Paper Mill Sludge as a Source of Sugars for Use in the Production of Bioethanol and Isoprene


 ,
, 
Abstract
1. Introduction
2. Materials and Methods
2.1. Source of Sludge
2.2. Chemical Compostional Analysis
2.3. Ion Chromatography
2.4. Hydrolytic Enzymes
2.5. Removal of Fillers from Sludge
2.6. Enzyme Hydrolysis
2.7. Isoprene Headspace Vial
2.8. Ethanol Fermentation
3. Results and Discussion
3.1. Analysis of Mill Sludge
3.2. Enzyme Hydrolysis of Sludge Samples
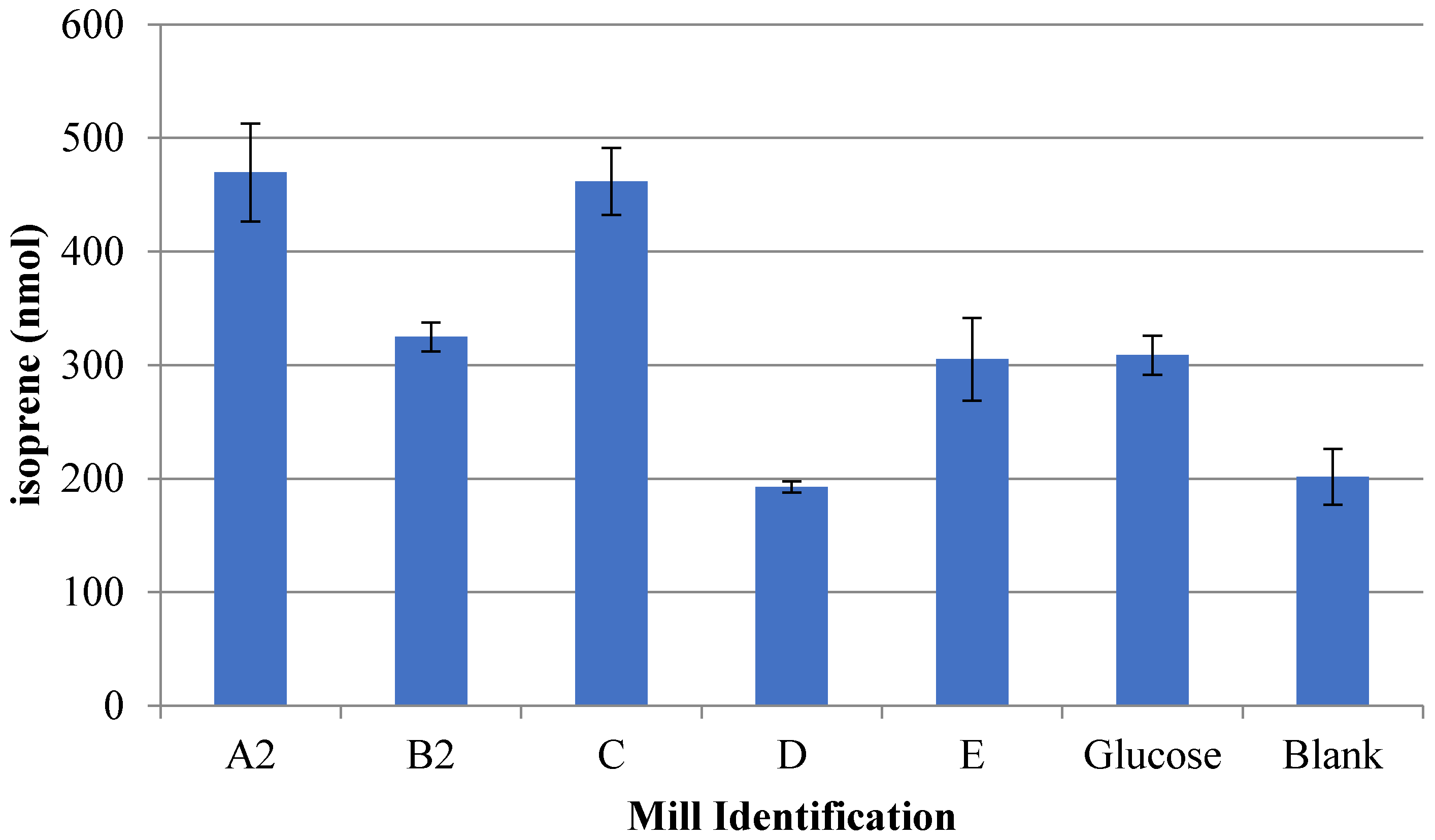
3.3. Isoprene Fermentation
3.4. Ethanol Production
4. Conclusions
Author Contributions
Funding
Acknowledgments
Conflicts of Interest
References
- Almomani, F.; Bhosale, R.R. Enhancing the production of biogas through anaerobic co-digestion of agricultural waste and chemical pre-treatments. Chemosphere 2020, 255, 126805. [Google Scholar] [CrossRef]
- Almomani, F.; Shawaqfah, M.; Bhosale, R.R.; Kumar, A.; Khraisheh, M.A.M. Intermediate ozonation to enhance biogas production in batch and continuous systems using animal dung and agricultural waste. Int. Biodeterior. Biodegrad. 2017, 119, 176–187. [Google Scholar] [CrossRef]
- Saha, N.; Saba, A.; Saha, P.; McGaughy, K.; Franqui-Villanueva, D.; Orts, W.J.; Hart-Cooper, W.M.; Reza, M.T. Hydrothermal carbonization of various paper mill sludges: An observation of solid fuel properties. Energies 2019, 12, 858. [Google Scholar] [CrossRef]
- Al Momani, F.A.; Schaefer, S.; Sievers, M. Effect of ozone pre-treatment on sludge production of aerobic digestion processes. Int. J. Sustain. Eng. 2011, 4, 181–189. [Google Scholar] [CrossRef]
- Balkaya, M. Assessment of the geotechnical aspect of the use of paper mill sludge as landfill cover and bottom liner material. Desalin. Water Treat. 2019, 172, 70–77. [Google Scholar] [CrossRef]
- Zhang, L.; Xu, C.C.; Champagne, P. Energy recovery from secondary pulp/paper-mill sludge and sewage sludge with supercritical water treatment. Bioresour. Technol. 2010, 101, 2713–2721. [Google Scholar] [CrossRef]
- Vaskova, I.; Jeng, R.; Tyagi, V.; Rodriguez, A.; Sain, M. Extracellular proteins produced by different species of the fungus trichoderma on secondary paper mill sludge substrate. BioResources 2012, 7, 1029–1039. [Google Scholar]
- Bajpai, P. Management of Pulp and Paper Mill Waste; Springer: Berlin/Heidelberg, Germany, 2015. [Google Scholar]
- Likon, M.; Trebše, P. Recent advances in paper mill sludge management. In Industrial Waste; InTech: Rijeka, Croatia, 2012; pp. 73–90. [Google Scholar]
- Bhosale, R.R.; Sutar, P.; Kumar, A.; AlMomani, F.; Ali, M.H.; Ghosh, U.; AlMuhtaseb, S.; Khraisheh, M. Solar hydrogen production via erbium oxide based thermochemical water splitting cycle. J. Renew. Sustain. Energy 2016, 8, 034702. [Google Scholar] [CrossRef]
- Takalkar, G.D.; Bhosale, R.R.; Kumar, A.; AlMomani, F.; Khraisheh, M.; Shakoor, R.A.; Gupta, R.B. Transition metal doped ceria for solar thermochemical fuel production. Sol. Energy 2018, 172, 204–211. [Google Scholar] [CrossRef]
- Ashok, A.; Kumar, A.; Bhosale, R.; Saad, M.A.S.; AlMomani, F.; Tarlochan, F. Study of ethanol dehydrogenation reaction mechanism for hydrogen production on combustion synthesized cobalt catalyst. Int. J. Hydrog. Energy 2017, 42, 23464–23473. [Google Scholar] [CrossRef]
- Budhavaram, N.K.; Fan, Z. Production of lactic acid from paper sludge using acid-tolerant, thermophilic Bacillus coagulan strains. Bioresour. Technol. 2009, 100, 5966–5972. [Google Scholar] [CrossRef]
- Alkasrawi, M.; Rajangam, A.S.; Tawalbeh, M.; Kafiah, F.; Al-Othman, A.; Al-Asheh, S.; Sun, Q. Techno-economic analysis and a novel assessment technique of paper mill sludge conversion to bioethanol toward sustainable energy production. Int. J. Energy Res. 2020. [Google Scholar] [CrossRef]
- Gurram, R.N.; Al-Shannag, M.; Lecher, N.J.; Duncan, S.M.; Singsaas, E.L.; Alkasrawi, M. Bioconversion of paper mill sludge to bioethanol in the presence of accelerants or hydrogen peroxide pretreatment. Bioresour. Technol. 2015, 192, 529–539. [Google Scholar] [CrossRef] [PubMed]
- Tawalbeh, M.; Rajangam, A.S.; Salameh, T.; Al-Othman, A.; Alkasrawi, M. Characterization of paper mill sludge as a renewable feedstock for sustainable hydrogen and biofuels production. Int. J. Hydrog. Energy 2020. [Google Scholar] [CrossRef]
- Chen, H.; Venditti, R.A.; Jameel, H.; Park, S. Enzymatic hydrolysis of recovered office printing paper with low enzyme dosages to produce fermentable sugars. Appl. Biochem. Biotechnol. 2012, 166, 1121–1136. [Google Scholar] [CrossRef] [PubMed]
- Guan, W.; Shi, S.; Tu, M.; Lee, Y.Y. Acetone–butanol–ethanol production from Kraft paper mill sludge by simultaneous saccharification and fermentation. Bioresour. Technol. 2016, 200, 713–721. [Google Scholar] [CrossRef] [PubMed]
- Salameh, T.; Tawalbeh, M.; Al-Shannag, M.; Saidan, M.; Melhem, K.B.; Alkasrawi, M. Energy saving in the process of bioethanol production from renewable paper mill sludge. Energy 2020, 196, 117085. [Google Scholar] [CrossRef]
- Huiliñir, C.; Quintriqueo, A.; Antileo, C.; Montalvo, S. Methane production from secondary paper and pulp sludge: Effect of natural zeolite and modeling. Chem. Eng. J. 2014, 257, 131–137. [Google Scholar] [CrossRef]
- Chiang, K.-Y.; Lu, C.-H.; Liao, C.-K.; Ger, R.H.-R. Characteristics of hydrogen energy yield by co-gasified of sewage sludge and paper-mill sludge in a commercial scale plant. Int. J. Hydrog. Energy 2016, 41, 21641–21648. [Google Scholar] [CrossRef]
- Lai, T.T.; Pham, T.T.H.; Adjallé, K.; Montplaisir, D.; Brouillette, F.; Barnabé, S. Production of Trichoderma reesei RUT C-30 lignocellulolytic enzymes using paper sludge as fermentation substrate: An approach for on-site manufacturing of enzymes for biorefineries. Waste Biomass Valorization 2017, 8, 1081–1088. [Google Scholar] [CrossRef]
- Chen, H.; Venditti, R.; Gonzalez, R.; Phillips, R.; Jameel, H.; Park, S. Economic evaluation of the conversion of industrial paper sludge to ethanol. Energy Econ. 2014, 44, 281–290. [Google Scholar] [CrossRef]
- Ye, L.; Lv, X.; Yu, H. Engineering microbes for isoprene production. Metab. Eng. 2016, 38, 125–138. [Google Scholar] [CrossRef] [PubMed]
- Morais, A.R.C.; Dworakowska, S.; Reis, A.; Gouveia, L.; Matos, C.T.; Bogdał, D.; Bogel-Łukasik, R. Chemical and biological-based isoprene production: Green metrics. Catal. Today 2015, 239, 38–43. [Google Scholar] [CrossRef]
- Lee, H.W.; Park, J.H.; Kim, W.K.; Lee, J.G.; Lee, J.S.; Ahn, J.O.; Lee, E.G.; Lee, H.W. Engineered Escherichia coli strains as platforms for biological production of isoprene. FEBS Open Bio 2020, 10, 780–788. [Google Scholar] [CrossRef]
- Sluiter, A.; Hames, B.; Ruiz, R.; Scarlata, C.; Sluiter, J.; Templeton, D.; Crocker, D. Determination of structural carbohydrates and lignin in biomass. Lab. Anal. Proced. 2008, 1617, 1–6. [Google Scholar]
- Resch, M.G.; Baker, J.O.; Decker, S.R. Low Solids Enzymatic Saccharification of Lignocellulosic Biomass: Laboratory Analytical Procedure (LAP); National Renewable Energy Laboratory: Golden, CO, USA, 2015.
- Liu, H.; Sun, Y.; Ramos, K.R.M.; Nisola, G.M.; Valdehuesa, K.N.G.; Lee, W.K.; Park, S.J.; Chung, W.-J. Combination of Entner-Doudoroff pathway with MEP increases isoprene production in engineered Escherichia coli. PLoS ONE 2013, 8, e83290. [Google Scholar] [CrossRef] [PubMed]
- Gräwert, T.; Kaiser, J.; Zepeck, F.; Laupitz, R.; Hecht, S.; Amslinger, S.; Schramek, N.; Schleicher, E.; Weber, S.; Haslbeck, M. IspH protein of Escherichia coli: Studies on iron-sulfur cluster implementation and catalysis. J. Am. Chem. Soc. 2004, 126, 12847–12855. [Google Scholar] [CrossRef] [PubMed]
- Bentley, F.K.; Zubriggen, A.; Melis, A. Heterologous Expression of the mevalonic acid pathway in cyanobacteria enhances endogenous carbon partitioning to isoprene. Mol. Plant 2014, 7, 71–86. [Google Scholar] [CrossRef] [PubMed]
- Gao, X.; Gao, F.; Liu, D.; Zhang, H.; Nie, X.; Yang, C. Engineering the methylerythritol phosphate pathway in cyanobacteria for photosynthetic isoprene production from CO2. Energy Environ. Sci. 2016, 9, 1400–1411. [Google Scholar] [CrossRef]
- Yang, J.; Zhao, G.; Sun, Y.; Zheng, Y.; Jiang, X.; Liu, W.; Xian, M. Bio-isoprene production using exogenous MVA pathway and isoprene synthase in Escherichia coli. Bioresour. Technol. 2012, 104, 642–647. [Google Scholar] [CrossRef] [PubMed]
- Liu, H.; Cheng, T.; Zou, H.; Zhang, H.; Xu, X.; Sun, C.; Aboulnaga, E.; Cheng, Z.; Zhao, G.; Xian, M. High titer mevalonate fermentation and its feeding as a building block for isoprenoids (isoprene and sabinene) production in engineered Escherichia coli. Process Biochem. 2017, 62, 1–9. [Google Scholar] [CrossRef]
- Kim, J.-H.; Wang, C.; Jang, H.-J.; Cha, M.-S.; Park, J.-E.; Jo, S.-Y.; Choi, E.-S.; Kim, S.-W. Isoprene production by Escherichia coli through the exogenous mevalonate pathway with reduced formation of fermentation byproducts. Microb. Cell Factories 2016, 15, 214. [Google Scholar] [CrossRef] [PubMed]
- Al-Qodah, Z.; Al-Shannag, M.; Amro, A.; Bob, M.; Bani-Melhem, K.; Alkasrawi, M. Impact of surface modification of green algal biomass by phosphorylation on the removal of copper (II) ions from water. Turk. J. Chem. 2017, 41, 190–208. [Google Scholar] [CrossRef]
- Al-Shannag, M.; Al-Qodah, Z.; Nawasreh, M.; Al-Hamamreh, Z.; Bani-Melhem, K.; Alkasrawi, M. On the performance of Ballota Undulata biomass for the removal of cadmium (II) ions from water. Desalin. Water Treat. 2017, 67, 223–230. [Google Scholar] [CrossRef]


{kind=link}
| - | Content, % of Dry Weight Basis | |||
|---|---|---|---|---|
| Mill | Paper Mill Sludge Identity | Solids | Ash | CaCO3 |
| A | Combination Kraft pulp, ground wood pulp and recycled paper mill | 56.46 ± 2.41 | 53.42 ± 0.78 | 34.18 ± 0.47 |
| A2 | - | 31.90 ± 0.56 | 12.97 ± 0.88 | 12.65 ± 2.19 |
| B | Kraft pulp and paper mill | 26.25 ± 0.90 | 28.52 ± 0.79 | 23.42 ± 0.56 |
| B2 | - | 24.70 ± 0.63 | 11.04 ± 1.78 | 11.83 ± 0.15 |
| C | Kraft pulp and paper mill | 36.80 ± 1.40 | 23.20 ± 1.62 | 18.03 ± 1.03 |
| D | Sulfite pulp and paper mill | 18.67 ± 0.44 | 27.24 ± 1.74 | 19.26 ± 2.30 |
| D2 | - | 9.50 ± 0.14 | 7.45 ± 1.23 | 4.98 ± 0.29 |
| D3 | - | 13.34 ± 0.04 | 28.44 ± 1.15 | 20.64 ± 1.03 |
| E | Sulfite pulp, specialty fibers | 24.76 ± 2.51 | 1.14 ± 0.21 | 0.38 ± 0.13 |
| Mill | Lignin (%) | Glucan (%) | Xylan (%) | Mannan (%) | Arabanan (%) | Galactan (%) | Total Sugars (%) |
|---|---|---|---|---|---|---|---|
| A | 7.56 | 40.98 | 10.31 | 2.03 | 0.33 | 0.88 | 54.53 |
| A2 | 10.28 | 55.73 | 14.02 | 2.75 | 0.45 | 1.20 | 74.15 |
| B | 21.34 | 40.86 | 7.66 | 1.98 | 0.09 | 1.79 | 52.38 |
| B2 | 25.24 | 48.18 | 9.03 | 2.33 | 0.11 | 2.11 | 61.77 |
| C | 19.22 | 34.30 | 5.02 | 1.92 | 0.16 | 1.29 | 42.69 |
| D | 19.58 | 31.96 | 6.32 | 1.29 | 0.30 | 1.57 | 41.44 |
| D2 | 28.69 | 13.82 | 0.61 | 0.00 | 0.00 | 3.45 | 17.89 |
| D3 | 21.86 | 13.17 | 0.00 | 0.00 | 0.00 | 9.88 | 23.05 |
| E | 26.0 | 68.05 | 1.23 | 0.00 | 0.00 | 9.24 | 78.53 |
| Mill | Glucose Release at 24 h | Maximum Glucose Release | Xylose Release at 24 h | Maximum Xylose Release |
|---|---|---|---|---|
| A | 10.51 ± 1.89 | 14.23 ± 6.97 | 11.80 ± 1.03 | 17.28 ± 1.20 |
| A2 | 60.30 ± 1.41 | 71.81 ± 0.72 | 50.66 ± 2.82 | 50.66 ± 2.82 |
| B | 13.42 ± 2.28 | 13.34 ± 2.82 | 13.34 ± 0.51 | 11.66 ± 0.34 |
| B2 | 67.28 ± 1.0 | 67.28 ± 1.0 | 62.32 ± 0.88 | 62.32 ± 0.88 |
| C | 97.70 ± 10.46 | 98.90 ± 0.32 | 97.78 ± 11.03 | 97.78 ± 11.03 |
| D | 26.29 ± 3.55 | 26.29 ± 3.55 | 5.48 ± 0.81 | 5.48 ± 0.81 |
| D2 | 87.66 ± 2.86 | 95.37 ± 5.28 | 90.66 ± 4.01 | 97.37 ± 2.52 |
| D3 | 46.35 ± 3.95 | 51.53 ± 5.28 | 0.00 | 0.00 |
| E | 69.38 ± 1.12 | 76.59 ± 4.39 | 68.42 ± 16.37 | 73.30 ± 2.79 |
| Mill | Total Glucose (g L−1) | Consumption of Glucose (hr) | Max. Ethanol Yield (%) | Productivity (g L−1 h−1) |
|---|---|---|---|---|
| A2 | 27.87 ± 5.54 | >48 | 26.83 ± 4.02 | 0.28 ± 0.08 |
| B2 | 19.75 ± 0.62 | 32 | 50.90 ± 1.77 | 0.41 ± 0.01 |
| C | 25.34 ± 1.04 | 24 | 49.84 ± 0.43 | 0.71 ± 0.65 |
| D | 3.19 ± 0.43 | <8 | 53.15 ± 0.93 | 0.18 ± 0.008 |
| E | 25.77 ± 0.19 | 24 | 52.71 ± 0.60 | 0.57 ± 0.01 |
| Glucose | 25.67 ± 0.14 | 8 | 51.79 ± 1.27 | 1.65 ± 0.04 |
© 2020 by the authors. Licensee MDPI, Basel, Switzerland. This article is an open access article distributed under the terms and conditions of the Creative Commons Attribution (CC BY) license (http://creativecommons.org/licenses/by/4.0/).
Share and Cite
Duncan, S.M.; Alkasrawi, M.; Gurram, R.; Almomani, F.; Wiberley-Bradford, A.E.; Singsaas, E. Paper Mill Sludge as a Source of Sugars for Use in the Production of Bioethanol and Isoprene. Energies 2020, 13, 4662. https://doi.org/10.3390/en13184662
Duncan SM, Alkasrawi M, Gurram R, Almomani F, Wiberley-Bradford AE, Singsaas E. Paper Mill Sludge as a Source of Sugars for Use in the Production of Bioethanol and Isoprene. Energies. 2020; 13(18):4662. https://doi.org/10.3390/en13184662
Chicago/Turabian StyleDuncan, Shona M., Malek Alkasrawi, Raghu Gurram, Fares Almomani, Amy E Wiberley-Bradford, and Eric Singsaas. 2020. "Paper Mill Sludge as a Source of Sugars for Use in the Production of Bioethanol and Isoprene" Energies 13, no. 18: 4662. https://doi.org/10.3390/en13184662
APA StyleDuncan, S. M., Alkasrawi, M., Gurram, R., Almomani, F., Wiberley-Bradford, A. E., & Singsaas, E. (2020). Paper Mill Sludge as a Source of Sugars for Use in the Production of Bioethanol and Isoprene. Energies, 13(18), 4662. https://doi.org/10.3390/en13184662