
A Comprehensive Analysis of Wind Turbine Blade Damage



Abstract
1. Introduction
2. The Potential Causes of Wind Turbine Blade Failures
- damage from lightning;
- failures due to fatigue;
- leading edge erosion;
- damage from icing.
2.1. Damage from Lightning
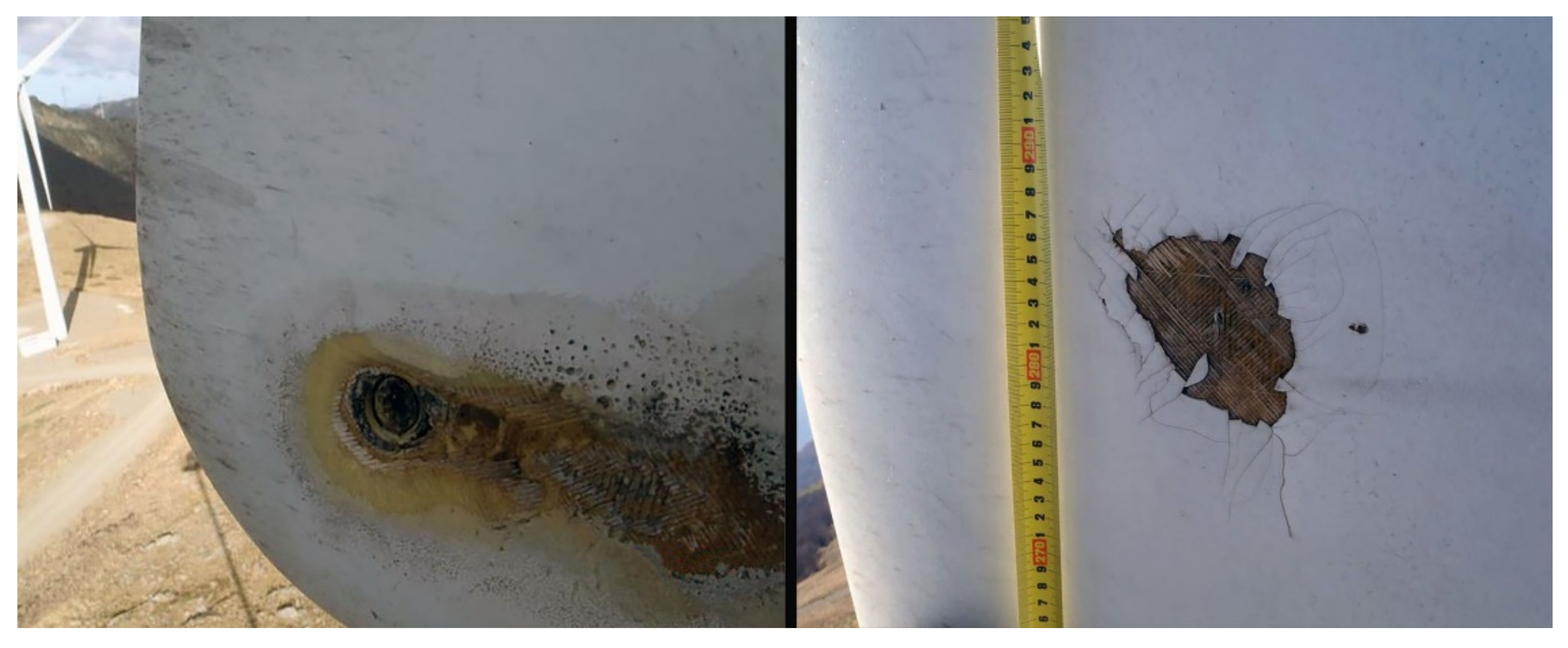
- More than 60% of the total damage occurred within the last meter of the blade, and 90% of all damage was located within the last 4 m. The remaining 10% of damage was found mainly from 5 m to 10 m from the blade tip. There were only three lightning incidents further inboard, at 15 m, 20 m and 22 m from the tip.
- The most common type of lightning damage was delamination (72.4% of total blade damage), followed by debonding of the shells (24.7%). Shell and tip detachment each occurred in 1.4% of the investigated cases.
- Wind turbines suffering damage to more than one blade are uncommon (2.7% in two blades and 0.7% in three blades). A single lightning stroke sweeping from one blade to another due to the blade rotation, different branches of a single lightning strike attaching to the blades, or different lightning events during a thunderstorm can be the potential causes of damage observed in more than one blade of the same wind turbine [39]. In any case, it is shown that damage to more than one blades of a single wind turbine is a rare event.
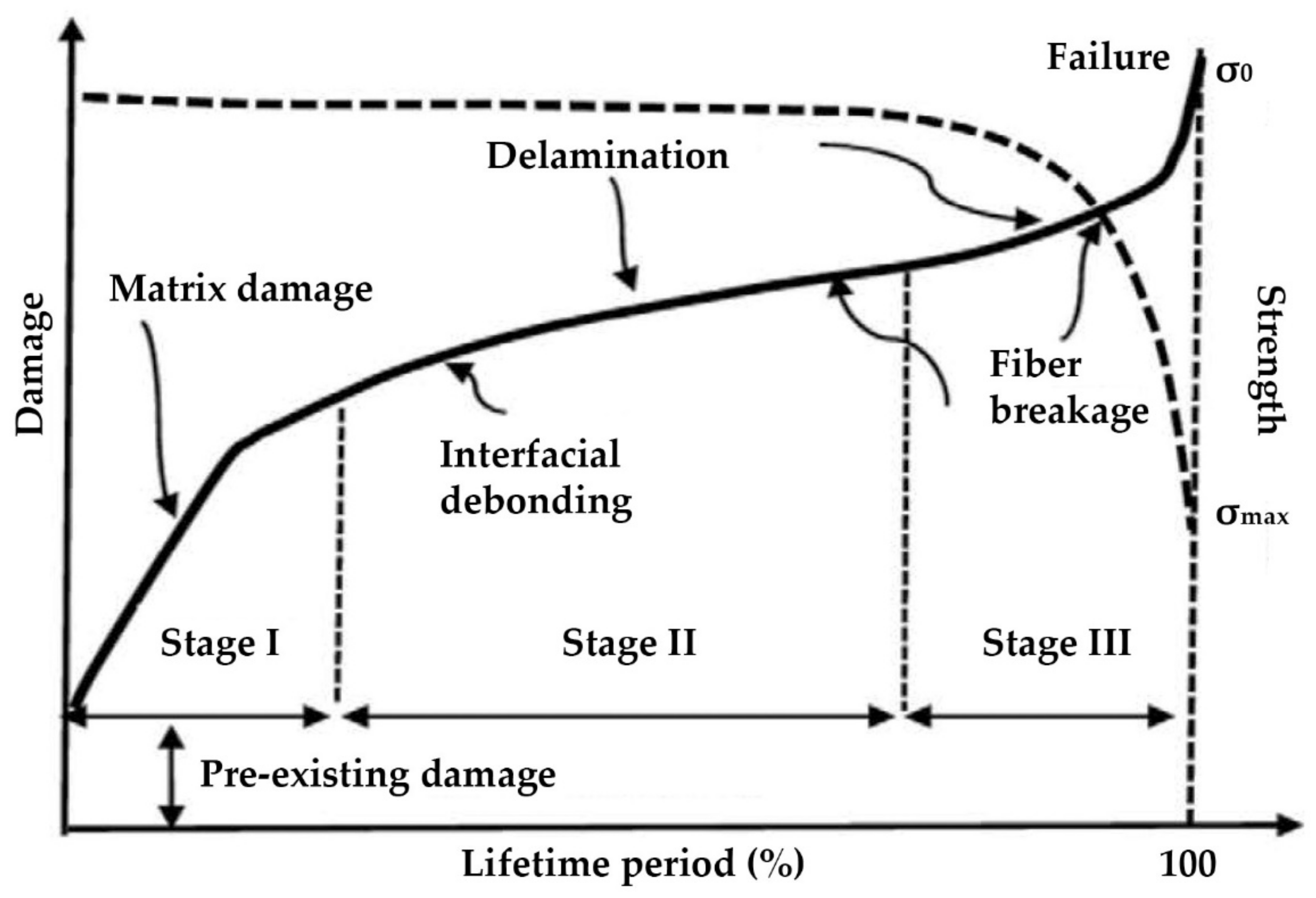
2.2. Fatigue Damage on Wind Turbine Blades
- Reduction of the glass transition temperature of the matrix resin
- Damage to the interface between the fibres and the resin
- Reduction of the cure-induced residual stresses through swelling, which may retard failure
- Particularly in wind park installations in locations with subzero temperatures, the presence of moisture turning to ice. Ice formation can act as a wedge between the plies and leads to delamination propagation.
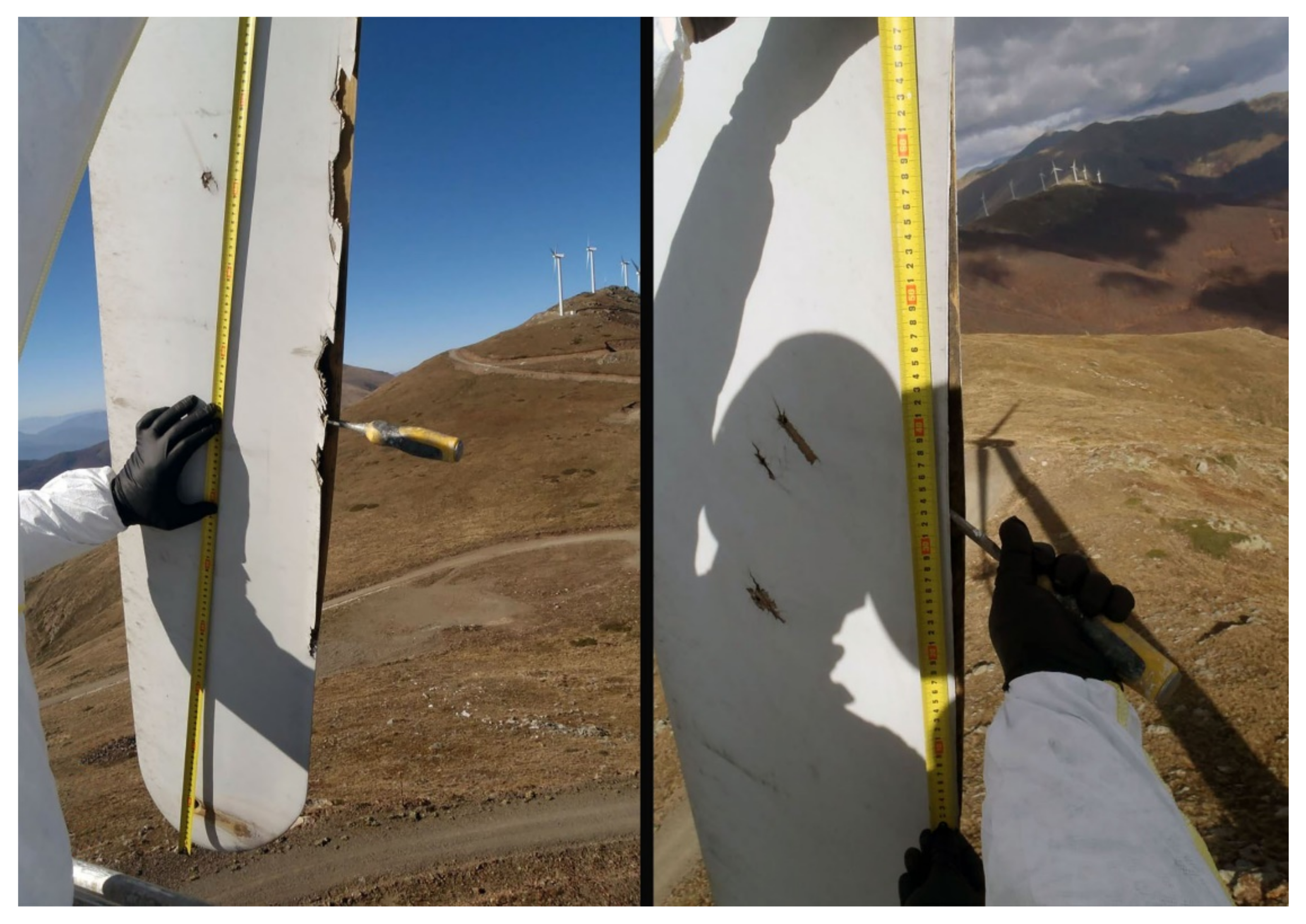
2.3. Leading Edge Erosion
- airborne particulates, mainly in the form of rain, hailstone, sea-spray, dust and sand
- UV light and humidity/moisture.
2.4. Damages from Icing
2.4.1. Rime Ice
2.4.2. Glaze
2.4.3. Wet Snow
- icing rate: ice accumulation per time (kg/h)
- maximum ice load: maximum ice mass accreted at a structure (kg/m).
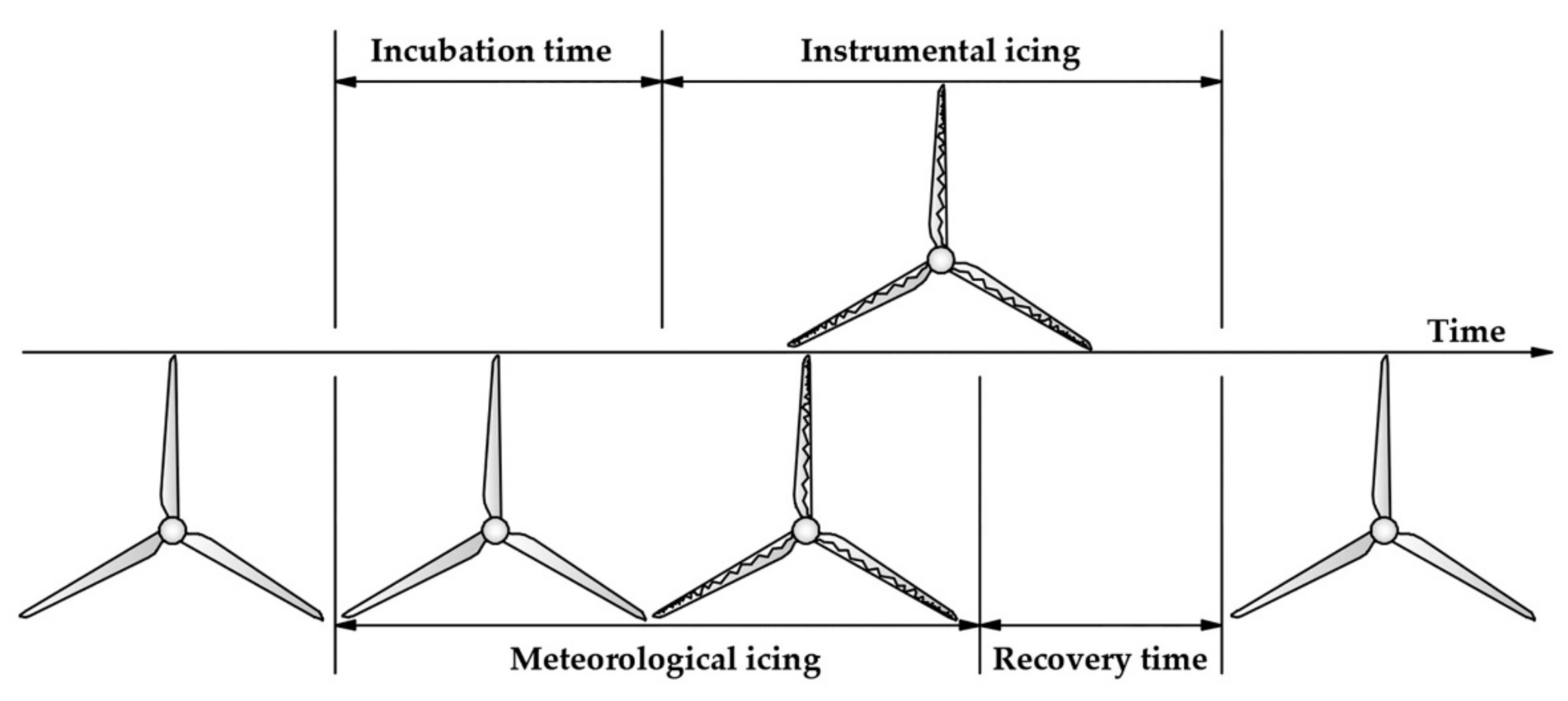
2.4.4. Meteorological Icing
2.4.5. Instrumental Icing
2.4.6. Incubation Time
3. Protection against Wind Turbine Blade Failures
3.1. Protection from Lightning Damage
- adequate driving of the lightning strike to a preferred point, such as the blade’s air termination system
- installation of appropriate grounding, in order to guarantee the lightning current passage through the turbine’s structure into the earth, without causing any damage, including damage from strong electric or magnetic fields
- minimisation of voltage gradients developed in and around the wind turbine.
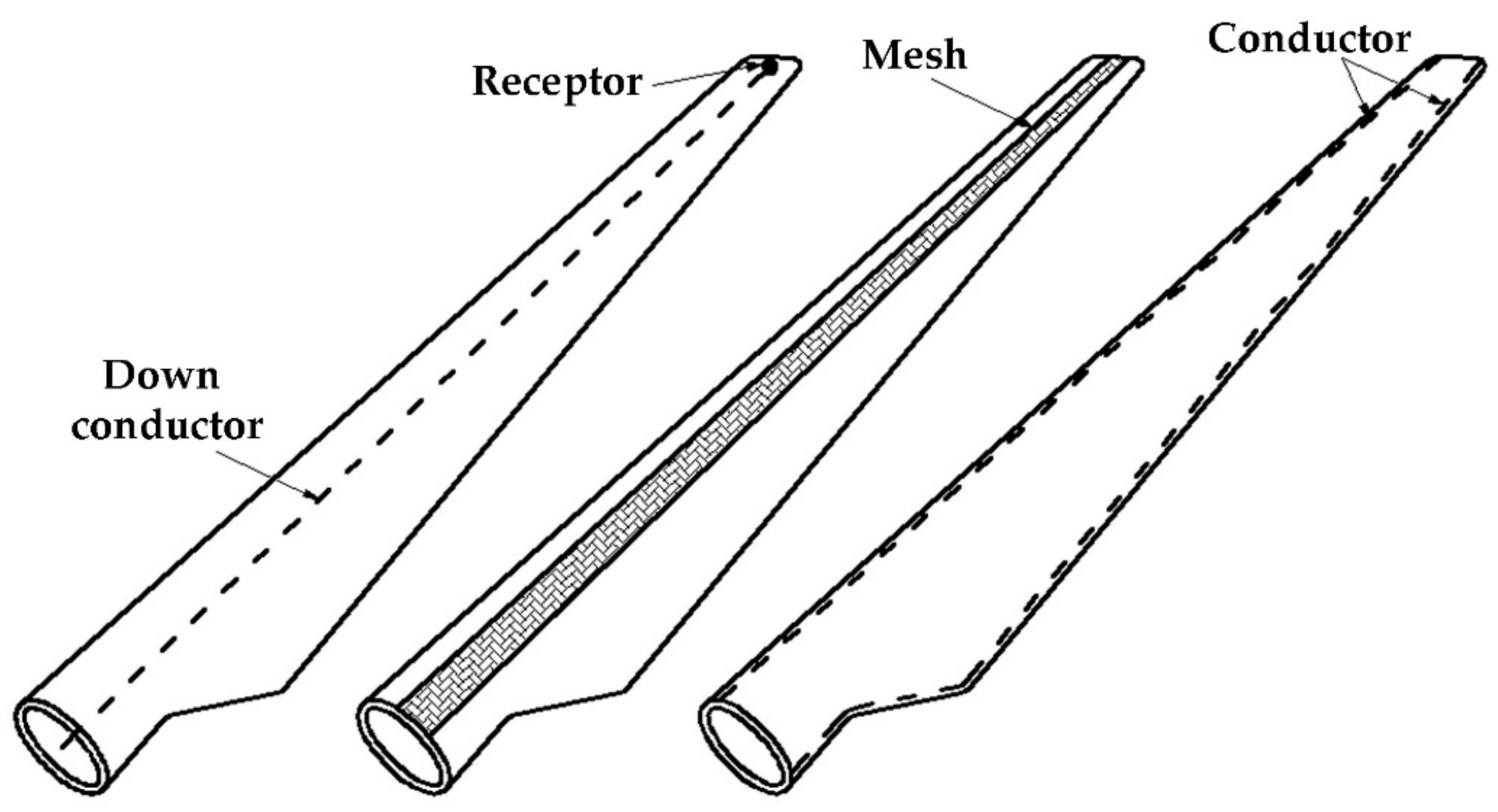
- air termination systems on the blade surfaces
- high resistive tapes and diverters
- down conductors placed inside the blade
- conducting materials for the blade surface.
3.2. Protection against Fatigue
- adequate prediction of the blade’s material behaviour versus fatigue and its structural properties
- appropriate selection of the wind park’s installation site and the optimum siting of the wind turbines.
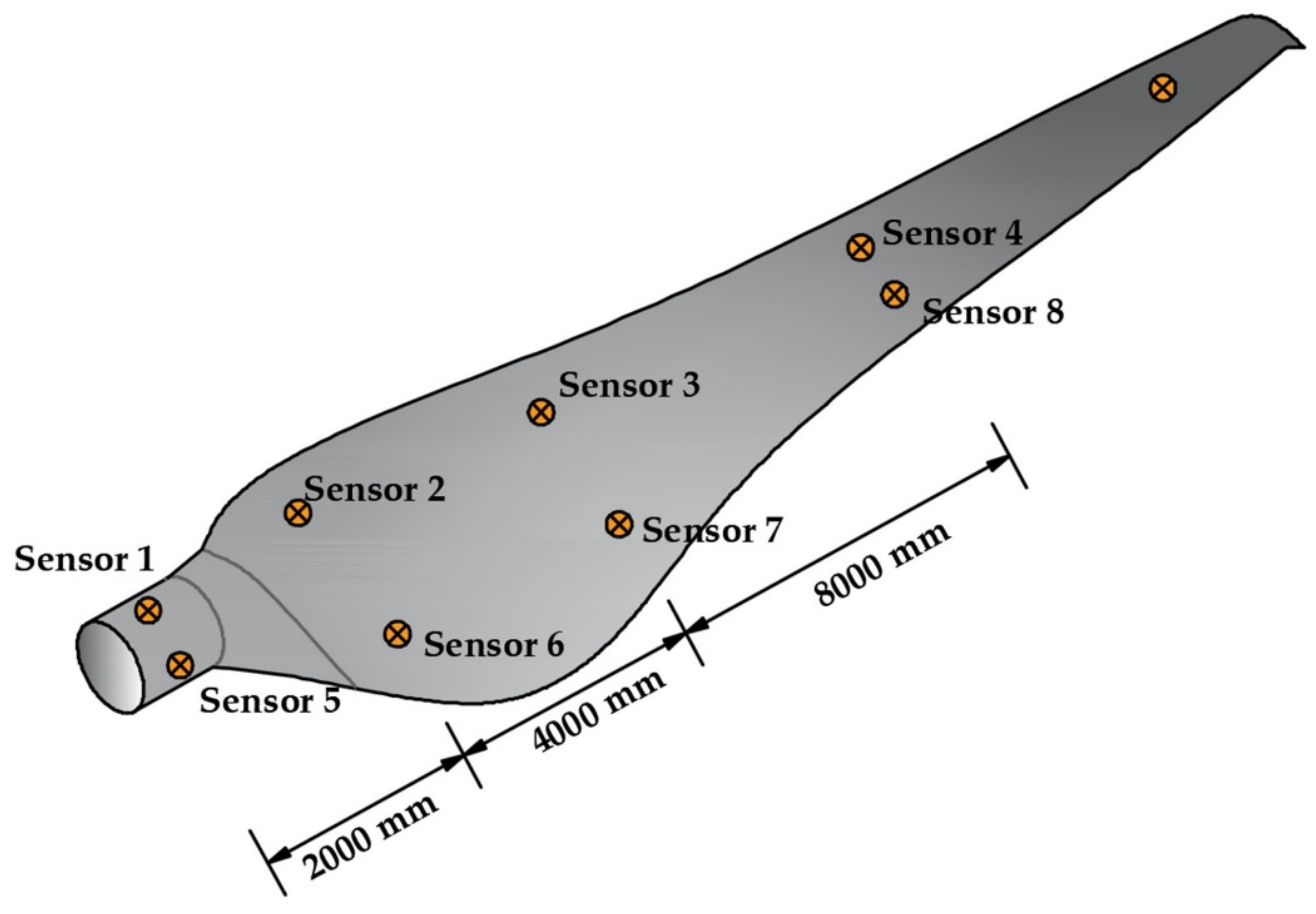
- visual testing
- ultrasonic testing
- thermography
- radiographic testing
- acoustic emission.
3.3. Protection against Erosion
3.4. Protection against Icing
3.5. Operating Strategies
- shutdown of the wind turbine in case of severe damage or adverse weather conditions
- selective shutdown or reduced operation, depending on the wind direction, of one or more wind turbines in case they affect the operation of the damaged turbine with their wake [136]
- controlled operation of the damaged wind turbine in order to minimize power production loss, while concurrently executing the repair process.
4. Conclusions
- A common conclusion from the evaluation of potential causes of wind turbine blade damage is the ultimate significance of the surrounding environment and the existing weather conditions. The appropriate selection of a wind park’s installation site and the adequate siting of the wind turbines can eliminate induced fatigue loads. Additionally, in mild weather conditions, the probability of damage from lightning, icing and leading edge erosion also can be minimised.
- In any case, it was revealed that there is no absolute method for guaranteed protection against any potential damage. All of the developed techniques and approaches contribute to the reduction of damage risk; however none of them can eliminate it.
- In general, to facilitate operation and maintenance in adverse climates, a SCADA (supervisory control and data acquisition) system can be of considerable assistance, e.g., with ice detection, lightning damage or vibration monitoring. Important information includes, for example, ambient temperature, visibility at the site, web camera photos of rotor blades, turbine wind sensors, rotor rotating speed, etc. The supervisory system aims to detect and handle any damage at an initial stage, thus eliminating any potential technical or economic impact on the normal operation of the wind turbine and minimising repair costs.
- Attempting a qualitative approach to the potential causes of wind turbine blade damage, we should mention that lightning can induce the most severe damage, even the total destruction of the blade. This can also be caused by fatigue loads after a long period of repetitive dynamic loading. However, destruction due to fatigue loads can be easily prevented with the appropriate selection of the installation site, the correct siting of the wind turbines and inspections of their operation. This, in general, cannot be achieved with lightning, because it commonly exists everywhere and abruptly, in a manner that cannot be either prevented or controlled. Hence, once it has occurred, the resulting damage cannot be avoided or limited in terms of severity. Conversely, although fatigue can potentially cause more severe and important damage to the wind turbine’s structure because it evolves over time, its impact can be prevented at the initial stage through proper inspections of the turbine’s operation, avoiding in this way its destructive results.
- Icing cannot be destructive to the blade’s structure, except under very extreme conditions. However, the accumulation of ice on blade surfaces for long time periods (e.g., for an entire winter period) can lead to considerable reductions in wind turbine performance, eventually causing a corresponding negative impact to the project’s economic efficiency, analogous to, or even higher than, the cost of repairing a turbine blade struck by lightning.
- Leading edge erosion seems to be the milder form of potential damage to a wind turbine blade, as it affects only the outer coating of the blade and cannot be a risk to the blade’s structure in any case. It can be easily repaired if it is detected in time.
- All forms of blade damage can seriously affect the aerodynamic performance of the wind turbine and, consequently, its annual electricity production. For example, the reduction in electricity production due to icing can exceed 10%, while in extreme cases, it can reach 30%. Similarly, the increased roughness of the blade’s outer surface due to leading edge erosion can cause a 5% reduction in annual electricity production through an increased drag coefficient. Lightning and fatigue can also lead to significant production losses when the turbine has to be shut down for maintenance or repair, or, in the worst-case scenario, when the blade has been destroyed.
- Wind turbine blade repair costs depend on the severity of the damage. A blade damaged by lightning may require up to USD 30,000 to be repaired, while the total cost of replacing a destroyed blade can cost up to USD 200,000. In general, the three blades of a wind turbine together account for 15% to 20% of the wind turbine’s total manufacturing cost. Additionally, each day during which a wind turbine remains inoperative due to blade damage imposes income losses ranging from USD 800 to USD 1600, depending on the available wind potential. These figures highlight the significance of wind turbine blade damage to the performance of a wind park and the economic efficiency of the wind project.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
References
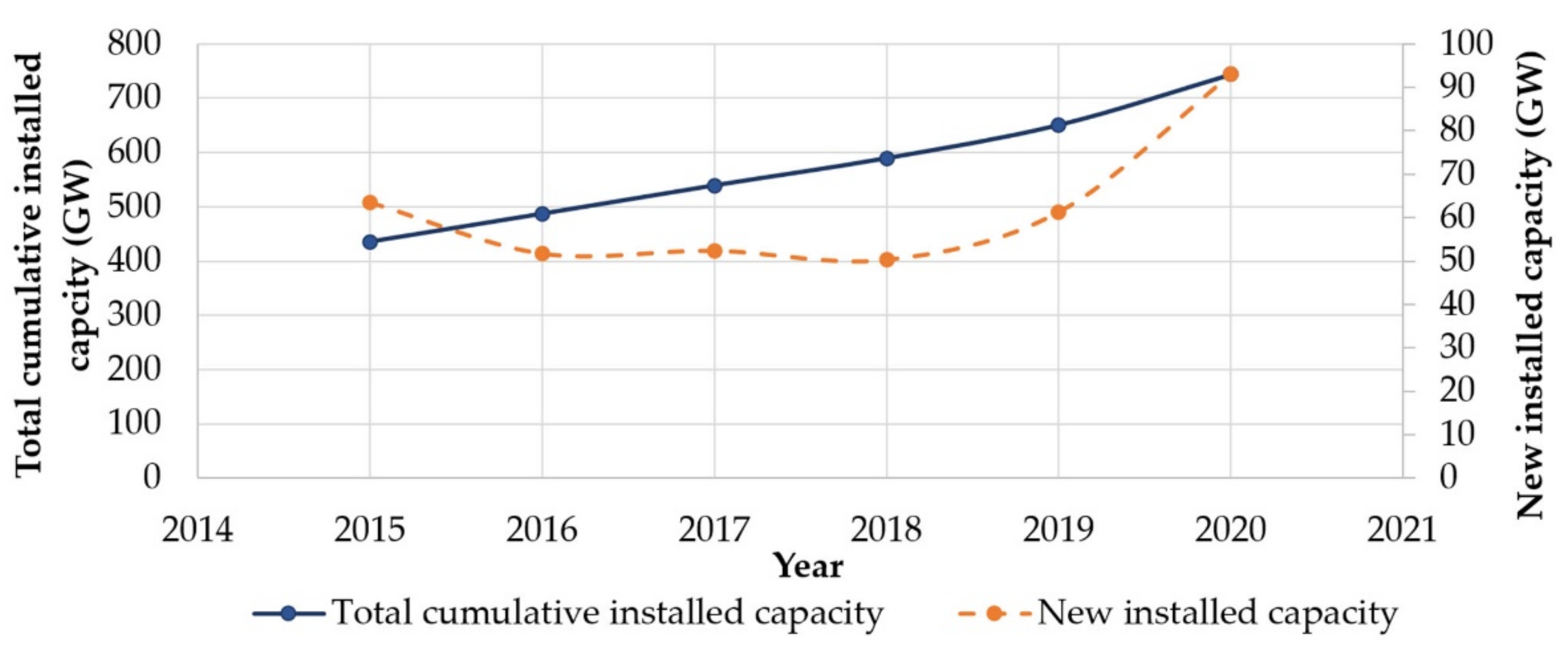
- World Wind Energy Association (WWEA). Worldwide Wind Capacity Reaches 744 Gigawatts—An Unprecedented 93 Gigawatts Added in 2020. Available online: https://wwindea.org/worldwide-wind-capacity-reaches-744-gigawatts/ (accessed on 17 June 2021).
- Lee, J.; Zhao, F. Global Wind Energy Council (GWEC). Available online: https://gwec.net/wp-content/uploads/2021/03/GWEC-Global-Wind-Report-2021.pdf (accessed on 10 September 2021).
- Global Energy Statistical Yearbook. Electricity Production. 2021. Available online: https://yearbook.enerdata.net/electricity/world-electricity-production-statistics.html (accessed on 10 September 2021).
- Kluskens, N.; Vasseur, V.; Benning, R. Energy Justice as Part of the Acceptance of Wind Energy: An Analysis of Limburg in The Netherlands. Energies 2019, 12, 4382. [Google Scholar] [CrossRef]
- Dimitris, A.L.; Katsaprakakis, D.A.; Christakis, D.G. The exploitation of electricity production projects from Renewable Energy Sources for the social and economic development of remote communities. The case of Greece: An example to avoid. Renew. Sustain. Energy Rev. 2016, 54, 341–349. [Google Scholar]
- Mishnaevsky, L., Jr.; Branner, K.; Petersen, H.N.; Beauson, J.; McGugan, M.; Sørensen, B.F. Materials for Wind Turbine Blades: An Overview. Materials 2017, 10, 1285. [Google Scholar] [CrossRef]
- Sutherland, H.J. A Summary of the Fatigue Properties Wind Turbine Materials. Available online: https://www.osti.gov/servlets/purl/12694 (accessed on 10 September 2021).
- Nagel, C.; Sondag, A.; Brede, M. Designing adhesively bonded joints for wind turbines. In Adhesives in Marine Engineering; Woodhead Publishing: Sawston, UK, 2012; pp. 46–71. [Google Scholar]
- Caithness Wind Farm Information Forum. Summary of Wind Turbine Accident Data to 31 March 2021. Available online: http://www.caithnesswindfarms.co.uk/AccidentStatistics.htm (accessed on 17 June 2021).
- Guo, J.; Jinfeng, C.L.; Jiang, C.D. Damage identification of wind turbine blades with deep convolutional neural networks. Renew. Energy 2021, 174, 122–133. [Google Scholar] [CrossRef]
- Movsessian, A.; Cava, D.G.; Tcherniak, D.G. An artificial neural network methodology for damage detection: Demonstration on an operating wind turbine blade. Mech. Syst. Signal Process. 2021, 159, 107766. [Google Scholar] [CrossRef]
- Reddy, A.; Indragandhi, V.; Ravi, L.; Subramaniyaswamy, V. Detection of Cracks and damage in wind turbine blades using artificial intelligence-based image analytics. Measurement 2019, 147, 106823. [Google Scholar] [CrossRef]
- Dua, Y.; Zhoua, S.; Jing, X.; Peng, Y.; Wu, H.; Kwok, N. Damage detection techniques for wind turbine blades: A review. Mech. Syst. Signal Process. 2020, 141, 106445. [Google Scholar] [CrossRef]
- Márquez, F.P.G.; Chacón, A.M.P. A review of non-destructive testing on wind turbines blades. Renew. Energy 2020, 161, 998–1010. [Google Scholar] [CrossRef]
- Chandrasekhar, K.; Stevanovic, N.; Cross, E.J.; Dervilis, N.; Worden, K. Damage detection in operational wind turbine blades using a new approach based on machine learning. Renew. Energy 2021, 168, 1249–1264. [Google Scholar] [CrossRef]
- Yang, Y.; Sørensen, J.D. Cost-Optimal Maintenance Planning for Defects on Wind Turbine Blades. Energies 2019, 12, 998. [Google Scholar] [CrossRef]
- Gao, Z.; Liu, X. An Overview on Fault Diagnosis, Prognosis and Resilient Control for Wind Turbine Systems. Processes 2021, 9, 300. [Google Scholar] [CrossRef]
- Wind Power Monthly. How to Service and Maintain a Wind Turbine Blade. Available online: https://www.windpowermonthly.com/article/1137943/service-maintain-wind-turbine-blade (accessed on 9 September 2021).
- Steigmann, R.; Iftimie, N.; Savin, A.; Sturm, R. Wind turbine blade composites assessment using non-contact ultrasound method. J. Clean Energy Technol. 2016, 4, 440–443. [Google Scholar] [CrossRef]
- Ideno, M.; Seki, K. Study on Improvement of Performance of wind power generation system and lightning damage. In Proceedings of the 28th International Conference on Lightning Protection, Kanazawa, Japan, 18–22 September 2006; pp. 1585–1589. [Google Scholar]
- Lightning Protection of Wind Turbines. Contract JOR3-CT95-0052. Publishable Final Report. Research Funded in Part by the European Commission in the Framework of the Non Nuclear Energy Programme JOULE III. Available online: https://cordis.europa.eu/docs/projects/files/JOR/JOR3950052/47698081-6_en.pdf (accessed on 27 July 2021).
- Kithi, R. Case Study of Lightning Damage to Wind Turbine Blade. 2008. Available online: http://www.lightningsafety.com/nlsi_lhm/wind_blade_damage.pdf (accessed on 27 July 2021).
- Wilson, N.; Myers, J.; Cummins, K.L.; Hutchinson, M.; Nag, A. Lightning attachment to wind turbines in Central Kansas: Video observations, correlation with the NLDN and in-situ peak current measurements. In Proceedings of the EWEA Annual Event, Vienna, Austria, 4–7 February 2013. [Google Scholar]
- Cummins, K.L.; Zhang, D.; Quick, M.G.; Garolera, A.C.; Myers, J. Overview of the Kansas Windfarm 2013 Field Program. In Proceedings of the International Lightning Detection Conference, Tucson, AZ, USA, 12–15 March 2014. [Google Scholar]
- Wang, D.; Takagi, N.; Watanabe, T.; Sakurano, H.; Hashimoto, M. Observed characteristics of upward leaders that are initiated from a windmill and its lighting protection tower. Geophys. Res. Lett. 2008, 35, L02803. [Google Scholar] [CrossRef]
- Ishii, M.; Saito, M.; Natsuno, D.; Sugita, A. Lighting current observed at wind turbines at winter in Japan. In Proceedings of the International Conference on Lightning and Static Electricity, Seattle, WA, USA, 18–20 September 2013. [Google Scholar]
- Kusiak, A.; Li, W. The prediction and diagnosis of wind turbine faults. Renew. Energy 2011, 36, 16–23. [Google Scholar] [CrossRef]
- Kong, C.; Bang, J.; Sugiyama, Y. Structural investigation of composite wind turbine blade considering various load cases and fatigue life. Energy 2005, 30, 2101–2114. [Google Scholar] [CrossRef]
- Amirat, Y.; Benbouzid, M.E.H.; Al-Ahmar, E.; Bensaker, B.; Turri, S. A brief status on condition monitoring and fault diagnosis in wind energy conversion systems. Renew. Sustain. Energy Rev. 2009, 13, 2629–2636. [Google Scholar] [CrossRef]
- Rodrigues, R.B.; Mendes, V.M.F.; Catalão, J.P.S. Protection of wind energy systems against the indirect effects of lightning. Renew. Energy 2011, 36, 2888–2896. [Google Scholar] [CrossRef]
- Madsen, S.F.; Holboll, J.; Henriksen, M.; Bertelsen, K.; Erichsen, H.V. New test method for evaluating the lightning protection system on wind turbine blades. In Proceedings of the 28th International Conference on Lightning Protection, Kanazawa, Japan, 18–22 September 2006. [Google Scholar]
- Wen, X.; Qu, L.; Wang, Y.; Chen, X.; Lan, L.; Si, T.; Xu, J. Effect of Wind Turbine Blade Rotation on Triggering Lightning: An Experimental Study. Energies 2016, 9, 1029. [Google Scholar] [CrossRef]
- Cotton, I.; Jenkins, N.; Pandiaraj, K. Lightning protection for wind turbine blades and bearings. Wind Energy 2001, 4, 23–37. [Google Scholar] [CrossRef]
- Peesapati, V.; Cotton, I. Lightning protection of wind turbines—A comparison of real lightning strike data and finite element lightning attachment analysis. In Proceedings of the 1st International Conference of Sustainable Power Generation Supply (Supergen), Nanjing, China, 6–7 April 2009. [Google Scholar]
- Madsen, S.F.; Erichsen, H.V. Numerical model to determine lightning attachment point distributions on wind turbines according to the revised IEC 61400-24. In Proceedings of the International Conference on Lightning and Static Electricity (ICOLSE), Pittsfield, MA, USA, 15–17 September 2009. [Google Scholar]
- Naka, T.; Vasa, N.J.; Yokoyama, S.; Wada, A.; Asakawa, A.; Honda, H. Study on lightning protection methods for wind turbine blades. IEEJ Trans. Power Energy 2005, 125, 993–999. [Google Scholar] [CrossRef]
- Yan, J.; Wang, G.; Li, Q.; Zhang, L.; Yan, J.D.; Chen, C.; Fang, Z. A Comparative Study on Damage Mechanism of Sandwich Structures with Different Core Materials under Lightning Strikes. Energies 2017, 10, 1594. [Google Scholar] [CrossRef]
- Garolera, A.C. Lightning Protection of Flap System for Wind Turbine Blades. Ph.D. Thesis, Technical University of Denmark, Lyngby, Denmark, September 2014. Available online: http://orbit.dtu.dk/files/118015819/PhD_Thesis_Anna_Candela_Garolera.pdf (accessed on 27 July 2021).
- Garolera, A.C.; Madsen, S.F.; Nissim, M.; Myers, J.D.; Holboell, J. Lightning damage to wind turbine blades from wind farms. IEEE Trans. Power Deliv. 2016, 31, 1043–1049. [Google Scholar] [CrossRef]
- Wind Turbines—Part 24: Lightning Protection, 1st ed.; IEC 61400-24; IEC: London, UK, 2010.
- Shohag, M.A.S.; Hammel, E.C.; Olawale, D.O.; Okoli, O.I. Damage mitigation techniques in wind turbine blades: A review. Wind Eng. 2017, 41, 185–210. [Google Scholar] [CrossRef]
- Bulder, B.H.; Bach, P.W. A Literature Survey on the Effects of Moisture on the Mechanical Properties of Glass and Carbon Fibre Reinforced Laminates; ECN-C-91-033; U.S. Department of Energy: Washington, DC, USA, 1991.
- Reifsnider, K.F. Fatigue of Composite Materials; Elsevier: Amsterdam, The Netherlands, 1991. [Google Scholar]
- Bergeles, G. Wind Converters; Simeon Editions: Athens, Greek, 2005. [Google Scholar]
- Marín, J.C.; Barroso, A.; París, F.; Cañas, J. Study of fatigue damage in wind turbine blades. Eng. Fail. Anal. 2009, 16, 656–668. [Google Scholar] [CrossRef]
- D’Amore, A.; Grassia, L. Principal Features of Fatigue and Residual Strength of Composite Materials Subjected to Constant Amplitude (CA) Loading. Materials 2019, 12, 2586. [Google Scholar] [CrossRef]
- Chen, C.; Li, H.; Wang, T.; Wang, L. Influence of Structural Configurations on the Shear Fatigue Damage of the Blade Trailing-Edge Adhesive Joint. Appl. Sci. 2020, 10, 2715. [Google Scholar] [CrossRef]
- Mishnaevsky, L., Jr.; Thomsen, K. Costs of repair of wind turbine blades: Influence of technology aspects. Wind Energy 2020, 23, 2247–2255. [Google Scholar] [CrossRef]
- Schramm, M.; Rahimi, H.; Stoevesandt, B.; Tangager, K. The Influence of Eroded Blades on Wind Turbine Performance Using Numerical Simulations. Energies 2017, 10, 1420. [Google Scholar] [CrossRef]
- Hasager, C.B.; Vejen, F.; Skrzypiński, W.R.; Tilg, A.M. Rain Erosion Load and Its Effect on Leading-Edge Lifetime and Potential of Erosion-Safe Mode at Wind Turbines in the North Sea and Baltic Sea. Energies 2021, 14, 1959. [Google Scholar] [CrossRef]
- Elert, G.; Volynets, I. Diameter of A Raindrop. 2001. Available online: http://hypertextbook.com/facts/2001/IgorVolynets.shtml (accessed on 8 March 2021).
- Villermaux, E.; Bossa, B. Single-drop fragmentation determines size of distribution of raindrops. Nat. Phys. 2009, 5, 697–702. [Google Scholar] [CrossRef]
- Imeson, A.C.; Vis, R.; de Water, E. The measurement of water-drop impact forces with a piezo-electric transducer. CATENA 1981, 8, 83–96. [Google Scholar] [CrossRef]
- Gaudern, N. A practical study of the aerodynamic impact of wind turbine blade leading edge erosion. J. Phys. Conf. Ser. 2014, 524, 012031. [Google Scholar] [CrossRef]
- Slot, H.M.; Gelinck, E.R.M.; Rentrop, C.; Van Der Heide, E. Leading edge erosion of coated wind turbine blades: Review of coating life models. Renew. Energy 2015, 80, 837–848. [Google Scholar] [CrossRef]
- Nash, J.W.K.; Zekos, I.; Stack, M.M. Mapping of Meteorological Observations over the Island of Ireland to Enhance the Understanding and Prediction of Rain Erosion in Wind Turbine Blades. Energies 2021, 14, 4555. [Google Scholar] [CrossRef]
- Phan, P.T.S.; Huang, S.C. Analysis of material loss from brittle erosion. J. Eng. Technol. Educ. 2008, 5, 141–155. [Google Scholar]
- Balu, P.; Kong, F.; Hamid, S.; Kovacevic, R. Finite element modeling of solid particle erosion in AISI 4140 steel and nickel-tungsten carbide composite material produced by the laser-based powder deposition process. Tribol. Int. 2013, 62, 18–28. [Google Scholar] [CrossRef]
- Aquaro, D. Erosion rate of stainless steel due to the impact of solid particles. In Proceedings of the 5th International Conference on Tribology, Parma, Italy, 20–22 September 2006. [Google Scholar]
- El Togby, M.S.; Elle, N.; Elbestawi, M.A. Finite element modelling of erosive wear International. J. Mach. Tools Manuf. 2005, 45, 1337–1346. [Google Scholar]
- Rempel, L. Rotor Blade Leading Edge Erosion—Real Life Experiences. 2012. Available online: https://www.windsystemsmag.com/wp-content/uploads/pdfs/Articles/2012_October/1012_BladeFeature.pdf (accessed on 8 April 2021).
- Nearing, M.A.; Bradford, J.M.; Holtz, R.D. Measurement of Force vs. Time Relations for Waterdrop Impact Soil. Sci. Soc. Am. J. 1986, 50, 1532–1536. [Google Scholar] [CrossRef]
- Sioutas, M.; Meaden, G.T.; Webb, J.D.C. Hail frequency and intensity in northern Greece. In Proceeding of the 4th European Conference on Severe Storms, Trieste, Italy, 10–14 September 2007; Available online: http://indico.ictp.it/event/a06216/session/11/contribution/5/material/0/6.pdf (accessed on 8 April 2021).
- The Tornado and Storm Research Organisation (TORRO). Available online: https://www.torro.org.uk/research/hail (accessed on 8 April 2021).
- Georgia State University. Terminal Velocity. Available online: http://hyperphysics.phy-astr.gsu.edu/hbase/airfri2.html (accessed on 8 April 2021).
- Keegan, M.H.; Nash, D.; Stack, M. Numerical modelling of hailstone impact on the leading edge of a wind turbine blade. In Proceedings of the EWEA Annual Event, Vienna, Austria, 4–7 February 2013. [Google Scholar]
- Kumar, V.S.; Vasa, N.J.; Sarathi, R. Detecting salt deposition on a wind turbine blade using laser induced breakdown spectroscopy technique. Appl. Phys. A 2013, 112, 149–153. [Google Scholar]
- Cortés, E.; Sánchez, F.; O’Carroll, A.; Madramany, B.; Hardiman, M.; Young, T.M. On the Material Characterisation of Wind Turbine Blade Coatings: The Effect of Interphase Coating–Laminate Adhesion on Rain Erosion Performance. Materials 2017, 10, 1146. [Google Scholar] [CrossRef]
- Baring-Gould, I.; Cattin, R.; Durstewitz, M.; Hulkkonen, M.; Krenn, A.; Laakso, T.; Lacroix, A.; Peltola, E.; Ronsten, G.; Tallhaug, L.; et al. Expert Group Study on Recommended Practices 13: Wind Energy Projects in Cold Climates. Available online: https://nachhaltigwirtschaften.at/resources/iea_pdf/reports/iea_windenergy_projects_in_cold_climates_2011.pdf (accessed on 10 September 2021).
- ISO 12494: 2001 Atmospheric Icing on Structures, 1st ed.; 2001-08-15. TC/SC: ISO/TC 98/SC 3. ICS: 91.080.01; ISO: Geneva, Switzerland, 2001.
- Heimo, A.; Cattin, R.; Calpini, B. Recommendations for Meteorological Measurements under Icing Conditions. In Proceedings of the 13th International Workshop on Atmospheric Icing of Structures (IWAIS), Andermatt, Switzerland, 8–11 September 2009. [Google Scholar]
- Homola, M.C.; Virk, M.S.; Nicklasson, P.J.; Sundsbø, P.A. Performance losses due to ice accretion for a 5MW wind turbine. Wind Energy 2012, 15, 379–389. [Google Scholar] [CrossRef]
- Barber, S.; Wang, Y.; Chokani, N.; Abhari, R.S. The Effect of Ice Shapes on Wind Turbine Performance. In Proceedings of the 13th International Workshop on Atmospheric Icing of Structures (IWAIS), Andermatt, Switzerland, 8–11 September 2009. [Google Scholar]
- Gantasala, S.; Tabatabaei, N.; Cervantes, M.; Aidanpää, J.O. Numerical Investigation of the Aeroelastic Behavior of a Wind Turbine with Iced Blades. Energies 2019, 12, 2422. [Google Scholar] [CrossRef]
- Gantasala, S.; Luneno, J.C.; Aidanpää, J.O. Influence of Icing on the Modal Behavior of Wind Turbine Blades. Energies 2016, 9, 862. [Google Scholar] [CrossRef]
- Tesauro, A.; Pavese, C.; Branner, K. Rotor Blade Online Monitoring and Fault Diagnosis Technology Research; Technical Report No. 0042; Department of Wind Energy, Denmark Technical University: Lyngby, Denmark, 2014. [Google Scholar]
- Davis, N. Icing Impacts on Wind Energy Production. 2014. Available online: https://backend.orbit.dtu.dk/ws/portalfiles/portal/104279722/Icing_Impacts_on_Wind_Energy_Production_final.pdf (accessed on 11 September 2021).
- Yokoyama, S. Lightning protection of wind turbine blades. Electr. Power Syst. Res. 2013, 94, 3–9. [Google Scholar] [CrossRef]
- Wang, B.; Ming, Y.; Zhu, Y.; Yao, X.; Ziegmann, G.; Xiao, H.; Zhang, X.; Zhang, J.; Duan, Y.; Sun, J. Fabrication of continuous carbon fiber mesh for lightning protection of large-scale wind-turbine blade by electron beam cured printing. Addit. Manuf. 2020, 31, 100967. [Google Scholar] [CrossRef]
- Younsi, R. Dynamic study of wind turbine blade with horizontal axis. Eur. J. Mech.—A Solids 2001, 20, 241–252. [Google Scholar] [CrossRef]
- Uchida, T.; Kawashima, Y. New Assessment Scales for Evaluating the Degree of Risk of Wind Turbine Blade Damage Caused by Terrain-Induced Turbulence. Energies 2019, 12, 2624. [Google Scholar] [CrossRef]
- Ismaiel, A.; Yoshida, S. Study of Turbulence Intensity Effect on the Fatigue Lifetime of Wind Turbines. Evergreen 2018, 5, 25–32. [Google Scholar] [CrossRef]
- Kim, D.Y.; Kim, H.-B.; Jung, W.S.; Lim, S.; Hwang, J.-H.; Park, C.-W. Visual testing system for the damaged area detection of wind power plant blade. In Proceedings of the 44th IEEE International Symposium on Robotics (ISR), Seoul, Korea, 1–5 October 2013. [Google Scholar]
- Munoz, C.Q.G.; Jimenez, A.A.; Marquez, F.P.G. Wavelet transforms and pattern recognition on ultrasonic guided waves for frozen surface state diagnosis. Renew. Energy 2018, 116, 42–54. [Google Scholar]
- Jimenez, A.A.; Munoz, C.Q.G.; Marquez, F.P.G. Machine learning for wind turbine blades maintenance management. Energies 2018, 11, 13. [Google Scholar] [CrossRef]
- Tiwari, K.A.; Raisutis, R.; Samaitis, V. Signal processing methods to improve the signal-to-noise ratio (snr) in ultrasonic non-destructive testing of wind turbine blade. Proc. Struct. Integr. 2017, 5, 1184–1191. [Google Scholar] [CrossRef]
- Yang, K.; Rongong, J.A.; Worden, K. Damage detection in a laboratory wind turbine blade using techniques of ultrasonic NDT and SHM. Strain 2018, 54, 12290. [Google Scholar] [CrossRef]
- Hwang, S.; An, Y.-K.; Sohn, H. Continuous line laser thermography for damage imaging of rotating wind turbine blades. Proc. Eng. 2017, 188, 225–232. [Google Scholar] [CrossRef]
- Lizaranzu, M.; Lario, A.; Chiminelli, A.; Amenabar, I. Non-destructive testing of composite materials by means of active thermography-based tools. Infrared Phys. Technol. 2015, 71, 113–120. [Google Scholar] [CrossRef]
- Mikkelsen, L.P. Visualizing composite materials for wind turbine blades using x-ray tomography. In Proceedings of the Materials for Tomorrow 2019: Visualizing Materials, Gothenburg, Sweden, 4 December 2019. [Google Scholar]
- Beganovic, N.; Soffker, D. Structural health management utilization for lifetime prognosis and advanced control strategy deployment of wind turbines: An overview and outlook concerning actual methods, tools, and obtained results. Renew. Sustain. Energy Rev. 2016, 64, 68–83. [Google Scholar] [CrossRef]
- Leaman, F.; Hinderer, S.; Baltes, R.; Clausen, E.; Rieckhoff, B.; Schelenz, R.; Jacobs, G. Acoustic emission source localization in ring gears from wind turbine planetary gearboxes. Forsch. Im Ing. 2019, 83, 43–52. [Google Scholar] [CrossRef]
- Han, B.H.; Yoon, D.J.; Huh, Y.; Lee, Y. Damage assessment of wind turbine blade under static loading test using acoustic emission. J. Intell. Mater. Syst. Struct. 2013, 25, 621–630. [Google Scholar] [CrossRef]
- Poozesh, P.; Aizawa, K.; Niezrecki, C.; Baqersad, J.; Inalpolat, M.; Heilmann, G. Structural health monitoring of wind turbine blades using acoustic microphone array. Struct. Health Monit. 2017, 16, 471–485. [Google Scholar] [CrossRef]
- Wang, Y.; Zhang, Y.; Yang, G.; Zhang, R. Identification of engine foreign object impact based on acoustic emission and radical basis function neural network. In Proceedings of the IEEE 2nd International Conference on Electronic Information and Communication Technology (ICEICT 2019), Harbin, China, 20–22 January 2019; pp. 291–296. [Google Scholar]
- Fuentes, R.; Dwyer-Joyce, R.; Marshall, M.; Wheals, J.; Cross, E. Detection of subsurface damage in wind turbine bearings using acoustic emissions and probabilistic modelling. Renew. Energy 2020, 147, 776–797. [Google Scholar] [CrossRef]
- Gomez, C.; García, F.; Arcos, A.; Cheng, L.; Kogia, M.; Mohimi, A.; Papaelias, M. A heuristic method for detecting and locating faults employing electromagnetic acoustic transducers. Eksploat. I Niezawodn. 2017, 19, 493. Available online: http://www.ein.org.pl/sites/default/files/2017-04-01.pdf (accessed on 16 August 2021). [CrossRef]
- YouTube: Polytech ELLE®—Leading Edge Protection. Available online: https://www.youtube.com/watch?v=ga2OUS9H1LQ (accessed on 8 May 2021).
- Sigamani, N.S. Characterization of Polyurethane at Multiple Scales for Erosion Mechanisms under Sand Particle Impact. Master’s Thesis, Texas A&M. University, College Station, TX, USA, 2010. [Google Scholar]
- Cortes, E.; Lopez, F.S.; Domenech, L.; Olivares, A.; Young, T.; O’ Caroll, A.; Chinesta, F. Manufacturing issues which affect coating erosion performance in wind turbine blades. In Proceedings of the 20th International ESAFORM Conference on Material Forming, Dublin, Ireland, 26–28 April 2017. [Google Scholar]
- Mohagheghian, I.; McShane, G.J.; Stronge, W.J. Impact perforation of polymeremetal laminates: Projectile nose shape sensitivity. Int. J. Solids Struct. 2016, 88, 337–353. [Google Scholar] [CrossRef][Green Version]
- Herring, R.; Dyer, K.; McKeever, P.; Martin, F. Integration of Thermoplastic/Metallic Erosion Shields into Wind Turbine Blades to Combat Leading Edge Erosion. Topic: Offshore Wind Turbines and Components. Available online: https://rave-offshore.de/files/downloads/konferenz/konferenz-2018/Session2.6_2018_%20Offshore%20wind%20turbines%20&%20components/16243_abstract.pdf (accessed on 14 August 2021).
- Offshore Demonstration Blade (ODB) Project: Leading Edge Erosion Solutions. Protecting Against Blade Leading Edge Erosion with Aerospace-Inspired Technology. Available online: https://ore.catapult.org.uk/stories/offshore-demonstration-blade-leading-edge-erosion-solutions/ (accessed on 16 August 2021).
- Armada, S.; Bjørgum, A.; Knudsen, O.Ø.; Simon, C.; Pilz, M. Organic Coatings Reinforced with Ceramic Particles: An Erosion Study, NOWITECH. 2010. Available online: https://www.sintef.no/projectweb/nowitech/ (accessed on 16 August 2021).
- Alajmi, A.F.; Ramulu, M. Solid particle erosion of graphene-based coatings. Wear 2021, 476, 203686. [Google Scholar] [CrossRef]
- Dashtkar, A.; Hadavinia, H.; Sahinkaya, M.N.; Williams, N.A.; Vahid, S.; Ismail, F.; Turner, M. Rain erosion resistant coatings for wind turbine blades: A Review. Polym. Polym. Compos. 2019, 27, 443–475. [Google Scholar] [CrossRef]
- Dai, G.M.; Mishnaevsky, L., Jr. Carbone nanotube reinforced hybrid composites: Computational modelling of environmental fatigue and usability for wind blades. Compos. Part B 2015, 78, 349–360. [Google Scholar] [CrossRef]
- Chern, Y.C.; Tseng, S.M.; Hsieh, K.H. Damping properties of interpenetrating polymer networks of polyurethane-modified epoxy and polyurethanes. J. Appl. Polym. 1999, 74, 328–335. [Google Scholar] [CrossRef]
- Zhang, L.; Jiao, H.; Jiu, H.; Chang, J.; Zhang, S.; Zhao, Y. Thermal, mechanical and electrical properties of polyurethane/(3-aminopropyl) triethoxysilane functionalized graphene/epoxy resin interpenetrating shape memory polymer composites. Compos. Part A Appl. Sci. Manuf. 2016, 90, 286–295. [Google Scholar] [CrossRef]
- Stavroulakis, G.E. Auxetic behaviour: Appearance and engineering applications. Phys. Status Solidi 2005, 242, 710–720. [Google Scholar] [CrossRef]
- Khalid, S.A.; Khan, A.M.; Shah, O.R. A Numerical Study into the Use of Auxectic Structures for Structural Damping in Composite Sandwich Core Panels for Wind Turbine Blades. J. Energy Resour. Technol. 2021, 144, 031301. [Google Scholar] [CrossRef]
- Liu, W.; Ma, Y.; Wang, N.; Luo, Y.; Tang, A. A design of composite spar/shear web with ZPR honeycombs and graded structures for wind turbine blades. Mech. Adv. Mater. Struct. 2021. [Google Scholar] [CrossRef]
- Agnese, F.; Remillat, C.; Scarpa, F.; Payne, C. Composite chiral shear vibration damper. Compos. Struct. 2015, 132, 215–225. [Google Scholar] [CrossRef]
- Agnese, F.; Scarpa, F. Macro-composites with star-shaped inclusions for vibration damping in wind turbine blades. Compos. Struct. 2014, 108, 978–986. [Google Scholar] [CrossRef]
- Haag, M.D. Advances in leading edge protection of wind turbine blades. In Proceedings of the EWEA Annual Event, Vienna, Austria, 4–7 February 2013. [Google Scholar]
- Kirols, H.S.; Kevorkov, D.; Uihlein, A.; Medraj, M. The effect of initial surface roughness on water droplet erosion behaviour. Wear 2015, 342, 198–209. [Google Scholar] [CrossRef]
- Han, Z.W.; Zhang, J.; Ge, C.; Lü, Y.; Jiang, J.; Liu, Q.; Ren, L. Anti-erosion function in animals and its biomimetic application. J. Bionic Eng. 2010, 7, S50–S58. [Google Scholar] [CrossRef]
- Han, Z.; Zhu, B.; Yang, M.; Niu, S.; Song, H.; Zhang, J. The effect of the micro-structures on the scorpion surface for improving the anti-erosion performance. Surf. Coat. Technol. 2017, 15, 143–150. [Google Scholar] [CrossRef]
- ENERCON Windblatt 2011/01. Available online: https://www.enercon.de/fileadmin/Redakteur/Medien-Portal/windblatt/pdf/en/wb_01-2011_en.pdf (accessed on 20 September 2021).
- Cattin, R. Wind turbine blade heating—Does it pay? In Proceedings of the 10th German Wind Energy Conference DEWEK 2010, Bremen, Germany, 17–18 November 2010. [Google Scholar]
- Ribeiro, C.; Beckford, T. Icing losses—What can we learn from production and meteorological data? In Proceedings of the Wind Europe Summit 2016, Hamburg, Germany, 27–29 September 2016; Available online: https://windeurope.org/summit2016/conference/allfiles2/51_WindEurope2016presentation.pdf (accessed on 9 September 2021).
- Laakso, T.; Peltola, E. Review on blade heating technology and future prospects. In Proceedings of the BOREAS VII International Conference, Saariselka, Finland, 7–8 March 2005; p. 12. [Google Scholar]
- Yang, X.; Ye, T.; Wang, Q.; Tao, Z. Diagnosis of Blade Icing Using Multiple Intelligent Algorithms. Energies 2020, 13, 2975. [Google Scholar] [CrossRef]
- Zhao, Y.; Wang, X.; Zhou, Q.; Wang, Z.; Bian, X. Numerical Study of Lightning Protection of Wind Turbine Blade with De-Icing Electrical Heating System. Energies 2020, 13, 691. [Google Scholar] [CrossRef]
- Overmeyer, A.; Palacios, J.; Smith, E. Ultrasonic de-icing bondline design and rotor ice testing. J. Am. Inst. Aeronaut. Astronaut. 2013, 51, 2965–2976. [Google Scholar] [CrossRef]
- Di Placido, N.; Soltis, J.; Smith, E.; Palacios, J. The Pennsylvania State University, Enhancement of ultrasonic de-icing via transient excitation. In Proceedings of the 2nd Asian/Australian Rotorcraft Forum and the 4th International Basic Research Conference on Rotorcraft Technology, Tianjin, China, 8–11 September 2013. [Google Scholar]
- Daniliuk, V.; Xu, Y.; Liu, R.; He, T.; Wang, X. Ultrasonic de-icing of wind turbine blades: Performance comparison of perspective transducers. Renew. Energy 2020, 145, 2005–2018. [Google Scholar] [CrossRef]
- Venna, S.; Lin, Y.; Botura, G. Piezoelectric transducer actuated leading edge de-icing with simultaneous shear and impulse forces. J. Aircr. 2007, 44, 509–515. [Google Scholar] [CrossRef]
- Li, W.; Zhan, Y.; Yu, S. Applications of superhydrophobic coatings in anti-icing: Theory, mechanisms, impact factors, challenges and perspectives. Prog. Org. Coat. 2020, 152, 106117. [Google Scholar] [CrossRef]
- Xu, Y.; Rong, Q.; Zhao, T.; Liu, M. Anti-Freezing multiphase gel materials: Bioinspired design strategies and applications. Giant 2020, 2, 100014. [Google Scholar] [CrossRef]
- Habibi, H.; Cheng, L.; Zheng, H.; Kappatos, V.; Selcuk, C.; Gan, T.H. A dual de-icing system for wind turbine blades combining high-power ultrasonic guided waves and low-frequency forced vibrations. Renew. Energy 2015, 83, 859–870. [Google Scholar] [CrossRef]
- Rastayesh, S.; Long, L.; Sørensen, J.D.; Thöns, S. Risk Assessment and Value of Action Analysis for Icing Conditions of Wind Turbines Close to Highways. Energies 2019, 12, 2653. [Google Scholar] [CrossRef]
- Parent, O.; Ilinca, A. Anti-icing and de-icing techniques for wind turbines: Critical review. Cold Reg. Sci. Technol. 2011, 65, 88–96. [Google Scholar] [CrossRef]
- Zhu, W.; Fouladirad, M.; Bérenguer, C. A Predictive Maintenance Policy Based on the Blade of Offshore Wind Turbine. In Proceedings of the Annual Reliability and Maintainability Symposium—RAMS 2013, Anaheim, CA, USA, 24–27 January 2013. [Google Scholar]
- Rangel-Ramirez, J.G.; Sorensen, J.D. Riskbased Inspection Planning Optimisation of Offshore Wind Turbines. Struct. Infrastruct. Eng. 2012, 8, 473–481. [Google Scholar] [CrossRef]
- Zhang, J.; Chowdhury, S.; Zhang, J.; Tong, W.; Messac, A. Optimal Preventive MaintenanceTime Windows for Offshore Wind Farms Subject to Wake Losses. In Proceedings of the 12th AIAA Aviation Technology, Integration, and Operations (ATIO) Conference and 14th AIAA/ISSM, Indianapolis, IN, USA, 17–19 September 2012. [Google Scholar]


















{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Material | Maximum Moisture Absorption (%) | Stiffness Change (%) | Fatigue Strength Reduction (Cycles) |
|---|---|---|---|
| Glass polyester | 4 | −10 | −35 × 103–−10 × 107 |
| Glass epoxy | 2 | −10 | −20 × 103–−5 × 107 |
| Carbon polyester | 1.5 | 1 | ±0 |
| Carbon epoxy | 1.5 | 1 | |
| Glass—carbon epoxy | <2 | ±0 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Katsaprakakis, D.A.; Papadakis, N.; Ntintakis, I. A Comprehensive Analysis of Wind Turbine Blade Damage. Energies 2021, 14, 5974. https://doi.org/10.3390/en14185974
Katsaprakakis DA, Papadakis N, Ntintakis I. A Comprehensive Analysis of Wind Turbine Blade Damage. Energies. 2021; 14(18):5974. https://doi.org/10.3390/en14185974
Chicago/Turabian StyleKatsaprakakis, Dimitris Al., Nikos Papadakis, and Ioannis Ntintakis. 2021. "A Comprehensive Analysis of Wind Turbine Blade Damage" Energies 14, no. 18: 5974. https://doi.org/10.3390/en14185974
APA StyleKatsaprakakis, D. A., Papadakis, N., & Ntintakis, I. (2021). A Comprehensive Analysis of Wind Turbine Blade Damage. Energies, 14(18), 5974. https://doi.org/10.3390/en14185974