
Opportunities for the State-of-the-Art Production of LIB Electrodes—A Review

 ,
,  and
and 
Abstract
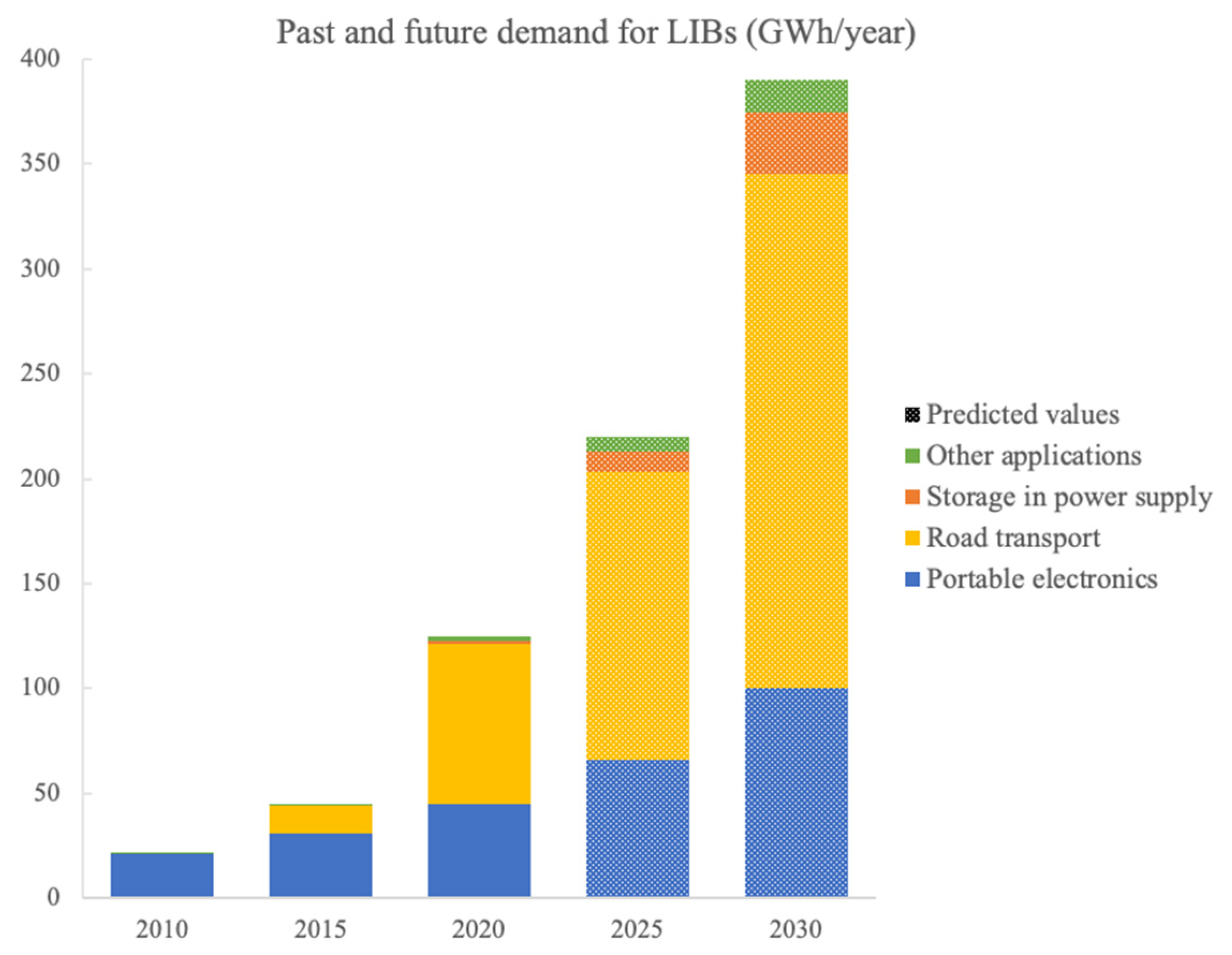
1. Introduction
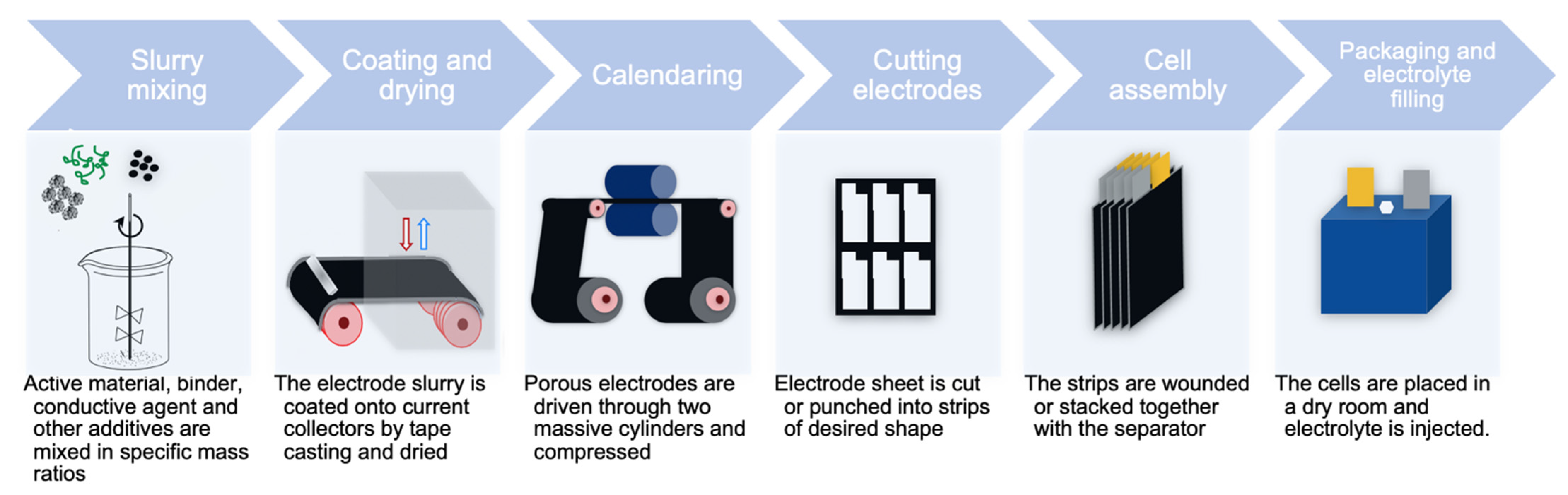
2. Electrode Processing
2.1. The Binder Material
- (1)
- A suitable cohesion between the NMC and the other additives;
- (2)
- Strong adhesion between the electrode coating and current collector;
- (3)
- Facile electrode processing;
- (4)
- Compatibility with the electrolyte, demanding insolubility and minimal electrolyte swelling;
- (5)
- A high chemical, thermal, and electrochemical stability;
- (6)
- A minimal detrimental effect on the transport of electrons and ions in the composite;
- (7)
- A low cost and low environmental impact.
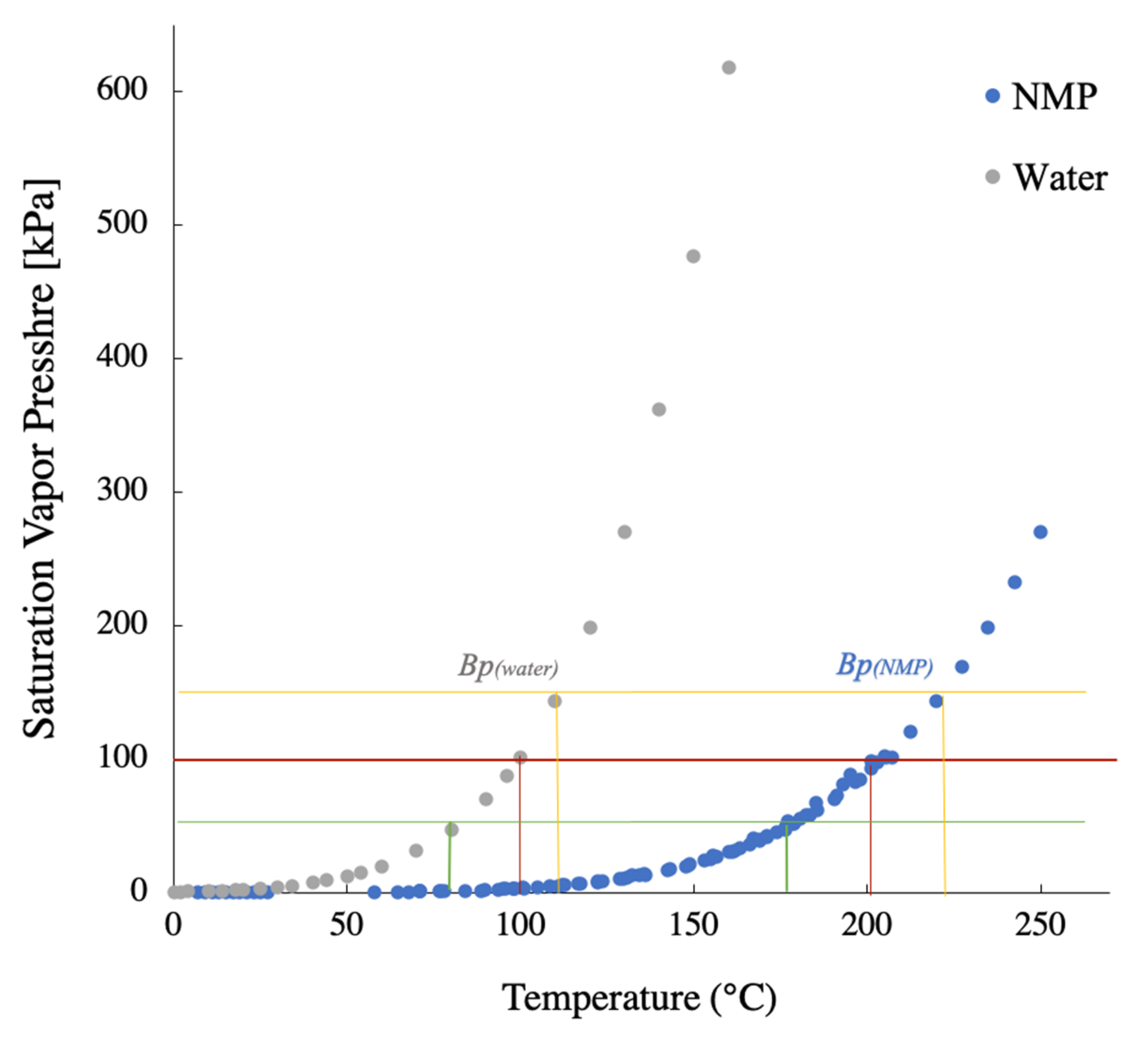
2.2. The Slurry Solvent
Aqueous Processing of Electrodes
2.3. Mass Ratios between the Solid AM/binder/CB Component
2.4. Slurry Mixing Techniques
2.5. Coating Techniques: The Electrode Thickness and Its Mechanical Strength
2.6. Calendering
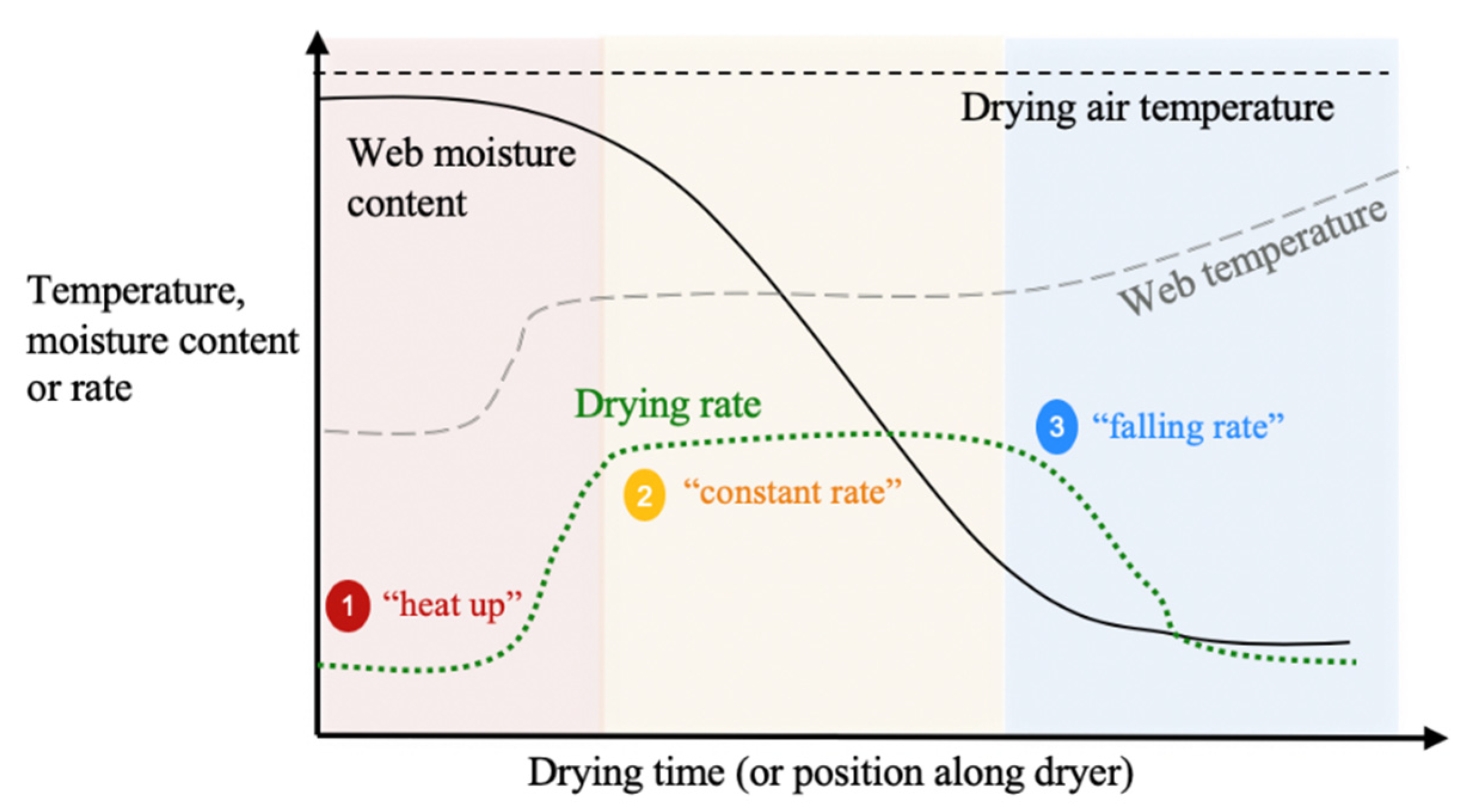
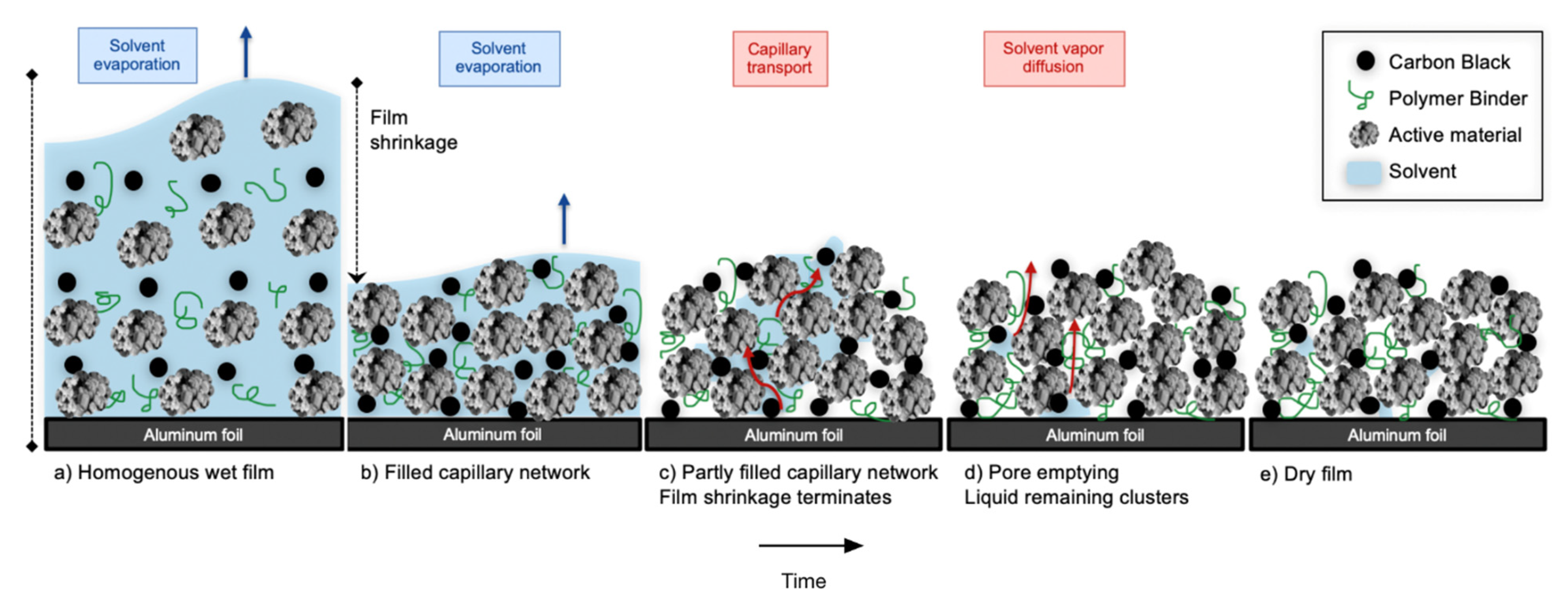
3. Electrode Drying
3.1. General Overview of Electrode Drying
3.2. The Convective Drying Parameters and the Resulting Electrochemical Performance.
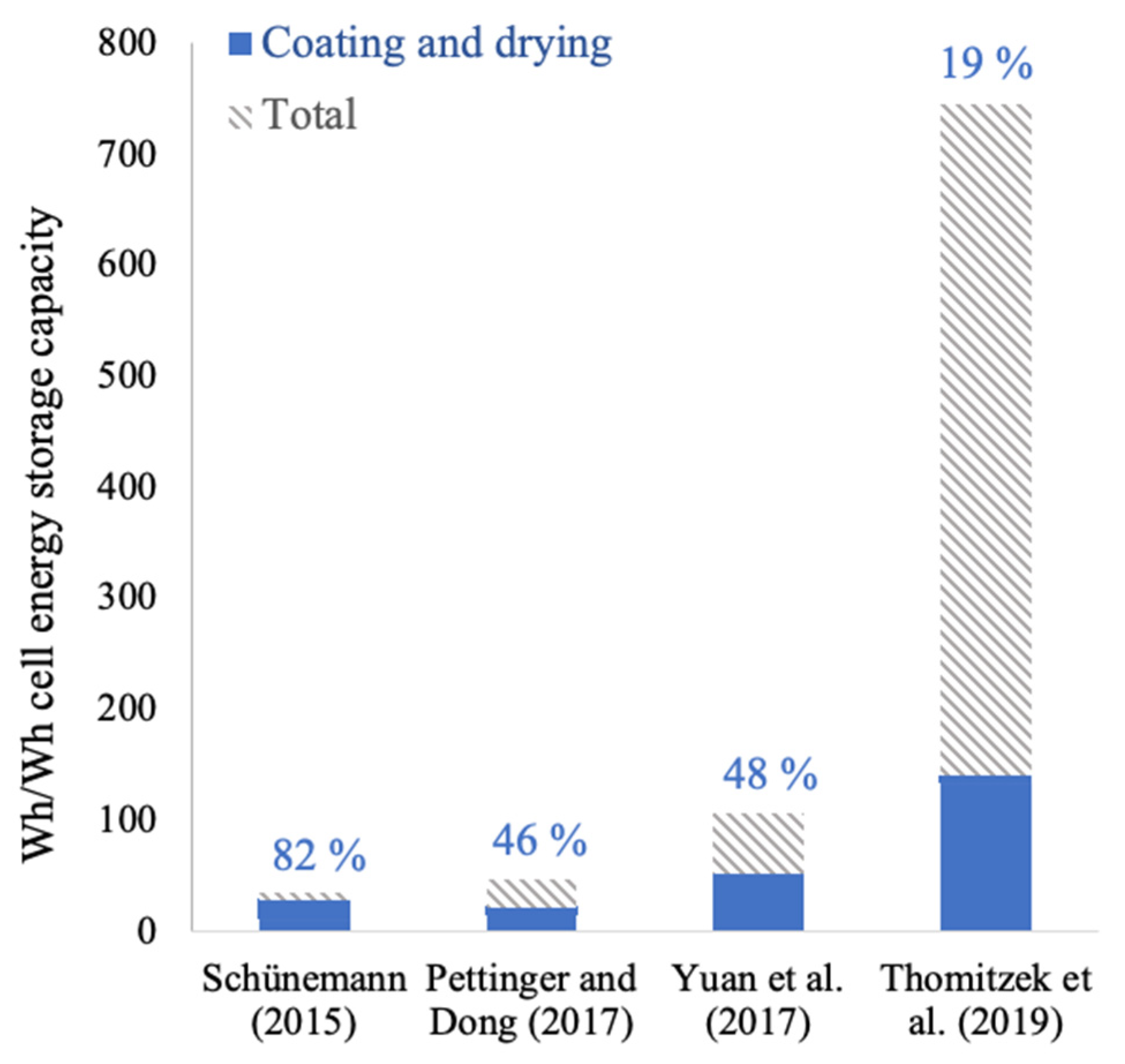
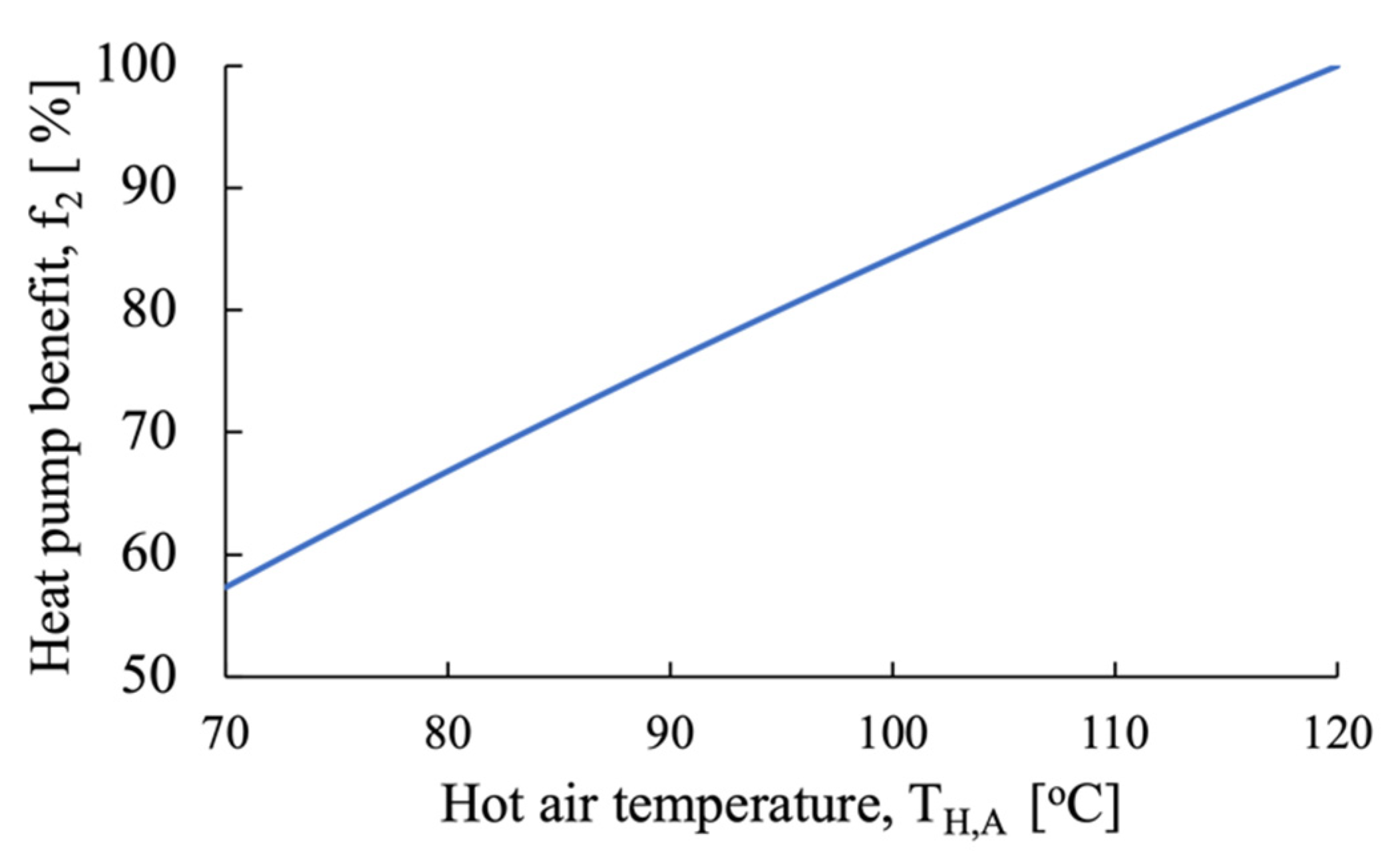
3.3. Energy Aspects of Drying
4. Next-Generation Electrode Processing
4.1. Solvent Reduction
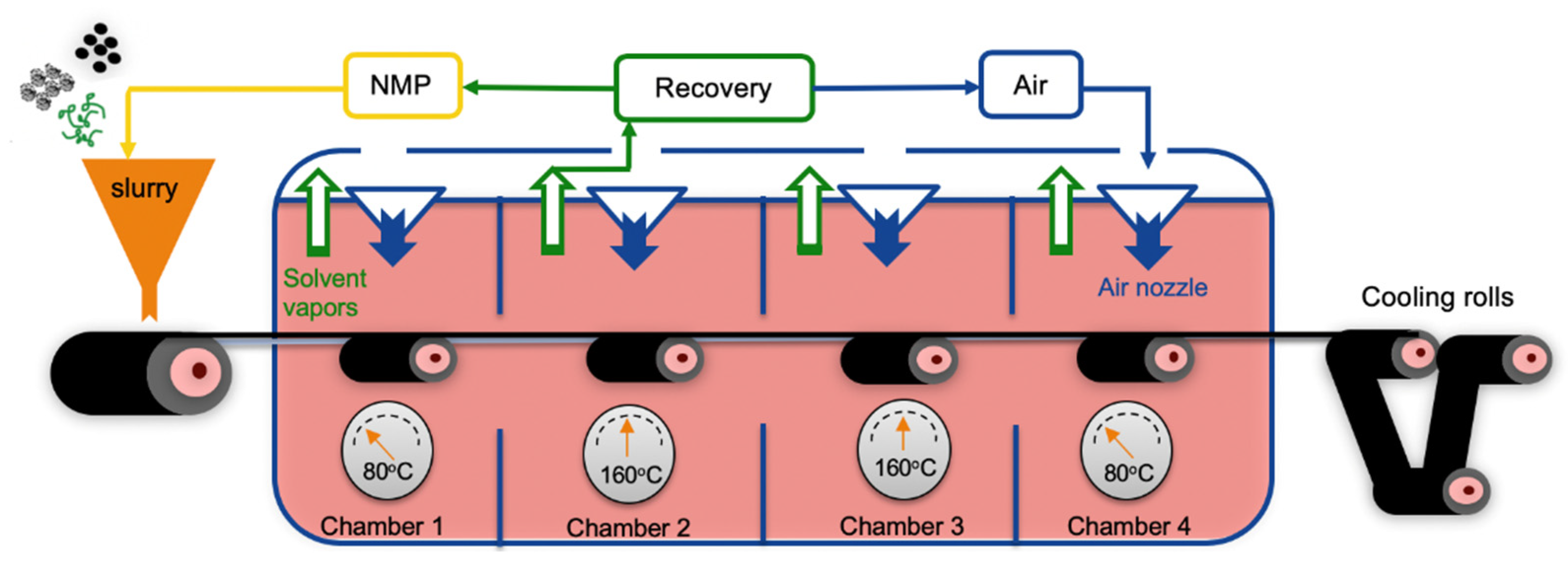
4.2. Alternative Solvent Recovery Methods
- (i)
- Can dissolve the solvent (NMP);
- (ii)
- Is inert with respect to the active compound and polymeric binder (PVDF);
- (iii)
- Has a high evaporation pressure, to ensure high volatility and straight-forward removal;
- (iv)
- Will easily separate from the liquid NMP in the recovery of NMP.
4.3. Infrared Radiation and Microwave Radiation
Near-Infrared Drying
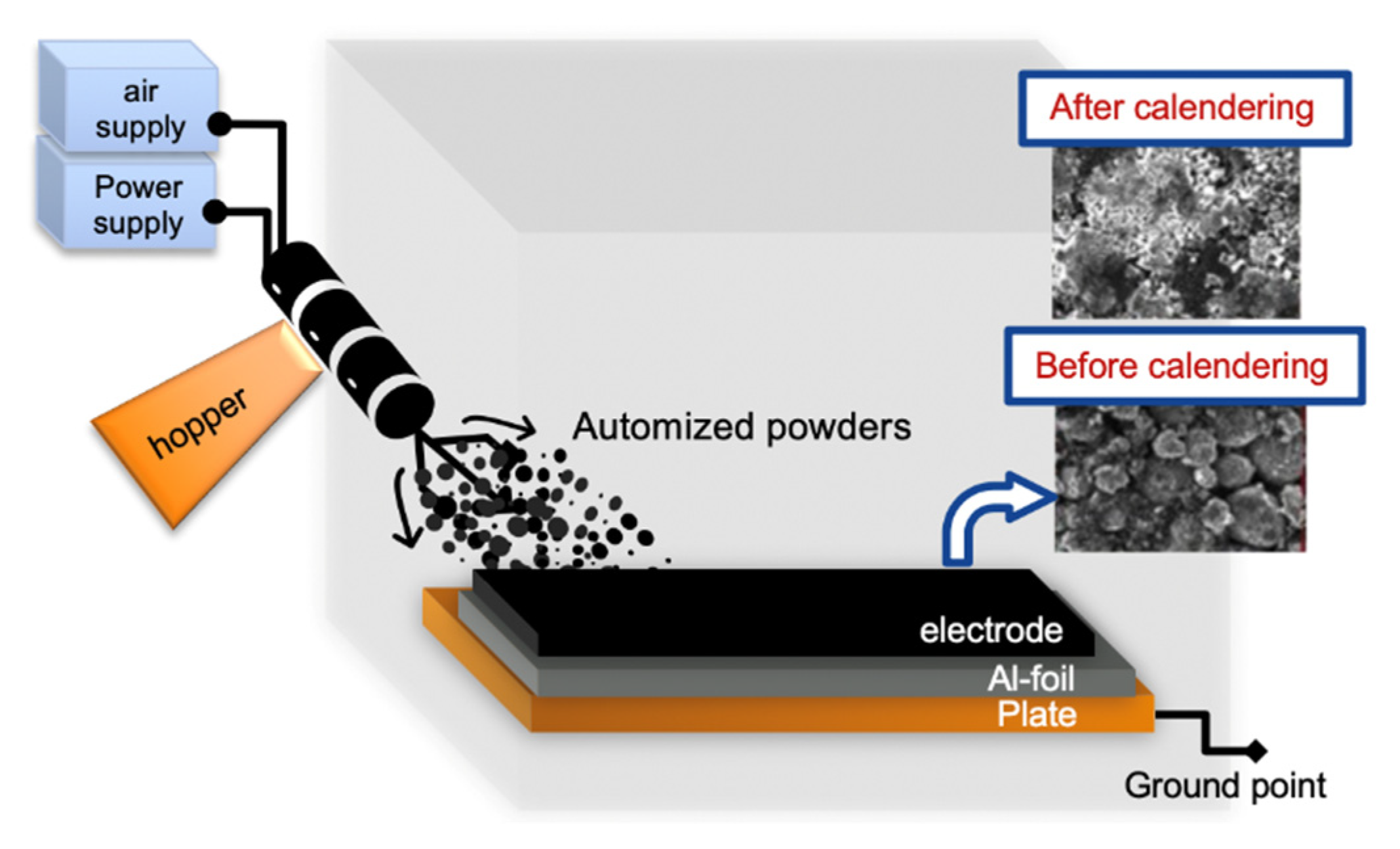
4.4. Solvent-Free Manufacturing
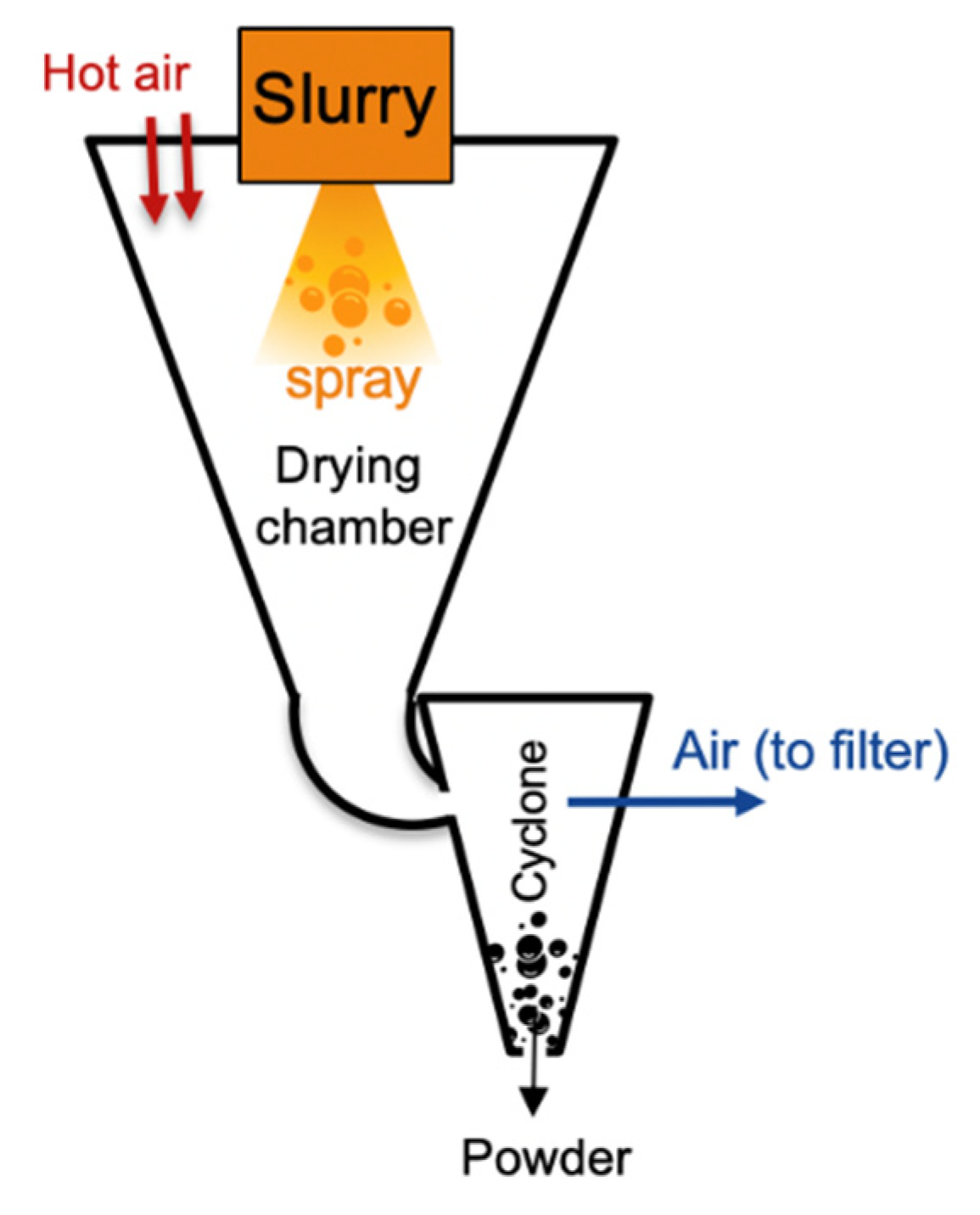
4.5. Spray Drying
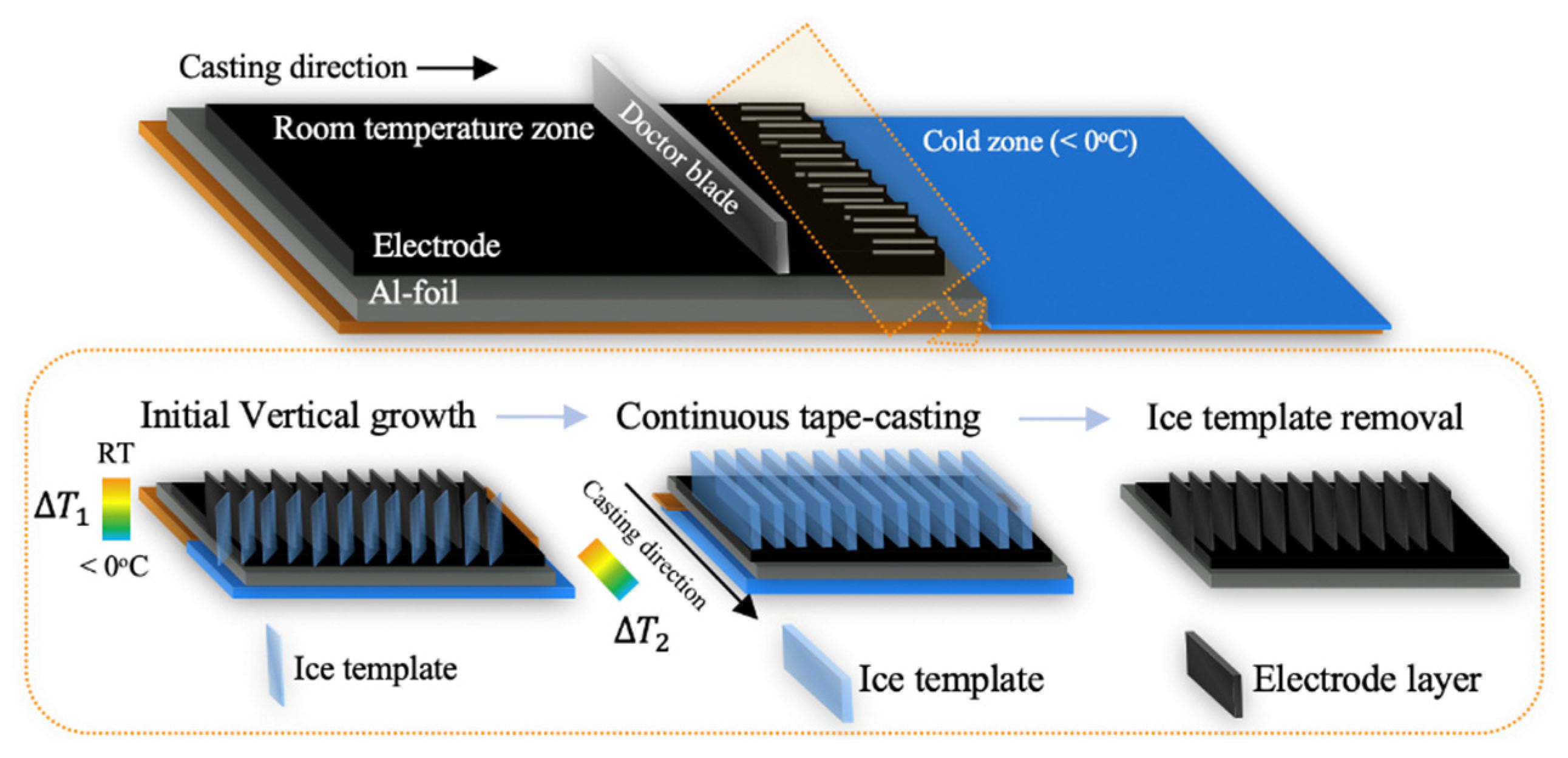
4.6. Freeze-Coating and Freeze-Drying
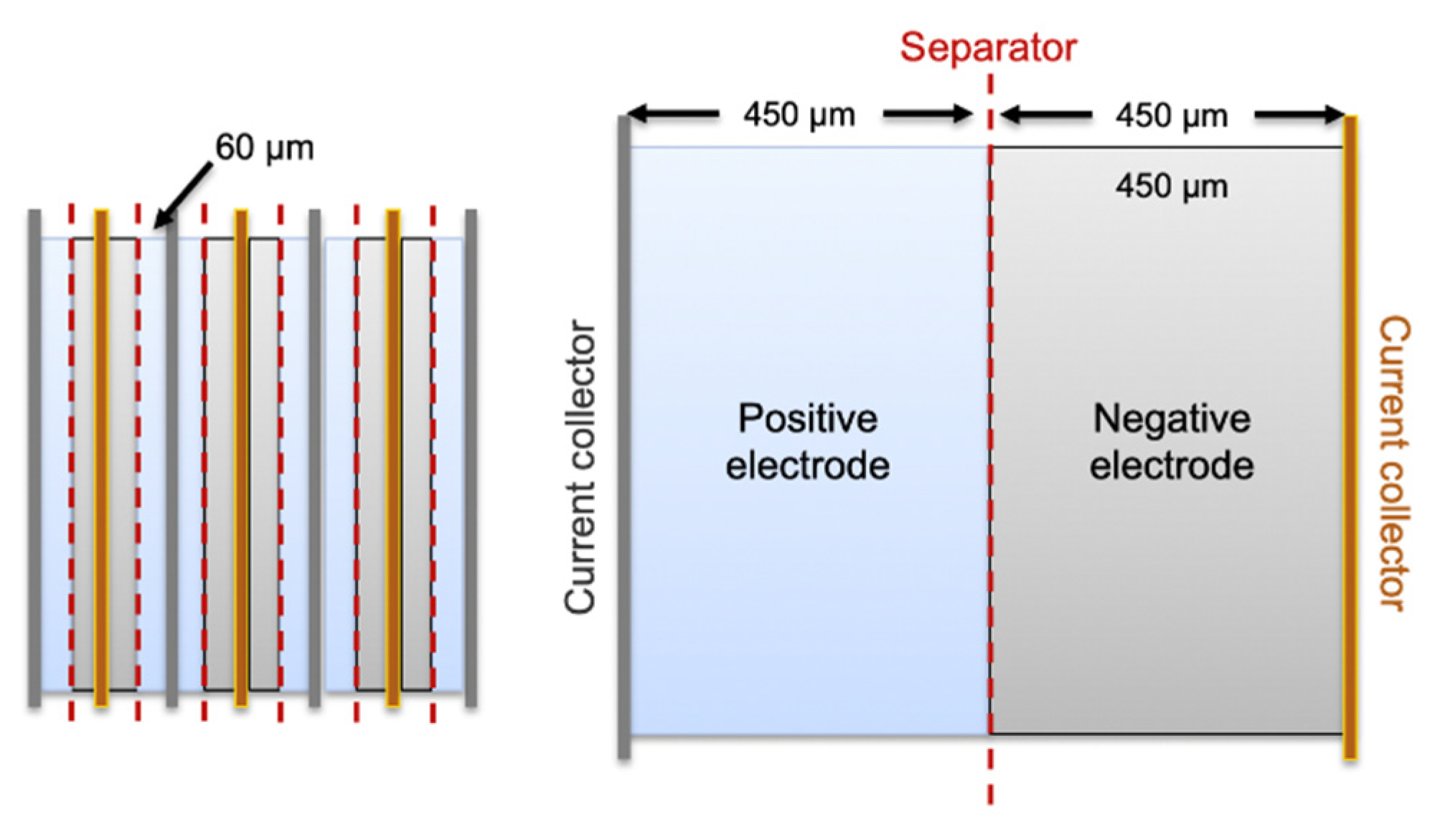
4.7. Semi-Solid Electrode Processing
4.8. Digitalisation of LIB Production Processes
5. Outlook and Conclusions
Funding
Acknowledgments
Conflicts of Interest
References
- Dimitrov, R.S. The Paris Agreement on Climate Change: Behind Closed Doors. Glob. Environ. Politics 2016, 16, 1–11. [Google Scholar] [CrossRef]
- UNFCCC. Adoption of the Paris Agreement; Report No. FCCC/CP/L.9/Rev.1; UNFCCC: Rio de Janeiro, Brazil, 2015. [Google Scholar]
- European Environmental Agency. Total Greenhouse Gas Emission Trends and Projections in Europe. Available online: https://www.eea.europa.eu/data-and-maps/indicators/greenhouse-gas-emission-trends-6/assessment-3 (accessed on 5 November 2020).
- Lutsey, N.; Grant, M.; Wappelhorst, S.; Zhou, H. Power Play: How Governments Are Spurring the Electric Vehicle Industry; White Paper; ICCT: Washington, DC, USA, 2018. [Google Scholar] [CrossRef]
- Preisinger, I.; Bryan, V. China’s CATL to Build Its First European EV Battery Factory in Germany—Reuters. Available online: https://www.reuters.com/article/us-bmw-catl-batteries-idUSKBN1JZ11Y (accessed on 18 April 2020).
- Felix, B.; Mallet, B.; Guillaume, G. France’s Saft Targets New Generation Battery Production from 2020—Reuters. Available online: https://www.reuters.com/article/autos-batteries-saft-idINL5N1VX4TZ (accessed on 28 December 2020).
- Lima, P. LG Chem to Triple EV Battery Production in Poland—PushEVs. Available online: https://pushevs.com/2018/03/12/lg-chem-to-triple-ev-battery-production-in-poland/ (accessed on 18 November 2020).
- Lebedeva, N.; Di Persio, F.; Boon-Brett, L. Lithium Ion Battery Value Chain and Related Opportunities for Europe; European Commission: Petten, The Netherlands, 2016. [Google Scholar]
- Majeau-Bettez, G.; Hawkins, T.R.; StrØmman, A.H. Life cycle environmental assessment of lithium-ion and nickel metal hydride batteries for plug-in hybrid and battery electric vehicles. Environ. Sci. Technol. 2011. [Google Scholar] [CrossRef]
- Ellingsen, L.A.; Majeau-Bettez, G.; Singh, B.; Srivastava, A.K.; Valøen, L.O.; Strømman, A.H. Life cycle assessment of a lithium-ion battery vehicle pack. J. Ind. Ecol. 2014, 18, 113–124. [Google Scholar] [CrossRef]
- Dunn, J.B.; Gaines, L.; Kelly, J.C.; James, C.; Gallagher, K.G. The significance of Li-ion batteries in electric vehicle life-cycle energy and emissions and recycling’s role in its reduction. Energy Environ. Sci. 2015, 8, 158–168. [Google Scholar] [CrossRef]
- Kim, H.C.; Wallington, T.J.; Arsenault, R.; Bae, C.; Ahn, S.; Lee, J. Cradle-to-gate emissions from a commercial electric vehicle Li-ion battery: A comparative analysis. Environ. Sci. Technol. 2016, 50, 7715–7722. [Google Scholar] [CrossRef]
- Notter, D.A.; Gauch, M.; Widmer, R.; Wager, P.; Stamp, A.; Zah, R.; Althaus, H.-J. Contribution of Li-ion batteries to the environmental impact of electric vehicles. Environ. Sci. Technol. 2010, 44, 6550–6556. [Google Scholar] [CrossRef] [PubMed]
- Faria, R.; Marques, P.; Moura, P.; Freire, F.; Delgado, J.; de Almeida, A.T. Impact of the electricity mix and use profile in the life-cycle assessment of electric vehicles. Renew. Sustain. Energy Rev. 2013, 24, 271–287. [Google Scholar] [CrossRef]
- Hawkins, T.R.; Singh, B.; Majeau-Bettez, G.; Strømman, A.H. Comparative Environmental Life Cycle Assessment of Conventional and Electric Vehicles. J. Ind. Ecol. 2013, 17, 53–64. [Google Scholar] [CrossRef]
- Bauer, C.; Hofer, J.; Althaus, H.J.; Del Duce, A.; Simons, A. The environmental performance of current and future passenger vehicles: Life Cycle Assessment based on a novel scenario analysis framework. Appl. Energy 2015, 157, 871–883. [Google Scholar] [CrossRef]
- Dai, Q.; Kelly, J.C.; Gaines, L.; Wang, M. Life cycle analysis of lithium-ion batteries for automotive applications. Batteries 2019, 5, 48. [Google Scholar] [CrossRef]
- Wood, D.L.; Li, J.; Daniel, C. Prospects for reducing the processing cost of lithium ion batteries. J. Power Sources 2015. [Google Scholar] [CrossRef]
- Carlson, S. Innovative Manufacturing and Materials for Low Cost Lithium Ion Batteries, Pittsburgh, PA, USA; Morgantown, WV, USA. 2015. Available online: http://www.osti.gov/servlets/purl/1261827/ (accessed on 16 March 2020).
- Nelson, P.A.; Ahmed, S.; Gallagher, K.G.; Dees, D.W. Cost savings for manufacturing lithium batteries in a flexible plant. J. Power Sources 2015, 283, 506–516. [Google Scholar] [CrossRef]
- Schunemann, J.-H.; Dreger, H.; Bockholt, H.; Kwade, A. Smart Electrode Processing for Battery Cost Reduction. ECS Trans. 2016, 73, 153–159. [Google Scholar] [CrossRef]
- Ahmad, I.; Zhang, P. Advanced Drying Process for Lower Manufacturing Cost of Electrodes, Pittsburgh, PA, USA; Morgantown, WV, USA. 2016. Available online: http://www.osti.gov/servlets/purl/1261827/ (accessed on 16 March 2020).
- Berckmans, G.; Messagie, M.; Smekens, J.; Omar, N.; Vanhaverbeke, L.; Mierlo, J. Van Cost projection of state of the art lithium-ion batteries for electric vehicles up to 2030. Energies 2017, 10, 1314. [Google Scholar] [CrossRef]
- Curry, C. Lithium-ion Battery Costs and Market. Bloom. Technol. 2017, 5, 4–6. [Google Scholar] [CrossRef]
- Tsiropoulos, I.; Tarvydas, D.; Lebedeva, N. Li-Ion Batteries for Mobility and Stationary Storage Applications—Scenarios for Costs and Market. Growth; Publications Office of the European Union: Luxembourg, 2018. [Google Scholar]
- Li, J.; Du, Z.; Ruther, R.E.; An, S.J.; David, L.A.; Hays, K.; Wood, M.; Phillip, N.D.; Sheng, Y.; Mao, C.; et al. Toward Low-Cost, High-Energy Density, and High-Power Density Lithium-Ion Batteries. JOM 2017, 69, 1484–1496. [Google Scholar] [CrossRef]
- Raugei, M.; Winfield, P. Prospective LCA of the production and EoL recycling of a novel type of Li-ion battery for electric vehicles. J. Clean. Prod. 2019, 213, 926–932. [Google Scholar] [CrossRef]
- Yuan, C.; Deng, Y.; Li, T.; Yang, F. Manufacturing energy analysis of lithium ion battery pack for electric vehicles. Cirp Ann. Manuf. Technol. 2017, 66, 53–66. [Google Scholar] [CrossRef]
- Gaines, L.L.; Dunn, J.B. Lithium-Ion Battery Environmental Impacts. In Lithium-Ion Batteries: Advances and Applications; Newnes: Boston, MA, USA, 2014; ISBN 9780444595133. [Google Scholar]
- Larcher, D.; Tarascon, J.M. Towards greener and more sustainable batteries for electrical energy storage. Nat. Chem. 2015, 7, 19–29. [Google Scholar] [CrossRef] [PubMed]
- Zubi, G.; Dufo-López, R.; Carvalho, M.; Pasaoglu, G. The lithium-ion battery: State of the art and future perspectives. Renew. Sustain. Energy Rev. 2018, 89, 292–308. [Google Scholar] [CrossRef]
- Xu, B.; Qian, D.; Wang, Z.; Meng, Y.S. Recent progress in cathode materials research for advanced lithium ion batteries. Mater. Sci. Eng. R Rep. 2012, 73, 51–65. [Google Scholar] [CrossRef]
- Scrosati, B.; Garche, J. Lithium batteries: Status, prospects and future. J. Power Sources 2010, 195, 2419–2430. [Google Scholar] [CrossRef]
- Nitta, N.; Wu, F.; Lee, J.T.; Yushin, G. Li-ion battery materials: Present and future. Mater. Today 2015, 18, 252–264. [Google Scholar] [CrossRef]
- Ding, Y.; Cano, Z.P.; Yu, A.; Lu, J.; Chen, Z. Automotive Li-Ion Batteries: Current Status and Future Perspectives. Electrochem. Energy Rev. 2019, 2, 1–28. [Google Scholar] [CrossRef]
- Goodenough, J.B.; Park, K.S. The Li-ion rechargeable battery: A perspective. J. Am. Chem. Soc. 2013, 135, 1167–1176. [Google Scholar] [CrossRef]
- Armand, M.; Tarascon, J.M. Building better batteries. Nature 2008, 451, 652–657. [Google Scholar] [CrossRef] [PubMed]
- Dunn, B.; Kamath, H.; Tarascon, J.M. Electrical energy storage for the grid: A battery of choices. Science 2011, 334, 928–935. [Google Scholar] [CrossRef] [PubMed]
- Yang, Z.; Zhang, J.; Kintner-Meyer, M.C.W.; Lu, X.; Choi, D.; Lemmon, J.P.; Liu, J. Electrochemical energy storage for green grid. Chem. Rev. 2011, 111, 3577–3613. [Google Scholar] [CrossRef]
- Kwade, A.; Haselrieder, W.; Leithoff, R.; Modlinger, A.; Dietrich, F.; Droeder, K. Current status and challenges for automotive battery production technologies. Nat. Energy 2018, 3, 290–300. [Google Scholar] [CrossRef]
- Andre, D.; Kim, S.J.; Lamp, P.; Lux, S.F.; Maglia, F.; Paschos, O.; Stiaszny, B. Future generations of cathode materials: An automotive industry perspective. J. Mater. Chem. A 2015, 3, 6709–6732. [Google Scholar] [CrossRef]
- Liu, J.; Bao, Z.; Cui, Y.; Dufek, E.J.; Goodenough, J.B.; Khalifah, P.; Li, Q.; Liaw, B.Y.; Liu, P.; Manthiram, A.; et al. Pathways for practical high-energy long-cycling lithium metal batteries. Nat. Energy 2019, 4, 180–186. [Google Scholar] [CrossRef]
- Wood, D.L.; Quass, J.D.; Li, J.; Ahmed, S.; Ventola, D.; Daniel, C. Technical and economic analysis of solvent-based lithium-ion electrode drying with water and NMP. Dry. Technol. 2018, 36, 234–244. [Google Scholar] [CrossRef]
- Peters, J.F.; Weil, M. Providing a common base for life cycle assessments of Li-Ion batteries. J. Clean. Prod. 2018, 171, 704–713. [Google Scholar] [CrossRef]
- Peters, J.F.; Baumann, M.; Zimmermann, B.; Braun, J.; Weil, M. The environmental impact of Li-Ion batteries and the role of key parameters–A review. Renew. Sustain. Energy Rev. 2017, 67, 491–506. [Google Scholar] [CrossRef]
- Ambrose, H.; Kendall, A. Effects of battery chemistry and performance on the life cycle greenhouse gas intensity of electric mobility. Transp. Res. Part. D Transp. Environ. 2016, 47, 182–194. [Google Scholar] [CrossRef]
- Ellingsen, L.A.-W.; Singh, B.; Strømman, A.H. The size and range effect: Lifecycle greenhouse gas emissions of electric vehicles. Environ. Res. Lett. 2016, 11, 54010. [Google Scholar] [CrossRef]
- Pettinger, K.-H.; Dong, W. When Does the Operation of a Battery Become Environmentally Positive? J. Electrochem. Soc. 2017, 164, A6274–A6277. [Google Scholar] [CrossRef]
- Thomitzek, M.; Von Drachenfels, N.; Cerdas, F.; Herrmann, C.; Thiede, S. Simulation-based assessment of the energy demand in battery cell manufacturing. Procedia Cirp 2019, 80, 126–131. [Google Scholar] [CrossRef]
- Schünemann, J.-H. Modell zur Bewertung der Herstellkosten von Lithiumionenbatteriezellen. Sierke. 2015. Available online: https://www.researchgate.net/publication/322224024_Modell_zur_Bewertung_der_Herstellkosten_von_Lithiumionenbatteriezellen (accessed on 16 March 2020).
- Gong, S.D.; Huang, Y.; Cao, H.J.; Lin, Y.H.; Li, Y.; Tang, S.H.; Wang, M.S.; Li, X. A green and environment-friendly gel polymer electrolyte with higher performances based on the natural matrix of lignin. J. Power Sources 2016, 307, 624–633. [Google Scholar] [CrossRef]
- Ahmed, S.; Nelson, P.A.; Gallagher, K.G.; Dees, D.W. Energy impact of cathode drying and solvent recovery during lithium-ion battery manufacturing. J. Power Sources 2016, 322, 169–178. [Google Scholar] [CrossRef]
- Bresser, D.; Buchholz, D.; Moretti, A.; Varzi, A.; Passerini, S. Alternative binders for sustainable electrochemical energy storage-the transition to aqueous electrode processing and bio-derived polymers. Energy Environ. Sci. 2018, 11, 3096–3127. [Google Scholar] [CrossRef]
- Chou, S.-L.; Pan, Y.; Wang, J.-Z.; Liu, H.-K.; Dou, S.-X. Small things make a big difference: Binder effects on the performance of Li and Na batteries. Phys. Chem. Chem. Phys. 2014, 16, 20347. [Google Scholar] [CrossRef] [PubMed]
- Hawley, W.B.; Li, J. Electrode manufacturing for lithium-ion batteries—Analysis of current and next generation processing. J. Energy Storage 2019, 25, 100862. [Google Scholar] [CrossRef]
- Wenzel, V.; Nirschl, H.; Nötzel, D. Challenges in Lithium-Ion-Battery Slurry Preparation and Potential of Modifying Electrode Structures by Different Mixing Processes. Energy Technol. 2015, 3, 692–698. [Google Scholar] [CrossRef]
- Vertruyen, B.; Eshraghi, N.; Piffet, C.; Bodart, J.; Mahmoud, A.; Boschini, F. Spray-drying of electrode materials for lithium- and sodium-ion batteries. Materials 2018, 11, 1076. [Google Scholar] [CrossRef]
- Kuang, Y.; Chen, C.; Kirsch, D.; Hu, L. Thick Electrode Batteries: Principles, Opportunities, and Challenges. Adv. Energy Mater. 2019, 9, 1901457. [Google Scholar] [CrossRef]
- Vu, A.; Qian, Y.; Stein, A. Porous electrode materials for lithium-ion batteries-how to prepare them and what makes them special. Adv. Energy Mater. 2012, 2, 1056–1085. [Google Scholar] [CrossRef]
- Kwon, N.; Mouck-Makanda, D.; Fromm, K. A Review: Carbon Additives in LiMnPO4- and LiCoO2-Based Cathode Composites for Lithium Ion Batteries. Batteries 2018, 4, 50. [Google Scholar] [CrossRef]
- Kraytsberg, A.; Ein-Eli, Y. Conveying Advanced Li-ion Battery Materials into Practice The Impact of Electrode Slurry Preparation Skills. Adv. Energy Mater. 2016, 6, 1600655. [Google Scholar] [CrossRef]
- Miao, Y.; Hynan, P.; Von Jouanne, A.; Yokochi, A. Current li-ion battery technologies in electric vehicles and opportunities for advancements. Energies 2019, 12, 1074. [Google Scholar] [CrossRef]
- Tanabe, T.; Gunji, T.; Honma, Y.; Miyamoto, K.; Tsuda, T.; Mochizuki, Y.; Kaneko, S.; Ugawa, S.; Lee, H.; Ohsaka, T.; et al. Preparation of Water-Resistant Surface Coated High-Voltage LiNi0.5Mn1.5O4 Cathode and Its Cathode Performance to Apply a Water-Based Hybrid Polymer Binder to Li-Ion Batteries. Electrochim. Acta 2017, 224, 429–438. [Google Scholar] [CrossRef]
- Kazzazi, A.; Bresser, D.; Birrozzi, A.; Von Zamory, J.; Hekmatfar, M.; Passerini, S. Comparative Analysis of Aqueous Binders for High-Energy Li-Rich NMC as a Lithium-Ion Cathode and the Impact of Adding Phosphoric Acid. ACS Appl. Mater. Interfaces 2018, 10. [Google Scholar] [CrossRef]
- Wang, X.; Wen, L.; Zheng, Y.; Liu, H.; Liang, G. Facile synthesis and electrochemical properties of high tap density LiFePO4/C. Ionics 2019, 25, 4589–4596. [Google Scholar] [CrossRef]
- Wang, Y.B.; Zhao, J.P. 3D Printing of Flexible Electrodes Towards Wearable Lithium Ion Battery. Cailiao Gongcheng J. Mater. Eng. 2018, 46, 13–21. [Google Scholar] [CrossRef]
- Doberdò, I.; Löffler, N.; Laszczynski, N.; Cericola, D.; Penazzi, N.; Bodoardo, S.; Kim, G.T.; Passerini, S. Enabling aqueous binders for lithium battery cathodes—Carbon coating of aluminum current collector. J. Power Sources 2014, 248, 1000–1006. [Google Scholar] [CrossRef]
- Wang, M.; Hu, J.; Wang, Y.; Cheng, Y.T. The influence of polyvinylidene fluoride (PVDF) binder properties on LiNi0.33Co0.33Mn0.33O2 (NMC) electrodes made by a dry-powder-coating process. J. Electrochem. Soc. 2019, 166, A2151–A2157. [Google Scholar] [CrossRef]
- Spreafico, M.A.; Cojocaru, P.; Magagnin, L.; Triulzi, F.; Apostolo, M. PVDF latex as a binder for positive electrodes in lithium-ion batteries. Ind. Eng. Chem. Res. 2014, 53, 9094–9100. [Google Scholar] [CrossRef]
- Xu, J.; Chou, S.L.; Gu, Q.F.; Liu, H.K.; Dou, S.X. The effect of different binders on electrochemical properties of LiNi 1/3Mn1/3Co1/3O2 cathode material in lithium ion batteries. J. Power Sources 2013, 225, 172–178. [Google Scholar] [CrossRef]
- Müller, M.; Pfaffmann, L.; Jaiser, S.; Baunach, M.; Trouillet, V.; Scheiba, F.; Scharfer, P.; Schabel, W.; Bauer, W. Investigation of binder distribution in graphite anodes for lithium-ion batteries. J. Power Sources 2017, 340. [Google Scholar] [CrossRef]
- Kuratani, K.; Ishibashi, K.; Komoda, Y.; Hidema, R.; Suzuki, H.; Kobayashi, H. Controlling of Dispersion State of Particles in Slurry and Electrochemical Properties of Electrodes. J. Electrochem. Soc. 2019, 166, A501–A506. [Google Scholar] [CrossRef]
- Al-Shroofy, M.; Zhang, Q.; Xu, J.; Chen, T.; Kaur, A.P.; Cheng, Y.T. Solvent-free dry powder coating process for low-cost manufacturing of LiNi1/3Mn1/3Co1/3O2 cathodes in lithium-ion batteries. J. Power Sources 2017, 352, 187–193. [Google Scholar] [CrossRef]
- Li, C.-C.; Wang, Y.-H.; Yang, T.-Y. Effects of Surface-coated Carbon on the Chemical Selectivity for Water-Soluble Dispersants of LiFePO4. J. Electrochem. Soc. 2011. [Google Scholar] [CrossRef]
- Lee, J.H.; Kim, J.S.; Kim, Y.C.; Zang, D.S.; Paik, U. Dispersion properties of aqueous-based LiFePO4 pastes and their electrochemical performance for lithium batteries. Ultramicroscopy 2008, 108, 1256–1259. [Google Scholar] [CrossRef]
- Kasinathan, R.; Marinaro, M.; Axmann, P.; Wohlfahrt–Mehrens, M. Influence of the Molecular Weight of Poly-Acrylic Acid Binder on Performance of Si-Alloy/Graphite Composite Anodes for Lithium-Ion Batteries. Energy Technol. 2018, 6, 2256–2263. [Google Scholar] [CrossRef]
- Hiroya, A.; Akira, K.; Makio, N.; Masayuki, Y. Electrostatic Spray Deposition for Fabrication of Li-ion Batteries. Trans. JWRI 2015, 44, 9–12. [Google Scholar]
- Yamamoto, M.; Terauchi, Y.; Sakuda, A.; Takahashi, M. Binder-free sheet-type all-solid-state batteries with enhanced rate capabilities and high energy densities. Sci. Rep. 2018, 8, 41598. [Google Scholar] [CrossRef]
- Rollag, K.; Juarez-Robles, D.; Du, Z.; Wood, D.L.; Mukherjee, P.P. Drying Temperature and Capillarity-Driven Crack Formation in Aqueous Processing of Li-Ion Battery Electrodes. ACS Appl. Energy Mater. 2019, 2, 4464–4476. [Google Scholar] [CrossRef]
- Li, C.C.; Lin, Y.S. Interactions between organic additives and active powders in water-based lithium iron phosphate electrode slurries. J. Power Sources 2012, 220, 413–421. [Google Scholar] [CrossRef]
- Courtel, F.M.; Niketic, S.; Duguay, D.; Abu-Lebdeh, Y.; Davidson, I.J. Water-soluble binders for MCMB carbon anodes for lithium-ion batteries. J. Power Sources 2011, 196, 2128–2134. [Google Scholar] [CrossRef]
- Norgren, M.; Edlund, H. Lignin: Recent advances and emerging applications. Curr. Opin. Colloid Interface Sci. 2014, 19, 409–416. [Google Scholar] [CrossRef]
- Nirmale, T.C.; Kale, B.B.; Varma, A.J. A review on cellulose and lignin based binders and electrodes: Small steps towards a sustainable lithium ion battery. Int. J. Biol. Macromol. 2017, 103, 1032–1043. [Google Scholar] [CrossRef]
- Tenhaeff, W.E.; Rios, O.; More, K.; McGuire, M.A. Highly robust lithium ion battery anodes from lignin: An abundant, renewable, and low-cost material. Adv. Funct. Mater. 2014. [Google Scholar] [CrossRef]
- Drofenik, J.; Gaberšček, M.; Dominko, R.; Bele, M.; Pejovnik, S. Carbon anodes prepared from graphite particles pretreated in a gelatine solution. J. Power Sources 2001, 94, 97–101. [Google Scholar] [CrossRef]
- Zhu, J.; Yan, C.; Zhang, X.; Yang, C.; Jiang, M.; Zhang, X. A sustainable platform of lignin: From bioresources to materials and their applications in rechargeable batteries and supercapacitors. Prog. Energy Combust. Sci. 2020, 76, 100788. [Google Scholar] [CrossRef]
- Chatterjee, S.; Saito, T. Lignin-Derived Advanced Carbon Materials. ChemSusChem 2015, 8, 3941–3958. [Google Scholar] [CrossRef]
- He, Z.W.; Yang, J.; Lü, Q.F.; Lin, Q. Effect of structure on the electrochemical performance of nitrogenand oxygen-containing carbon micro/nanospheres prepared from lignin-based composites. ACS Sustain. Chem. Eng. 2013, 1, 334–340. [Google Scholar] [CrossRef]
- Lu, H.; Cornell, A.; Alvarado, F.; Behm, M.; Leijonmarck, S.; Li, J.; Tomani, P.; Lindbergh, G. Lignin as a Binder Material for Eco-Friendly Li-Ion Batteries. Materials 2016, 9, 127. [Google Scholar] [CrossRef]
- Orlenius, J.; Lyckfeldt, O.; Kasvayee, K.A.; Johander, P. Water based processing of LiFePO 4/C cathode material for Li-ion batteries utilizing freeze granulation. J. Power Sources 2012. [Google Scholar] [CrossRef]
- Asenbauer, J.; Eisenmann, T.; Kuenzel, M.; Kazzazi, A.; Chen, Z.; Bresser, D. The success story of graphite as a lithium-ion anode material-fundamentals, remaining challenges, and recent developments including silicon (oxide) composites. Sustain. Energy Fuels 2020, 4, 5387–5416. [Google Scholar] [CrossRef]
- Carvalho, D.; Loeffler, N.; Kim, G.-T.; Marinaro, M.; Wohlfahrt-Mehrens, M.; Passerini, S. Study of Water-Based Lithium Titanate Electrode Processing: The Role of pH and Binder Molecular Structure. Polymers 2016, 8, 276. [Google Scholar] [CrossRef] [PubMed]
- Haselrieder, W.; Westphal, B.; Bockholt, H.; Diener, A.; Höft, S.; Kwade, A. Measuring the coating adhesion strength of electrodes for lithium-ion batteries. Int. J. Adhes. Adhes. 2015, 60, 1–8. [Google Scholar] [CrossRef]
- Despotopoulou, M.; Burchill, M.T. Coatings for electrochemical applications. Prog. Org. Coat. 2002, 45, 119–126. [Google Scholar] [CrossRef]
- McKeen, L.W. Solvent Systems. In Fluorinated Coatings and Finishes Handbook; Elsevier: Amsterdam, The Netherlands, 2016; pp. 107–118. [Google Scholar]
- Murov, S. Properties of Solvents Used in Organic Chemistry. 2020. Available online: http://murov.info/orgsolvsort.htm (accessed on 7 July 2020).
- Susarla, N.; Ahmed, S.; Dees, D.W. Modeling and analysis of solvent removal during Li-ion battery electrode drying. J. Power Sources 2018. [Google Scholar] [CrossRef]
- Baunach, M.; Jaiser, S.; Schmelzle, S.; Nirschl, H.; Scharfer, P.; Schabel, W. Delamination behavior of lithium-ion battery anodes: Influence of drying temperature during electrode processing. Dry. Technol. 2016, 34, 462–473. [Google Scholar] [CrossRef]
- Cai, Z.P.; Liang, Y.; Li, W.S.; Xing, L.D.; Liao, Y.H. Preparation and performances of LiFePO4 cathode in aqueous solvent with polyacrylic acid as a binder. J. Power Sources 2009, 189, 547–551. [Google Scholar] [CrossRef]
- Li, C.C.; Peng, X.W.; Lee, J.T.; Wang, F.M. Using poly(4-styrene sulfonic acid) to improve the dispersion homogeneity of aqueous-processed LiFePO4 cathodes. J. Electrochem. Soc. 2010, 157. [Google Scholar] [CrossRef]
- Li, J.; Armstrong, B.L.; Kiggans, J.; Daniel, C.; Wood, D.L. Optimization of LiFePO 4 Nanoparticle Suspensions with Polyethyleneimine for Aqueous Processing. Langmuir 2012, 28, 3783–3790. [Google Scholar] [CrossRef] [PubMed]
- Li, J.; Armstrong, B.L.; Kiggans, J.; Daniel, C.; Wood, D.L. Lithium ion cell performance enhancement using aqueous LiFePO4 cathode dispersions and polyethyleneimine dispersant. J. Electrochem. Soc. 2013, 160. [Google Scholar] [CrossRef]
- Tsai, J.C.; Tsai, F.Y.; Tung, C.A.; Hsieh, H.W.; Li, C.C. Gelation or dispersion of LiFePO4 in water-based slurry? J. Power Sources 2013, 241, 400–403. [Google Scholar] [CrossRef]
- Tsai, F.Y.; Jhang, J.H.; Hsieh, H.W.; Li, C.C. Dispersion, agglomeration, and gelation of LiFePO4 in water-based slurry. J. Power Sources 2016, 310, 47–53. [Google Scholar] [CrossRef]
- Li, C.C.; Chen, C.A.; Chen, M.F. Gelation mechanism of organic additives with LiFePO4 in the water-based cathode slurries. Ceram. Int. 2017. [Google Scholar] [CrossRef]
- Priyono, S.; Sari, T.D.; Subhan, A.; Prihandoko, B. Effect of polymer binders on the electrochemical Performance of Al-doped lithium titanate electrode. J. Phys. Conf. Ser. 2019, 1282, 012056. [Google Scholar] [CrossRef]
- Li, C.-C.; Wang, Y.-W. Binder Distributions in Water-Based and Organic-Based LiCoO2 Electrode Sheets and Their Effects on Cell Performance. J. Electrochem. Soc. 2011, 158, A1361. [Google Scholar] [CrossRef]
- Çetinel, F.A.; Bauer, W. Processing of water-based LiNi1/3Mn1/3Co1/3O2 pastes for manufacturing lithium ion battery cathodes. Bull. Mater. Sci. 2014, 37, 1685–1690. [Google Scholar] [CrossRef]
- Loeffler, N.; Kim, G.T.; Mueller, F.; Diemant, T.; Kim, J.K.; Behm, R.J.; Passerini, S. In Situ Coating of Li[Ni0.33Mn0.33Co0.33]O2 Particles to Enable Aqlueous Electrode Processing. ChemSusChem 2016, 9. [Google Scholar] [CrossRef] [PubMed]
- Memm, M.; Hoffmann, A.; Wohlfahrt-Mehrens, M. Water-based LiNi1/3Mn1/3Co1/3O2-cathodes with good electrochemical performance by use of additives. Electrochim. Acta 2018, 260, 664–673. [Google Scholar] [CrossRef]
- Bauer, W.; Çetinel, F.A.; Müller, M.; Kaufmann, U. Effects of pH control by acid addition at the aqueous processing of cathodes for lithium ion batteries. Electrochim. Acta 2019, 317, 112–119. [Google Scholar] [CrossRef]
- Li, J.; Daniel, C.; An, S.J.; Wood, D. Evaluation residual moisture in lithium-ion battery electrodes and its effect on electrode performance. MRS Adv. 2016, 1, 1029–1035. [Google Scholar] [CrossRef]
- Du, Z.; Rollag, K.M.; Li, J.; An, S.J.; Wood, M.; Sheng, Y.; Mukherjee, P.P.; Daniel, C.; Wood, D.L. Enabling aqueous processing for crack-free thick electrodes. J. Power Sources 2017, 354, 200–206. [Google Scholar] [CrossRef]
- Wood, M.; Li, J.; Ruther, R.E.; Du, Z.; Self, E.C.; Meyer, H.M.; Daniel, C.; Belharouak, I.; Wood, D.L. Chemical stability and long-term cell performance of low-cobalt, Ni-Rich cathodes prepared by aqueous processing for high-energy Li-Ion batteries. Energy Storage Mater. 2020, 24. [Google Scholar] [CrossRef]
- Li, J.; Klöpsch, R.; Nowak, S.; Kunze, M.; Winter, M.; Passerini, S. Investigations on cellulose-based high voltage composite cathodes for lithium ion batteries. J. Power Sources 2011, 196, 7687–7691. [Google Scholar] [CrossRef]
- Han, Z.; Zhan, H.; Zhou, Y. Preparation and performance of layered Li[Li0.182Ni 0.182Co0.091Mn0.545]O2 cathode with different binders. Mater. Lett. 2014, 114, 48–51. [Google Scholar] [CrossRef]
- Martin, J.F.; Yamada, A.; Kobayashi, G.; Nishimura, S.I.; Kanno, R.; Guyomard, D.; Dupŕ, N. Air exposure effect on LiFePO4. Electrochem. Solid-State Lett. 2008. [Google Scholar] [CrossRef]
- Zhang, W.; He, X.; Pu, W.; Li, J.; Wan, C. Effect of slurry preparation and dispersion on electrochemical performances of LiFePO4 composite electrode. Ionics 2011. [Google Scholar] [CrossRef]
- Li, J.; Kiggans, J.; Wood, D.L.; Rulison, C.; Daniel, C. Superior Performance of LiFePO4 Aqueous Dispersions via Corona Treatment and Surface Energy Optimization. J. Electrochem. Soc. 2012, 159, A1152. [Google Scholar] [CrossRef]
- Porcher, W.; Lestriez, B.; Jouanneau, S.; Guyomard, D. Optimizing the surfactant for the aqueous processing of LiFePO4 composite electrodes. J. Power Sources 2010, 195, 2835–2843. [Google Scholar] [CrossRef]
- Guerfi, A.; Kaneko, M.; Petitclerc, M.; Mori, M.; Zaghib, K. LiFePO4 water-soluble binder electrode for Li-ion batteries. J. Power Sources 2007, 163, 1047–1052. [Google Scholar] [CrossRef]
- Gören, A.; Costa, C.M.; Silva, M.M.; Lanceros-Mendez, S. Influence of fluoropolymer binders on the electrochemical performance of C-LiFePO4 based cathodes. Solid State Ion. 2016, 295, 57–64. [Google Scholar] [CrossRef]
- Ligneel, E.; Lestriez, B.; Guyomard, D. Relationships between processing, morphology and discharge capacity of the composite electrode. J. Power Sources 2007, 174, 716–719. [Google Scholar] [CrossRef]
- Marks, T.; Trussler, S.; Smith, A.J.; Xiong, D.; Dahn, J.R. A guide to Li-ion coin-cell electrode making for academic researchers. J. Electrochem. Soc. 2011, 158. [Google Scholar] [CrossRef]
- Du, Z.; Wood, D.L.; Daniel, C.; Kalnaus, S.; Li, J. Understanding limiting factors in thick electrode performance as applied to high energy density Li-ion batteries. J. Appl. Electrochem. 2017, 47, 405–415. [Google Scholar] [CrossRef]
- Barai, P.; Smith, K.; Chen, C.-F.; Kim, G.-H.; Mukherjee, P.P. Reduced Order Modeling of Mechanical Degradation Induced Performance Decay in Lithium-Ion Battery Porous Electrodes. J. Electrochem. Soc. 2015, 162, A1751. [Google Scholar] [CrossRef]
- Chen, C.-F.; Barai, P.; Mukherjee, P.P. Diffusion Induced Damage and Impedance Response in Lithium-Ion Battery Electrodes. J. Electrochem. Soc. 2014, 161, A2138. [Google Scholar] [CrossRef]
- Lee, Y.K. The effect of active material, conductive additives, and binder in a cathode composite electrode on battery performance. Energies 2019, 12, 658. [Google Scholar] [CrossRef]
- Yan, S.J.; Hao, Y.B.; Guo, J.; Zhang, M.G. Influence Mechanism of Cathode Material Mixture Ratio on Lithium-sulfur Battery Performance. Cailiao Gongcheng/J. Mater. Eng. 2018, 46, 71–76. [Google Scholar] [CrossRef]
- Gaikwad, A.M.; Arias, A.C. Understanding the Effects of Electrode Formulation on the Mechanical Strength of Composite Electrodes for Flexible Batteries. ACS Appl. Mater. Interfaces 2017, 9, 6390–6400. [Google Scholar] [CrossRef] [PubMed]
- Dreger, H.; Haselrieder, W.; Kwade, A. Influence of dispersing by extrusion and calendering on the performance of lithium-ion battery electrodes. J. Energy Storage 2019, 21, 231–240. [Google Scholar] [CrossRef]
- Chang, C.-C.; Her, L.-J.; Su, H.-K.; Hsu, S.-H.; Yen, Y. Te Effects of Dispersant on the Conductive Carbon for LiFePO4 Cathode. J. Electrochem. Soc. 2011. [Google Scholar] [CrossRef]
- Liu, D.; Chen, L.-C.; Liu, T.-J.; Fan, T.; Tsou, E.-Y.; Tiu, C. An Effective Mixing for Lithium Ion Battery Slurries. Adv. Chem. Eng. Sci. 2014, 4, 515–528. [Google Scholar] [CrossRef]
- Yang, C.Y.; Cheng, C.H.; Ho, S.M.; Chen, J.C.; Hurng, W.M. Performance study of the LiCoO2/graphite system. J. Power Sources 1997, 68, 440–442. [Google Scholar] [CrossRef]
- Kim, K.M.; Jeon, W.S.; Chung, I.J.; Chang, S.H. Effect of mixing sequences on the electrode characteristics of lithium-ion rechargeable batteries. J. Power Sources 1999, 83, 108–113. [Google Scholar] [CrossRef]
- Lee, G.W.; Ryu, J.H.; Han, W.; Ahn, K.H.; Oh, S.M. Effect of slurry preparation process on electrochemical performances of LiCoO2 composite electrode. J. Power Sources 2010, 195, 6049–6054. [Google Scholar] [CrossRef]
- Al-Shroofy, M.N. Understanding and Improving Manufacturing Processes for Making Lithium-Ion Battery Electrodes. Ph.D. Thesis, University of Kentucky, Lexington, KY, USA, 2017. [Google Scholar]
- Rohan, J.F.; Hasan, M.; Patil, S.; Casey, D.P.; Clancy, T. Energy Storage: Battery Materials and Architectures at the Nanoscale. In ICT-Energy-Concepts Towards Zero-Power Information and Communication Technology; InTech: Vienna, Austria, 2014; ISBN 978-953-51-1218-1. [Google Scholar]
- Moshtev, R.; Johnson, B. State of the art of commercial Li ion batteries. J. Power Sources 2000, 91, 86–91. [Google Scholar] [CrossRef]
- Kumberg, J.; Müller, M.; Diehm, R.; Spiegel, S.; Wachsmann, C.; Bauer, W.; Scharfer, P.; Schabel, W. Drying of Lithium-Ion Battery Anodes for Use in High-Energy Cells: Influence of Electrode Thickness on Drying Time, Adhesion, and Crack Formation. Energy Technol. 2019, 7. [Google Scholar] [CrossRef]
- Chen, L.C.; Liu, D.; Liu, T.J.; Tiu, C.; Yang, C.R.; Chu, W.B.; Wan, C.C. Improvement of lithium-ion battery performance using a two-layered cathode by simultaneous slot-die coating. J. Energy Storage 2016, 5, 156–162. [Google Scholar] [CrossRef]
- Schmitt, M.; Scharfer, P.; Schabel, W. Slot die coating of lithium-ion battery electrodes: Investigations on edge effect issues for stripe and pattern coatings. J. Coat. Technol. Res. 2014, 11, 57–63. [Google Scholar] [CrossRef]
- Xu, M.; Reichman, B.; Wang, X. Modeling the effect of electrode thickness on the performance of lithium-ion batteries with experimental validation. Energy 2019, 186. [Google Scholar] [CrossRef]
- Singh, M.; Kaiser, J.; Hahn, H. Thick electrodes for high energy lithium ion batteries. J. Electrochem. Soc. 2015, 162, A1196–A1201. [Google Scholar] [CrossRef]
- Zheng, H.; Li, J.; Song, X.; Liu, G.; Battaglia, V.S. A comprehensive understanding of electrode thickness effects on the electrochemical performances of Li-ion battery cathodes. Electrochim. Acta 2012, 71, 258–265. [Google Scholar] [CrossRef]
- Tjaden, B.; Cooper, S.J.; Brett, D.J.; Kramer, D.; Shearing, P.R. On the origin and application of the Bruggeman correlation for analysing transport phenomena in electrochemical systems. Curr. Opin. Chem. Eng. 2016, 12, 44–51. [Google Scholar] [CrossRef]
- Ogihara, N.; Itou, Y.; Sasaki, T.; Takeuchi, Y. Impedance spectroscopy characterization of porous electrodes under different electrode thickness using a symmetric cell for high-performance lithium-ion batteries. J. Phys. Chem. C 2015, 119, 4612–4619. [Google Scholar] [CrossRef]
- Haselrieder, W.; Ivanov, S.; Christen, D.K.; Bockholt, H.; Kwade, A. Impact of the Calendering Process on the Interfacial Structure and the Related Electrochemical Performance of Secondary Lithium-Ion Batteries. ECS Trans. 2013, 50, 59. [Google Scholar] [CrossRef]
- Zheng, H.; Tan, L.; Liu, G.; Song, X.; Battaglia, V.S. Calendering effects on the physical and electrochemical properties of Li[Ni 1/3Mn 1/3Co 1/3]O 2 cathode. J. Power Sources 2012, 208, 52–57. [Google Scholar] [CrossRef]
- Meyer, C.; Kosfeld, M.; Haselrieder, W.; Kwade, A. Process modeling of the electrode calendering of lithium-ion batteries regarding variation of cathode active materials and mass loadings. J. Energy Storage 2018, 18, 371–379. [Google Scholar] [CrossRef]
- Kang, H.; Lim, C.; Li, T.; Fu, Y.; Yan, B.; Houston, N.; De Andrade, V.; De Carlo, F.; Zhu, L. Geometric and Electrochemical Characteristics of LiNi1/3Mn1/3Co1/3O2 Electrode with Different Calendering Conditions. Electrochim. Acta 2017, 232, 431–438. [Google Scholar] [CrossRef]
- Ebner, M.; Geldmacher, F.; Marone, F.; Stampanoni, M.; Wood, V. X-ray Tomography of Porous, Transition Metal Oxide Based Lithium Ion Battery Electrodes. Adv. Energy Mater. 2013, 3, 845–850. [Google Scholar] [CrossRef]
- Meyer, C.; Bockholt, H.; Haselrieder, W.; Kwade, A. Characterization of the calendering process for compaction of electrodes for lithium-ion batteries. J. Mater. Process. Technol. 2017, 249, 172–178. [Google Scholar] [CrossRef]
- Davoodabadi, A.; Li, J.; Zhou, H.; Wood, D.L.; Singler, T.J.; Jin, C. Effect of calendering and temperature on electrolyte wetting in lithium-ion battery electrodes. J. Energy Storage 2019, 26, 101034. [Google Scholar] [CrossRef]
- Westphal, B.G.; Mainusch, N.; Meyer, C.; Haselrieder, W.; Indrikova, M.; Titscher, P.; Bockholt, H.; Viöl, W.; Kwade, A. Influence of high intensive dry mixing and calendering on relative electrode resistivity determined via an advanced two point approach. J. Energy Storage 2017, 11, 76–85. [Google Scholar] [CrossRef]
- Daemi, S.R.; Lu, X.; Sykes, D.; Behnsen, J.; Tan, C.; Palacios-Padros, A.; Cookson, J.; Petrucco, E.; Withers, P.J.; Brett, D.J.L.; et al. 4D visualisation of: In situ nano-compression of Li-ion cathode materials to mimic early stage calendering. Mater. Horiz. 2019. [Google Scholar] [CrossRef]
- Delattre, B.; Amin, R.; Sander, J.; De Coninck, J.; Tomsia, A.P.; Chiang, Y.M. Impact of pore tortuosity on electrode kinetics in lithium battery electrodes: Study in directionally freeze-cast LiNi0.8Co0.15Al0.05O2 (NCA). J. Electrochem. Soc. 2018, 165, A388–A395. [Google Scholar] [CrossRef]
- Chung, D.W.; Ebner, M.; Ely, D.R.; Wood, V.; Edwin García, R. Validity of the Bruggeman relation for porous electrodes. Model. Simul. Mater. Sci. Eng. 2013, 21. [Google Scholar] [CrossRef]
- Thorat, I.V.; Stephenson, D.E.; Zacharias, N.A.; Zaghib, K.; Harb, J.N.; Wheeler, D.R. Quantifying tortuosity in porous Li-ion battery materials. J. Power Sources 2009, 188, 592–600. [Google Scholar] [CrossRef]
- Yiotis, A.G.; Tsimpanogiannis, I.N.; Stubos, A.K.; Yortsos, Y.C. Coupling between external and internal mass transfer during drying of a porous medium. Water Resour. Res. 2007, 43. [Google Scholar] [CrossRef]
- Font, F.; Protas, B.; Richardson, G.; Foster, J.M. Binder Migration during Drying of Lithium-Ion Battery Electrodes: Modelling and Comparison to Experiment. J. Power Sources 2018, 393, 177–185. [Google Scholar] [CrossRef]
- Hoffmann, R. Drying Non-Uniform and Heat-Sensitive Products. Available online: https://www.process-heating.com/articles/92510-drying-non-uniform-and-heat-sensitive-products (accessed on 13 April 2020).
- Claus Daniel, C.; Wixom, M. Transformational Electrode Drying Process; Oak Ridge, TN (United States). 2013. Available online: http://www.osti.gov/servlets/purl/1060885/ (accessed on 22 April 2018).
- Stein, M.; Mistry, A.; Mukherjee, P.P. Mechanistic understanding of the role of evaporation in electrode processing. J. Electrochem. Soc. 2017, 164, A1616–A1627. [Google Scholar] [CrossRef]
- Jaiser, S.; Müller, M.; Baunach, M.; Bauer, W.; Scharfer, P.; Schabel, W. Investigation of film solidification and binder migration during drying of Li-Ion battery anodes. J. Power Sources 2016, 318, 210–219. [Google Scholar] [CrossRef]
- Huttner, F.; Haselrieder, W.; Kwade, A. The Influence of Different Post-Drying Procedures on Remaining Water Content and Physical and Electrochemical Properties of Lithium-Ion Batteries. Energy Technol. 2019, 1900245. [Google Scholar] [CrossRef]
- Stich, M.; Pandey, N.; Bund, A. Drying and moisture resorption behaviour of various electrode materials and separators for lithium-ion batteries. J. Power Sources 2017, 364, 84–91. [Google Scholar] [CrossRef]
- Westphal, B.; Bockholt, H.; Gunther, T.; Haselrieder, W.; Kwade, A. Influence of Convective Drying Parameters on Electrode Performance and Physical Electrode Properties. ECS Trans. 2015, 64, 57. [Google Scholar] [CrossRef]
- Hagiwara, H.; Suszynski, W.J.; Francis, L.F. A Raman spectroscopic method to find binder distribution in electrodes during drying. J. Coat. Technol. Res. 2014, 11, 11–17. [Google Scholar] [CrossRef]
- Jaiser, S.; Funk, L.; Baunach, M.; Scharfer, P.; Schabel, W. Experimental investigation into battery electrode surfaces: The distribution of liquid at the surface and the emptying of pores during drying. J. Colloid Interface Sci. 2017, 494, 22–31. [Google Scholar] [CrossRef]
- Westphal, B.G.; Kwade, A. Critical electrode properties and drying conditions causing component segregation in graphitic anodes for lithium-ion batteries. J. Energy Storage 2018, 18. [Google Scholar] [CrossRef]
- Gören, A.; Cíntora-Juárez, D.; Martins, P.; Ferdov, S.; Silva, M.M.; Tirado, J.L.; Costa, C.M.; Lanceros-Méndez, S. Influence of Solvent Evaporation Rate in the Preparation of Carbon-Coated Lithium Iron Phosphate Cathode Films on Battery Performance. Energy Technol. 2016, 4, 573–582. [Google Scholar] [CrossRef]
- Bamigbetan, O.; Eikevik, T.M.; Nekså, P.; Bantle, M. Review of vapour compression heat pumps for high temperature heating using natural working fluids. Int. J. Refrig. 2017, 80, 197–211. [Google Scholar] [CrossRef]
- Nekså, P. CO2 heat pump systems. Int. J. Refrig. 2002, 25, 421–427. [Google Scholar] [CrossRef]
- Moran, M.J.; Shapiro, H.N.; Boettner, D.D.; Bailey, M.B. Principles of Engineering Thermodynamics, 8th ed.; Wiley: Chichester, UK, 2015; ISBN 978-1-118-41293-0. [Google Scholar]
- Li, J.; Daniel, C.; Mohanty, D.; Wood, D.L. Thick Low-Cost, High-Power Lithium-Ion Electrodes via Aqueous Processing. Available online: https://www.energy.gov/eere/vehicles/downloads/thick-low-cost-high-power-lithium-ion-electrodes-aqueous-processing (accessed on 3 February 2020).
- Loeffler, N.; Von Zamory, J.; Laszczynski, N.; Doberdo, I.; Kim, G.T.; Passerini, S. Performance of LiNi1/3Mn1/3Co1/3O 2/graphite batteries based on aqueous binder. J. Power Sources 2014, 248, 915–922. [Google Scholar] [CrossRef]
- Ludwig, B.; Zheng, Z.; Shou, W.; Wang, Y.; Pan, H. Solvent-Free Manufacturing of Electrodes for Lithium-ion Batteries. Sci. Rep. 2016, 6, 23150. [Google Scholar] [CrossRef]
- Liu, J.; Ludwig, B.; Liu, Y.; Zheng, Z.; Wang, F.; Tang, M.; Wang, J.; Wang, J.; Pan, H.; Wang, Y. Scalable Dry Printing Manufacturing to Enable Long-Life and High Energy Lithium-Ion Batteries. Adv. Mater. Technol. 2017, 2, 1700106. [Google Scholar] [CrossRef]
- Shin, J.; Duong, H. Electrochemical Performance of Dry Battery Electrode. Meet Abstract. Available online: http://www.osti.gov/servlets/purl/1060885/ (accessed on 13 April 2018).
- Ludwig, B.; Liu, J.; Chen, I.M.; Liu, Y.; Shou, W.; Wang, Y.; Pan, H. Understanding Interfacial-Energy-Driven Dry Powder Mixing for Solvent-Free Additive Manufacturing of Li-Ion Battery Electrodes. Adv. Mater. Interfaces 2017. [Google Scholar] [CrossRef]
- Schälicke, G.; Landwehr, I.; Dinter, A.; Pettinger, K.H.; Haselrieder, W.; Kwade, A. Solvent-Free Manufacturing of Electrodes for Lithium-Ion Batteries via Electrostatic Coating. Energy Technol. 2020, 8, 1900309. [Google Scholar] [CrossRef]
- Stein, M.; Chen, C.F.; Robles, D.J.; Rhodes, C.; Mukherjee, P.P. Non-aqueous electrode processing and construction of lithium-ion coin cells. J. Vis. Exp. 2016, 2016. [Google Scholar] [CrossRef]
- Wang, Y.; Zheng, Z.; Ludwig, B.; Pan, H. Dry Powder Based Electrode Additive Manufacturing. U.S. Patent 10,547,044, 28 January 2020. [Google Scholar]
- Shin, J.; Yudi, Y.; Magsino, P.; Wong, W.; Duong, H. Dry Processed Nickel-Rich Layered Transition Metal Oxide Cathode Electrode. Meet. Available online: http://ma.ecsdl.org/content/MA2019-01/2/317.abstract (accessed on 1 April 2019).
- Schnell, J.; Günther, T.; Knoche, T.; Vieider, C.; Köhler, L.; Just, A.; Keller, M.; Passerini, S.; Reinhart, G. All-solid-state lithium-ion and lithium metal batteries—Paving the way to large-scale production. J. Power Sources 2018, 382, 160–175. [Google Scholar] [CrossRef]
- Du, Z.; Janke, C.J.; Li, J.; Daniel, C.; Wood, D.L. Electron beam curing of composite positive electrode for Li-ion battery. J. Electrochem. Soc. 2016, 163, A2776–A2780. [Google Scholar] [CrossRef]
- Lee, S.H.; Johnston, C.; Grant, P.S. Scalable, Large-Area Printing of Pore-Array Electrodes for Ultrahigh Power Electrochemical Energy Storage. ACS Appl. Mater. Interfaces 2019, 11, 2020. [Google Scholar] [CrossRef]
- Bao, Y.; Liu, Y.; Kuang, Y.; Fang, D.; Li, T. 3D-printed highly deformable electrodes for flexible lithium ion batteries. Energy Storage Mater. 2020, 33, 55–61. [Google Scholar] [CrossRef]
- Shiraki, S.; Oki, H.; Takagi, Y.; Suzuki, T.; Kumatani, A.; Shimizu, R.; Haruta, M.; Ohsawa, T.; Sato, Y.; Ikuhara, Y.; et al. Fabrication of all-solid-state battery using epitaxial LiCoO2 thin films. J. Power Sources 2014, 267, 881–887. [Google Scholar] [CrossRef]
- Ghadkolai, M.A.; Creager, S.; Nanda, J.; Bordia, R.K. Freeze Tape Cast Thick Mo Doped Li 4 Ti 5 O 12 Electrodes for Lithium-Ion Batteries. J. Electrochem. Soc. 2017, 164, A2603–A2610. [Google Scholar] [CrossRef]
- Hwa, Y.; Yi, E.; Shen, H.; Sung, Y.; Kou, J.; Chen, K.; Parkinson, D.Y.; Doeff, M.M.; Cairns, E.J. Three-Dimensionally Aligned Sulfur Electrodes by Directional Freeze Tape Casting. Nano Lett. 2019. [Google Scholar] [CrossRef]
- Liu, C.; Cheng, X.; Li, B.; Chen, Z.; Mi, S.; Lao, C. Fabrication and characterization of 3D-printed highly-porous 3D LiFePO4 electrodes by low temperature direct writing process. Materials 2017, 10, 934. [Google Scholar] [CrossRef]
- Du, Y.; Hedayat, N.; Panthi, D.; Ilkhani, H.; Emley, B.J.; Woodson, T. Freeze-casting for the fabrication of solid oxide fuel cells: A review. Materialia 2018, 1, 198–210. [Google Scholar] [CrossRef]
- Vedder, C.; Hawelka, D.; Wolter, M.; Leiva, D.; Stollenwerk, J.; Wissenbach, K. Laser-based drying of battery electrode layers. In Proceedings of the International Congress on Applications of Lasers & Electro-Optics, Laser Institute of America, 2019; Volume 2016, p. N501. Available online: http://aip.scitation.org/doi/abs/10.2351/1.5118636 (accessed on 19 April 2020).
- Hawelka, D. Battery production: Laser light instead of oven drying and vacuum technology. Laser Tech. J. 2015, 12, 16. [Google Scholar]
- Pfleging, W. A review of laser electrode processing for development and manufacturing of lithium-ion batteries. Nanophotonics 2017, 7, 549–573. [Google Scholar] [CrossRef]
- Günther, T.; Billot, N.; Schuster, J.; Schnell, J.; Spingler, F.B.; Gasteiger, H.A. The Manufacturing of Electrodes: Key Process for the Future Success of Lithium-Ion Batteries. Adv. Mater. Res. 2016. [Google Scholar] [CrossRef]
- Kirsch, D.J.; Lacey, S.D.; Kuang, Y.; Pastel, G.; Xie, H.; Connell, J.W.; Lin, Y.; Hu, L. Scalable Dry Processing of Binder-Free Lithium-Ion Battery Electrodes Enabled by Holey Graphene. ACS Appl. Energy Mater. 2019, 2, 2990–2997. [Google Scholar] [CrossRef]
- Dreger, H.; Bockholt, H.; Haselrieder, W.; Kwade, A. Discontinuous and Continuous Processing of Low-Solvent Battery Slurries for Lithium Nickel Cobalt Manganese Oxide Electrodes. J. Electron. Mater. 2015, 44, 4434–4443. [Google Scholar] [CrossRef]
- Bottino, A.; Capannelli, G.; Munari, S.; Turturro, A. Solubility parameters of poly(vinylidene fluoride). J. Polym. Sci. Part. B Polym. Phys. 1988, 26, 785–794. [Google Scholar] [CrossRef]
- Jiang, J.; Dang, L.; Yuensin, C.; Tan, H.; Pan, B.; Wei, H. Simulation of microwave thin layer drying process by a new theoretical model. Chem. Eng. Sci. 2017. [Google Scholar] [CrossRef]
- Duong, H.; Suszko, A.; Feigenbaum, H. Dry Electrode Process Technology. IOP Publ. 2016, 5, 475. [Google Scholar]
- Kuwata, N.; Kawamura, J.; Toribami, K.; Hattori, T.; Sata, N. Thin-film lithium-ion battery with amorphous solid electrolyte fabricated by pulsed laser deposition. Electrochem. Commun. 2004, 6, 417–421. [Google Scholar] [CrossRef]
- Chiu, K.F. Lithium cobalt oxide thin films deposited at low temperature by ionized magnetron sputtering. Thin Solid Film. 2007, 515, 4614–4618. [Google Scholar] [CrossRef]
- Broeckx, G.; Vandenheuvel, D.; Claes, I.J.J.; Lebeer, S.; Kiekens, F. Drying techniques of probiotic bacteria as an important step towards the development of novel pharmabiotics. Int. J. Pharm. 2016, 505, 303–318. [Google Scholar] [CrossRef]
- Rucci, A.; Ngandjong, A.C.; Primo, E.N.; Maiza, M.; Franco, A.A. Tracking variabilities in the simulation of Lithium Ion Battery electrode fabrication and its impact on electrochemical performance. Electrochim. Acta 2019, 312, 168–178. [Google Scholar] [CrossRef]
- Hatzell, K.B.; Boota, M.; Gogotsi, Y. Materials in Conducting Suspension (Semi-Solid) Electrodes for Water and Energy Technologies Chemical Society Review Materials for Suspension (Semi-Solid) Electrodes for Energy and Water Technologies. 2013. Available online: www.rsc.org/ (accessed on 28 September 2020).
- Duduta, M.; Ho, B.; Wood, V.C.; Limthongkul, P.; Brunini, V.E.; Carter, W.C.; Chiang, Y.M. Semi-solid lithium rechargeable flow battery. Adv. Energy Mater. 2011, 1, 511–516. [Google Scholar] [CrossRef]
- Chiang, Y.-M.; Slocum, A.; Doherty, T.; Bazzarella, R.; Cross, J.C.; Duduta, L.; Chiang, M.; Disko, J.; Yang, A.; Wilder, T.; et al. Stationary Semi-Solid Battery Module and Method of Manufacture. U.S. Patent 9,203,092, 1 December 2015. [Google Scholar]
- Chiang, Y.-M.; Duduta, M.; Holman, R.; Limthongkul, P.; Tan, T. Semi-Solid Electrodes Having High. Rate Capability; 4M Technologies, Inc.: Cambridge, MA, USA, 2017; p. 18. [Google Scholar]
- Shah, S.; Menon, S.; Ojo, O.O.; Ganji, E.N. Digitalisation in Sustainable Manufacturing: A Literature Review. In Proceedings of the IEEE Conference on Technology Management, Marrakech, Morocco, 25–27 November 2020. [Google Scholar]
- Ghosh, S.; Yang, S.; Bequette, B.W. Inferential modeling and soft sensors. In Smart Manufacturing; Elsevier: Amsterdam, The Netherlands, 2020; pp. 323–351. [Google Scholar]
- Turetskyy, A.; Thiede, S.; Thomitzek, M.; von Drachenfels, N.; Pape, T.; Herrmann, C. Toward Data-Driven Applications in Lithium-Ion Battery Cell Manufacturing. Energy Technol. 2020, 8. [Google Scholar] [CrossRef]
- Weyer, S.; Meyer, T.; Ohmer, M.; Gorecky, D.; Zühlke, D. Future modeling and simulation of CPS-based factories: An example from the automotive industry. IFAC Pap. 2016, 49, 97–102. [Google Scholar] [CrossRef]
- Thiede, S.; Juraschek, M.; Herrmann, C. Implementing Cyber-physical Production Systems in Learning Factories. Procedia CIRP 2016, 54, 7–12. [Google Scholar] [CrossRef]
- Lee, J.; Bagheri, B.; Kao, H.A. A Cyber-Physical Systems architecture for Industry 4.0-based manufacturing systems. Manuf. Lett. 2015, 3, 18–23. [Google Scholar] [CrossRef]
- Baheti, R.; Gill, H. Cyber-physical Systems. Impact Control. Technol. 2011, 12, 161–166. [Google Scholar] [CrossRef]
- Gröger, C.; Kassner, L.; Hoos, E.; Königsberger, J.; Kiefer, C.; Silcher, S.; Mitschang, B. The Data-driven Factory. In Proceedings of the 18th International Conference on Enterprise Information Systems, Rome, Italy, 25–28 April 2016; pp. 40–52. [Google Scholar]
- Ng, S.S.Y.; Xing, Y.; Tsui, K.L. A naive Bayes model for robust remaining useful life prediction of lithium-ion battery. Appl. Energy 2014, 118, 114–123. [Google Scholar] [CrossRef]
- Julien, C.M.; Mauger, A.; Zaghib, K.; Groult, H. Comparative issues of cathode materials for Li-ion batteries. Inorganics 2014, 2, 132–154. [Google Scholar] [CrossRef]
- Schnell, J.; Nentwich, C.; Endres, F.; Kollenda, A.; Distel, F.; Knoche, T.; Reinhart, G. Data mining in lithium-ion battery cell production. J. Power Sources 2019, 413, 360–366. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Slurry Suspension | Dry Coated Electrode | Electrode Battery Performance |
|---|---|---|
| Homogeneity | Adhesion and particle cohesion | Low voltage, capacity, impedance variation |
| Rheology | Mechanical strength/flexibility | Uniform current density |
| Agglomeration of carbon black | Porosity | High efficiency, power and energy density |
| Tortuosity | Lifetime and cycle stability, safety |
| Binder | Formula | Water or Ethanol | F-Free | Biopolymers and Derivatives | Reference |
|---|---|---|---|---|---|
| Fluoro acrylic polymer (TRD 2020a) |  | x | [63,64] | ||
| Poly tetrafluoro ethylene (PTFE) | x | [65] | |||
| Poly vinylidene fluoride (PVDF) |  | [66,67,68,69,70,71,72,73] | |||
| Poly acrylates (PAA, PMA, PBA, PVA, PAN) |  | x | x | [74,75,76,77] | |
| Aliphatic polymers (PE, Polyisoprene, PVP, PVB) |  | x | x | [78] | |
| Aromatic polymers (PS, PU, SBR) |  | x | x | [79,80] | |
| Oligo- and polysaccharides (CMC, chitosan, alginate, pectin, amylose, starch, gums, lignin) |  | x | x | x | [64,70,81,82,83,84] |
| Proteins (gelatine, caseinate) | x | x | x | [85] |
| Solvent | Melting Point (°C) | Boiling Point (°C) | Dipole Moment | Dielectric Constant | Density (g/cm3) | Viscosity (10−3 Pa s) | Flashpoint (°C) |
|---|---|---|---|---|---|---|---|
| Water | 0 | 100 | 1.9 | 80.1 | 1 | 0.89 | N/A |
| N-Methyl-2-pyrrolidone (NMP) | −24 | 202 | 4.1 | 32 | 1.033 | 1.85 | 96.67 |
| Dimethylformamide (DMF) | −61 | 153 | 3.8 | 37 | 0.944 | 0.80 | 58 |
| Dimethylacetamide (DMAC) | −20 | 166 | 3.7 | 38 | 0.942 | 2.14 | 63 |
| Dimethyl sulfoxide (DMSO) | 18.4 | 189 | 3.9 | 47 | 1.092 | 2.00 | 95 |
| Active Material | Variable (Binder or Solvent) | Investigated | Results (Initial Discharge Capacity (mAh/g), Capacity Retention (%)) | Reference |
|---|---|---|---|---|
| LFP | CMC | Dispersion properties of PAA | LFP cathode with CMC and CMC/PAA: 150 mAh/g, 50% after 35 cycles. LFP slurry viscosity: 135 mPa s (with 1.6% CMC and 0.4% PAA) and 70 mPa s (with 2% CMC). | Lee et al. [75] 2008 |
| PAA binder (water) and PVDF (NMP) | PAA as binder | PAA/aqueous: 134.4 mAh/g, 98.8% after 50 cycles. PVDF/NMP: 125.6 mAh/g, 94.9%. | Cai et al. [99] 2009 | |
| Polybutyl acrylate (PBA) latex + SCMC | Carbon-coated LFP and PSSA dispersant | 2 wt% PSSA: 144 mAh/g, >99% after 50 cycles. The PSSA free: 140 mAh/g, 98%. | Li et al. [100] 2010 | |
| SBR + SCMC | Dispersion effect of sequenced mixing of SCMC, SBRand LFP | SCMC mixed with LFP prior to SBR: 130 mAh/g, 95%. Simultaneous mixing of dry components: 121 mAh/g, 72%. | Li et al. [80] 2012 | |
| Xanthan gum | Examined the effect of PEI dispersant | Slurry with 2 wt% PEI: 165 mAh/g after 5 cycles at 0.2 C. | Li et al. [101] 2012 Li et al. [102] 2013 | |
| SBR + SCMC | Carbon coating quality LFP and gelation effect | C-LFP (1.07 wt% C) had the strongest gelation effect and 131 mAh/g at 1 C. C-LFP (2 wt% C) 140 mAh/g. | Tsai et al. [103] 2013 Tsai et al. [104] 2016 | |
| CMC | Gelation effect caused by -OH and -COO− on CMC, by testing two binders PVA (-OH) and PAA (-COO−). | Both -OH and -COOH created a H-bonding. The -COO− stabilised the slurry. | Li et al. [105] 2017 | |
| LFP and graphite | Lignin and PVDF | Lignin with PEG pre-treatment | 148 (lignin) and 305 mAh/g (graphite) at 0.1 C | Lu et al. [89] 2016 |
| LTO and NMC111 | CMC, guar gum (GG) or pectin | pH control:PA | Pectin, GG, and CMC (with PA): 174, 172, and 167 mAh/g at 1 C after 40 cycles. CMC without PA: 157 mAh/g. Full cells (NMC111/LTO) with CMC and PA: ~120 mAh/g after 190 cycles at 1 C. | Carvalho et al. [92] 2016 |
| Al-LTO | PTFE, PVA, and PVDF | Binders for AI-doped LTO electrodes | PVDF: 110 mAh/g PVA and PFTE: ~60 mAh/g | Priyono et al. [106] 2019 |
| LCO | Na-CMC + SBR (water) and PVDF (NMP) | Binder distributions | Less homogeneity in NMP-based slurry, but higher adhesion strength (569.6 g/cm) than water-based (258.3 g/cm). Both: 130 mAh/g at 0.2 C. | Li et al. [107] 2011 |
| NMC111 | CMC + TRD202A + Na-CMC | Reology affected different contents of binders, CA and liquid. | 3 wt% CB, 2 wt% Na-CMC, and 3 wt% TRD202A (21 vol% solid content) yielded proper flow behaviour. 135 (NMP) vs 125 mAh/g (water) after 50 cycles at 0.2 C. | Çetinel et al. [108] 2014 |
| CMC and PVDF | Coated-Al current collector (C-Al/CMC) compared to non-coated (Al/PVDF) | 151 (C-Al foil/CMC), 153 (Al/PVDF), and 131 (Al/CMC) mAh/g, all ~83% after 50 cycles at 1C. | Doberdò et al. [67] 2014 | |
| Na-CMC | pH control: PA and formic acid (FA) | pH 9.5. All: ~150 mAh/g. 80% (no acid), 86% (1% FA), and 91% (1% PA) after 50 cycles at 1 C. | Loeffler et al. [109] 2016 | |
| Na-CMC, SBR and PVDF (water and NMP) | pH control: Al2O3 (4.6 wt%) and SiO2 (2 wt%) additives and large (12–15 µm) and small (5 µm) particle sizes. | Additives reduce pH to <11 and prevent Al-corrosion. At 1C: 120 mAh/g, Al2O3 (12–15 µm), 112 mAh/g SiO2 (5 µm). >150 mAh/g (NMP). | Memm et al. [110] 2018 | |
| CMC, TRD2020A | pH control: polyacrylic acid (PAA) | Best performance at pH 9–10, which is above the stability region of the Al foil. | Bauer et al. [111] 2019 | |
| NMC523 | CMC (Water) and PVDF (NMP) | Residual moisture | Ni produces carbonates on the electrode surface and water and hydroxyl groups at the particle surfaces. | Li et al. [112] 2016 |
| CMC + acrylic emulsion polymer | Surface tension reduction of water using IPA | Optimal water/IPA ratio of 80/20 wt%. | Du et al. [113] 2017 | |
| NMC111, NMC523, NMC622, NMC811, graphite | CMC (water) and PVDF (NMP) | pH control and water exposure of NMC powder. | NMC811 with excellent capacity retention (~70%), comparable to NMP-processed (~76%), after 1000 cycles in full pouch cells. | Wood et al. [114] 2020 |
| Li-Rich NMC | CMC and PVDF | Investigating binders | PVDF: 250 mAh/g, 60% after 200 cycles at 1 C. CMC: 210 mAh/g, 83%. (1C = 200 mA/g) | Li et al. [115] 2011 |
| SA, CMC, and PVDF | Investigating binders | All: > 240 mAh/g. SA: 91.8% after 100 cycles at 0.1 CMC: 82.1%, PVDF: 62.1% (1C = 300 mA/g) | Han et al. [116] 2014 | |
| Cellulose, sodium alginate, and TRD202A | pH control: PA | Avoided Al corrosion. | Kazzazi et al. [64] 2018 |
| Pilot-line/Industrial Production | Lab-Scale |
|---|---|
| Planetary mixer | Ball mill |
| High-speed mixer | Magnetic stirrer |
| Universal type mixer | 3D mixers |
| Static mixer | Turbine stirrers |
| Extruder | |
| Dissolver |
| Scale | Industry | Laboratory |
|---|---|---|
| Type | Slot-die coater | Tape caster/doctor blade |
| Cell production [40] | Fully automated, continuous, and integrated process | Small scale, discontinuous process |
| Coating speed rate (m/min) [141,142] | 25 | 0 |
| Coating thickness accuracy (µm) | ±1 | ±2 |
| Coating thickness (µm) | 2–100 | 10–200 |
| Coating width (mm) | 1500 | 100–200 |
| Electrode Chemistry (Solvent) | Thickness (μm) | Drying Conditions | Performance | Reference |
|---|---|---|---|---|
| Cathode: NMC532 | 158 | 70–135 °C 5–35 m/s | Cracking of electrodes at a high drying rates and temperature over 75 °C | Susarla et al. [97] 2018 |
| Anodes: Graphite, CMC, SBR (water) | 150 | 150 °C 2 m/s | Higher SBR concentration on electrode surface | Hagiwara et al. [169] 2014 |
| Anodes: Graphite, PVDF (NMP) | 78 | 76.5 °C High drying rate (HDR) Low drying rate (LDR) | HDR sample showed an additional loss of discharge capacity as a result of incomplete charging. 86 mAh/g vs. 115 mAh/g for LDR (3.0 °C) | Jaiser et al. [165] 2016 |
| GMS G10, PVDF, CB (NMP) | 2.7–12.0 mg/cm2 | 80, 110 and 130 °C Nozzle outlet velocity 17 m/s | High electrode resistance (over 0.25 Ω) for thickness over 10.5 mg/cm2 and drying temperature over 110 °C. Thickness does not affect electrical esistance so much, when drying at 80 °C | Westphal et al. [171] 2018 |
| Cathode: C-LiFePO4, CB, PVDF | 65 | 60–120 °C No air circulation | The best discharge capacity for drying at 80 °C: 156.4, 148.1, 124.4 mAh/g at 0.1, 0.5, and 2.0 C | Gören et al. [172] 2016 |
| Cathode: NMC111 (water) | 200, 300, 400 | 20, 45, 70 °C Vacuum oven. | Best performance drying at 20 °C, 200 μm, 132mAh/g at 0.1 C. Gradually decreasing with increasing of drying temperature and thickness | Rollag et al. [79] 2019 |
| Anode: Graphite SMEA CB, CMC, SBR (water) | 70–512 | 31–49 °C | No cracking was observed at drying rate below 3 g/m2 s for thick samples. | Kumberg et al. [140] 2019 |
| Alternative Techniques to Wet Slurry Casting and Drying | Active Material (Solvent) | Reference |
|---|---|---|
| Electron beam curing | NMC532 (NMP) | Du et al. [187] 2016 |
| Spray-printing | LFP and LTO (water/IPA) | Lee et al. [188] 2019 |
| 3D printing | Flexible LFP and LTP (NMP) | Bao et al. [189] 2020 |
| Pulsed-laser deposition | Solid-state batteries with an LCO cathode | Shiraki et al. [190] 2014 |
| Spray-drying | Review of most cathode chemistries (ethanol, water, or alcohol) | Vertruyen et al. [57] 2018 |
| Freeze-casting/Freeze-drying | LFP (water) Mo-doped LTO NCA Sulphur/graphene oxide 3D printing LFP (water) Solid oxide fuel cells | Orlenius et al. [90] 2012 Ghadkolai et al. [191] 2017 Delattre et al. [157] 2018 Hwa et al. [192] 2019 Liu et al. [193] 2017 Du et al. [194] 2018 |
| Near-infrared drying or laser drying | Graphite anode and LFP (water) | Vedder et al. [195] 2019 Hawelka et al. [196] 2015 Pfleging et al. [197] 2017 Günther et al. [198] 2016 |
| Solvent-free methods | ||
| Dry pressed R2R manufacturing | Binder-free LFP with holey graphene (solvent-free). | Kirsch et al. [199] 2019 |
| Electrostatic spray deposition | LCO, NMC111, graphite (solvent free) Elaborated in Table 9 below. | Schälicke et al. [182] 2020 Wang et al. [68] 2019 Liu et al. [179] 2017 Al-Shroofy et al. [73] 2017 Ludwig et al. [181] 2017 Ludwig et al. [178] 2016 Hiroya et al. [77] 2015 |
| Washing Agent | Vapor Pressure (kPa) at 20 °C | Molecular Weight (g/mol) | Viscosity (mPa s) at 25 °C | Flash Point (°C) | Miscible in |
|---|---|---|---|---|---|
| Acetone | 24.60 | 58.08 | 0.295 | −20 | Water, benzene, diethylether, methanol, chloroform, ethanol |
| Ethanol (95%) | 5.95 | 46.07 | 1.095 | 15.5 | Water, ethylether, acetone, chloroform, Soluble in benzene |
| Active Material:Binder:Conductive Additive (Ratio) | Cell Type | Porosity (%) | Thickness (µm), Mass Loading (mg/cm2) or Area Capacity (mAh/cm2) | Electrochemical Performance (Initial Discharge Capacity (mAh/g), Capacity Retention (%)) | Investigated | Reference |
|---|---|---|---|---|---|---|
| Electrostatic spray deposition | ||||||
| LCO or NMC111:PVDF:CB (90:5:5) | Li half-cells (CR2025) | 30 | 40–130 (µm) | LCO dry: 114 mAh/g, 70% LCO wet: 115 mAh/g, 58%. after 50 cycles at 0.5 C between 2.5 and 4.2 V. NMC111 dry: 138 mAh/g, 87% NMC111 wet: 138 mAh/g, 84% after 50 cycles at 0.5 C between 2.8 and 4.3 V. | EDS and hot-rolling temperature. A higher mechanical strength (148.8 kPa) compared to wet processed electrodes (84.3 kPa) | Ludwig et al. [178] 2016 |
| LCO:PVDF:CB (98:1:1) | Full cell w/graphite anode | - | - | Dry: 127.8 mAh/g, 77% after 100 cycles at 0.5 C between 2.5 and 4.2 V Mechanical strength: 93.8 kPa. | EDS and hot rolling. The effect of low binder and CB content. | Ludwig et al. [181] 2017 |
| NMC111;PVDF:CB (19:1:1 wt. ratio) | Li half-cells | 31–41 | Wet (low loading): 7.65 mg/cm2 (32.6 µm) Wet (high loading): 14.27 mg/cm2 (52 µm) Dry: 10.07 mg/cm2 (40.5 µm) | Wet (low loading): 156 mAh/g, 60% Wet (high loading): 157 mAh/g, 65% Dry: 155 mAh/g, 80% after 300 cycles when cycled between 3.0 V and 4.3 V at 0.5 C. | EDS and rolling at room temperature. Compared dry processed electrodes to two wet processed electrodes of higher and lower mass loadings. | Al-Shroofy et al. [73] 2017 |
| NMC111:PVDF:CB (90:5:5) | Full cell w/graphite anode | 29–30 | Wet and dry: 55–56 µm (2.45 mAh/cm2) Dry: 100 (5.80 mAh/cm2), 150 (6.52 mAh/cm2) and 200 µm (9.11 mAh/cm2) | Dry (55 µm): 150 mAh/g, >80% Wet (55 µm): 145 mAh/g, 65% after 500 cycles at 0.5 C. Dry (55 µm): 120 mAh/g at 3 C. Dry (100, 150, 200 µm): <20 mAh/g at 3 C. For 0.2–3 C, the thin dry processed electrodes showed better rate performance than the thick. | EDS. Compared different thicknesses of dry coated electrodes to a wet processed electrode. | Liu et al. [179] 2017 |
| NMC111:PVDF:CB (90:5:5) | Li half-cells (coil-cell) | 31 | 59 µm (2.4 mAh/cm2) | Low molecular weight PVDF: 160 mAh/g at 0.2 C, 93% after 50 cycles at 0.5 C. At 5C: 16.7% High MW: 160 mAh/g at 0.2 C, 91% after 50 cycles at 0.5 C. At 5C: 50% Cycled between 3.0 and 4.3 V. | EDS and investigated the PVDF binder’s molecular weight. | Wang et al. [68] 2019 |
| Graphite:THV or FEP:CB (86:7:7) Graphite:PVDF:CB (85:10:5) | Li half-cells (Three electrode cells) | - | Wet PVDF: 3 mAh/cm2 Dry THV: 3.5 mAh/cm2 (11 mg/cm2) Dry FEP: 2.7 mAh/cm2 | All dry powder-coated anodes: 370 mAh/g (99% of the theoretical capacity) and >345 mAh/g. after 50 cycles at 0.5 C when cycled between 0.02 and 1.5 V. | Used a modified fluidised bed system followed by hot-pressing. A two-step mixing method: first mix binders and CB into a matrix, and then add graphite. (Mixing rates: 30 m/s or 40 m/s) | Schälicke et al. [182] 2020 |
| Dry roll-to-roll technology | ||||||
| LFP and holey graphene (1:1 wt ratio) | Li half-cells (CR2032) | - | 340 µm (hydraulic pressure of 20 MPa) (11.6mg/cm2) | 163 mAh/g, 89% after 200 cycles at 0.2 C between 2.6 and 3.7 V. | Dry pressed binderless materials. at 500, 200, and 20 MPa). The LFP showed no structural changes and comparable rate capability to the traditionally produced LFP. | Kirsch et al. [199] 2019 |
| NMC111, NMC622, NMC811, NCA, LFP, LTO, graphite, sulfur/carbon and silicon composite. | Full cells w/graphite anode (pouch cell) | - | NMC111/graphite: 27 mg/ cm2 (4 mAh/cm2) and 36 mg/cm2 (5 mAh/ cm2) | Dry NMC111/graphite (4mAh/cm2): 90% after 2000 cycles at 0.5C charge/1 C between 2.7 and 4.2 V. Dry and wet NMC111/graphite (5 mAh/cm2): Identical at 0.1 C (105 mAh). At 0.5 C the dry and wet had 91% and 70% capacity retention, respectively. Between 2.8 and 4.2 V. | By Maxwell technologies. The dry processed electrodes obtained higher rate capabilities than wet processed electrodes. | Duong and Shin et al. [180] 2018 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Bryntesen, S.N.; Strømman, A.H.; Tolstorebrov, I.; Shearing, P.R.; Lamb, J.J.; Stokke Burheim, O. Opportunities for the State-of-the-Art Production of LIB Electrodes—A Review. Energies 2021, 14, 1406. https://doi.org/10.3390/en14051406
Bryntesen SN, Strømman AH, Tolstorebrov I, Shearing PR, Lamb JJ, Stokke Burheim O. Opportunities for the State-of-the-Art Production of LIB Electrodes—A Review. Energies. 2021; 14(5):1406. https://doi.org/10.3390/en14051406
Chicago/Turabian StyleBryntesen, Silje Nornes, Anders Hammer Strømman, Ignat Tolstorebrov, Paul R. Shearing, Jacob J. Lamb, and Odne Stokke Burheim. 2021. "Opportunities for the State-of-the-Art Production of LIB Electrodes—A Review" Energies 14, no. 5: 1406. https://doi.org/10.3390/en14051406
APA StyleBryntesen, S. N., Strømman, A. H., Tolstorebrov, I., Shearing, P. R., Lamb, J. J., & Stokke Burheim, O. (2021). Opportunities for the State-of-the-Art Production of LIB Electrodes—A Review. Energies, 14(5), 1406. https://doi.org/10.3390/en14051406