
State-of-the-Art and Future Perspectives of Environmentally Friendly Machining Using Biodegradable Cutting Fluids

 ,
,  ,
,  ,
, 
Abstract
:1. Introduction
2. Cutting Fluids
- Mineral oils that are used undiluted are known as straight or neat oils. They do, however, commonly contain additional lubricants such as fats, vegetable oils, esters, and extreme-pressure compounds based on chlorine, sulphur, and phosphorus to increase lubricity, and other agents to improve wear and corrosion resistance, durability, and foaming propensity. Although neat CFs are excellent lubricants, they are poor coolants. Mineral oils are presently used in the vast majority (about 90%) of instances [68].
- Mineral-soluble oils (emulsions) are composed of oil and emulsifiers, which allow the oil to disperse in water prior to use. These oils are frequently used in diluted form, with concentrations ranging from 3–15 per cent. The amount of emulsifier employed determines the size of the oil droplets, which typically ranges between 1 and 10 μm [68]. Although the high concentration of water (up to 99 per cent) provides good cooling, wet machined components are prone to corrosion.
- Semi-synthetic fluids (or micro-emulsions) are a mixture of synthetic and soluble oil fluids with features of both types of substances. Natural and manufactured emulsifiers, oil droplets, and transparent emulsions comprise them. They offer high corrosion resistance, lubrication, and contaminant tolerance.
- Synthetic fluids are mineral oil-free solutions manufactured from alkaline inorganic and organic compounds, which are often laced with corrosion inhibitors. They are diluted with water prior to use, with concentrations ranging from 3% to 10%. These fluids typically provide the best cooling performance, according to industry standards.
- The cutting fluid must not cause any undesirable side effects such as odours or allergic responses
- It should be able to withstand high-pressure equipment like centrifuges without foaming
- The cutting fluid must not dissolve paint, damaging the machine’s coating. It should also not corrode seals
- The cutting fluid should not be the source of corrosion on the workpiece. Because a variety of materials are often machined, the cutting fluid should be acceptable for all of them, or at least the majority of them, without the need to change cutting fluids. The danger of corrosion attack with non-ferrous materials, such as copper, brass, and aluminium, is especially important
- The cutting fluid must not cling or adhere, allowing chips and particles to become attached, making tank cleaning more difficult or destroying the workpiece’s surface
- Most machines leak oil, and modern ones can leak up to one litre every day. Thus, it is ideal if the cutting fluid can dissolve leaking oil without affecting its performance
3. Application of Vegetable Oil-Based Cutting Fluids for Turning Operation
3.1. Edible Vegetable Oils as Cutting Fluids for Turning Operation

{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sr. No. | Vegetable Oil | Additives Used | Workpiece Material | Cutting Parameters | Optimised Cutting Parameters | Investigated Parameters | Remarks | Ref. |
|---|---|---|---|---|---|---|---|---|
| 1 | Coconut oil | No Additive | EN8 Steel | VC = (750, 1500, 2250) m/min DOC = (0.5, 1, 1.5) mm FR = (0.10, 0.15, 0.20) mm/rev | VC = 2250 m/min DOC = 1 mm FR = 0.15 mm/rev | Ra, Cutting Force | Less fluidity of Coconut Oil makes it an effective cutting fluid. | [73] |
| 2 | Coconut oil | Nano Boric Acid | AISI 1040 Steel | VC = 60 m/min DOC = 0.5 mm FR = 0.14 mm/rev | Cutting parameters were kept constant. | Ra, Tool Wear, Temperature, Cutting Force | Enriching coconut oil with nanoparticles enhances the performance of cutting fluid. | [76] |
| 3 | Soybean oil, Cottonseed oil | No Additive | AISI D2 Steel | VC = (1700, 1800, 1900) m/min DOC = (0.5, 0.75, 1) mm FR = (0.15, 0.2, 0.25) mm/rev | VC = 1800 m/min DOC = 0.75 mm FR = 0.15 mm/rev | Ra | Cottonseed Oil performs better than Soybean Oil and mineral oil. | [77] |
| 4 | Canola oil | No Additive | Mild Steel, Carbon Steel | VC = (120, 141, 174) m/min DOC = 0.1 mm FR = 1 mm/rev | VC = 174 m/min | Ra, Tool Wear | Canola Oil is an effective cutting fluid for Mild Steel as well as Carbon Steel. | [78] |
| 5 | Palm oil | No Additive | Titanium Alloy | VC = (50, 100, 150) m/min DOC = (0.25, 0.5, 0.75) mm FR = (0.15, 0.25, 0.35) mm/rev | VC = 150 m/min DOC = 0.25 mm FR = 0.15 mm/rev | Ra | MQL technique helps in reducing the usage of cutting fluids without affecting the performance of machining. | [81] |
| 6 | Groundnut oil | No Additive | Stainless Steel | VC = (75, 100, 135) m/min DOC = (0.01, 0.05, 0.08) mm FR = (0.01, 0.03, 0.05) mm/rev | VC = 135 m/min DOC = 0.08 mm FR = 0.05 mm/rev | Ra | Groundnut Oil has better lubricating properties in comparison to mineral oil. | [82] |
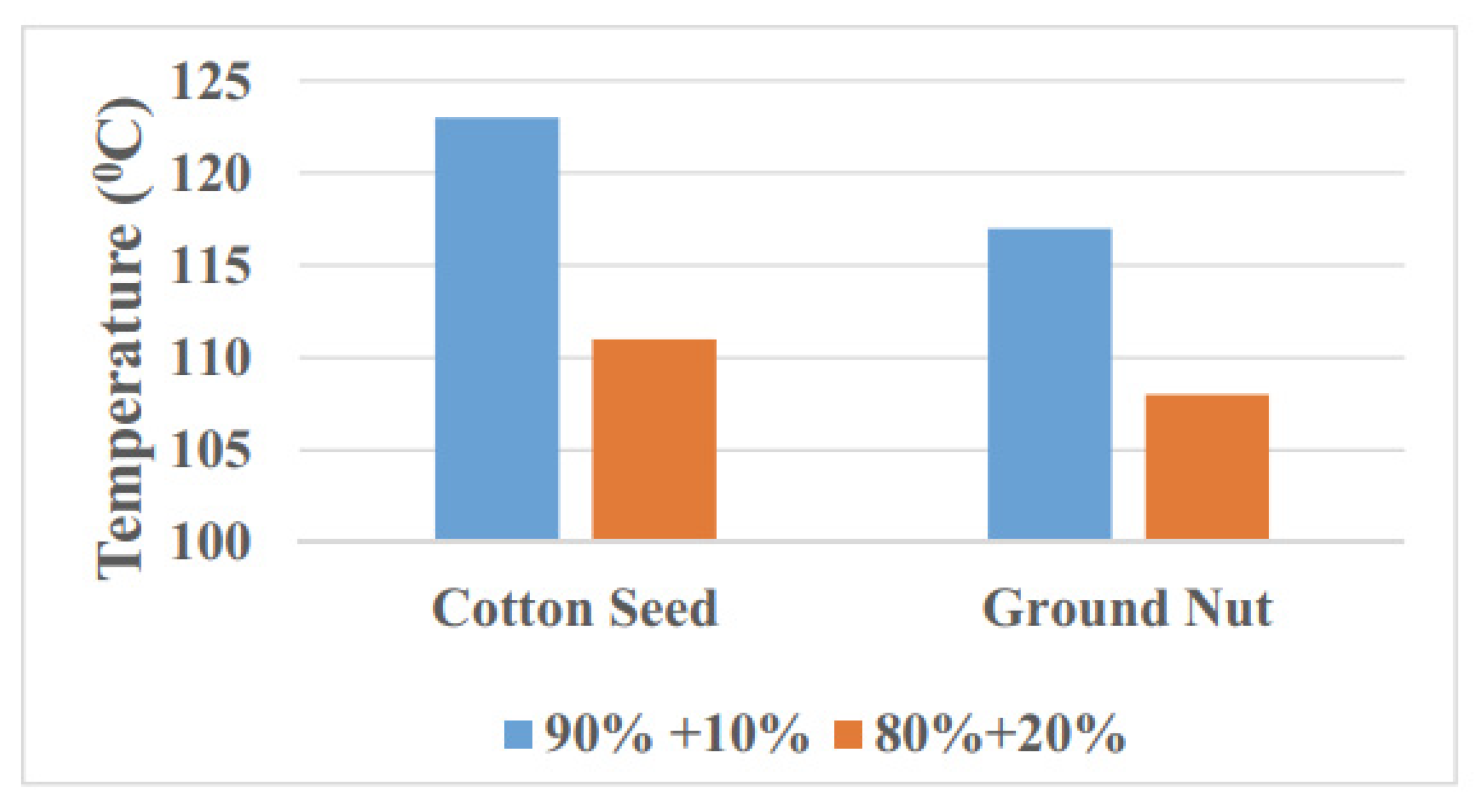
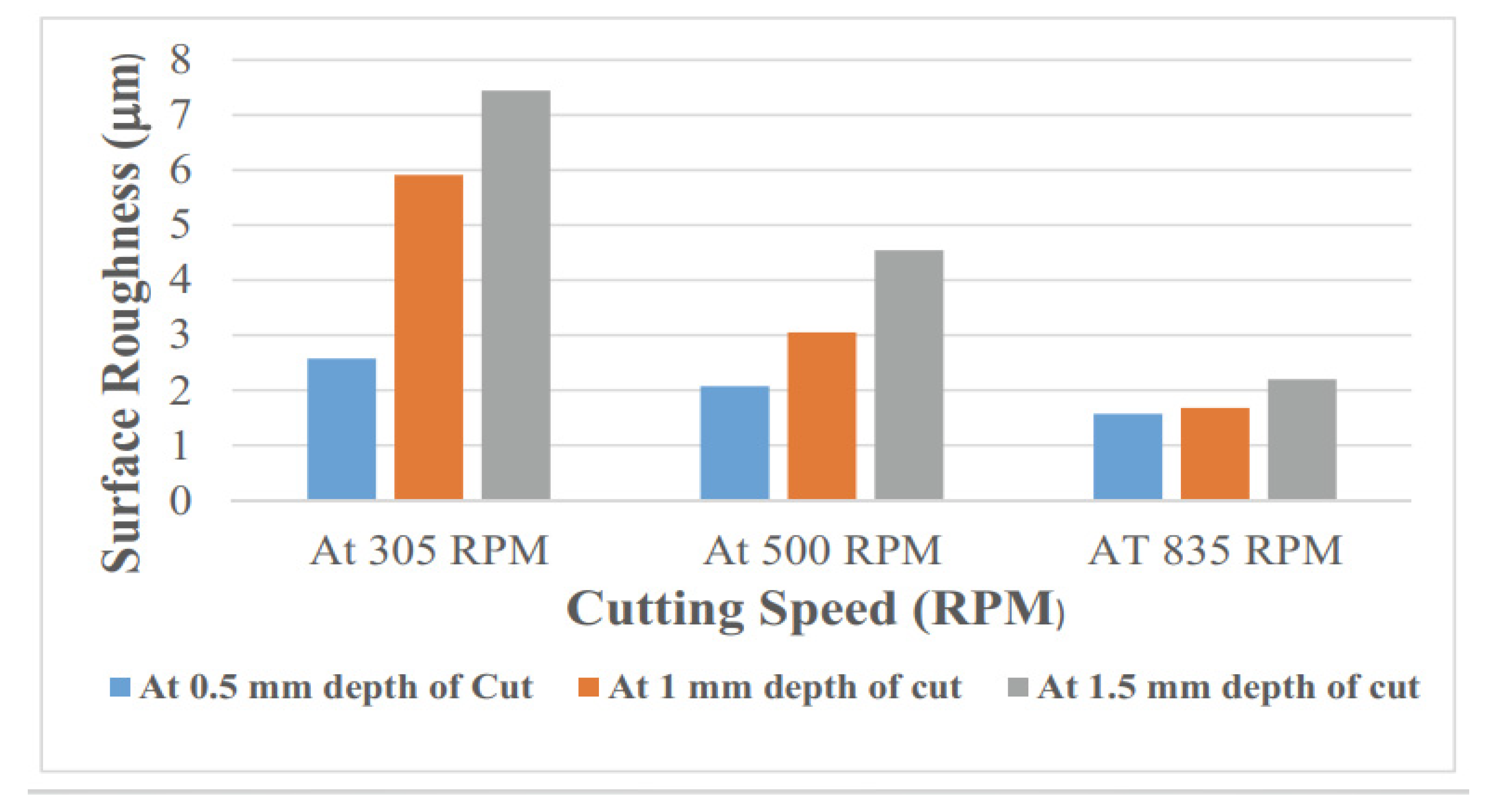
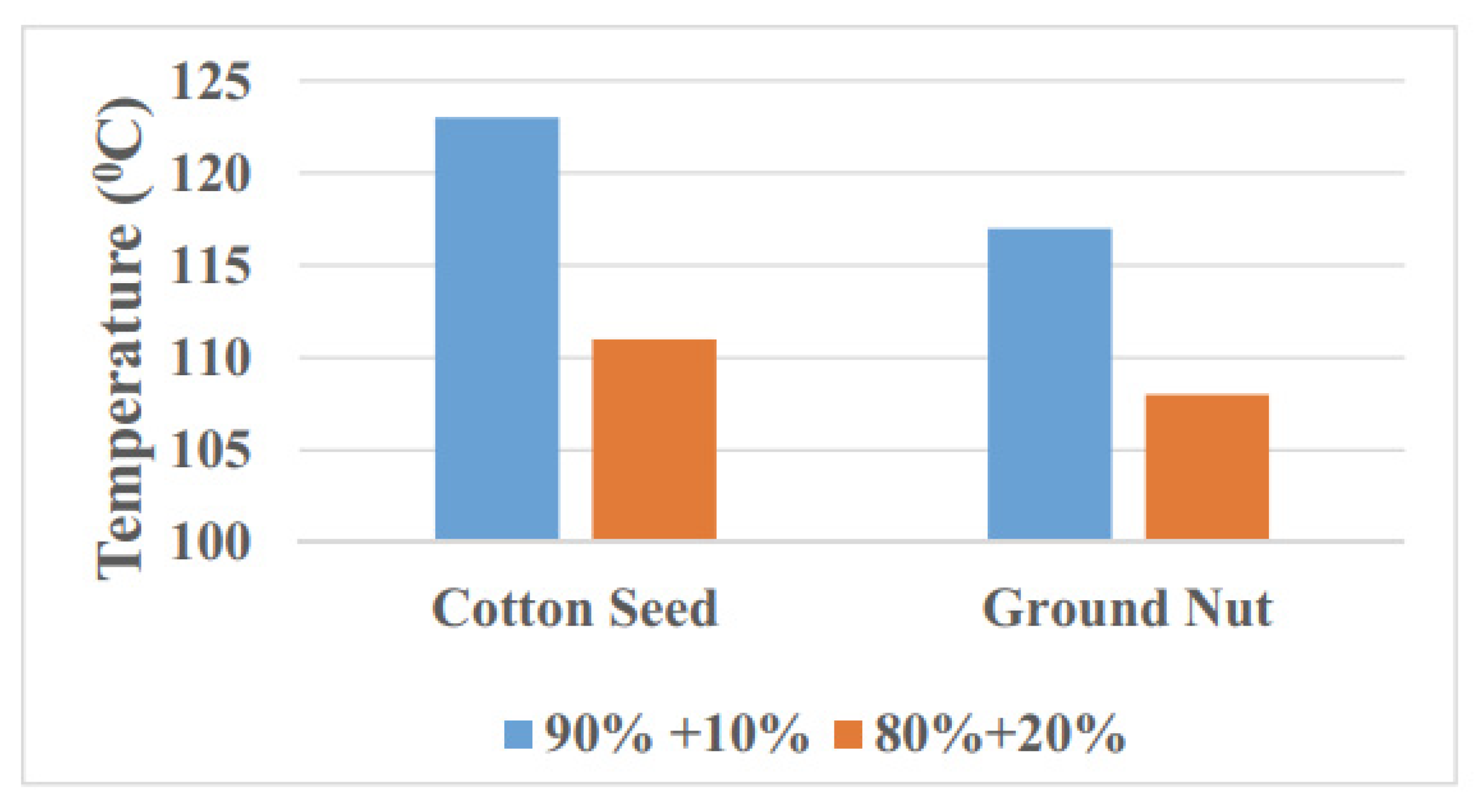
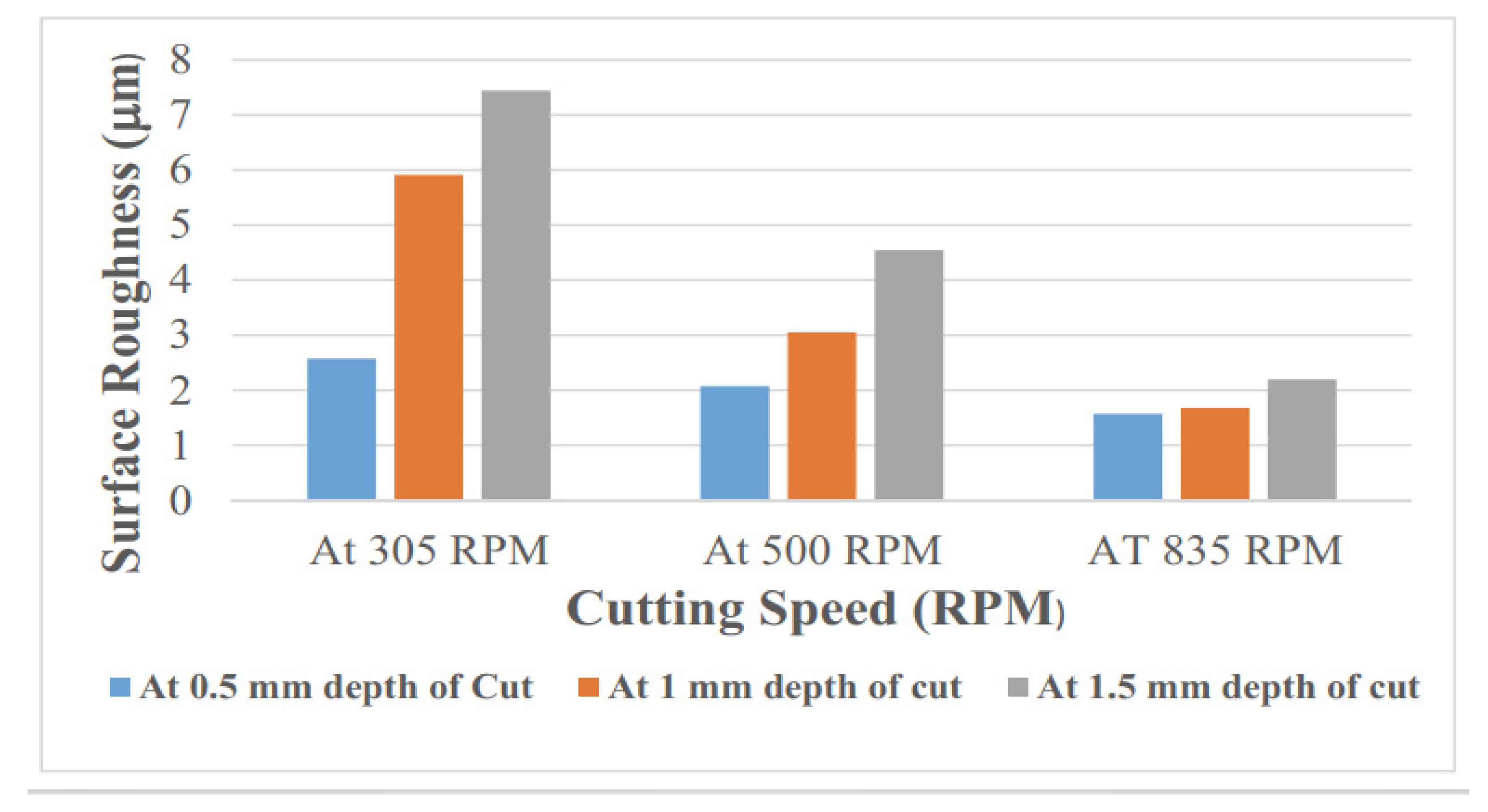
| 7 | Groundnut oil | Emulsifier | EN 24 Steel | VC = (305, 500, 835) rpm DOC = (0.5, 1, 1.5) mm | VC = 835 rpm DOC = 1.5 mm | Ra, Temperature | Groundnut Oil performed dominantly to reduce the cutting temperature in comparison to Cottonseed Oil. | [83] |
| 8 | False Walnut oil, Groundnut oil | Tween 80 Emulsifier, Butyl Hydro Toluene, Banana Sap, Distilled Water | AISI 1330 Steel | VC = (28, 35, 42) m/min DOC = (0.3, 0.6, 0.9) mm FR = (0.124, 0.178, 0.249) mm/rev | VC = 42 m/min DOC = 0.3 mm FR = 0.178 mm/rev | Ra | Just like mineral oils, vegetable oils perform better in an emulsion state. | [85] |
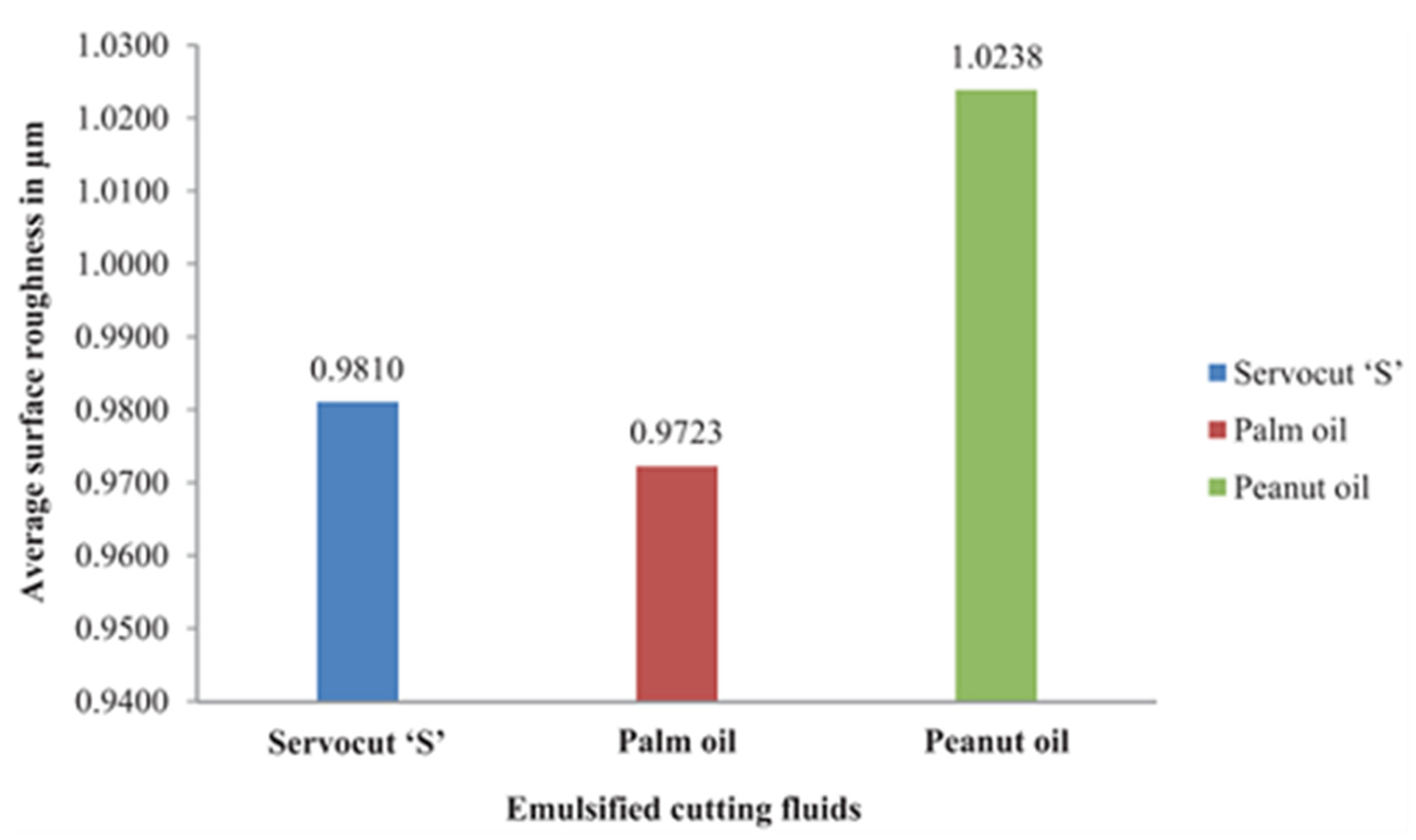
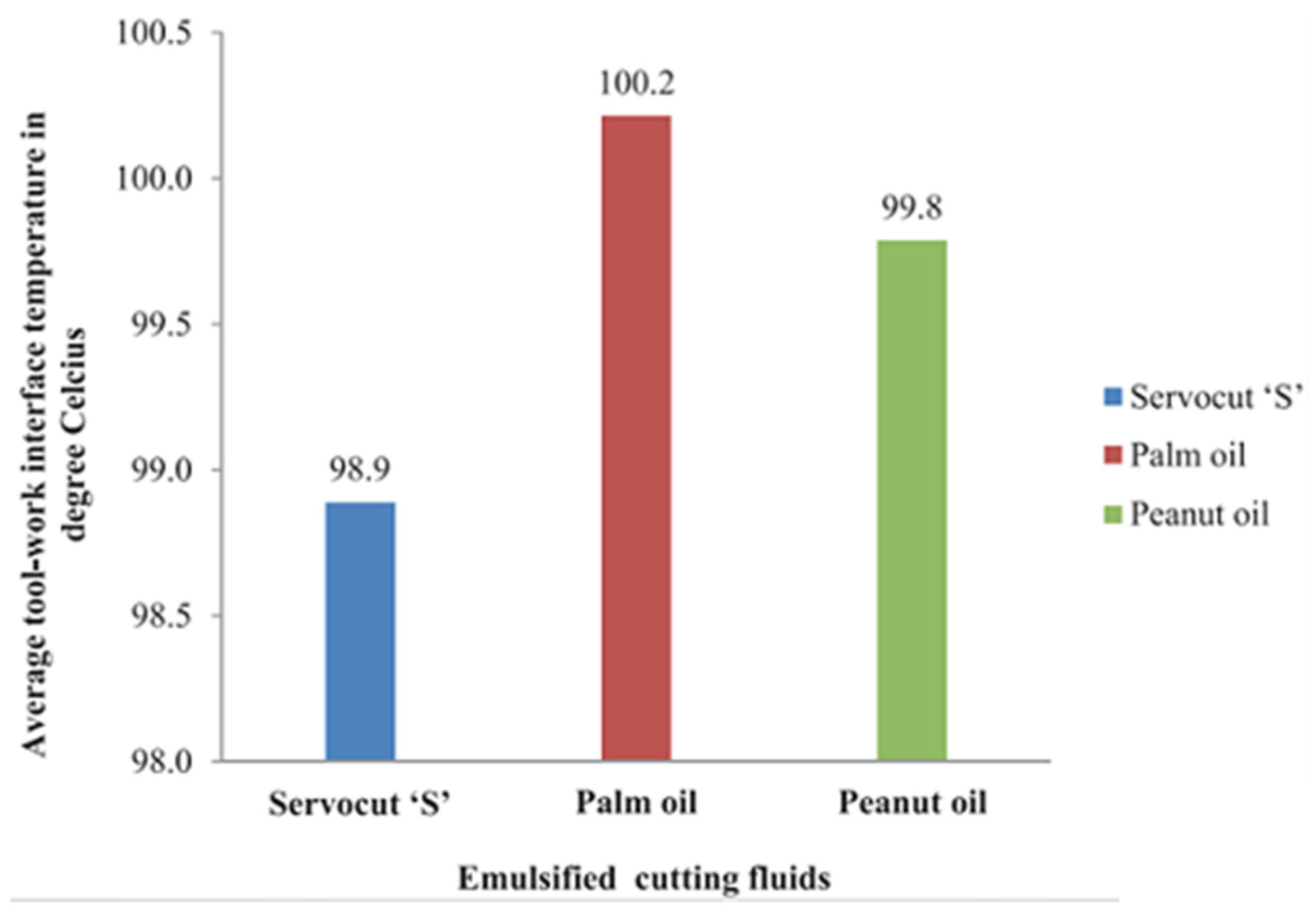
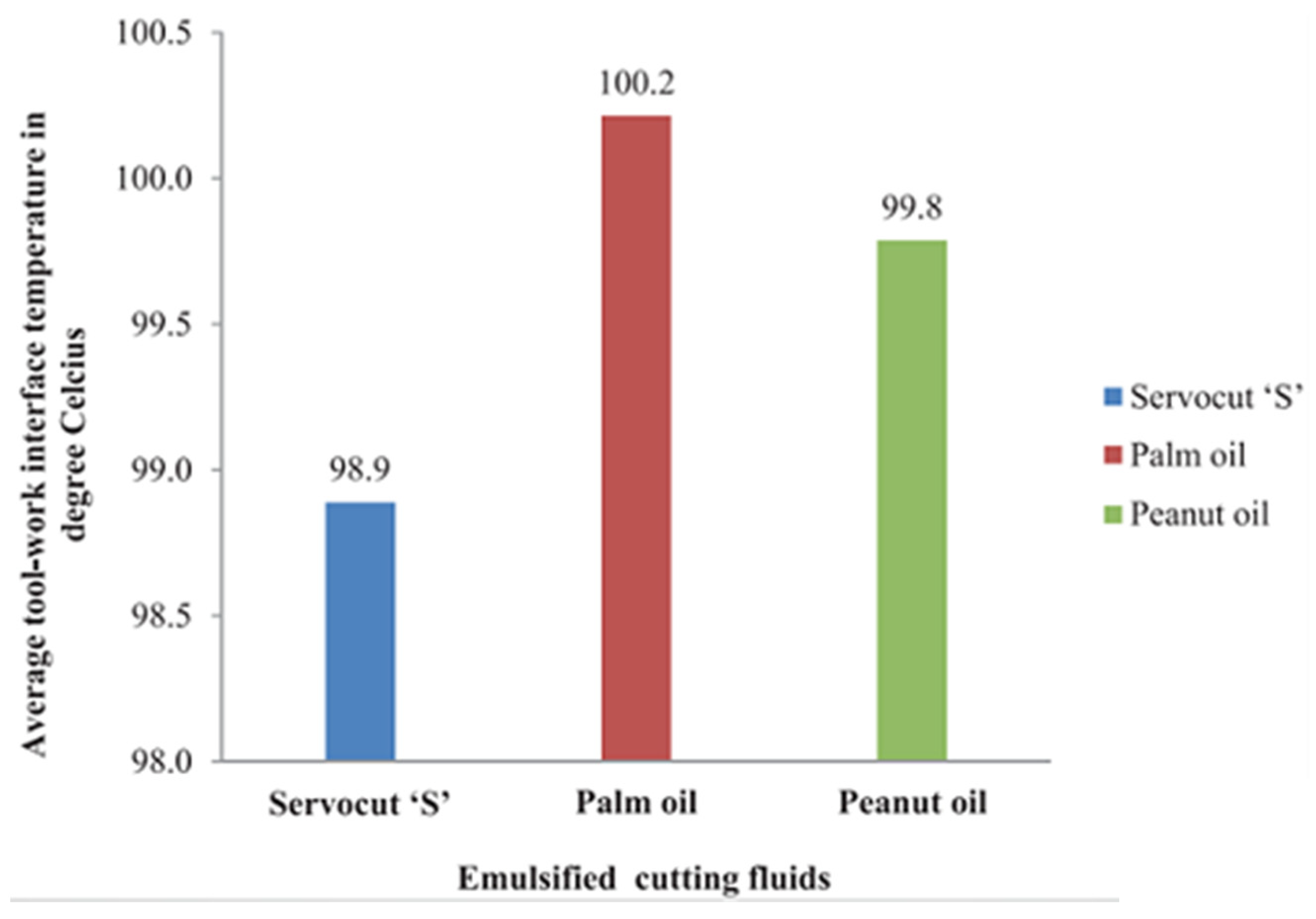
| 9 | Peanut oil, Palm oil | Emulsifier | AISI 1045 Steel | VC = (3200, 3400, 3600)rpm, FR = (0.1, 0.15, 0.2)mm/rev, DOC = (0.1, 0.15, 0.2)mm | VC = 3200 rpm, FR = 0.1 mm/rev, DOC = 0.1 mm | Ra, Temperature | Palm Oil emulsion can be utilized as a cutting fluid to enhance surface quality and ensure biodegradability. | [86] |
| 10 | Palm oil, Coconut oil | Surfactant | Titanium Alloy (TC4) | VC = 90, 108, 140, 215 m/min, FR = 0.10, 0.15, 0.20, 0.25 mm/rev, DOC = 0.3, 0.6, 0.9, 1.2 mm | VC = 90 m/min, FR = 0.10 mm/rev, DOC = 0.3 mm | Tool Wear, Temperature, Chip Reduction Co-efficient | Palm oil possesses excellent properties as a cutting fluid when compared to Coconut Oil in terms of temperature, tool wear and chip reduction coefficient. | [87] |
| 11 | Melon seed oil, Beniseed oil | Emulsifier, Biocide, Anti- corrosive Agent, Antioxidant | AISI 304 L Steel | VC = (93, 126, 159) rpm DOC = (0.8, 1, 1.2) mm FR = (0.5, 0.7, 0.9) mm/rev | VC = 159 rpm DOC = 1 mm FR = 0.9 mm/rev | Ra, Temperature | The fatty acid composition and properties like flashpoints, density, etc., enable emulsions of vegetable oil to be used as cutting fluids. | [88] |
3.2. Non-Edible Vegetable Oils as Cutting Fluids for Turning Operation
| Sr. No. | Vegetable Oil | Additives Used | Workpiece Material | Cutting Parameters | Optimised Cutting Parameters | Investigated Parameters | Remarks | Ref. |
|---|---|---|---|---|---|---|---|---|
| 1 | Jatropha oil, Pongamia oil | No Additive | AA6061 | VC = (800, 1270, 1600) rpm DOC = (0.5, 1, 1.5) mm FR = (0.1, 0.175, 0.250) mm/rev | VC = 1600 rpm DOC = 0.5 mm FR = 0.1 mm/rev | Ra, Cutting Force | Epoxidation of vegetable oils improves their oxidative stability to use them as cutting fluids. | [89] |
| 2 | Jatropha oil | Boron Nitride | AISI 1045 | VC = 350 m/min FR = 0.08 mm/min | Cutting parameters were kept constant. | Cutting Force, Temperature | Non-edible oils have all the desirable characteristics to apply them as cutting fluids just like edible oils. | [90] |
| 3 | Jatropha oil | Emulsifier, Anticorrosive agent (banana plant juice), Antioxidant, Biocide | VC = (500, 630, 800, 1250) rpm DOC = (0.3, 0.65, 1, 1.24) mm FR = (0.52, 0.65, 0.82, 1) mm/rev | VC = 1250 rpm DOC = 1 mm FR = 1 mm/rev | Ra, Tool Wear | Special focus must be on the selection of additives of biodegradable nature, just like Banana plant juice has been used as an anti-corrosive agent. | [91] | |
| 4 | Sesame oil | Sodium Dodecyl Sulfate | AISI 1040 Steel | VC = 80 m/min DOC = 0.5 mm FR = 0.161 mm/rev | Cutting parameters were kept constant. | Ra, Tool Wear, Cutting Force, Temperature | Increasing the concentration of nanoparticles increases specific heat and thermal conductivity. So proper concentration of nanoparticles in fluids plays a vital role. | [94] |
| 5 | Neem oil | No Additive | Mild Steel | VC = (58, 85, 125, 180, 260, 540) rpm DOC = 6 mm FR = (1, 0.8, 0.6, 0.4, 0.2) mm/rev | VC = 58 rpm FR = 1 mm/rev | Temperature | Neem oil reduces cutting zone temperature and is anti-bacterial, so it is a good cutting fluid. | [95] |
| 6 | Jojoba oil | Nano MoS2 Particles | Ti-6Al-4V Alloy | VC = 80 m/min DOC = 0.4 mm FR = 0.16 mm/rev | Cutting parameters were kept constant. | Ra, Cutting Force | The adequate concentration of nanoparticles in cutting fluids improves their performance. | [96] |
| 7 | Gingelly oil | No Additive | AISI 1014 | VC = 328 m/min DOC = (0.25, 0.5) mm FR = 0.6 mm/rev | Cutting parameters were kept constant. | Ra, Cutting Force | Gingelly oil, due to its better lubricating properties, is an excellent alternative as a cutting fluid. | [97] |
4. Application of Vegetable Oil-Based Cutting Fluids for Drilling Operation
4.1. Edible Vegetable Oils as Cutting Fluids for Drilling Operation
4.2. Non-Edible Vegetable Oils as Cutting Fluids for Drilling Operation
5. Application of Vegetable Oil-Based Cutting Fluids for Milling Operation
5.1. Edible Vegetable Oils as Cutting Fluids for Milling Operation
5.2. Non-Edible Vegetable Oils as Cutting Fluids for Milling Operation
6. Discussion
7. Conclusions
- Optimized cutting conditions (speed, feed, depth of cut and cutting environment) help in minimum tool wear, roughness, cutting forces and power consumption. An increase in productivity is noticed at optimum conditions.
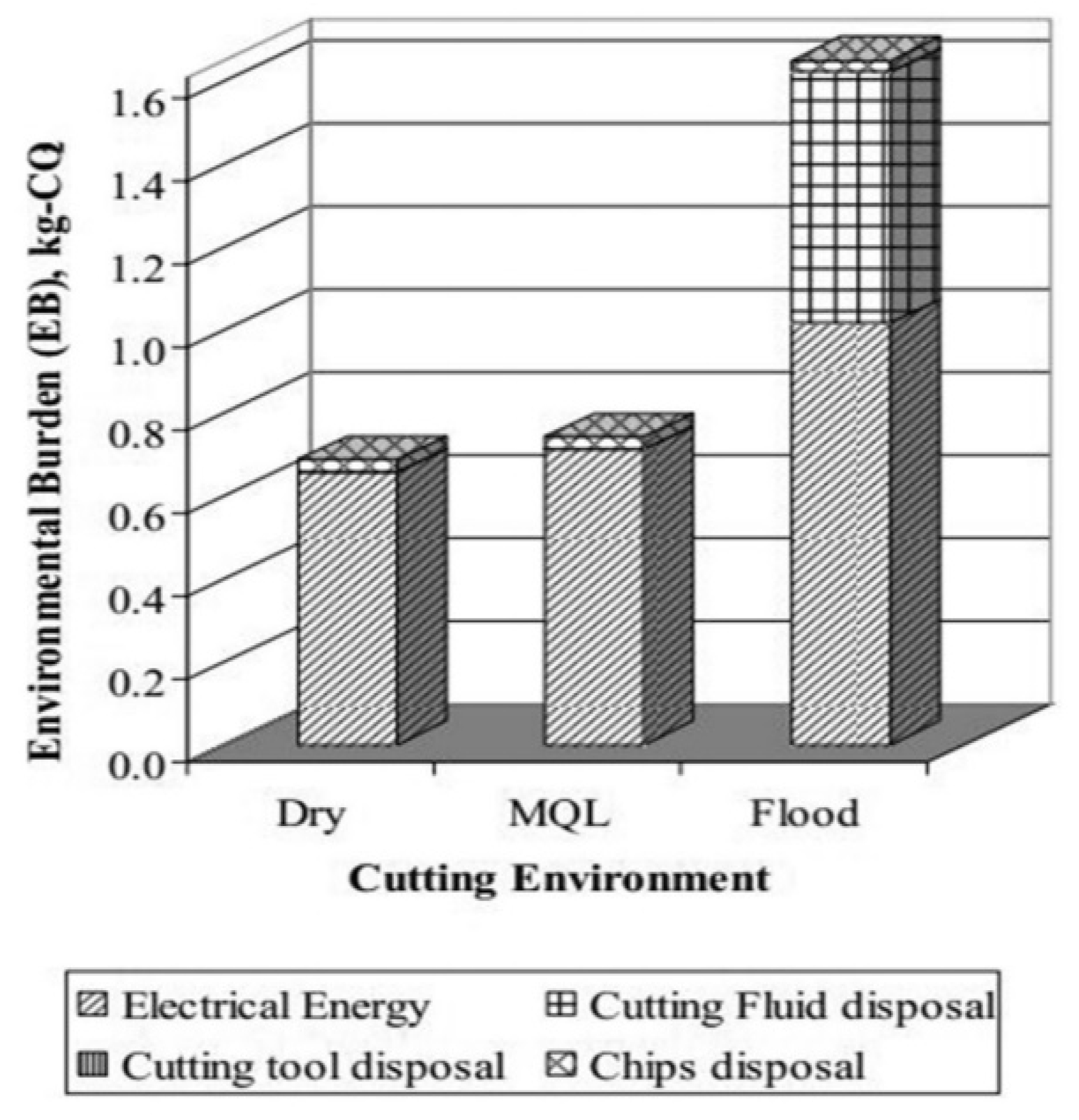
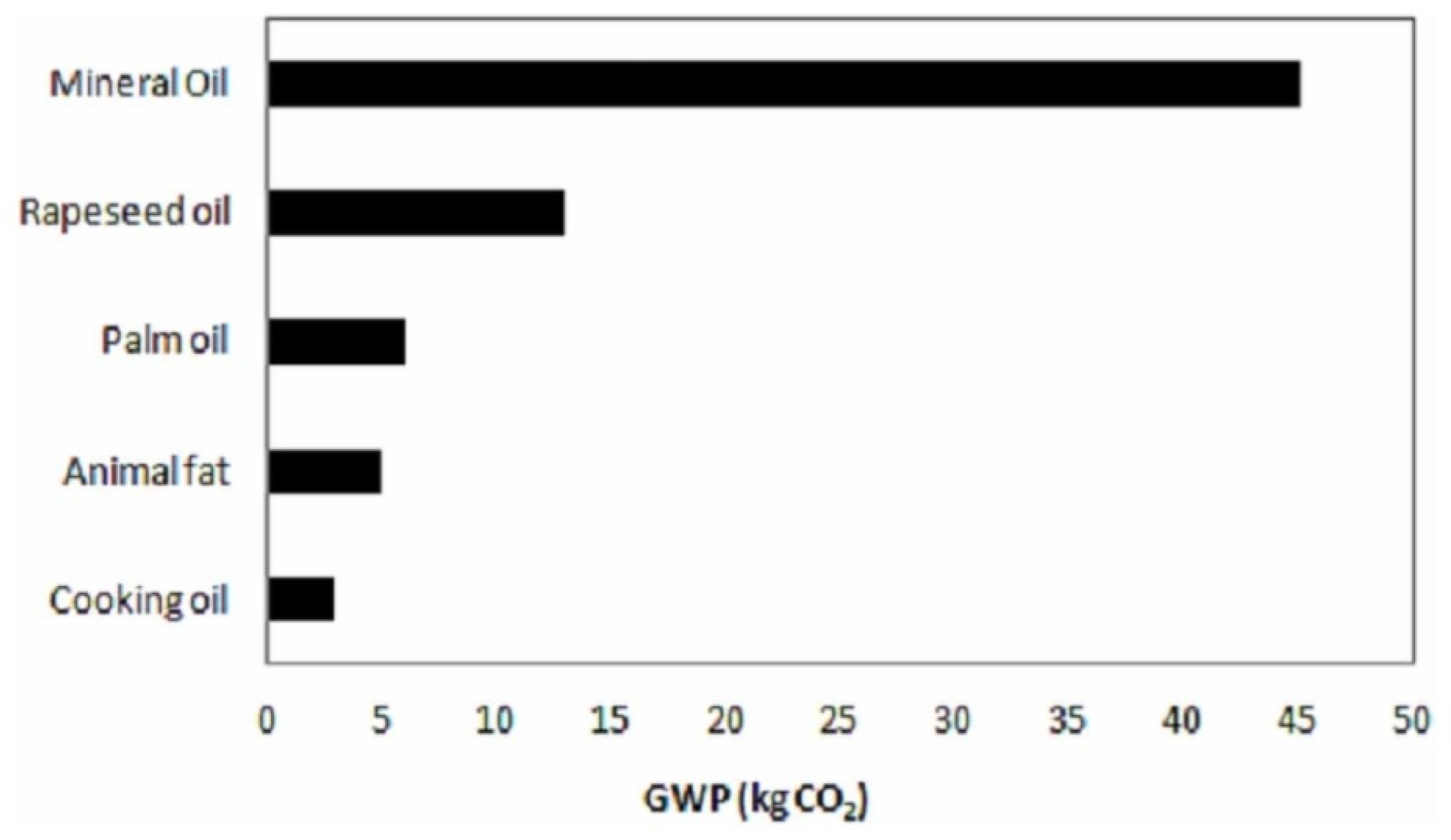
- Although cutting fluid is a basic requirement when materials are hard to cut, but mostly these cutting fluids are composed of mineral oils causing serious harm to human health and the environment as well. Consequently, it is needed to opt for other alternative options like dry machining, MQL, emulsions, nano cutting fluids etc.
- Minimum quantity lubrication is a better technique compared to flooding when cooling is the major requirement. This is an environmentally friendly and cost-effective approach.
- Edible vegetable oils like Groundnut oil, Walnut oil, Soyabean oil, Sunflower oil, Mustard oil, Cottonseed oil, Coconut oil etc. have been successfully used as cutting fluids. However, keeping the food security aspect in view non-edible oils like Castor oil, Jatropha oil, Gingelly oil, Karanja oil, Neem oil etc. have proved to be excellent choices as cutting fluids.
- It depends upon the cutting requirement (i.e., workpiece and tool material) that how to use a vegetable oil can be beneficial. Vegetable oils in their neat form, in emulsion form, and mixing different vegetable oils are useful options when machining.
- The low thermal conductivity of the vegetable oils is improved by the addition of highly thermally conductive nanoparticles. Nanoparticles of silver, boric acid, graphite, carbon and molybdenum disulphide (MoS2) have been used as additives.
- High concentrations of nanoparticles affect the surface finish by infusion of nanoparticles in the surface and getting trimmed by the upcoming particles. The rolling of nanoparticles formulates a lubrication film that can shear easily and thus providing better surface polish.
- The best way to utilise vegetable oils as cutting fluids is to supply their nanofluids in adequate concentrations to the cutting zone using the MQL technique. Additionally, the focus must be on the selection of non-edible vegetable oils.
8. Future Work
- The performance of vegetable oils may limit due to less oxidative stability and low corrosion resistance. So biodegradable and appropriate additives, e.g., anti-corrosive agents, biocides, emulsifiers, antioxidants, must be used to formulate novel vegetable oil-based cutting fluids.
- Vegetable oils have poor thermal conductivity. So proper concentrations of nanoparticles like graphene, graphite, copper, MoS2, etc., can be used as additives to improve the thermal conductivity of vegetable oil-based cutting fluids.
- The concept of using hybrid nanofluids i.e., combination of different nanoparticles in a fluid, is additionally an emerging idea.
- A very large amount of cutting fluids is consumed for machining hard materials. Techniques like minimum quantity lubrication must be adopted to cut down the usage of cutting fluids as the flooding method is not cost-effective.
- Non-edible vegetable oils like Karanja, Neem, Honge, Castor, Jatropha, etc. must be utilized as cutting fluids so that the food supply chain is not damaged.
Author Contributions
Funding
Institutional Review Board Statement
Informed Consent Statement
Data Availability Statement
Conflicts of Interest
Abbreviations
| Ra | Surface roughness |
| MWF | Metal working fluid |
| CF | Cutting fluid |
| MO | Mineral oil |
| DOC | Depth of cut |
| VC | Cutting speed |
| VO | Vegetable oil |
| GWP | Global Warming Potential |
| MQL | Minimum quantity lubrication |
| FR | Feed rate |
| CNT | Carbon nano tube |
| MWNCT | Multiwalled nano carbon Tube |
| NMQL | Nanoparticles based MQL |
| SS | Stainless steel |
| HSS | High speed steel |
| COF | Co-efficient of friction |
References
- Xavior, M.A.; Adithan, M. Determining the influence of cutting fluids on tool wear and surface roughness during turning of AISI 304 austenitic stainless steel. J. Mater. Process. Technol. 2009, 209, 900–909. [Google Scholar] [CrossRef]
- Madanchi, N.; Thiede, S.; Gutowski, T.; Herrmann, C. Modeling the impact of cutting fluid strategies on environmentally conscious machining systems. Procedia CIRP 2019, 80, 150–155. [Google Scholar] [CrossRef]
- Ozcelik, B.; Kuram, E.; Demirbas, E.; Şik, E. Optimization of surface roughness in drilling using vegetable-based cutting oils developed from sunflower oil. Ind. Lubr. Tribol. 2011, 63, 271–276. [Google Scholar] [CrossRef]
- Gulzar, M.; Masjuki, H.H.; Kalam, M.A.; Varman, M.; Fattah, I.M.R. Oil filter modification for biodiesel–fueled engine: A pathway to lubricant sustainability and exhaust emissions reduction. Energy Convers. Manag. 2015, 91, 168–175. [Google Scholar] [CrossRef]
- Liaquat, A.M.; Masjuki, H.H.; Kalam, M.A.; Fattah, I.M.R. Impact of biodiesel blend on injector deposit formation. Energy 2014, 72, 813–823. [Google Scholar] [CrossRef]
- Benedicto, E.; Carou, D.; Rubio, E. Technical, economic and environmental review of the lubrication/cooling systems used in machining processes. Procedia Eng. 2017, 184, 99–116. [Google Scholar] [CrossRef]
- Yan, P.; Rong, Y.; Wang, G. The effect of cutting fluids applied in metal cutting process. Proc. Inst. Mech. Eng. Part B J. Eng. Manuf. 2016, 230, 19–37. [Google Scholar] [CrossRef]
- Katna, R.; Suhaib, M.; Agrawal, N. Nonedible vegetable oil-based cutting fluids for machining processes—A review. Mater. Manuf. Process. 2020, 35, 1–32. [Google Scholar] [CrossRef]
- Debnath, S.; Reddy, M.M.; Yi, Q.S. Environmental friendly cutting fluids and cooling techniques in machining: A review. J. Clean. Prod. 2014, 83, 33–47. [Google Scholar] [CrossRef]
- Koushik, A.V.; Shetty, S.N.; Ramprasad, C. Vegetable oil-based metal working fluids—A review. Int. J. Theor. Appl. Res. Mech. Eng. 2012, 1, 95–101. [Google Scholar]
- Brinksmeier, E.; Meyer, D.; Huesmann-Cordes, A.; Herrmann, C. Metalworking fluids—mechanisms and performance. CIRP Ann. 2015, 64, 605–628. [Google Scholar] [CrossRef] [Green Version]
- Abdalla, H.; Baines, W.; McIntyre, G.; Slade, C. Development of novel sustainable neat-oil metal working fluids for stainless steel and titanium alloy machining. Part 1. Formulation development. Int. J. Adv. Manuf. Technol. 2007, 34, 21–33. [Google Scholar] [CrossRef]
- Soković, M.; Mijanović, K. Ecological aspects of the cutting fluids and its influence on quantifiable parameters of the cutting processes. J. Mater. Process. Technol. 2001, 109, 181–189. [Google Scholar] [CrossRef]
- Shashidhara, Y.; Jayaram, S. Vegetable oils as a potential cutting fluid—An evolution. Tribol. Int. 2010, 43, 1073–1081. [Google Scholar] [CrossRef]
- Benedicto, E.; Rubio, E.M.; Aubouy, L.; Sáenz-Nuño, M.A. Formulation of Sustainable Water-Based Cutting Fluids with Polyol Esters for Machining Titanium Alloys. Metals 2021, 11, 773. [Google Scholar] [CrossRef]
- Adler, D.P.; Hii, W.W.-S.; Michalek, D.J.; Sutherland, J.W. Examining the role of cutting fluids in machining and efforts to address associated environmental/health concerns. Mach. Sci. Technol. 2006, 10, 23–58. [Google Scholar] [CrossRef]
- Amrita, M.; Srikant, R.; Sitaramaraju, A.; Prasad, M.; Krishna, P.V. Preparation and characterization of properties of nanographite-based cutting fluid for machining operations. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2014, 228, 243–252. [Google Scholar] [CrossRef]
- Gajrani, K.K.; Sankar, M.R. Past and current status of eco-friendly vegetable oil based metal cutting fluids. Mater. Today Proc. 2017, 4, 3786–3795. [Google Scholar] [CrossRef]
- Gupta, K.; Laubscher, R.; Davim, J.P.; Jain, N. Recent developments in sustainable manufacturing of gears: A review. J. Clean. Prod. 2016, 112, 3320–3330. [Google Scholar] [CrossRef]
- Junior, A.S.A.; Sales, W.F.; da Silva, R.B.; Costa, E.S.; Machado, Á.R. Lubri-cooling and tribological behavior of vegetable oils during milling of AISI 1045 steel focusing on sustainable manufacturing. J. Clean. Prod. 2017, 156, 635–647. [Google Scholar] [CrossRef]
- Agrawal, S.M.; Patil, N.G. Investigation into Dry Machining as Environment Friendly Drilling of Ceramic Reinforced Aluminium Matrix Composites. Technology 2020, 11, 845–850. [Google Scholar]
- Khanna, N.; Shah, P.; de Lacalle, L.N.L.; Rodríguez, A.; Pereira, O. In pursuit of sustainable cutting fluid strategy for machining Ti-6Al-4V using life cycle analysis. Sustain. Mater. Technol. 2021, 29, e00301. [Google Scholar] [CrossRef]
- Sen, B.; Mia, M.; Krolczyk, G.; Mandal, U.K.; Mondal, S.P. Eco-friendly cutting fluids in minimum quantity lubrication assisted machining: A review on the perception of sustainable manufacturing. Int. J. Precis. Eng. Manuf. Green Technol. 2019, 8, 249–280. [Google Scholar] [CrossRef] [Green Version]
- Khanna, N.; Shah, P.; Wadhwa, J.; Pitroda, A.; Schoop, J.; Pusavec, F. Energy consumption and lifecycle assessment comparison of cutting fluids for drilling titanium alloy. Procedia CIRP 2021, 98, 175–180. [Google Scholar] [CrossRef]
- Boswell, B.; Islam, M.N.; Davies, I.J.; Ginting, Y.; Ong, A.K. A review identifying the effectiveness of minimum quantity lubrication (MQL) during conventional machining. Int. J. Adv. Manuf. Technol. 2017, 92, 321–340. [Google Scholar] [CrossRef] [Green Version]
- Osman, K.A.; Ünver, H.Ö.; Şeker, U. Application of minimum quantity lubrication techniques in machining process of titanium alloy for sustainability: A review. Int. J. Adv. Manuf. Technol. 2019, 100, 2311–2332. [Google Scholar] [CrossRef]
- Madhukar, S.; Shravan, A.; Vidyanand, P.; Reddy, G.S. A critical review on minimum quantity lubrication (MQL) coolant system for machining operations. Int. J. Curr. Eng. Int. J. Curr. Eng. Technol. 2016, 6, 1745–1751. [Google Scholar]
- Ramadhas, A.; Jayaraj, S.; Muraleedharan, C. Use of vegetable oils as IC engine fuels—A review. Renew. Energy 2004, 29, 727–742. [Google Scholar] [CrossRef]
- Winter, M.; Bock, R.; Herrmann, C. Investigation of a new ecologically benign metalworking fluid in abrasive machining processes to substitute mineral oil based fluids. Procedia CIRP 2012, 1, 393–398. [Google Scholar] [CrossRef] [Green Version]
- Shokrani, A.; Dhokia, V.; Newman, S.T. Environmentally conscious machining of difficult-to-machine materials with regard to cutting fluids. Int. J. Mach. Tools Manuf. 2012, 57, 83–101. [Google Scholar] [CrossRef] [Green Version]
- Srikant, R.; Ramana, V. Performance evaluation of vegetable emulsifier based green cutting fluid in turning of American Iron and Steel Institute (AISI) 1040 steel—An initiative towards sustainable manufacturing. J. Clean. Prod. 2015, 108, 104–109. [Google Scholar] [CrossRef]
- Rajmohan, T.; Chakravarthy, V.K.; Nandakumar, A.; Kumar, S.S. Eco Friendly Machining Processes for Sustainability-Review. IOP Conf. Ser. Mater. Sci. Eng. 2020, 954, 012044. [Google Scholar] [CrossRef]
- Saravanakumar, M.; Tamilselvam, P.; Subramanian, M.; Somu, C. Eco-Friendly Machining of Super Duplex Stainless Steel (Uns S32760) under Nitrogen Gas Cooled and Vegetable Oil Based Mql System. PalArch’s J. Archaeol. Egypt Egyptol. 2020, 17, 5267–5295. [Google Scholar]
- Osama, M.; Singh, A.; Walvekar, R.; Khalid, M.; Gupta, T.C.S.M.; Yin, W.W. Recent developments and performance review of metal working fluids. Tribol. Int. 2017, 114, 389–401. [Google Scholar] [CrossRef]
- Mahadi, M.; Choudhury, I.; Azuddin, M.; Yusoff, N.; Yazid, A.; Norhafizan, A. Vegetable Oil-Based Lubrication in Machining: Issues and Challenges. IOP Conf. Ser. Mater. Sci. Eng. 2019, 530, 012003. [Google Scholar] [CrossRef]
- Wang, Y.; Li, C.; Zhang, Y.; Yang, M.; Li, B.; Jia, D.; Hou, Y.; Mao, C. Experimental evaluation of the lubrication properties of the wheel/workpiece interface in minimum quantity lubrication (MQL) grinding using different types of vegetable oils. J. Clean. Prod. 2016, 127, 487–499. [Google Scholar] [CrossRef]
- Zainal, N.; Zulkifli, N.; Gulzar, M.; Masjuki, H. A review on the chemistry, production, and technological potential of bio-based lubricants. Renew. Sustain. Energy Rev. 2018, 82, 80–102. [Google Scholar] [CrossRef]
- Fattah, I.M.R.; Masjuki, H.H.; Kalam, M.A.; Mofijur, M.; Abedin, M.J. Effect of antioxidant on the performance and emission characteristics of a diesel engine fueled with palm biodiesel blends. Energy Convers. Manag. 2014, 79, 265–272. [Google Scholar] [CrossRef]
- Fattah, I.M.R.; Masjuki, H.H.; Kalam, M.A.; Hazrat, M.A.; Masum, B.M.; Imtenan, S.; Ashraful, A.M. Effect of antioxidants on oxidation stability of biodiesel derived from vegetable and animal based feedstocks. Renew. Sustain. Energy Rev. 2014, 30, 356–370. [Google Scholar] [CrossRef]
- Mattson, F.; Lutton, E. The specific distribution of fatty acids in the glycerides of animal and vegetable fats. J. Biol. Chem. 1958, 233, 868–871. [Google Scholar] [CrossRef]
- Padmini, R.; Krishna, P.V.; Rao, G.K.M. Effectiveness of vegetable oil based nanofluids as potential cutting fluids in turning AISI 1040 steel. Tribol. Int. 2016, 94, 490–501. [Google Scholar] [CrossRef]
- Fattah, I.M.R.; Ong, H.C.; Mahlia, T.M.I.; Mofijur, M.; Silitonga, A.S.; Rahman, S.M.A.; Ahmad, A. State of the Art of Catalysts for Biodiesel Production. Front. Energy Res. 2020, 8. [Google Scholar] [CrossRef]
- Mannekote, J.K.; Kailas, S.V.; Venkatesh, K.; Kathyayini, N. Environmentally friendly functional fluids from renewable and sustainable sources-A review. Renew. Sustain. Energy Rev. 2018, 81, 1787–1801. [Google Scholar] [CrossRef]
- Shabgard, M.; Seyedzavvar, M.; Mohammadpourfard, M. Experimental investigation into lubrication properties and mechanism of vegetable-based CuO nanofluid in MQL grinding. Int. J. Adv. Manuf. Technol. 2017, 92, 3807–3823. [Google Scholar] [CrossRef]
- Ruggiero, A.; D’Amato, R.; Merola, M.; Valašek, P.; Müller, M. Tribological characterization of vegetal lubricants: Comparative experimental investigation on Jatropha curcas L. oil, Rapeseed Methyl Ester oil, Hydrotreated Rapeseed oil. Tribol. Int. 2017, 109, 529–540. [Google Scholar] [CrossRef]
- Talib, N.; Nasir, R.; Rahim, E. Tribological behaviour of modified jatropha oil by mixing hexagonal boron nitride nanoparticles as a bio-based lubricant for machining processes. J. Clean. Prod. 2017, 147, 360–378. [Google Scholar] [CrossRef]
- Talib, N.; Rahim, E. Performance of modified jatropha oil in combination with hexagonal boron nitride particles as a bio-based lubricant for green machining. Tribol. Int. 2018, 118, 89–104. [Google Scholar] [CrossRef]
- Razzaq, L.; Mujtaba, M.A.; Soudagar, M.E.M.; Ahmed, W.; Fayaz, H.; Bashir, S.; Fattah, I.M.R.; Ong, H.C.; Shahapurkar, K.; Afzal, A.; et al. Engine performance and emission characteristics of palm biodiesel blends with graphene oxide nanoplatelets and dimethyl carbonate additives. J. Environ. Manag. 2021, 282, 111917. [Google Scholar] [CrossRef]
- Mujtaba, M.A.; Masjuki, H.H.; Kalam, M.A.; Noor, F.; Farooq, M.; Ong, H.C.; Gul, M.; Soudagar, M.E.M.; Bashir, S.; Fattah, I.M.R.; et al. Effect of Additivized Biodiesel Blends on Diesel Engine Performance, Emission, Tribological Characteristics, and Lubricant Tribology. Energies 2020, 13, 3375. [Google Scholar] [CrossRef]
- Garcés, R.; Martínez-Force, E.; Salas, J.J. Vegetable oil basestocks for lubricants. Grasas Aceites 2011, 62, 21–28. [Google Scholar] [CrossRef] [Green Version]
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. Evaluation of vegetable and mineral oil-in-water emulsion cutting fluids in turning AISI 4340 steel with coated carbide tools. J. Clean. Prod. 2014, 66, 610–618. [Google Scholar] [CrossRef]
- Vasim, A.S.; Nourredine, B. Using Vegetable-Oil-Based Sustainable Metal Working Fluids to Promote Green Manufacturing. Int. J. Manuf. Mater. Mech. Eng. 2020, 10, 1–19. [Google Scholar]
- Ong, H.C.; Tiong, Y.W.; Goh, B.H.H.; Gan, Y.Y.; Mofijur, M.; Fattah, I.M.R.; Chong, C.T.; Alam, M.A.; Lee, H.V.; Silitonga, A.S.; et al. Recent advances in biodiesel production from agricultural products and microalgae using ionic liquids: Opportunities and challenges. Energy Convers. Manag. 2021, 228, 113647. [Google Scholar] [CrossRef]
- Cheng, C.; Phipps, D.; Alkhaddar, R.M. Treatment of spent metalworking fluids. Water Res. 2005, 39, 4051–4063. [Google Scholar] [CrossRef] [PubMed]
- Schmidt, J.H. Life cycle assessment of five vegetable oils. J. Clean. Prod. 2015, 87, 130–138. [Google Scholar] [CrossRef]
- Rahman, S.M.A.; Fattah, I.M.R.; Ong, H.C.; Ashik, F.R.; Hassan, M.M.; Murshed, M.T.; Imran, M.A.; Rahman, M.H.; Rahman, M.A.; Hasan, M.A.M.; et al. State-of-the-Art of Establishing Test Procedures for Real Driving Gaseous Emissions from Light- and Heavy-Duty Vehicles. Energies 2021, 14, 4195. [Google Scholar] [CrossRef]
- Amoo, L.M.; Fagbenle, R.L. Climate change in developing nations of the world. In Applications of Heat, Mass and Fluid Boundary Layers; Elsevier: Amsterdam, The Netherlands, 2020; pp. 437–471. [Google Scholar]
- Lawal, S.A.; Choudhury, I.A.; Nukman, Y. Application of vegetable oil-based metalworking fluids in machining ferrous metals—A review. Int. J. Mach. Tools Manuf. 2012, 52, 1–12. [Google Scholar] [CrossRef]
- Fox, N.; Stachowiak, G. Vegetable oil-based lubricants—A review of oxidation. Tribol. Int. 2007, 40, 1035–1046. [Google Scholar] [CrossRef]
- Zhang, Y.; Li, C.; Jia, D.; Zhang, D.; Zhang, X. Experimental evaluation of MoS2 nanoparticles in jet MQL grinding with different types of vegetable oil as base oil. J. Clean. Prod. 2015, 87, 930–940. [Google Scholar] [CrossRef]
- Khandekar, S.; Sankar, M.R.; Agnihotri, V.; Ramkumar, J. Nano-cutting fluid for enhancement of metal cutting performance. Mater. Manuf. Process. 2012, 27, 963–967. [Google Scholar] [CrossRef]
- Sani, A.S.A.; Rahim, E.A.; Talib, N.; Kamdani, K.; Rahim, M.Z.; Samion, S. Performance evaluation of palm-olein TMP ester containing hexagonal boron nitride and an oil miscible ionic liquid as bio-based metalworking fluids. J. Mech. Eng. 2017, 4, 223–234. [Google Scholar]
- Fattah, I.M.R.; Masjuki, H.H.; Liaquat, A.M.; Ramli, R.; Kalam, M.A.; Riazuddin, V.N. Impact of various biodiesel fuels obtained from edible and non-edible oils on engine exhaust gas and noise emissions. Renew. Sustain. Energy Rev. 2013, 18, 552–567. [Google Scholar] [CrossRef]
- Sankaranarayanan, R.; Hynes, R.J.N.; Kumar, J.S.; Krolczyk, G.M. A comprehensive review on research developments of vegetable-oil based cutting fluids for sustainable machining challenges. J. Manuf. Process. 2021, 67, 286–313. [Google Scholar] [CrossRef]
- Nagendramma, P.; Kaul, S. Development of ecofriendly/biodegradable lubricants: An overview. Renew. Sustain. Energy Rev. 2012, 16, 764–774. [Google Scholar] [CrossRef]
- Grzesik, W. Chapter Ten—Cutting Fluids. In Advanced Machining Processes of Metallic Materials, 2nd ed.; Grzesik, W., Ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 183–195. [Google Scholar]
- Boothroyd, G.; Knight, W.A. Fundamentals of Machining and Machine Tools, 2nd ed.; Marcel Dekker, Inc.: New York, NY, USA, 1989; Volume 28. [Google Scholar]
- Klocke, F.; Kuchle, A. Cutting Fluids. In Manufacturing Processes 1: Cutting; Klocke, F., Ed.; Springer: Berlin/Heidelberg, Germany, 2011; pp. 219–236. [Google Scholar]
- Amrita, M.; Srikant, R.; Sitaramaraju, A. Performance evaluation of nanographite-based cutting fluid in machining process. Mater. Manuf. Process. 2014, 29, 600–605. [Google Scholar] [CrossRef]
- Cai, C.; Liang, X.; An, Q.; Tao, Z.; Ming, W.; Chen, M. Cooling/Lubrication Performance of Dry and Supercritical CO2-Based Minimum Quantity Lubrication in Peripheral Milling Ti-6Al-4V. Int. J. Precis. Eng. Manuf. Green Technol. 2021, 8, 405–421. [Google Scholar] [CrossRef]
- Schey, J. Introduction to Manufacturing Processes; McGraw-Hill: New York, NY, USA, 1987. [Google Scholar]
- Black, S.C.; Chiles, V.; Lissaman, A.J.; Martin, S.J. (Eds.) 10—Cutting Tool Technology. In Principles of Engineering Manufacture, 3rd ed.; Butterworth-Heinemann: Oxford, UK, 1996; pp. 267–315. [Google Scholar]
- Subramaniyana, K.; Jeyasimmanb, D.; Kesavan, J.; Manivannanb, A. Optimization of Surface Roughness Parameters for EN 8 Steel by Tungsten Carbide Tool in Turning Operation. Int. J. Eng. Res. Technol. 2015, 4, 776–781. [Google Scholar]
- Singh, R.K.; Sharma, A.K.; Dixit, A.R.; Mandal, A.; Tiwari, A.K. Experimental investigation of thermal conductivity and specific heat of nanoparticles mixed cutting fluids. Mater. Today Proc. 2017, 4, 8587–8596. [Google Scholar] [CrossRef]
- Sharma, A.K.; Tiwari, A.K.; Dixit, A.R. Characterization of TiO2, Al2O3 and SiO2 nanoparticle based cutting fluids. Mater. Today Proc. 2016, 3, 1890–1898. [Google Scholar] [CrossRef]
- Khrisna, P.V. Effectiveness of Vegetable Oil based Nanofluids in Machining of Steel. Asian J. Multidiscip. Stud. 2019, 2, 49–57. [Google Scholar]
- Shaikh, J.; Sidhu, J. Experimental Investigation and Optimization of Process Parameters in Turning of AISI D2 Steel using Different Lubricant. Int. J. Eng. Adv. Technol. 2014, 3, 189–197. [Google Scholar]
- Ahmad, U.; Azman, A.; Maidin, N.; Anuar, N.A.W.; Rahman, M.A. The Significant Study of using Vegetable Oil as a Cutting Lubricant on Conventional Lathe Machine. IOP Conf. Ser. Mater. Sci. Eng. 2020, 834, 012014. [Google Scholar] [CrossRef]
- Ezilarasan, C.; Nagaraj, M.S.; Kumar, A.J.P.; Velayudham, A.; Betala, R. Experimental analysis of process parameters in drilling nimonic C263 alloy under nano fluid mixed MQL environment. Manuf. Rev. 2021, 8, 2. [Google Scholar]
- Chauhan, P.; Gupta, A.; Thakur, A.K.; Kumar, R. Comparative Investigation of Different Types of Cutting Fluid in Minimum Quantity Lubrication Machining Using CFD. In Advances in Metrology and Measurement of Engineering Surfaces; Springer: Berlin/Heidelberg, Germany, 2021; pp. 199–207. [Google Scholar]
- Revankar, G.D.; Shetty, R.; Rao, S.S.; Gaitonde, V.N. Analysis of surface roughness and hardness in titanium alloy machining with polycrystalline diamond tool under different lubricating modes. Mater. Res. 2014, 17, 1010–1022. [Google Scholar] [CrossRef] [Green Version]
- Ogedengbe, T.S.; Awe, P.; Joseph, O.I. Comparative Analysis of Machining Stainless Steel using Soluble and Vegetable oils as Cutting Fluids. Int. J. Eng. Mater. Manuf. 2019, 4, 33–40. [Google Scholar] [CrossRef] [Green Version]
- Kumar, P.; Ravi, S. Investigation on effects of vegetable-based cutting fluids in turning operation of “EN 24 Steel”. Mater. Today Proc. 2021, 39, 95–99. [Google Scholar] [CrossRef]
- Vieira, J.; Machado, A.; Ezugwu, E. Performance of cutting fluids during face milling of steels. J. Mater. Process. Technol. 2001, 116, 244–251. [Google Scholar] [CrossRef]
- Onuoha, O.J.; Abu, J.O.; Lawal, S.A.; Mudiare, E.; Adeyemi, M.B. Determining the effect of cutting fluids on surface roughness in turning AISI 1330 alloy steel using Taguchi method. Mod. Mech. Eng. 2016, 6, 51–59. [Google Scholar] [CrossRef] [Green Version]
- Dennison, M.S.; Umar, M.M. Data-set collected during turning operation of AISI 1045 alloy steel with green cutting fluids in near dry condition. Data Brief 2020, 32, 106215. [Google Scholar] [CrossRef]
- Chang, K.; Olugu, E.; Yeap, S.; Abdelrhman, A.; Aja, O. Virgin and emulsified vegetable oil on the turning of titanium alloy. Mater. Today Proc. 2021. [Google Scholar] [CrossRef]
- Agu, C.; Lawal, S.; Abolarin, M.; Agboola, J.; Abutu, J.; Awode, E. Multi-response optimisation of machining parameters in turning AISI 304L using different oil-based cutting fluids. Niger. J. Technol. 2019, 38, 364–375. [Google Scholar] [CrossRef]
- Jeevan, T.; Jayaram, S. Performance evaluation of jatropha and pongamia oil based environmentally friendly cutting fluids for turning AA 6061. Adv. Tribol. 2018, 2018, 2425619. [Google Scholar] [CrossRef] [Green Version]
- Talib, N.; Sani, A.S.A.; Hamzah, N.A. Modified Jatropha nano-lubricant as metalworking fluid for machining process. J. Tribol. 2019, 23, 90–96. [Google Scholar]
- Awode, E.I.; Abolarin, M.S.; Lawal, S.A.; Oyewole, A. Performance Evaluation of Jatropha Seed Oil and Mineral Oil-Based Cutting Fluids in Turning AISI 304 Alloy Steel. Int. J. Eng. Mater. Manuf. 2021, 5, 85–97. [Google Scholar] [CrossRef]
- Sarkar, J.; Ghosh, P.; Adil, A. A review on hybrid nanofluids: Recent research, development and applications. Renew. Sustain. Energy Rev. 2015, 43, 164–177. [Google Scholar] [CrossRef]
- Babu, J.R.; Kumar, K.K.; Rao, S.S. State-of-art review on hybrid nanofluids. Renew. Sustain. Energy Rev. 2017, 77, 551–565. [Google Scholar] [CrossRef]
- Gugulothu, S.; Pasam, V.K. Experimental investigation to study the performance of CNT/MoS2 hybrid nanofluid in turning of AISI 1040 stee. Aust. J. Mech. Eng. 2020. [Google Scholar] [CrossRef]
- LKama, J.; Yusuf, M.; Abdulkadir, S. Effects of Different Cutting Fluids on Temperature Reduction on Mild Steel during Machining Operations. ATBU J. Sci. Technol. Educ. 2018, 6, 79–89. [Google Scholar]
- Gaurav, G.; Sharma, A.; Dangayach, G.; Meena, M. Assessment of jojoba as a pure and nano-fluid base oil in minimum quantity lubrication (MQL) hard-turning of Ti-6Al-4V: A step towards sustainable machining. J. Clean. Prod. 2020, 272, 122553. [Google Scholar] [CrossRef]
- Radhika, A.; Agari, S.; Yogesh, K.B. Evaluating machining performance of AlSI 1014 steel using gingelly oil as cutting fluid. Aust. J. Mech. Eng. 2019. [Google Scholar] [CrossRef]
- Pal, A.; Chatha, S.S.; Sidhu, H.S. Experimental investigation on the performance of MQL drilling of AISI 321 stainless steel using nano-graphene enhanced vegetable-oil-based cutting fluid. Tribol. Int. 2020, 151, 106508. [Google Scholar] [CrossRef]
- Rahim, E.A.; Sasahara, H. Performance of palm oil as a biobased machining lubricant when drilling inconel 718. MATEC Web Conf. 2017, 101, 3015. [Google Scholar] [CrossRef]
- Natesha, C.; Amarendra, H.J.; Shashidhara, Y. Studies on Drilling AISI 316L Using Formulated Pongam oil as Straight Cutting Fluid. Appl. Mech. Mater. 2019, 895, 194–199. [Google Scholar] [CrossRef]
- Johnson, R.D.J. Influence of drilling parameters in drilling of Hamc with vegetable based cutting fluid. Adv. Nat. Appl. Sci. 2016, 10, 300–306. [Google Scholar]
- Suvin, P.; Gupta, P.; Horng, J.-H.; Kailas, S.V. Evaluation of a comprehensive non-toxic, biodegradable and sustainable cutting fluid developed from coconut oil. Proc. Inst. Mech. Eng. Part J J. Eng. Tribol. 2020. [Google Scholar] [CrossRef]
- Chatha, S.S.; Pal, A.; Singh, T. Performance evaluation of aluminium 6063 drilling under the influence of nanofluid minimum quantity lubrication. J. Clean. Prod. 2016, 137, 537–545. [Google Scholar] [CrossRef]
- Puttaswamy, J.T.; Ramachandra, J.S. Experimental investigation on the performance of vegetable oil based cutting fluids in drilling AISI 304L using Taguchi technique. Tribol. Online 2018, 13, 50–56. [Google Scholar] [CrossRef] [Green Version]
- Susmitha, M.; Sharan, P.; Jyothi, P. Influence of non-edible vegetable based oil as cutting fluid on chip, surface roughness and cutting force during drilling operation of Mild Steel. IOP Conf. Ser. Mater. Sci. Eng. 2016, 149, 012037. [Google Scholar] [CrossRef]
- Jyothi, P.; Susmitha, M.; Sharan, P. Performance evaluation of NEEM oil and HONGE Oil as cutting fluid in drilling operation of mild steel. IOP Conf. Ser. Mater. Sci. Eng. 2017, 191, 012026. [Google Scholar] [CrossRef] [Green Version]
- Srinivas, M.S.; Panneer, R.; Suvin, P.; Kailas, S.V. Synthesis and testing of novel neem oil-based cutting fluid with ionic liquid additives. In Industry 4.0 and Advanced Manufacturing; Springer: Berlin/Heidelberg, Germany, 2021; pp. 311–322. [Google Scholar]
- Khunt, C.; Makhesana, M.; Patel, K.; Mawandiya, B. Performance assessment of vegetable oil-based minimum quantity lubrication (MQL) in drilling. Mater. Today Proc. 2021, 44, 341–345. [Google Scholar] [CrossRef]
- Cetin, M.H.; Kesen, A.; Korkmaz, S.; Kilincarslan, S.K. Performance evaluation of the nano-silver added vegetable-oil-based cutting fluid in drilling process. Surf. Topogr. Metrol. Prop. 2020, 8, 025029. [Google Scholar] [CrossRef]
- Yanis, M.; Mohruni, A.S.; Sharif, S.; Yani, I.; Arifin, A.; Khona’Ah, B. Application of RSM and ANN in Predicting Surface Roughness for Side Milling Process under Environmentally Friendly Cutting Fluid. J. Phys. Conf. Ser. 2019, 1198, 042016. [Google Scholar] [CrossRef]
- Kamaruddin, A.M.N.A.; Yassin, A.; Mohamaddan, S.; Rajaie, S.A.; Mazlan, M.I.; Total, S.J.; Busrah, R.S. Performance of low cost 3D printed minimum quantity lubrication applicator using palm oil in milling steel. Mater. Sci. Forum 2020, 997, 85–92. [Google Scholar] [CrossRef]
- Narayanan, S.V.; Benjamin, M.; Hariharan, M.V.; Keshav, R.; Raj, D.S. A combined numerical and experimental investigation of minimum quantity lubrication applied to end milling of Ti6Al4V alloy. Mach. Sci. Technol. 2020, 25, 1–28. [Google Scholar] [CrossRef]
- Babu, M.N.; Anandan, V.; Muthukrishnan, N.; Santhanakumar, M. End milling of AISI 304 steel using minimum quantity lubrication. Measurement 2019, 138, 681–689. [Google Scholar] [CrossRef]
- Vishal, R.; Ross, K.N.S.; Manimaran, G.; Gnanavel, B. Impact on Machining of AISI H13 Steel Using Coated Carbide Tool under Vegetable Oil Minimum Quantity Lubrication. Mater. Perform. Charact. 2019, 8, 527–537. [Google Scholar] [CrossRef]
- Abbas, A.T.; Anwar, S.; Abdelnasser, E.; Luqman, M.; Qudeiri, J.E.A.; Elkaseer, A. Effect of Different Cooling Strategies on Surface Quality and Power Consumption in Finishing End Milling of Stainless Steel 316. Materials 2021, 14, 903. [Google Scholar] [CrossRef]
- Singh, P.; Dureja, J.; Singh, H.; Bhatti, M.S. Performance comparison of coated carbide tool under different cooling/lubrication environments during face milling of Inconel-625 and Stainless Steel 304. World J. Eng. 2019, 16, 287–295. [Google Scholar] [CrossRef]
- Gao, W.; Qi, Q.; Dong, L.; Bai, X.; Li, C.; Zhai, M.; Sun, P.; Shan, P. Experimental Analysis of Milling Aluminum Alloy with Oil-Less Lubrication of Nano-Fluid. J. Phys. Conf. Ser. 2020, 1578, 012182. [Google Scholar] [CrossRef]
- Dennison, M.S.; Meji, M.A.; Nelson, A.; Balakumar, S.; Prasath, K. A comparative study on the surface finish achieved during face milling of AISI 1045 steel components using eco-friendly cutting fluids in near dry condition. Int. J. Mach. Mach. Mater. 2019, 21, 337–356. [Google Scholar] [CrossRef]
- Sen, B.; Gupta, M.K.; Mia, M.; Pimenov, D.Y.; Mikołajczyk, T. Performance Assessment of Minimum Quantity Castor-Palm Oil Mixtures in Hard-Milling Operation. Materials 2021, 14, 198. [Google Scholar] [CrossRef] [PubMed]
- Yasmin, F.; Tamrin, K.F.; Sheikh, N.A.; Barroy, P.; Yassin, A.; Khan, A.A.; Mohamaddan, S. Laser-Assisted High Speed Machining of 316 Stainless Steel: The Effect of Water-Soluble Sago Starch Based Cutting Fluid on Surface Roughness and Tool Wear. Materials 2021, 14, 1311. [Google Scholar] [CrossRef]
- Shankar, S.; Manikandan, M.; Raja, G.; Pramanik, A. Experimental investigations of vibration and acoustics signals in milling process using kapok oil as cutting fluid. Mech. Ind. 2020, 21, 521. [Google Scholar] [CrossRef]
- Abedin, M.J.; Masjuki, H.H.; Kalam, M.A.; Sanjid, A.; Rahman, S.M.A.; Rizwanul Fattah, I.M. Performance, emissions, and heat losses of palm and jatropha biodiesel blends in a diesel engine. Ind. Crop. Prod. 2014, 59, 96–104. [Google Scholar] [CrossRef]
- Ashraful, A.M.; Masjuki, H.H.; Kalam, M.A.; Rizwanul Fattah, I.M.; Imtenan, S.; Shahir, S.A.; Mobarak, H.M. Production and comparison of fuel properties, engine performance, and emission characteristics of biodiesel from various non-edible vegetable oils: A review. Energy Convers. Manag. 2014, 80, 202–228. [Google Scholar] [CrossRef]
- Fattah, I.M.R.; Hassan, M.H.; Kalam, M.A.; Atabani, A.E.; Abedin, M.J. Synthetic phenolic antioxidants to biodiesel: Path toward NOx reduction of an unmodified indirect injection diesel engine. J. Clean. Prod. 2014, 79, 82–90. [Google Scholar] [CrossRef]
- Imtenan, S.; Varman, M.; Masjuki, H.H.; Kalam, M.A.; Sajjad, H.; Arbab, M.I.; Rizwanul Fattah, I.M. Impact of low temperature combustion attaining strategies on diesel engine emissions for diesel and biodiesels: A review. Energy Convers. Manag. 2014, 80, 329–356. [Google Scholar] [CrossRef]

| Sr. No. | Vegetable Oil | Additives Used | Workpiece Material | Cutting Parameters | Optimised Cutting Parameters | Investigated Parameters | Remarks | Ref. |
|---|---|---|---|---|---|---|---|---|
| 1 | Sunflower oil | Nanoraphene = 0.5%, 1% and 1.5% by wt. | AISI 321 | VC = 7.91 m/min FR = 0.125 mm/rev DOC = 8 mm | Cutting parameters were kept constant | Ra, Thrust Force, Torque | The addition of nanoparticles helps in the effective stabilization of lubricating film. | [98] |
| 2 | Palm oil | No Additive | Inconel 718 | VC = (30, 40, 50) m/min FR = (0.05, 0.1) mm/rev | VC = 30 m/min FR = 0.05 mm/rev | Temperature | Workpiece temperature and thrust force reduction make it possible to use Palm oil as an effective cutting fluid through the MQL technique. | [99] |
| 3 | Pongamia oil | No Additive | AISI 316 | VC = (45, 76, 156, 277) m/min Depth of Hole = (5, 2) mm | VC = 277 m/min | Ra, Cutting Force | Continuous chip formation indicates the superior performance of the Pongamia oil-based cutting fluid. | [100] |
| 4 | Coconut oil, Peanut oil | A4140 Emulsifier, Water | Al based Metal Matrix Composites (MMC) | VC = (15.07, 22.61, 30.15) m/min FR = (0.05, 0.125, 0.2) mm/rev | VC = 15.07 m/min FR = 0.05 mm/rev | Cutting Force, Cutting Torque | A mixture of vegetable oils can additionally prove effective as cutting fluid. | [101] |
| 5 | Coconut oil | Emusifier (40%), Polysorbate 85, Poly sorbate 80, Triethanolamine, Additives (20%), Azadrirachta Indica oil, Ocimum Tenuiflorum oil, Cumbopogon Citratus oil, Jaggery Syrup | EN8 Mild Steel | VC = (355, 710, 1120) rpm FR = (4, 10, 25) mm/min | VC = 1120 rpm FR = 4 mm/rev | Cutting Force, Cutting Torque | While selecting additives and surfactants, special care must be adopted in terms of toxicity. | [102] |
| 6 | Soybean oil | Al2O3 Nanoparticles | Aluminum 6063 | VC = (30, 53.7) m/min Depth of Hole = 20 mm FR = 60 mm/min | VC = 53.7 m/min | Ra | The infusion of nanoparticles improves the performance of cutting fluids. | [103] |
| Sr. No. | Vegetable Oil | Additives Used | Workpiece Material | Cutting Parameters | Optimised Cutting Parameters | Investigated Parameters | Remarks | Ref. |
|---|---|---|---|---|---|---|---|---|
| 1 | Neem oil, Mahua oil | No Additive | AISI 304 L SS | VC = (2000, 2500, 3000) rev/min Depth of Hole = 10 mm FR = (0.003, 0.006, 0.009) mm/rev | VC = 2000 rev/min FR = 0.003 mm/rev | Ra, Thrust Force, Temperature | Due to their stable thin film formation ability, Vegetable oils provide better lubrication, thus ensuring a better surface finish. | [104] |
| 2 | Karanja oil, Neem oil | No Additive | Mild Steel | VC = 800 rev/min Depth of Hole = 30 mm FR = 10 mm/rev | Cutting parameters were kept constant. | Ra, Cutting Force | Mixing two vegetable oils can work as a cutting fluid. | [105] |
| 3 | Honge oil, Neem oil | No Additive | Mild Steel | VC = 800 rev/min Depth of Hole = 30 mm FR = 10 mm/rev | Cutting parameters were kept constant. | Ra, Temperature | Blends of different vegetable oils in proper proportions can prove to be effective as cutting fluids. | [106] |
| 4 | Neem oil | 2,4,4-Trimethyl Pentyl Phosphinate 2% w/w, Tween 20, Span 80 | Al grade T6061 | VC = (355, 710, 1120) rpm, FR = 10 mm/min | VC = 710 rpm | Cutting Force, Torque, Ra | Blends of ionic liquid with cutting fluid show excellent anti-wear and anti-scuffing properties. | [107] |
| 5 | Castor oil | No Additive | Al 6063 alloy | VC = (80, 122, 160, 244, 290, 445, 580, 890) rpm, FR = 0.2 mm/rev | VC = 890 rpm | Thrust Force, Torque, Ra | Convenient sliding of chips over tool surface results in low Ra. | [108] |
| 6 | Rapeseed oil | Ag nanoparticles | AISI 304 SS | VC = (12, 16) m/min, FR = (0.08, 0.12) mm/tooth | VC = (16) m/min, FR = 0.12 mm/tooth | Cutting Force, Ra | Reduction in viscosity occurs due to the addition of silver nanoparticles resulting in a better surface finish as cutting fluid is easily penetrated in the holes. | [109] |
| Sr. No. | Vegetable Oil | Additives Used | Workpiece Material | Cutting Parameters | Optimised Cutting Parameters | Investigated Parameters | Remarks | Ref. |
|---|---|---|---|---|---|---|---|---|
| 1 | Coconut oil | No Additive | Carbon Steel | VC = (2.67, 8.33, 22.72, 31.11, 40.86) m/min DOC = (3.63, 5, 7, 9, 10.36) mm FR = (0.033, 0.05, 0.075, 0.10, 0.117) mm/min | VC = 31.11 m/min DOC = 5 mm FR = 0.05 mm/min | Ra | Coconut oil being nontoxic and oxidatively stable is an excellent choice as vegetable-based cutting oil. | [110] |
| 2 | Palm oil | No Additive | ASTM A36 Steel | VC = 95 m/min, FR = 0.114 mm/tooth, DOC = 1 mm | Cutting parameters were kept constant. | Flank Wear, Cutting Forces | MQL is the best option to cut down the consumption of cutting fluids. | [111] |
| 3 | Palm oil | No Additive | Ti6Al4V Alloy | VC = (1700, 2350, 3000) rpm, FR = 0.075 mm/rev, DOC = 0.5 mm | VC = 2350 rpm, FR = (0.025, 0.05, 0.075) mm/rev, DOC = (0.5, 0.675, 0.75) mm | Cutting Force, Temperature | Palm oil combination with MQL approach seems to be an economical and environmentally friendly approach. | [112] |
| 4 | Olive oil | No Additive | AISI 304 Steel | VC = (100, 150) m/min DOC = 2 mm FR = (300, 400, 500) mm/min | VC = 150 m/min FR = 300 mm/min | Ra | Vegetable oil combination with MQL can provide better results compared to the flooding method with mineral oil. | [113] |
| 5 | Black Mustard oil | No Additive | AISI H13 Steel | VC = (30, 45, 60, 75) m/min DOC = 1 mm FR = (0.08, 1, 1.2) mm/min | VC = 75 m/min FR = 1.2 mm/min | Ra, Temperature | Shining chips show a considerable decrease in temperature using vegetable oil. | [114] |
| 6 | Sunflower oil | Nanoparticles of Al2O3 | SS 316 | VC = (30, 50, 60, 90, 120) m/min, FR = (25, 50, 100, 125) mm/min | VC = 50 m/min FR = 25 mm/min | Power Consumption, Ra | Non-toxicity of both Al2O3 nanoparticles and sunflower oil enables this combination to be used as an environment friendly cutting fluid. | [115] |
| 7 | Soyabean oil | MWNCTs | Inconel-62, SS-304 | For Inconel: VC = (40, 45, 50) m/min, FR = (0.05, 0.062, 0.075) mm/tooth, DOC = (0.15, 0.225, 0.3) mm For SS-316: VC = (100, 130, 160) m/min, FR = (0.075, 0.11, 0.15) mm/tooth, DOC = (0.3, 0.45, 0.6) mm | For Inconel: VC = 50 m/min, FR = 0.05, mm/tooth, DOC = 0.3 mm | Tool Wear, Ra | The addition of MWNCT in adequate wt.% enhances the suitability of vegetable oil as a cutting fluid. | [116] |
| Sr. No. | Vegetable Oil | Additives Used | Workpiece Material | Cutting Parameters | Optimised Cutting Parameters | Investigated Parameters | Remarks | Reference |
|---|---|---|---|---|---|---|---|---|
| 1 | Cottonseed oil | Al2O3Nanoparticles | Aluminum Alloy 7075 | VC = 2200 rev/min DOC = 0.4 mm FR = 500 mm/min | Cutting parameters were kept constant. | Ra, Cutting Force | Nano fluid of vegetable oil can perform better than flooded lubrication of mineral oil. | [117] |
| 2 | Castor oil, Cottonseed oil, Neem oil | Water and Emulsifier | AISI 1045 | VC = (1000, 1500, 2000) rev/min DOC = (0.1, 0.16, 0.20) mm FR = (300, 400, 500) mm/min | VC = 2000 rev/min DOC = 0.1 mm FR = 400 mm/min | Ra | Vegetable oils in an emulsion state can additionally outperform mineral oils. | [118] |
| 3 | Castor oil, Palm oil | Vitamin C Tablets | Inconel 690 | VC = 140 m/min, FR = 0.2 mm/tooth, DOC = 1 mm | Cutting parameters were kept constant. | Ra, Tool Wear | The mixture of biodegradable oils can be used as cutting fluid to enhance characteristics of the cutting fluid using adequate proportions. | [119] |
| 4 | Sago Starch | Distilled Water, Sodium Carbonate, Sodium Hydro Carbonate, Ethanol, Dehydroacetic Acid, Cresol and Soap Solution, Rust Preventive Agent | AISI 316 SS | VC = (16,000, 17,100, 18,200) rpm, FR = (400, 600, 800) mm/min | VC = 16,000 rpm FR = 400 mm/min | Ra, Tool Wear | Sago Starch solution can be used as a non-toxic, non-edible categorized and more effective cutting fluid. | [120] |
| 5 | Raw Kapok oil | No Additive | AISI 1020 Mild Steel | VC = (500, 750, 1000) rpm, DOC = (1, 1.5, 2) mm, FR = (0.08, 0.10, 0.12) mm/tooth | VC = 647.5 rpm FR = 0.09 mm/rev DOC = 1.20 mm | Ra, Cutting Force, Tool Wear | Kapok Oil provides better results in the case of wear and Ra, whereas comparable results are obtained in the case of cutting forces as well. | [121] |
| Sr. No. | Castor Oil-Palm Oil Volume Ratio | Surface Roughness (Ra) (µm) | Tool Wear (mm) |
|---|---|---|---|
| 1 | 1:0.5 | 0.375 | 0.436 |
| 2 | 1:1 | 0.341 | 0.394 |
| 3 | 1:1.5 | 0.389 | 0.381 |
| 4 | 1:2 | 0.322 | 0.399 |
| 5 | 1:2.5 | 0.361 | 0.412 |
| 6 | 1:3 | 0.421 | 0.406 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
Naveed, M.; Arslan, A.; Javed, H.M.A.; Manzoor, T.; Quazi, M.M.; Imran, T.; Zulfattah, Z.M.; Khurram, M.; Fattah, I.M.R. State-of-the-Art and Future Perspectives of Environmentally Friendly Machining Using Biodegradable Cutting Fluids. Energies 2021, 14, 4816. https://doi.org/10.3390/en14164816
Naveed M, Arslan A, Javed HMA, Manzoor T, Quazi MM, Imran T, Zulfattah ZM, Khurram M, Fattah IMR. State-of-the-Art and Future Perspectives of Environmentally Friendly Machining Using Biodegradable Cutting Fluids. Energies. 2021; 14(16):4816. https://doi.org/10.3390/en14164816
Chicago/Turabian StyleNaveed, M., A. Arslan, H. M. A. Javed, T. Manzoor, M. M. Quazi, T. Imran, Z. M. Zulfattah, M. Khurram, and I. M. R. Fattah. 2021. "State-of-the-Art and Future Perspectives of Environmentally Friendly Machining Using Biodegradable Cutting Fluids" Energies 14, no. 16: 4816. https://doi.org/10.3390/en14164816
APA StyleNaveed, M., Arslan, A., Javed, H. M. A., Manzoor, T., Quazi, M. M., Imran, T., Zulfattah, Z. M., Khurram, M., & Fattah, I. M. R. (2021). State-of-the-Art and Future Perspectives of Environmentally Friendly Machining Using Biodegradable Cutting Fluids. Energies, 14(16), 4816. https://doi.org/10.3390/en14164816