1. Introduction
Air pollution and global warming caused by the use of fossil fuels are becoming progressively more serious, and car exhaust emissions are affecting the air quality significantly. Regulations on the carbon dioxide emissions of internal combustion engines are being strengthened to reduce air pollution. All countries have started to regulate the production and importation of internal combustion engine vehicles, especially in Europe. Many European countries are making mid- to long-term plans to increase the supply of electric vehicles and to ban the sale of all internal combustion engines. As a result, increasingly more ecofriendly cars are being produced and distributed and the battery charging system industry for electric vehicles is rapidly being developed. As regards ecofriendly cars, there are hybrid electric vehicles (HEVs), plug-in hybrid electric vehicles (PHEVs), electric vehicles (EVs), and fuel cell electric vehicles (FCEVs). Ecofriendly cars have an inverter system for transmitting battery power to motors and capacitors are important components for a constant supply of electricity [
1,
2,
3,
4].
A DC-link capacitor is an inverter component that stabilizes the power by rectifying the high-frequency ripple current generated at the inverter. The core material of the capacitor is a dielectric material. The capacitor heat up by dielectric loss. In particular, the equivalent series resistance (ESR) of the electrical characteristics is a major factor related to heat generation [
5]. It is important to lower the ESR as much as possible to increase the lifetime of the capacitor. The factor that most significantly affects the ESR of the capacitor is the film width. An increase in film width causes an increase in ESR and heating temperature. Moreover, the dielectric breakdown caused by voltage reduces the capacitance, which leads to lower output of the inverter [
6,
7,
8]. While it is important to use the smallest possible film width, the size restraint inevitably causes an increase in the film width, and the resulting heat becomes a problem. The type of capacitor used in a power conversion inverter comprises a film and an electrolyte; typically, it uses a film with excellent electrical characteristics depending on the changes in temperature and frequency [
9,
10,
11,
12].
Some of the film capacitors being studied utilize polyetherimide (PEI) films (high-temperature ultra-thin polymer films) that can be used at a high temperature. Most dielectric films need to maintain their performance at temperatures of 105 °C and higher. While the maximum permittivity temperature is 100 °C for polypropylene and 125 °C for polyester (PET), it is 160 °C for polyphenylene sulfide (PPS) and PEI. This is because they are considered as high-temperature dielectric materials that can maintain their permittivity between 160 and 200 °C, respectively [
13,
14,
15,
16,
17,
18,
19]. However, self-healing is the most important function of a dielectric material; this involves removing the metal layer deposited when the dielectric material is damaged by temperature and voltage [
20,
21]. PPS is not used as a capacitor material as its self-healing function is poor and it does not remove any metal deposition layer, which might lead to a fire accident [
22,
23,
24,
25]. Moreover, the application of a PEI film in the capacitance design is difficult as the film thickness is 5 µm [
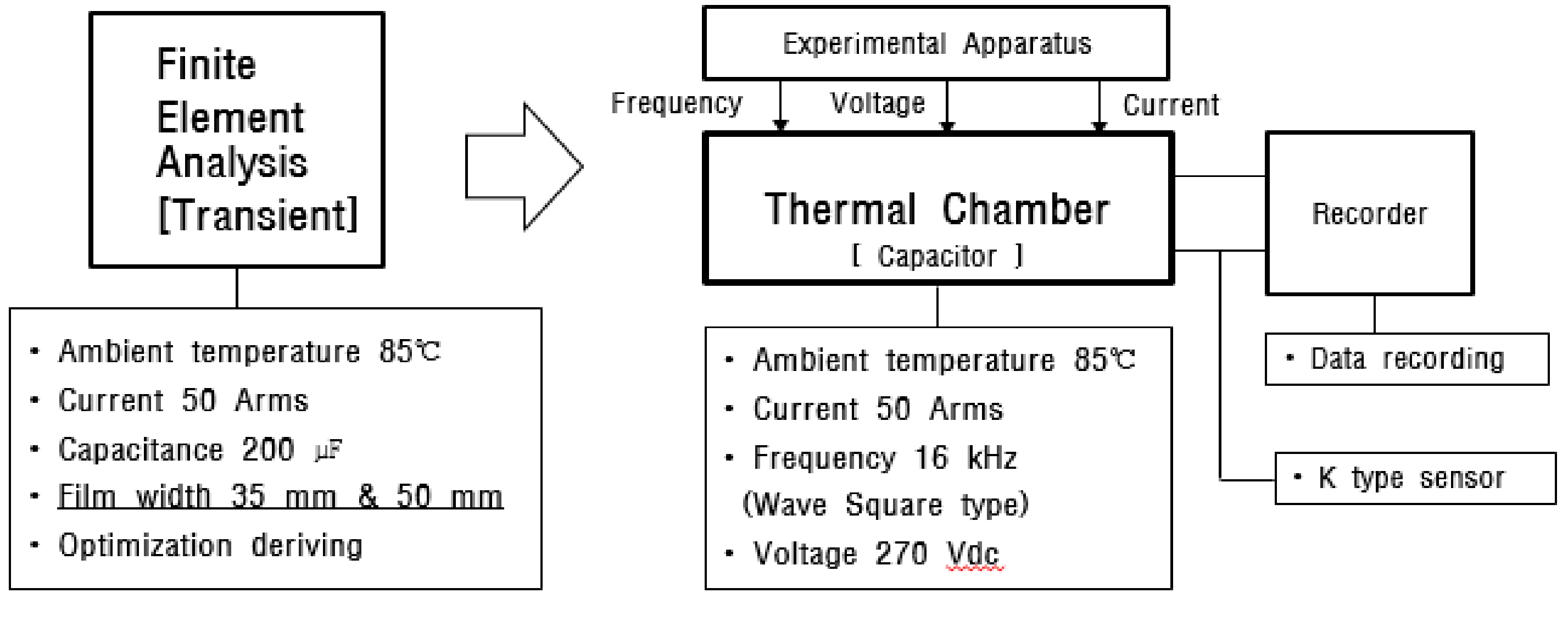
15]. Therefore, factor analysis is necessary to minimize the heat generation in extended use polypropylene film. In this study, several factors were analyzed to minimize the ESR and heat resulting from increased film width, and the performance of each factor was confirmed experimentally. For the analysis of the heat minimization factors of the capacitor, the film width was set at 50 mm, and the experimental plan was established based on the Box–Behnken method for the response surface analysis methodology. Film thickness, capacitance, and epoxy with thermal conductivity were used as variables, all varied to three different levels. The △t (°C), ESR (mΩ), and heat transfer rate (
) results were derived as a function of the variables through finite element analysis (FEA). The temperature on the graph is the maximum temperature of the capacitor and △t is the difference between the maximum temperature and the saturation temperature. ESR can be used to calculate the resistance of a heating element through numerical analysis and to determine the heating value. In addition, the total heating value (W) was analyzed in terms of heat transfer rate, and heat resistance was used to analyze the differences in temperature with the varying levels of thermal conductivity of epoxy. After finite element analysis, the optimized design conditions for film width and film thickness to satisfy the temperature requirements were derived, which were then verified experimentally by producing physical samples. The experimental results showed an accuracy of approximately 99.07%, and the conditions for minimizing heat generation of the capacitor were determined based on the film thickness and capacitance set as variables.
3. Analysis
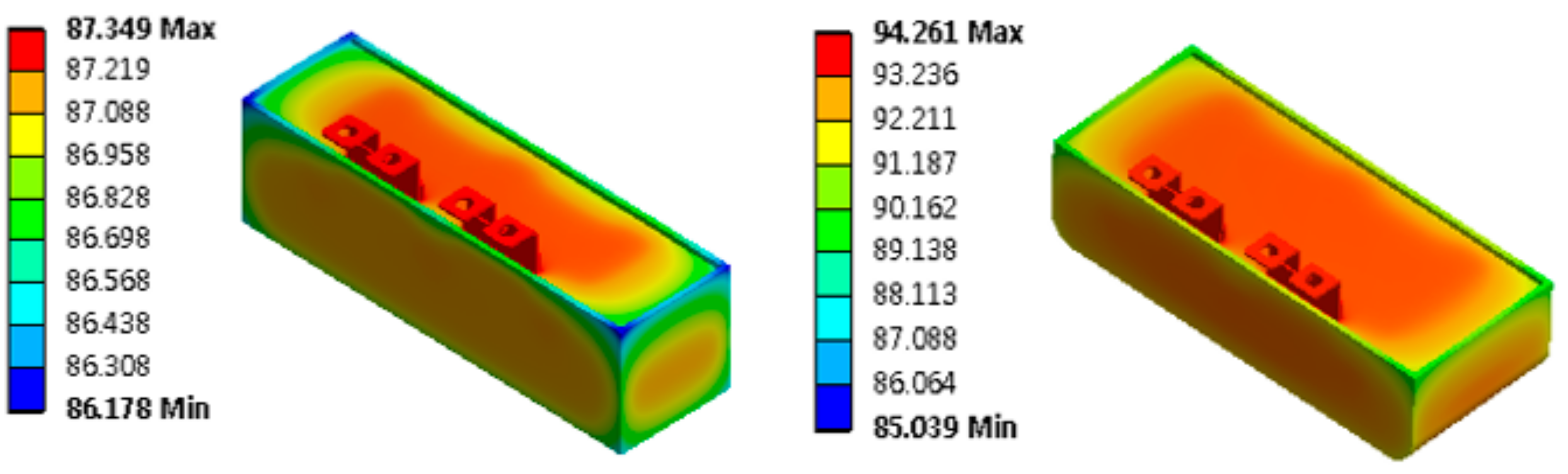
Figure 2 compares the temperature results for film widths of 35 mm and 50 mm to identify the specifications to minimize heat generation with increasing film width. As shown in
Table 3, the thermal properties with 50 mm film width were found to be high when the analysis was performed with film thickness of 3.15 µm and capacitance of 200 µF. In particular, △T for the 50 mm film width was approximately four times higher than that for the 35 mm film width, ESR for the 50 mm film width was approximately 2.1 times higher than that for the 35 mm film width, and
for the 50 mm film width was approximately 3.95 times higher than that for the 35 mm film width. The increase in ESR with larger film width increased both the thermal and electrical properties. As such, factor analysis was necessary to minimize heat generation with increased film width, and the conditions that would result in temperature properties similar to that of the 35 mm film width shown in
Table 3 were explored in the study.
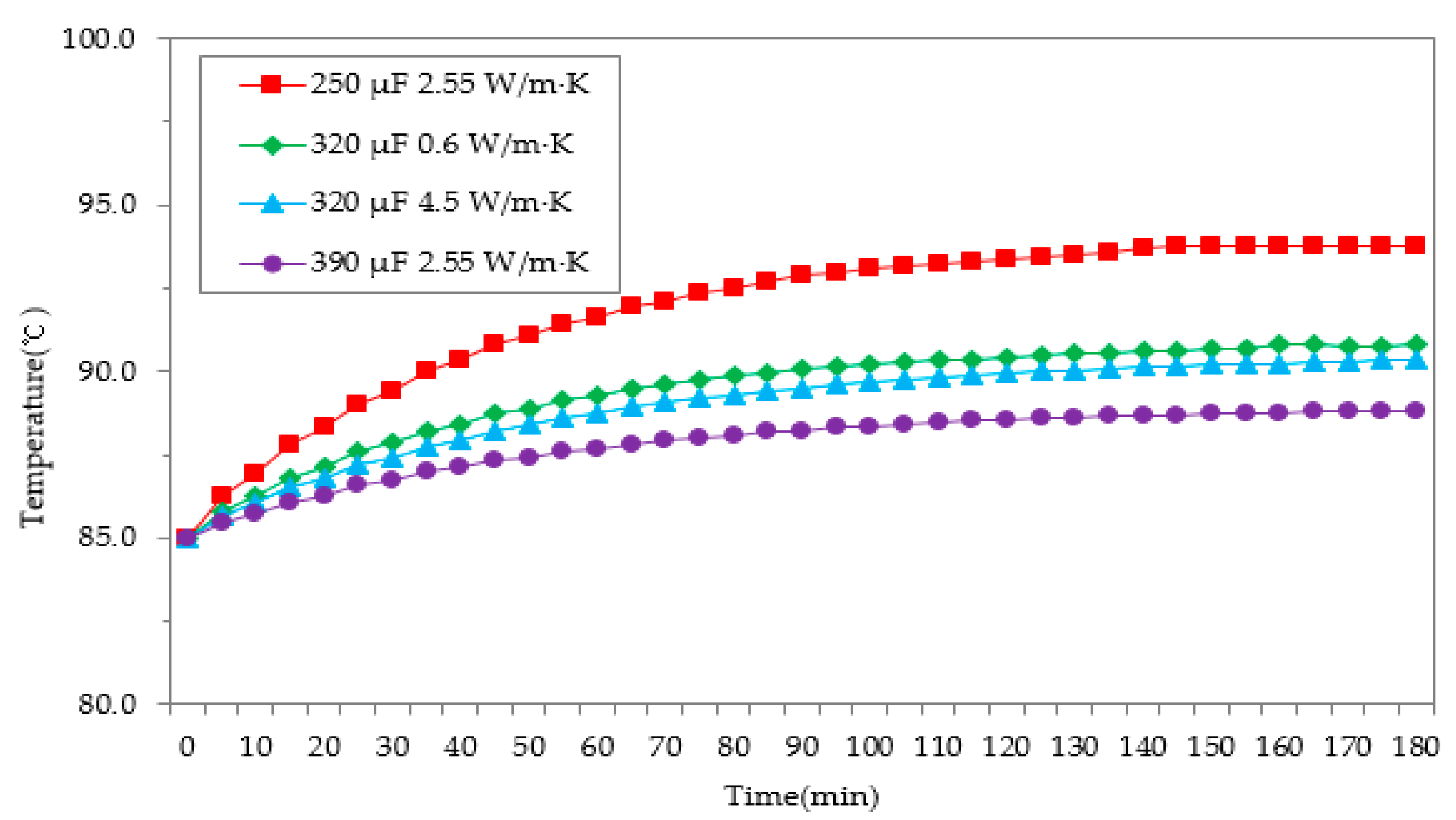
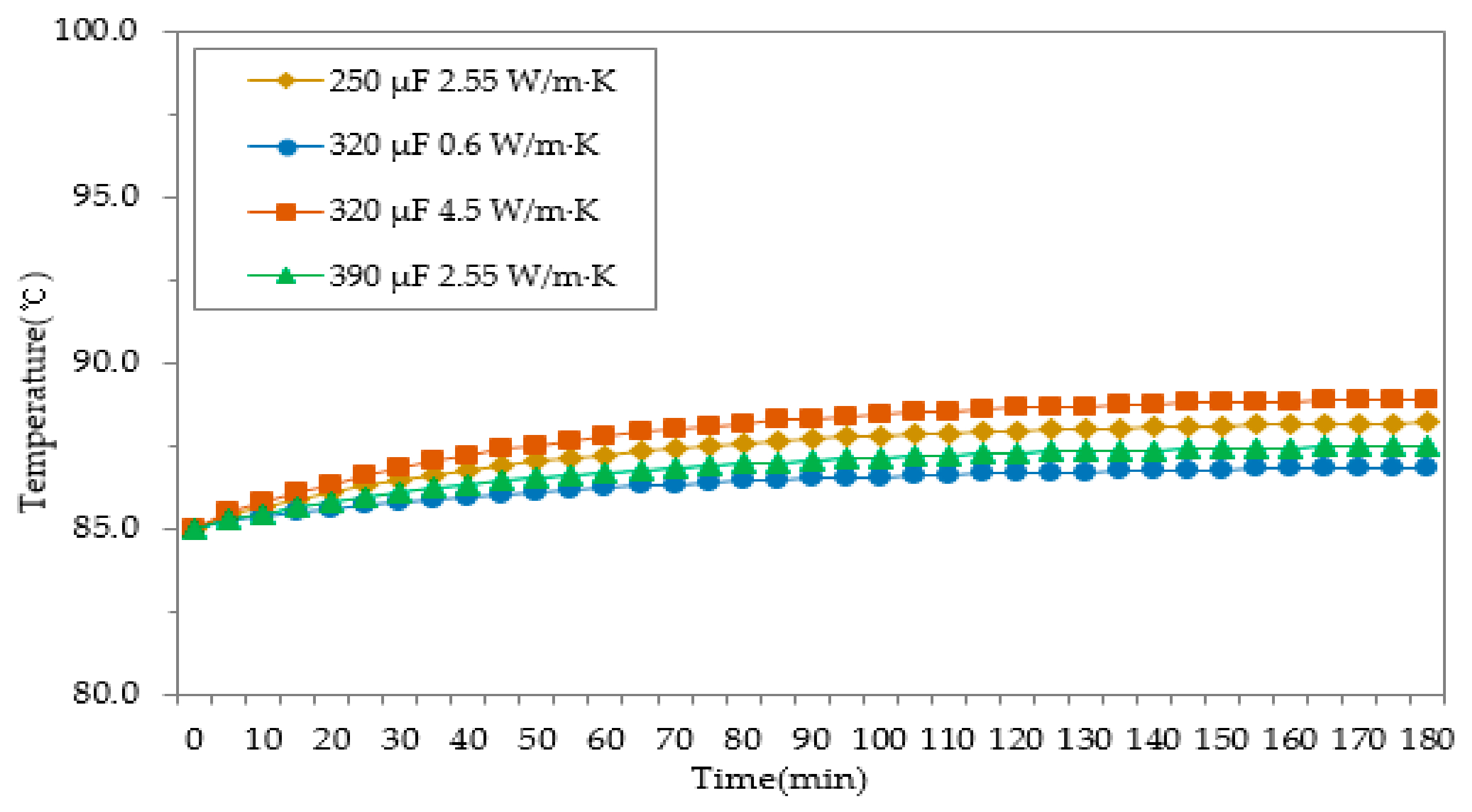
Figure 3 and
Table 4 show the analysis results for film thickness of 2.8 μm. The capacitance and thermal conductivity conditions that produced the highest temperature were 250 μF and 2.55 W/m·K, respectively, with the largest temperature increase, △T, of 8.85 °C. Moreover, ESR was 1.71 mΩ and the heat transfer rate (
) was 4.28 W, which are approximately twice as high as those in the case of 390 μF. When the capacitance was 390 μF, △T was the lowest at 3.82 °C, ESR was 0.84 mΩ, and the heat transfer rate (
) was 2.10 W, which is approximately half of those in the case of 250 μF. This confirmed that the effect of capacitance (μF) on ESR was very significant. As seen in
Figure 3, the heating temperature decreased with increasing capacitance. Moreover, the temperature difference with high-conductivity epoxy was minimal. △T was 5.8 °C under 320 μF and 0.6 W/m·K, whereas it was 5.34 °C under 320 μF and 4.5 W/m·K, exhibiting only a small temperature difference of 0.46 °C between the two levels. Under general convection conditions, the thermal conductivity difference of epoxy had very little effect to reduce the capacitor’s heat generation. The film thickness of the experiment is 2.8 μm and the dielectric flux density is 543.39 C/mm
2.
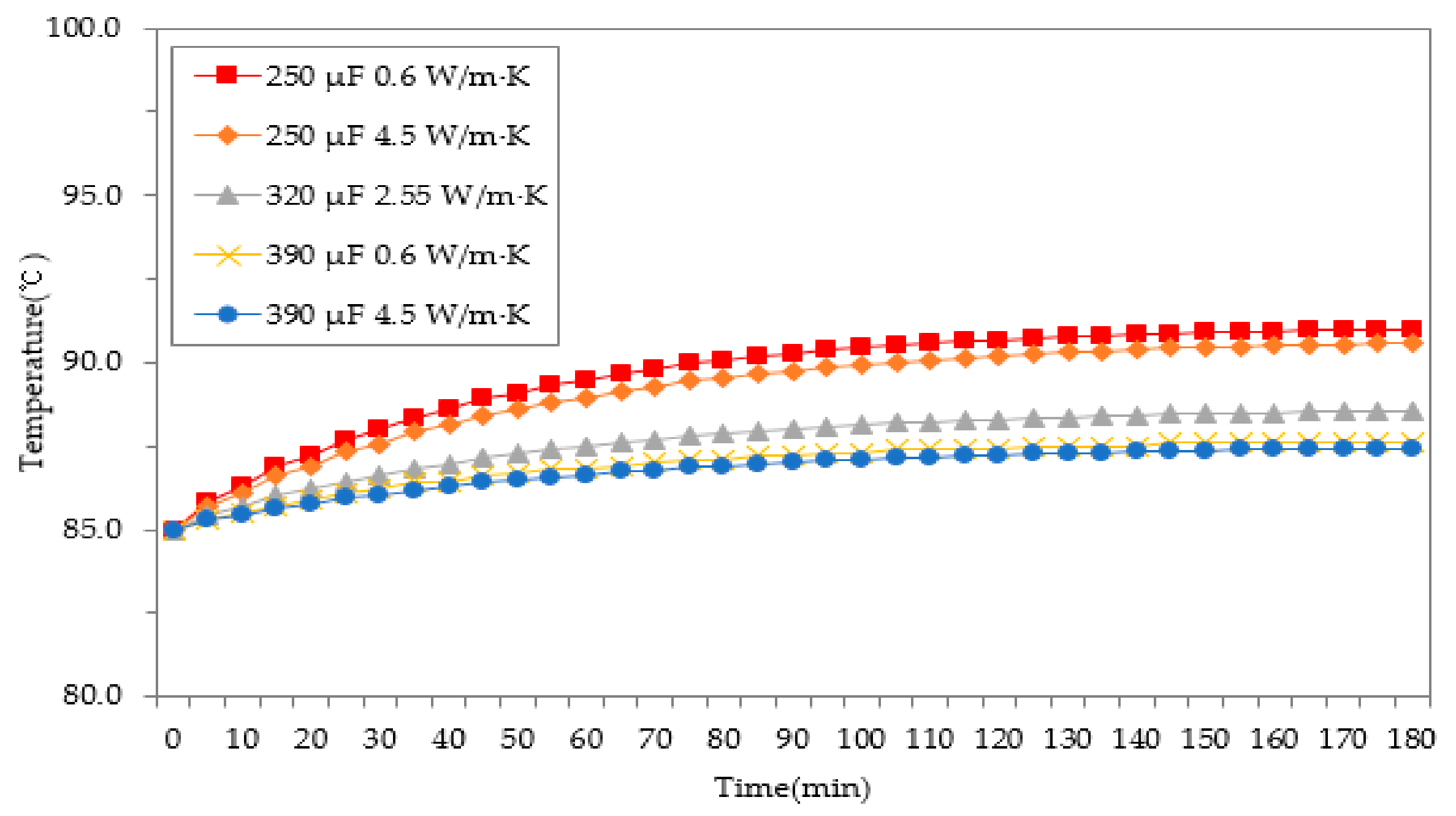
The results of the finite element analysis performed at five different levels for a film thickness of 3.15 μm are shown in
Figure 4 and
Table 5. The 250 μF and 0.6 W/m·K factor level showed the best results with ESR of 1.25 mΩ, △T of 6.08 °C, and a total heat transfer rate (
) of 3.13 W. Given the identical capacitance and epoxy thermal conductivity of 4.5 W/m·K, the values of ESR, △T, and
were 1.15 mΩ, 5.59 °C, and 2.88 W, respectively, showing a minimal temperature difference compared to when the thermal conductivity was 0.6 W/m·K. Even when the thermal conductivity of epoxy was increased by a factor of 7.5, no significant change in temperature was observed under general convection conditions. The 390 µF and 4.5 W/m·K level showed the lowest temperature properties with ESR of 0.64 mΩ, △T of 2.45 °C, and
of 1.59 W. Capacitance is considered to be the main factor that reduces ESR and the heating value, as shown in Equations (1) and (2), respectively. ESR, △T, and the total heat transfer rate for a film thickness of 3.15 μm were approximately 84% of the corresponding values when the film thickness was 2.8 μm. This is attributed to the lower electric flux density and increased film thickness. The dielectric flux density is 433.29 C/mm
2, and it can be increased by 25.4% compared to the 2.8 μm film thickness.
Figure 5 shows the analysis results for the film thickness of 3.5 μm and
Table 6 lists the property data from the results. The temperature was highest under 250 µF and 2.55 W/m·K with △T of 3.88 °C, ESR of 0.86 mΩ, and the total heat transfer rate,
, of 2.14 W. Although capacitance was low at 250 μF, the increased film thickness resulted in lower electrical-thermal properties. Moreover, the increase in thermal conductivity did not affect the result under general convection conditions, as the temperature difference between the epoxy products with thermal conductivity of 0.6 W/m·K and 4.5 W/m·K was only 0.69 °C. The 390 μF and 2.55 W/m·K level produced the lowest values with △T of 1.82 °C, ESR of 0.47 mΩ, and a total heat transfer rate (
) of 1.18 W. In this analysis, capacitance and film thickness were also found to have a significant effect in reducing ESR, total heat transfer rate, and △T. The dielectric flux density is 350.97 C/mm
2 and it can be increased by 54.8% compared to the 2.8 μm film thickness and by 23.5% compared to 3.15 μm film thickness.
5. Conclusions
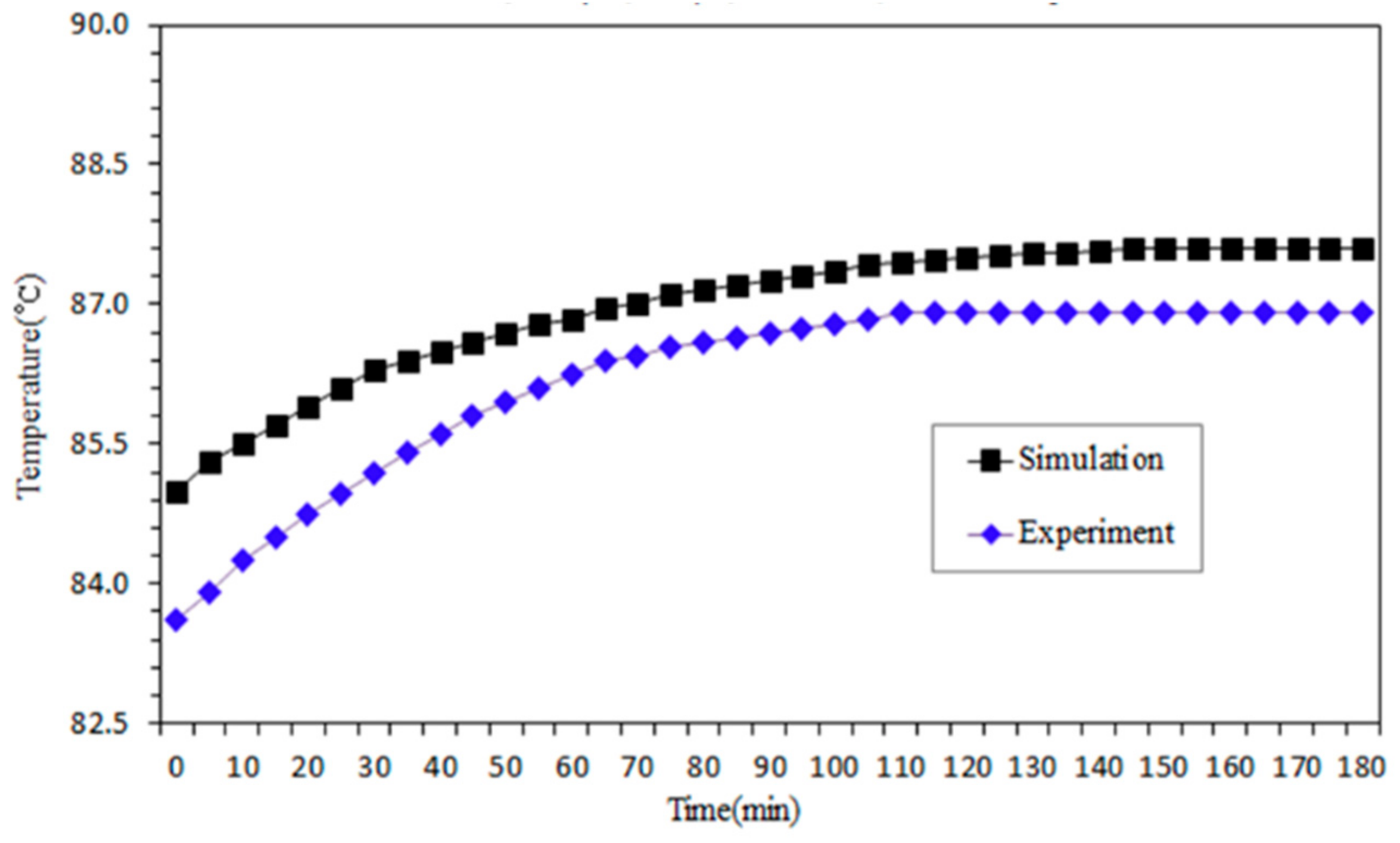
In this study, the factors affecting the minimization of heat generation of a capacitor were determined, and their properties were analyzed through finite element analysis. The variables that affect heat generation—including capacitance, film thickness, and thermal conductivity of epoxy—were set at three different levels. The analysis results confirmed the significant effect of capacitance and film thickness on heat generation. It was found that temperature decreased with increasing capacitance and film thickness, whereas higher thermal conductivity of epoxy did not have a significant effect under general convection conditions. The interaction between film thickness and capacitor was found to be effective in minimizing ESR reduction and heat generation. As the film thickness increased, the ΔT and dielectric flux density decreased. The optimized conditions for minimizing heat generation were derived, and the feasibility of the analysis model was verified experimentally. Further, comparison of the prediction and experimental values confirmed the high accuracy of the analysis model.












{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}