
Potential for the Integrated Production of Biojet Fuel in Swedish Plant Infrastructures


Abstract
:1. Introduction
2. Overview of Pathways, Technologies, Infrastructures, and Biomass Resources
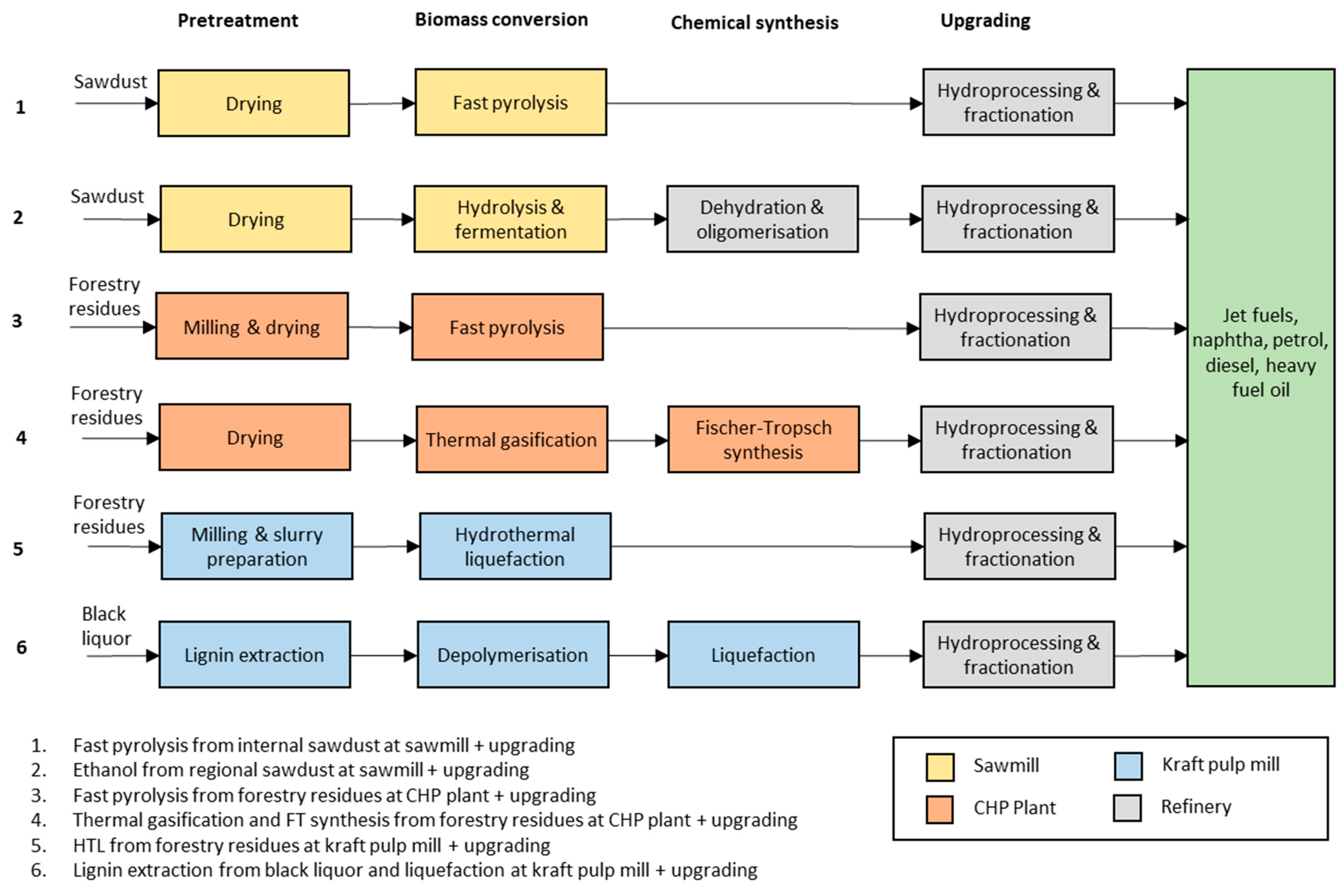
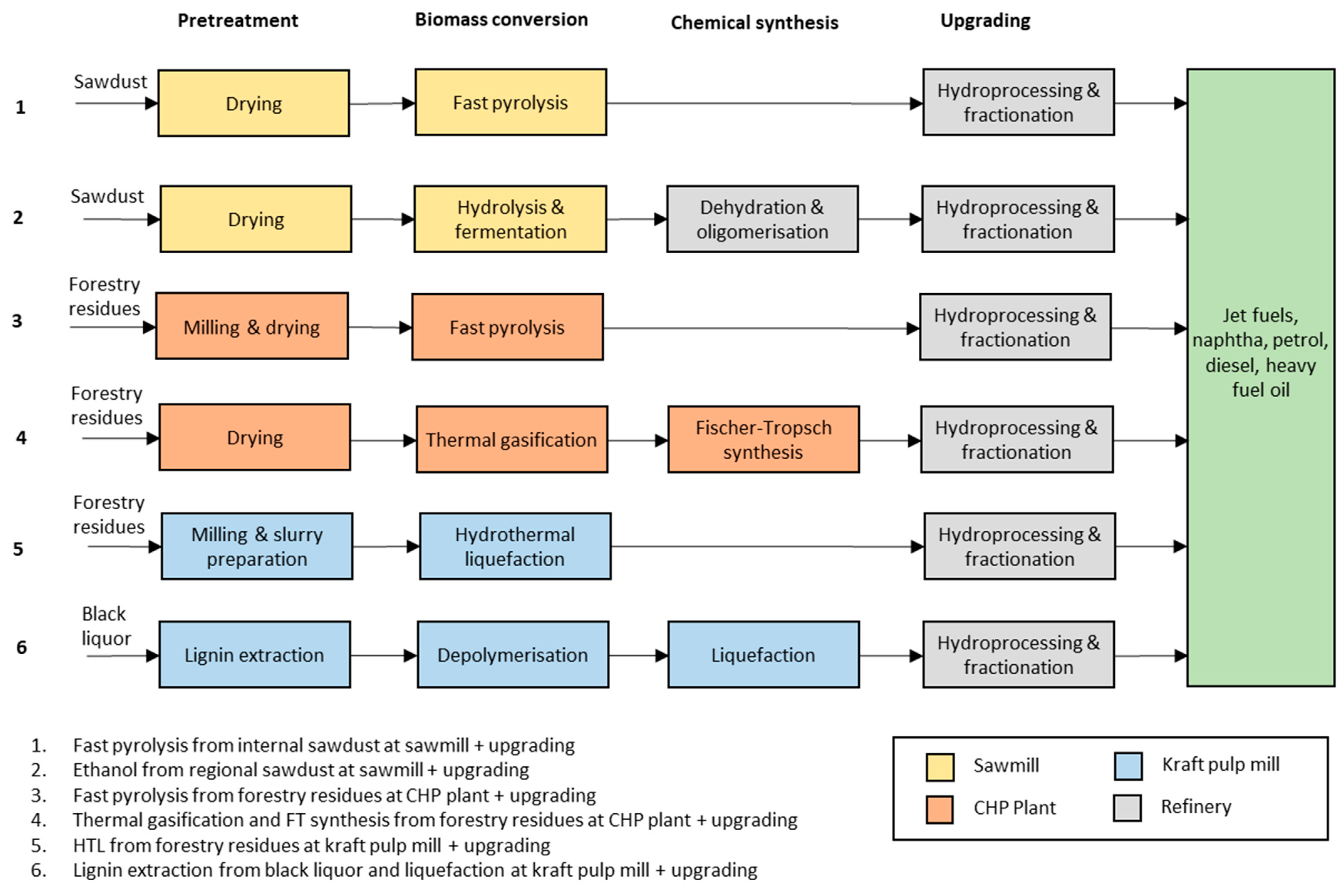
2.1. The Integrated Production Pathways Studied
2.2. Biomass Conversion Technologies
2.2.1. Fast Pyrolysis
2.2.2. Hydrothermal Liquefaction
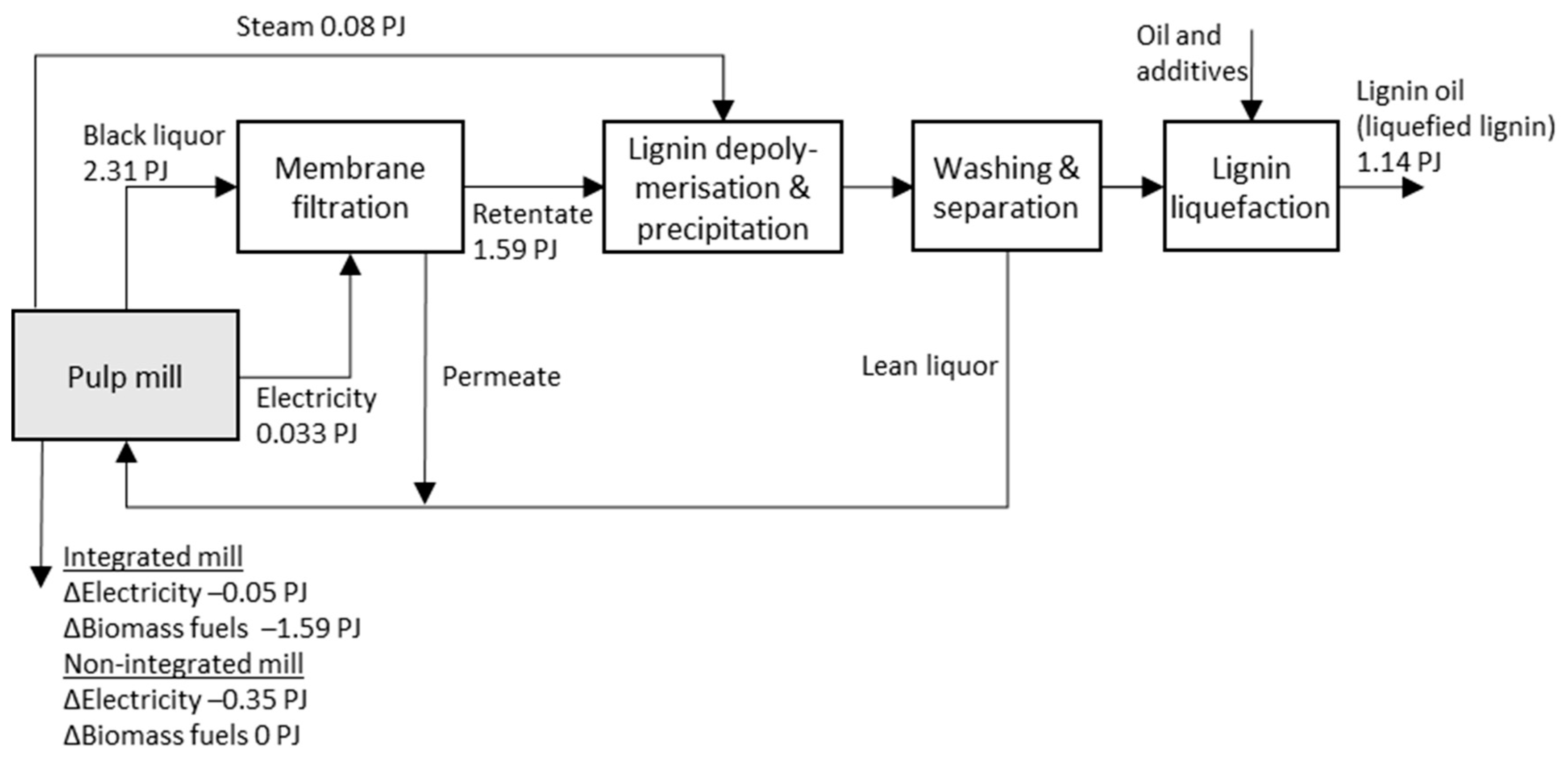
2.2.3. Kraft Lignin Extraction and Liquefaction
2.2.4. Gasification and FT Synthesis
2.2.5. Enzymatic Hydrolysis and Fermentation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Biomass Conversion Technology | Biofuel Intermediate | |||
|---|---|---|---|---|
| Technology | Characteristics | Intermediate | Characteristics | Upgrading Requirements |
| Fast pyrolysis | Thermal decomposition in the absence of oxygen. Up to 65% oil yield plus char and non-condensable gases. Mature technology for stationary applications. Small-scale is possible. | Fast pyrolysis oil | Complex mixture of organic compounds, including high amounts of aromatics and high acid content, and relatively unstable. Includes ~40 wt% (dry) oxygen and 25–35 wt% water. | Oxygen removal, thermal/catalytic cracking of large molecules, and potential hydrocracking of aromatics and fractionation |
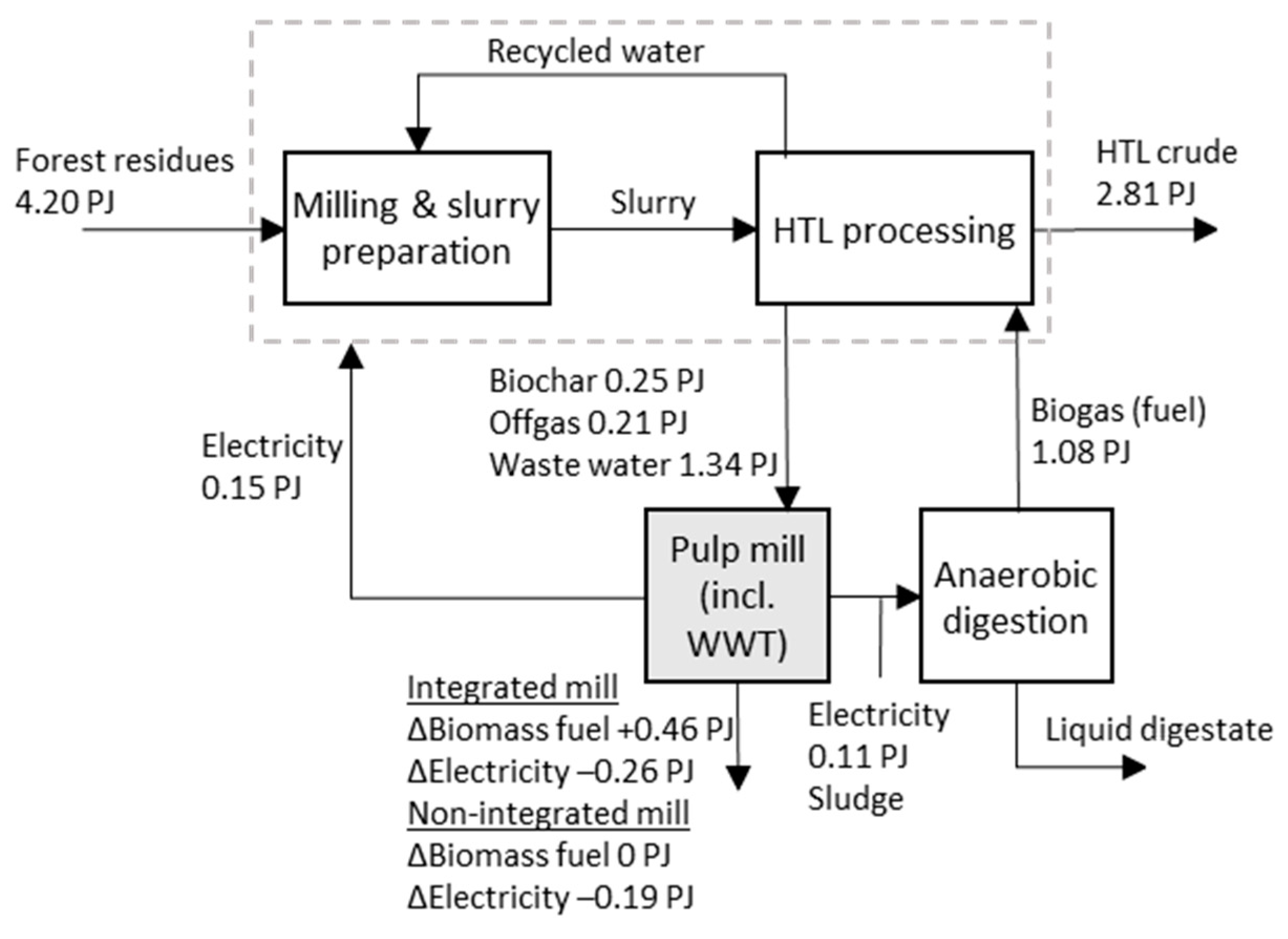
| Hydrothermal liquefaction | Thermal decomposition in a water slurry with alkali under high pressure. Up to 85% crude yield and possibly biogas from wastewater. Pilot/demonstration stage. | HTL crude | Complex mixture of organic compounds, including high amounts of aromatics. Includes 5–15 wt% (dry) oxygen and 5–10% water. | Oxygen removal, cracking of larger molecules, hydrocracking of aromatics, and fractionation. |
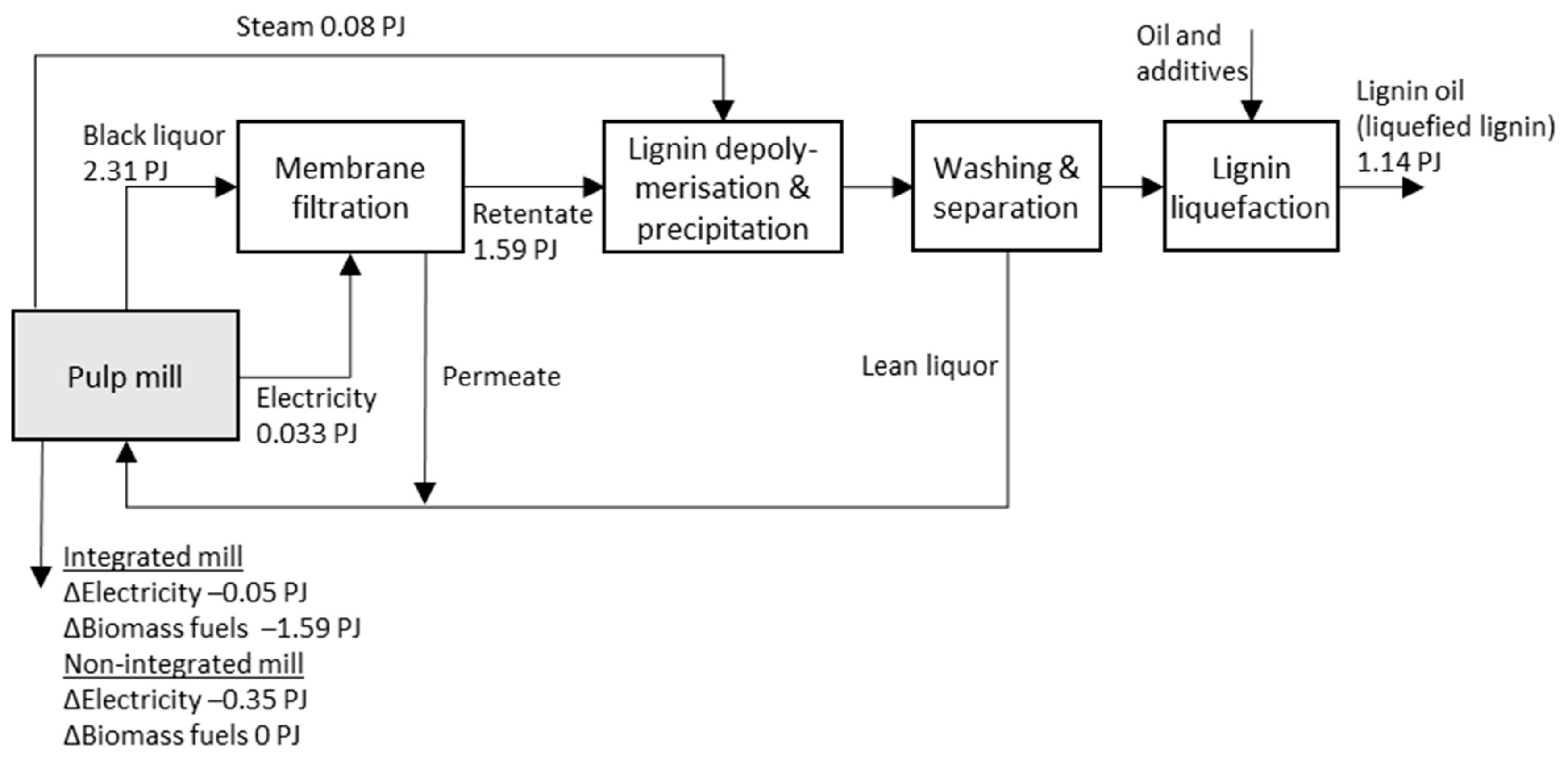
| Kraft lignin extraction and liquefaction | Extraction of lignin from black liquor via membrane separation, depolymerisation using steam and alkali, and suspension in oil. Up 70% oil yield. Naturally integrated at kraft pulp mill. Lab-pilot stage. | Lignin oil | High amounts of aromatic hydrocarbons and phenols. Includes ~30 wt% oxygen. | Oxygen removal, cracking of larger molecules and hydrocracking of aromatics, and fractionation. |
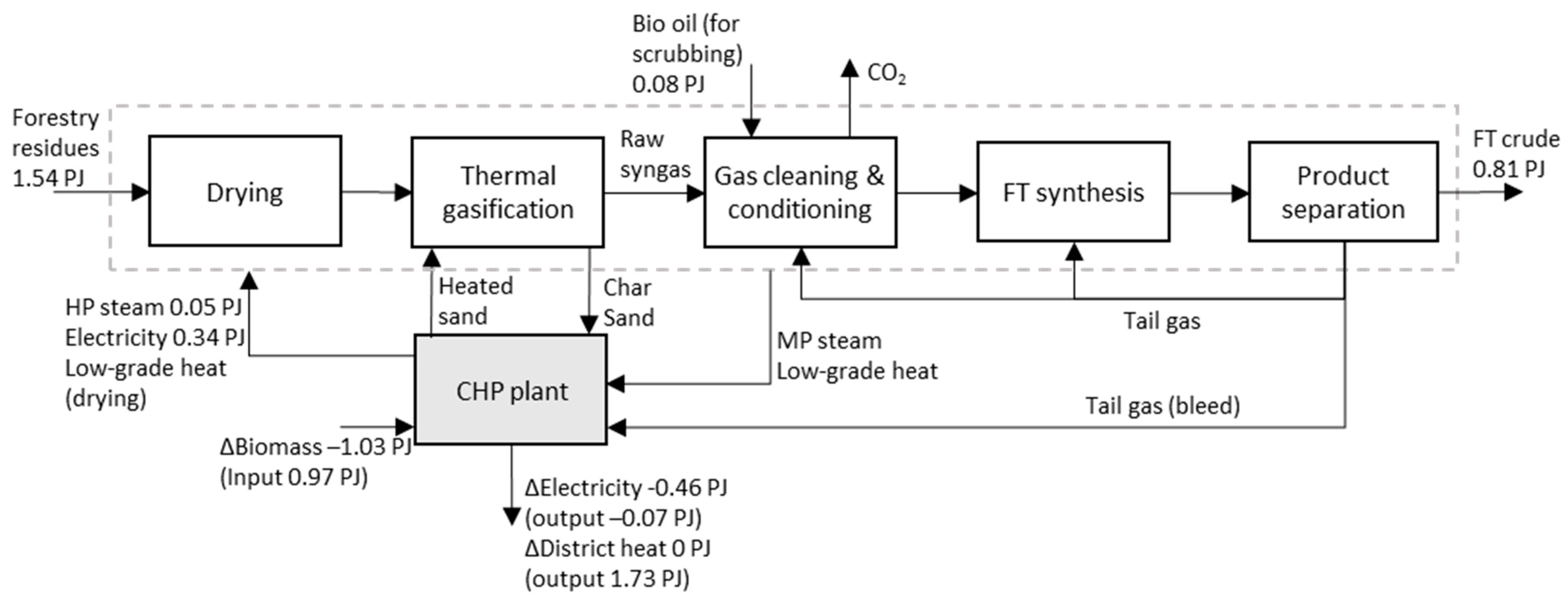
| Gasification and FT synthesis | Thermal decomposition in steam/oxygen at high temperatures to synthesis gas, gas cleaning, and polymerisation (FT synthesis). Yields 35–50% crude plus excess heat. Large-scale. Demonstration/commercial stage. | FT crude | Long straight-chained hydrocarbons in the diesel/kerosene range (low-temp; FT process); very little oxygen and aromatics. | Hydrocracking of heavier hydrocarbons, including waxes, and fractionation. May require isomerisation (transformation of straight-chained hydrocarbons to branched). |
| Enzymatic hydrolysis and fermentation | Acid-catalysed steam pre-treatment, enzymatic hydrolysis of cellulose, and fermentation using yeast. Yields ~35% ethanol plus lignin and possibly biogas from wastewater. Fairly large-scale. Demonstration stage. | Ethanol | Ethanol: 47 wt% oxygen(Bio-oil: olefins (unsaturated hydrocarbons) of C9–C16). | Dehydration, oligomerisation (polymerisation), hydrogenation, and fractionation |
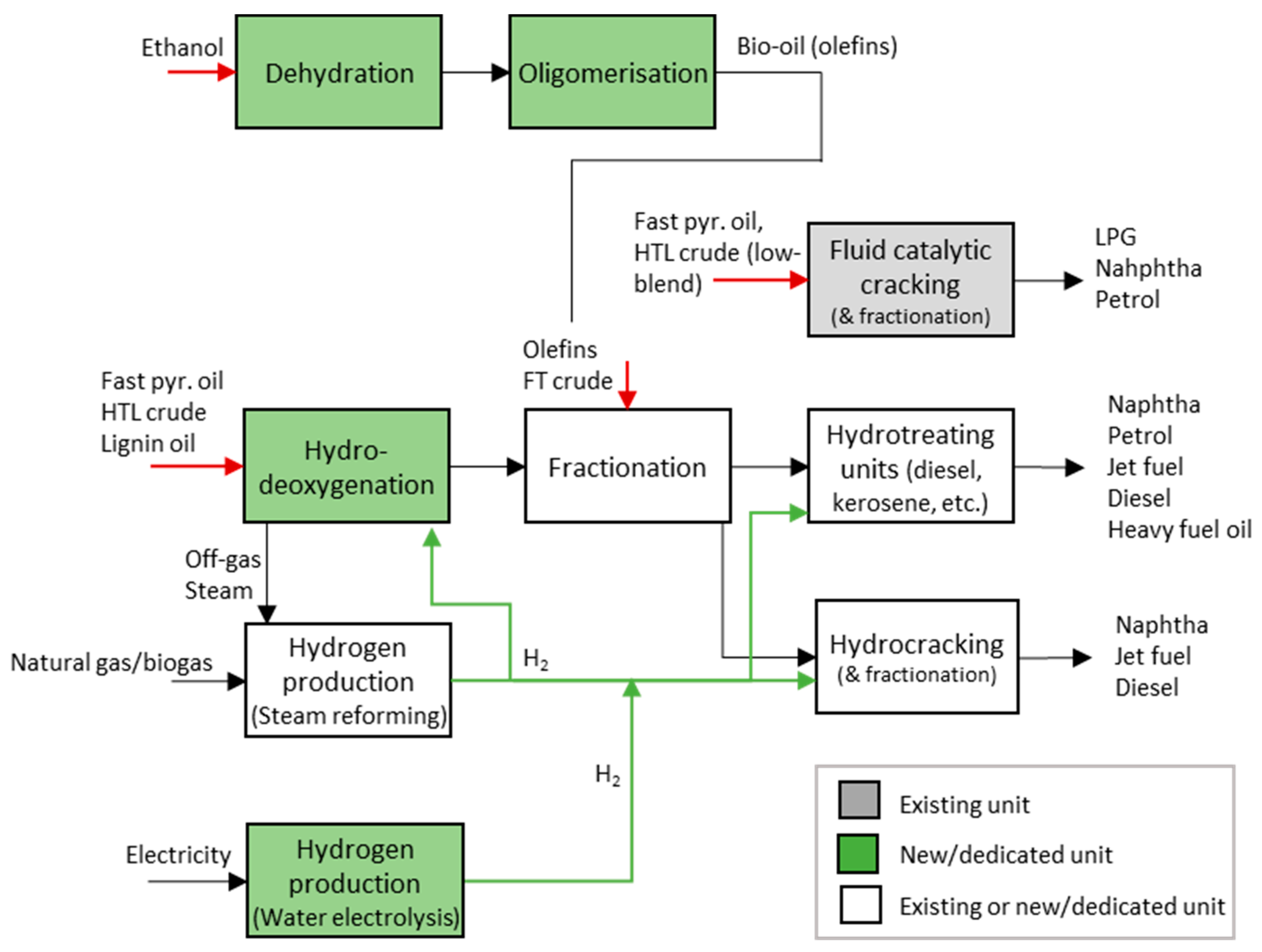
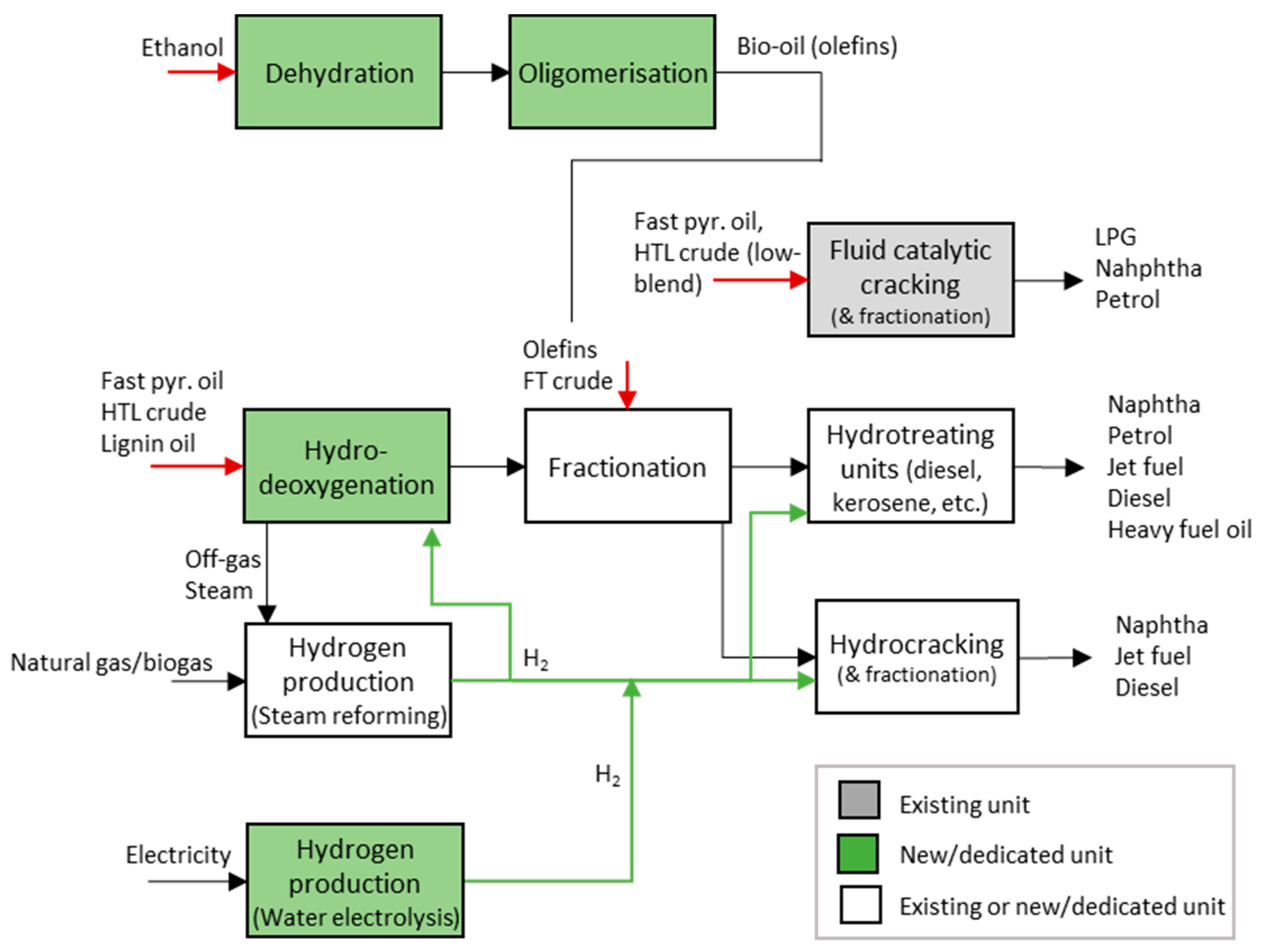
2.3. Upgrading of Biofuel Intermediates
2.4. Existing Plant Infrastructures
2.4.1. CHP Plants in District Heating Systems
2.4.2. Sawmills
2.4.3. Kraft Pulp Mills
2.4.4. Crude Oil Refineries
2.5. Forestry Residues and By-Products
3. Methodological Approach
4. Integrated Production Pathways: Cases and Upgrading Routes
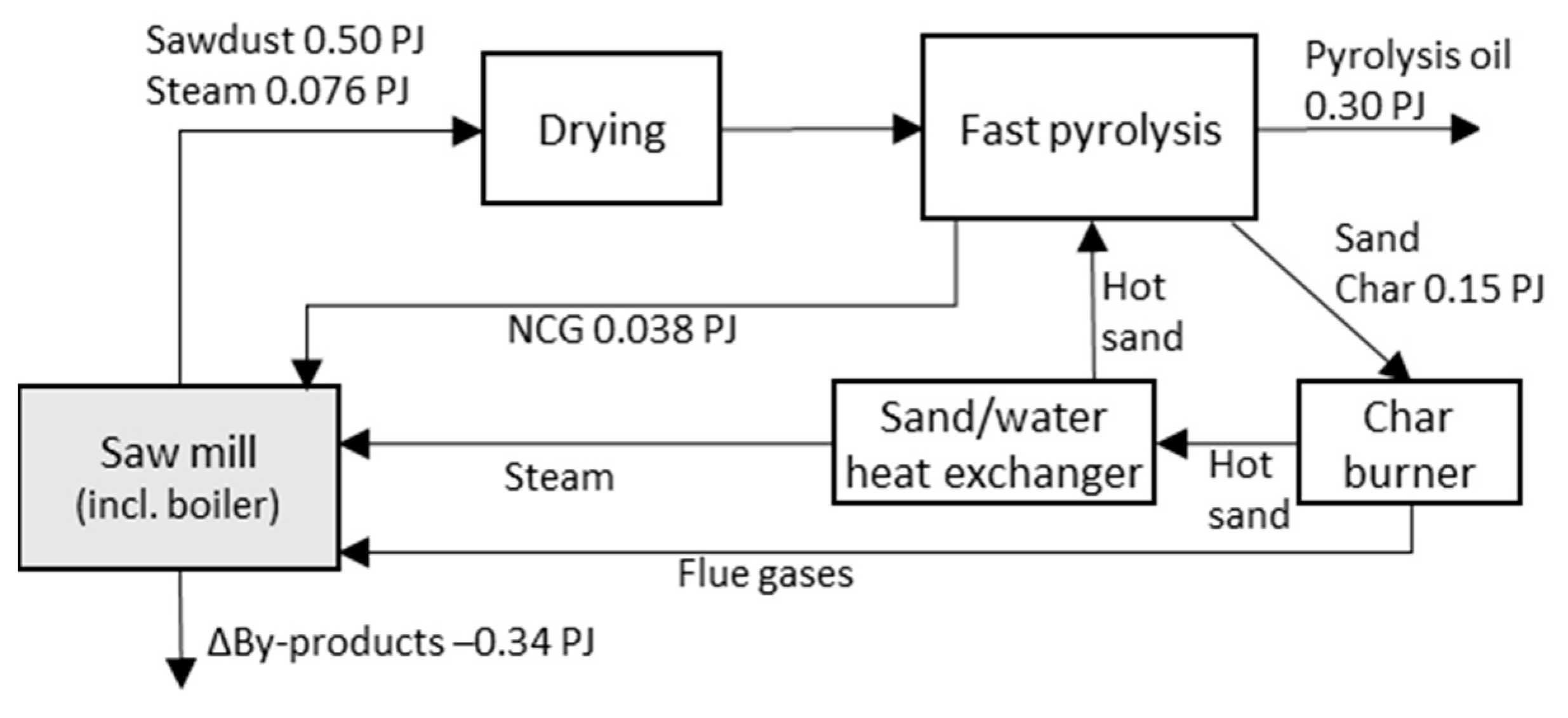
4.1. Sawmill: Fast Pyrolysis Oil from Sawdust
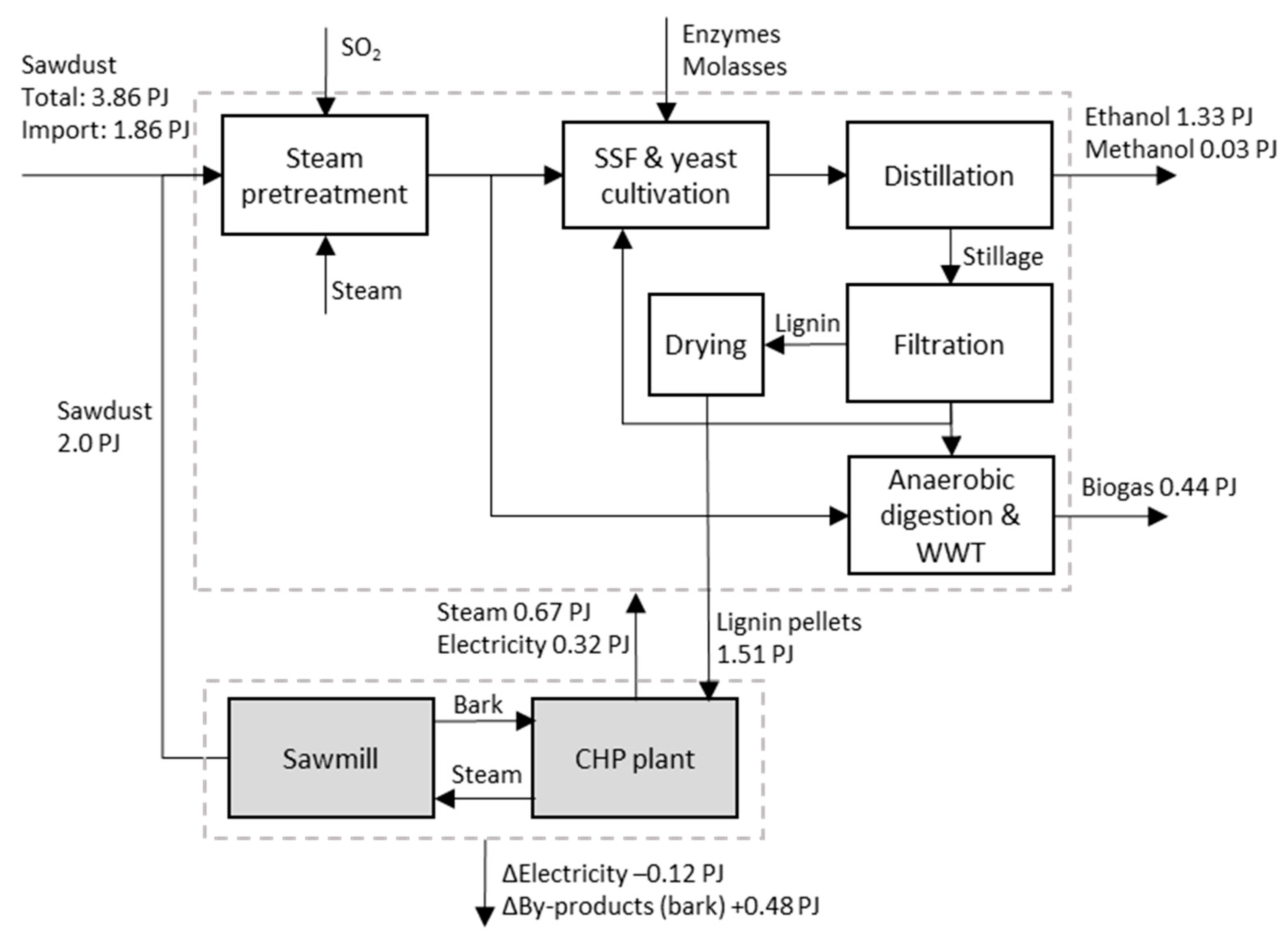
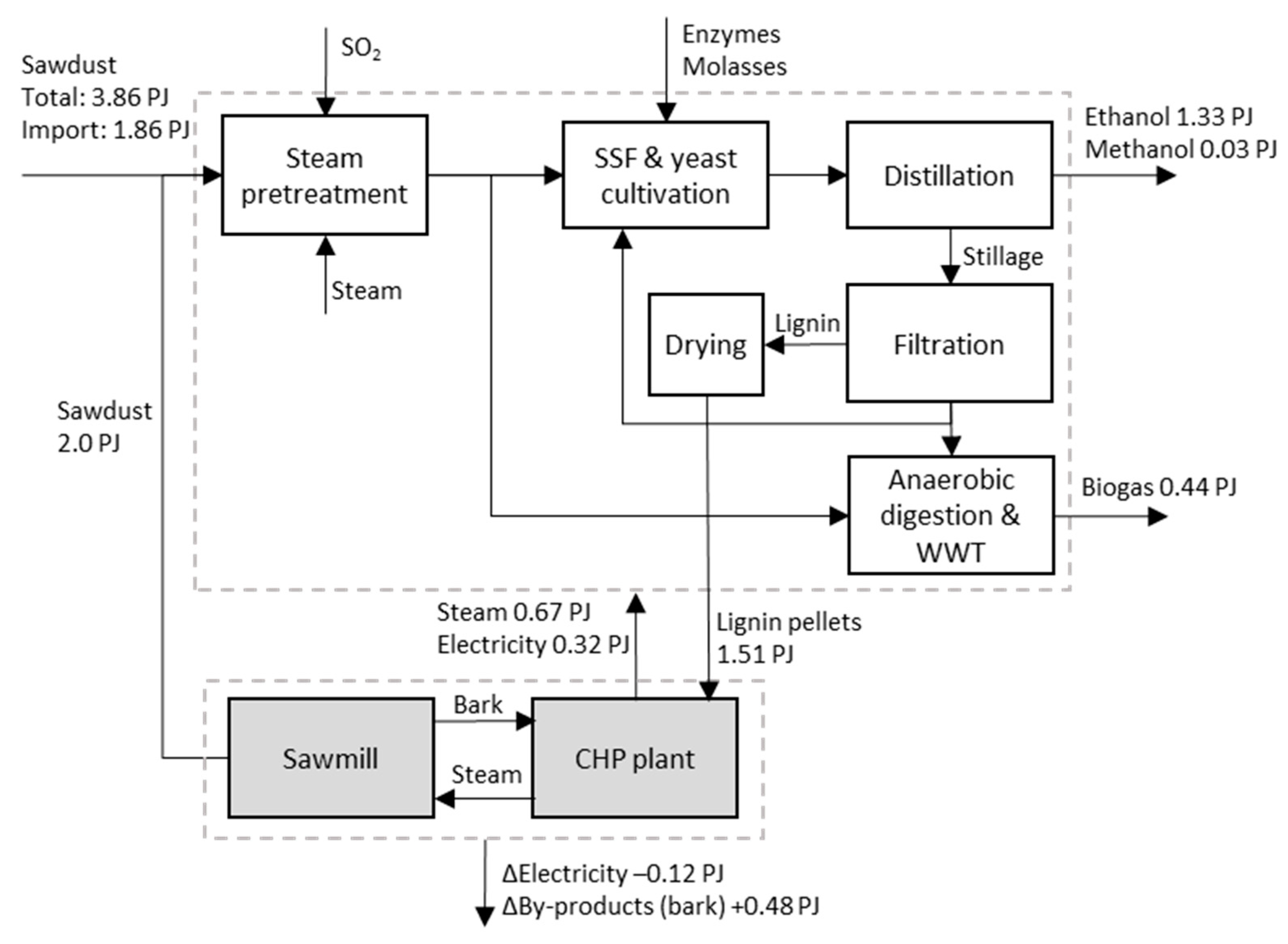
4.2. Sawmill: Ethanol from Sawdust
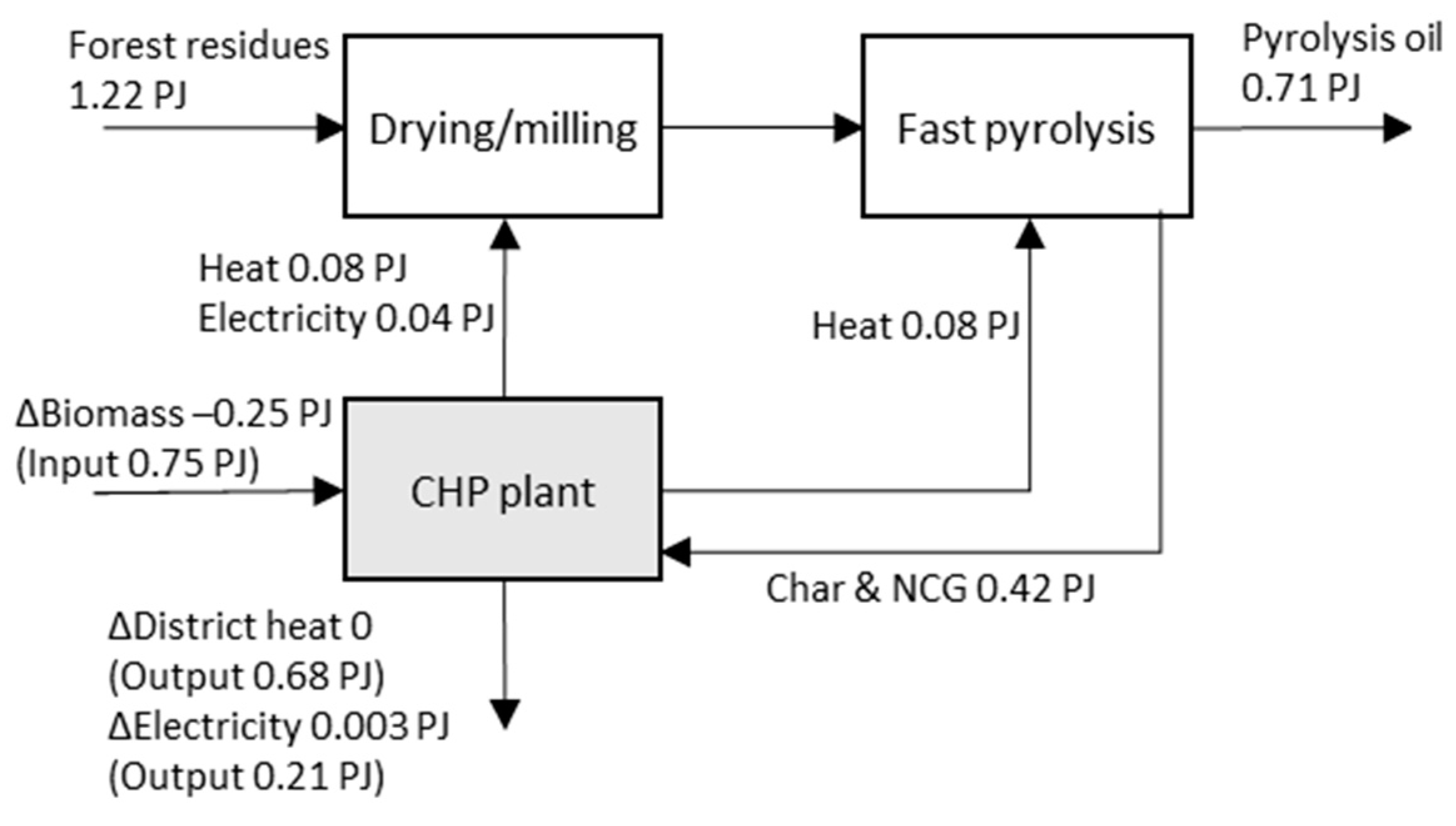
4.3. CHP Plant in District Heating Systems: Fast Pyrolysis Oil from Forestry Residues
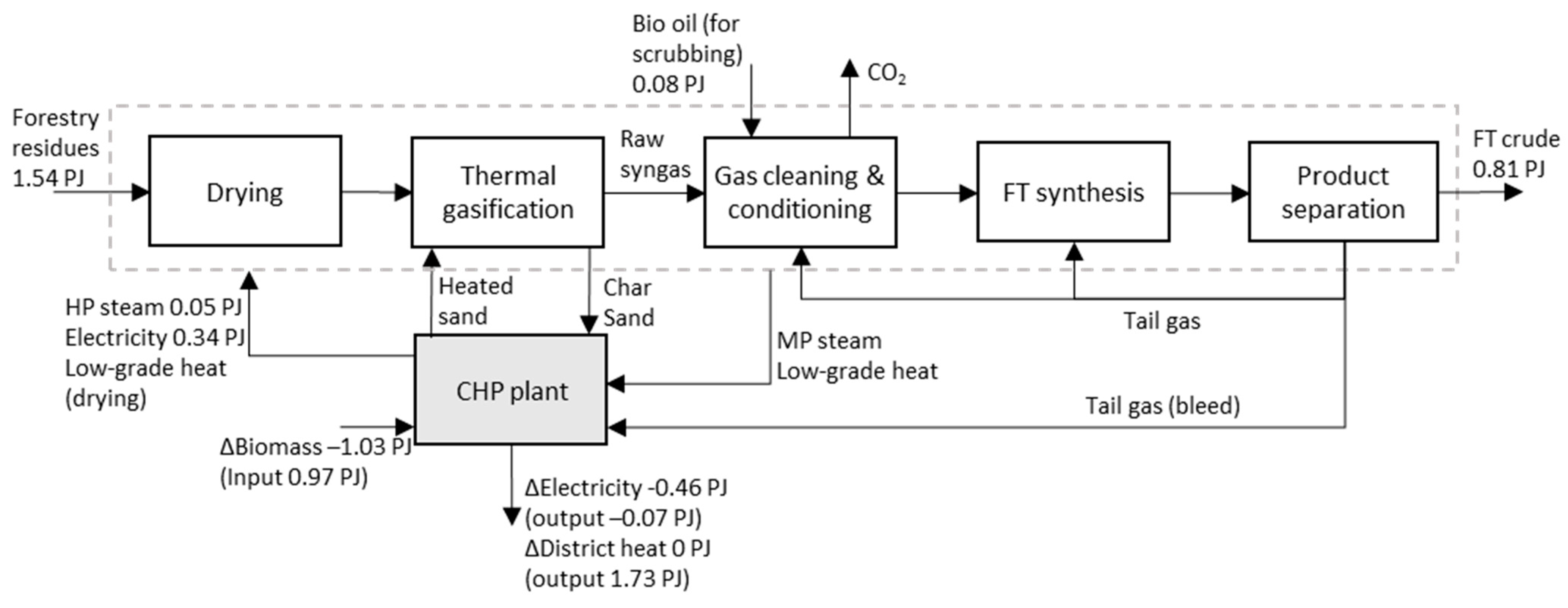
4.4. CHP Plant in District Heating System: FT Crude from Forest Residues
4.5. Kraft Pulp Mill: HTL Crude from Forest Residues
4.6. Kraft Pulp Mill: Lignin Oil
4.7. Refinery: Upgrading of Biofuel Intermediates
5. Results and Discussion: Technical Potentials and System Effects
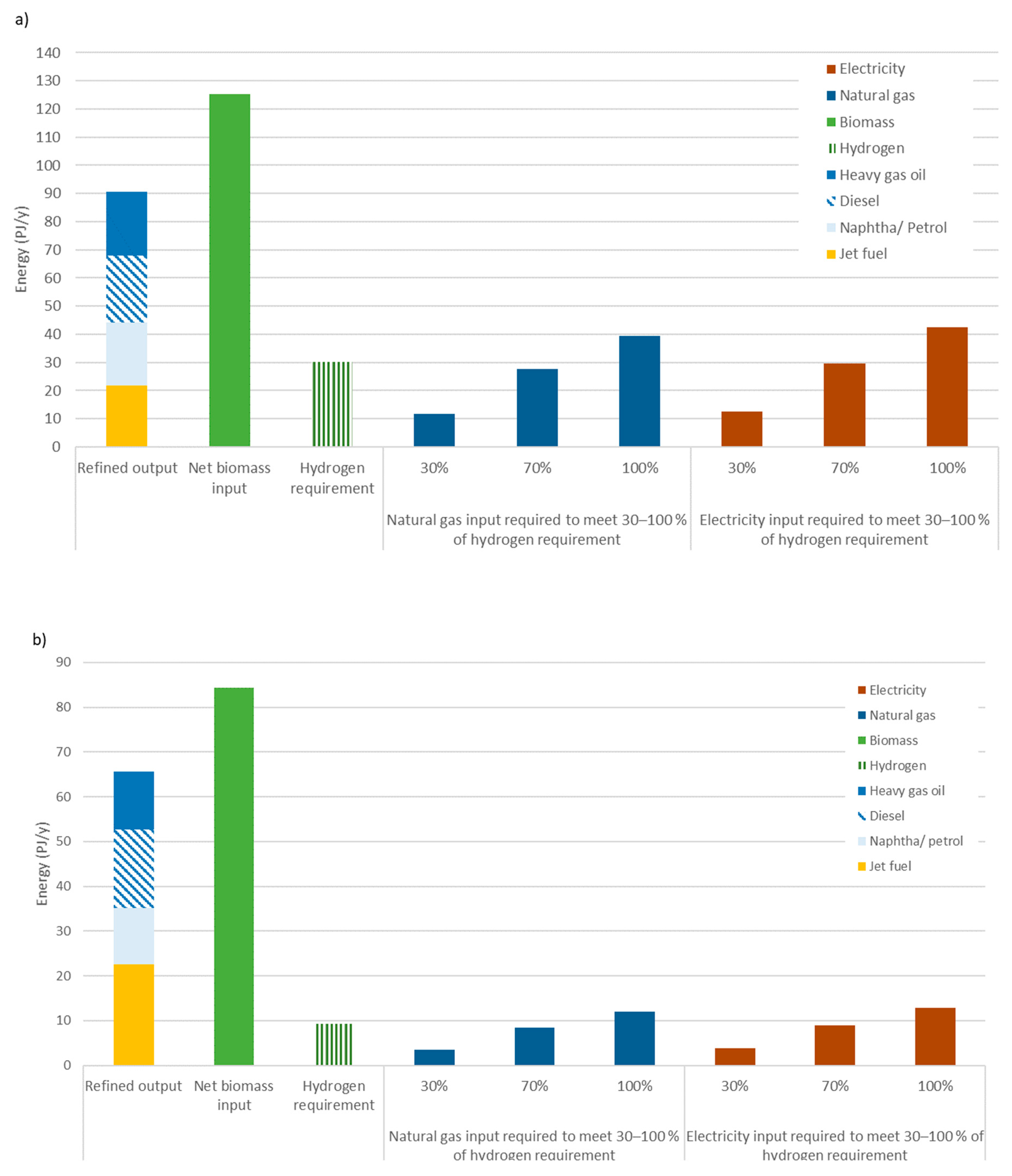
5.1. Integrated Production of Biofuel Intermediates and Net Biomass Input
5.2. Refined Output in Relation to GHG Mandates and Goals
| Type of Transportation Fuel/Feedstock | Use in 2018 (PJ) | GHG Mandate for 2030 | ||
|---|---|---|---|---|
| Fossil Component | Bio-Based Component | Stipulated Emission Reduction for 2030 (%) | Expected Required Volume of Bio-Based Component in 2030 (PJ/y) | |
| Jet fuel | 47 | ~0 | 27 | 15 c |
| Diesel | 132 | 53 a | 66 | ~115–170 e |
| Petrol (including ethanol) | 85 | 4 b | 28 | ~18–21 f |
| Marine fuels | 111 d | ~0 | - | - |
| Petroleum-based feedstock (excluding natural gas) for chemicals and plastics, e.g., naphtha and propane | 76 g | ~0 | - | - |
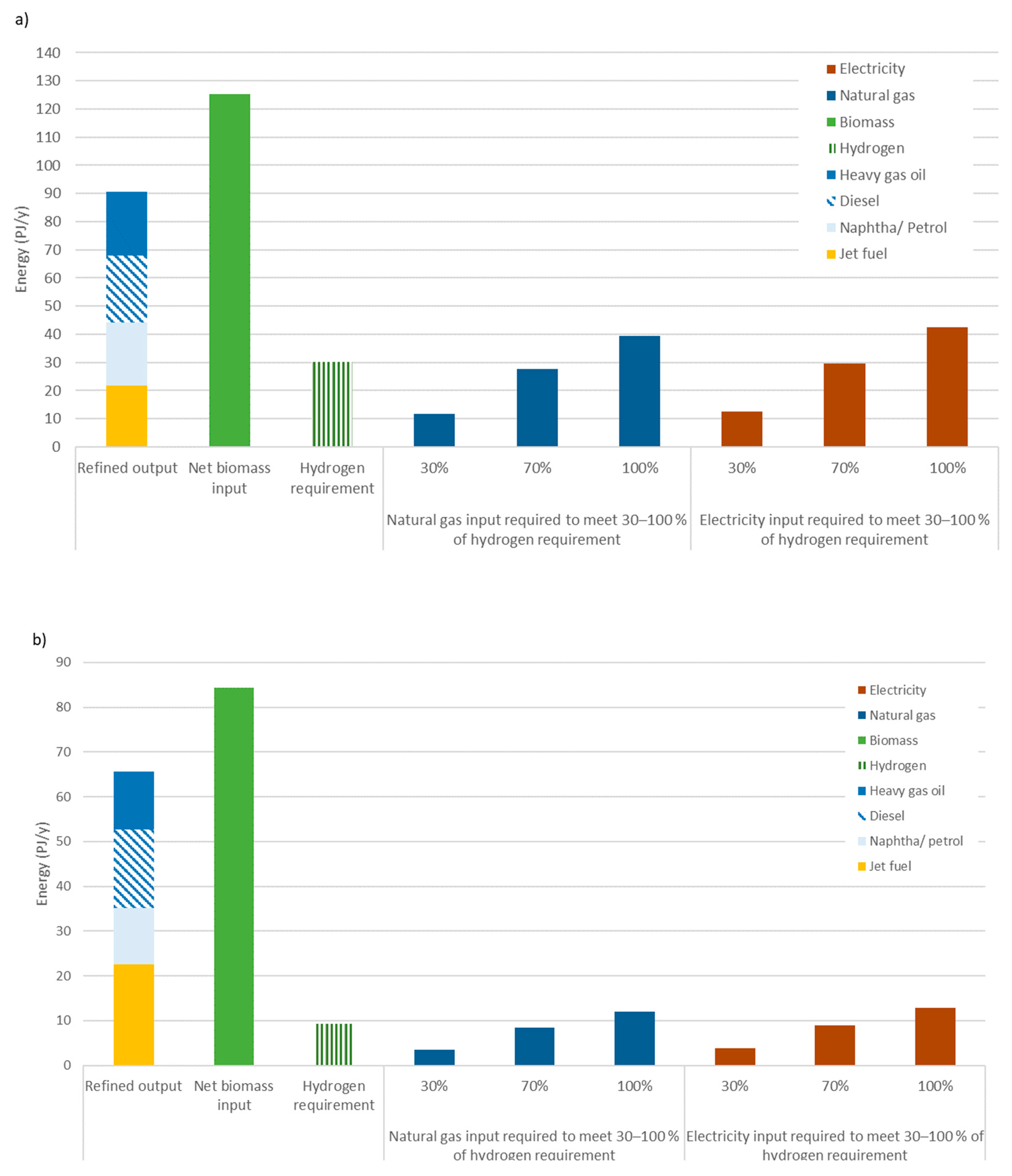
5.3. Hydrogen Requirements and External Inputs
6. Conclusions and Final Remarks
Supplementary Materials
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Acknowledgments
Conflicts of Interest
References
- IEA. Aviation; Tracking Report; IEA: Paris, France, 2020. [Google Scholar]
- Larsson, J.; Elofsson, A.; Sterner, T.; Åkerman, J. International and national climate policies for aviation: A review. Clim. Policy 2019, 19, 787–799. [Google Scholar] [CrossRef] [Green Version]
- Transport & Environment. Roadmap to Decarbonising European Aviation; Transport & Environment: Brussels, Belgium, 2018. [Google Scholar]
- van Dyk, S.; Su, J.; Mcmillan, J.D.; Saddler, J. Potential synergies of drop-in biofuel production with further co-processing at oil refineries. Biofuels Bioprod. Biorefining 2019, 13, 760–775. [Google Scholar] [CrossRef] [Green Version]
- IRENA. Biofuels for Aviation: Technology Brief; International Renewable Energy Agency: Abu Dhabi, United Arab Emirates, 2017. [Google Scholar]
- Ydesbond, I.M.; Kristensen, N.B.; Thune-Larsen, H. Nordic Sustainable Aviation; TemaNord 2020:536; Nordic Council of Ministers: Copenhagen, Denmark, 2020.
- European Commission. Proposal for a Regulation of the European Parliament and of the Council on Ensuring a Level Playing Field for Sustainable Air Transport; COM(2021) 561 Final; European Commission: Brussels, Belgium, 2021. [Google Scholar]
- SFS 2021:412. Lag om Reduktion av Växthusgasutsläpp från Vissa Fossila Drivmedel [Law on the Reduction of Greenhouse Gas Emissions from Certain Fossil Fuels]; Swedish Government: Stockholm, Sweden, 2021.
- SEA. Facts and Figures-Energy in Sweden 2020; Swedish Energy Agency: Eskilstuna, Sweden, 2020. [Google Scholar]
- Doliente, S.S.; Narayan, A.; Tapia, J.F.D.; Samsatli, N.J.; Zhao, Y.; Samsatli, S. Bio-aviation Fuel: A Comprehensive Review and Analysis of the Supply Chain Components. Front. Energy Res. 2020, 8, 110. [Google Scholar] [CrossRef]
- van Dyk, S.; Saddler, J. Progress in Commercialization of Biojet/Sustainable Aviation Fuels (SAF): Technologies, Potential and Challenges; IEA Bioenergy Task 39; IEA Bioenergy: Ottawa, ON, Canada, 2021. [Google Scholar]
- IRENA. Reaching Zero with Renewables: Biojet Fuels; International Renewable Energy Agency: Abu Dhabi, United Arab Emirates, 2021. [Google Scholar]
- Gutiérrez-Antonio, C.; Gómez-Castro, F.I.; de Lira-Flores, J.A.; Hernández, S. A review on the production processes of renewable jet fuel. Renew. Sustain. Energy Rev. 2017, 79, 709–729. [Google Scholar] [CrossRef]
- IATA Sustainable Aviation Fuel: Technical Certification (Facts Sheet). Available online: https://www.iata.org/contentassets/d13875e9ed784f75bac90f000760e998/saf-technical-certifications.pdf (accessed on 24 May 2021).
- de Jong, S.; Hoefnagels, R.; Faaij, A.; Slade, R.; Mawhood, R.; Junginger, M. The feasibility of short-term production strategies for renewable jet fuels—A comprehensive techno-economic comparison. Biofuels Bioprod. Biorefining 2015, 9, 778–800. [Google Scholar] [CrossRef]
- de Jong, S.; Antonissen, K.; Hoefnagels, R.; Lonza, L.; Wang, M.; Faaij, A.; Junginger, M. Life-cycle analysis of greenhouse gas emissions from renewable jet fuel production. Biotechnol. Biofuels 2017, 10, 64. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- de Jong, S.; Hoefnagels, R.; Wetterlund, E.; Pettersson, K.; Faaij, A.; Junginger, M. Cost optimization of biofuel production—The impact of scale, integration, transport and supply chain configurations. Appl. Energy 2017, 195, 1055–1070. [Google Scholar] [CrossRef] [Green Version]
- Karvonen, J.; Kunttu, J.; Suominen, T.; Kangas, J.; Leskinen, P.; Judl, J. Integrating fast pyrolysis reactor with combined heat and power plant improves environmental and energy efficiency in bio-oil production. J. Clean. Prod. 2018, 183, 143–152. [Google Scholar] [CrossRef]
- Börjesson Hagberg, M.; Pettersson, K.; Ahlgren, E.O. Bioenergy futures in Sweden—Modeling integration scenarios for biofuel production. Energy 2016, 109, 1026–1039. [Google Scholar] [CrossRef] [Green Version]
- Benjaminsson, G.; Benjaminsson, J.; Bengtsson, N. Decentraliserad Produktion av Pyrolysolja för Transport till Storskaliga Kraftvärmeverk och Förgasningsanläggningar; Gasefuels AB: Gothenburg, Sweden, 2013. [Google Scholar]
- Gustavsson, C.; Nilsson, L. Co-production of Pyrolysis Oil in District Heating Plants: Systems Analysis of Dual Fluidized-Bed Pyrolysis with Sequential Vapor Condensation. Energy Fuels 2013, 27, 5313–5319. [Google Scholar] [CrossRef]
- Larsson, A.; Gustafsson, G.; Gustavsson, C. Cogeneration of Biojet in CHP Plants; Report 2020:664; Energiforsk: Stockholm, Sweden, 2020. [Google Scholar]
- Ekbom, T.; Hjerpe, C.; Hagström, M.; Herman, F. Pilot Study of Bio-jet A-1 Fuel Production for Stockholm-Arlanda Airport; Värmeforsk: Stockholm, Sweden, 2009. [Google Scholar]
- Gustavsson, C. Added Value from Biomass by Broader Utilization of Fuels and CHP Plants. Ph.D. Thesis, Karlstads Universitet, Karlstad, Sweden, 2016. [Google Scholar]
- Gustavsson, C.; Hulteberg, C. Co-production of gasification based biofuels in existing combined heat and power plants—Analysis of production capacity and integration potential. Energy 2016, 111, 830–840. [Google Scholar] [CrossRef]
- Jafri, Y.; Wetterlund, E.; Anheden, M.; Kulander, I.; Håkansson, Å.; Furusjö, E. Multi-aspect evaluation of integrated forest-based biofuel production pathways: Part 1. Product yields & energetic performance. Energy 2019, 166, 401–413. [Google Scholar] [CrossRef]
- Jafri, Y.; Wetterlund, E.; Anheden, M.; Kulander, I.; Håkansson, Å.; Furusjö, E. Multi-aspect evaluation of integrated forest-based biofuel production pathways: Part 2, economics, GHG emissions, technology maturity and production potentials. Energy 2019, 172, 1312–1328. [Google Scholar] [CrossRef]
- St1. Game Changer—St1 Nordic Oy Integrated Annual Report 2019; St1: Helsinki, Finland, 2020. [Google Scholar]
- Preem. Sustainability Report 2019; The Target Is Set: Climate Neutral by 2045; Preem: Stockholm, Sweden, 2020. [Google Scholar]
- de Jong, S. Green Horizons—On the Production Costs Climate Impacts and Future Supply of Renewable Jet Fuels. Ph.D. Thesis, Utrecht University, Utrecht, The Netherlands, 2018. [Google Scholar]
- Bridgwater, T. Challenges and Opportunities in Fast Pyrolysis of Biomass: Part I. Johns. Matthey Technol. Rev. 2018, 62, 118–130. [Google Scholar] [CrossRef]
- Gollakota, A.R.K.; Reddy, M.; Subramanyam, M.D.; Kishore, N. A review on the upgradation techniques of pyrolysis oil. Renew. Sustain. Energy Rev. 2016, 58, 1543–1568. [Google Scholar] [CrossRef]
- von Schenck, A.; Berglin, N. Pyros-Roadmap for Realisation of a Value Chain from Forest to Biofuels Via Bio-Oil; Report 2018:550; Energiforsk: Stockholm, Sweden, 2018. [Google Scholar]
- van Dyk, S.; Su, J.; Ebadian, M.; O’Connor, D.; Lakeman, M.; Saddler, J. Potential yields and emission reductions of biojet fuels produced via hydrotreatment of biocrudes produced through direct thermochemical liquefaction. Biotechnol. Biofuels 2019, 12, 281. [Google Scholar] [CrossRef] [PubMed] [Green Version]
- Perkins, G.; Batalha, N.; Kumar, A.; Bhaskar, T.; Konarova, M. Recent advances in liquefaction technologies for production of liquid hydrocarbon fuels from biomass and carbonaceous wastes. Renew. Sustain. Energy Rev. 2019, 115, 109400. [Google Scholar] [CrossRef]
- Jensen, C.U.; Guerrero, J.K.R.; Karatzos, S.; Olofsson, G.; Iversen, S.B. 10-Hydrofaction™ of forestry residues to drop-in renewable transportation fuels. In Direct Thermochemical Liquefaction for Energy Applications; Rosendahl, L., Ed.; Woodhead Publishing: Sawston, UK, 2018; pp. 319–345. [Google Scholar]
- Moshkelani, M.; Marinova, M.; Perrier, M.; Paris, J. The forest biorefinery and its implementation in the pulp and paper industry: Energy overview. Appl. Therm. Eng. 2013, 50, 1427–1436. [Google Scholar] [CrossRef]
- Anheden, M.; Kulander, I.; Pettersson, K.; Wallinder, J.; Vamling, L.; Hjerpe, C.J.; Fuglesang, M.; Håkansson, Å. Determination of Potential Improvements in Bio Oil Production: Production of Transportation Fuel Components in Value Chains Integrating Pulp & Paper and Oil Refinery Industry; f3 Report 2017:16; f3 the Swedish Knowledge Centre for Renewable Transportation Fuels: Gothenburg, Sweden, 2017. [Google Scholar]
- Cheng, F.; Brewer, C.E. Producing jet fuel from biomass lignin: Potential pathways to alkyl-benzenes and cycloalkanes. Renew. Sustain. Energy Rev. 2017, 72, 673–722. [Google Scholar] [CrossRef]
- Tijmensen, M.J.A.; Faaij, A.P.C.; Hamelinck, C.N.; van Hardeveld, M.R.M. Exploration of the possibilities for production of Fischer Tropsch liquids and power via biomass gasification. Biomass Bioenergy 2002, 23, 129–152. [Google Scholar] [CrossRef]
- Ail, S.S.; Dasappa, S. Biomass to liquid transportation fuel via Fischer Tropsch synthesis—Technology review and current scenario. Renew. Sustain. Energy Rev. 2016, 58, 267–286. [Google Scholar] [CrossRef]
- Aui, A.; Wang, Y.; Mba-Wright, M. Evaluating the economic feasibility of cellulosic ethanol: A meta-analysis of techno-economic analysis studies. Renew. Sustain. Energy Rev. 2021, 145, 111098. [Google Scholar] [CrossRef]
- Frankó, B.; Galbe, M.; Wallberg, O. Bioethanol production from forestry residues: A comparative techno-economic analysis. Appl. Energy 2016, 184, 727–736. [Google Scholar] [CrossRef]
- Padella, M.; O’Connell, A.; Prussi, M. What is still Limiting the Deployment of Cellulosic Ethanol? Analysis of the Current Status of the Sector. Appl. Sci. 2019, 9, 4523. [Google Scholar] [CrossRef] [Green Version]
- Geleynse, S.; Brandt, K.; Garcia-Perez, M.; Wolcott, M.; Zhang, X. The Alcohol-to-Jet Conversion Pathway for Drop-In Biofuels: Techno-Economic Evaluation. ChemSusChem 2018, 11, 3728–3741. [Google Scholar] [CrossRef] [PubMed]
- Tews, I.; Zhu, Y.; Drennan, C.; Elliott, D.; Snowden-Swan, L.; Onarheim, K.; Solantausta, Y.; Beckman, D. Biomass Direct Liquefaction Options: Techno Economic and Life-Cycle Assessment; PNNL-23579; Pacific Northwest National Laboratory: Richland, WA, USA, 2014.
- Sorunmu, Y.; Billen, P.; Spatari, S. A review of thermochemical upgrading of pyrolysis bio-oil: Techno-economic analysis, life cycle assessment, and technology readiness. GCB Bioenergy 2020, 12, 4–18. [Google Scholar] [CrossRef] [Green Version]
- Rödl, A.; Wulf, C.; Kaltschmitt, M. Chapter 3—Assessment of Selected Hydrogen Supply Chains—Factors Determining the Overall GHG Emissions. In Hydrogen Supply Chains; Azzaro-Pantel, C., Ed.; Academic Press: Cambridge, MA, USA, 2018; pp. 81–109. [Google Scholar]
- Han, B.G.B.; Jang, J.H.; Ahn, M.H.; Jung, B.H. Recent Application of Bio-Alcohol: Bio-Jet Fuel. In Alcohol Fuels—Current Technologies and Future Prospect; Yun, Y., Ed.; IntechOpen: London, UK, 2019. [Google Scholar]
- TransportPolicy.net EU: Diesel and Gasoline. Available online: https://www.transportpolicy.net/standard/eu-fuels-diesel-and-gasoline/ (accessed on 28 December 2020).
- Energiföretagen. Tillförd Energi till Fjärrvärme och Kraftvärme 2018 [Energy Supply to District Heat and Combined Heat and Power in 2018]; Energiföretagen: Stockholm, Sweden, 2019. [Google Scholar]
- SCB. Electricity Supply, District Heating and Supply of Natural Gas 2018. Final Statistics; EN 11 SM 1901; Swedish Statistics: Stockholm, Sweden, 2019.
- Thunman, H.; Seemann, M.; Berdugo Vilches, T.; Maric, J.; Pallares, D.; Ström, H.; Berndes, G.; Knutsson, P.; Larsson, A.; Breitholtz, C.; et al. Advanced biofuel production via gasification—Lessons learned from 200 man-years of research activity with Chalmers’ research gasifier and the GoBiGas demonstration plant. Energy Sci. Eng. 2018, 6, 6–34. [Google Scholar] [CrossRef]
- SFI Sågade Trävaror—Produktion och Handel. Available online: https://www.skogsindustrierna.se/om-skogsindustrin/branschstatistik/sagade-travaror-produktion-och-handel/ (accessed on 28 December 2020).
- Pelletsförbundet Leveransvolymer. Available online: https://pelletsforbundet.se/om-pellets/statistik/leveransvolymer/ (accessed on 21 April 2021).
- SFI. Environmental Database; Swedish Forest Industries: Stockholm, Sweden, 2020. (In Swedish) [Google Scholar]
- Mäki, E.; Saastamoinen, H.; Melin, K.; Matschegg, D.; Pihkola, H. Drivers and barriers in retrofitting pulp and paper industry with bioenergy for more efficient production of liquid, solid and gaseous biofuels: A review. Biomass Bioenergy 2021, 148, 106036. [Google Scholar] [CrossRef]
- Preem Raffinaderier. Available online: https://www.preem.se/om-preem/om-oss/vad-vi-gor/raff/ (accessed on 28 December 2020).
- SEA Statistics Database. Production of Unprocessed Primary Forest Fuels of Domestic Origin by Fuel Type, GWh. 2013. Available online: https://pxexternal.energimyndigheten.se/pxweb/en/ (accessed on 15 December 2020).
- Börjesson, P. Länsvis Tillgång på Skogsbiomassa för Svensk Biodrivmedels- och Bioflygbränsleproduktion [Regional Supply of Forest Biomass for Swedish Biofuel and Biojet Production]; IMES/EESS report no. 122; Miljö- och Energisystem, Lunds Universitet: Lund, Sweden, 2021. [Google Scholar]
- Vakkilainen, E.K. Kraft Recovery Boilers-Principles and Practice; Suomen Soodakattilayhdistys r.y.: Helsinki, Finland, 2005. [Google Scholar]
- Setra Kastet Pyrolysis Plant. Available online: https://www.setragroup.com/en/pyrocell/kastet-pyrolysis-plant/ (accessed on 14 April 2021).
- Haus, S.; Björnsson, L.; Börjesson, P. Lignocellulosic Ethanol in a Greenhouse Gas Emission Reduction Obligation System—A Case Study of Swedish Sawdust Based-Ethanol Production. Energies 2020, 13, 1048. [Google Scholar] [CrossRef] [Green Version]
- Björnsson, L.; Pettersson, M.; Börjesson, P.; Ottosson, P.; Gustavsson, C. Integrating bio-oil production from wood fuels to an existing heat and power plant-evaluation of energy and greenhouse gas performance in a Swedish case study. Energy Technol. Assess. Unpublished work. [CrossRef]
- Nie, Y.; Bi, X.T. Techno-economic assessment of transportation biofuels from hydrothermal liquefaction of forest residues in British Columbia. Energy 2018, 153, 464–475. [Google Scholar] [CrossRef]
- Castello, D.; Rosendahl, L. 9—Coprocessing of pyrolysis oil in refineries. In Direct Thermochemical Liquefaction for Energy Applications; Rosendahl, L., Ed.; Woodhead Publishing: Sawston, UK, 2018; pp. 293–317. [Google Scholar]
- Pinho, A.d.R.; de Almeida, M.B.B.; Mendes, F.L.; Casavechia, L.C.; Talmadge, M.S.; Kinchin, C.M.; Chum, H.L. Fast pyrolysis oil from pinewood chips co-processing with vacuum gas oil in an FCC unit for second generation fuel production. Fuel 2017, 188, 462–473. [Google Scholar] [CrossRef] [Green Version]
- Ericsson, K.; Nilsson Lars, J. Climate Innovations in the Paper Industry: Prospects for Decarbonisation; IMES/EESS report no. 110; Environmental and Energy System Studies, Lund University: Lund, Sweden, 2018. [Google Scholar]
- Ericsson, K.; Werner, S. The introduction and expansion of biomass use in Swedish district heating systems. Biomass Bioenergy 2016, 94, 57–65. [Google Scholar] [CrossRef] [Green Version]
- IMO. Adoption of the Initial IMO Strategy on Reduction of GHG Emissions from Ships and Existing IMO Activity Related to Reducing GHG Emissions in the Shipping Sector; International Maritime Organisation: London, UK, 2018. [Google Scholar]
- SEA. Komplettering Till Kontrollstation 2019 för Reduktionsplikten; Memo 2019-10-23; Swedish Energy Agency: Eskilstuna, Sweden, 2019. [Google Scholar]
- SOU 2019:11. Biojet för Flyget; Government Official Report; Elanders Sweden AB: Stockholm, Sweden, 2019. [Google Scholar]
- SEA Statistics Database. Energy Balances. 2005. Available online: https://pxexternal.energimyndigheten.se/ (accessed on 15 December 2020).
- Ostadi, M.; Rytter, E.; Hillestad, M. Boosting carbon efficiency of the biomass to liquid process with hydrogen from power: The effect of H2/CO ratio to the Fischer-Tropsch reactors on the production and power consumption. Biomass Bioenergy 2019, 127, 105282. [Google Scholar] [CrossRef]
- Dietrich, R.-U.; Albrecht, F.G.; Maier, S.; König, D.H.; Estelmann, S.; Adelung, S.; Bealu, Z.; Seitz, A. Cost calculations for three different approaches of biofuel production using biomass, electricity and CO2. Biomass Bioenergy 2018, 111, 165–173. [Google Scholar] [CrossRef]
- Preem. Preemraffs Verksamhetshandbok: Preems Anläggningar i Lysekil; Preem: Stockholm, Sweden, 2016. [Google Scholar]



| Biomass | Amount (PJ/y) |
|---|---|
| Forest residues | 115 a |
| Sawdust—sawmill | 37 b |
| Bark—sawmill | 22 b |
| Bark—pulp and paper mill | 23 b |
| Pulping liquors—pulp mill (black liquor—kraft pulp mill) | 161 c (130) d |
| Waste wood (recycled wood) | 19 e |
| Integrated Production Pathway: Production of Biofuel Intermediate | Identified Eligible Host Industries | Criteria for Eligibility | |
|---|---|---|---|
| 1 | Sawmill—fast pyrolysis oil from on-site sawdust | 32 sawmills which in total generate 11.0 Mm3 of sawn wood a | Sawmills producing >200,000 m3 of sawn wood/y |
| 2 | Sawmill—ethanol from sawdust | Six sawmills (400–600,000 m3) with a total production of 3.0 Mm3 and average transportation distances of 49–83 km b | Sawmills producing >400,000 m3 sawn wood/y and with 0.2 Mt/y of sawdust available at an average transportation distance <100 km |
| 3 | CHP—fast pyrolysis oil from forestry residues | In total, ~29 CHP plants with a total biomass input of 59 PJ/y c | CHP plants with biomass input > 1 PJ/y |
| 4 | CHP—FT crude from forestry residues | In total, ~14 CHP plants with a total biomass input of 37 PJ/y c | CHP plants with biomass input > 2 PJ/y |
| 5 | Kraft pulp mill—HTL crude from forestry residues | Ten kraft pulp mills with a total production of 4.7 Mdt/y | Kraft pulp mills producing > 200,000 dt pulp/y |
| 6 | Kraft pulp mill—lignin oil | Ten kraft pulp mills with a total production of 4.7 Mdt/y d | Kraft pulp mills producing > 200,000 dt/y |
| Biofuel Intermediate | Hydro-Processing | Hydrogen Requirement (MJ H2) | Refined Oil Products (MJ) | Distribution of Refined Oil Products |
|---|---|---|---|---|
| Fast pyrolysis oil | Two-step HDO, hydrocracking, and hydrotreating | 0.39 a | 0.86 a | Naphtha/petrol 30% b, jet fuel 25%, diesel 24%, and heavy fuel oil 21% |
| HTL crude | HDO, hydrocracking, and hydrotreating | 0.13 c | 0.92 c | Naphtha/petrol 19% b, jet fuel 23%, diesel 29%, and heavy fuel oil 30% |
| Lignin oil | HDO, hydrocracking, and hydrotreating | 0.33 d | 0.92 d | N.A.; the values for HTL crude can be used as an approximation |
| FT crude | Hydrocracking (waxes) and hydrotreating | 0.02 e | 0.98 e | Naphtha 25% e, jet fuel 50%, and diesel 25% |
| Ethanol | Hydrotreating (of olefins) | 0.027 f | 0.98 f | Naphtha/petrol 10% f, jet fuel 70%, and diesel 20% |
| Integrated Production Pathway (Combination A or B) | Production of Biofuel Intermediate (PJ/y) | Upgrading (PJ/y) | |||||||||
|---|---|---|---|---|---|---|---|---|---|---|---|
| Output Biofuel Inter-Mediate | Feed-Stock | Net Biomass Input a | Net Electricity Input h | Refined Output (Total) | Jet Fuel | Naphtha/Petrol | Diesel | Heavy Fuel Oil | H2 Req. (Total) | ||
| 1 | Sawmill—Fast pyrolysis oil from sawdust (A) | 13.4 | 22.2 | 14.9 | 0 | 11.5 | 2.9 | 3.5 | 2.8 | 2.4 | 5.2 |
| 2 | Sawmill—Ethanol from sawdust (B) | 8.0 b | 23.1 | 20.3 | 0.7 | 7.8 | 5.5 | 0.8 | 1.6 | 0.0 | 0.2 |
| 3 | CHP—Fast pyrolysis oil from forestry residues (A) | 41.9 | 71.8 | 57.2 | −0.2 | 36.0 | 9.0 | 10.8 | 8.6 | 7.6 | 16.3 |
| 4 | CHP—FT crude from forestry residues (B) | 14.9 | 28.5 | 10.8 c | 8.5 d | 14.6 | 7.3 | 3.7 | 3.7 | 0.0 | 0.3 |
| 5 | Kraft pulp mill—HTL crude from forestry residues (A, B) | 33.0 | 49.3 e | 43.9 e | 3.1 | 30.4 | 7.0 | 5.8 | 8.8 | 9.1 | 4.3 |
| 6 | Kraft pulp mill—Lignin oil from black liquor (A, B) | 13.4 | 18.6 f | 9.3 g | 2.1 g | 12.3 | 2.8 | 2.3 | 3.6 | 3.7 | 4.4 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the author. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Ericsson, K. Potential for the Integrated Production of Biojet Fuel in Swedish Plant Infrastructures. Energies 2021, 14, 6531. https://doi.org/10.3390/en14206531
Ericsson K. Potential for the Integrated Production of Biojet Fuel in Swedish Plant Infrastructures. Energies. 2021; 14(20):6531. https://doi.org/10.3390/en14206531
Chicago/Turabian StyleEricsson, Karin. 2021. "Potential for the Integrated Production of Biojet Fuel in Swedish Plant Infrastructures" Energies 14, no. 20: 6531. https://doi.org/10.3390/en14206531
APA StyleEricsson, K. (2021). Potential for the Integrated Production of Biojet Fuel in Swedish Plant Infrastructures. Energies, 14(20), 6531. https://doi.org/10.3390/en14206531