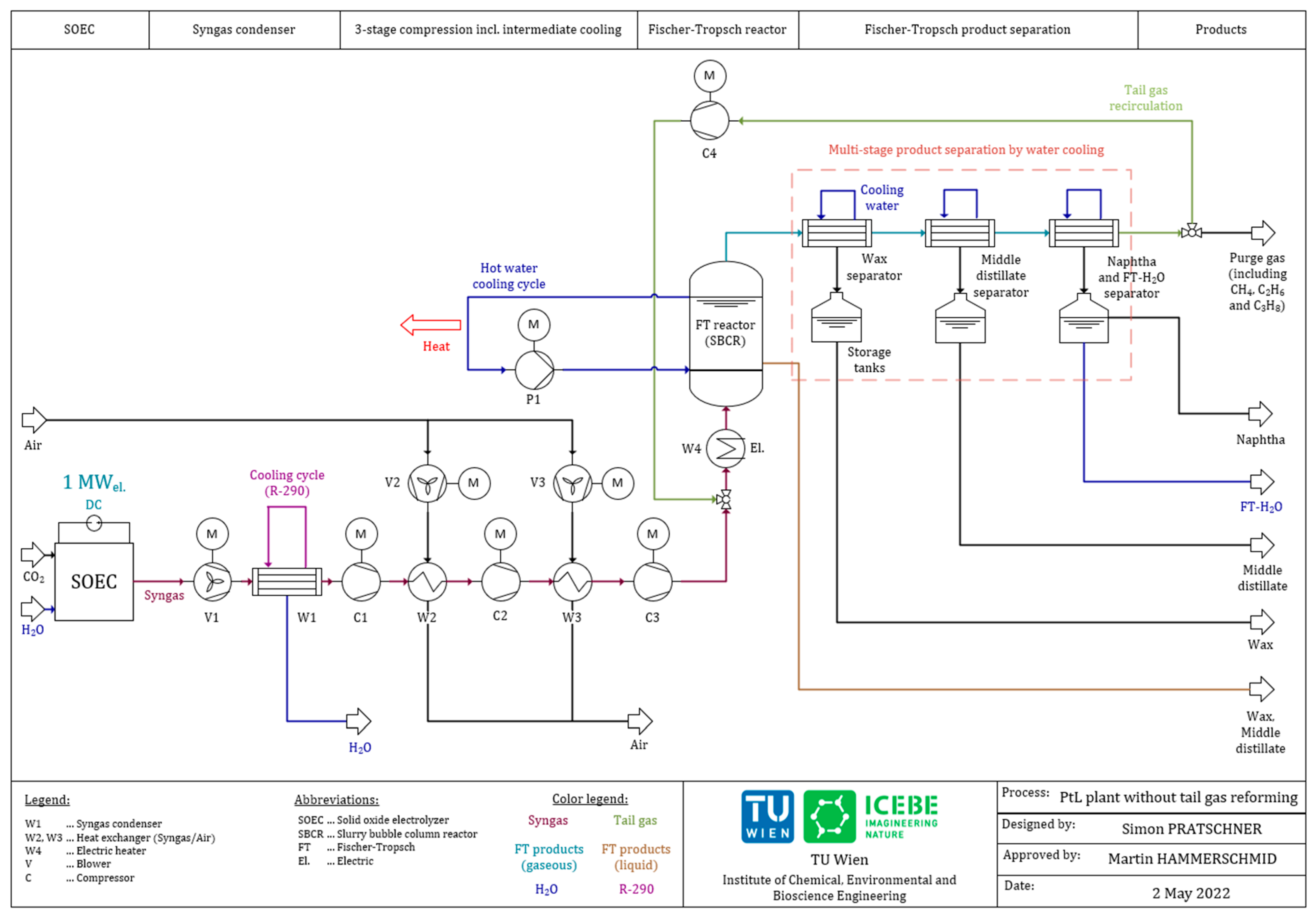
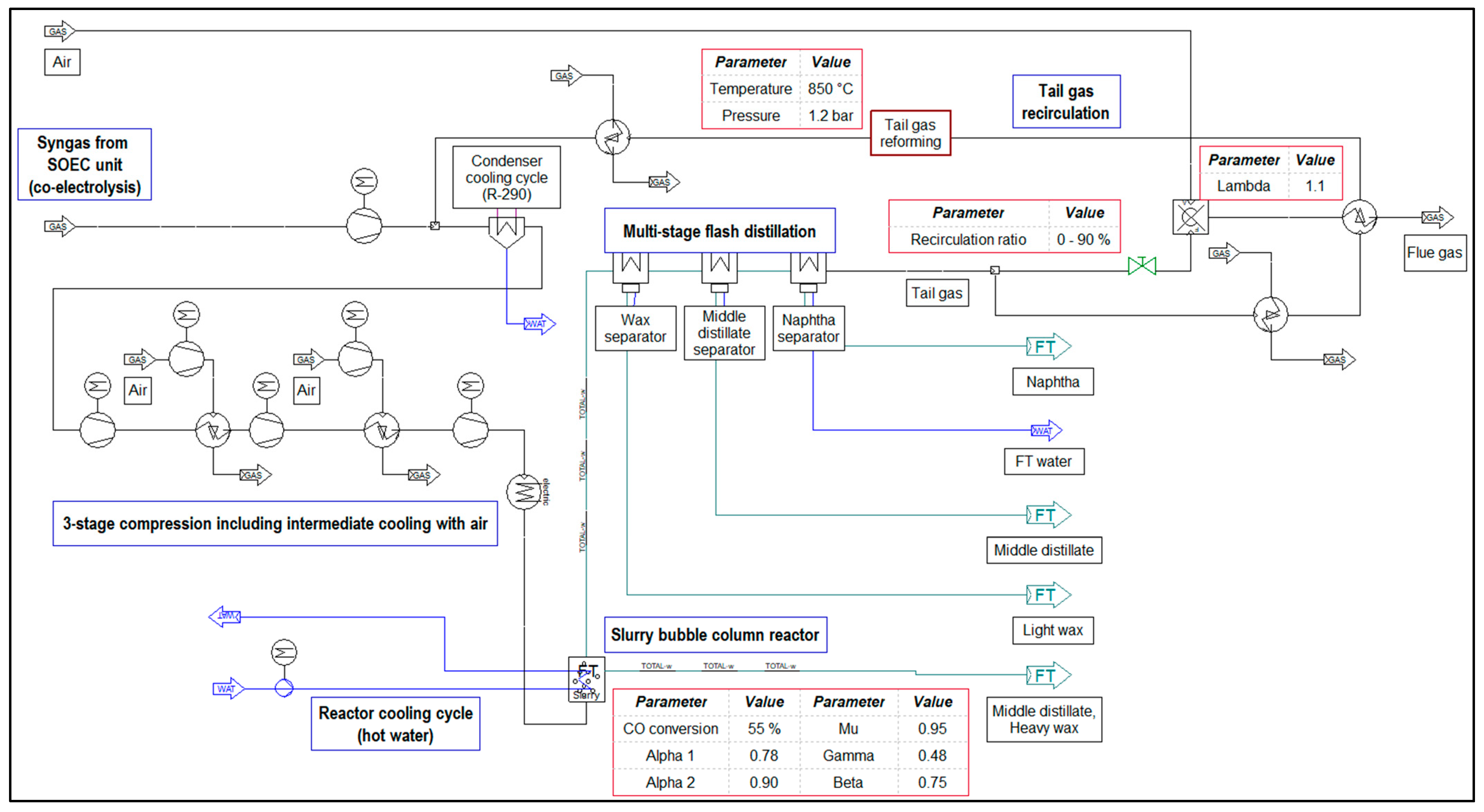
2. Materials and Methods
- Co-electrolysis of CO2 and H2O with a subsequent syngas condenser;
- Using a blower to overcome the pressure drop caused by the syngas condenser;
- Three-staged syngas compression with intermediate cooling by ambient air;
- Fischer–Tropsch reaction;
- Product separation;
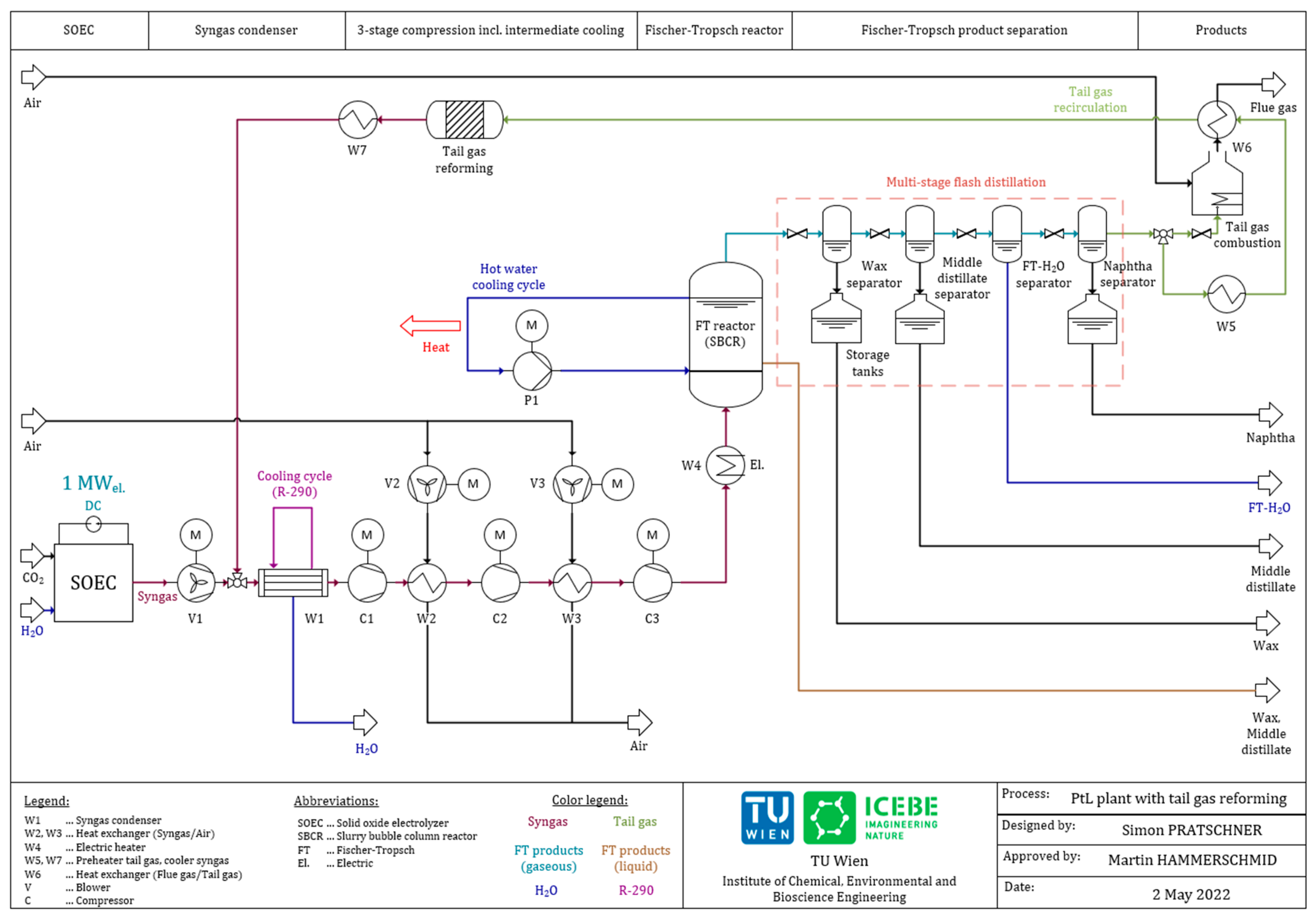
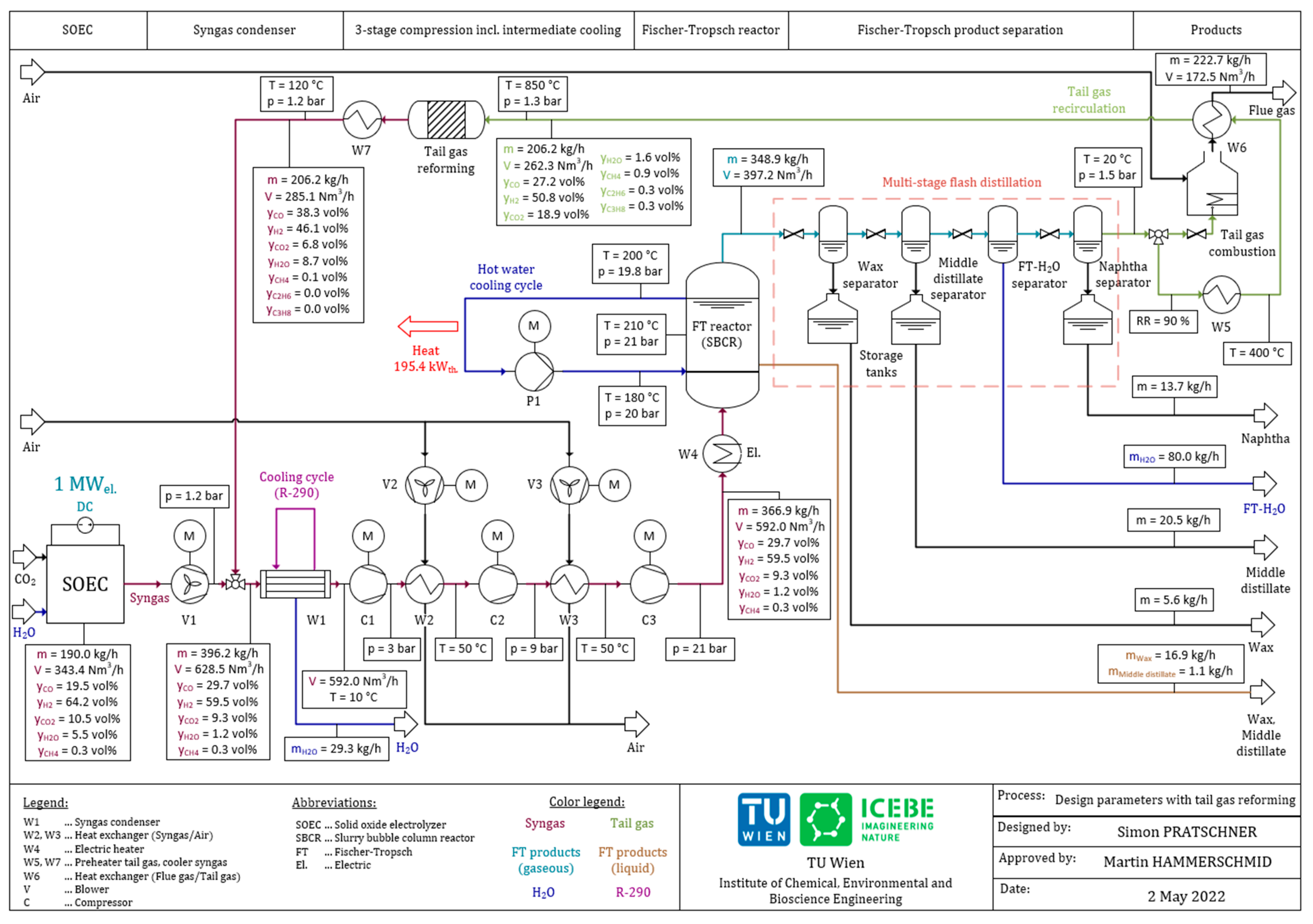
- Tail gas recirculation and tail gas reforming;
- Tail gas combustion.
- The recirculated tail gas is inserted in front of the syngas condenser;
- The product separation is realized by a multi-stage flash distillation;
- Purge gas is combusted to heat the recirculated tail gas;
- A tail gas reformer ensures the conversion of CO2 and hydrocarbons inside the recirculated tail gas stream.
2.1. SOEC (Co-Electrolysis) and Condenser
2.2. Syngas Compression with Intermediate Cooling
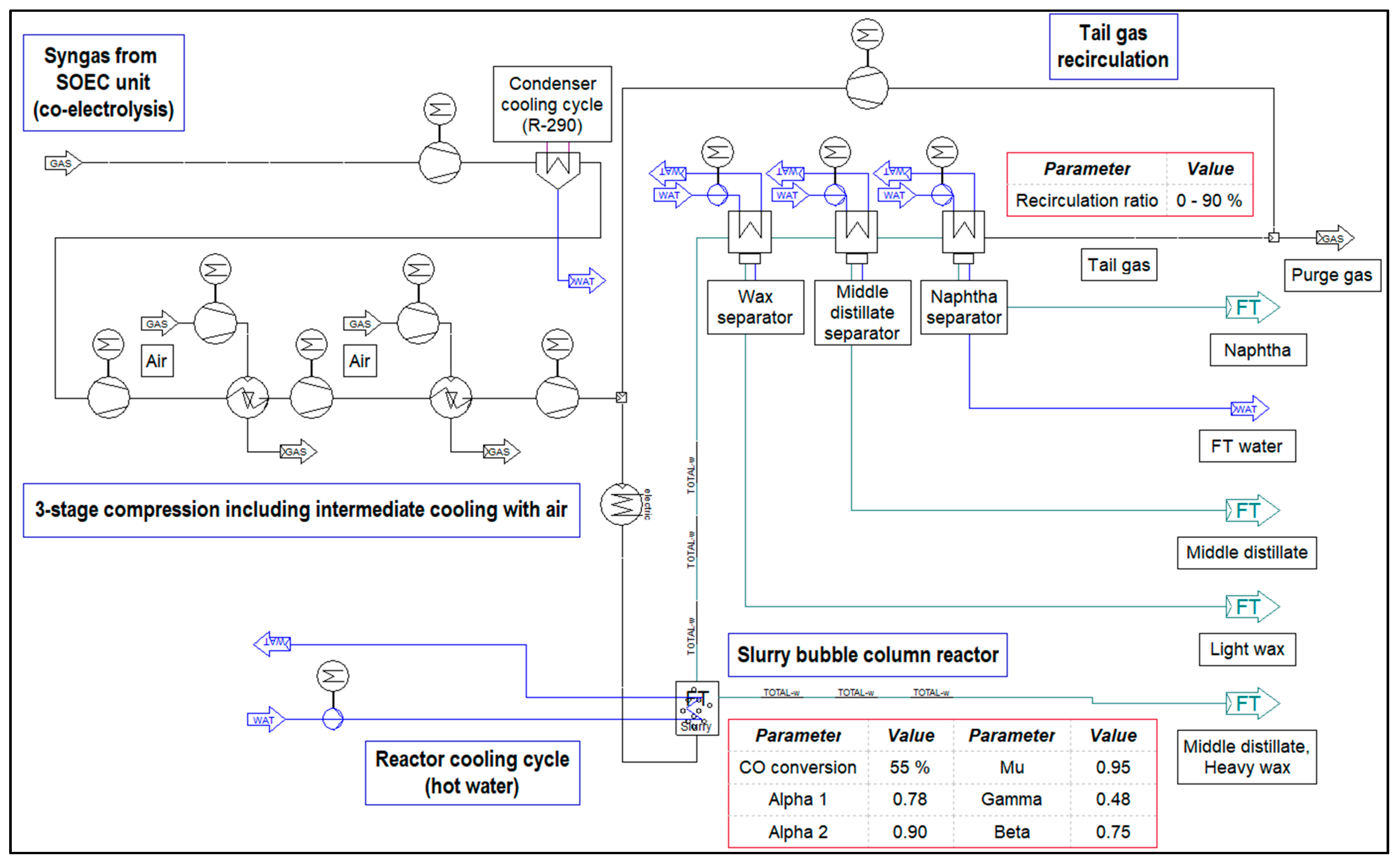
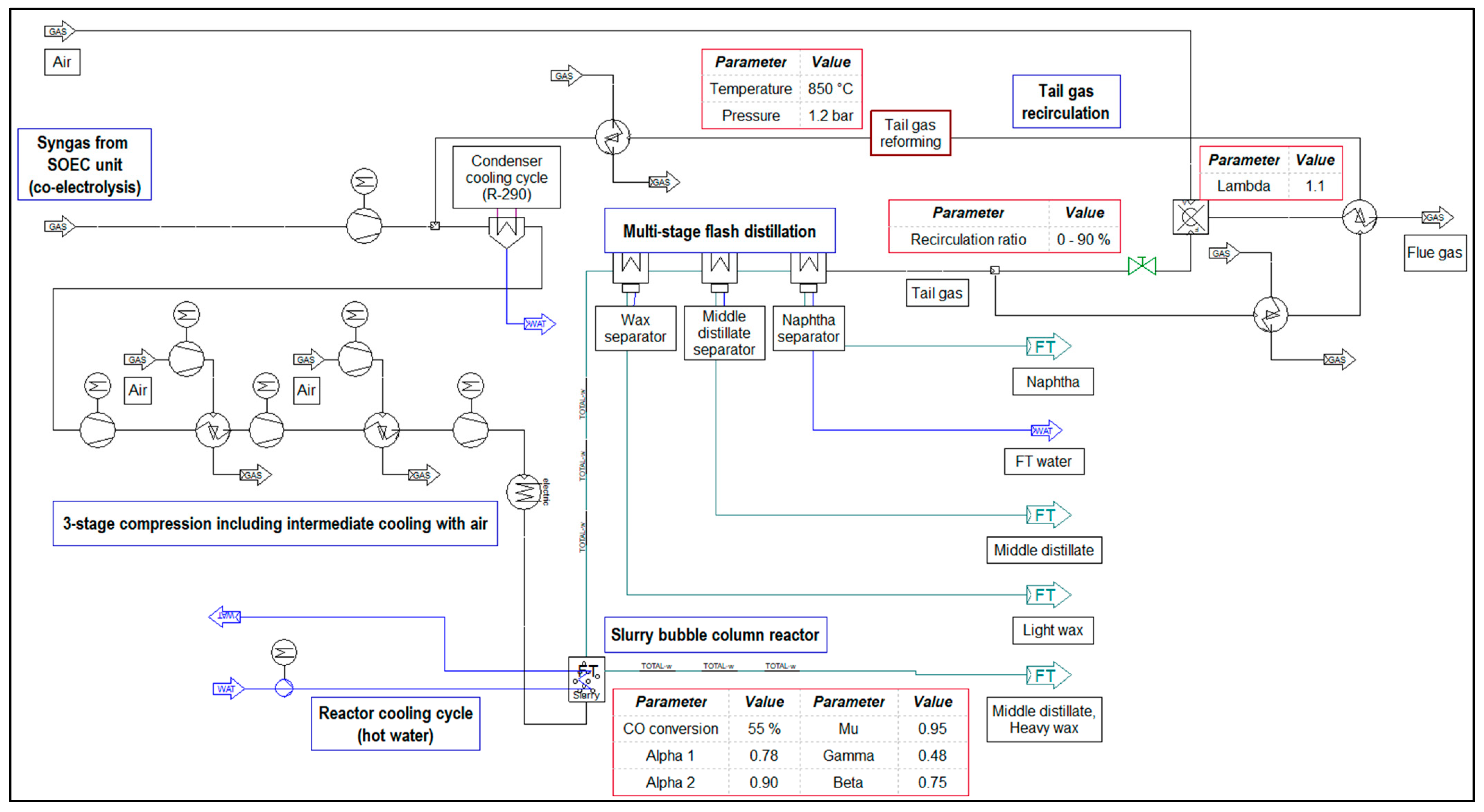
2.3. Fischer–Tropsch Synthesis
2.3.1. Extended ASF Distribution
- Underestimation of the formation of CH4;
- Overestimation of the formation of C2H6;
- Deviation of the chain growth probability α for long-chain hydrocarbons, C13+.
- α1: Chain growth probability for hydrocarbons ranging from C1 to C7;
- α2: Chain growth probability for hydrocarbons with C13+;
- μ: Factor for merging α1 and α2;
- γ: Termination factor to depict the higher selectivity for CH4;
- β: Readsorption factor to depict the lower selectivity for C2H6.
2.3.2. Reactor Cooling
2.3.3. Chemical Conversion
2.4. Products and Product Separation
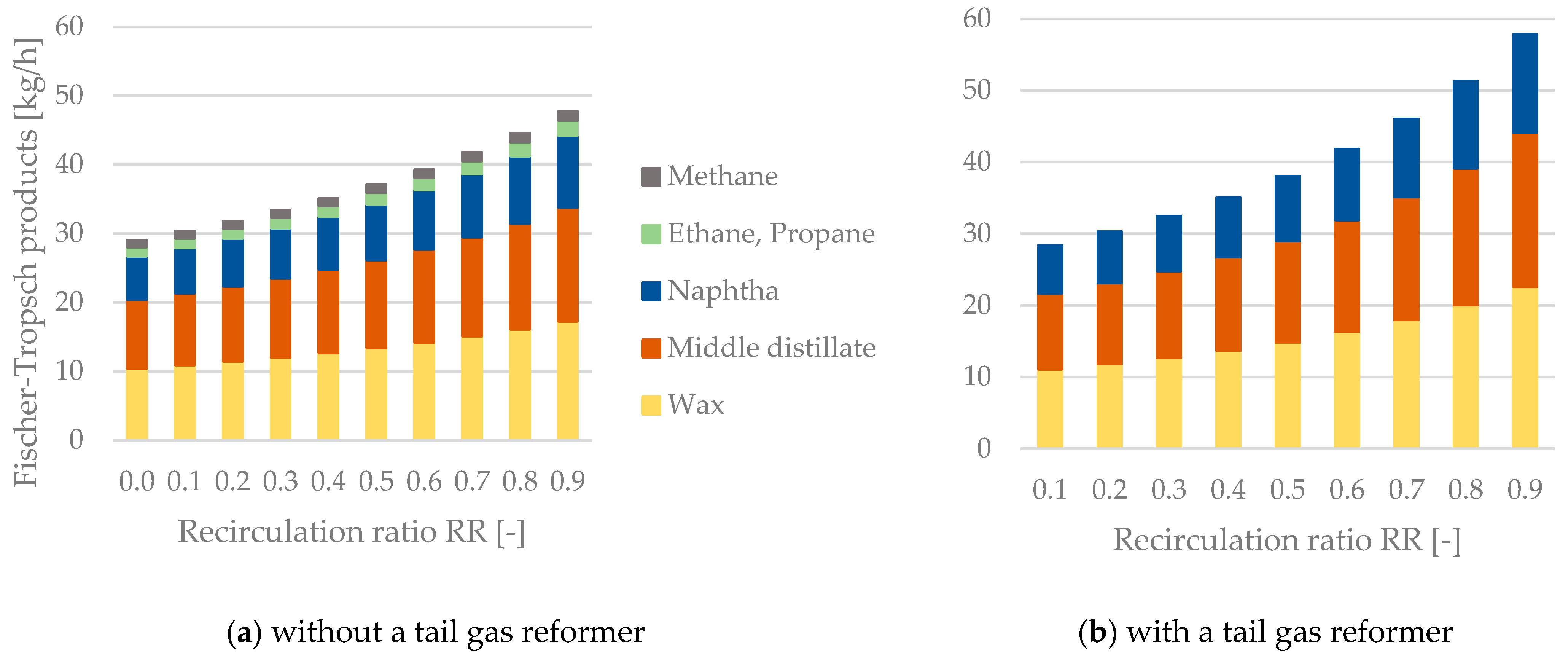
2.4.1. Fischer–Tropsch Products
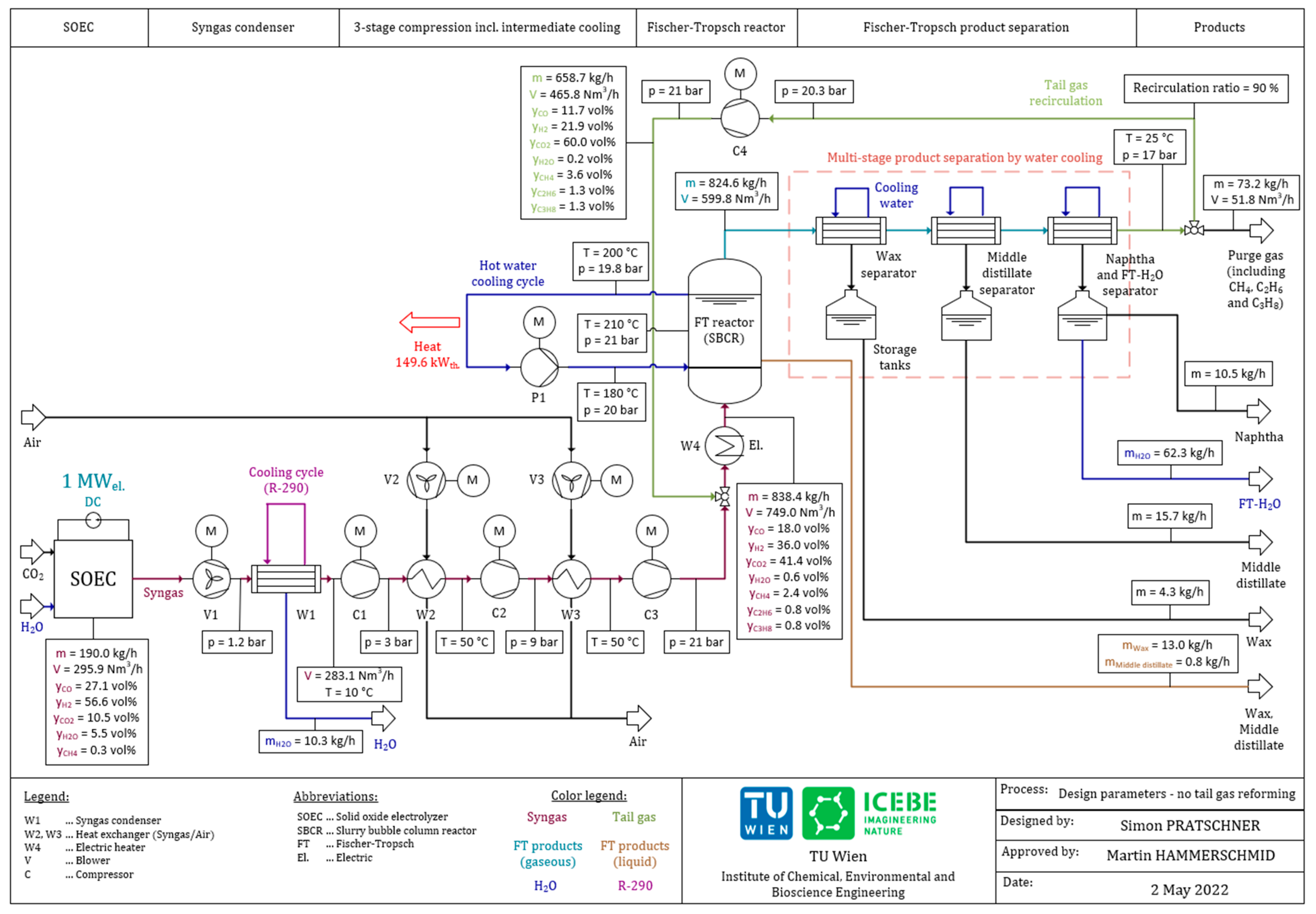
2.4.2. Product Separation without Tail Gas Reforming
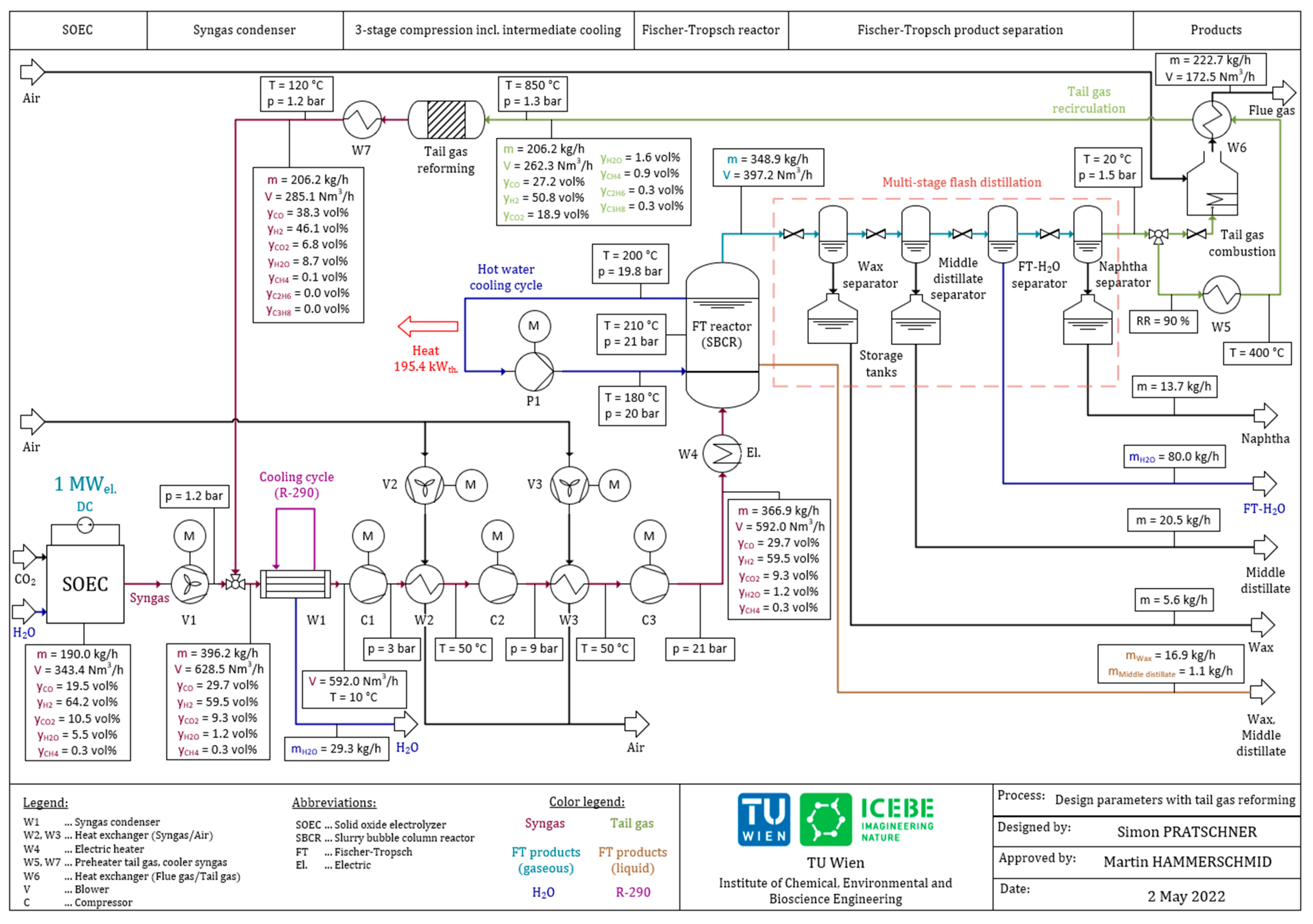
2.4.3. Product Separation with Tail Gas Reforming
2.5. Tail Gas Recirculation
2.5.1. Process Configuration without Tail Gas Reforming
2.5.2. Process Configuration with Tail Gas Reforming
2.6. Tail Gas Reforming
2.7. Power-to-Liquid Efficiency and Plant Efficiency
2.8. Utilization of Purge Gas
3. Results
3.1. Recommended Design Parameters for a Pilot Scale Power-to-Liquid Plant
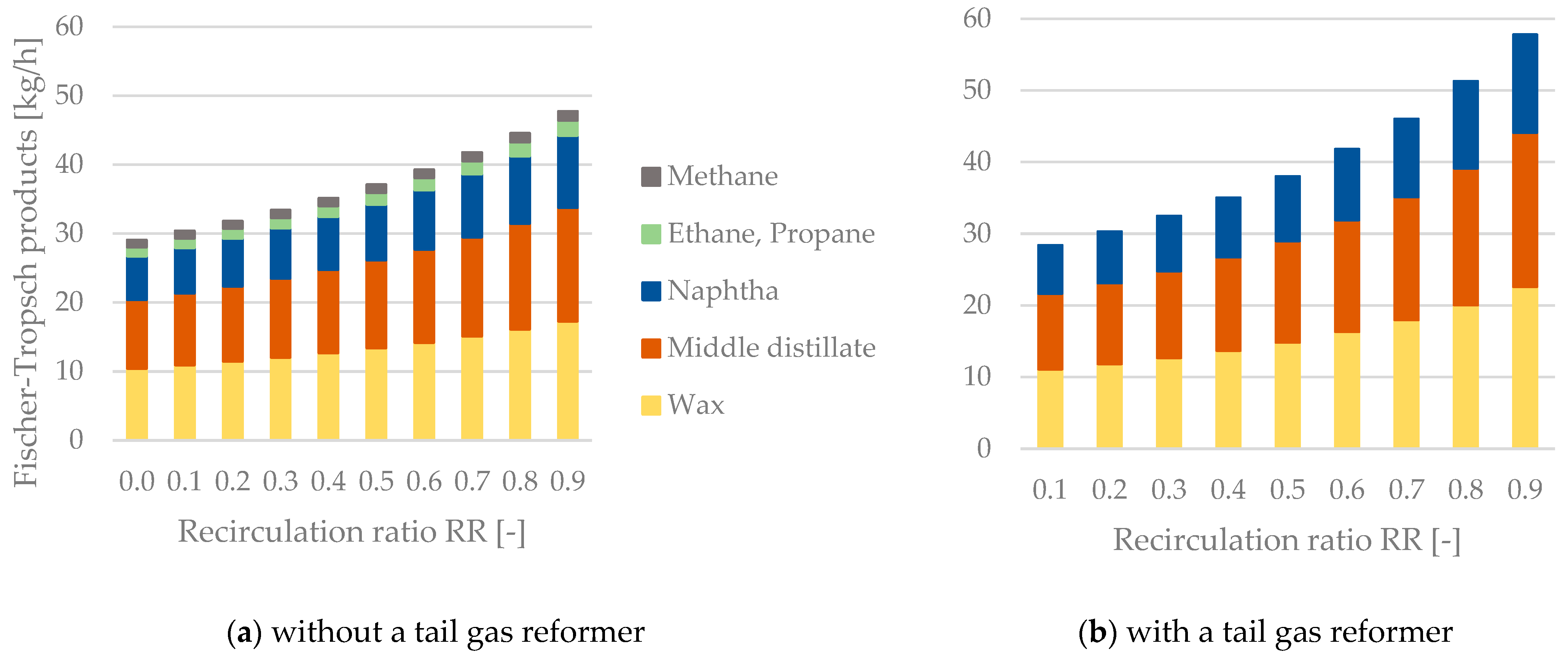
3.2. Fischer–Tropsch Synthesis—Products and Reaction Heat
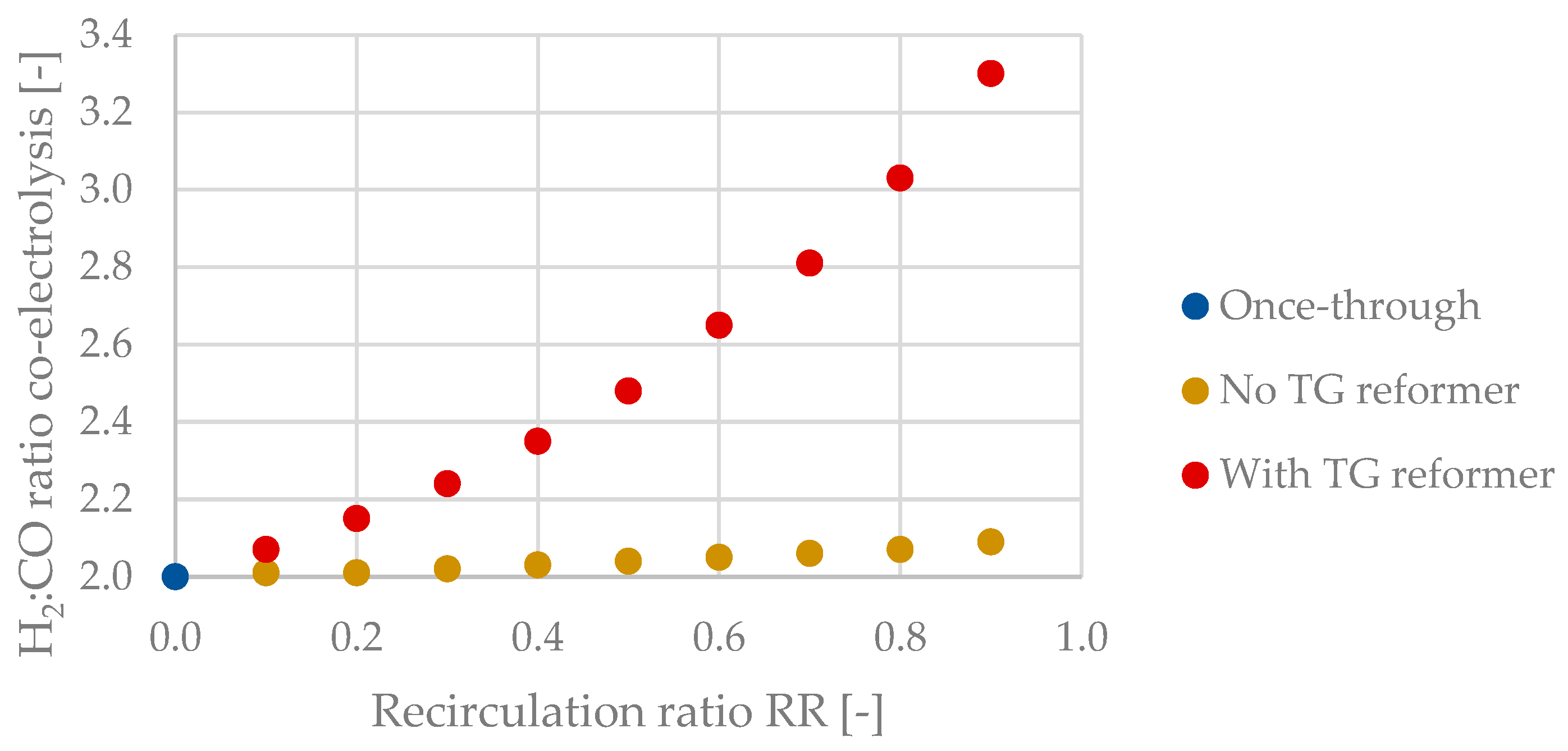
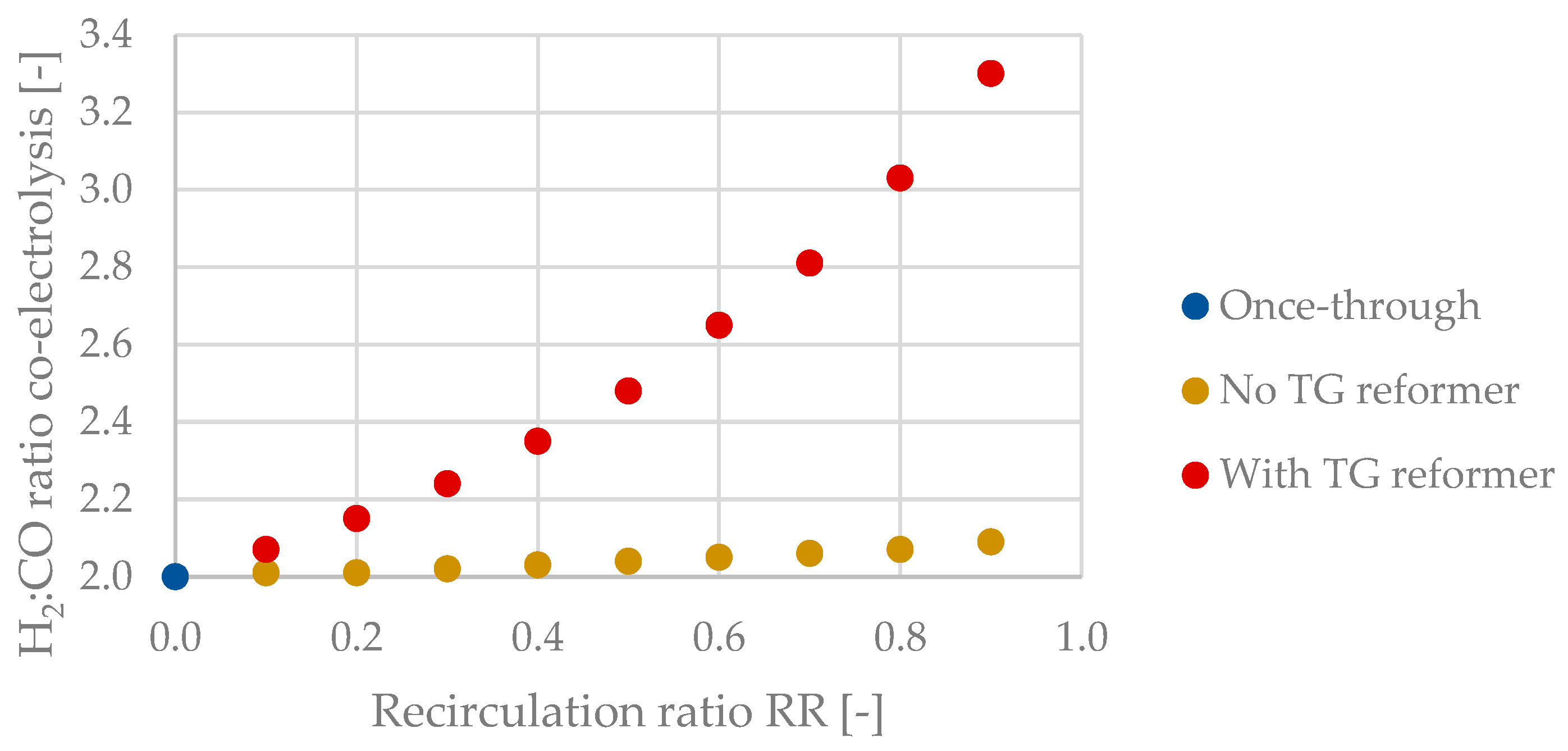
3.3. H2:CO Ratio of the SOEC (Co-Electrolysis) Unit
3.4. Tail Gas
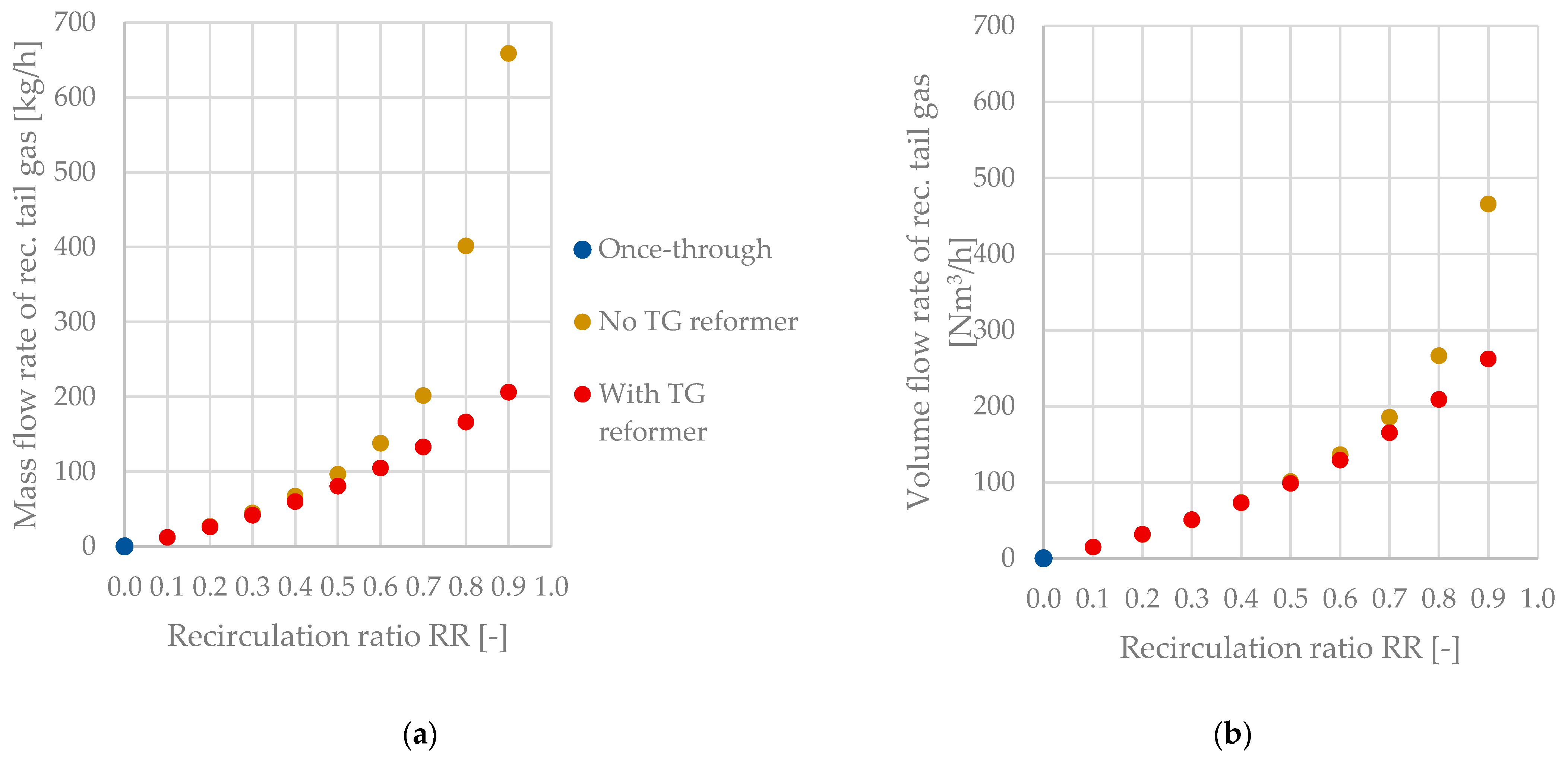
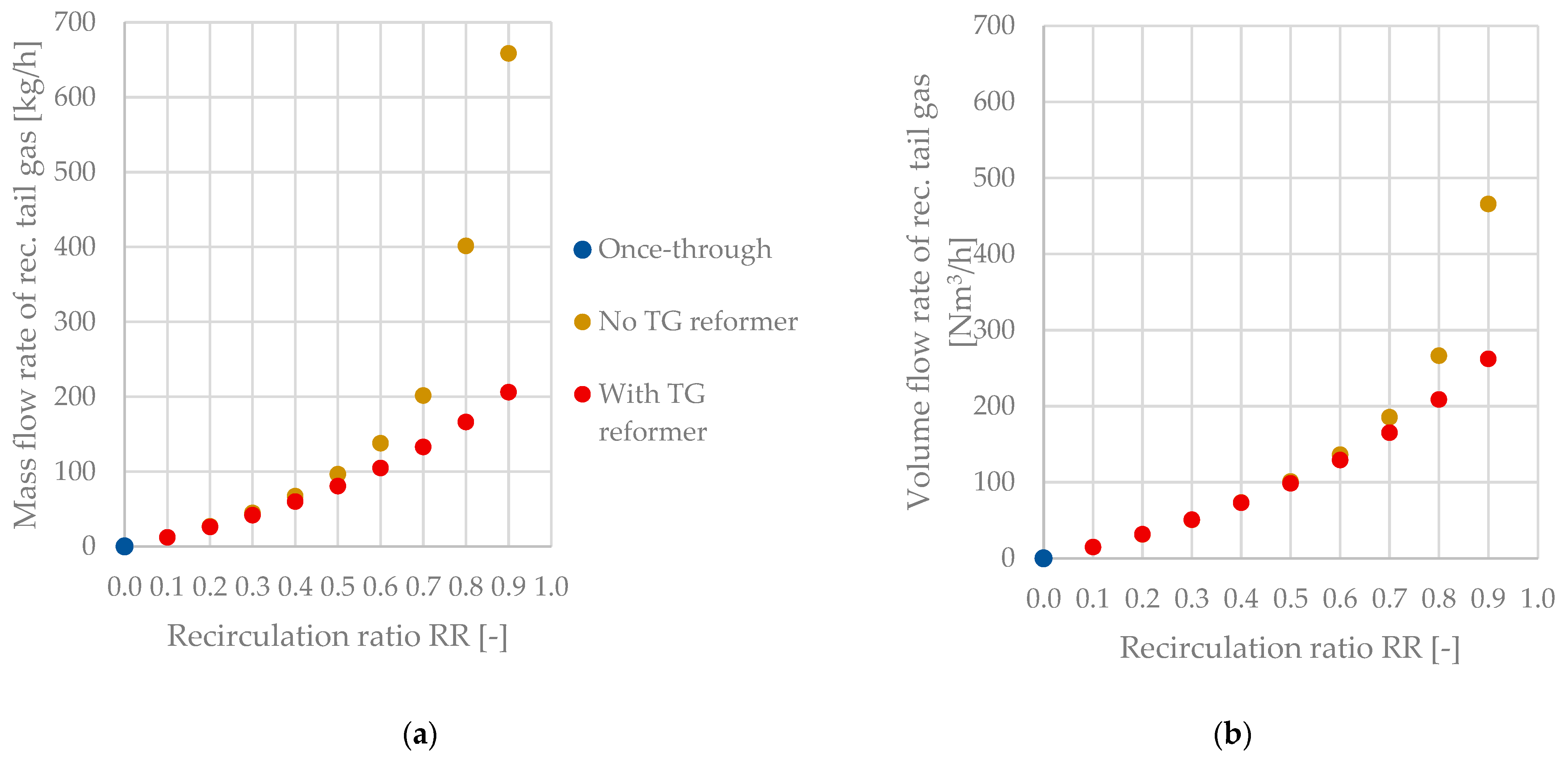
3.4.1. Mass Flow and Volume Flow Rates of recirculated Tail Gas
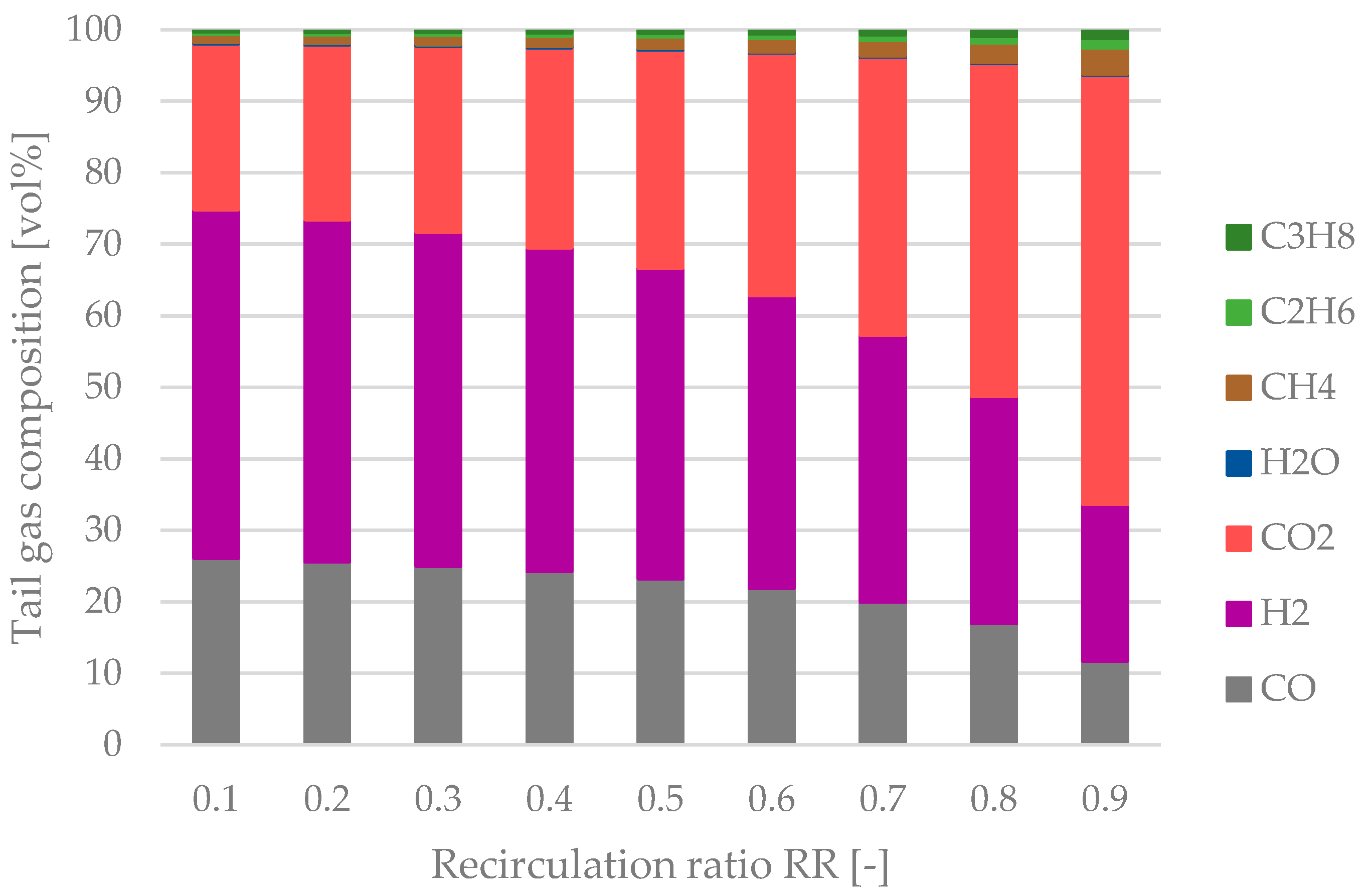
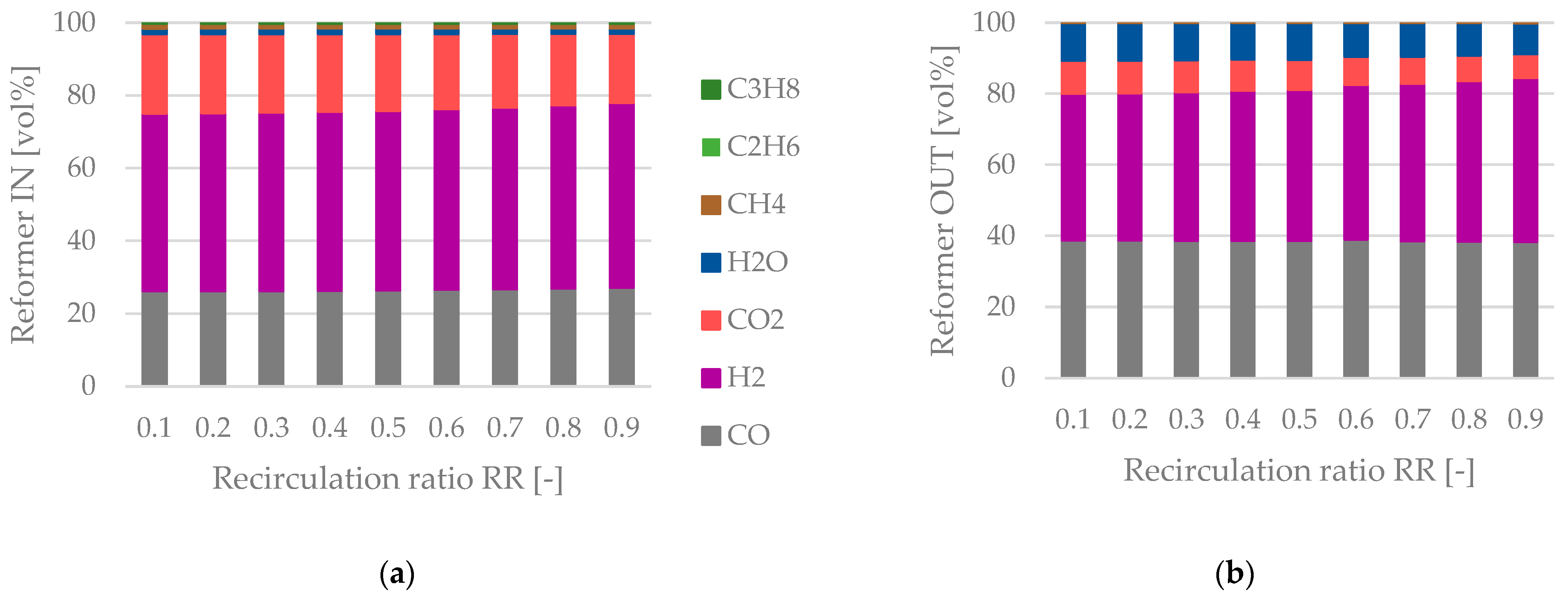
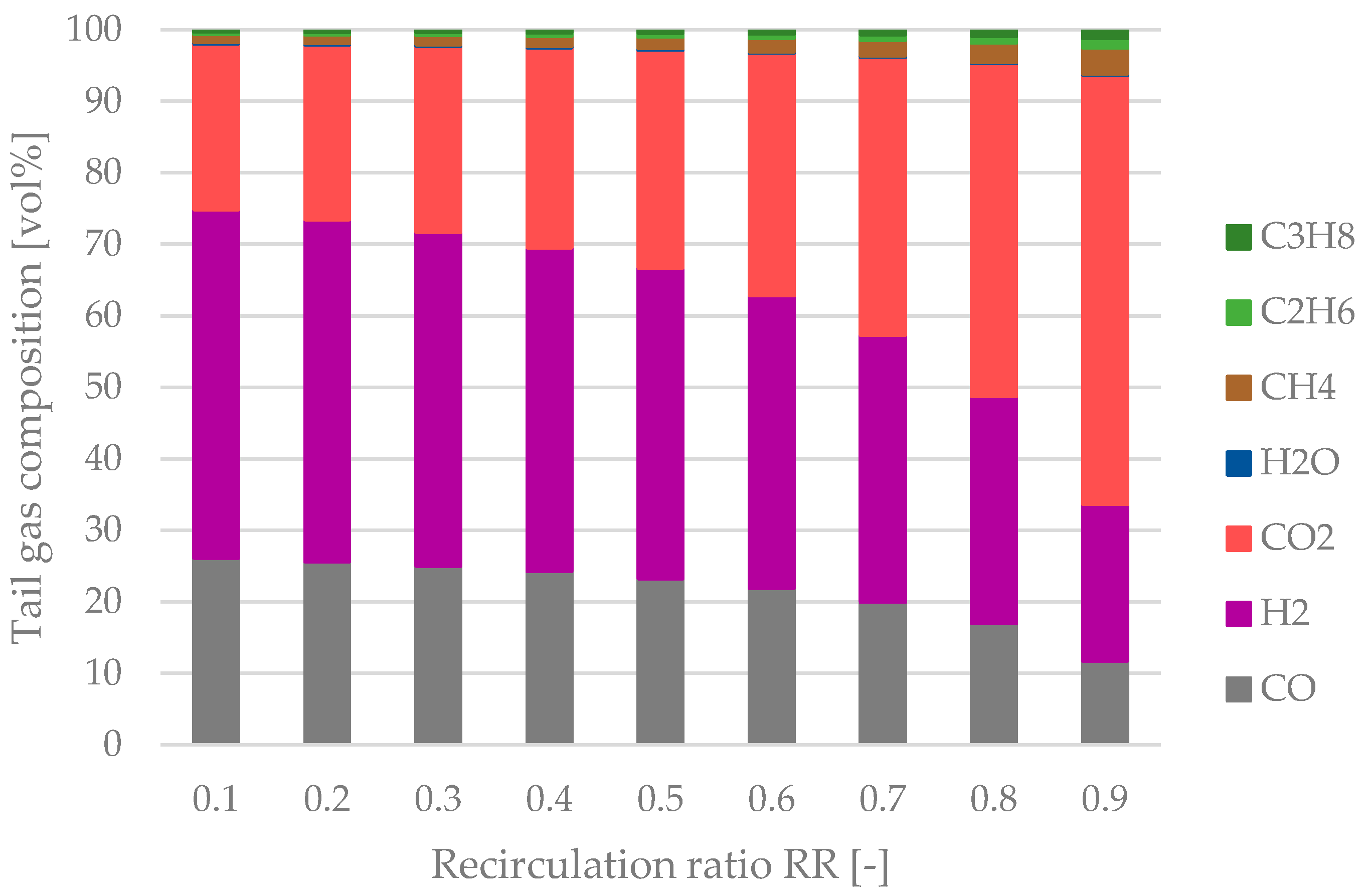
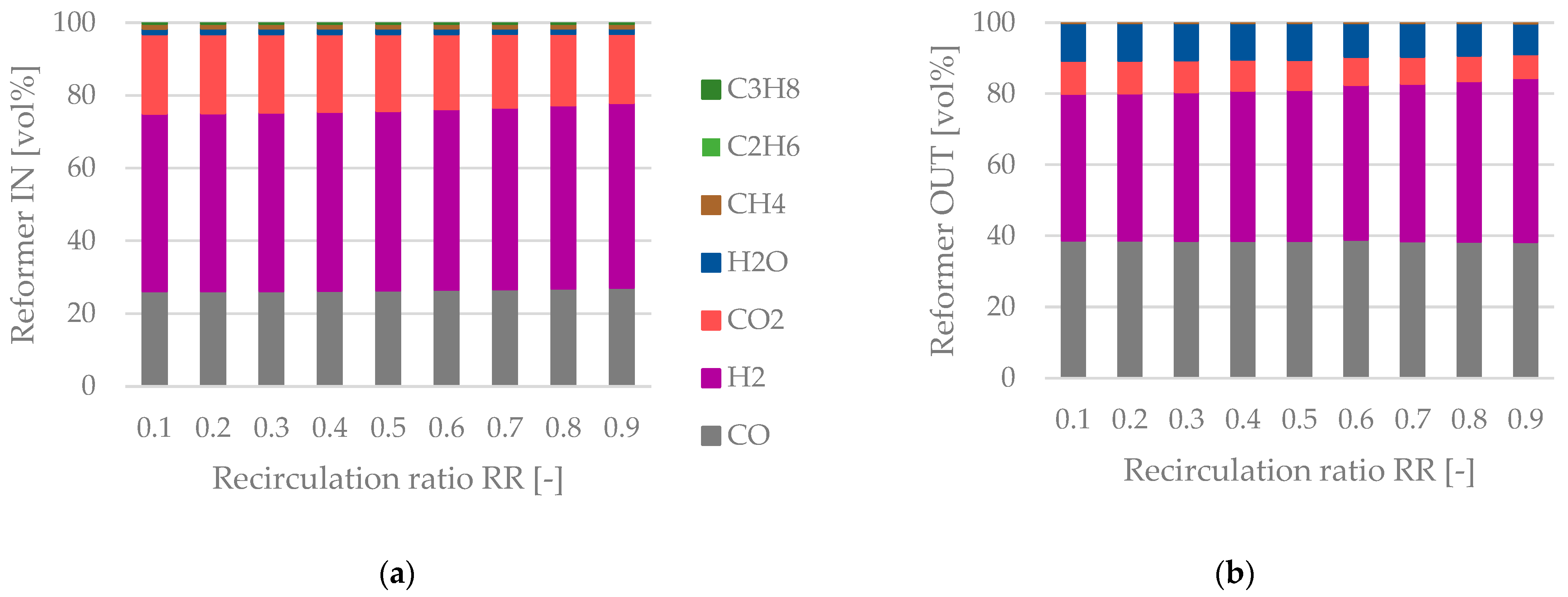
3.4.2. Composition of Tail Gas and Tail Gas Reforming
- Non-reacted reactants, i.e., CO and H2;
- Inert gases, i.e., CO2;
- Non-condensed products, i.e., CH4, ethane, propane and Fischer–Tropsch H2O.
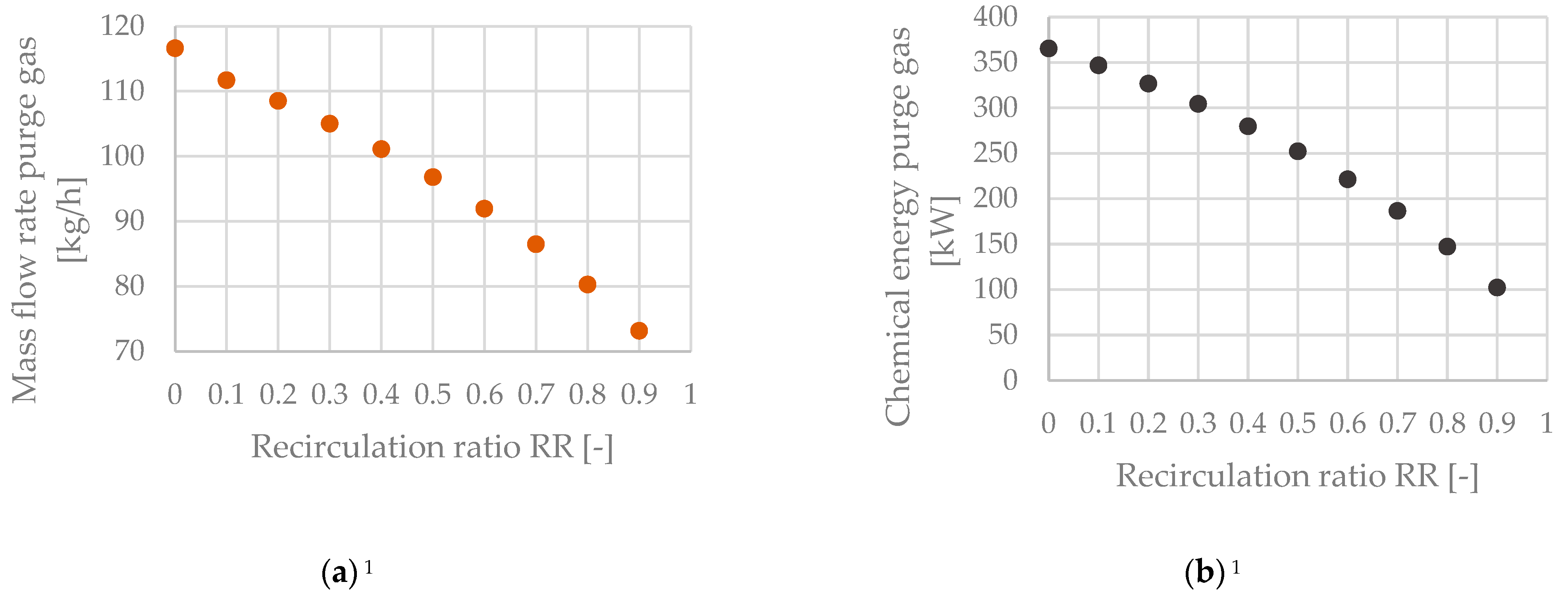
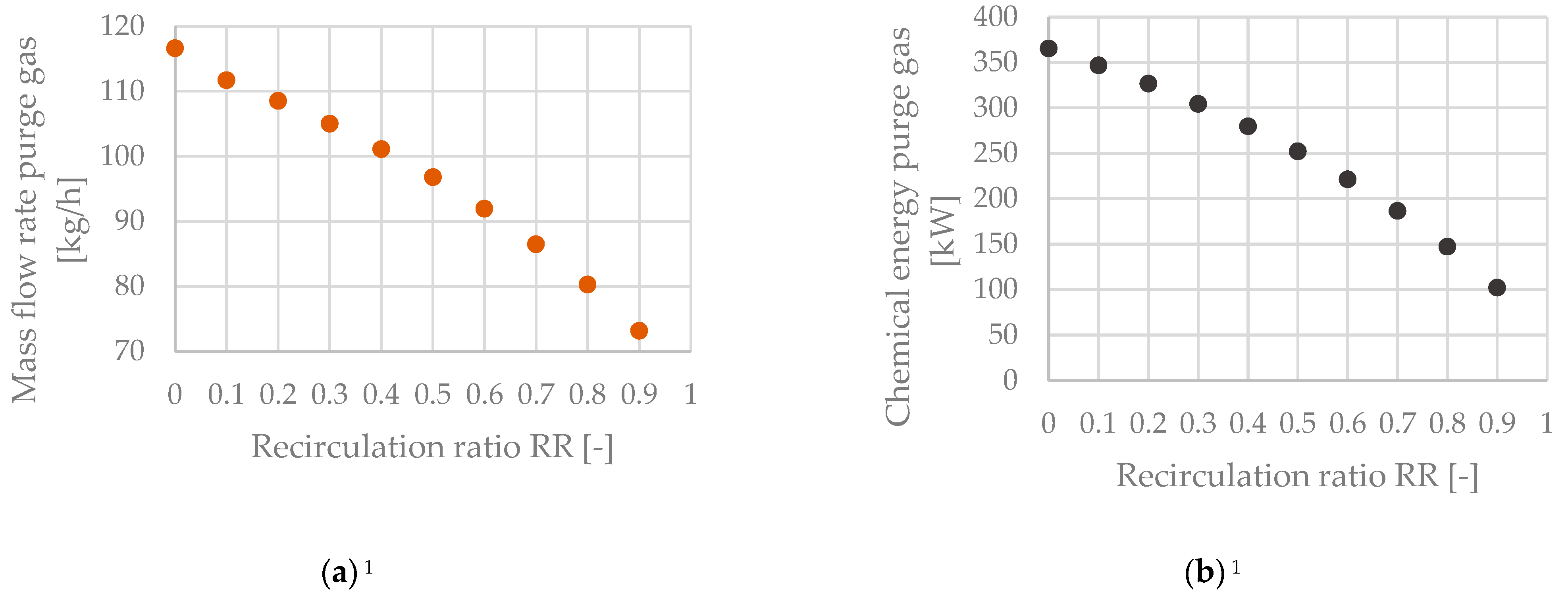
3.5. Purge Gas
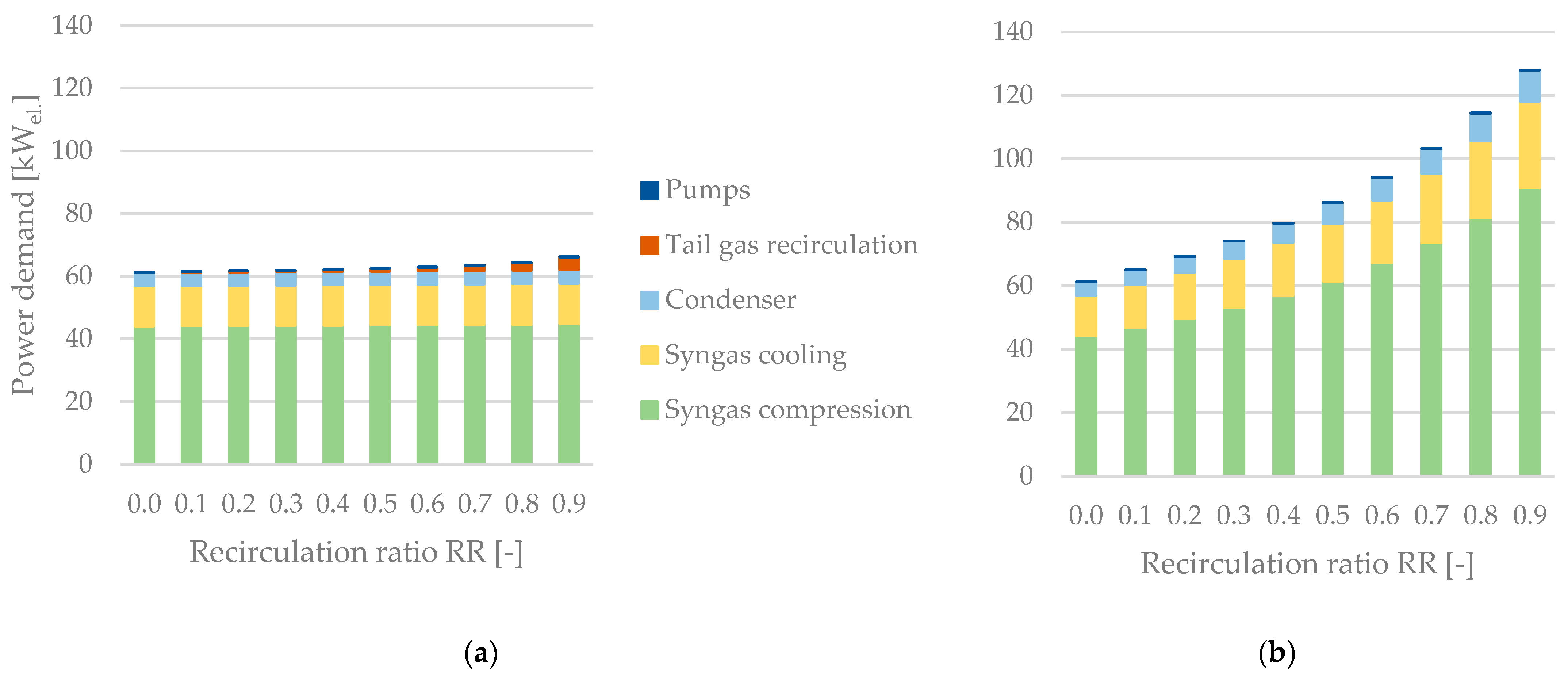
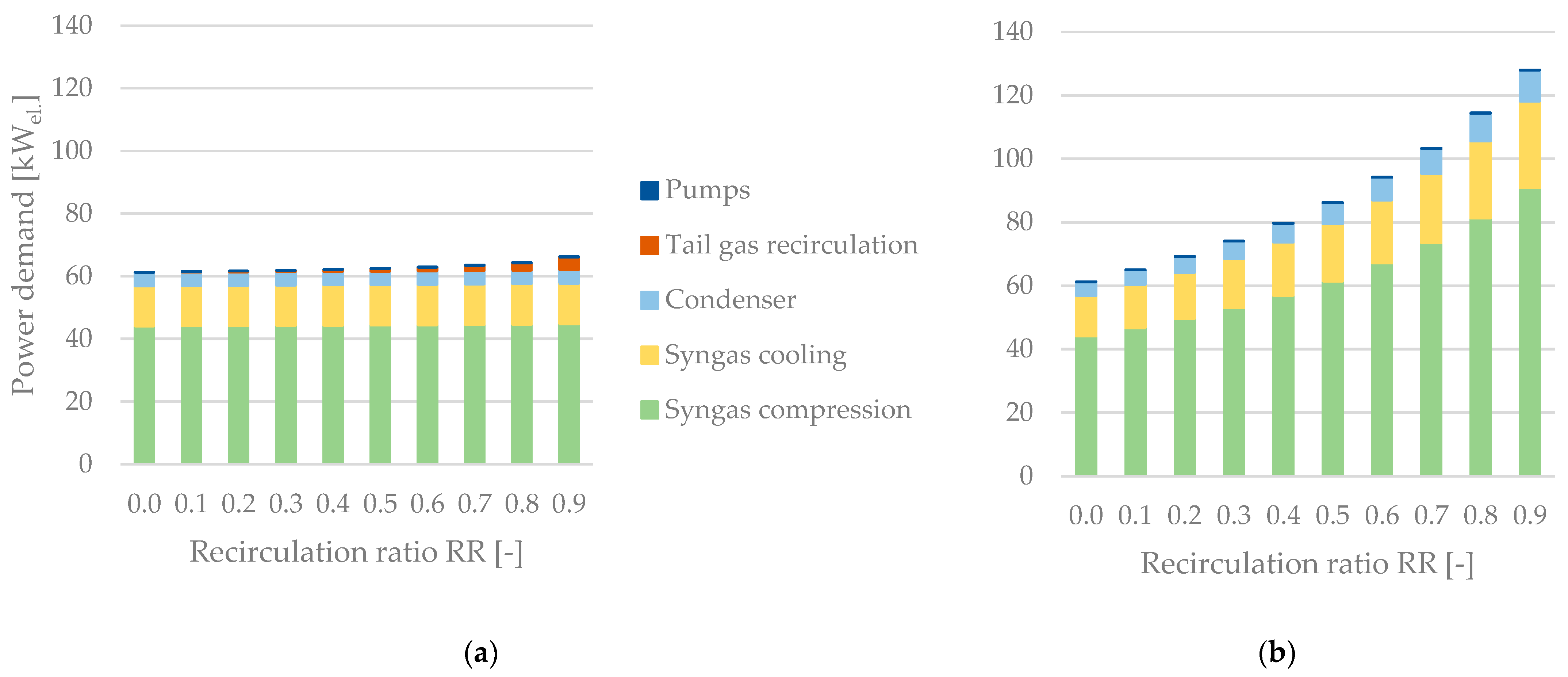
3.6. Power Demand of Auxiliary Equipment
- Syngas compression;
- Syngas condensing;
- Syngas intermediate cooling;
- Tail gas recirculation;
- Pumping for the reactor cooling cycle and the separation of products.
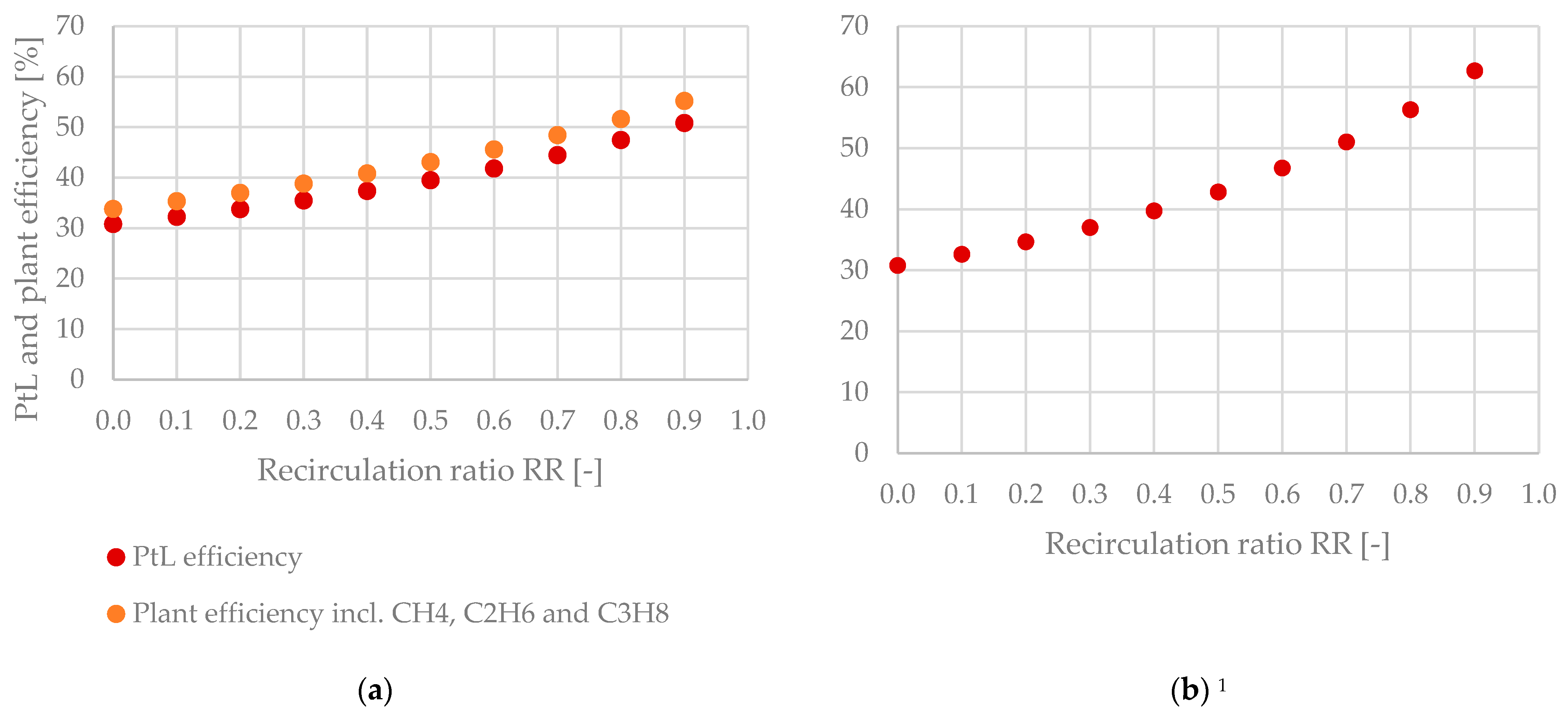
3.7. Power-to-Liquid Efficiency and Plant Efficiency
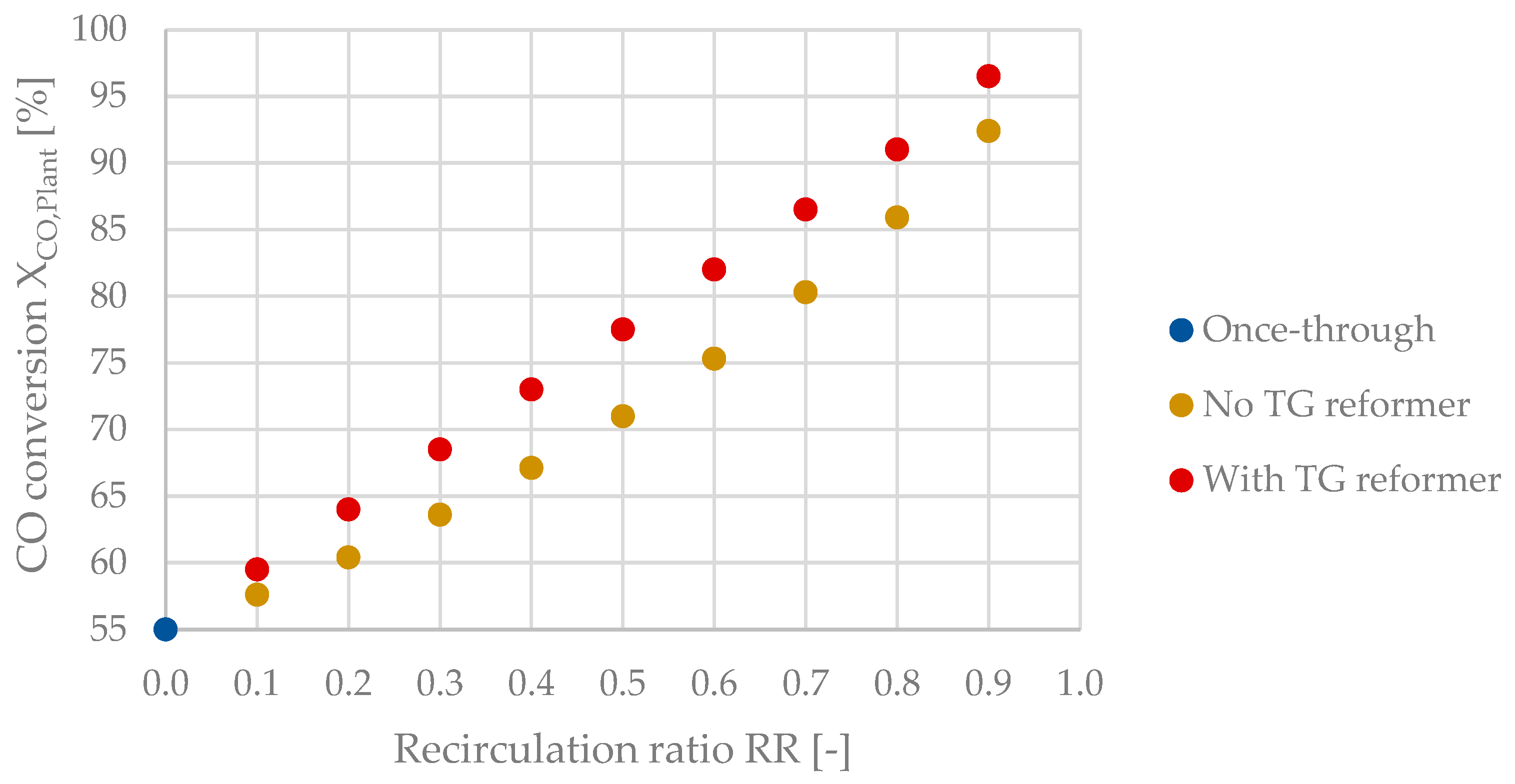
3.8. CO Conversion of the Power-to-Liquid Plant
4. Discussion
5. Conclusions
Author Contributions
Funding
Data Availability Statement
Acknowledgments
Conflicts of Interest
Abbreviations
| ASF | Anderson–Schulz–Flory distribution |
| C | Compressor |
| CCU | Carbon capture and utilization |
| DAC | Direct air capture |
| DME | Dimethyl ether |
| eASF | Extended Anderson-Schulz-Flory distribution |
| FBMR | Fixed bed multitubular reactor |
| FT | Fischer–Tropsch |
| GHG | Greenhouse gas |
| HTFT | High-temperature Fischer–Tropsch synthesis |
| LTFT | Low-temperature Fischer–Tropsch synthesis |
| PEMEC | Proton exchange membrane electrolysis cell |
| rWGS | Reverse water-gas shift |
| SBCR | Slurry bubble column reactor |
| SOEC | Solid oxide electrolysis cell |
| Syngas | Synthesis gas provided by the SOEC unit |
| TG | Tail gas |
| PtX | Power-to-X |
| PtG | Power-to-Gas |
| PtL | Power-to-Liquid |
| V | Blower |
| W | Heat exchanger |
| Nomenclature | |
| LHV | Lower heating value [MJ/kg] |
| m | Mass flow rate [kg/h] |
| P | Power [kWel.] |
| p | Pressure [bar] |
| RR | Recirculation ratio [-,%] |
| T | Temperature [K,°C] |
| U | Chemical energy [kW] |
| XCO | CO conversion [%] |
| x | Molar fraction [-] |
| y | Volume fraction [vol%] |
| α1 | Dominant chain growth probability for C1 to C7 (eASF) [-] |
| α2 | Dominant chain growth probability for C13+ (eASF) [-] |
| β | Readsorption factor—selectivity for C2H6 (eASF) [-] |
| γ | Termination factor—selectivity for CH4 (eASF) [-] |
| η | Efficiency [%] |
| λ | Air ratio [-] |
| μ | Factor to merge α1 and α2 (eASF) [-] |
| ΔrG | Gibbs free energy of a chemical reaction [kJ/mol] |
| ΔrH | Reaction enthalpy [kJ/mol] |
| ΔrS | Reaction entropy [kJ/(mol∙K)] |
| m. | Mechanical |
| el. | Electric |
| th. | Thermal |
| max. | Maximum |
| s | Isentropic |
| Compr. | Compressor/compression |
| Con. | Condenser |
| Rec. | Recirculation/recirculated |
References
- Trends in Atmospheric Carbon Dioxide—Annual Mean Global Carbon Dioxide Growth Rates. Available online: https://gml.noaa.gov/ccgg/trends/gl_gr.html (accessed on 7 January 2022).
- Trends in Atmospheric Carbon Dioxide—Global Monthly Mean CO2. Available online: https://gml.noaa.gov/ccgg/trends/global.html (accessed on 7 January 2022).
- BP p.l.c. Statistical Review of World Energy—70th Edition. 2021. Available online: https://www.bp.com/content/dam/bp/business-sites/en/global/corporate/pdfs/energy-economics/statistical-review/bp-stats-review-2021-full-report.pdf (accessed on 7 January 2022).
- Buysse, C.; Miller, J. Transport Could Burn up the EU’s Entire Carbon Budget. Available online: https://theicct.org/blog/staff/eu-carbon-budget-apr2021 (accessed on 7 January 2022).
- Josh A European Green Deal. Striving to Be the First Climate-Neutral Continent. Available online: https://ec.europa.eu/info/strategy/priorities-2019-2024/european-green-deal_en (accessed on 7 January 2022).
- Austrian Automobile, Motorcycle and Touring Club. Expertenbericht Mobilität und Klimaschutz 2030. Available online: https://www.oeamtc.at/club/oeamtc-expertenbericht-mobilitaet-klimaschutz-2030-25873728#:~:text=%22Alles%20in%20allem%20werden%20die,betont%20%C3%96AMTC%2DDirektor%20Oliver%20Schmerold (accessed on 17 March 2022).
- E-FUEL—The Renewable Fuel. Available online: https://www.sunfire.de/en/e-fuel (accessed on 7 January 2022).
- Wulf, C.; Zapp, P.; Schreiber, A. Review of Power-to-X Demonstration Projects in Europe. Front. Energy Res. 2020, 8, 191. [Google Scholar] [CrossRef]
- Karka, P.; Johnsson, F.; Papadokonstantakis, S. Perspectives for Greening European Fossil-Fuel Infrastructures Through Use of Biomass: The Case of Liquid Biofuels Based on Lignocellulosic Resources. Front. Energy Res. 2021, 9, 636782. [Google Scholar] [CrossRef]
- Mailaram, S.; Kumar, P.; Kunamalla, A.; Saklecha, P.; Maity, S.K. Biomass, Biorefinery, and Biofuels. In Sustainable Fuel Technologies Handbook; Elsevier: Amsterdam, The Netherlands, 2021; pp. 51–87. ISBN 978-0-12-822989-7. [Google Scholar]
- Green Fuel from Residual Waste. Available online: https://smartcity.wien.gv.at/en/waste2value/ (accessed on 24 May 2022).
- Pratschner, S.; Skopec, P.; Hrdlicka, J.; Winter, F. Power-to-Green Methanol via CO2 Hydrogenation—A Concept Study Including Oxyfuel Fluidized Bed Combustion of Biomass. Energies 2021, 14, 4638. [Google Scholar] [CrossRef]
- Siemens Energy. Haru Oni: A New Age of Discovery. Available online: https://www.siemens-energy.com/global/en/news/magazine/2021/haru-oni.html (accessed on 7 January 2022).
- Marlin, D.S.; Sarron, E.; Sigurbjörnsson, Ó. Process Advantages of Direct CO2 to Methanol Synthesis. Front. Chem. 2018, 6. [Google Scholar] [CrossRef]
- Bowker, M. Methanol Synthesis from CO2 Hydrogenation. ChemCatChem 2019, 11, 4238–4246. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Norsk E-Fuel. Supplying Your Renewable Fuel. Unlimited. On the Road to Climate Neutral Transportation. Available online: https://www.norsk-e-fuel.com/en/ (accessed on 7 January 2022).
- Fisch, I. Sustainable E-Fuels for Aviation. Available online: https://ineratec.de/en/e-fuels-for-aviation/ (accessed on 7 January 2022).
- Industrial Power-to-Liquid Pioneer Plant in Germany 2022. INERATEC. Available online: https://ineratec.de/en/power-to-liquid-pioneer-plant-2022/ (accessed on 17 March 2022).
- de Klerk, A. Fischer-Tropsch Refining, 1st ed.; Wiley-VCH: Weinheim, Germany, 2011; ISBN 978-3-527-63560-3. [Google Scholar]
- Martinelli, M.; Gnanamani, M.K.; LeViness, S.; Jacobs, G.; Shafer, W.D. An Overview of Fischer-Tropsch Synthesis: XtL Processes, Catalysts and Reactors. Appl. Catal. A Gen. 2020, 608, 117740. [Google Scholar] [CrossRef]
- Badoga, S.; Gnanamani, M.K.; Martinelli, M.; Sparks, D.E.; Ma, W. Effect of Start-up Solvent on the Performance of Co Catalyst for Fischer-Tropsch Synthesis in Stirred-Tank Reactor. Fuel 2020, 272, 117707. [Google Scholar] [CrossRef]
- Visconti, C.G.; Lietti, L.; Tronconi, E.; Rossini, S. Kinetics of Low-Temperature Fischer-Tropsch Synthesis on Cobalt Catalysts: Are Both Slurry Autoclave and Tubular Packed-Bed Reactors Adequate to Collect Relevant Data at Lab-Scale? Can. J. Chem. Eng. 2016, 94, 685–695. [Google Scholar] [CrossRef]
- Todic, B.; Nowicki, L.; Nikacevic, N.; Bukur, D.B. Fischer–Tropsch Synthesis Product Selectivity over an Industrial Iron-Based Catalyst: Effect of Process Conditions. Catal. Today 2016, 261, 28–39. [Google Scholar] [CrossRef] [Green Version]
- Peña, D.; Griboval-Constant, A.; Lecocq, V.; Diehl, F.; Khodakov, A.Y. Influence of Operating Conditions in a Continuously Stirred Tank Reactor on the Formation of Carbon Species on Alumina Supported Cobalt Fischer–Tropsch Catalysts. Catal. Today 2013, 215, 43–51. [Google Scholar] [CrossRef]
- Chambrey, S.; Fongarland, P.; Karaca, H.; Piché, S.; Griboval-Constant, A.; Schweich, D.; Luck, F.; Savin, S.; Khodakov, A.Y. Fischer–Tropsch Synthesis in Milli-Fixed Bed Reactor: Comparison with Centimetric Fixed Bed and Slurry Stirred Tank Reactors. Catal. Today 2011, 171, 201–206. [Google Scholar] [CrossRef]
- de Klerk, A. Can Fischer−Tropsch Syncrude Be Refined to On-Specification Diesel Fuel? Energy Fuels 2009, 23, 4593–4604. [Google Scholar] [CrossRef]
- Gruber, H.; Groß, P.; Rauch, R.; Reichhold, A.; Zweiler, R.; Aichernig, C.; Müller, S.; Ataimisch, N.; Hofbauer, H. Fischer-Tropsch Products from Biomass-Derived Syngas and Renewable Hydrogen. Biomass Conv. Bioref. 2021, 11, 2281–2292. [Google Scholar] [CrossRef] [Green Version]
- Bekker, M.; Louw, N.R.; Jansen Van Rensburg, V.J.; Potgieter, J. The Benefits of Fischer-Tropsch Waxes in Synthetic Petroleum Jelly. Int. J. Cosmet. Sci. 2013, 35, 99–104. [Google Scholar] [CrossRef]
- Guettel, R.; Kunz, U.; Turek, T. Reactors for Fischer-Tropsch Synthesis. Chem. Eng. Technol. 2008, 31, 746–754. [Google Scholar] [CrossRef]
- Maitlis, P.M.; de Klerk, A. (Eds.) Greener Fischer-Tropsch Processes for Fuels and Feedstocks; Wiley-VCH: Weinheim, Germany, 2013; ISBN 978-3-527-32945-8. [Google Scholar]
- Makhura, E.; Rakereng, J.; Rapoo, O.; Danha, G. Effect of the Operation Parameters on the Fischer Tropsch Synthesis Process Using Different Reactors. Procedia Manuf. 2019, 35, 349–355. [Google Scholar] [CrossRef]
- Pfeifer, P.; Schmidt, S.; Betzner, F.; Kollmann, M.; Loewert, M.; Böltken, T.; Piermartini, P. Scale-up of Microstructured Fischer–Tropsch Reactors—Status and Perspectives. Curr. Opin. Chem. Eng. 2022, 36, 100776. [Google Scholar] [CrossRef]
- Yang, J.; Boullosa, E.; Myrstad, R.; Venik, H.; Pfeifer, P.; Holmen, A. Fischer-Tropsch Synthesis on Co-Based Catalysts in a Microchannel Reactor—Effect of Temperature and Pressure on Selectivity and Stability. In Fischer-Tropsch Synthesis, Catalysts and Catalysis; CRC Press: Boca Raton, FL, USA, 2016; Chapter 12; pp. 223–251. ISBN 978-1-4665-5529-7. [Google Scholar]
- Marchese, M.; Giglio, E.; Santarelli, M.; Lanzini, A. Energy Performance of Power-to-Liquid Applications Integrating Biogas Upgrading, Reverse Water Gas Shift, Solid Oxide Electrolysis and Fischer-Tropsch Technologies. Energy Convers. Manag. X 2020, 6, 100041. [Google Scholar] [CrossRef]
- Cinti, G.; Baldinelli, A.; Di Michele, A.; Desideri, U. Integration of Solid Oxide Electrolyzer and Fischer-Tropsch: A Sustainable Pathway for Synthetic Fuel. Appl. Energy 2016, 162, 308–320. [Google Scholar] [CrossRef]
- König, D.H.; Freiberg, M.; Dietrich, R.-U.; Wörner, A. Techno-Economic Study of the Storage of Fluctuating Renewable Energy in Liquid Hydrocarbons. Fuel 2015, 159, 289–297. [Google Scholar] [CrossRef] [Green Version]
- Becker, W.L.; Braun, R.J.; Penev, M.; Melaina, M. Production of Fischer–Tropsch Liquid Fuels from High Temperature Solid Oxide Co-Electrolysis Units. Energy 2012, 47, 99–115. [Google Scholar] [CrossRef]
- Herz, G.; Reichelt, E.; Jahn, M. Techno-Economic Analysis of a Co-Electrolysis-Based Synthesis Process for the Production of Hydrocarbons. Appl. Energy 2018, 215, 309–320. [Google Scholar] [CrossRef]
- Gao, R.; Zhang, C.; Jun, K.-W.; Kim, S.K.; Park, H.-G.; Zhao, T.; Wang, L.; Wan, H.; Guan, G. Green Liquid Fuel and Synthetic Natural Gas Production via CO2 Hydrogenation Combined with Reverse Water-Gas-Shift and Co-based Fischer-Tropsch Synthesis. J. CO2 Util. 2021, 51, 101619. [Google Scholar] [CrossRef]
- Müller, S.; Groß, P.; Rauch, R.; Zweiler, R.; Aichernig, C.; Fuchs, M.; Hofbauer, H. Production of Diesel from Biomass and Wind Power—Energy Storage by the Use of the Fischer-Tropsch Process. Biomass Conv. Bioref. 2018, 8, 275–282. [Google Scholar] [CrossRef]
- HELMETH—High Temperature Electrolysis Cell (SOEC). Available online: http://www.helmeth.eu/index.php/technologies/high-temperature-electrolysis-cell-soec (accessed on 22 February 2022).
- Avallone, E.A.; Baumeister, T.; Sadegh, A.M. Marks’ Standard Handbook for Mechanical Engineers; McGraw-Hill: New York, NY, USA, 2007; Chapter 14; ISBN 978-1-60119-653-8. [Google Scholar]
- Guilera, J.; Díaz-López, J.A.; Berenguer, A.; Biset-Peiró, M.; Andreu, T. Fischer-Tropsch Synthesis: Towards a Highly-Selective Catalyst by Lanthanide Promotion under Relevant CO2 Syngas Mixtures. Appl. Catal. A Gen. 2022, 629, 118423. [Google Scholar] [CrossRef]
- Sauciuc, A.; Abosteif, Z.; Weber, G.; Potetz, A.; Rauch, R.; Hofbauer, H.; Schaub, G.; Dumitrescu, L. Influence of Operating Conditions on the Performance of Biomass-Based Fischer–Tropsch Synthesis. Biomass Conv. Bioref. 2012, 2, 253–263. [Google Scholar] [CrossRef]
- Coutanceau, C.; Baranton, S.; Audichon, T. Hydrogen Production from Water Electrolysis. In Hydrogen Electrochemical Production; Elsevier: Amsterdam, The Netherlands, 2018; pp. 17–62. ISBN 978-0-12-811250-2. [Google Scholar]
- Schmidt, P.; Weindorf, W. Power-to-Liquids: Potential and Perspectives for the Future Supply of Renewable Aviation Fuel 2016; German Environment Agency: Dessau-Roßlau, Germany, 2016; ISSN 2363-829X. Available online: https://www.umweltbundesamt.de/sites/default/files/medien/377/publikationen/161005_uba_hintergrund_ptl_barrierrefrei.pdf (accessed on 17 March 2022).
- Hauch, A.; Brodersen, K.; Chen, M.; Mogensen, M.B. Ni/YSZ Electrodes Structures Optimized for Increased Electrolysis Performance and Durability. Solid State Ion. 2016, 293, 27–36. [Google Scholar] [CrossRef] [Green Version]
- Sattler, K. Thermische Trennverfahren: Grundlagen, Auslegung, Apparate; Wiley-VCH: Weinheim, Germany, 2007; Chapter 2; pp. 116–117. ISBN 978-3-527-30243-7. [Google Scholar]
- Zhai, P.; Sun, G.; Zhu, Q.; Ma, D. Fischer-Tropsch Synthesis Nanostructured Catalysts: Understanding Structural Characteristics and Catalytic Reaction. Nanotechnol. Rev. 2013, 2, 547–576. [Google Scholar] [CrossRef]
- Förtsch, D.; Pabst, K.; Groß-Hardt, E. The Product Distribution in Fischer–Tropsch Synthesis: An Extension of the ASF Model to Describe Common Deviations. Chem. Eng. Sci. 2015, 138, 333–346. [Google Scholar] [CrossRef]
- Sengupta, S.; Jha, A.; Shende, P.; Maskara, R.; Das, A.K. Catalytic Performance of Co and Ni Doped Fe-Based Catalysts for the Hydrogenation of CO2 to CO via Reverse Water-Gas Shift Reaction. J. Environ. Chem. Eng. 2019, 7, 102911. [Google Scholar] [CrossRef]
- de Miranda, P.E.V. (Ed.) Science and Engineering of Hydrogen-Based Energy Technologies: Hydrogen Production and Practical Applications in Energy Generation; Academic Press Is an Imprint of Elsevier: London, UK; San Diego, CA, USA, 2019; ISBN 978-0-12-814251-6. [Google Scholar]




| Syngas Production | Fischer–Tropsch Model | Catalyst | Chain Growth Probability α | CO Conversion | Tail Gas Recirculation | Source |
|---|---|---|---|---|---|---|
| SOEC/rWGS | Standard ASF + kinetic model | Co-based | - 1 | 70% (per pass) | Inlet SOEC/ inlet rWGS | [34] |
| SOEC | Standard ASF | Co-based | 0.94 | 87% (per pass) | Inlet SOEC | [35] |
| rWGS | Standard ASF | Co-based | - 1 | 100% (plant) | Inlet rWGS/ inlet FT reactor | [36] |
| SOEC | Standard ASF + kinetic model | Co-based | 0.90 | 80% (per pass) | No recirculation | [37] |
| SOEC | - 1 | Co-based | 0.90 | 80% (per pass) | Inlet SOEC/ inlet FT reactor | [38] |
| rWGS | Reaction stoichiometry | Co-based | - 1 | - 1 | Inlet rWGS | [39] |
| Biomass gasification 2 | Standard ASF | Co-based | 0.89–0.93 | 40% (per pass) | No recirculation | [40] |
| Parameter | Symbol | Value | Unit | Source |
|---|---|---|---|---|
| SOEC and syngas | ||||
| SOEC power input | PSOEC | 1 | MWel. | Chosen design |
| Syngas mass flow rate | mSyngas | 190 | kg/h | Calculation [41] |
| Temperature syngas | TSyngas | 120 | °C | Assumption |
| Volume share of CO | yCO | 27.9 1 | vol% | [34] |
| Volume share of H2 | yH2 | 55.8 1 | vol% | [34] |
| Volume share of H2O | yH2O | 5.5 2 | vol% | [34] |
| Volume share of CO2 | yCO2 | 10.5 2 | vol% | [34] |
| Volume share of CH4 | yCH4 | 0.3 2 | vol% | [34] |
| Temperature condenser OUT | TCon. | 10 | °C | Assumption |
| Syngas compression and intermediate cooling | ||||
| Pressure condenser OUT | pCon. | 1 | bar | Assumption |
| Pressure C1 | pC1 | 3 | bar | [42] |
| Pressure C2 | pC2 | 8 | bar | [42] |
| Pressure C3 | pC3 | 21 | bar | [42] |
| Temperature W2 and W3 | TW2,W3 | 50 | °C | Assumption |
| Fischer–Tropsch synthesis | ||||
| Temperature FT reactor | TFT | 210 | °C | [19] |
| Pressure FT reactor | pFT | 21 | bar | [19] |
| CO conversion FT reactor | XCO,Reactor | 55 | % | [43,44] |
| rWGS activity FT reactor | XrWGS,Reactor | 0 | % | [19] |
| Chain growth probability | α1 | 0.78 | - | Based on [43] |
| Chain growth probability | α2 | 0.90 | - | Based on [43] |
| Factor to merge α1 and α2 | μ | 0.95 | - | Based on [43] |
| Readsorption factor | γ | 0.48 | - | Based on [43] |
| Termination factor | β | 0.75 | - | Based on [43] |
| Tail gas recirculation and reforming | ||||
| Recirculation ratio | RR | 0–90 | % | Chosen design |
| Temperature reformer | TReformer | 850 | °C | Chosen design |
| Pressure reformer | pReformer | 1.2 | bar | Chosen design |
| Tail gas combustion | ||||
| Air ratio | λ | 1.1 | - | Assumption |
| Temperature flue gas | TFlue gas | 1100 | °C | Assumption |
| Product fractions | ||||
| Methane | C1 | Number of carbon atoms | ||
| Ethane and propane | C2–C3 | Number of carbon atoms | ||
| Naphtha | C4–C9 | Number of carbon atoms | ||
| Middle distillate | C10–C19 | Number of carbon atoms | ||
| Wax | C20+ | Number of carbon atoms | ||
| Process Configuration (Recirculation Ratio of Tail Gas) | |||
|---|---|---|---|
| Fischer–Tropsch Products [kg/h] | Once-Through (RR = 0%) | No Reformer (RR = 90%) | With Reformer (RR = 90%) |
| CH4 | 1.1 1 | 1.3 1 | - 2 |
| Ethane and propane | 1.3 1 | 2.2 1 | - 2 |
| Naphtha | 6.3 | 10.5 | 13.7 |
| Middle distillate | 10.0 | 16.5 | 21.5 |
| Wax | 10.4 | 17.3 | 22.6 |
| Σ Fischer–Tropsch products | 29.1 | 47.8 | 57.8 |
| Fischer–Tropsch H2O | 36.5 | 62.3 | 80.0 |
| Reaction heat [kWth.] | 90.3 | 149.6 | 195.4 |
| Process Configuration (Recirculation Ratio of Tail Gas) | ||||||
|---|---|---|---|---|---|---|
| Parameter | Symbol | Unit | Once-Through (RR = 0%) | No Reformer (RR = 90%) | Reformer IN (RR = 90%) | Reformer OUT (RR = 90%) |
| CO | yCO | vol% | 26.0 | 11.7 | 27.2 | 38.4 |
| H2 | yH2 | vol% | 48.7 | 21.9 | 50.8 | 45.2 |
| CO2 | yCO2 | vol% | 21.7 | 60.1 | 18.9 | 7.2 |
| H2O | yH2O | vol% | 2.0 | 0.2 | 1.6 | 9.1 |
| CH4 | yCH4 | vol% | 1.0 | 3.6 | 0.9 | 0.1 |
| Ethane | yC2H6 | vol% | 0.3 | 1.3 | 0.3 | 0.0 |
| Propane | yC3H8 | vol% | 0.3 | 1.2 | 0.3 | 0.0 |
| Process Configuration (Recirculation Ratio of Tail Gas) | |||||
|---|---|---|---|---|---|
| Parameter | Symbol | Unit | Once-Through (RR = 0%) | No Reformer (RR = 90%) | With Reformer (RR = 90%) |
| Power-to-Liquid efficiency 1 | ηPtL | % | 30.8 | 50.8 | 62.7 |
| Plant efficiency 2 | ηPlant | % | 33.8 | 55.2 | 62.7 |
| Total power demand | PTotal | kWel. | 1061.3 | 1066.3 | 1128.1 |
| Process Configuration | ||
|---|---|---|
| Parameter | Without Tail Gas Reformer | With Tail Gas Reformer |
| PtL efficiency ηPtL | − | + |
| Fischer–Tropsch products | − | + |
| Technical expenditure | + | − 1 |
| Costs | + | − 1 |
| Deployment speed | + | − |
| Utilization of purge gas | + | − 2 |
| Process Configuration (Recirculation Ratio of Tail Gas) | |||||
|---|---|---|---|---|---|
| Parameter | Symbol | Unit | Once-Through (RR = 0%) | No Reformer (RR = 90%) | With Reformer (RR = 90%) |
| Power-to-Liquid efficiency | ηPtL | % | 30.8 | 50.8 | 62.7 |
| Fischer–Tropsch products 1 | mFT | kg/h | 26.7 | 44.3 | 57.8 |
| CO conversion of the plant | XCO,Plant | % | 55.0 | 92.4 | 96.5 |
| Required H2:CO ratio (SOEC) | H2:COSOEC | - | 2.00 | 2.09 | 3.30 |
| Total power demand 2 | Pel. | kWel. | 1061.3 | 1066.3 | 1128.1 |
| Purge gas chemical energy | UPurge gas | kW | 365.3 | 102.1 | - 3 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2022 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Pratschner, S.; Hammerschmid, M.; Müller, F.J.; Müller, S.; Winter, F. Simulation of a Pilot Scale Power-to-Liquid Plant Producing Synthetic Fuel and Wax by Combining Fischer–Tropsch Synthesis and SOEC. Energies 2022, 15, 4134. https://doi.org/10.3390/en15114134
Pratschner S, Hammerschmid M, Müller FJ, Müller S, Winter F. Simulation of a Pilot Scale Power-to-Liquid Plant Producing Synthetic Fuel and Wax by Combining Fischer–Tropsch Synthesis and SOEC. Energies. 2022; 15(11):4134. https://doi.org/10.3390/en15114134
Chicago/Turabian StylePratschner, Simon, Martin Hammerschmid, Florian J. Müller, Stefan Müller, and Franz Winter. 2022. "Simulation of a Pilot Scale Power-to-Liquid Plant Producing Synthetic Fuel and Wax by Combining Fischer–Tropsch Synthesis and SOEC" Energies 15, no. 11: 4134. https://doi.org/10.3390/en15114134
APA StylePratschner, S., Hammerschmid, M., Müller, F. J., Müller, S., & Winter, F. (2022). Simulation of a Pilot Scale Power-to-Liquid Plant Producing Synthetic Fuel and Wax by Combining Fischer–Tropsch Synthesis and SOEC. Energies, 15(11), 4134. https://doi.org/10.3390/en15114134