
Implications on Feedstock Processing and Safety Issues for Semi-Batch Operations in Supercritical Water Gasification of Biomass




Abstract
1. Introduction
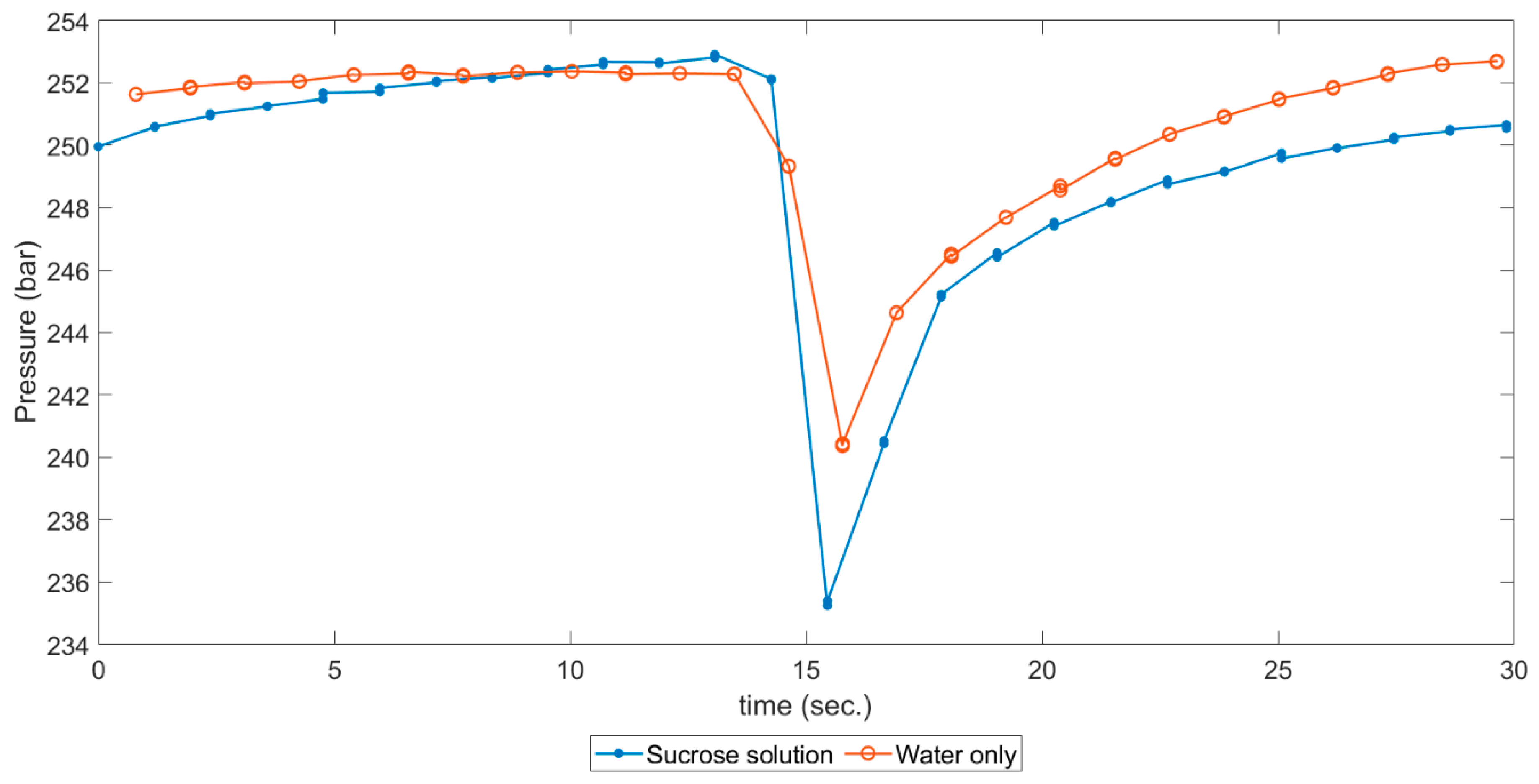
- Feedstock should be used in a diluted form in SCWG, which means that water accounts for most of the inlet mass, which means that the medium expansion represents the major concern for pressure difference; and
- By using water only, the experimental results are more homogeneous; this gives a more stable data series.
2. Materials and Methods
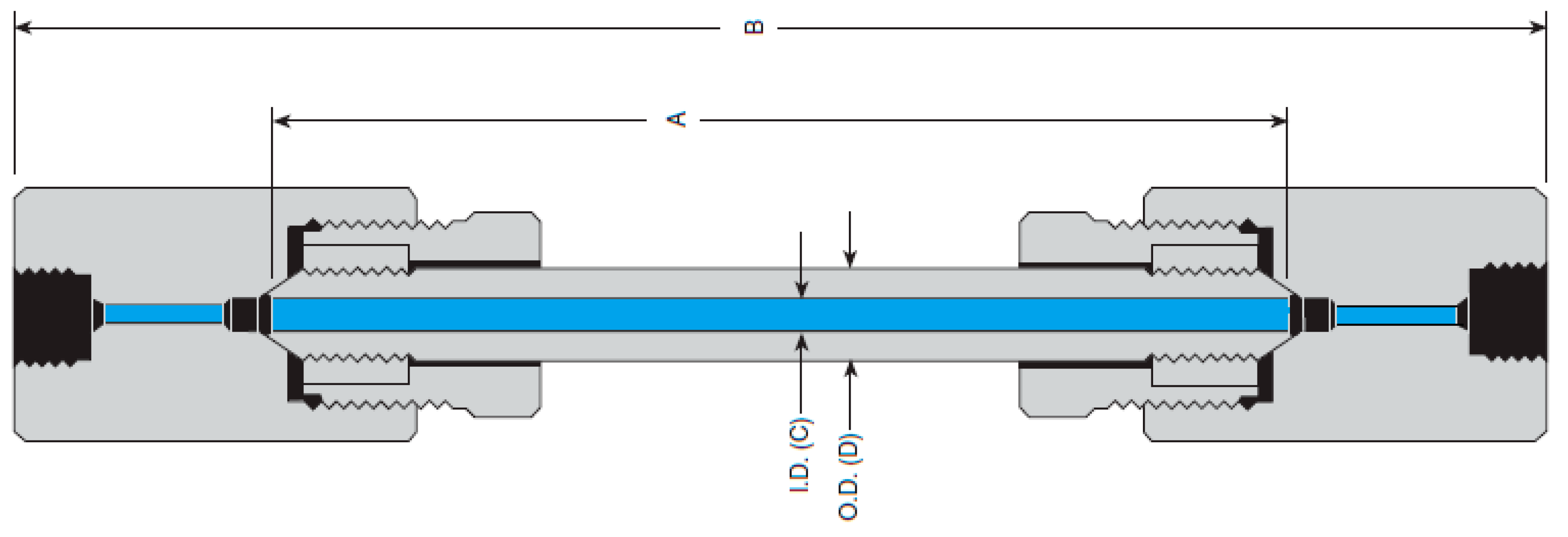
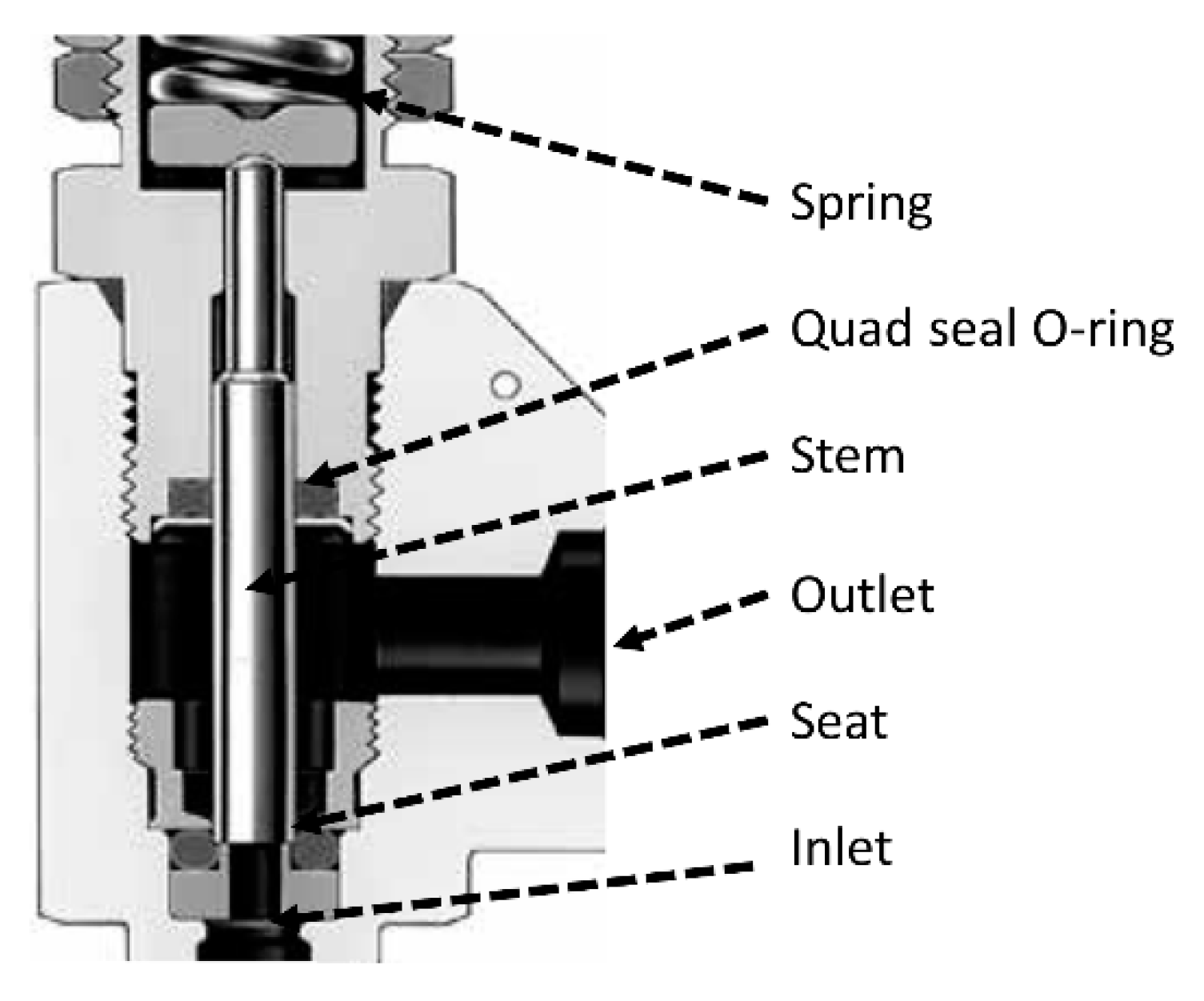
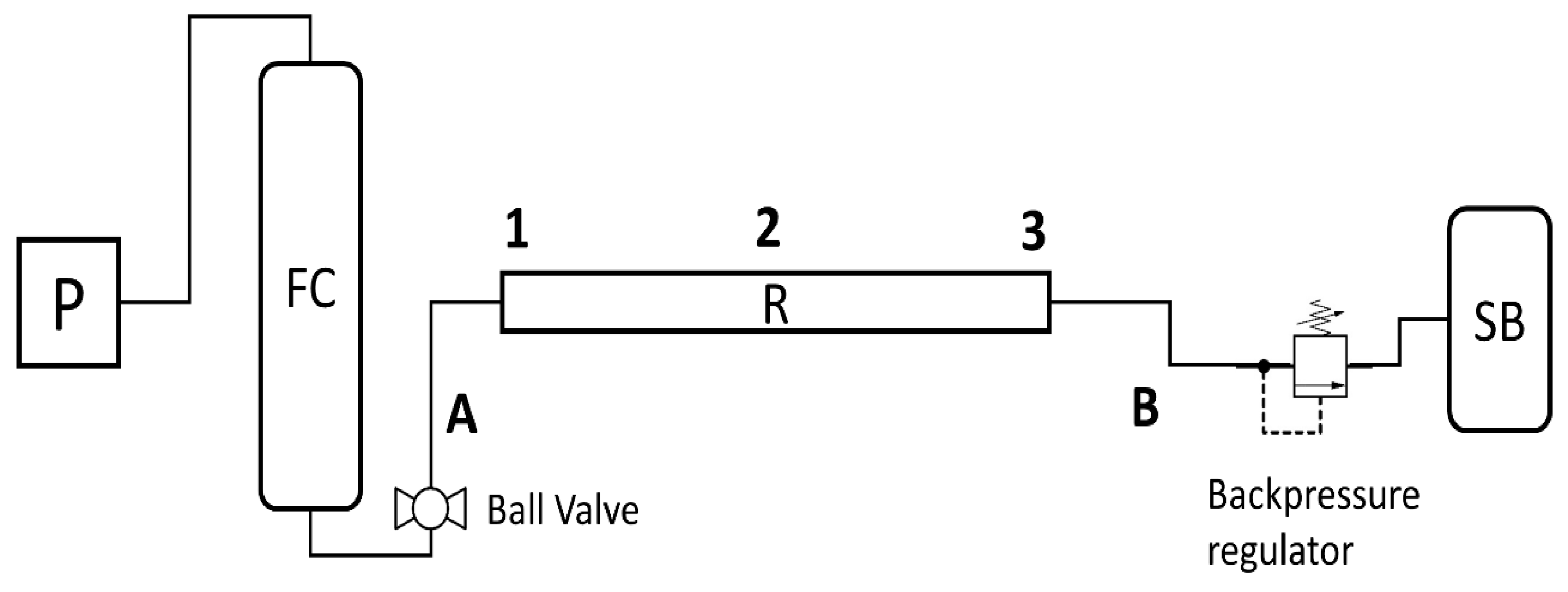
2.1. Experimental Setup
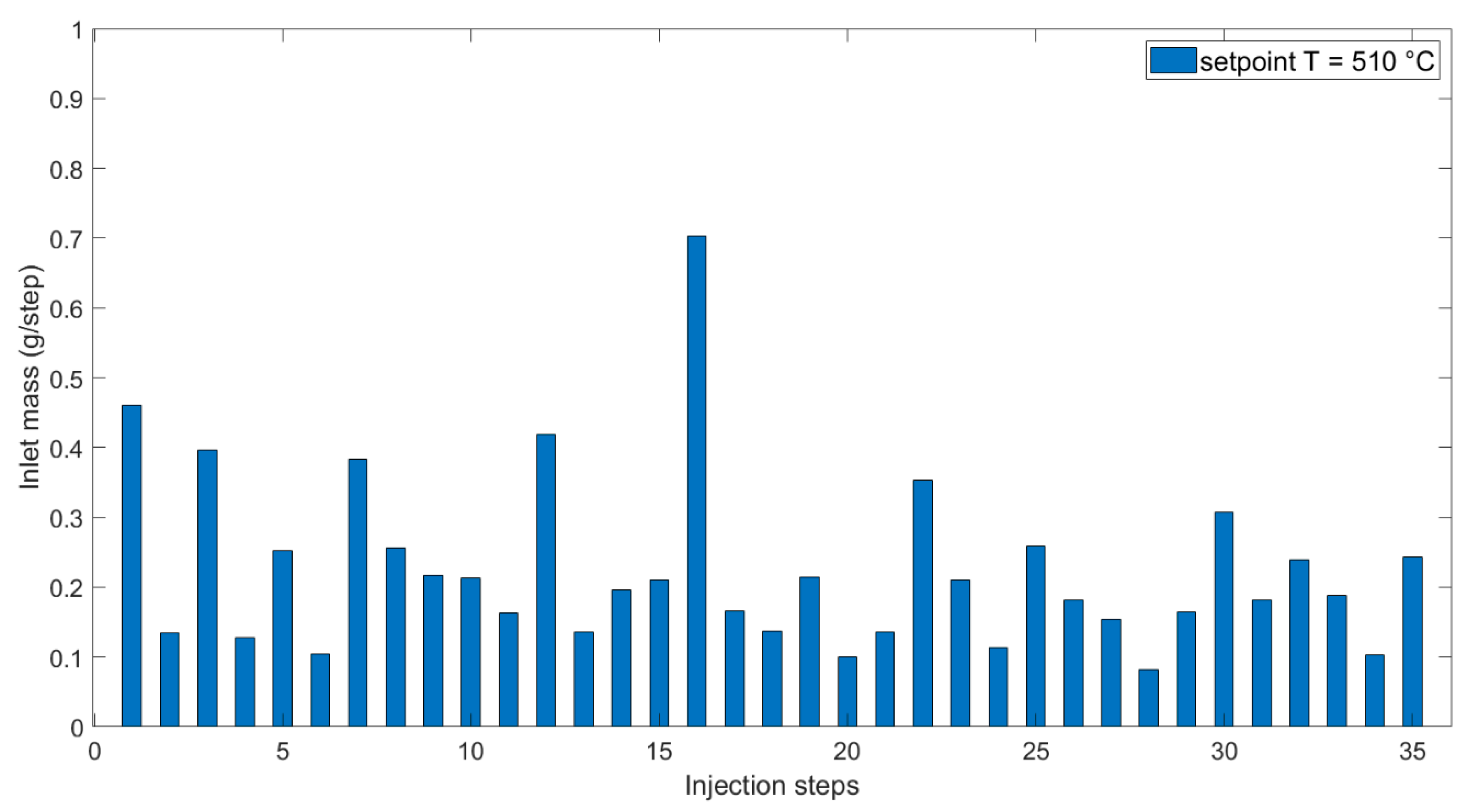
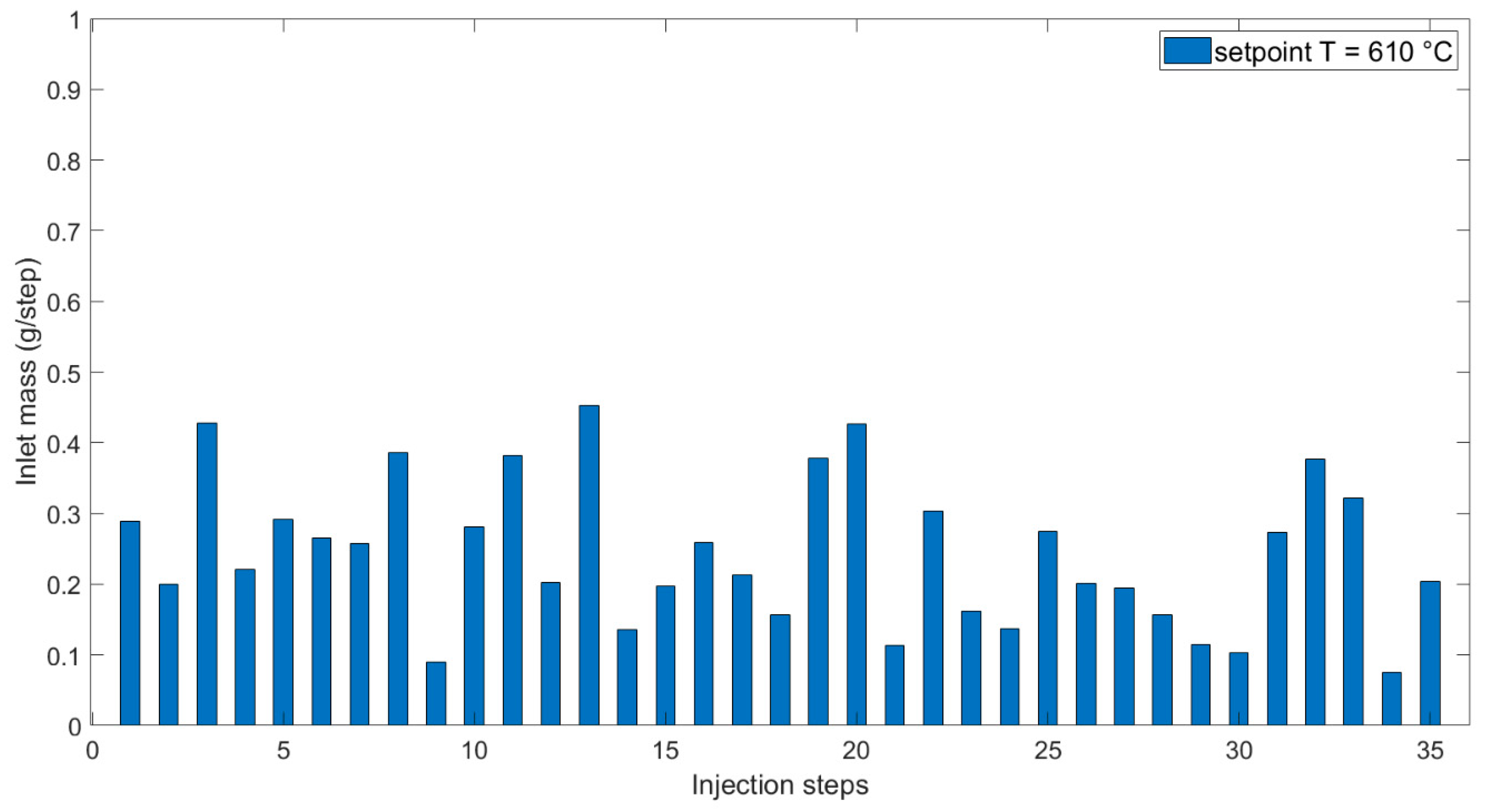
2.2. Operational Conditions of SCWG
3. Results and Discussion
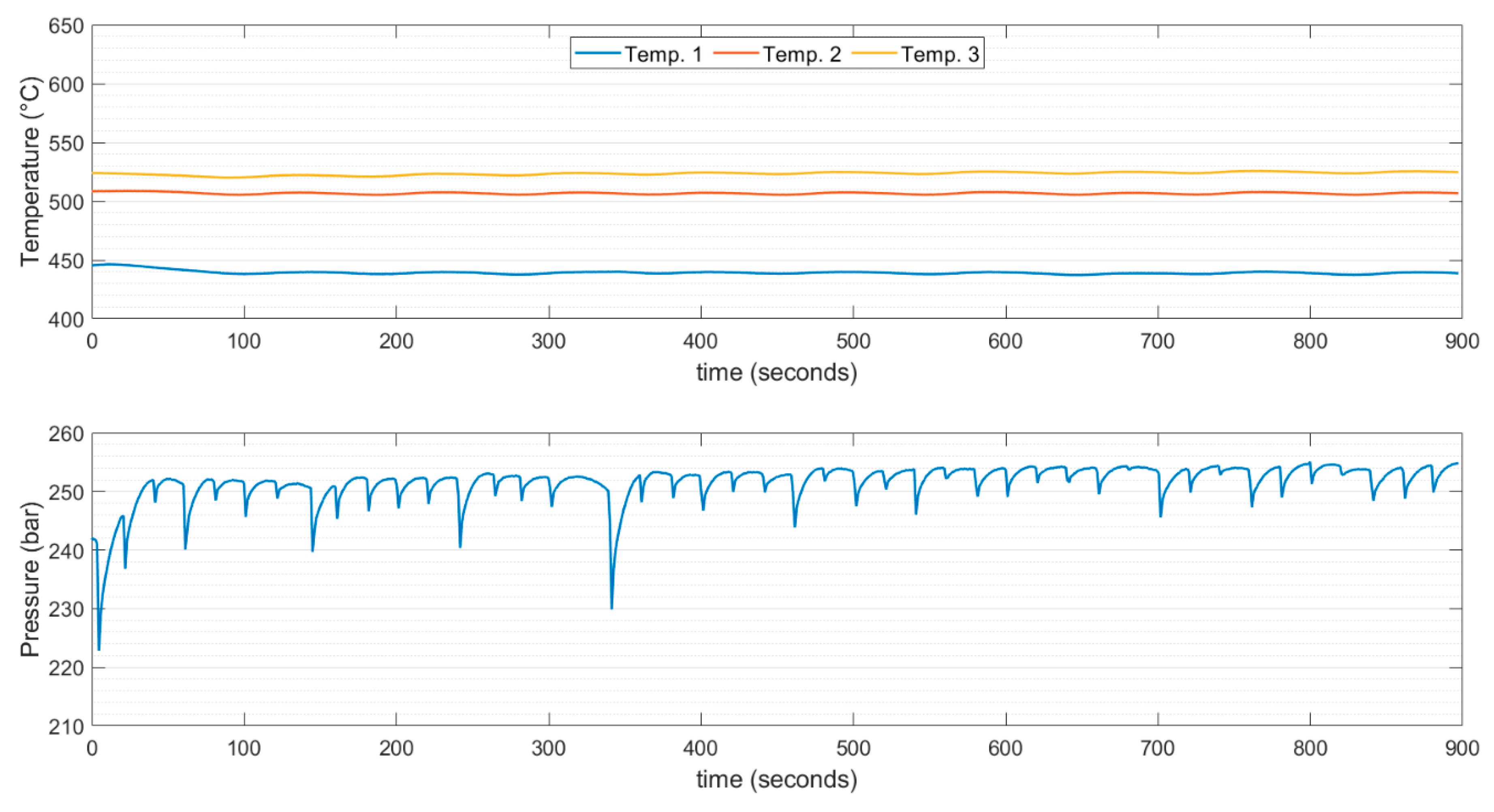
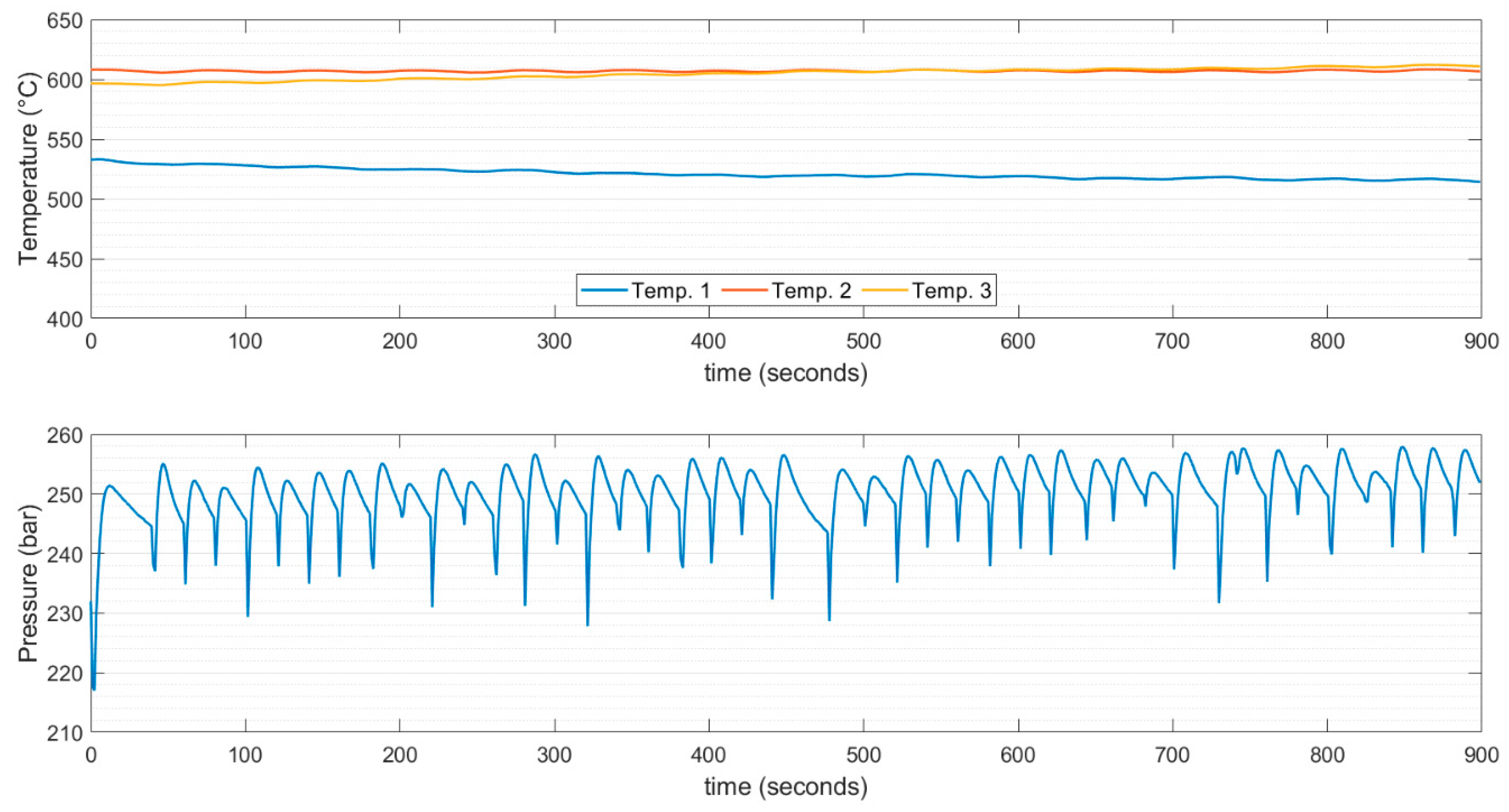
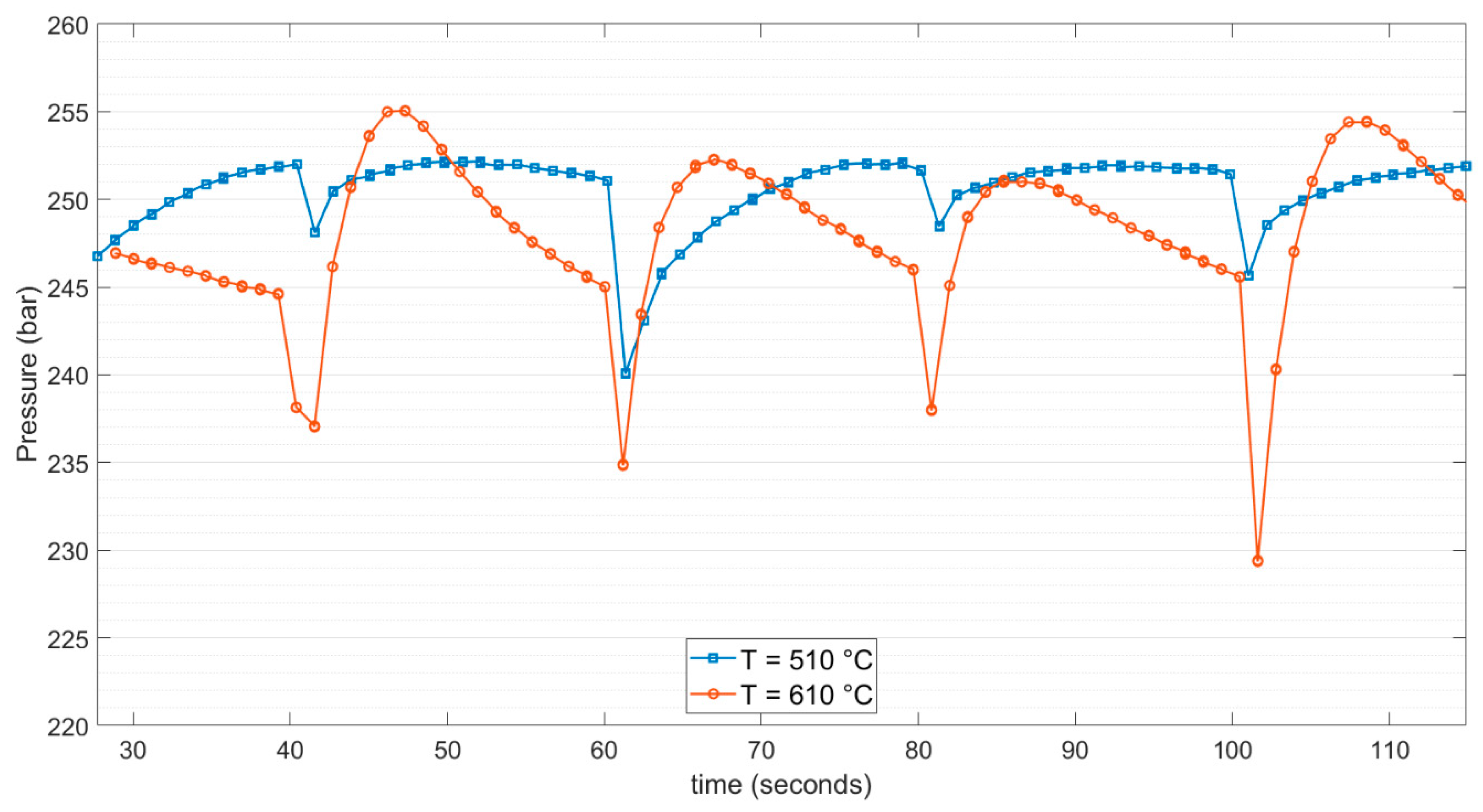
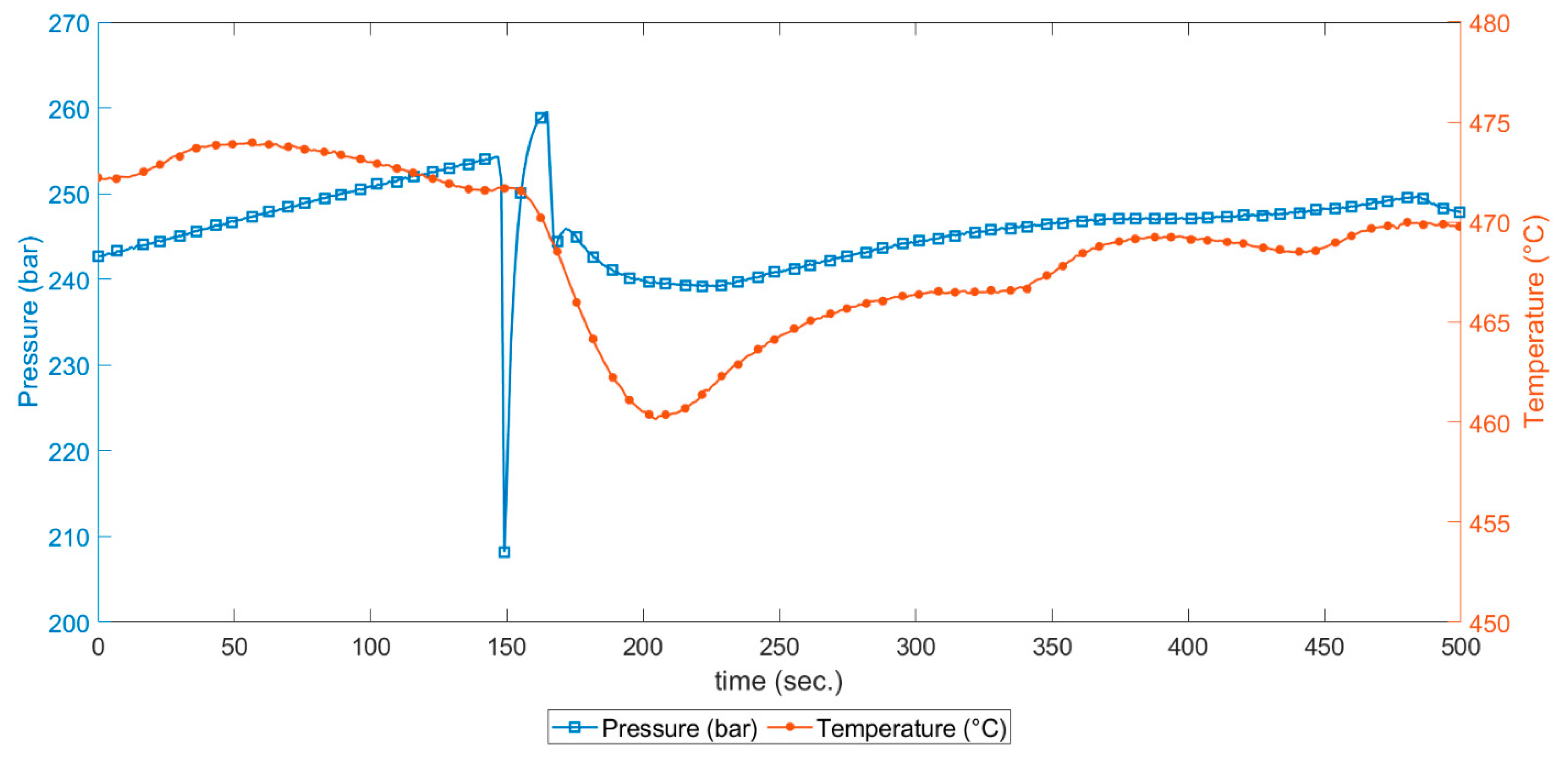
3.1. Pressure Fluctuations
3.2. Pressure Fluctuations in the Presence of Biomass
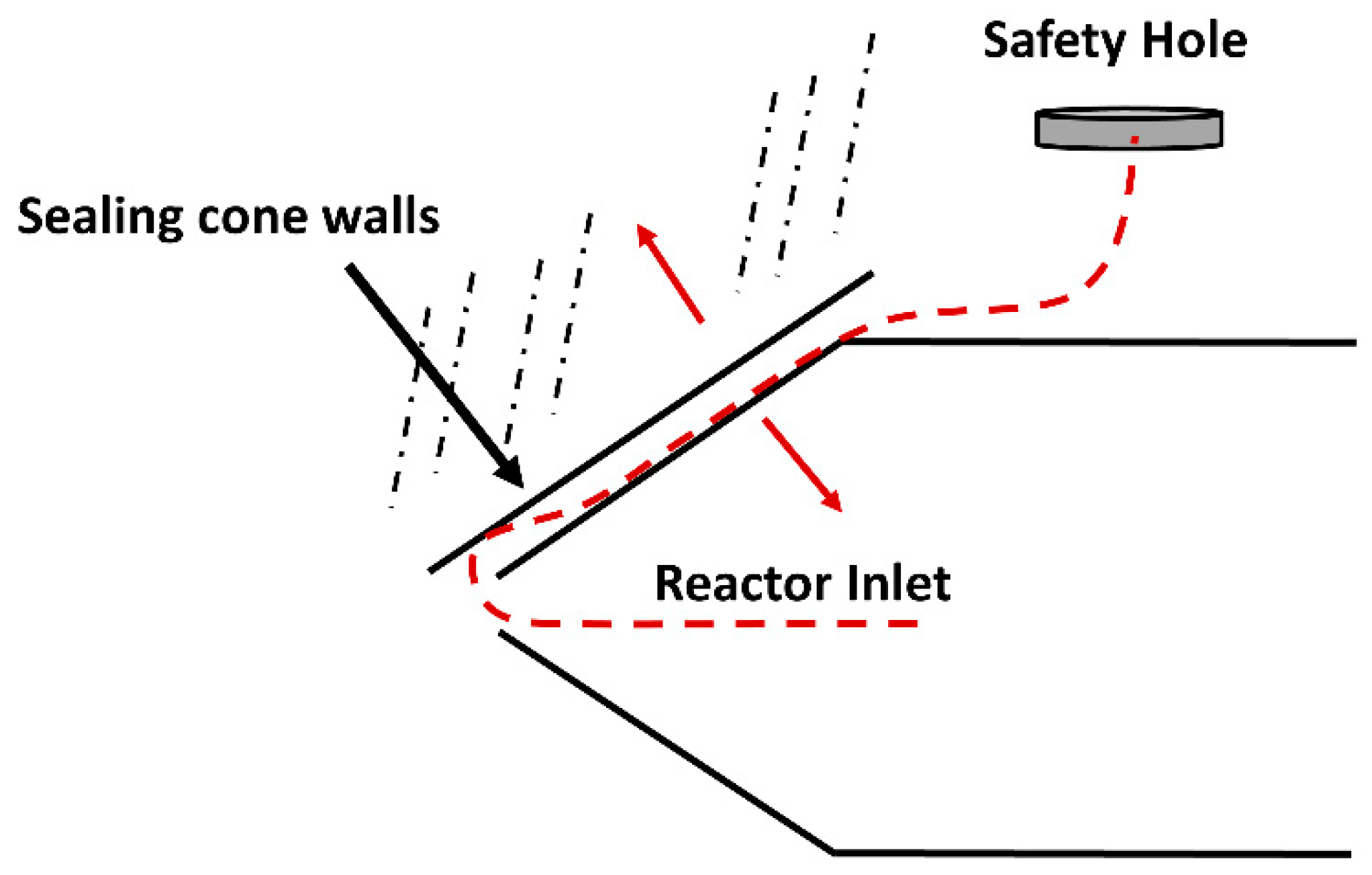
3.3. Safety Considerations and Improvement Opportunities
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
Nomenclature
| Symbol | Physical Significance | Range | Units |
| a | Burst pressure to wall thickness relation parameter, preexponential | 2.3824 | - |
| b | Burst pressure to wall thickness relation parameter, exponent | −1.035 | - |
| Reactor external diameter | 2.54 | cm | |
| Reactor internal diameter | 1.43 | cm | |
| Creep crack growth activation energy | 85–105 | kJ/mol | |
| K | Stress intensity factor | 1–60 | MPa m1/2 |
| Burst pressure | 70–150 | MPa | |
| Reactor internal pressure | 220–260 | Bar | |
| External pressure | 1 | Bar | |
| Lower bound critical burst pressure | 50–200 | MPa | |
| T | Reactor temperature | 420–650 | °C |
| V | Reactor volume | 81.6 | cm3 |
| Y | Geometric factor | 1 | - |
| Crack growth rate to stress factor relation parameter, preexponential | |||
| Crack growth rate to stress factor relation parameter, exponent | 7.5 | - | |
| γ″ | Grain intermetallic structure | - | - |
| Reactor wall thickness | 5.5 | mm | |
| Material fracture width | 10−5–10−1 | mm | |
| Material initial fracture width | 10−5–10−2 | mm | |
| Creep crack growth rate | 10−9–10−4 | mm/s | |
| Hoop stress | 5–130 | MPa | |
| Ultimate tensile strength | 20–440 | MPa | |
| Young modulus | 710–745 | MPa |
References
- Organization of the Petroleum Exporting Countries. World Oil Outlook 2040; OPEC: Vienna, Austria, 2018; ISBN 978-3-9503936-6-8. [Google Scholar]
- Strezov, V.; Cho, H.H. Environmental Impact Assessment from Direct Emissions of Australian Thermal Power Generation Technologies. J. Clean. Prod. 2020, 270, 122515. [Google Scholar] [CrossRef]
- De Blasio, C. Fundamentals of Biofuels Engineering and Technology; Green Energy and Technology; Springer International Publishing: Berlin/Heidelberg, Germany, 2019; ISBN 978-3-030-11598-2. [Google Scholar]
- Kan, T.; Strezov, V.; Evans, T.J. Lignocellulosic Biomass Pyrolysis: A Review of Product Properties and Effects of Pyrolysis Parameters. Renew. Sustain. Energy Rev. 2016, 57, 1126–1140. [Google Scholar] [CrossRef]
- European Commission; Directorate General for Research and Innovation. Food 2030 Pathways for Action: Research and Innovation Policy as a Driver for Sustainable, Healthy and Inclusive Food Systems; European Commission: Brussels, Belgium, 2020. [Google Scholar]
- Outlook for Biogas and Biomethane: Prospects for Organic Growth—Analysis. 2020. Available online: https://www.iea.org/reports/outlook-for-biogas-and-biomethane-prospects-for-organic-growth (accessed on 3 May 2021).
- Zeynali, R.; Khojastehpour, M.; Ebrahimi-Nik, M. Effect of Ultrasonic Pre-Treatment on Biogas Yield and Specific Energy in Anaerobic Digestion of Fruit and Vegetable Wholesale Market Wastes. Sustain. Environ. Res. 2017, 27, 259–264. [Google Scholar] [CrossRef]
- Starr, F.; Cormos, C. Materials Challenges and Gasifier Choices in IGCC Processes for Clean and Efficient Energy Conversion. Mater. Res. Innov. 2011, 15, 428–446. [Google Scholar] [CrossRef]
- Sansaniwal, S.K.; Rosen, M.A.; Tyagi, S.K. Global Challenges in the Sustainable Development of Biomass Gasification: An Overview. Renew. Sustain. Energy Rev. 2017, 80, 23–43. [Google Scholar] [CrossRef]
- Singh Siwal, S.; Zhang, Q.; Sun, C.; Thakur, S.; Kumar Gupta, V.; Kumar Thakur, V. Energy Production from Steam Gasification Processes and Parameters That Contemplate in Biomass Gasifier—A Review. Bioresour. Technol. 2020, 297, 122481. [Google Scholar] [CrossRef]
- Yakaboylu, O.; Harinck, J.; Smit, K.G.; De Jong, W. Supercritical Water Gasification of Biomass: A Literature and Technology Overview. Energies 2015, 8, 859–894. [Google Scholar] [CrossRef]
- Cormos, A.-M.; Cormos, C.-C. Investigation of Hydrogen and Power Co-Generation Based on Direct Coal Chemical Looping Systems. Int. J. Hydrog. Energy 2014, 39, 2067–2077. [Google Scholar] [CrossRef]
- Cao, C.; Guo, L.; Chen, Y.; Guo, S.; Lu, Y. Hydrogen Production from Supercritical Water Gasification of Alkaline Wheat Straw Pulping Black Liquor in Continuous Flow System. Int. J. Hydrog. Energy 2011, 36, 13528–13535. [Google Scholar] [CrossRef]
- Sricharoenchaikul, V. Assessment of Black Liquor Gasification in Supercritical Water. Bioresour. Technol. 2009, 100, 638–643. [Google Scholar] [CrossRef] [PubMed]
- Barner, H.E.; Huang, C.Y.; Johnson, T.; Jacobs, G.; Martch, M.A.; Killilea, W.R. Supercritical Water Oxidation: An Emerging Technology. J. Hazard. Mater. 1992, 31, 1–17. [Google Scholar] [CrossRef]
- Özdenkçi, K.; De Blasio, C.; Sarwar, G.; Melin, K.; Koskinen, J.; Alopaeus, V. Techno-Economic Feasibility of Supercritical Water Gasification of Black Liquor. Energy 2019, 116284. [Google Scholar] [CrossRef]
- Cao, C.; Zhang, Y.; Li, L.; Wei, W.; Wang, G.; Bian, C. Supercritical Water Gasification of Black Liquor with Wheat Straw as the Supplementary Energy Resource. Int. J. Hydrog. Energy 2019, 44, 15737–15745. [Google Scholar] [CrossRef]
- Kouisni, L.; Gagné, A.; Maki, K.; Holt-Hindle, P.; Paleologou, M. LignoForce System for the Recovery of Lignin from Black Liquor: Feedstock Options, Odor Profile, and Product Characterization. ACS Sustain. Chem. Eng. 2016, 4, 5152–5159. [Google Scholar] [CrossRef]
- Janković, B. The Comparative Kinetic Analysis of Acetocell and Lignoboost® Lignin Pyrolysis: The Estimation of the Distributed Reactivity Models. Bioresour. Technol. 2011, 102, 9763–9771. [Google Scholar] [CrossRef]
- Hoffmann, A.; Nong, J.P.; Porzel, A.; Bremer, M.; Fischer, S. Modification of Lignoboost Kraft Lignin from Softwoods with Dihydroxybenzenes. React. Funct. Polym. 2019, 142, 112–118. [Google Scholar] [CrossRef]
- Lösönen, P. Statistics Finland. 2017. Available online: https://www.stat.fi/til/salatuo/2017/salatuo_2017_2018-11-01_tau_001_en.html (accessed on 21 October 2019).
- De Blasio, C.; Lucca, G.; Özdenkci, K.; Mulas, M.; Lundqvist, K.; Koskinen, J.; Santarelli, M.; Westerlund, T.; Järvinen, M. A Study on Supercritical Water Gasification of Black Liquor Conducted in Stainless Steel and Nickel-Chromium-Molybdenum Reactors. J. Chem. Technol. Biotechnol. 2015, 91, 2664–2678. [Google Scholar] [CrossRef]
- Bajpai, P. Chapter 4—Combustion of Black Liquor. In Pulp and Paper Industry; Bajpai, P., Ed.; Elsevier: Amsterdam, The Netherlands, 2017; pp. 67–100. ISBN 978-0-12-811103-1. [Google Scholar]
- Dahlquist, E.; Naqvi, M.; Thorin, E.; Yan, J.; Kyprianidis, K.; Hartwell, P. Experimental and Numerical Investigation of Pellet and Black Liquor Gasification for Polygeneration Plant. Appl. Energy 2017, 204, 1055–1064. [Google Scholar] [CrossRef]
- Bach-Oller, A.; Kirtania, K.; Furusjö, E.; Umeki, K. Co-Gasification of Black Liquor and Pyrolysis Oil at High Temperature: Part 2. Fuel Conversion. Fuel 2017, 197, 240–247. [Google Scholar] [CrossRef]
- Peng, C.; Zhang, G.; Yue, J.; Xu, G. Pyrolysis of Black Liquor for Phenols and Impact of Its Inherent Alkali. Fuel Process. Technol. 2014, 127, 149–156. [Google Scholar] [CrossRef]
- Al-Kaabi, Z.; Pradhan, R.; Thevathasan, N.; Gordon, A.; Chiang, Y.W.; Dutta, A. Bio-Carbon Production by Oxidation and Hydrothermal Carbonization of Paper Recycling Black Liquor. J. Clean. Prod. 2019, 213, 332–341. [Google Scholar] [CrossRef]
- Carvalho, L.; Lundgren, J.; Wetterlund, E.; Wolf, J.; Furusjö, E. Methanol Production via Black Liquor Co-Gasification with Expanded Raw Material Base—Techno-Economic Assessment. Appl. Energy 2018, 225, 570–584. [Google Scholar] [CrossRef]
- Hirose, T.; Shiba, K.; Enoeda, M.; Akiba, M. Corrosion and Stress Corrosion Cracking of Ferritic/Martensitic Steel in Super Critical Pressurized Water. J. Nucl. Mater. 2007, 367–370, 1185–1189. [Google Scholar] [CrossRef]
- Özdenkçi, K.; De Blasio, C.; Muddassar, H.R.; Melin, K.; Oinas, P.; Koskinen, J.; Sarwar, G.; Järvinen, M. A Novel Biorefinery Integration Concept for Lignocellulosic Biomass. Energy Convers. Manag. 2017, 149, 974–987. [Google Scholar] [CrossRef]
- De Blasio, C.; De Gisi, S.; Molino, A.; Simonetti, M.; Santarelli, M.; Björklund-Sänkiaho, M. Concerning Operational Aspects in Supercritical Water Gasification of Kraft Black Liquor. Renewable Energy 2019, 130, 891–901. [Google Scholar] [CrossRef]
- Lee, C.S.; Conradie, A.V.; Lester, E. Review of Supercritical Water Gasification with Lignocellulosic Real Biomass as the Feedstocks: Process Parameters, Biomass Composition, Catalyst Development, Reactor Design and Its Challenges. Chem. Eng. J. 2021, 415, 128837. [Google Scholar] [CrossRef]
- Larsson, A.; Kuba, M.; Berdugo Vilches, T.; Seemann, M.; Hofbauer, H.; Thunman, H. Steam Gasification of Biomass—Typical Gas Quality and Operational Strategies Derived from Industrial-Scale Plants. Fuel Process. Technol. 2021, 212, 106609. [Google Scholar] [CrossRef]
- Heidenreich, S.; Müller, M.; Foscolo, P.U. Chapter 6—New and Improved Gasification Concepts. In Advanced Biomass Gasification; Heidenreich, S., Müller, M., Foscolo, P.U., Eds.; Academic Press: Cambridge, MA, USA, 2016; pp. 98–114. ISBN 978-0-12-804296-0. [Google Scholar]
- Pinkard, B.R.; Gorman, D.J.; Tiwari, K.; Rasmussen, E.G.; Kramlich, J.C.; Reinhall, P.G.; Novosselov, I.V. Supercritical Water Gasification: Practical Design Strategies and Operational Challenges for Lab-Scale, Continuous Flow Reactors. Heliyon 2019, 5, e01269. [Google Scholar] [CrossRef]
- Peterson, A.A.; Vogel, F.; Lachance, R.P.; Fröling, M.; Michael, J.; Antal, J.; Tester, J.W. Thermochemical Biofuel Production in Hydrothermal Media: A Review of Sub- and Supercritical Water Technologies. Energy Environ. Sci. 2008, 1, 32–65. [Google Scholar] [CrossRef]
- Kruse, A. Supercritical Water Gasification. Biofuels Bioprod. Biorefin. 2008, 2, 415–437. [Google Scholar] [CrossRef]
- Fang, Z.; Sato, T.; Smith, R.L.; Inomata, H.; Arai, K.; Kozinski, J.A. Reaction Chemistry and Phase Behavior of Lignin in High-Temperature and Supercritical Water. Bioresour. Technol. 2008, 99, 3424–3430. [Google Scholar] [CrossRef]
- Yoshida, T.; Matsumura, Y. Reactor Development for Supercritical Water Gasification of 4.9 Wt% Glucose Solution at 673 K by Using Computational Fluid Dynamics. Ind. Eng. Chem. Res. 2009, 48, 8381–8386. [Google Scholar] [CrossRef]
- Davis, J.R. Nickel, Cobalt, and Their Alloys; ASM International, Ed.; ASM specialty handbook; ASM International: Materials Park, OH, USA, 2000; ISBN 978-0-87170-685-0. [Google Scholar]
- Okolie, J.A.; Rana, R.; Nanda, S.; Dalai, A.K.; Kozinski, J.A. Supercritical Water Gasification of Biomass: A State-of-the-Art Review of Process Parameters, Reaction Mechanisms and Catalysis. Sustain. Energy Fuels 2019, 3, 578–598. [Google Scholar] [CrossRef]
- Swagelok. Proportional Relief Valves; Swagelok Company: Solon, OH, USA, 2017. [Google Scholar]
- NIST Standard Reference Database 69: NIST Chemistry WebBook Thermophysical Properties of Fluid Systems. Available online: https://webbook.nist.gov/chemistry/fluid/ (accessed on 5 May 2021).
- Wagner, W.; Kretzschmar, H.-J. International Steam Tables—Properties of Water and Steam Based on the Industrial Formulation IAPWS-IF97, 2nd ed.; Springer: Berlin/Heidelberg, Germany, 2008; ISBN 978-3-540-21419-9. [Google Scholar]
- Brünig, M.; Gerke, S.; Hagenbrock, V. Micro-Mechanical Studies on the Effect of the Stress Triaxiality and the Lode Parameter on Ductile Damage. Int. J. Plast. 2013, 50, 49–65. [Google Scholar] [CrossRef]
- Chen, Z.; Butcher, C. Averaging Methods for Computational Micromechanics. In Micromechanics Modelling of Ductile Fracture; Solid Mechanics and Its Applications; Springer: Dordrecht, The Netherlands, 2013; Volume 195, pp. 25–74. ISBN 978-94-007-6097-4. [Google Scholar]
- Oh, D.H.; Race, J.; Oterkus, S.; Chang, E. A New Methodology for the Prediction of Burst Pressure for API 5L X Grade Flawless Pipelines. Ocean Eng. 2020, 212, 107602. [Google Scholar] [CrossRef]
- Hernalsteen, P. The Influence of Testing Conditions on Burst-Pressure Assessment for Inconel Tubing. Int. J. Press. Vessel. Pip. 1992, 52, 41–57. [Google Scholar] [CrossRef][Green Version]
- Bai, Y.; Bai, Q. Subsea Engineering Handbook, 2nd ed.; Gulf Professional Publishing: Cambridge, MA, USA, 2019; ISBN 978-0-12-812622-6. [Google Scholar]
- ASTM International, E08 Committee. ASTM E1820-20e1, Test Method for Measurement of Fracture Toughness; ASTM International: West Conshohocken, PA, USA, 2020. [Google Scholar]
- ASTM International, E08 Committee. ASTM E1457-19e1, Standard Test Method for Measurement of Creep Crack Growth Times in Metals; ASTM International: West Conshohocken, PA, USA, 2019. [Google Scholar]
- Liu, X.; Fan, J.; Zhang, P.; Xie, J.; Chen, F.; Liu, D.; Yuan, R.; Tang, B.; Kou, H.; Li, J. Temperature Dependence of Deformation Behavior, Microstructure Evolution and Fracture Mechanism of Inconel 625 Superalloy. J. Alloys Compd. 2021, 159342. [Google Scholar] [CrossRef]
- Suave, L.M.; Cormier, J.; Villechaise, P.; Soula, A.; Hervier, Z.; Bertheau, D.; Laigo, J. Microstructural Evolutions During Thermal Aging of Alloy 625: Impact of Temperature and Forming Process. Metall. Mater. Trans. A 2014, 45, 2963–2982. [Google Scholar] [CrossRef]
- Zhang, Y.-C. Experimental Investigation and Numerical Prediction on Creep Crack Growth Behavior of the Solution Treated Inconel 625 Superalloy. Eng. Fract. Mech. 2018, 199, 327–342. [Google Scholar] [CrossRef]
- Liu, Y.; Li, M.; Ren, X.; Xiao, Z.; Zhang, X.; Huang, Y. Flow Stress Prediction of Hastelloy C-276 Alloy Using Modified Zerilli−Armstrong, Johnson−Cook and Arrhenius-Type Constitutive Models. Trans. Nonferrous Metals Soc. China 2020, 30, 3031–3042. [Google Scholar] [CrossRef]
- Konings, R.J.M.; Stoller, R.E. Comprehensive Nuclear Materials; Elsevier: Amsterdam, The Netherlands, 2020; ISBN 978-0-08-102866-7. [Google Scholar]
- Allen, T.R.; Chen, Y.; Ren, X.; Sridharan, K.; Tan, L.; Was, G.S.; West, E.; Guzonas, D. Material Performance in Supercritical Water. In Comprehensive Nuclear Materials; Elsevier: Amsterdam, The Netherlands, 2012; pp. 292–338. ISBN 978-0-08-102866-7. [Google Scholar]
- Ampornrat, P.; Gupta, G.; Was, G.S. Tensile and Stress Corrosion Cracking Behavior of Ferritic–Martensitic Steels in Supercritical Water. J. Nucl. Mater. 2009, 395, 30–36. [Google Scholar] [CrossRef]
- Kirkland, C.M.; Norton, D.; Firth, O.; Eldring, J.; Cunningham, A.B.; Gerlach, R.; Phillips, A.J. Visualizing MICP with X-Ray μ-CT to Enhance Cement Defect Sealing. Int. J. Greenh. Gas Control 2019, 86, 93–100. [Google Scholar] [CrossRef]
- Jha, N.K.; Lebedev, M.; Iglauer, S.; Sangwai, J.S.; Sarmadivaleh, M. In Situ Wettability Investigation of Aging of Sandstone Surface in Alkane via X-ray Microtomography. Energies 2020, 13, 5594. [Google Scholar] [CrossRef]













{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Property | Value | Unit |
|---|---|---|
| Density (20 °C) | 8440 | kg/m3 |
| Coeff. Of thermal expansion (538 °C) | 14 | µm/m·K |
| Specific heat (21 °C) | 410 | J/Kg·K |
| Thermal conductivity | 9.8 | W/m·K |
| Tensile strength (21 °C) | 8550 | Bar |
| Tensile strength (540 °C) | 7450 | Bar |
| Tensile strength (650 °C) | 7100 | Bar |
| Stress-rupture strength (650 °C; 100 h) | 4400 | Bar |
| Stress-rupture strength (650 °C; 1000 h) | 3700 | Bar |
| Maximum working pressure (21 °C) | 1360 | Bar |
| Maximum working pressure (650 °C) | 1130 | Bar |
| Series | Test Set Pressure (bar) | Minimum Reseal Pressure as Percentage of Set Pressure, % |
|---|---|---|
| RL3, RL4 | 0.7–1.3 | 50 |
| 12.0–15.5 | 91 | |
| R3A, R4 | 6.8–13.7 | 50 |
| 58.5–68.9 | 84 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2021 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (https://creativecommons.org/licenses/by/4.0/).
Share and Cite
De Blasio, C.; Salierno, G.; Magnano, A. Implications on Feedstock Processing and Safety Issues for Semi-Batch Operations in Supercritical Water Gasification of Biomass. Energies 2021, 14, 2863. https://doi.org/10.3390/en14102863
De Blasio C, Salierno G, Magnano A. Implications on Feedstock Processing and Safety Issues for Semi-Batch Operations in Supercritical Water Gasification of Biomass. Energies. 2021; 14(10):2863. https://doi.org/10.3390/en14102863
Chicago/Turabian StyleDe Blasio, Cataldo, Gabriel Salierno, and Andrea Magnano. 2021. "Implications on Feedstock Processing and Safety Issues for Semi-Batch Operations in Supercritical Water Gasification of Biomass" Energies 14, no. 10: 2863. https://doi.org/10.3390/en14102863
APA StyleDe Blasio, C., Salierno, G., & Magnano, A. (2021). Implications on Feedstock Processing and Safety Issues for Semi-Batch Operations in Supercritical Water Gasification of Biomass. Energies, 14(10), 2863. https://doi.org/10.3390/en14102863