Ageing Tests of Samples of Glass-Epoxy Core Rods in Composite Insulators Subjected to High Direct Current (DC) Voltage in a Thermal Chamber


Abstract
:1. Introduction
2. Materials and Methods
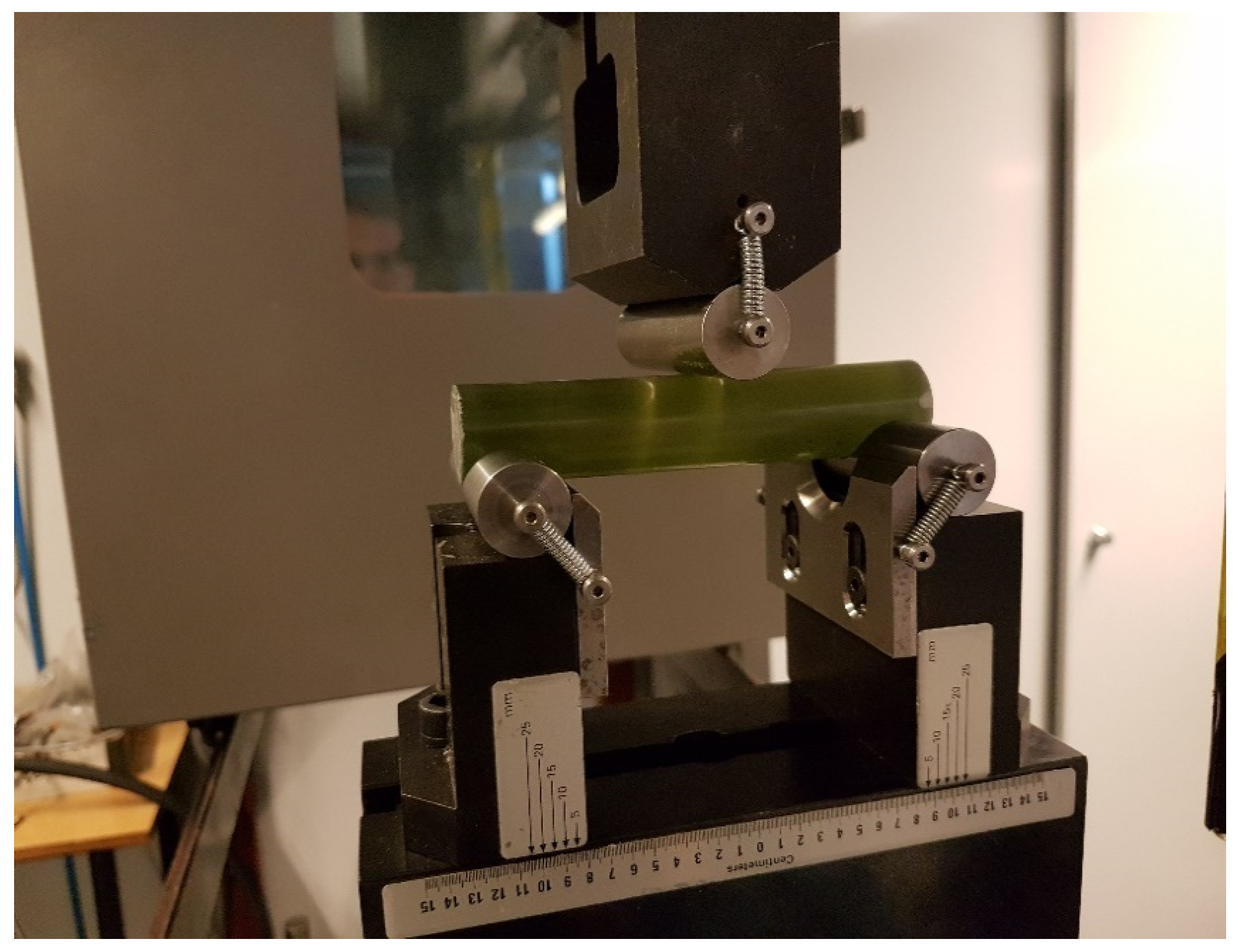
- σf—is the bending stress, in MPa;
- F—force loading the sample, recorded by the measuring system, in N;
- l—distance between supports in the measuring system, equal to 100 mm;
- d—diameter of the cylindrical sample, equal to 24 mm.
3. Results
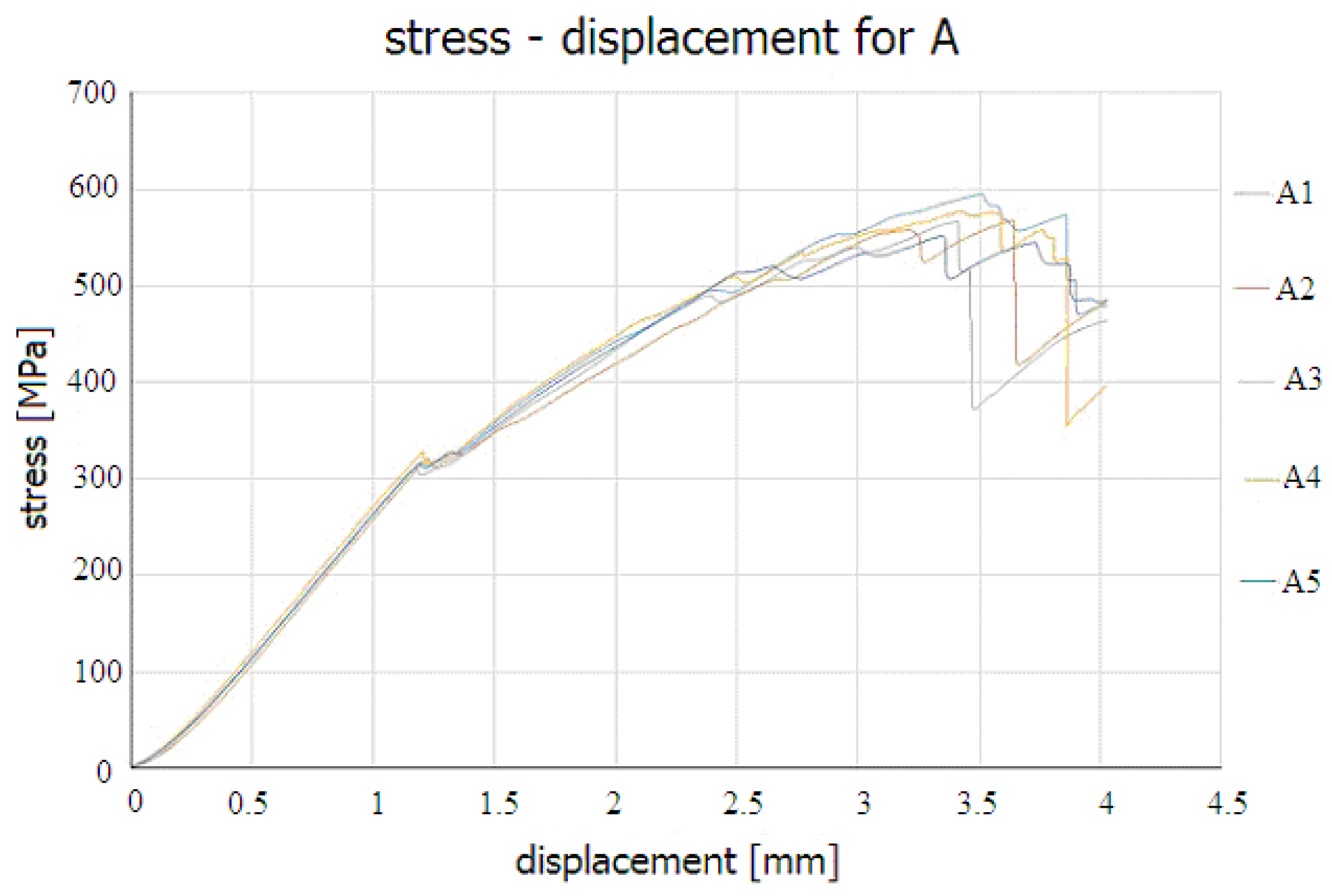
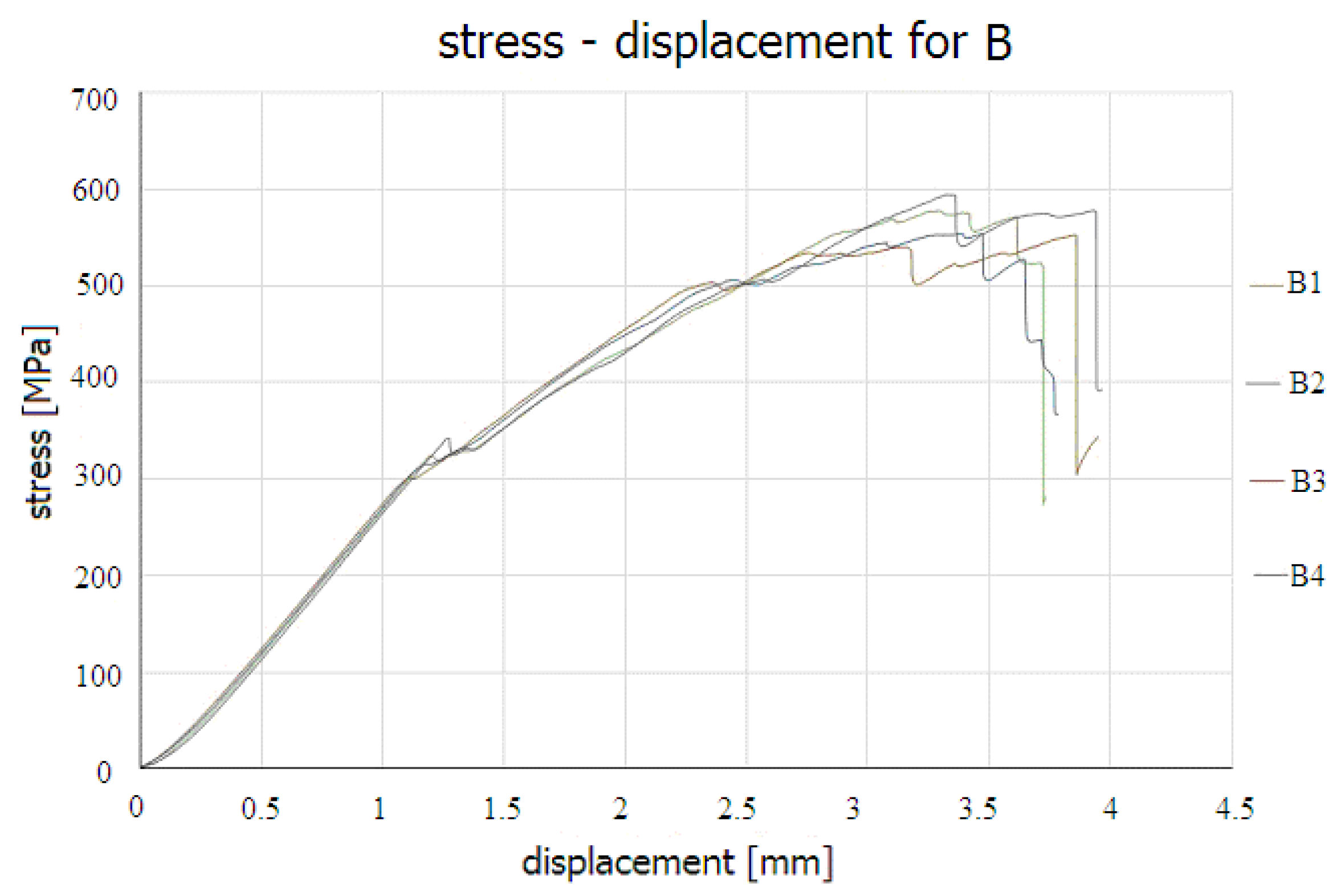
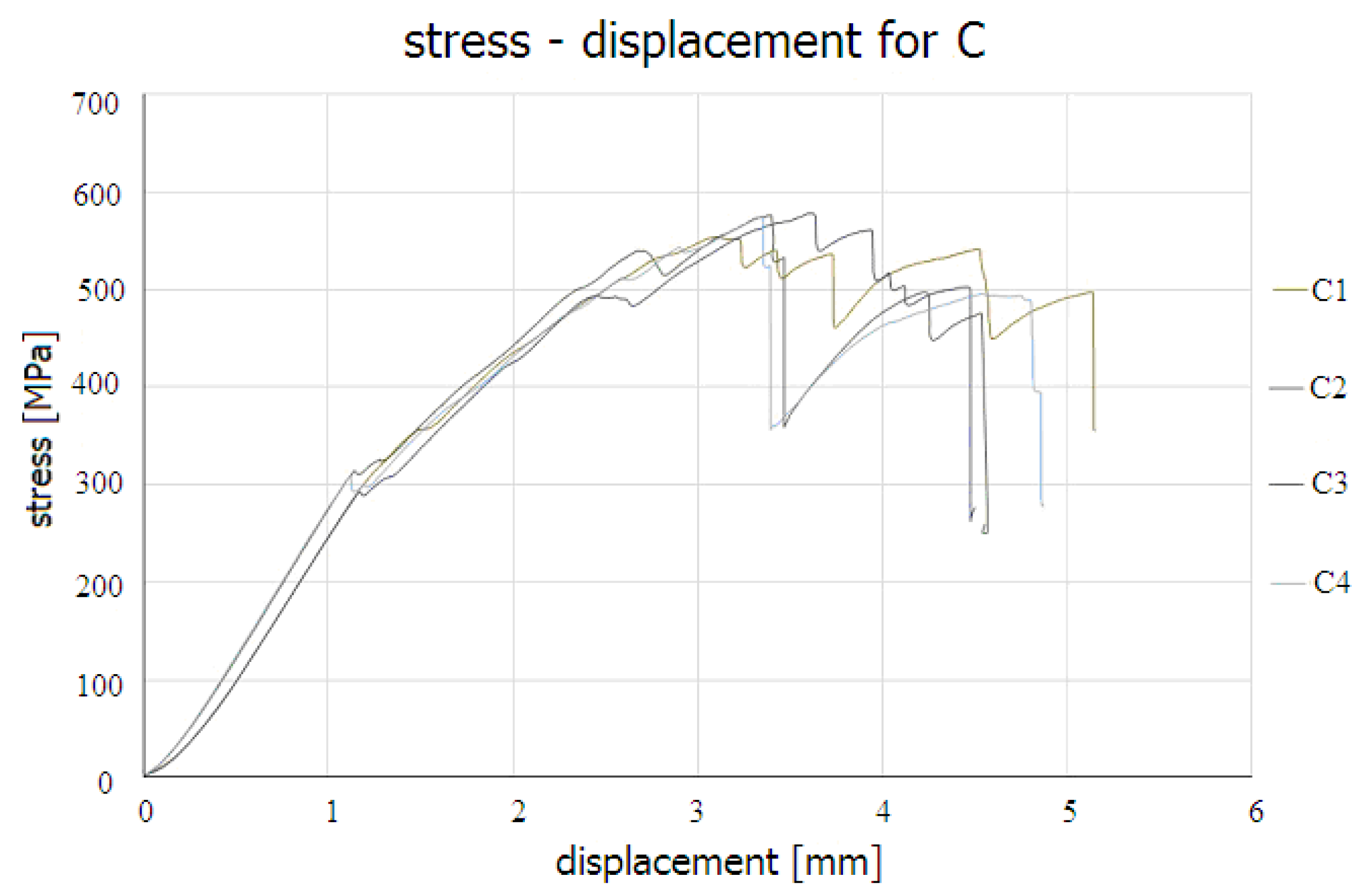
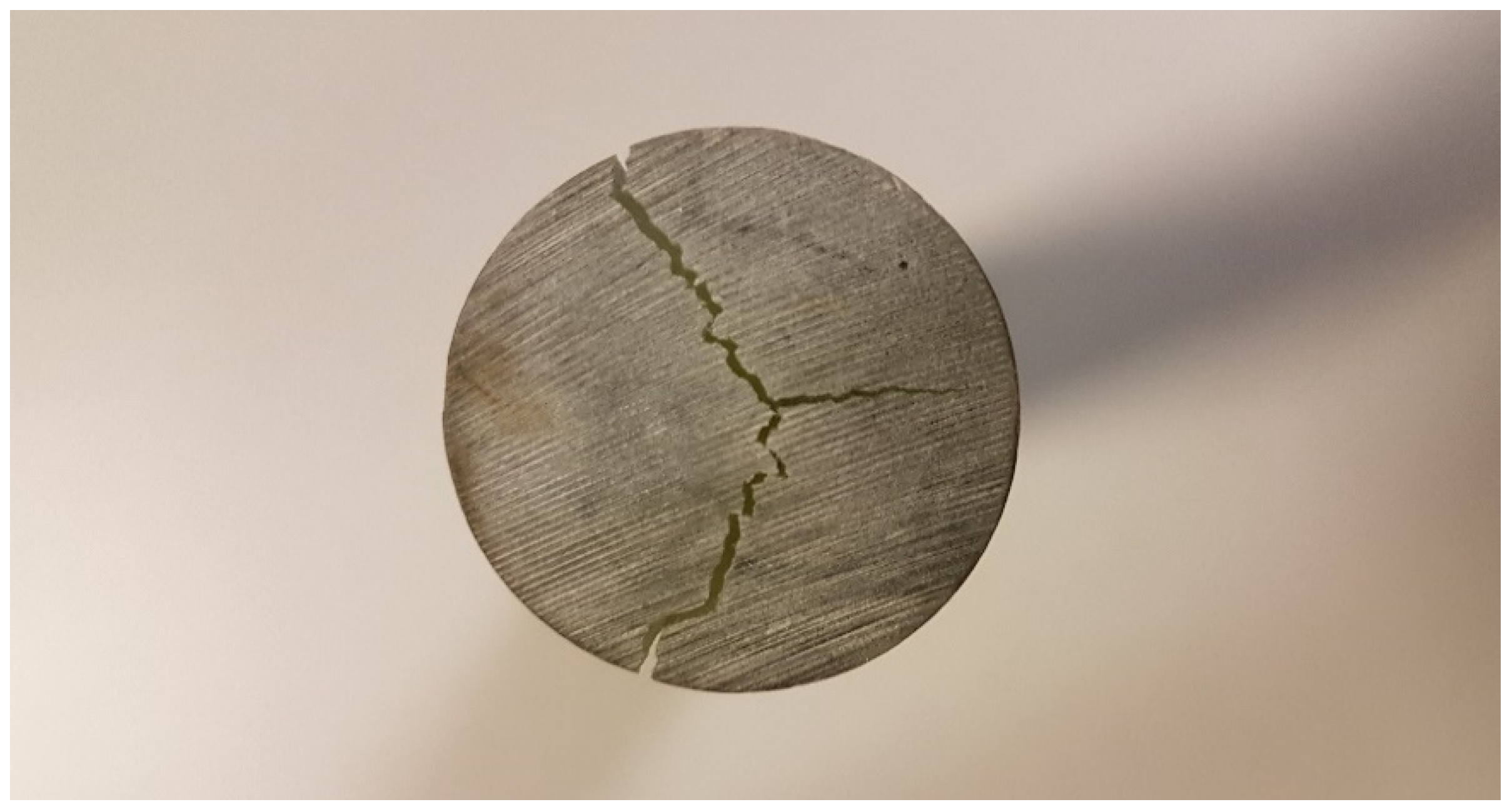
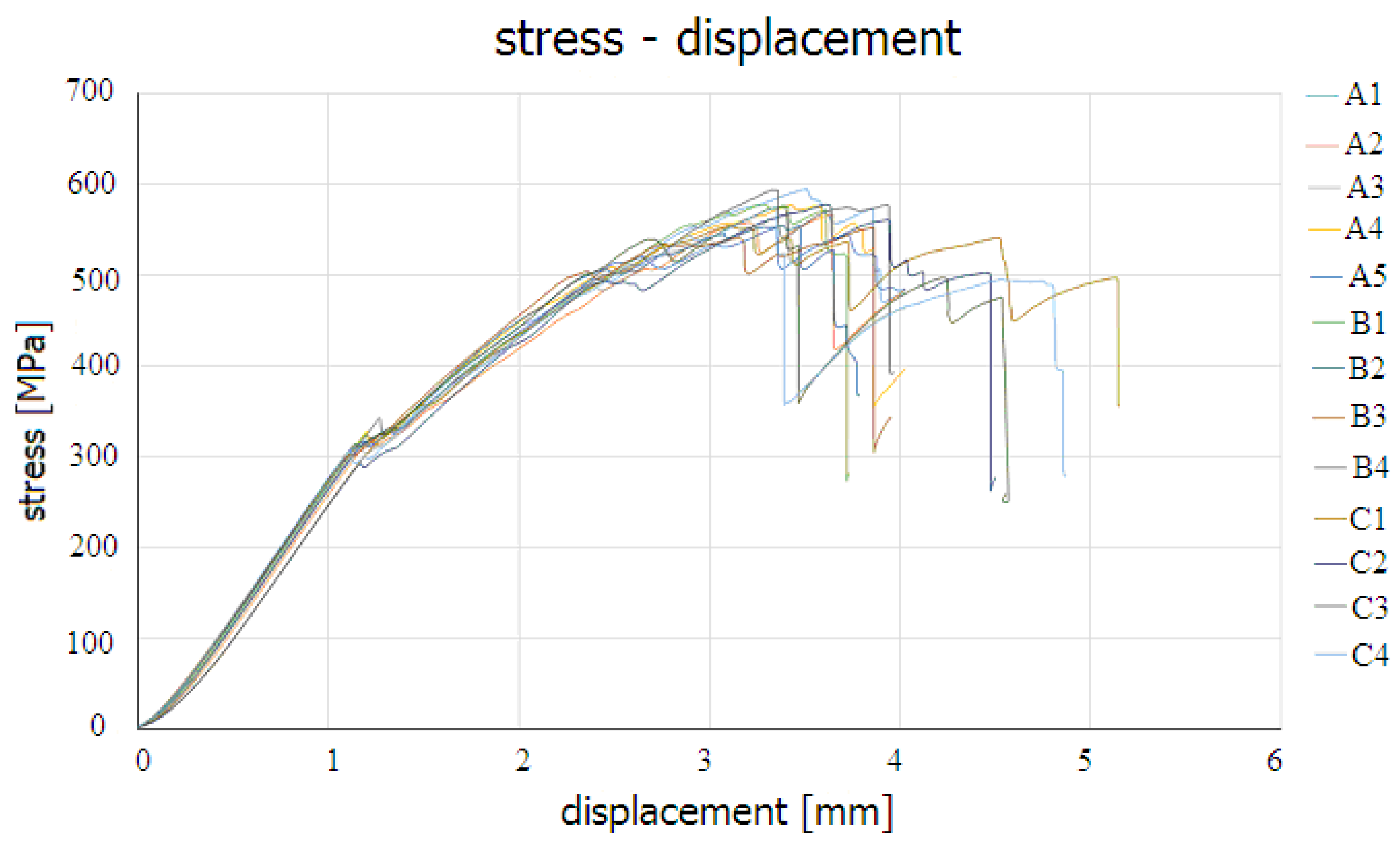
3.1. Mechanical Strength Tests
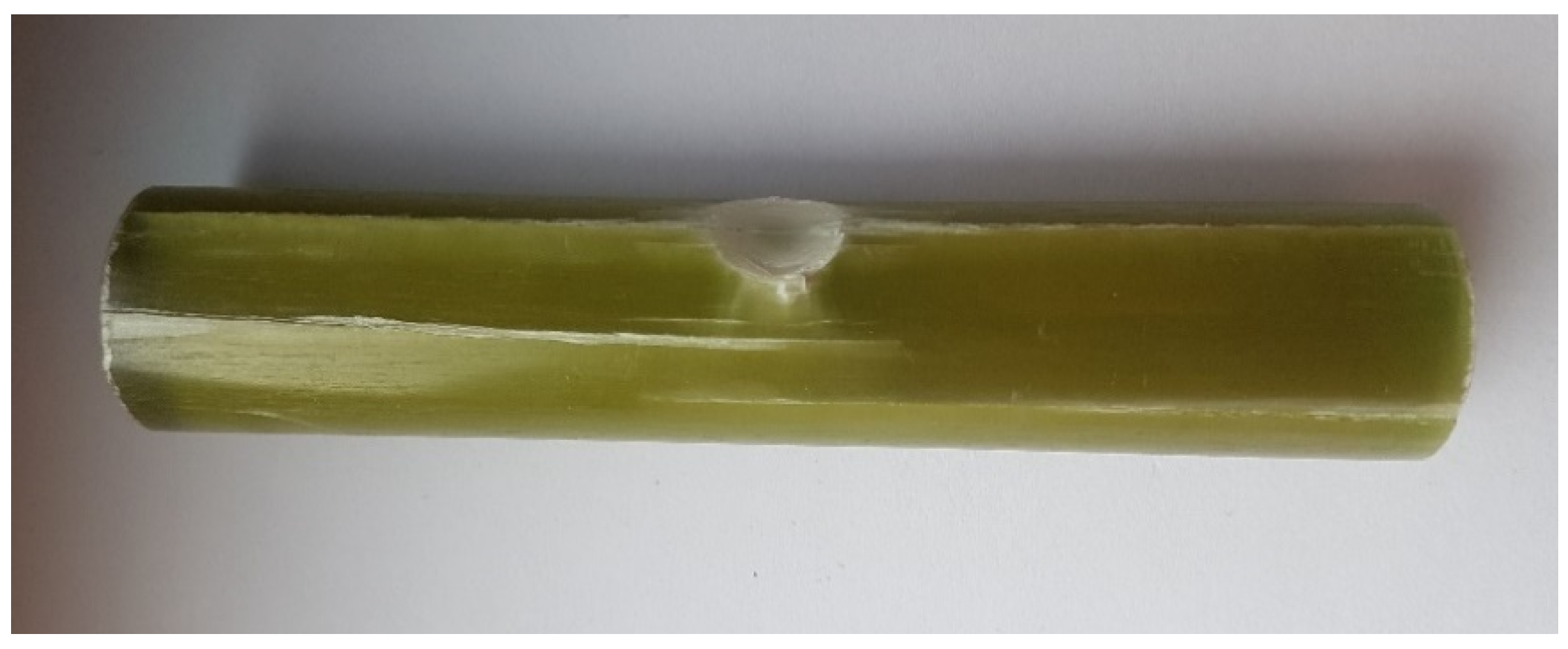
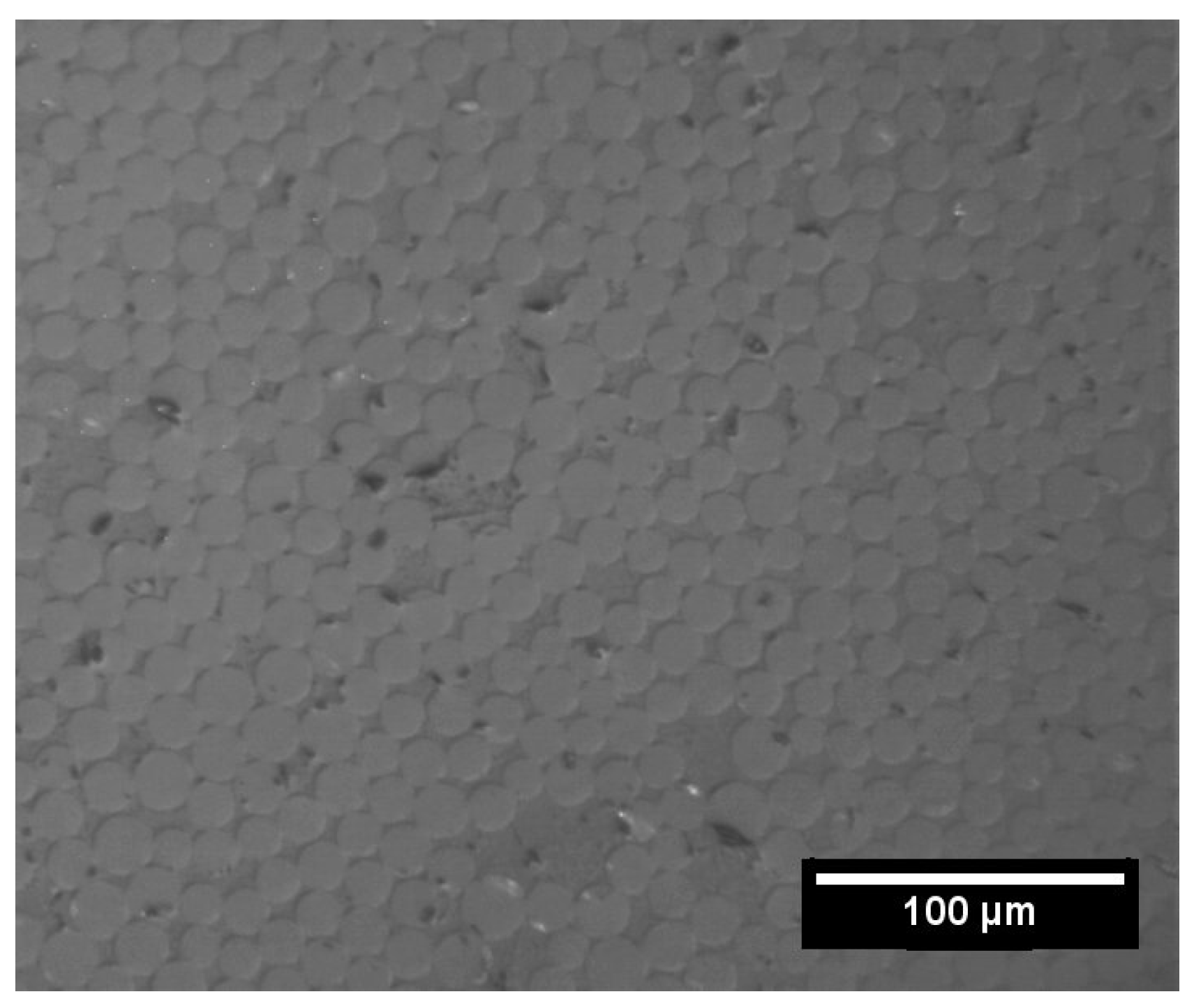
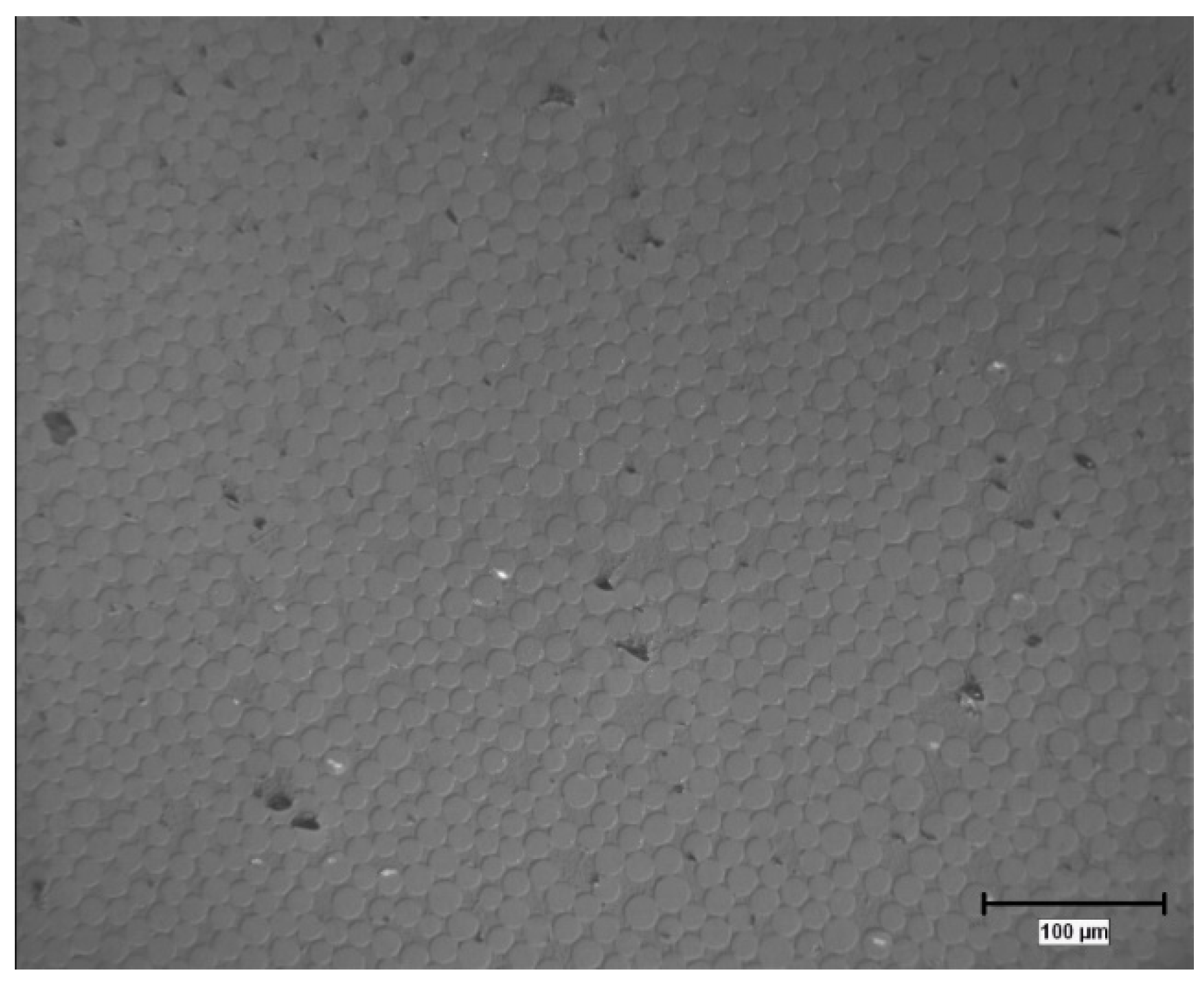
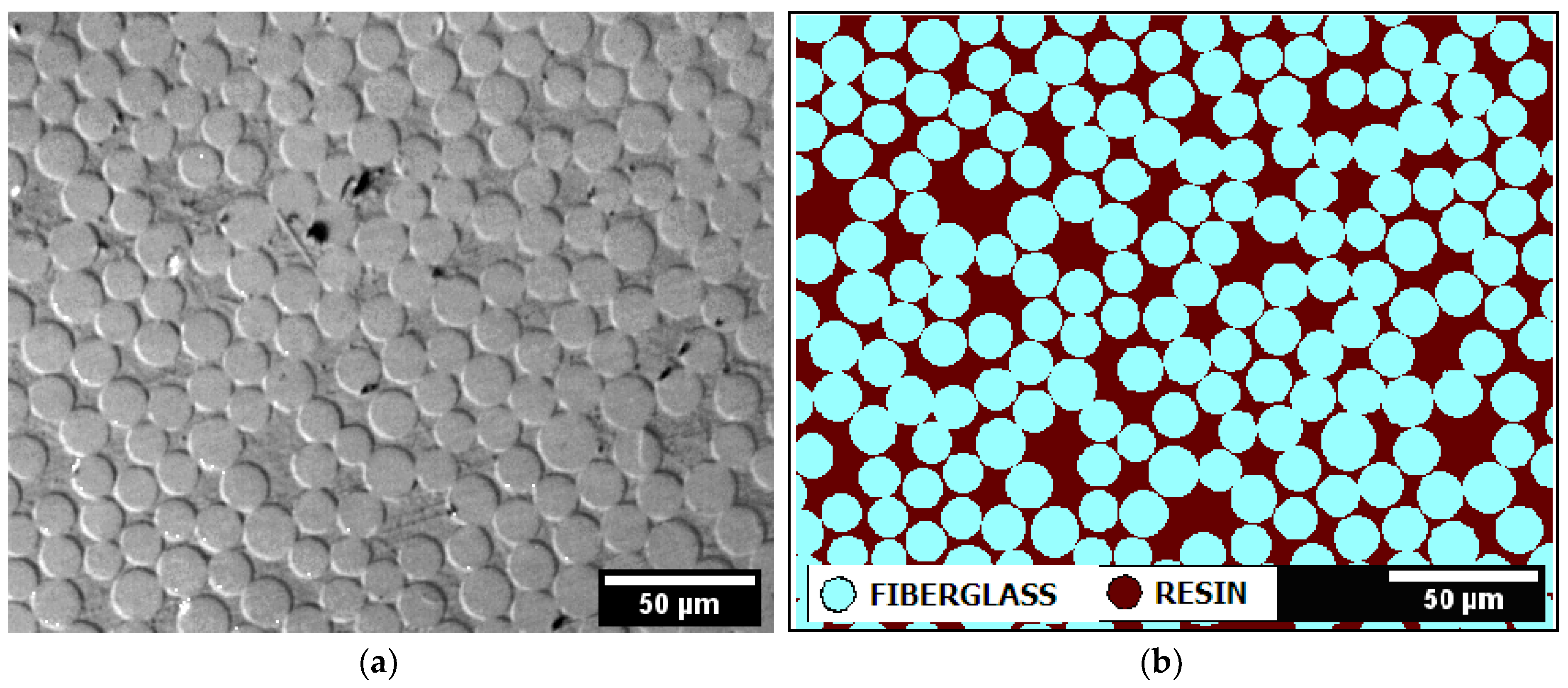
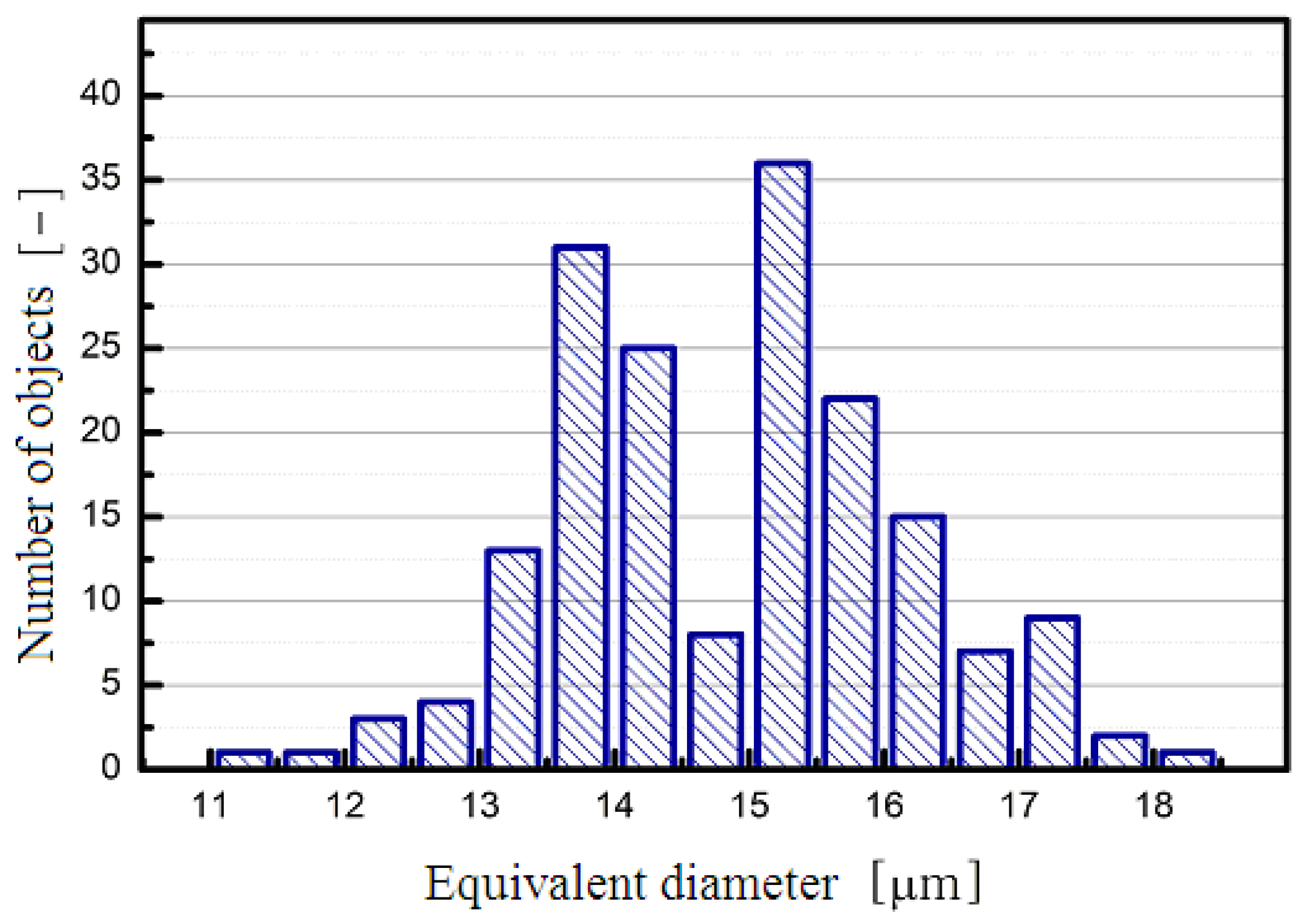
3.2. Microscopic Examination of Samples
3.3. Micro-Hardness Measurements of Samples
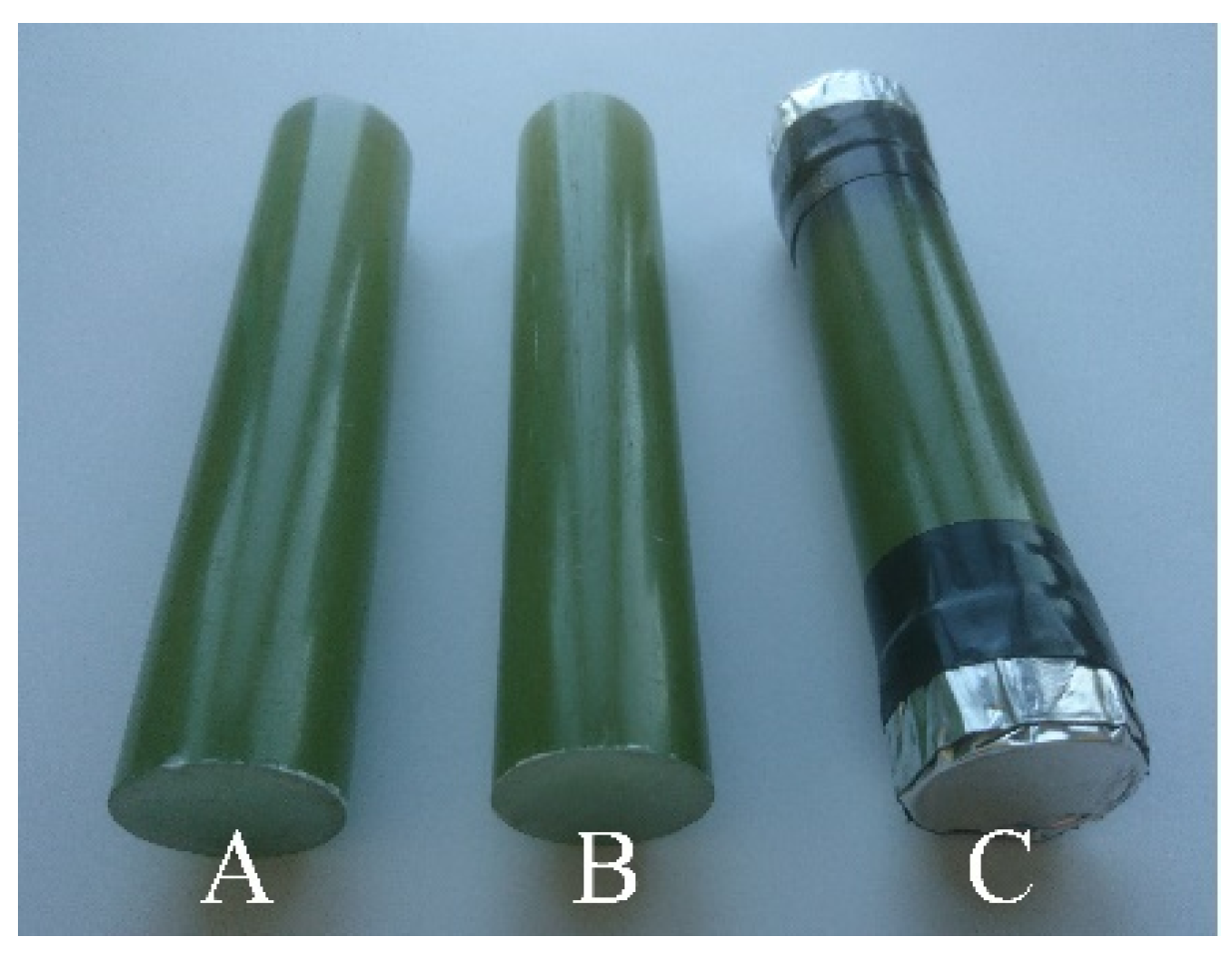
- Reference sample A2–165 ± 9;
- Temperature-aged sample B2–169 ± 11;
- Temperature- and voltage-aged sample C3–155 ± 8.
4. Discussion
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- George, J.; Lodi, Z. Design and selection criteria for HVDC overhead transmission lines insulators. In Proceedings of the 2009 CIGRE Canada Conference on Power Systems, Toronto, ON, Canada, 4–6 October 2009. [Google Scholar]
- Kumosa, M.; Armentrout, D.; Burks, B.; Hoffman, J.; Kumosa, L.; Middleton, J.; Predecki, P. Polymer matrix composites in high voltage transmission line application. In Proceedings of the 18th International Conference on Composites Materials (ICCM), Jeju Island, Korea, 21–26 August 2011. [Google Scholar]
- Osmanbasic, E. High-Voltage DC Power Transmission: Should HVDC Replace AC in Power Systems? Available online: https://www.allaboutcircuits.com/technical-articles/high-voltage-dc-power-transmission-hvdc-replace-ac-power-systems/ (accessed on 20 October 2020).
- Raju, M.; Subramaniam, N.P. Comparative study on Disc Insulators Deployed in EHV AC and HVDC Transmission Lines. In Proceedings of the IEEE International Conference on Circuit, Power and Computing Technologies, ICCPCT 2016, Tamilnadu, India, 18–19 March 2016. [Google Scholar]
- Gubanski, S. Surface Charge & DC Flashover Performance of Composite Insulators. INMR. 13 August 2016. Available online: https://www.inmr.com/surface-charge-flashover-performance-composite-insulators/ (accessed on 20 October 2020).
- Morshuis, P.; Cavallini, A.; Fabiani, D.; Montanari, G.C.; Azcarraga, C. Stress conditions in HVDC equipment and routes to in service failure. IEEE Trans. Dielectr. Electr. Insul. 2015, 22, 81–91. [Google Scholar] [CrossRef]
- Working Group C4.303 CIGRE. Outdoor insulation in polluted conditions: Guidelines for selection and dimensioning—Part 2: THE DC CASE. In Technical Brochures CIGRE; Available online: https://e-cigre.org/publication/518-outdoor-insulation-in-polluted-conditionsguidelines-for-selection-and-dimensioning---part-2-the-dc-case (accessed on 15 December 2020).
- Yuan, C.; Xie, C.; Li, L.; Xu, X.; Gubanski, S.M.; Zhou, Y.; Li, Q.; He, J. Space charge behavior in silicone rubber from in-service aged HVDC composite insulators. IEEE Trans. Dielectr. Electr. Insul. 2019, 26, 843–850. [Google Scholar] [CrossRef]
- Wieczorek, K.; Jaroszewski, M.; Ranachowski, P.; Ranachowski, Z. Examination of the properties of samples from glass-epoxy core rods for composite insulators subjected to DC high voltage. Arch. Metall. Mater. 2018, 63, 1281–1286. [Google Scholar]
- Kumosa, L.S.; Kumosa, M.S.; Armentrout, D.L. Resistance to brittle fracture of glass reinforced polymer composites used in composite (nonceramic) insulators. IEEE Trans. Power Deliv. 2005, 20, 2657–2666. [Google Scholar] [CrossRef]
- Glass Textiles—Threads—Markings; Standard PN-EN ISO2078:2011; Polish Committee for Standarization: Warsaw, Poland, 2011. (In Polish)
- Ceramic and Glass Insulating Materials—Part 2; Standard PN-EN 60672-2:2002; Polish Committee for Standarization: Warsaw, Poland, 2002. (In Polish)
- Pigini, A. Composite Insulators for DC. INMR. 28 June 2018. Available online: https://www.inmr.com/composite-insulators/ (accessed on 20 October 2020).






{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Sample Designation | A1 | A2 | A3 | A4 | A5 |
|---|---|---|---|---|---|
| Maximum force (kN) | 32.33 | 30.85 | 30.82 | 31.38 | 30.00 |
| Maximum stress (MPa) | 595 | 568 | 567 | 577 | 552 |
| Sample Designation | B1 | B2 | B3 | B4 |
|---|---|---|---|---|
| Maximum force (kN) | 31.40 | 30.14 | 30.06 | 32.29 |
| Maximum stress (MPa) | 578 | 555 | 553 | 594 |
| Sample Designation | C1 | C2 | C3 | C4 |
|---|---|---|---|---|
| Maximum force (kN) | 31.14 | 31.44 | 31.33 | 31.28 |
| Maximum stress (MPa) | 555 | 578 | 576 | 575 |
| Group of Samples | A | B | C |
|---|---|---|---|
| Average value maximum stress (MPa) | 572 ± 14.1 | 570 ± 17.1 | 571 ± 9.7 |
Publisher’s Note: MDPI stays neutral with regard to jurisdictional claims in published maps and institutional affiliations. |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Wieczorek, K.; Ranachowski, P.; Ranachowski, Z.; Papliński, P. Ageing Tests of Samples of Glass-Epoxy Core Rods in Composite Insulators Subjected to High Direct Current (DC) Voltage in a Thermal Chamber. Energies 2020, 13, 6724. https://doi.org/10.3390/en13246724
Wieczorek K, Ranachowski P, Ranachowski Z, Papliński P. Ageing Tests of Samples of Glass-Epoxy Core Rods in Composite Insulators Subjected to High Direct Current (DC) Voltage in a Thermal Chamber. Energies. 2020; 13(24):6724. https://doi.org/10.3390/en13246724
Chicago/Turabian StyleWieczorek, Krzysztof, Przemysław Ranachowski, Zbigniew Ranachowski, and Piotr Papliński. 2020. "Ageing Tests of Samples of Glass-Epoxy Core Rods in Composite Insulators Subjected to High Direct Current (DC) Voltage in a Thermal Chamber" Energies 13, no. 24: 6724. https://doi.org/10.3390/en13246724
APA StyleWieczorek, K., Ranachowski, P., Ranachowski, Z., & Papliński, P. (2020). Ageing Tests of Samples of Glass-Epoxy Core Rods in Composite Insulators Subjected to High Direct Current (DC) Voltage in a Thermal Chamber. Energies, 13(24), 6724. https://doi.org/10.3390/en13246724