Investigation of the Design and Fault Prediction Method for an Abrasive Particle Sensor Used in Wind Turbine Gearbox



Abstract
:1. Introduction
- (1)
- Detection of and distinction between ferromagnetic and non-ferromagnetic metal abrasive particles;
- (2)
- Measurement of the size of metal abrasive particles;
- (3)
- Statistics of the expected growth of metal abrasive particles.
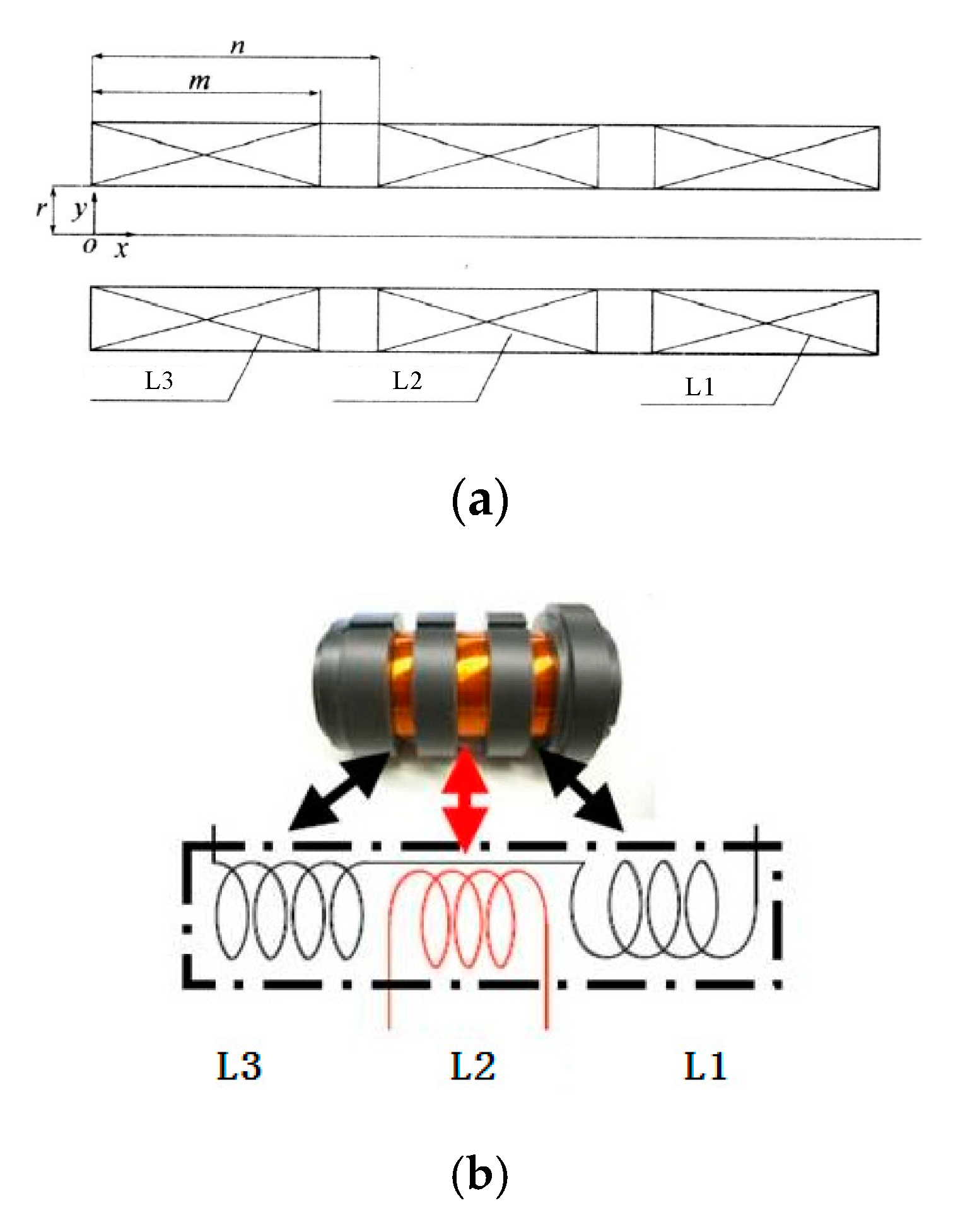
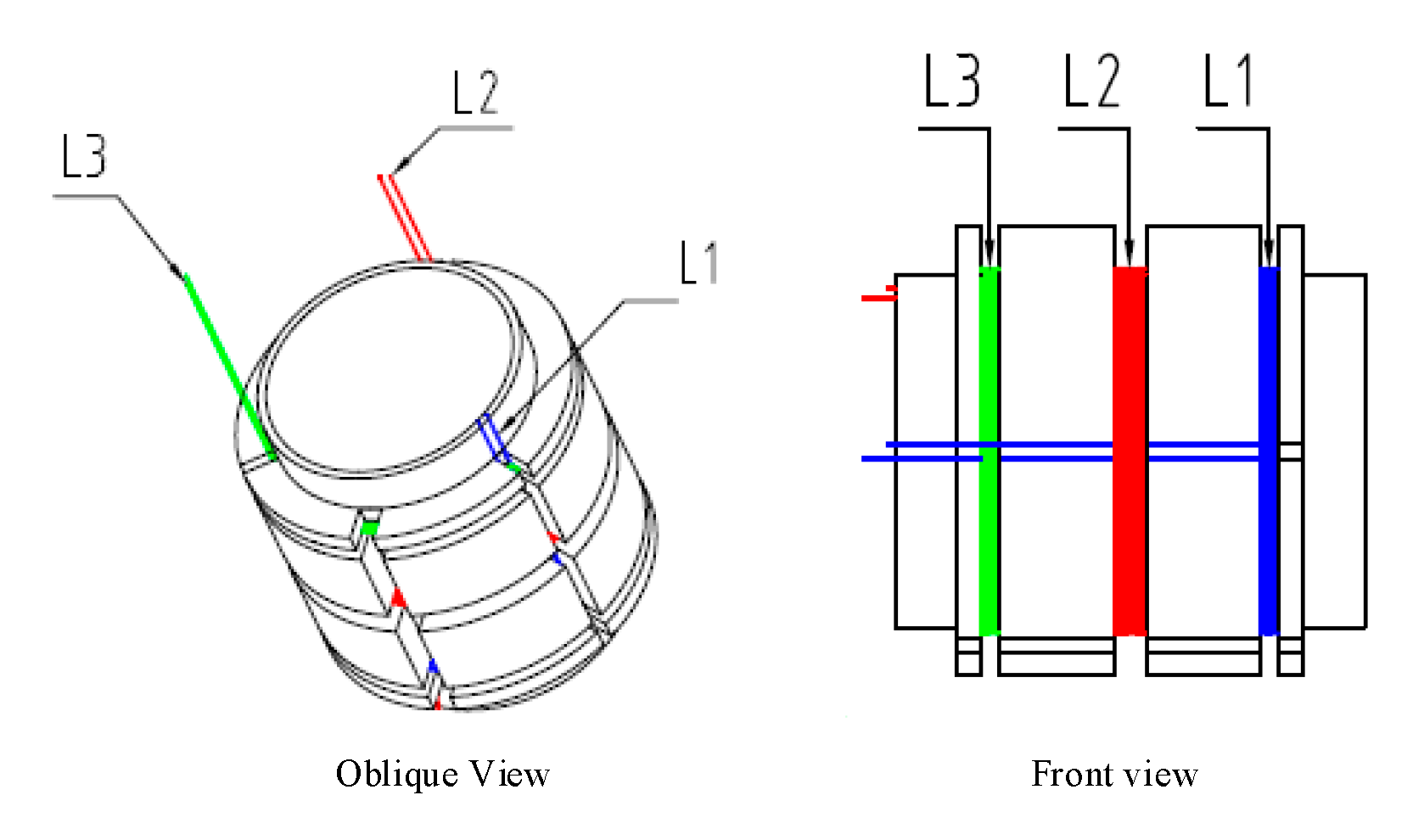
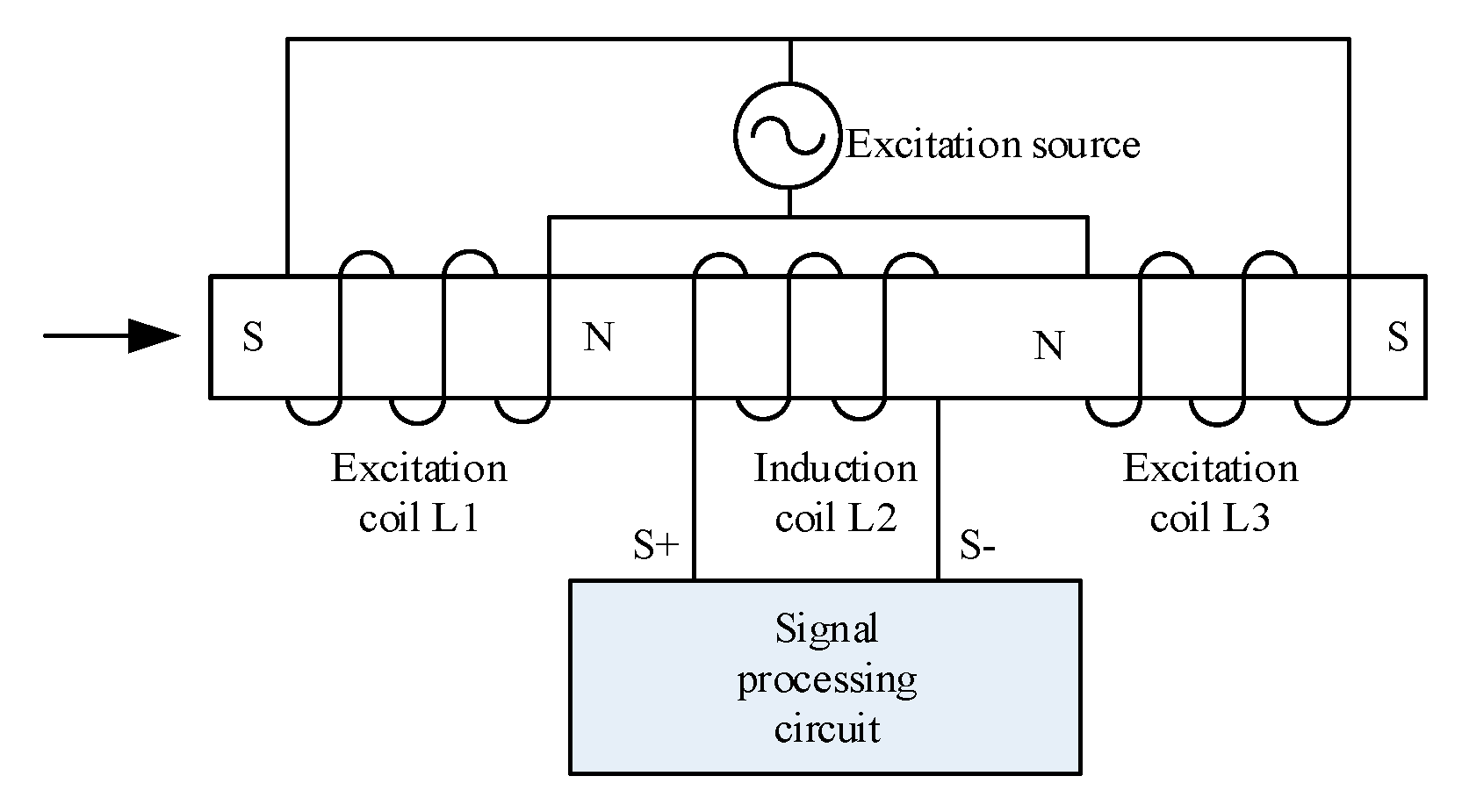
2. The Principle of Operation of the Three-Coil Induction Abrasive Particle Sensor
2.1. Measurement Principle of the Three-Coil Induction Abrasive Particle Senor
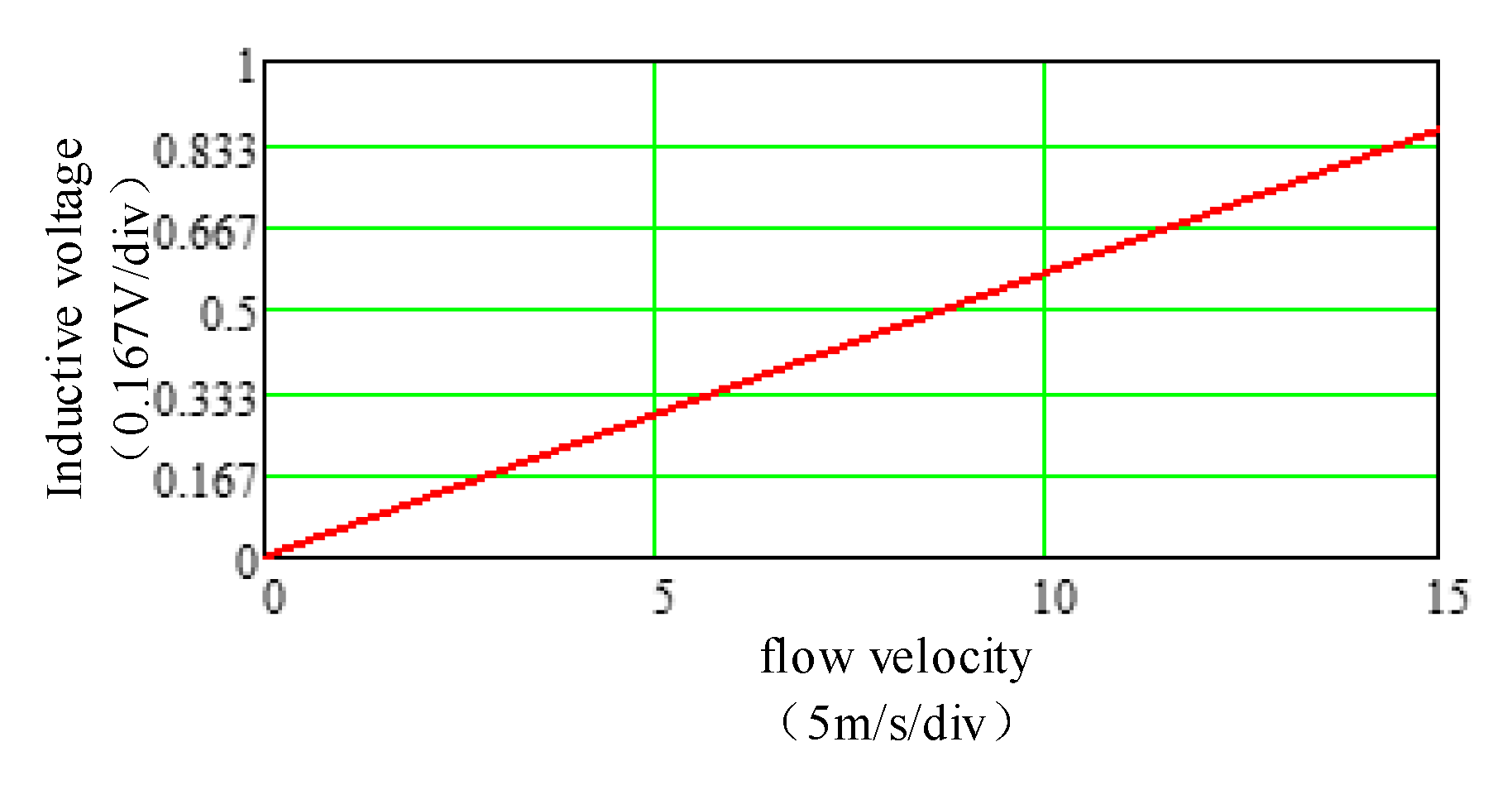
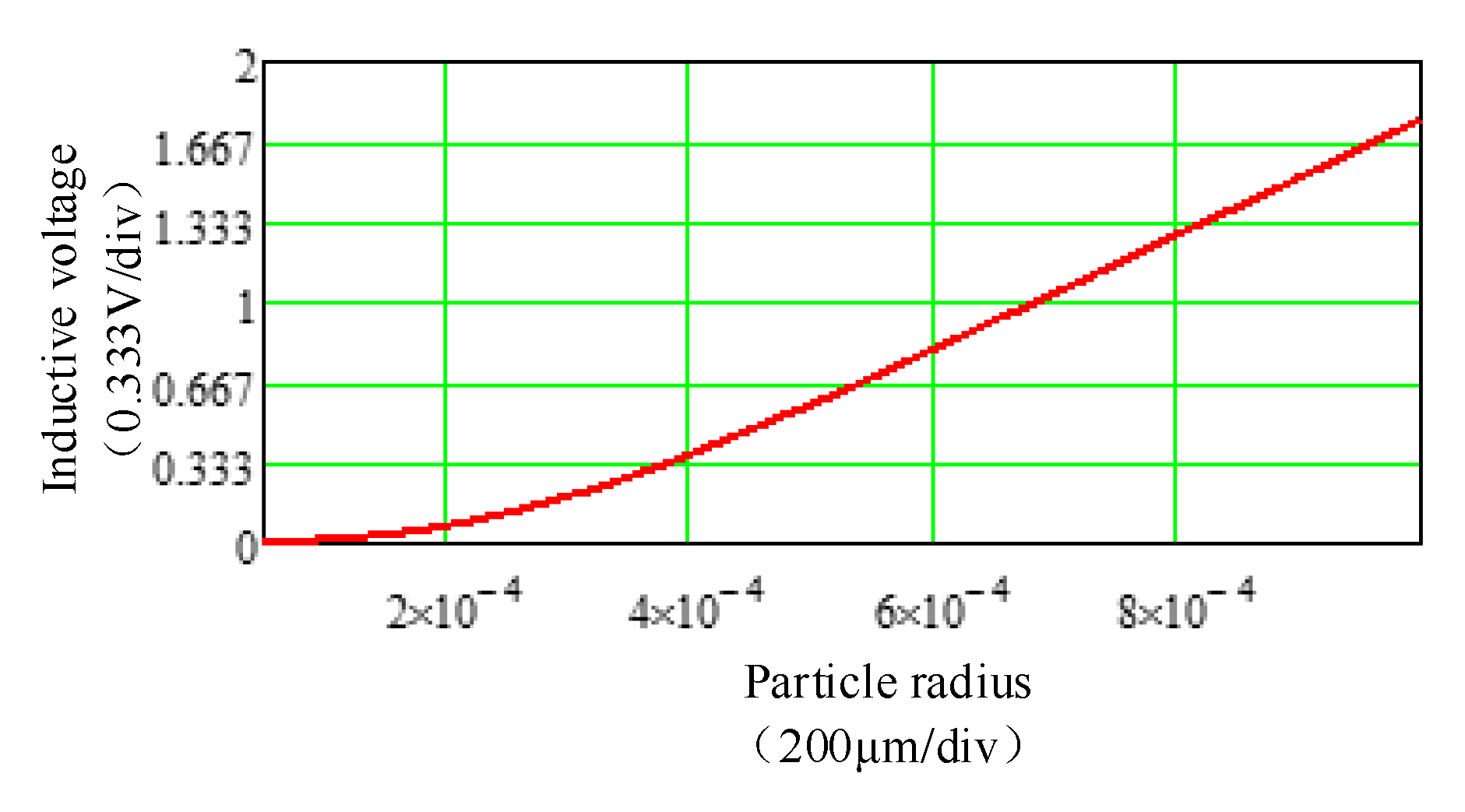
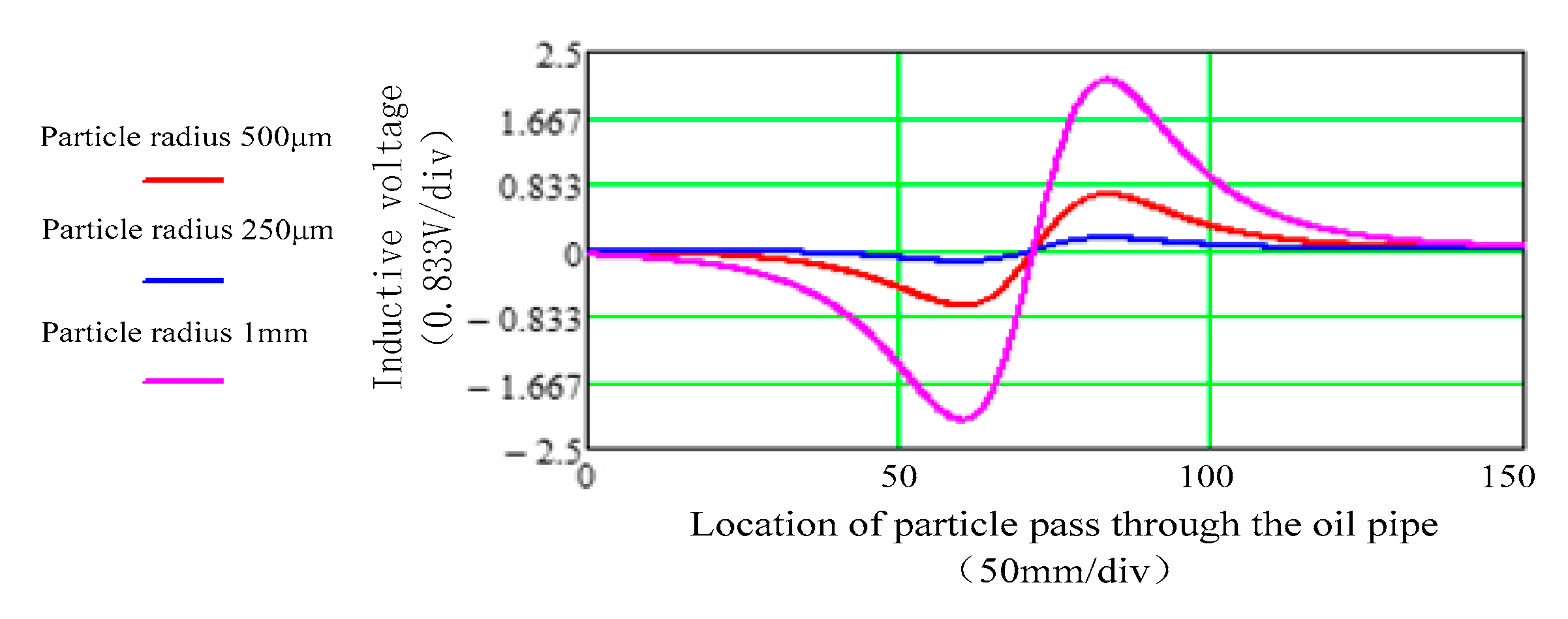
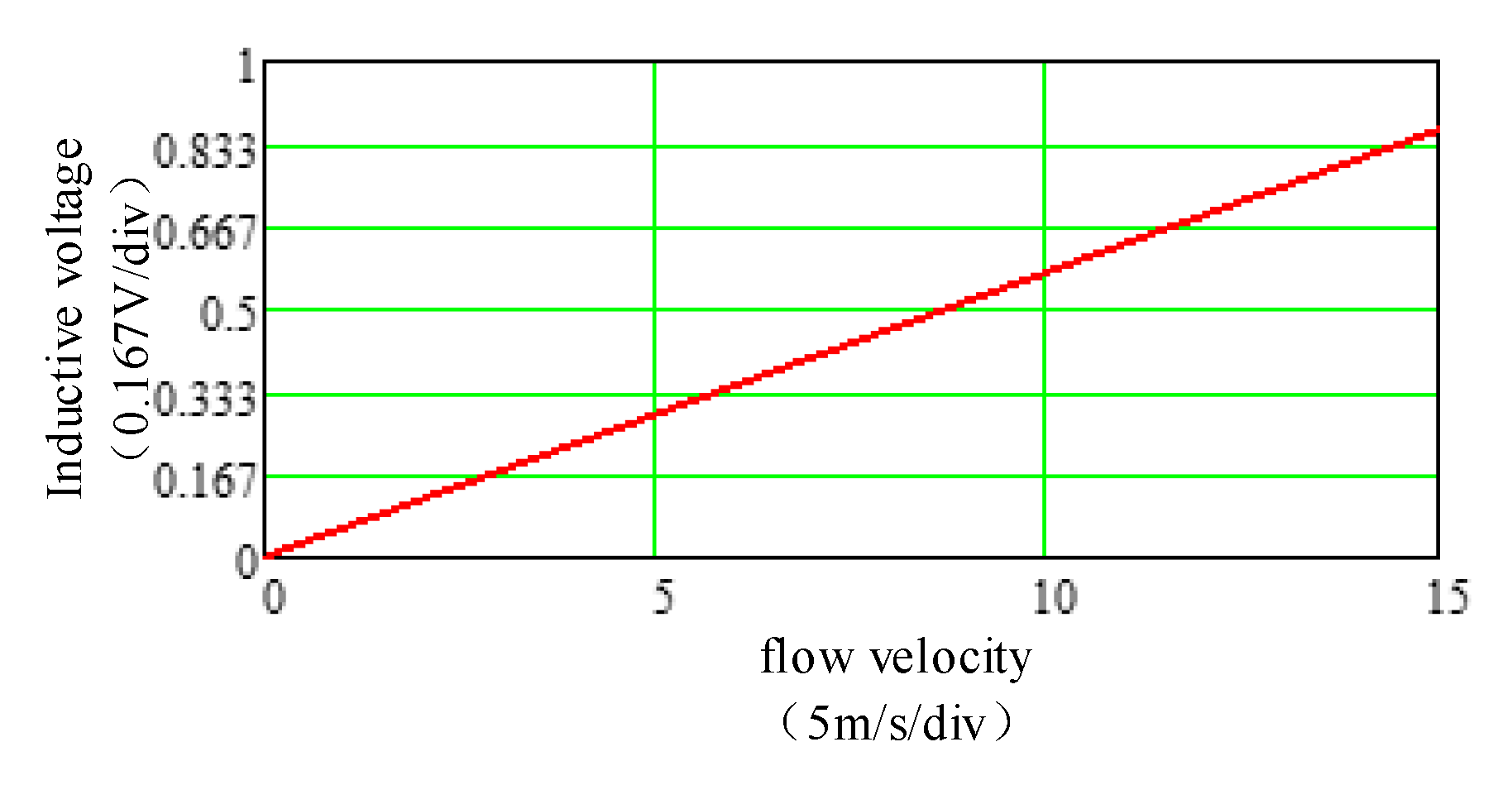
2.2. Analysis of Sensor Output Characteristics
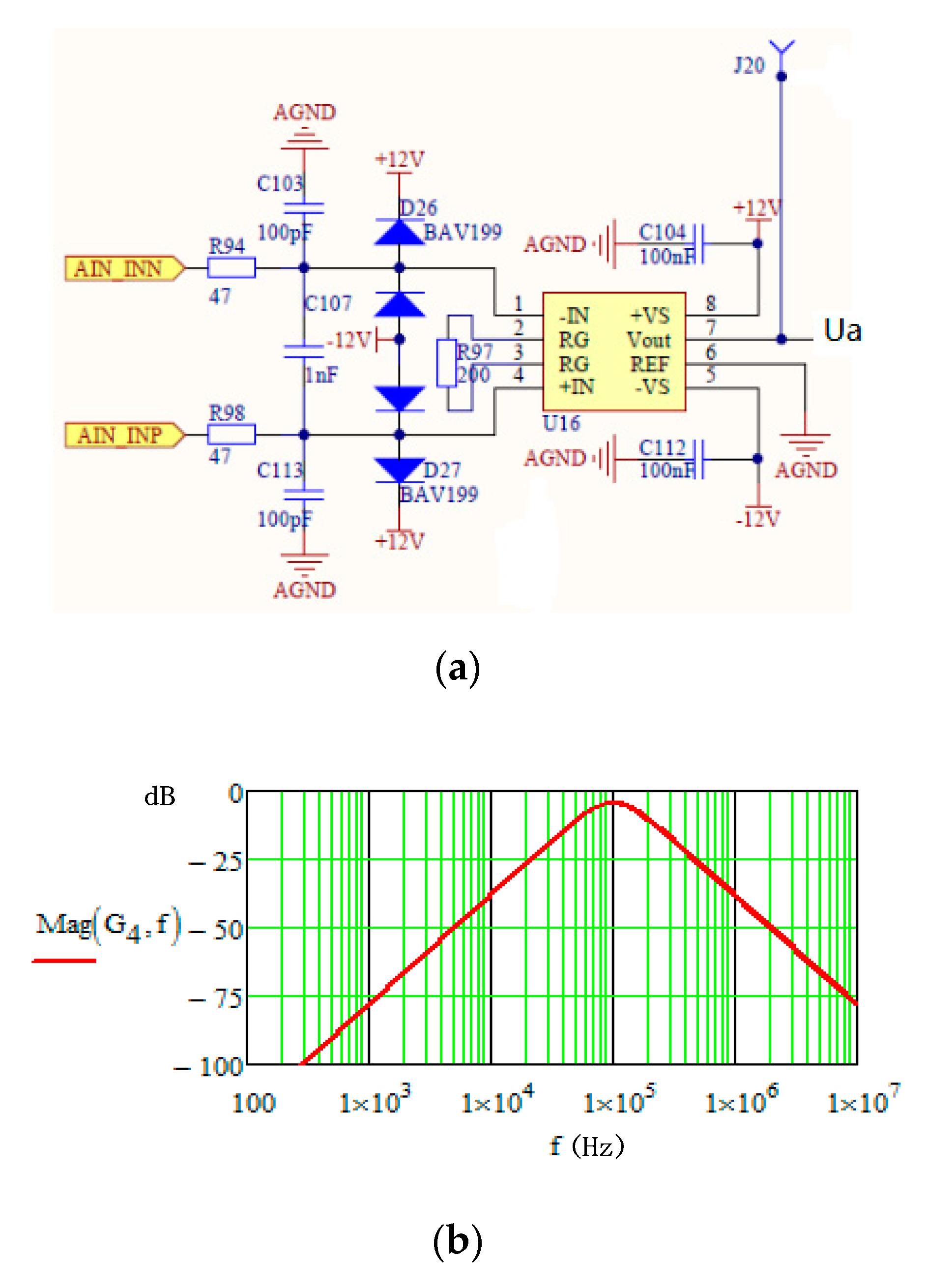
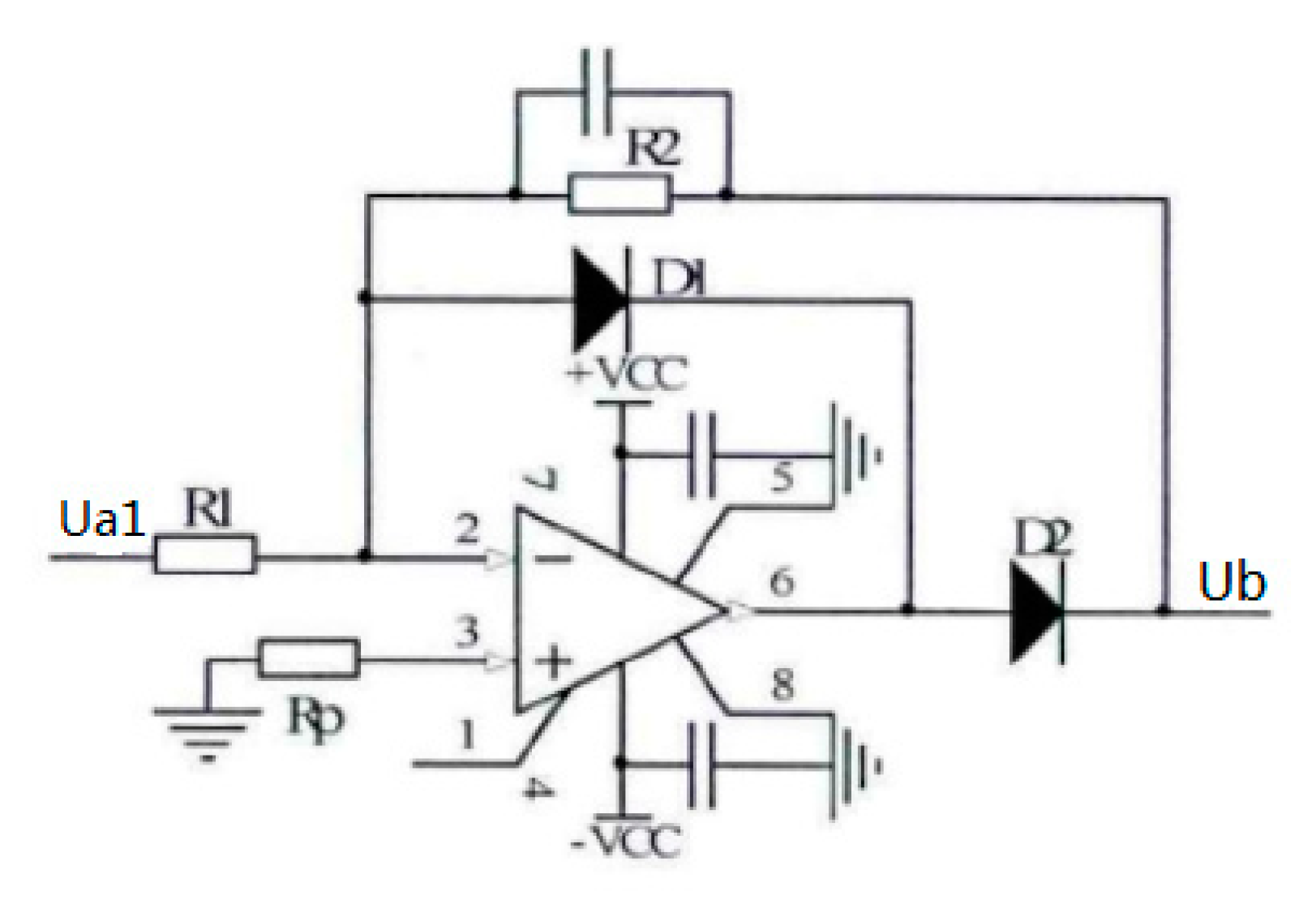
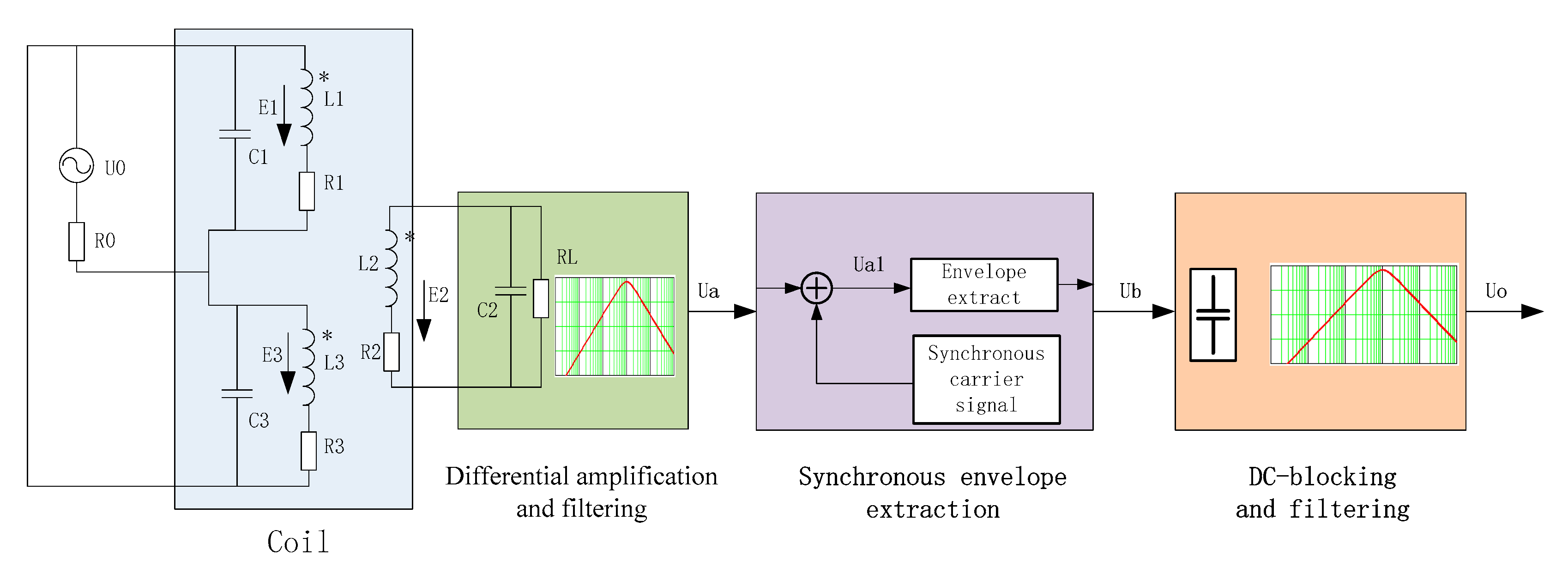
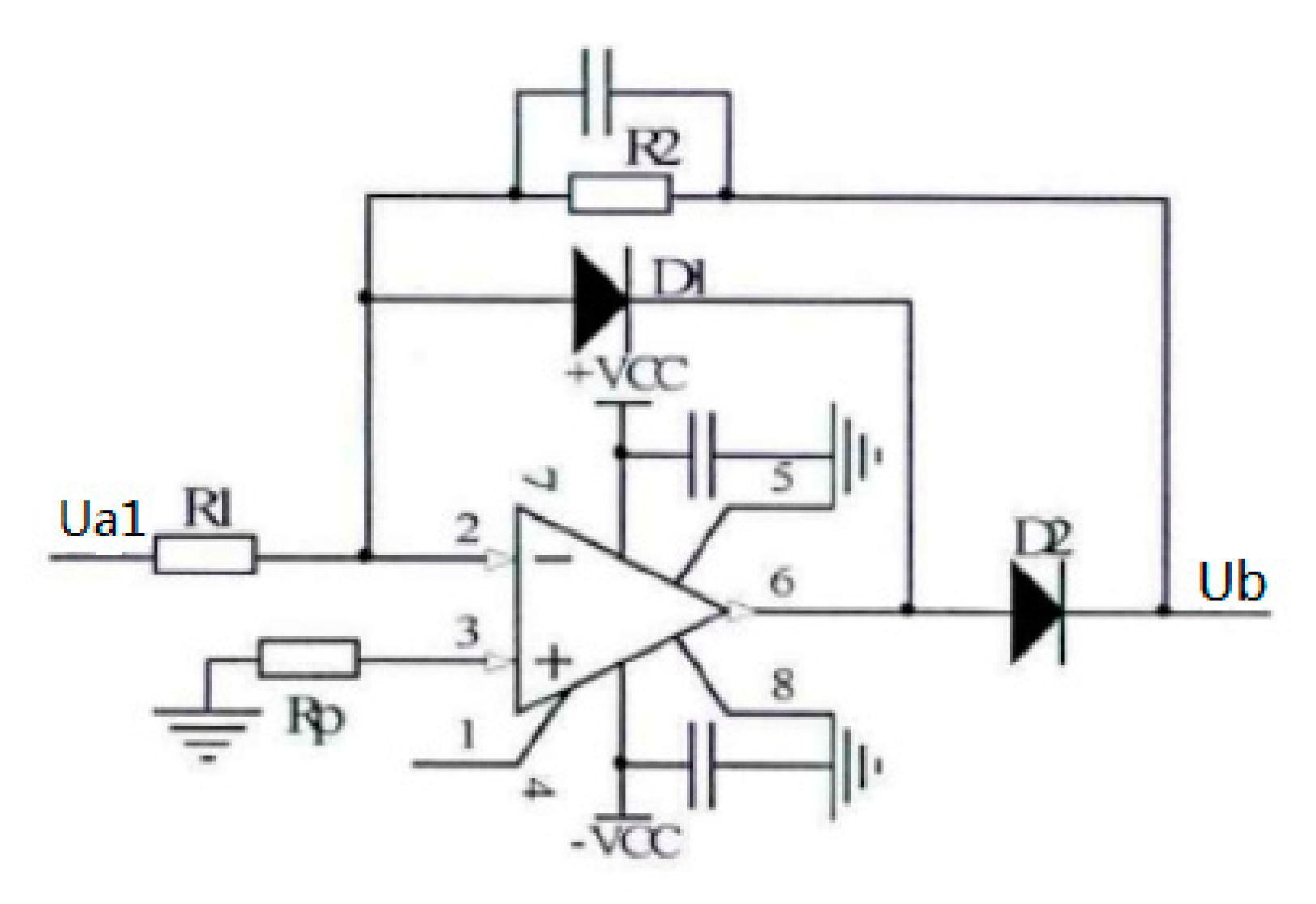
3. Design Method of the Detection Circuit of the Abrasive Particle Senor
Measurement Method
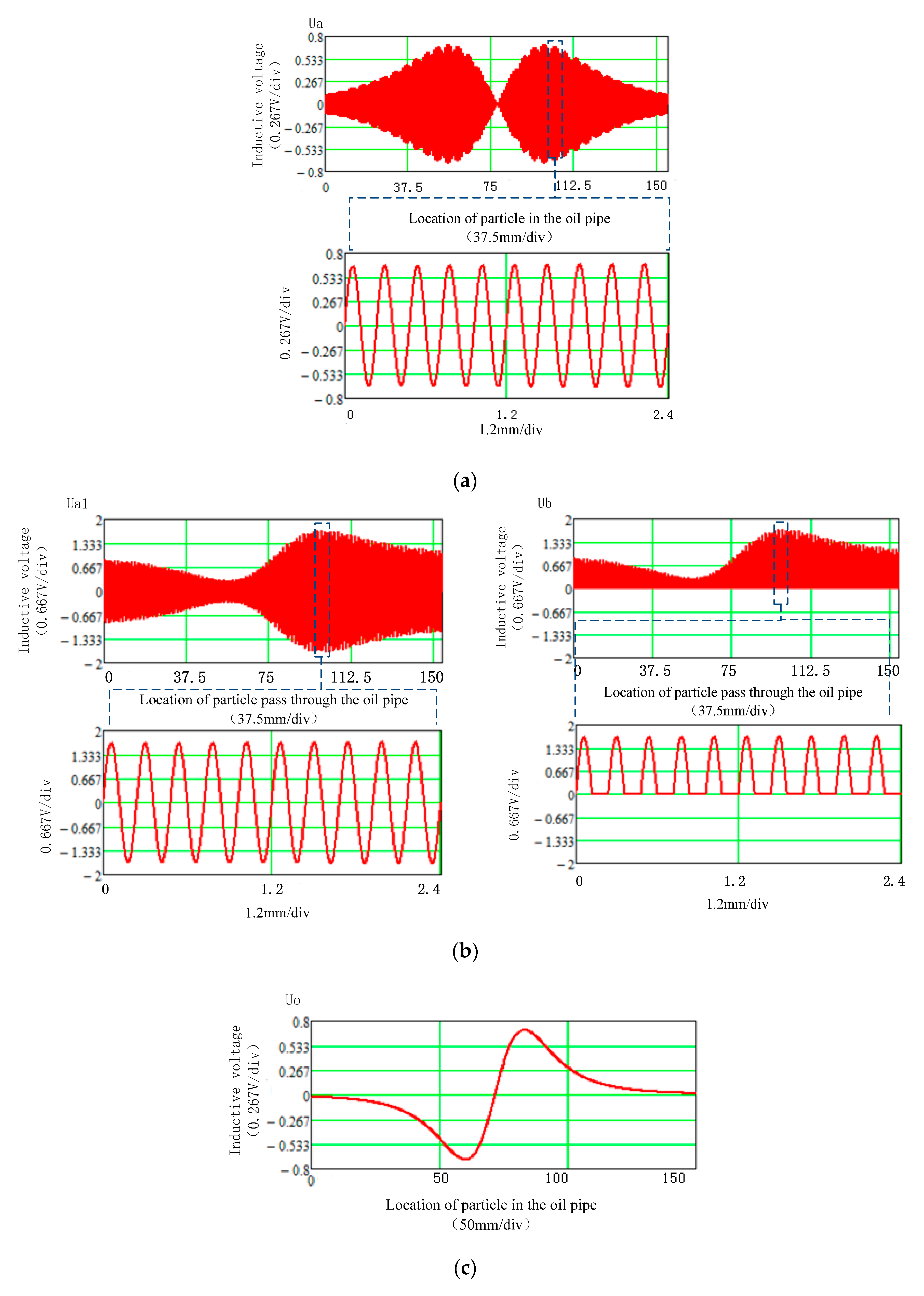
4. Experimental Verification and Data Analysis
5. Conclusions
Author Contributions
Funding
Conflicts of Interest
References
- Razavieh, A.; Sedaghat, A.; Ayodele, R.; Mostafaeipour, A. Worldwide Wind Energy Status and the Characteristics of Wind Energy in Iran Case Study: The Province of Sistan and Baluchestan. Int. J. Sustain. Energy 2014, 36, 103–123. [Google Scholar] [CrossRef]
- Sheng, S. Gearbox Typical Failure Modes Detection and Mitigation Methods; National Renewable Energy Laboratory: Golden, CO, USA, 2014. [Google Scholar]
- Jin, X.H.Z.; Cheng, F.; Peng, Y.Y.; Qiao, W.; Qu, L.Y. A comparative study on Vibration- and current-based approaches for drivetrain gearbox fault diagnosis. In Proceedings of the 51st IEEE Industry Applications Society Annual Meeting, Portland, OR, USA, 2–6 October 2016; pp. 1–8. [Google Scholar]
- Salameh, J.P.; Cauet, S.; Etien, E.; Sakout, A.; Rambault, L. Gearbox condition monitoring in wind turbines: A review. Mech. Syst. Signal Process. 2018, 111, 251–264. [Google Scholar] [CrossRef]
- Sanchez, P.; Mendizabal, D.; Gonzalez, K.; Zamarreño, C.R.; Hernaez, M.; Matias, I.R.; Arregui, F.J. Wind turbines lubricant gearbox degradation detection by means of a lossy mode resonance based optical fiber refractometer. Microsyst. Technol. 2016, 22, 1619–1625. [Google Scholar] [CrossRef]
- Cheng, F.Z.; Qu, L.Y.; Qiao, W. A case-based data-driven prediction framework for machine fault prognostics. In Proceedings of the 2015 IEEE Energy Conversion Congress and Exposition (ECCE), Montreal, QC, Canada, 20–24 September 2015; pp. 3957–3963. [Google Scholar]
- Sheng, S.; Veers, P. Wind Turbine Drivetrain Condition Monitoring—An Overview; National Renewable Energy Laboratory (NREL): Golden, CO, USA, 2011. [Google Scholar]
- Hameed, Z.; Hong, Y.S.; Cho, Y.M.; Ahn, S.H.; Song, C.K. Condition monitoring and fault detection of wind turbines and related algorithms: A review. Renew. Sustain. Energy Rev. 2009, 13, 1–39. [Google Scholar] [CrossRef]
- Lei, Y.; Lin, J.; Zuo, M.J.; He, Z. Condition monitoring and fault diagnosis of planetary gearboxes: A review. Measurement 2014, 48, 292–305. [Google Scholar] [CrossRef]
- Tang, X.N.; Xie, Z.M.; Wu, J.Q. Wind turbine gearbox fault diagnosis. J. Noise Vib. Control 2007, 27, 120–124. [Google Scholar]
- Feng, Y.; Qiu, Y.; Crabtree, C.J.; Long, H.; Tavner, P.J. Monitoring wind turbine gearboxes. Wind Energy 2013, 16, 728–740. [Google Scholar] [CrossRef]
- Zhang, Z.; Verma, A.; Kusiak, A. Fault analysis of the wind turbine gearbox. IEEE Trans. Energy Convers. 2012, 27, 526–535. [Google Scholar] [CrossRef]
- Zhang, X.K. Wind Turbine Vibration On-Line Monitoring and Fault Diagnosis; Baoding North China Electric Power University: Baoding, China, 2011. [Google Scholar]
- Sheng, S.; Herguth, W.; Drake, T. Investigation of image-based particle shape and size analysis techniques for wind turbine gearbox lubricants. Presented at the Society of Tribologists and Lubrication Engineers(STLE) 66th Annual Meeting and Exhibition, Atlanta, GA, USA, 15–19 May 2011. [Google Scholar]
- Bravo-Imaz, I.; Ardakani, H.D.; Liu, Z.; Garcia-Arribas, A.; Arnaiz, A.; Lee, J. Motor current signature analysis for gearbox condition monitoring under transient speeds using wavelet analysis and dual-level time synchronous averaging. Mech. Syst. Signal Process. 2017, 94, 73–84. [Google Scholar] [CrossRef]
- Lu, D.; Qiao, W.; Gong, X. Current-based gear fault detection for wind turbine gearboxes. IEEE Trans. Sustain. Energy 2017, 8, 1453–1462. [Google Scholar] [CrossRef]
- Ha, J.M.; Youn, B.D.; Oh, H.; Han, B.; Jung, Y.; Park, J. Autocorrelation-based time synchronous averaging for condition monitoring of planetary gearboxes in wind turbines. Mech. Syst. Signal Process. 2016, 70, 161–175. [Google Scholar] [CrossRef]
- Zhu, J.; Yoon, J.M.; He, D.; Bechhoefer, E. Online particle-contaminated lubrication oil condition monitoring and remaining useful life prediction for wind turbines. Wind Energy 2015, 18, 1131–1149. [Google Scholar] [CrossRef]
- Chambers, K.W.; Areneson, M.C.; Waggoner, C.A. An on-line ferromagnetic wear debris sensor for machinery condition monitoring and failure detection. Wear 1988, 128, 325–337. [Google Scholar] [CrossRef]
- Du, L.; Zhe, J. A high throughput inductive pulse sensor for online oil debris monitoring. Tribol. Int. 2011, 44, 175–179. [Google Scholar] [CrossRef]
- Yin, Y.H.; Yan, X.P.; Xiao, H.L. Hanliang Study on the Magnetic Field Homogeneity of Wear Debris Detector. Tribology 2001, 21, 228–231. [Google Scholar]
- Antoniadis, A.; Pham, D.T. Wavelets regression for random or irregular design. Comput. Stat. Data Anal. 1998, 28, 353–369. [Google Scholar] [CrossRef]



{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
| Parameters | Value | ||
|---|---|---|---|
| Vacuum permeability μ0 | 4π × 10−7 Wb/(A *m) | ||
| Radius of the oil pipe r | 25 mm | ||
| Length of the excitation coil m | 2.5 mm | ||
| Distance from the excitation coil to the Induction coil n | 17.5 mm | ||
| Inductance | L1 | L2 | L3 |
| Number of the excitation coil (N) | 42 | 76 | 42 |
| Initial inductance value (L) | 159.7 μH | 520 μH | 159.7 μH |
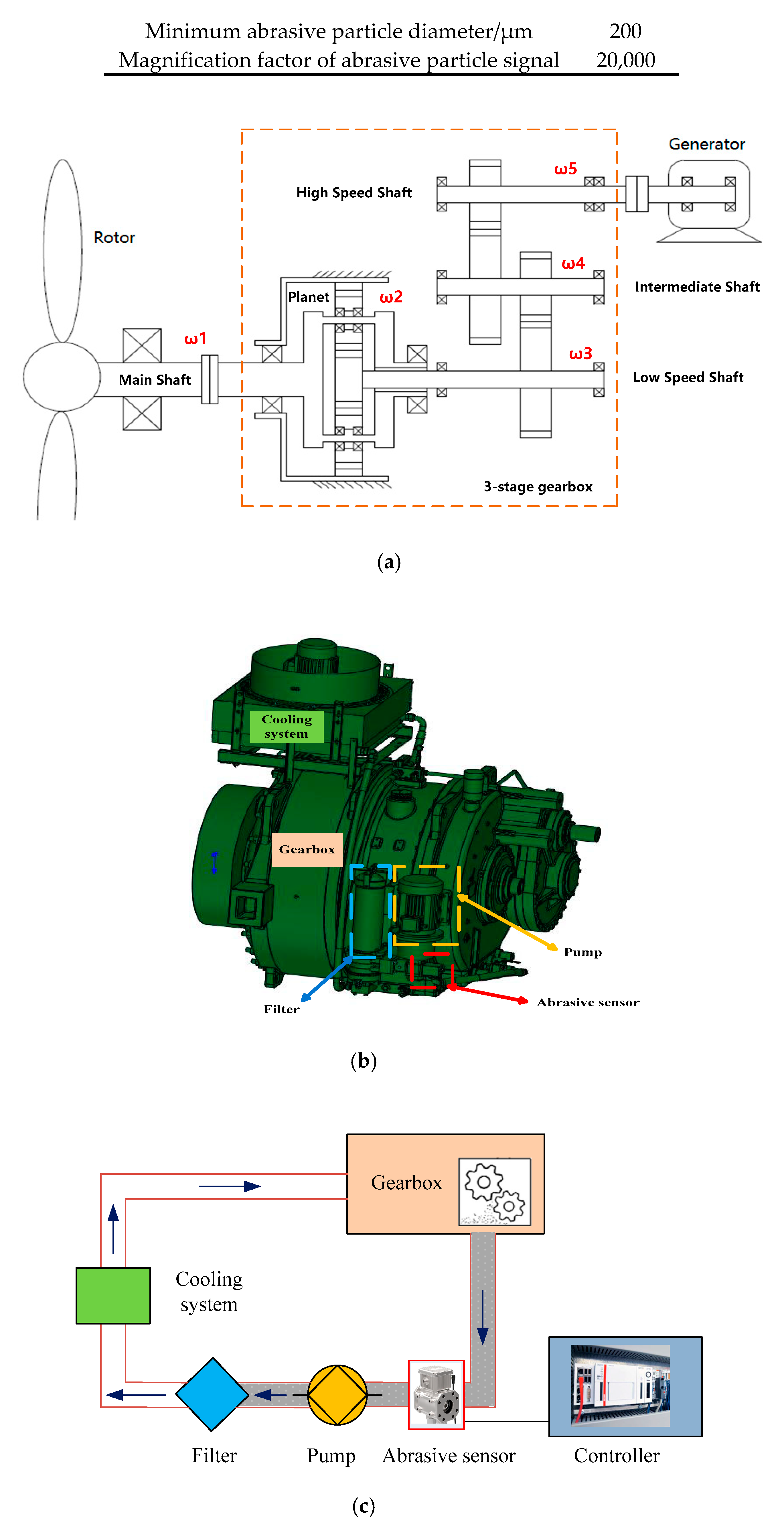
| Parameters | Value |
|---|---|
| Wind turbine rated power/kW | 2000 |
| Rated generator speed/(r/min) | 1800 |
| Gearbox rated power/kW | 2250 |
| Gearbox transmission ratio | 131 |
| Main shaft speed ω1/(r/min) | 13.74 |
| Low speed shaft planet speed ω2/(r/min) | −32.872 |
| Low speed shaft speed ω3/(r/min) | 75.378 |
| Intermediate shaft speed ω4/(r/min) | −344.118 |
| High speed shaft speed ω5/(r/min) | 1800 |
| Diameter of the abrasive sensor pipe/mm | 40 |
| Rated oil speed/(m/s) | 2.3 |
| Minimum abrasive particle diameter/µm | 200 |
| Magnification factor of abrasive particle signal | 20,000 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Zhang, L.; Yang, Q. Investigation of the Design and Fault Prediction Method for an Abrasive Particle Sensor Used in Wind Turbine Gearbox. Energies 2020, 13, 365. https://doi.org/10.3390/en13020365
Zhang L, Yang Q. Investigation of the Design and Fault Prediction Method for an Abrasive Particle Sensor Used in Wind Turbine Gearbox. Energies. 2020; 13(2):365. https://doi.org/10.3390/en13020365
Chicago/Turabian StyleZhang, Le, and Qiang Yang. 2020. "Investigation of the Design and Fault Prediction Method for an Abrasive Particle Sensor Used in Wind Turbine Gearbox" Energies 13, no. 2: 365. https://doi.org/10.3390/en13020365
APA StyleZhang, L., & Yang, Q. (2020). Investigation of the Design and Fault Prediction Method for an Abrasive Particle Sensor Used in Wind Turbine Gearbox. Energies, 13(2), 365. https://doi.org/10.3390/en13020365